Сварка полиэтиленовых труб. Особенности сварки ПЭ труб муфтами
Различают два способа сварки полиэтиленовых труб — стыковая сварка и сварка при помощи электросварных муфт. О сварке встык мы писали в другой статье. Муфтовая же или электрофузионная сварка труб ПНД осуществляется при помощи специальных фитингов с закладным электронагревателем. Это могут быть — муфты, отводы, тройники, седелки, заглушки.
Диапазон диаметров труб, которые можно соединить при помощи элетросварных фитингов — от 20 до 1200 мм.
При монтаже труб диаметром до 110 мм соединение труб при помощи элетрофузионной сварки экономически выгоднее стыковой сварки, так как стоимость муфтового оборудования в несколько раз ниже стоимости стыкового сварочного оборудования.
Трудно обойтись без муфтовой сварки при монтаже труб большого диаметра, как при строительстве нового трубопровода, так и при ремонте аварийного участка, т.к. в большинстве случаев это связано с работой в довольно стесненных условиях, например, внутри водопроводного колодца, где громоздкое стыковое оборудование не может быть использовано.
Этапы муфтовой сварки полиэтиленовых труб

- Подготовка
Концы свариваемых труб должны быть чистыми и визуально ровными в торцах. Если торцы неровные, то их необходимо обработать специальным обрезным инструментом.
Далее белым маркером на обеих трубах отмечается глубина половины муфты, после чего специальным скребком или любым строительным ножом счищается верхний оксидный слой трубы (трубы ПНД под воздействием кислорода окисляются и этот слой снижает качество сварки). Зачищенные участки труб обрабатываются специальными обезжиривающими салфетками.
Далее, не прикасаясь к зачищенным участкам трубы руками, на трубу надвигается фитинг до отметки маркером.
- Сварка
Сварочный аппарат подключается к сети. В зависимости от модели аппарата и его комплектации данные сварки (температура и время нагрева, а также время остывания) вводятся в систему при помощи сканера, считывающего карандаша или вручную.
После того, как данные отсканированы, муфтовые аппарат готов к запуску процесса сварки, остается только нажать кнопку старт и оборудование само подаст напряжение на фитинг в течение необходимого времени.
- Остывание
После того, как аппарат для муфтовой сварки подаст сигнал об окончании нагрева, необходимо дать остыть фитингу в течение положенного времени.
Трогать или перемещать свариваемые трубы в это время не рекомендуется.
После того, как фитинг остыл, можно переходить к следующему участку. Таким образом, как мы видим, сварка полиэтиленовых труб, с одной стороны, требует внимательного выполнения определенных правил, с другой, ничего сложного в этом процессе нет и если у Вас в руках современное оборудование, то совершить ошибку практически невозможно.
Муфтовая сварка труб ПНД
ingplast.ru
Сварка полиэтиленовых труб муфтами: технология
Роман Феликсович, Воронеж задаёт вопрос:
Доброго времени суток. Обращаюсь вот по какому поводу. Хочу выяснить, как осуществляется сварка полиэтиленовых труб муфтами. Дело в том, что мне нужно на даче починить водопровод своими руками. Старые трубы в подполье были из металла, они все проржавели, и их надо менять. Оттого и авария случилась. Сейчас уже никто стальными трубами не пользуется. Все устанавливают трубопроводы из полипропиленовых изделий. Самый выгодный и простой вариант соединения полиэтиленовых труб — методом стыковки. Но опять же, для данного процесса нужен крупногабаритный сварочный аппарат, который нужно где-то разместить. И еще муфтовое соединение хоть и выходит несколько дороже, но зато там агрегат для сварки имеет намного меньшие габариты. Что меня весьма устраивает. К тому же сваркой часто не планирую пользоваться. Жду ответа. Эксперт отвечает:
Технология сварки полиэтиленовых труб муфтами предполагает использование специальных приспособлений: сварочного аппарата и электромуфты с закладными нагревательными элементами. Соединение предполагает давление 16 атм. и выполнимо на изделиях с не слишком большим диаметром.
Большей популярностью пользуется простая муфта, использующаяся в соединении прямых участков пары заготовок. Муфтовое соединение — более дорогостоящий метод, нежели сварка стыковкой. Сварка муфтами является незаменимой тогда, когда разместить габаритный агрегат для сварки стыковкой не представляется возможным.
Технология процедуры сварки:
- Приготовленные заранее трубы и электрофузионные муфты для соединений устанавливают четко сонаправленно. Изделия подготавливают, снимая в районе сваривания всех загрязнений на поверхности.
- Прибор, поставляющий ток, включают. В результате начинают нагреваться закладные элементы электромуфты, одновременно с этим плавя окружающий материал.
- В агрегате повышается площадь плавящегося полиэтилена, и становится возможным передать тепло изделия его поверхности, переходящей в плавкое состояние.
- Диаметр нагреваемого изделия повышается. Расплавленный полиэтилен (заключенный в окружности электромуфты) приобретает нужное для сваривания давление.
- На этом моменте возможно отключить питающий прибор. Через некоторый промежуток времени электромуфтовое гомогенное соединение станет полностью готово.
Рекомендация специалистов: питающий аппарат высокого качества способен выполнить всю процедуру сваривания самостоятельно и занести сведения в особый электронный протокол.
Сварка изделий большого диаметра предполагает проведение дополнительной процедуры подогрева. Что важно учитывать, выполняя монтаж трубопровода своими руками?
Техника подогрева осуществляется по такой схеме:
- Совмещение муфты производят поочередно с каждой стороны с заготовками.
- Первым делом выполняют полный цикл сваривания с одной из деталей. Затем сваривают вторую половину электромуфты с другой заготовкой.
- Каждую из сторон электрофузионной муфты значительного диаметра подключают к прибору питания отдельно.
Электромуфты с d 110 мм доступны по цене, что позволяет приравнять экономически электромуфтовую сварку к стыковой.
Поделитесь полезной статьей:
Похожие статьи:
Электромуфтовая сварка полиэтиленовых труб ПНД
Электромуфтовая сварка – один из основных видов соединения полиэтиленовых труб (ПНД), особенностью которого является использование специального нагревательного элемента – электромуфты. Данный метод сварки обходится дороже, чем применения сварки встык, но иногда без этого способа не обойтись. В этой статье мы рассмотрим, в каких именно случаях применяется электромуфтовая сварка и каков принцип ее работы.
Сегодня электромуфтовую сварку ПНД используют для труб разной толщины стенок и разного диаметра, при монтаже безнапорного трубопровода – систем дренажа и самотечной канализации, врезке в действующий трубопровод и ремонте уже существующих трубопроводов. При соединении электромуфтой скорость выполнения работ очень высокая и требуется мало свободного пространства.
Как правило, электромуфтовая сварка полиэтиленовых труб
проводится с помощью специального оборудования, оснащённого микропроцессорным управлением. Благодаря этому, муфтовая сварка обеспечивает контроль параметров процесса, автоматическое регулирование времени сварки, которое зависит от параметров фасонного элемента и температуры воздуха.Технология муфтовой сварки полиэтиленовых труб
Сварка полиэтиленовых труб с помощью такого метода сварки предъявляет особые требования к проведению работ. Перед началом сварки необходимо зачистить поверхности, подлежащие свариванию, следя за тем, чтобы не оставалось никакой грязи или окисной плёнки. В случае приваривания ответвительного седла должны применяться правильно подобранные зажимы. Когда проводится электромуфтовая сварка, труба и фасонный элемент должны оставаться абсолютными неподвижными, причём не только во время соединения, но и в процессе остывания.
Процесс сварки труб с помощью закладных электромуфт производится в следующей последовательности:
- концы соединяемых полиэтиленовых труб должны быть очищены от загрязнений и обезжирены.
- электромуфта надевается на торец одной из труб, до совмещения торца муфты и ПНД трубы. При необходимости труба зажимается в позиционере. Вторая труба совмещается с первой «торец в торец», после чего муфта надвигается в обратную сторону на 1/2 длины муфты.
- провода от сварочного аппарата подключаются к клеммам электромуфты.
- запускается процесс нагрева электромуфты в режиме «автоматический». Сварка труб завершена, когда расплавленный полиэтилен выступил из контрольных отверстий фитинга.
- последний этап процесса — естественное охлаждение свариваемого узла до полной неподвижности.
Основные преимущества электромуфтовой сварки:
- Универсальное применение в отношении полиэтилена и толщины его стенки. Свойства расплавленного полиэтилена дают возможность использовать данный метод для соединения труб с разным диаметром.
- Практичность и удобство при монтаже. Для сварки ПНД данным методом достаточно просто свести вместе концы труб и соединить их нагревательным элементом, после чего нагреть их, просто подав электрический ток на выводы муфты. После этого процесс будет происходить в автономном режиме.
- Надежность. Отличительной особенностью данного метода является надежность и долговечность конечного результата. Материалы в стыках проникают друг в друг, таким образом плотность шва такая же, как и у остальных участков трубы.
- Экономичное и эффективное применение. Аппараты для электромуфтовой сварки отличаются компактным размером, малой массой и сравнительно небольшим энергопотреблением.
Исходя из выше сказанного, можно сделать вывод, что электромуфтовая сварка зарекомендовала себя как надежная, экономичная и удобная технология для соединения трубопроводов в газо- и водоснабжении, а также для канализации. Трубопровод, собранный из полиэтиленовых труб с качественно выполненным процессом сварки, прослужит несколько десятилетий, не требуя дополнительного обслуживания и ремонта. Однако специалисты завода «Волжанин» отмечают, что обязательной частью процедуры
Если Вы планируете осуществлять соединение труб аппаратами марки VOLZHANIN и у Вас возникли вопросы в процессе использования оборудования, Вы можете получить круглосуточную техническую поддержку по телефону горячей линии 8-800-200-17-45 (звонок по России бесплатный).
www.volzhanin.com
особенности электромуфтового соединения ПЭ-труб, видео и фото
Сварка полиэтиленовых труб является одной из наиболее популярных методик их соединения. При сварке формируется неразъемное соединение, отличающееся высокой герметичностью и сдобное выдерживать значительные нагрузки.
Конечно, не все методики работы с таким материалом как полиэтилен можно освоить самостоятельно, потому далее в статье я приведу обзор основных технологий, и остановлюсь на подробно описании алгоритмов сварки, чаще всего применяемых в быту.

Сваривать детали можно разными способами
Как соединяются детали

Фитинги для разъёмных соединений
При прокладке трубопроводов с использованием полиэтиленовых деталей неизменно возникает необходимость в их соединении.
Делать это можно двумя способами:
- С помощью разъемных фитингов;
- С помощью сварки.

Сварной шов в разрезе
Первый вариант хорош тем, что для монтажа узла трубопровода не требуются никакие специальные инструменты. С другой стороны, цена фитингов достаточно существенна, да и номенклатура таких изделий ограничена, потому ставят их обычно там, где без возможности рассоединения труб просто не обойтись – т.е. во внутренней части трубопровода.
Сварной метод более трудоемок, поскольку требует задействования специального оборудования — контактных сварочных аппаратов, муфт, паяльников и т.д. С другой стороны, для его реализации не нужны дорогостоящие разъемные фитинги, да и надёжность сращивания труб при таком способе возрастает на порядок.

Соединения с использованием сварных муфт
В общем, если вы планируете монтировать трубопровод из полиэтиленовых деталей, то без освоения сварочного способа вам точно не обойтись. И даже если вы не будете выполнять работу своими руками, а обратитесь к специалистам, знать азы технологии необходимо — хотя бы для должного контроля и оценки качества результата.
Технология сварки
Метод 1: соединение встык
Сварка полиэтилена при формировании трубных коммуникаций может осуществляться несколькими способами. Наиболее часто используется так называемая стыковая методика сварки, при которой соединяются непосредственно торцы двух деталей.

Аппарат, используемый для соединения деталей
Подготовительный этап работы включает такие операции:
- Для соединения выбираются изделия диаметром 50 мм и более с толщиной стенки не менее 5 мм. Пренебрегать таким ограничением не стоит: при стыковке тонкостенных труб велика вероятность деформации материала, что приведёт к снижению прочности соединения;
Так соединяют только детали от 50 мм и более
Еще один минус – внутренний наплав, который будет перекрывать и без того не самый большой просвет трубы, существенно снижая ее проходимость.
- Стыковым способом соединяются только трубы из полиэтилена одной марки. Состав материала трубной стенки в месте сварного шва должен быть максимально однородным, потому я по возможности используют только трубы из одной партии;
- Также не лишним будет проверить торцы соединяемых элементов на эллипсность. Если при большом диаметре и значительной толщине стенок небольшие погрешности можно компенсировать, то работая с тонкими трубами нужно соблюдать предельную скрупулезность.
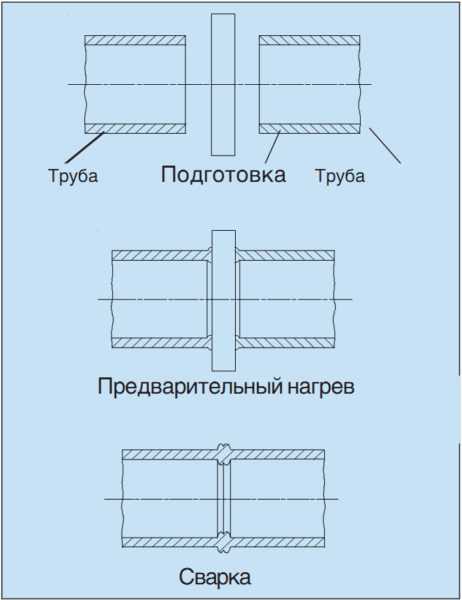
Принцип стыковой сварки
Для соединения деталей по методу стыковой сварки используются специальные агрегаты. Основным элементом такого прибора является центральная нагревательная пластина, которая и обеспечивает расплавление полиэтиленовых изделий.
Работы выполняются по такому алгоритму:
- Трубы обрезаются по размеру с таким расчетом, чтобы на конце каждой был запас материала, необходимый для формирования сварочного шва. Как правило, информацию об укорачивании детали содержит инструкция к прибору, но в среднем для наиболее ходовых диаметров запаса в 12 -15 мм бывает достаточно;
- После этого выполняется торцовка труб: так мы обеспечиваем идеально ровную поверхность края детали для наилучшего контакта с нагревательным элементом;

Последовательность операций
- Далее трубы устанавливаются в сварочный аппарат и центруются. Очень важно соблюдать строгую соосность, поскольку от этого напрямую зависит качество сварки;
- Затем в промежуток между деталями устанавливается нагревательный элемент, к которому прижимаются трубы. Прижим должен осуществляться с контролируемым усилием;

Установка нагрева
kanalizaciya-expert.ru
Муфтовая сварка полиэтиленовых труб
Сварка полиэтиленовых труб муфтами: технология и ее особенности
Когда используются полиэтиленовые трубы для прокладки магистрали, то здесь необходимо учитывать определенные нюансы и особенности. Сварка полиэтиленовых труб муфтами – это обязательное условие, в противном случае конструкция будет ненадежной, да и сделать это будет невозможно в целом. В нашем обзоре мы познакомим с основными видами этих деталей для соединения, расскажем о характеристиках каждого, а также вкратце затронем вопрос установки магистрали из такого материала.
Полиэтиленовые изделия применяются при обустройстве различных систем. Например, их можно применять в самых простых конструкциях, в которых отсутствует внутренний напор. Также они отлично подойдут для таких трубопроводов, в которых присутствует огромное давление (от 16 атмосфер). Более того, такие материалы не подвергаются разрушению под воздействием внешних факторов и имеют высокую эластичность.
Первое свойство позволяет применять их для перемещения активных химических веществ. Второе же свойство позволяет закладывать полиэтиленовые детали на значительную глубину. Важно то, что они не разрушатся и не потеряют свою герметичность ни под высоким давлением, ни из-за движения земли и грунта.

Прокладка промышленного трубопровода
Так как существуют различные размеры такой продукции, от 1 до 160 см, то это делает возможным использование их и для бытового использования, и для прокладки трубопровода в промышленных масштабах.
Сборка таких конструкций происходит по таким технологиям:
- обжимная, или компрессионная – когда установка происходит на специальное крепление или же на гильзу;
- сварная, которая происходит за счет диффузионной сварки.
Основные типы муфт
Муфты для полиэтиленовых труб подразделяются на несколько видов, а именно:
- компрессионные;
- муфты для сварки.
Муфты для сварки изготавливаются исключительно из полиэтиленового материала. Однако в некоторых случаях какой-то край этой детали может быть оснащен врезкой из латуни или стали. Такой вариант будет использоваться при установке части металлического трубопровода в общую полимерную магистраль или же при монтаже контрольной и арматуры.
Более того, такого типа детали дополнительно могут комплектоваться изделиями из разных сплавов металлов, чтобы варить части изделий и детали крепления при установке магистрали. Такие элементы дают возможность не использовать специальные приспособления для соединения, которые являются достаточно большими и требуют наличия специальных насадок различного размера.
Электросварные муфты для полиэтиленовых труб устанавливаются, используя простой трансформатор для процесса сваривания с подключением к клеммам. Что касается простых соединительных элементов, то для их монтажа применяется паяльник, который оснащен специальной насадкой. Она предусмотрена для фиксации трубопровода к муфте, причем существуют различные размеры, применяемые в зависимости от размера используемой продукции. В любом случае, такие материалы соединяются путем разогрева крайних частей элементов. После этого детали соединяются и спрессовываются.
Самый большой размер сварочных соединений – 40 см. Причем, если свариваются большие размеры, то это потребует использования определенного промышленного оборудования.
Компрессионная муфта для полиэтиленовой трубы – это деталь, для производства которой может применяться как металл, так и полимеры. Если речь идет о системе со значительным напором, то она обязательно должна быть оснащена гильзой или цангой из металла. Что касается систем без напора, то здесь можно использовать устройства как с металлической, так и с полиэтиленовой цангой. Сама компрессионная деталь для соединения может быть произведена из чугуна, латуни или стали. Также в некоторых случаях можно использовать изделия с пластиковым корпусом.
Муфты диаметром до 6 см
Такой тип материалов может иметь самый большой размер в 6 см. Муфты, которые оснащены цанговым элементом или гильзой не применяются для трубопроводов больших размеров, так как это не экономично и не выгодно. Только в некоторых ситуациях возможно применение вариантов с диаметром в 10 см, но это происходит крайне редко.
Необходимо помнить, что использования цанговых изделий позволяет создавать конструкции с возможностью к их дальнейшему разбору. В то же время гильзовые варианты могут использоваться лишь в цельных системах. Объясняется это тем, что первый вариант предполагает фиксацию трубы на ниппеле кольцом и гайкой, то ее можно потом снять. Второй же вариант соединяется за счет тисков, а значит, разобрать полученное соединение не получится.
Виды муфт по назначению
Разумеется, что для различных типов труб и для разных целей необходимо использовать определенные виды муфт. Как правило, выделяют такие варианты:
Применение муфт в трубопроводе
Сварка полиэтиленовых труб муфтами требует обязательного применения определенного оборудования для этого и непосредственно соединительные изделия. Такое скрепление характеризуется значительной прочностью и способно выдерживать напряжения до 16 атмосфер. Если говорить о стоимости таких работ, то именно электромуфтовый вариант считается более дорогим. Однако он имеет и свои преимущества, среди которых можно выделить то, что он позволяет работать в очень небольших местах, где обычное оборудование для сварки просто не поместится. В таком случае использование электромуфтового аппарата – это просто необходимость.
Бывают различные виды электромуфт. Наиболее распространенным считается простой вариант, который используется при скреплении прямых магистралей. Однако очень часто могут применяться электротройники, отводы и другие элементы.
Следует отметить, что такой тип соединения может быть применен тогда, когда необходимо скрепить небольшие трубы, поступающие в бухту. Крепления с размером до 11 см имеют невысокую стоимость, и используются в небольшом количестве. Это позволяет проводить работу, которая будет приблизительно одинаковой со стыковым процессом.
Описание технологии сварки предполагает выделение таких этапов и особенностей:
- необходимо изначально подготовить все материалы. Делается это следующим образом: место сварки очищается от верхнего слоя специальным инструментом и полностью удаляется жир или другие загрязнения. Трубы и муфты устанавливаются строго в одной плоскости;
- далее необходимо подключить к сети оборудование. Это позволит нагреть необходимые элементы и расплавить часть трубы;
- часть полиэтиленовой трубы, которая находится в муфте, начинает под воздействием температуры расширяться, что позволяет передавать нагрев дальнейшей поверхности, которая тоже начинает расплавляться;
- за счет того, что труба и полиэтилен находятся в ограниченном пространстве, а под воздействием процессов плавления она расширяе
www.samsvar.ru
Электромуфтовая сварка, электромуфтовая сварка полиэтиленовых труб, электромуфтовая сварка пнд, технология электромуфтовой сварки, электрофузионная сварка, сварка полиэтиленовых труб, технология сварки полиэтиленовых труб
Сварочный метод
При таком соединении трубы и фитинги свариваются посредством нагревательного элемента, провода расположенного непосредственно в электрофузионной (электросварной) муфте. Электропитание на нагревательный элемент подается от специального трансформатора. Поверхности свариваемых деталей оплавляются, а возникающее при охлаждении напряжение усадки создает необходимое сварочное давление, которое гарантирует оптимальную сварку. Метод отличается своей безопасностью, т.к. используется очень низкое напряжение, а также высокой степенью автоматизации.
Общая сварочная пригодность
Сваривать между собой можно только детали, изготовленные из одного и того же материала. Значение MFR электрофитингов из PE (ПЭ) находится в диапазоне от 0,3 до 1,7 г/10мин. Они могут быть сварены с трубами и фитингами из PE 80 и PE 100 со значением MFR между 0,30 и 1,70 г/10мин. Сварочная пригодность, SDR и максимально допустимая овальность указаны в следующей таблице.
| Диаметр | SDR17 | SDR11 | SDR7.4 | Овальность |
| 20 | — | + | + | 1,5 % |
| 25 | — | + | + | 1,5 % |
| 32 | — | + | + | 1,5 % |
| 40 | + | + | + | 1,5 % |
| 50 | + | + | + | 1,5 % |
| 63 | + | + | +1) | 1,5 % |
| 75 | + | + | +1) | 1,5 % |
| 90 | + | + | +1) | 1,5 % |
| 110 | + | + | +1) | 1,5 % |
| 125 | + | + | +1) | 1,5 % |
| 140 | + | + | +1) | 1,5 % |
| 160 | + | + | +1) | 1,5 % |
| 180 | + | + | +1) | 1,5 % |
| 200 | + | + | +1) | 1,5 % |
| 225 | + | + | +1) | 1,5 % |
| 250 | + | + | + | 1,5 % |
| 280 | + | + | + | 1,5 % |
| 315 | + | + | + | 1,5 % |
| 355 | + | + | + | 1,5 % |
| 400 | + | + | + | 1,5 % |
+ Трубы для сварки пригодны.
+1) Трубы пригодны; фитинги коды 077, 078 и 079 не пригодны для сварки с трубами.
— Трубы для сварки не пригодны.
Место сварки должно быть защищено от неблагоприятных погодных условий (дождь, снег, интенсивная УФ-радиация или ветер), допустимый температурный диапазон для PE (ПЭ): от -10°С до + 50°С. Кроме того, должны выполняться установленные местные нормы и правила. Сварочные параметры определяются штриховым кодом, который непосредственно прикреплен на сварочном фитинге.
Подготовка места сварки
 |
Соберите сварочное оборудование (подготовьте инструменты и машины), проверьте управление сварочного устройства. Установите сварочную палатку или подобное устройство. |
|
Подготовка сварного шва (Непосредственно перед началом процесса сварки) |
|
|
|
Обрезать торец трубы под правильными углами с помощью соответствующего инструмента и отметить вставную длину. Вставная длина = половина длины муфты.Сухой тканью очистить трубу от грязи, осторожно вставить в специальное приспособление и по всей вставной длине снять стружку на глубину минимум 0,2 мм, при этом режущий инструмент должен перемещаться только в осевом направлении. Удалить стружку внутри и снаружи трубы. Если свариваются 2 трубы с помощью муфты, конец 2-й трубы должен быть подготовлен таким же образом.
|
|
Подготовка перед сваркой |
|
|
|
Распакуйте нужную электромуфту или фитинг непосредственно перед сваркой. Никогда не касайтесь внутренней части муфты и подготовленного конца трубы. При необходимости сварочные области труб из РЕ или РР можно очистить ацетоном (или подобным растворителем) и без ворсистой бумагой. Места сварки должны быть сухими перед надвиганием муфты на трубу. Во всяком случае, удалите остатки чистящих агентов или капельки воды без ворсистой абсорбирующей бумагой. Надвиньте муфту на подготовленный конец трубы до центра муфты, пока край муфты не достигнет отметки вставной длины. |
 |
Вторая деталь, которая должна быть сварена с муфтой (труба или фитинг), должна быть подготовлена таким же образом. Вставьте конец второй трубы (или фитинга) в муфту, и зажмите обе трубы в зажимном устройстве так, чтобы не было выступающих частей между сварочной областью и трубой (фитингом) и чтобы муфта могла свободно вращаться. Проверьте: Если метка вставной длины не совпадает с концом муфты, то труба вставлена не до центра муфты. Зажимное устройство должно быть ослаблено и концы труб должны быть вставлены, пока метки точно не совпадут с концами муфты. |
| Выполнение сварочного процесса | |
 |
Строго выполняйте инструкции по работе со сварочным устройством. Ниже описаны только наиболее существенные моменты процесса сварки. Поверните муфту так, чтобы обе клеммы были направлены вверх (при этом муфта не должна сдвигаться в осевом направлении), и подсоедините сварочный кабель к клеммам. Сварочный кабель должен быть расположен так, чтобы его вес не создавал крутящего усилия на муфту. Если сварочное оборудование подключено правильно, это показывается на дисплее. Сварочные параметры вводятся посредством считающего карандаша или сканера. Звуковой сигнал подтвердит ввод данных. После того, как сварочные параметры введены, на дисплее высвечивается торговая марка материала, размеры трубы и окружающая температура. Эти значения надо подтвердить. После этого, с целью контроля, машина спросит, можно ли начать работу. |
|
На электросварные муфты и фитинги AGRU наносятся параметры сварки в виде штрихкода, который может быть легко прочитан сварочной машиной. При этом машина автоматически устанавливает нужные параметры, что гарантирует качество сварки. Сварочный процесс начинается нажатием клавиши старта. На дисплее должно показываться сварочное время, а также сварочное напряжение. Во время всего сварочного процесса (включая охлаждение) зажимное устройство должно оставаться смонтированным. Об окончании сварочного процесса предупреждает звуковой сигнал. Зажимное устройство удаляется после полного времени охлаждения. Это время должно обязательно соблюдаться! При прерывании сварочного процесса (например, из-за нарушения электроснабжения) вторичное использование муфты недопустимо. |
|


| Минимальное время охлаждения: | ||
| d 20 | — 63 мм | — 6 мин. |
| d 75 | — 125 мм | — 10 мин. |
| d 140 | — 160 мм | — 15 мин. |
| d 160 | — 180 мм | — 20 мин. |
| d 200 | — 250 мм | — 30 мин. |
| d 280 | — 355 мм | — 45 мин. |

Правильность сварочного процесса может контролироваться по дисплею и визуально по муфте. При этом все параметры процесса сварки запоминаются и хранятся во внутреннем устройстве машины (при наличии возможности протоколирования сварочных процессов). Эти данные могут быть перенесены на ПК или распечатаны непосредственно сразу после окончания работы на дополнительно подключаемом в сварочному аппарату принтере.
smp-agru.ru