Сварка черного металла аргоном
Сваривание черного металла аргоном является несложным и весьма качественным процессом сваривания. В основном аргонно-дуговое сваривание применяют для непростых ситуаций, где приходится иметь дело со сложно свариваемыми металлами, которые сильно подвергаются появлению брака. Черный металл легко сваривается в различных условиях, а также дает очень хороший результат. Для сварки данного металла аргоном используется присадочная проволока требуемого диаметра, которая не имеет защищающего покрытия. Вместо нее, что бы обеспечить защищающую среду для сварной ванны от разных внешних факторов, таких как мусор, грязь, и просачивание атмосферного кислорода, применяется аргон.
Основа
Главной проблемой является кипение сварной ванны. Оно происходит потому, что металл становится слабо нагретым. Для решения этой проблемы нужно верно выбирать присадочный материал, а еще применять флюс, который помогает раскалить заготовку. Когда сваривают тонкий металл аргоном процесс идет быстрее, поскольку отсутствует риск прожечь деталь, а соединение образуется гораздо качественнее. Процесс технологии должен осуществляться по ГОСТу 14771-76.
Процесс технологии должен осуществляться по ГОСТу 14771-76.
Преимущества
- Несложный процесс сварки тонкого металла, а также уменьшается шанс в образовании брака;
- Применение полученных швов почти в любых сферах;
- Процесс сварки весьма легкий в реализации;
- Отсутствие неудач при попытках зажечь дугу;
- Могут осуществляться непрерывные швы благодаря длине проволоки;
- Можно осуществлять подогрев металла газом горелки;
- Минимальные подготовительные работы с металлом для сваривания.
Недостатки
- Сваривание стали аргоном является весьма дорогим процессом, в отличие других его разновидностей, стоимость превышает простую дуговою несколько раз;
- Увеличивается риск в работе из-за использования газа;
- Иногда происходит вскипание сварной ванны, и впоследствии разбрызгивание металла в разные стороны, что приводит к некачественному соединению и созданию опасных условий;
- Некоторые приспособления сложно доступные, в отличие от обычной сварки.
Качественное соединение сильно зависит от верно выбранного материала для последующего сварочного процесса. Сваривать углеродистую сталь считается сложнее, чем высоколегированную, однако применяются одинаковые методы выбора. Поскольку сваривание стали аргоном только прибавляет дополнительную защиту, а свойства шва зависят от применяемых приспособлений. Чтобы осуществить наилучшее качество, требуется выявить точный состав предстоящего для сварки металла, где проволока должна идентично соответствовать ему. Но такое не часто удается осуществить, в связи с этим допускается использование распространенных — используемых марок проволоки для данного процесса.
По рекомендациям мастеров используется проволока Св-08Г2С. Также может применяться 12Х18Н10Т, СА20ХМА и 20ХГ, выбор зависит от состава металла.
Совершая выбор, обычно смотрят на свойства кипучести, если на проволоке значение КП, это означает, что металл подвергается кипению. Когда сваривают черный металл аргоном, это и является главной проблемой, поэтому эти материалы ненужно приобретать. Так же очень важен выбор, касающийся толщины диаметра проволоки, который подбирают в соответствии с толщиной металла для сваривания. Проволоку можно применять толще, если предстоит столкнуться с трудно плавящимся металлом. Если сваривают тонкий металл аргоном, допускается увеличение не больше 0.5 мм.
Так же очень важен выбор, касающийся толщины диаметра проволоки, который подбирают в соответствии с толщиной металла для сваривания. Проволоку можно применять толще, если предстоит столкнуться с трудно плавящимся металлом. Если сваривают тонкий металл аргоном, допускается увеличение не больше 0.5 мм.
Что бы сваривание стало качественнее, требуется правильно соблюдать выставленные режимы, которые будут соответствовать данной толщине материала.
Технология сварки черного металла аргоном
Вначале следует произвести зачистку будущего соединения. Так же потребуется удалить пленку из масла, если она присутствует, с помощью растворителя или другого химического вещества. После требуется разложить флюс на поверхности металла, что бы избежать потери важных элементов состава, и поставить правильные для процесса параметры. Потом можно начинать процесс сваривания. При появлении сварной ванны, нужно двигать ее до конца, постепенно подавая проволоку. Для одинаковой консистенции соединения не стоит останавливать процесс.
Контроль качества
В завершении результата, требуется осуществить осмотр, где можно заметить явные дефекты. Для более четкого обзора, применяют рентгена и магнитографические методы проверки. Еще используют ультразвук, который помогает увидеть различные микротрещины. Важный момент в том, что производить анализы рекомендуется через сутки после сваривания.
Техника безопасности
1.Требуется организовать рабочее место, осуществлять процесс запрещается вблизи легковоспламеняющихся смесей и материалов. Желательно убрать с рабочего места все лишнее, оставив только необходимое для проведения работ;
2.Рекомендуется установить обеспечить стабильную вентиляцию для рабочего места для небольшой защиты дыхательной системы, при необходимости подключить систему удаления продуктов сгорания;
3.Перед началом процесса следует убедиться в исправности оборудования, в основном в правильно выставленных параметрах баллона, и в том, что шланги, с которыми следует бережно обращаться, тоже целы во избежание утечки газа.
4.Не следует использовать различные тройники и редукторы для подключения сразу нескольких горелок;
5.Не стоит забывать и об личной безопасности, для которой понадобиться огнеупорная одежда, защитная маска для сваривания и другие различные предметы.
Сварка аргоном черного металла. Технология сварочного процесса.
Екатерина
В настоящее время одним из простых, но в тоже время качественных и надежных соединений является сварка аргоном черного металла. Такой вид сварочных работ очень часто применяется для создания различных швов в трудносвариваемых изделиях, например для соединений деталей из стали. Используя аргонно-дуговую сварку для железа или черного металла, который хорошо поддается сварке и в обычных условиях, можно получить прочное и надежное соединение, которое не подвергнется деформации. Сварка черного металла требует наличие обычной проволоки нужного диаметра без защитного покрытия. О том как варить черный металл и тонкое железо и в чем особенности процесса пойдет речь в этой статье.
О том как варить черный металл и тонкое железо и в чем особенности процесса пойдет речь в этой статье.
Содержание статьи
- Особенности сварки аргоном
- Достоинства
- Недостатки
- Критерии выбора инструмента
- Режимы сварки листового черного металла аргоном
- Техника безопасности
Особенности сварки аргоном
Главная сложность, которая возникает в процессе работы – кипение сварочной ванны. Это происходит по причине того, что металл недостаточно разогревается. Для того, чтобы избежать этого негативного явления, нужно верно выбрать присадочный материал, а также использовать флюс, благодаря которому заготовленная деталь лучше будет плавиться. Выполнив все эти требования, вы значительно упростите себе работу и в итоге получите хороший шов.
На заметку! Весь производственный процесс должен выполняться в соответствии с ГОСТом 14771-76.
Достоинства
Если сваривать заготовки из черного металла при помощи аргона в соответствии со всеми рекомендациями, то в результате можно получить максимально качественное соединение. Отметим основные плюсы:
Отметим основные плюсы:
- процесс несложный и недлительный по времени,
- образовавшиеся в итоге сварки электродом швы, могут быть пригодны практически в каждой сфере,
- дуга зажигается быстро и легко,
- за счет применения длинной проволоки, любой шов может выполняться непрерывно,
- сами металлические изделия можно подогреть газом горелки.
Недостатки
Несмотря на большое количество достоинств, выделяется и ряд минусов:
- tig сварка – достаточно затратный процесс, если сравнивать с обычной дуговой, то стоимость первой будет больше в 10 раз,
- поскольку применяется газ, работа – небезопасна,
- возникает риск того, что сварочная ванна может вскипеть и в результате металл будет разбрызгиваться в разные стороны, что чревато попаданием на незащищенные участки тела и качество соединения будет значительно хуже,
- могут возникнуть трудности с поиском некоторых материалов, необходимых для таково вида сварки.
Однако все описанные недостатки станут незначительными по сравнению с тем, какого качества соединение может получиться у вас в итоге. К тому же, если подойди к процессу ответственно, то подобных недочетов и вовсе можно избежать.
К тому же, если подойди к процессу ответственно, то подобных недочетов и вовсе можно избежать.
Критерии выбора инструмента
Во многом успешное выполнение шва зависит от правильно выбранного инструмента и материалов, которыми вы будете пользоваться. Присадочный материал должен быть как можно более подходящим для металлического изделия, подвергающегося сварке. Поэтому, очень важно знать все составляющие металла. Однако, это не всегда удается выполнить, в связи с этим, основным ориентиром выступают популярные марки проволоки, которые наиболее часто используются. Большинство профессионалов советуют применять Св-08Г2С.
Выбирая проволоку, обращайте внимание на такой критерий как кипучесть. Многие пользователи, не зная как варить черный металл сталкиваются с этой проблемой. Чтобы избежать этого надо смотреть на маркировку. Если на проволоке указано значение КП, то это говорит о подверженности металла кипению, поэтому такие детали покупать не стоит. Еще один важный показатель – толщина диаметра присадочного материала. Выбирать нужно исходя из толщины изделий, подвергающихся сварке. Старайтесь подобрать материал максимально идентичный плотности металла.
Выбирать нужно исходя из толщины изделий, подвергающихся сварке. Старайтесь подобрать материал максимально идентичный плотности металла.
Режимы сварки листового черного металла аргоном
Даже если вы не имеете никакого опыта, не переживайте, соблюдая все требования можно получить хорошее соединение. Для того, чтобы в конечном итоге шов был как можно более прочным и надежным, надо верно подобрать режим, который будет максимально подходить заданной толщине заготовки и другим показателям.
Толщина заготовки, мм | Сила тока, А | Скорость прохождения сварки, см/мин | Присадочный материал | Расход аргона при сварке стали, л/мин | |
| Диаметр, мм | Скорость подачи, см/мин | ||||
0,9 | 95 | 26 | 1,6 | 42,5 | 8 |
1,3 | 118 | 26 | |||
1,5 | 130 | 26 | |||
| 1,5 | 200 | 30 | |||
| 2,3 | 160 | 20 | |||
Прежде чем приступить непосредственно к сварочным работам подготовить металл. Для этого надо хорошо зачистить окончания, которые будут подвергаться соединению. Также если на поверхности присутствует масляная пленка, то ее нужно убрать.Технология сварки металла аргоном
Для этого надо хорошо зачистить окончания, которые будут подвергаться соединению. Также если на поверхности присутствует масляная пленка, то ее нужно убрать.Технология сварки металла аргоном
На следующем этапе поверхность покрывается флюсом и задаются нужные параметры сварочного аппарата. После выполнения этого порядка действий можно переходить к сварочным работам. Источник энергии и присадочный материал подводятся к участку соединения и зажигается дуга. Когда возникнет сварочная ванна, дуга должна непрерывно вестись до самого конца, осуществляя медленную подачу проволоки.
Обратите внимание! Избавляться от шлака нужно только после того, как шов окончательно остынет, иначе можно попросту его повредить.
После выполнения процесса не забудьте проверить полученный результат. Изначально осмотрите соединение на наличие внешних дефектов. Для того, чтобы провести более детальный осмотр внутреннего состояния изделия можно прибегнуть к рентгено- и магнитографическому анализу. Помимо этого часто используется и контроль качества ультразвуком, благодаря которому можно убедиться в отсутствии скрытых микротрещин.
Помимо этого часто используется и контроль качества ультразвуком, благодаря которому можно убедиться в отсутствии скрытых микротрещин.
Неважно новичок ли вы или вы знаете, как варить черный металл и имеете в этом деле большой опыт, правила техники безопасности нужно соблюдать всем.
- Важно, чтобы ваше рабочее место, где осуществляется процесс сварки, не находилось рядом с легковоспламеняющимися материалами, т.к. велика возможность возникновения нечаянного возгорания. Также постарайтесь убрать все лишнее с рабочей поверхности.
- Оборудуйте помещение качественной вентиляцией и в случае необходимости подсоедините систему удаления продуктов сгорания.
- Прежде чем приступить к сварке, проверьте аппарат на исправность, проконтролируйте верно ли выставлены все нужные параметры баллона, а также для того чтобы не произошла утечка газа, надо проверить в хорошем ли состоянии находятся шланги.
- Не рекомендуется применять тройники и редукторы, которые нужны для одновременного подключения нескольких горелок.

- Несомненно весь процесс должен производиться в специальной защитной одежде. По возможности постарайтесь укрыть свое тело, чтобы раскаленный металл случайно не попал на кожу, ведь это чревато серьезным ожогом. На руки обязательно наденьте перчатки, а на лицо защитную маску и очки.
Подводя итог вышеизложенного, можно сделать некоторые выводы. В первую очередь стоит отметить, что сваривать черный металл и тонкую сталь не сложно. Для этого достаточно выполнять все правила, предъявляемые к такому способу создания шва. Несмотря на то, что такой вид сварки не из дешевых, при точном соблюдении технологии в конечном итоге вы получите надежный и прочный шов. Как и любой другой вид сварки, электродуговая сопровождается рядом нюансов, на которые следует обращать внимание. Если вы новичок, то для достижения более лучшего результата, потренируйтесь выполнять шов на каких-нибудь ненужных деталях. Так, вы наберетесь опыт и у вас будет больше шансов сварить нужные заготовки правильно. В любом случае, преимущества сварки изделий из черного металла аргоном очевидны, именно поэтому данный способ соединения так популярен у пользователей.
В любом случае, преимущества сварки изделий из черного металла аргоном очевидны, именно поэтому данный способ соединения так популярен у пользователей.
Похожие публикации
Как сваривать MIG с аргоном
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Аргон является одним из наиболее часто используемых защитных газов при сварке MIG. Аргон чаще всего используется в сочетании с кислородом и углекислым газом, хотя чистый аргон используется для цветных металлов. Настройка сварочного аппарата MIG для работы в аргоне требует наличия соответствующего контактного наконечника, вентиляционного оборудования и манометров.
Имейте в виду: использование неправильного защитного газа в данном сценарии может снова и снова приводить к нежелательным дефектам сварки, даже если вы все делаете правильно. Вы можете предотвратить многие головные боли, выбрав предпочтительную смесь, которая может включать или не включать в основном аргон. В этой статье мы рассмотрим эти детали и многое другое, чтобы вы могли правильно сваривать MIG с аргоном.
Вы можете предотвратить многие головные боли, выбрав предпочтительную смесь, которая может включать или не включать в основном аргон. В этой статье мы рассмотрим эти детали и многое другое, чтобы вы могли правильно сваривать MIG с аргоном.
Как настроить аргон для сварочного аппарата MIG
Баллоны с защитным газом бывают всех размеров, от 20 CF до 300 CF. Если вы часто выполняете сварку чистым аргоном, вам наверняка понадобится цилиндр большей стороны. Вы всегда можете получить меньшие баллоны для менее используемых газов. Поставщик сварочного газа должен быть в состоянии предоставить рекомендации по наилучшей настройке для ваших обстоятельств.
Какое оборудование необходимо для сварки аргоном?
Чтобы начать процесс настройки, вам необходимо провести инвентаризацию имеющегося у вас оборудования. Установка для сварки в аргоне такая же, как и установка для сварки MIG с любым другим типом защитного газа, но все же важно кратко рассмотреть несколько моментов:
- Цепь для крепления газового баллона : Для вашей безопасности газовый баллон должен быть закреплен цепью.

- Датчики: Должен быть надежно закреплен на цилиндре; если у вас есть какие-либо проблемы с датчиками или вы хотите, чтобы их было легче читать, вы можете найти хороший здесь.
- Контактный наконечник: Контактный наконечник соответствующего размера необходим для того, чтобы защитный газ выполнял свою функцию.
Выбор правильного контактного наконечника
При всем остальном легко упустить из виду важность выбора правильного контактного наконечника для аргона. Выбор размера очень важен, потому что аргон плотнее кислорода и гелия и немного менее плотен, чем углекислый газ.
Имеет значение углубление контактного наконечника. «Углубление» относится к расположению контактного наконечника внутри сопла сварочного пистолета. Удлинение электрода (углубление для проволоки) подвергается прямому воздействию, при этом более высокие номера углублений соответствуют более длинному выступу проволоки. Если провод торчит слишком далеко из-за контактного наконечника, то напряжение будет больше, а дуга будет менее стабильной.
Вот размеры контактных наконечников, которые следует использовать, если в качестве защитного газа используется в основном аргон:
- Углубление ¼ дюйма
- Углубление ⅛ дюйма
Обязательно приобретайте контактные наконечники, указанные в списке как подходящие для вашей конкретной машины. Эта информация должна быть представлена в руководстве по эксплуатации вашего сварочного аппарата, как показано в руководстве для данного сварочного аппарата Lincoln. Кроме того, вы можете записать конкретный номер модели и найти его в описании продукта контактного наконечника.
Установка расхода газа
Определенно существует верхний предел расхода аргона в вашей установке MIG. Обычно считается, что более высокие скорости потока аргона обеспечивают большую защиту сварочной ванны. Однако если скорость потока газа станет слишком высокой, возникнет турбулентность. По сути, происходит то, что пузырьки воздуха загрязняют сварной шов.
В большинстве магазинов скорость потока 15 кубических футов в минуту (кубических футов в минуту) является хорошим началом, но в магазинах с особенно сквозняком скорость потока газа может потребоваться увеличить до 50 кубических футов в минуту . Многие сварочные аппараты поставляются с таблицей рекомендуемых настроек на боковой стороне аппарата и/или в руководстве пользователя. Это было бы отличным ресурсом для консультаций в этих целях.
На самом деле, рекомендуемые производителем настройки должны иметь приоритет над любыми другими скоростями потока, которые можно найти в Интернете или в литературе. Возможность турбулентности (загрязнение воздуха сварным швом) напрямую связана с диаметром сопла. Конструкция сварочной горелки также оказывает заметное влияние на рекомендации по расходу газа.
Существуют некоторые общие рекомендации относительно диапазона расхода газа для конкретных материалов:
- Алюминий со 100% аргоном: 20-30 куб.

Защитите себя от дыма
Сварочный дым всегда должен вызывать беспокойство, независимо от того, используете ли вы защитный газ.
При этом сами по себе защитные газы, как правило, не токсичны и не особенно опасны. Инертные газы, такие как аргон, не вступают в реакцию и поэтому не представляют значительной опасности воспламенения. Однако они могут вызвать удушье оператора из-за их склонности собираться в ограниченном пространстве. Аргон вызывает особую озабоченность, поскольку он плотнее окружающего воздуха.
Это не говоря уже о неотъемлемых рисках, связанных с парами металлов. Рекомендуется работать в хорошо проветриваемом помещении. Если есть какие-либо сомнения относительно естественной вентиляции рабочей зоны, вам следует подумать о приобретении общего вентилятора или какого-либо другого оборудования, которое помогает в процессе вентиляции.
Хранение аргона
Поскольку аргон — инертный газ, к нему не предъявляются столь строгие требования к хранению, как к более опасным химическим веществам. Однако это не умаляет важности безопасного хранения газовых баллонов, которые могут быстро превратиться в снаряды, если с ними не обращаться должным образом.
Однако это не умаляет важности безопасного хранения газовых баллонов, которые могут быстро превратиться в снаряды, если с ними не обращаться должным образом.
Вот несколько основных советов по безопасности:
- Убедитесь, что ваш магазин хорошо проветривается.
- Держите цилиндр вертикально.
- Температура в месте хранения никогда не должна превышать 125 градусов по Фаренгейту.
- Если вам по какой-либо причине понадобится переместить цилиндр, используйте ручную тележку.
Как долго хранится аргон?
Учитывая, что стандартный баллон с аргоном имеет емкость 250 кубических футов в минуту, можно ожидать, что через десять или около того часов непрерывной сварки MIG со средним расходом 15–20 кубических футов в минуту потребуется пройти один баллон с аргоном. Таким образом, вы наверняка будете использовать по крайней мере одну бутылку в неделю, если будете заниматься сваркой каждый день. Для заправки, вы можете связаться с местным поставщиком сварочного газа.
Кроме того, поскольку он химически инертен, рекомендуемый срок годности аргона составляет 48 месяцев. Другими словами, он вряд ли устареет до того, как вы его израсходуете.
Когда следует использовать аргон для сварки?
Конечно, перед сваркой аргоном следует выяснить, когда его вообще можно использовать. Поскольку он имеет относительно низкую теплопроводность, 100% чистый аргон не будет эффективен для каждого основного металла.
При добавлении к двуокиси углерода и/или кислороду аргон увеличивает функциональность этих защитных газов способами, которые более подробно описаны ниже.
Алюминий и другие цветные металлы
Всякий раз, когда вы свариваете цветные металлы, такие как алюминий, титан и магний, вам обязательно нужно использовать в качестве защитного газа либо чистый аргон, либо комбинацию аргона и гелия. Это связано с тем, что аргон и гелий являются химически инертными благородными газами. Если вы используете углекислый газ, он будет реагировать с цветным металлом.
Использование аргона в сочетании с гелием
Хотя 100% аргон является наиболее распространенным выбором для алюминия, в некоторых случаях может помочь добавление небольшого количества гелия; это удобно, когда алюминий толще ½ дюйма.
Использование комбинации аргона и гелия вместо чистого аргона в качестве защитного газа увеличит нагрев дуги. Это дает несколько преимуществ:
- Напряжение дуги увеличится на 2-3 вольта.
- Обычно пористость меньше.
- Сварку можно выполнить за меньшее время.
Недостатком является то, что сварка аргоном/гелием требует большей очистки после сварки, чем сварка чистым аргоном.
Комбинированные защитные газы аргон/гелий могут содержать от 25 до 75% гелия. Как и аргон, гелий — еще один благородный газ; это означает, что гелий также будет подвергаться очень малому количеству химических реакций.
Аргон является предпочтительным основным инертным газом , потому что легче зажечь дугу.
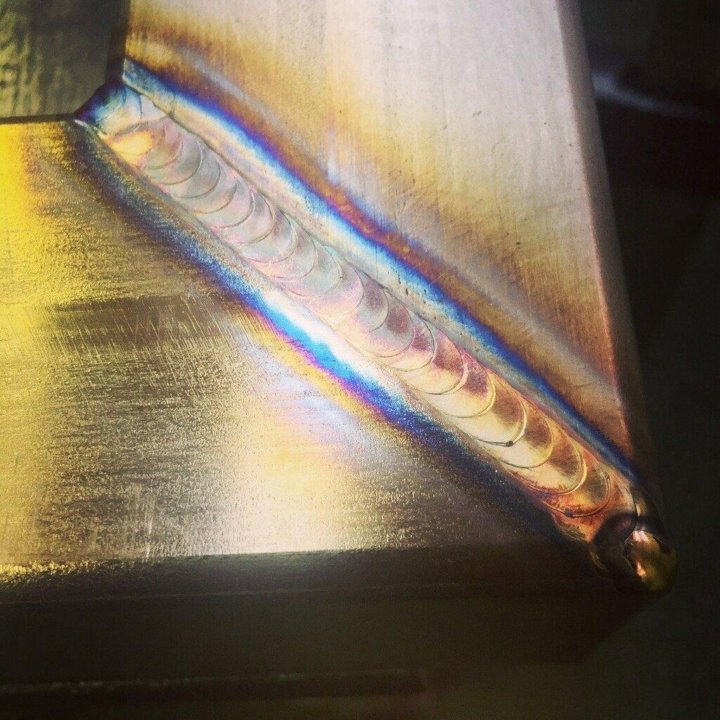
Выполнение стыковых и угловых сварных швов
Угловые и стыковые сварные швы — это типы сварных соединений, для которых требуется сварной шов с узким профилем. Именно здесь использование 100% аргона в качестве защитного газа, безусловно, может быть выгодным, поскольку известно, что аргон обладает меньшей проникающей способностью в месте сварки по сравнению с такими альтернативами, как углекислый газ.
Сварка в режиме струйного переноса или шарового переноса
Использование аргона также имеет преимущества для тех, кто планирует использовать перенос спреем в качестве способа переноса при сварке MIG. Аргон улучшает стабильность дуги и уменьшает разбрызгивание, что, безусловно, является плюсом при использовании хорошо регулируемого режима переноса.
На самом деле, ни CO2, ни гелий сами по себе не могут создать аксиально движущуюся дугу распыления, которая контролируется и не разбрызгивается. Если вы попытаетесь использовать чистый углекислый газ или гелий, вы заметите ненаправленный глобулярный перенос.
Для этих целей аргон часто смешивают с углекислым газом (если, конечно, вы не свариваете цветной металл). Комбинации сильно различаются, так как 75-95% защитного газа может состоять из аргона. Чем выше уровень CO2, тем больше брызг.
Смеси аргона и CO2 для углеродистых и нержавеющих сталей
Смеси аргона и диоксида углерода обычно используются в качестве защитного газа для углеродистых сталей. Эти сварные швы могут быть завершены с использованием только углекислого газа, но это дает довольно много дыма и шероховатый сварной шов. Аргон добавляется в смесь для контроля процесса сварки .
Самая популярная комбинация защитных газов для углеродистой стали обычно называется C25, смесь, состоящая из 25% двуокиси углерода и 75% аргона. Существует множество других подобных комбинаций защитного газа, доступных в магазинах сварочных газов. Нередко к смеси аргона и диоксида углерода добавляют некоторое количество кислорода.
Та же история и с нержавеющей сталью, с той лишь разницей, что вместо кислорода в тройной смеси используется гелий. Популярный тримикс в данном случае 90% гелия, 7,5% аргона и 2,5% углекислого газа. Защитный газ, наиболее часто используемый для нержавеющей стали, — это C2, который на 98% состоит из аргона, а остальное — из углекислого газа.
Примечание. Если вам интересно, почему сварку MIG (металл в среде инертного газа) часто называют сваркой GMAW, вот почему. GMAW (дуговая сварка металлическим газом) является более подходящим термином для сварки MIG, поскольку защитные газы, такие как углекислый газ, на самом деле не являются химически инертными.
Аргон-кислород для импульсно-дугового переноса
Смесь 99 % аргона и 1 % кислорода используется для импульсно-дугового переноса. Это связано с тем, что этот режим передачи требует короткого импульса сильного тока соответствующей величины и длительности. По крайней мере, 1% смеси защитного газа должен состоять из кислорода, чтобы стабилизировать дугу. Если использовать только аргон, то в процессе не будет происходить достаточного переноса электронов.
Если использовать только аргон, то в процессе не будет происходить достаточного переноса электронов.
Сварка в нерабочем положении
Если вы свариваете против силы тяжести, у вас могут возникнуть проблемы с наложением хорошего сварного шва; это связано с тем, что кислородный защитный газ сам по себе не помогает при сварке в нерабочем положении. Argon может значительно упростить работу для операторов, выполняющих сварку вне рабочего положения.
Для этого типа сварки полезны кислородно-аргоновые смеси, так как кислород сам по себе увеличивает текучесть сварочной ванны. Чем выше текучесть, тем выше риск того, что сварочная ванна начнет уходить от вас при сварке вне положения.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Проблемы при сварке MIG с аргоном
Аргон не идеален. Есть некоторые проблемы, связанные с использованием 100% аргона. На самом деле, большую часть времени вы будете использовать аргон в сочетании с одним из других защитных газов, особенно с кислородом и двуокисью углерода.
Можно ли сваривать сталь MIG со 100% аргоном?
Скажите, что вы оказались в ситуации, когда аргон является единственным имеющимся у вас защитным газом. Вы можете пойти дальше и сварить сталь в любом случае?
Вы можете завершить сварку, но это будет непросто. Также результатом будет хрупкий сварной шов. Если вам нужен прочный, качественный сварной шов, вам рекомендуется подождать, пока вы не добудете немного кислорода или углекислого газа.
Причиной того, что 100% аргон плохо работает со сталью, является отсутствие стабильности дуги . Во время сварки стали методом GMAW сварочная ванна является катодом (частью дуги, вырабатывающей электроны), а присадочная проволока — анодом (частью дуги, которая притягивает электроны). Присутствие кислорода облегчает доставку электронов из сварочной ванны к присадочному металлу. Этот кислород может поступать либо из кислородного защитного газа, либо как побочный продукт газообразного диоксида углерода.
Если вы собираетесь использовать 100% аргон для сварки стали или нержавеющей стали, вы заметите, что дуга блуждает намного больше. Пока это не крупный проект или критическая статья, все может быть в порядке.
Чистый аргон неэффективен для толстых металлов
Дефекты сварки могут стать проблемой для тех, кто использует 100% аргон. Вот почему чистый аргон редко используется для обработки неблагородных металлов, кроме тонкого алюминия. Чистый аргон имеет низкую теплопроводность и поэтому менее эффективен при сварке толстых металлов.
Используйте смесь аргона и гелия , если толщина алюминия составляет ½ дюйма или больше . Гелий предназначен для создания более горячей дуги, способной проникать в алюминий; это не означает, что сварка толстолистового алюминия чистым аргоном будет невозможна, но это, несомненно, будет непростой задачей.
Неравномерное проплавление сварного шва
Одна из проблем или недостатков использования аргона в качестве защитного газа заключается в том, что он приводит к тому, что было описано как «пальцевое проплавление основного сварного шва». Что это значит? Сварной валик может быть прочным в центре, но не вдоль боковых стенок.
Вероятность этого досадного дефекта может быть снижена, если оператор добавляет небольшое количество другого газа в защитную газовую смесь. Вы можете добавить в смесь 2-5% кислорода или 5-25% углекислого газа.
Заключение
Убедитесь, что у вас есть подходящее оборудование для использования аргона ВВС в качестве защитного газа. Если вы уже использовали другие защитные газы в прошлом, вам будет достаточно и той установки, которая у вас уже есть. Большая разница заключается в том, что вам нужно будет использовать контактный наконечник с углублением ¼ дюйма или ⅛ дюйма для сварки аргоном.
Таким образом, вот некоторые из наиболее популярных смесей защитного газа с аргоном, которые вы можете выбрать в зависимости от вашего проекта:
- Чистый аргон: При сварке цветных металлов, таких как алюминий, размером менее ½ дюйма.
 толщиной, вы можете использовать чистый аргон для сварки стыковых и угловых швов.
толщиной, вы можете использовать чистый аргон для сварки стыковых и угловых швов. - Аргоно-гелиевые смеси: 25-75% гелия могут быть включены для сварки более толстых цветных металлов.
- 99% аргон-1% кислород: Это обычно используется при импульсно-дуговой сварке.
- 25% двуокись углерода-75% аргон: C25 — популярный выбор для сварки нержавеющей стали и углеродистой стали. Чистый аргон не работает с нержавеющей или углеродистой сталью.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем не
Ваш отзыв очень ценен!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Можно ли сваривать МИГ малоуглеродистую сталь со 100% аргоном?
2 акции
Вам интересно, можно ли использовать 100% аргон для сварки мягкой стали методом MIG? Если да, то мы можем сказать вам, когда и как вы можете использовать этот инертный газ для сварки MIG.
Знаете ли вы, чтобы предотвратить вредное загрязнение сварочной ванны, в сварочной промышленности в качестве защитного газа используется аргон?
Хотя вы можете не знать, что этот газ делает больше, чем сварка валиков, когда вы решите использовать чистый аргон. Итак, вы должны понимать, что этот сварочный газ имеет много плюсов и минусов. Во многих случаях приходится использовать 100% аргон, но за это приходится платить.
Чтобы ответить на ваш вопрос, мы расскажем вам обо всех возможностях использования чистого аргона для сварки МИГ низкоуглеродистой стали. Читая эту статью, вы узнаете, почему и когда люди рассматривают возможность использования 100% аргона. Теперь, без лишних слов, давайте начнем!
Что такое сварка MIG?
Сварка MIG — самый простой вид сварки. Он известен своей экономичностью, быстротой и легкостью модификации в соответствии с конкретными проектами. Этот тип сварки представляет собой дуговое соединение, при котором сплошной проволочный электрод проходит к сварочной горелке. Затем оттуда он попадает в сварочную ванну и соединяет два материала.
Затем оттуда он попадает в сварочную ванну и соединяет два материала.
Обычно вы можете использовать 100% аргон для сварки мягкой стали MIG, но это имеет некоторые эффекты. Чтобы знать, почему это происходит и как можно использовать аргон с мягкой сталью, вы должны полностью понимать весь процесс.
Здесь мы обсудим все, чтобы вы знали, можно использовать чистый аргон или нет.
Можно ли использовать чистый аргон для сварки малоуглеродистой стали методом MIG?Как правило, хобби любого сварщика — держать баллон с чистым аргоном и другими газами во время выполнения любого сварочного проекта. Если баллон с газом MIG закончится, вы не будете знать, как долго его хватит.
Вы можете использовать 100% аргон для мягкой стали, но это может привести к хрупким, слабым и непривлекательным сварным соединениям. Это также снижает вероятность теплопроводности жидкости, присутствующей в сварочной ванне на черных металлах.
Кроме того, внешняя подкладка остается холодной, что приводит к узкой и высокой перфорации с меньшим сплавлением. Также подрывной срыв ослабляет сварку. При использовании защитного газа аргона сварка МИГ теряет пластичность, что вызывает хрупкость.
Также подрывной срыв ослабляет сварку. При использовании защитного газа аргона сварка МИГ теряет пластичность, что вызывает хрупкость.
Большинство людей хотят знать, когда следует использовать аргон для сварки MIG. Вы можете использовать его, когда забудете принести свой газовый баллон, и у вас есть время вернуться в мастерскую, чтобы получить больше газа.
Это время, когда вы можете использовать чистый аргон, чтобы сэкономить время и выполнить работу. Не будет перерыва, и вам также не придется снова наполнять бутылку со смесью MIG. Вы просто находчивы и продуктивны, когда используете чистый газ в такой ситуации.
Хотя качество низкоуглеродистой стали может быть невысоким, это также зависит от того, что вы используете для сварки. Есть несколько сценариев, когда вы можете использовать 100% аргон для сварки стали MIG:
- Вы можете использовать его, когда внешний вид сварки не является приоритетом.
- Хрупкие валики сварного шва не должны никому доставлять неприятности.
- Если сварка не удалась, то никому не помешает.
Защитный газ может нанести ущерб, если он остается в сварочной ванне в течение длительного времени, так как он может сделать сварной шов проницаемым. Вам нужно знать результат, когда вы используете 100% аргон для сварки мягкой стали MIG.
Ниже приведены некоторые характеристики защитного газа, с которыми вы можете столкнуться при его использовании:
- Из-за низкой ионизирующей способности аргона снижается напряжение и мощность дуги. Это делает дугу нестабильной.
- При присоединении к нестабильной дуге жидкость не поступает в бассейн. В конечном итоге он будет жестким, и вы не сможете работать с металлом.
- Присадочный материал остается на поверхности стали в виде высокого и узкого валика.
- При использовании чистого аргона сварные швы MIG подвержены ослаблению.

- Отсутствие пластичности приводит к растрескиванию и разрыву жестких сварных швов.
Хотя вы можете использовать защитный газ для соединения стали вместе, но в итоге вы получите жесткие, слабые и плохо выглядящие сварочные швы. Если вы стремитесь к надежной и качественной работе, то вы не можете использовать 100% аргон для сварки низкоуглеродистой стали.
Советы по использованию 100% аргонаЕсли вы окажетесь в сложной ситуации, когда вам придется использовать защитный газ для сварки МИГ низкоуглеродистой стали, примите во внимание следующие советы: вливание неблагородных металлов и в конечном итоге дать вам прочный сустав.
Однако при использовании 100% аргона с различными неблагородными металлами можно получить хорошие результаты. Основные металлы, которые вы можете использовать:
- Магний
- Титан
- Алюминий
- Медь
- Никель
Для некоторых сварщиков есть также интересный факт, что при сварке MIG стальной лист имеет меньшее проплавление, чем аргон. выгодно для многих.
выгодно для многих.
Если смешать небольшое количество двуокиси углерода со 100% аргоном, то это может улучшить результаты сварки стали методом MIG. Вы можете добавить от 5 до 25% CO2 в аргон, чтобы у вас не было высоких и узких сварных швов при сварке MIG
Кроме того, эта смесь обеспечивает жидкость в сварочной ванне, что дает лучшую перфорацию. Это снижает вероятность внутреннего разрушения и меньше разбрызгивания. Самое главное, охлаждение и нагрев кромок находятся под контролем, поэтому мягкая сталь не сломается.
Кроме того, когда вы покупаете бутыль со смесью аргона и углекислого газа, газ уже имеет маркировку с указанием определенного количества CO2 в нем. Если написано как С25, то это значит, что смесь содержит 25% СО2 и 75% аргона.
Почему 100% аргон лучше подходит для сварки TIG, но не для сварки MIG? Сварка TIG и MIG отличается в зависимости от используемого присадочного материала и типа электрода. Это также влияет на дугу и результаты сварных соединений. Вы знаете, что при сварке МИГ в качестве электрода используется проволока, которая впоследствии сгорает.
Это также влияет на дугу и результаты сварных соединений. Вы знаете, что при сварке МИГ в качестве электрода используется проволока, которая впоследствии сгорает.
Однако при сварке TIG используется неплавящийся вольфрамовый электрод, а наполнитель подается в дугу отдельно. Делая это, вы можете получить прочный и стабильный угол, а также убедиться, что вольфрамовый наконечник чистый и неповрежденный.
Кроме того, он использует газ, который остается инертным даже при чрезвычайно высокой температуре. Таким образом, сварка TIG использует аргон для получения стабильной дуги, а также сохраняет кончик электрода неповрежденным. Мы можем сделать вывод, что 100% аргон подходит для сварки TIG, а смесь аргона и CO2 выгодна для сварки MIG.
Часто задаваемые вопросы об использовании чистого аргона В-1: Зачем вам использовать чистый аргон? Чистый аргон используется в случае необходимости. Когда у вас закончился газ или ваш поставщик газа закрылся, вам придется использовать чистый аргон для выполнения сварки. Хотя это может привести к некачественному виду сварных швов.
Хотя это может привести к некачественному виду сварных швов.
Он хорошо работает с TIG, потому что в этом типе сварки используется вольфрамовый электрод, который подается в сварочную ванну отдельно. В результате получается стабильная и прочная дуга сварных соединений. Кроме того, аргон сохраняет кончик электрода в чистоте.
Q-3: Является ли аргон дорогим газом?Да, это дорогой газ. Аргон — инертный газ, и он не может быстро реагировать с любым другим веществом, что делает его редким. Кроме того, он имеет небольшой процент содержания в атмосфере, что делает его более дорогим, чем азот.
В-4: Какое процентное соотношение лучше всего подходит для смешивания CO2 и аргона? Сварочные предприятия, которым требуется лучшее качество сварки, внешний вид и последующая очистка, предпочитают смесь 75–95 % аргона с 5–25 % CO2. Это наилучшая смесь двух газов, обеспечивающая стабильную дугу, меньшее разбрызгивание и желаемый контроль.
Теперь вы знаете, можно использовать 100% аргон для сварки мягкой стали методом MIG или нет. Есть много случаев, когда приходится использовать чистый аргон, но в то же время нужно быть готовым к последствиям. Хрупкость делает внутреннюю сталь настолько слабой, что в конечном итоге она трескается, когда вы пытаетесь ее отлить.
Более того, если вас не волнует внешний вид сварных швов, для выполнения задачи можно воспользоваться советами по использованию чистого аргона. Кроме того, когда вы смешиваете некоторое количество CO2 с аргоном, вы наверняка получите желаемые результаты.
Я надеюсь, что эта статья выполнила свою задачу, предоставив вам необходимую информацию об использовании 100% аргона для сварки MIG!
Статьи по теме:
Безопасна ли сварочная маска с автоматическим затемнением?
Как заменить панели коромысел без сварки?
Веб-сайт | + сообщения
Привет! Я Марк Смит, сертифицированный сварщик с большим опытом сварки MIG, TIG, дуговой и порошковой сварки.