Сварка меди: способы выполнения работ, инвентор
Содержание
- Трудности сваривания меди в домашних условиях
- Как примеси влияют на свариваемость меди
- Подготовка материала перед работой
- Особенности выбора электродов для меди
- Как настроить режим сварки
- Используемые для меди припои
- Высокотемпературные флюсы
- Низкотемпературные флюсы
- В общем о технологии сварки меди и сплавов на ее основе
- Инструкция по сварке меди разными способами
- Инверторная сварка
- При помощи полуавтомата
- Сварка аргоном
- Работа в газовой среде
- Выбор сварочного аппарата
- При использовании электродов
- Для приварки проволоки
- Для работы с медными проводами
- Особенности для разных электродов
- Сварка угольным электродом
- Инверторный угольный электрод
- Особенности при сваривании меди с разными металлами
- Нихромовые детали
- С алюминием
- Сварка со сталью
- Полезные видео
Сварка меди часто применяется в быту и промышленности, что объясняется особыми свойствами материала. Для получения качественного соединения нужно строго следовать технологии, правильно выбирать присадочную проволоку, использовать подходящий аппарат.
Для получения качественного соединения нужно строго следовать технологии, правильно выбирать присадочную проволоку, использовать подходящий аппарат.
Трудности сваривания меди в домашних условиях
Сложность сварки этого металла может заключаться в таких особенностях:
- При нагревании медь взаимодействует с кислородом, образуя прочный оксидный налет. Температура плавления такой пленки высока, поэтому следует принимать меры по предотвращению течения окислительной реакции.
- Медь сильно расширяется при нагревании. Этот показатель у нее в 1,5 раза превышает таковой у стали. В процессе остывания металл дает выраженную усадку.
- При контакте с воздухом медь поглощает кислород. Это приводит к формированию неоднородного шва с пустотами и посторонними включениями.
- Из-за высокой теплопроводности медные заготовки быстро перегреваются и остывают. Это негативно отражается на прочности сварного соединения.

- Повышенная текучесть расплава усложняет сварку габаритных деталей. Полностью проплавить одну сторону конструкции не удается. Сварщик сталкивается с трудностями и при формировании потолочных или вертикальных швов.
- Медь частично утрачивает прочность и пластичность при нагревании до +2000 °С. При температуре +5500 °С эти свойства полностью теряются.

Как примеси влияют на свариваемость меди
Наличие других веществ в составе сплава могут делать его более хрупким или менее пластичным, способствовать возникновению дефектов сварного шва. Материал может содержать примеси с температурой плавления, отличающейся от таковой у основного металла. Это усложняет процесс сварки, снижает качество получаемого соединения.
Наличие других веществ влияет на свариваемость меди.Примеси в чистой меди обнаруживаются всегда. Поэтому на практике рабочий процесс представляет собой сварку сплава, при которой используют флюсы или защитную газовую среду. Рекомендуется применение присадочной проволоки с содержанием кремния, марганца, алюминия.
Вещества делают структуру соединения однородной, помогают получать нужные технические характеристики.
Подготовка материала перед работой
Перед началом сварки меди полуавтоматом выполняют следующие действия:
- Обезжиривают кромки деталей растворителем. Металлической щеткой или наждачной бумагой снимают оксидную пленку.
- Очищают поверхности от пыли и грязи, удаляют посторонние элементы из обрабатываемой зоны.
- Если толщина деталей не превышает 1 см, срезают фаски с одной стороны. Двусторонняя обработка требуется при сварке более массивных заготовок.
Особенности выбора электродов для меди
Для сварки такого материала применяют покрытые специальными составами стержни. Рекомендованы легированные марганцем, кремнием или бронзой электроды. Используемые в качестве покрытия вещества препятствуют образованию оксидной пленки, делают сварное соединение однородным. При выборе стержня учитывают необходимость:
- поддержания стабильной дуги;
- предотвращения окисления меди;
- профилактики появления шлаковых включений, пор, раковин.

Как настроить режим сварки
Процесс протекает при постоянном напряжении. При настройке аппарата выбирают прямую полярность. Силу тока рассчитывают по формуле: Iсв=100×S, где S — толщина металлической заготовки. Для формирования защитной среды применяют аргон, азот, гелий. Длина электрической дуги не должна превышать 3 мм (при использовании инертных газов). При сварке в азоте ее можно увеличивать до 12 мм. Расход газа составляет:
- аргон — 9 л в минуту;
- азот — 18 л;
- гелий — 10-15 л.
Скорость ведения электрода выбирают с учетом геометрии формируемого шва.
Тонкие детали варят холодным методом, толстые — предварительно нагревают в газовой среде.
Используемые для меди припои
Применение флюсов помогает повысить качество соединения, уменьшить число дефектов, сделать конструкцию более прочной. По свойствам припои делятся на высоко- и низкотемпературные.
Высокотемпературные флюсы
Такие припои сохраняют свои качества при нагревании до +1100 °С. В состав средств входят кремний, серебро, цинк, медь, фосфор. Большая часть составов может использоваться при сварке меди и стали или других металлов.
Высокотемпературный флюс — вещество, которое облегчает процесс пайки.Низкотемпературные флюсы
Такие средства предназначены для использования при нагреве до 450 °С. Их применяют при сварке материалов с низкой температурой плавления.
В состав флюса входят свинец и сурьма. Для усиления антикоррозионных свойств добавляют цинк.
В общем о технологии сварки меди и сплавов на ее основе
Содержащий примеси металл отличается от чистого меньшей теплопроводностью. Поэтому для получения прочного соединения не требуется слишком высокая температура. Технология сварки любым способом состоит из нескольких основных этапов:
- Подготовки деталей. На этом этапе соответствующим образом обрабатывают кромки, закрепляют заготовки в правильном положении.
- Установку защитного экрана, препятствующего перегреву или быстрому остыванию. Это предотвращает образование трещин вокруг сварного соединения.
- Включение и настройку выбранного сварочного аппарата.
- Поджиг электрической дуги вне обрабатываемой области.
- Нанесение флюса на электрод.
- Однократное формирование сварного шва.
- Отключение оборудования.
- Медленное охлаждение конструкции.

Инструкция по сварке меди разными способами
Для соединения деталей из этого металла применяют полуавтоматические или инверторные сварочные аппараты. Выбор технологии зависит от вида оборудования, требований к швам.
Инверторная сварка
Устройство поддерживает стабильные силу тока и напряжение. Имеется несколько предустановленных режимов. Компактный прибор имеет небольшой вес, что облегчает его перемещение. Инструкция по сварке предписывает соблюдение таких правил:
- Шов накладывают небольшими стежками, длина которых не должна превышать 4 см. При работе делают перерывы, препятствующие перегреву металла, способствующему появлению прожогов.
- Электрод держат под наклоном 10-20°.
- Перед тем как варить медь инвертором, правильно выбирают параметры тока и напряжения. При этом учитывают тип сплава, толщину деталей.
 При работе делают перерывы, препятствующие перегреву металла, способствующему появлению прожогов.
При работе делают перерывы, препятствующие перегреву металла, способствующему появлению прожогов.Допускается подключение проводов прямым или обратным способом.
При помощи полуавтомата
Этот тип оборудования применяется при формировании длинных соединений. Равномерная подача присадочного материала делает шов прочным, однородным. Нельзя совершать поперечные движения проволокой или электродом. Это приводит к появлению пор. Сварку полуавтоматом в домашних условиях начинают только после обработки кромки. Рекомендованные параметры сварки:
- диаметр проволоки — 2 мм;
- сила тока — 300 А;
- тип флюса — АН-26 или К-13;
- напряжение — 30 В;
- вид присадочного материала — М1-3.
Сварка аргоном
В этом случае используются вольфрамовые электроды, питающие кабели подключаются по схеме обратной полярности. Детали сваривают без предварительного нагрева. Шов ведут справа-налево. Рабочую часть аппарата держат перпендикулярно обрабатываемой поверхности. Рекомендованный расход аргона — 10-18 л в минуту. Сварочный ток выбирают с учетом толщины детали.
Детали сваривают без предварительного нагрева. Шов ведут справа-налево. Рабочую часть аппарата держат перпендикулярно обрабатываемой поверхности. Рекомендованный расход аргона — 10-18 л в минуту. Сварочный ток выбирают с учетом толщины детали.
Работа в газовой среде
В этом случае сварку осуществляют с использованием горелки. Перед началом работы сварщик должен изучить, в чем заключается сложность при сварке меди этим способом. Затруднения возникают на этапе расчета расхода газа:
- при толщине заготовок до 1 см этот показатель составляет 15 л в минуту;
- если работа ведется с более массивными деталями, расход стоит увеличить до 20-25 л в минуту.
Для равномерного прогрева толстых конструкций применяют 2 горелки. Повысить качество соединения помогают флюсы с содержанием бора.
Состав сварочной проволоки должен полностью соответствовать таковому у соединяемых изделий. Если это невозможно, выбирают максимально близкие варианты.

Выбор сварочного аппарата
Каждый агрегат используется для выполнения того или иного вида работ.
При использовании электродов
Дуговая сварка медных пластин выполняется с использованием неплавящихся электродов в среде аргона. Для этого подходят аппараты Orion 150s или 250s. Они характеризуются компактными размерами, помогают быстро и качественно варить медь. Для инверторной сварки используют агрегат «РЕСАНТА САИ-220 ПН». Он работает от бытовой электросети 220 В. Устройство снабжено охлаждающей системой, поэтому не перегревается во время работы.
Для инверторной сварки используют аппарат Ресанта.Для приварки проволоки
При сварке таким способом используют инверторный полуавтомат «Энергомаш СА-97ПА20». Аппарат весит не более 15 кг, работает с проволокой разного диаметра. При необходимости плавной подачи присадки стоит приобрести Shyuan MIG/MMA-290. Устройство выводит расходный материал в рабочую зону со скоростью 2-13 м в минуту. Прибор можно использовать для работы с разными электродами.
Сварочный инвертор «Союз САС-97ПА195» снабжен функцией холостого хода с напряжением 60 В. Рабочий параметр регулируется в диапазоне 15-23 В. Прибор заправляют проволокой диаметром 0,8-1 мм.
Для работы с медными проводами
В этом случае применяют такие устройства:
- «ТС-700-2», предназначенный для соединения тонких медных жил. Компактный аппарат весит 4 кг, работает от бытовой сети, потребляет не более 1,5 кВт. 1 угольного электрода хватает на 700 сварочных циклов.
- «РЕСАНТА САИ-160». Инвертор применяется для сваривания скруток. Производитель снабдил агрегат несколькими предустановленными режимами, облегчающими процесс настройки.
- «СВАРОГ ARC 160» с бесступенчатым регулятором параметров. Для подключения кабелей предусмотрены удобные разъемы. Вес аппарата составляет 4 кг, что обеспечивает удобство переноски и работы.
Особенности для разных электродов
Течение сварочного процесса во многом зависит от типа выбираемых стержней.
Сварка угольным электродом
Технология универсальна, поскольку допускается розжиг дуги между 2 стержнями, электродом и заготовкой или массой. Процесс напоминает сварку с горелкой. Для формирования сварного соединения используется проволока БрКМц3-1. Силу тока и напряжение рассчитывают с учетом характеристик металлоконструкции, состава сплава.
Инверторный угольный электрод
К сварке этим способом можно приступать только при наличии соответствующих навыков. При выполнении работ учитывают следующие особенности:
- электрод удерживают под наклоном не более 30°;
- сила тока должна составлять от 35 до 130 А (в зависимости от толщины заготовок).
Особенности при сваривании меди с разными металлами
Иногда возникает необходимость соединения разных материалов. Соблюдение некоторых рекомендаций помогает получить надежный, прочный шов.
Нихромовые детали
Заготовки из меди и нихрома сваривают, используя графитовые электроды. Они поддерживают стабильное горение дуги, длина которой зависит от напряжения. Стержень не плавится при нагревании до нужной температуры. В структуре стержня происходит термоэлектронная реакция, позволяющая варить нихром с медью при силе тока от 10 А. Преимуществами графитового электрода являются экономичность, отсутствие эффекта залипания.
Они поддерживают стабильное горение дуги, длина которой зависит от напряжения. Стержень не плавится при нагревании до нужной температуры. В структуре стержня происходит термоэлектронная реакция, позволяющая варить нихром с медью при силе тока от 10 А. Преимуществами графитового электрода являются экономичность, отсутствие эффекта залипания.
С алюминием
Для дуговой сварки меди с этим металлом используют 2 способа:
- Контактный метод. В этом случае учитывают разницу в температурах плавления. При стыковании берут более длинную алюминиевую заготовку. Сварочную ванну обдувают азотом. Воздух подавать в рабочую зону нельзя, это способствует образованию тугоплавкой пленки. При соединении труб элементы надевают на стержень, совмещая в одной точке.
- Замковый способ. В этом случае на алюминиевую пластину накладывают плоскую медную заготовку. Шов формируют по периметру. Его ширина должна совпадать с толщиной полосы. Процесс ведется с применением графитовых вставок, формирующих соединение.

Сварка со сталью
Соединять детали из этих металлов сложно, но возможно. В этом случае применяются те же способы, что при сварке стальных деталей. Обращают внимание на разницу в температурах плавления материалов. Кромку стального элемента делают более длинной и тонкой, чтобы она начала плавиться быстрее. При работе с угольным электродом сварка ведется с током прямой полярности. Напряжение дуги составляет 40-55 В. Во время сварки используют флюс, предназначенный для работы с медью. Его вводят в промежуток между кромками.
Иногда возникает необходимость соединения стальной заготовки со шпилькой. В таком случае используют точечную сварку меди с обратной полярностью. Процесс ведется с использованием проволоки. Предварительный прогрев деталей не требуется. Заварить стальную шпильку на медной пластине сложно. Поэтому к заготовке прикрепляют кольцо. В него затем вставляют шпильку.
Полезные видео
Просмотр роликов, касающихся способов сварки, поможет освоить основные навыки, избежать возникновения ошибок.
как паять газовой горелкой, твердым, мягким припоем
Содержание:
- 1 Пайка твердым припоем
- 2 Пайка в печах
- 3 Флюсовая пайка
- 4 Вакуумная пайка
- 5 Низкотемпературная пайка
- 6 Высокотемпературная пайка
- 7 Технология пайки труб
- 8 Видео: Пайка медных труб
При соединении медных изделий используются различные инструменты и оборудование, без которых процесс спаивания был бы невозможен. Основным инструментом выступает паяльник. Помимо этого, можно воспользоваться газовой горелкой или специальными печами.
В домашних условиях предпочтительнее использовать спаивание медных изделий, этот вариант, наиболее простой и быстрый, в сравнении с варкой. К тому же не понадобится специальное оборудование, которым будет осуществляться скрепление. При соблюдении всех правил и условий технологического процесса, можно получить прочное и надежное соединение элементов, увеличивая стойкость к различным нагрузкам.
К тому же не понадобится специальное оборудование, которым будет осуществляться скрепление. При соблюдении всех правил и условий технологического процесса, можно получить прочное и надежное соединение элементов, увеличивая стойкость к различным нагрузкам.
Для того чтобы спаивание в домашних условиях не вызвало затруднений, в первую очередь нужно позаботиться об основных инструментах, которые будут задействованы в этом процессе:
- труборез;
- фаскосниматель;
- труборасширитель;
- ершик стальной;
- щетка стальная;
- припой;
- горелка или фен.
Для трубчатого устройства применяют метод, когда элемент погружается в состав соли и припоя. Соль выполняет функции источника тепла, и заменяет функции флюса. Поэтому дополнительный флюс не понадобится.
Кроме этого способа, есть еще несколько вариантов пайки, которые заслуживают внимания.
Пайка твердым припоем
Самым распространенным способом пайки в домашних условиях является пайка меди твердым припоем.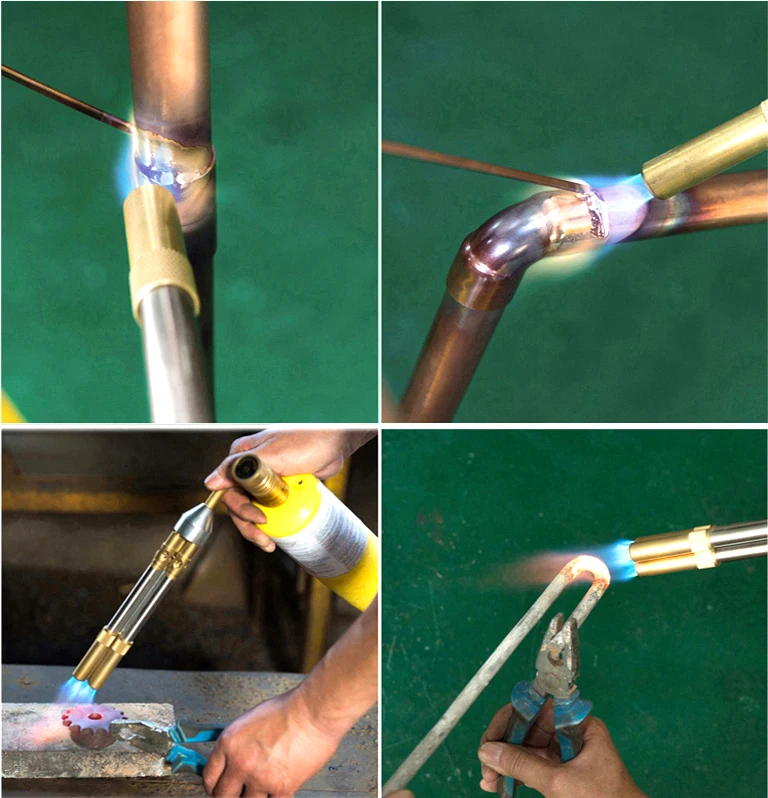
Пайка меди немного похожа на процесс сварки, но все же имеет небольшие отличия:
- При пайке деталей используется дополнительное вещество-припой, который и соединяет эти элементы. Это возможно, благодаря свойствам припоя, который имеет низкую температуру плавления.
- Самый распространенный материал для спаивания деталей используют никель и олово. Это доступные и простые компоненты, которые используются в большинстве случаев. Что касается промышленного использования, то для этих целей применяют другие виды припоя, но для домашнего использования они достаточно дорогие, а, следовательно, нерентабельные.
- Чтобы паять медные изделия, необходимо сначала расплавить припой, до того состояния, пока он не достигнет нужной консистенции, чтобы нанести его на место спаивания элементов. После этого, следует подождать до полного остывания соединения.

Если все нюансы процесса выполнены в точности, то такое соединение получится прочным и долговечным.
Пайка в печах
Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
При применении припоя с основой из серебра, используют флюсы, в основу которых входят соединения из фтора, калия и бора. Эти флюсы наилучшим образом очищают скрепляемые поверхности от оксидной пленки, это позволит сплаву отлично распределиться по всей поверхности.
Флюсовая пайка
Эта процедура имеет один большой минус, это выполнение герметичного скрепления. Излишки флюса создают дополнительные очаги, которые подвергаются коррозии, вследствие этого пайку выполняют в нейтральных условиях или в условиях восстановительной среды газа. Чтобы паять в азоте, необходимая температура должна достигать 750–800 градусов.
Чтобы паять в азоте, необходимая температура должна достигать 750–800 градусов.
Вакуумная пайка
Вакуумная печь для пайки меди
Вакуумную пайку используют для многих металлов, медь не считается исключением. Пайка меди проводится в специализированных печах, или контейнерах, которые потом помещают в печь. Несмотря на сложное оборудование, этот вариант считается наиболее эффективным по всем критериям. Скрепление медных изделий производится мягким припоем, или чистым оловом. Можно использовать другие виды, к примеру, серебряные сплавы, с применением флюса канифольно-спиртового раствора.
Для того чтобы использовать кадмиевый припой, необходимо подготовить специальный инструмент, и запастись необходимыми знаниями в этой области, потому как технологичность у данного материала намного ниже, чем у оловянно-свинцовых тинолей.
Низкотемпературная пайка
Если во время пайки припой не плавится, не стоит спешить, необходимо подождать нагрева паяльника. После того как сплав начинает течь, источник нагрева убирают, позволяя составу самостоятельно заполнить зазоры между элементами. Для избежания излишков, не рекомендуют добавлять сплав, кроме излишков, может быть попадание материала внутрь детали.
Для избежания излишков, не рекомендуют добавлять сплав, кроме излишков, может быть попадание материала внутрь детали.
Если паять медь, применяя обычные прутья припоя, то его объем должен равняться диаметру соединяемой поверхности. Чтобы примерно рассчитать нужное количество материала, можно прут согнуть буквой Г, и приложить к трубе.
При данной технологии, прочность меди не изменяется, а вот механические критерии уменьшаются.
Высокотемпературная пайка
Высокотемпературная пайка
Данная технология подходит для тех поверхностей, которые будут использоваться с высокими температурами. Так как для осуществления этого процесса необходимая температура должна составлять 700 градусов, используют газопламенный вариант нагрева.
Готовность к спаиванию определяют при помощи прута сплава, который при окончании процесса расплавляется.
Чтобы увеличить качественные характеристики соединения, необходимо предварительно подогреть прут припоя. Преимуществом этого метода соединения является высокие показатели прочности швов, а также их стойкость в процессе эксплуатации, под воздействием высоких температур. Но есть и недостаток, который заключается в неизбежном отжиге меди. Стоит учесть, что при работе этим методом, необходимо иметь достаточную квалификацию и опыт, так как новичок может случайно перегреть медь, тем самым вызвав ее разрыв.
Преимуществом этого метода соединения является высокие показатели прочности швов, а также их стойкость в процессе эксплуатации, под воздействием высоких температур. Но есть и недостаток, который заключается в неизбежном отжиге меди. Стоит учесть, что при работе этим методом, необходимо иметь достаточную квалификацию и опыт, так как новичок может случайно перегреть медь, тем самым вызвав ее разрыв.
Технология пайки труб
Чтобы паять трубы из меди, необходимо подготовить труборез. После того как нужный кусок трубы отрезан, наружный срез обрабатывается щеткой, для удаления заусениц и шероховатости. Используя труборасширитель, второй отрез трубы расширяют до нужного размера, чтобы одна часть трубы входила в другую.
Пайка медных труб
На трубу с меньшим диаметром наносят флюс, и скрепляются два элемента тр. Место соединения равномерно прогревается, для этого можно использовать или горелку или фен. В это место наносят припой, после его расплавления, поверхность полностью закроется им. В качестве сплава можно воспользоваться мягким припоем, он отлично справится с этой работой.
В качестве сплава можно воспользоваться мягким припоем, он отлично справится с этой работой.
Видео: Пайка медных труб
Медь для сварки TIG【Последнее руководство для дома】 —
Медь не трудоемка для сварки TIG меди, но у нее есть некоторые отличительные свойства, о которых вам просто следует помнить. Медь может быть ужасно экономичным проводником тепла, так что изделие может быстро нагреться, как только вы начнете сваривать. Вы сможете справиться с теплом и носить подходящее защитное снаряжение, если собираетесь сваривать медь.
Кроме того, после начала сварки вам, возможно, придется двигаться быстро, так как тепло, образующееся в сварочной ванне, быстро рассеивается в меди.
Сварка меди TIG не трудоемка, но обычно это не делается. это полностью отличается от стали, однако это достаточно легко.
Содержимое
- Шаг 1: Приобретите подходящую медь
- Медь для еды (и напитков)
- Шаг 2: Соберите альтернативные материалы
- Выбор проводника
- Стержни для застежки медь
- Дополнительная информация:
- . Защитный газ
- Шаг 3: Требуется альтернативная инструментальность
- Шаг 4: Натоплен проводник
- Шаг 5: Созданный Craftsman
- .
- Шаг 7: Уберите растворители
- Шаг 8: Проверьте вентиляцию
- Шаг 9: Оденьте для сварки
- Шаг 10: Нагрейте медь
- Шаг 11: Сварите соединение
- Шаг 12: Медленно охладите
Шаг 1. Приобретите подходящую медь
 O может разъесть ваш сварной шов под теплом сварки TIG меди. У бескислородной меди нет этого недостатка, и она отлично справляется с сваркой TIG.
O может разъесть ваш сварной шов под теплом сварки TIG меди. У бескислородной меди нет этого недостатка, и она отлично справляется с сваркой TIG.Бескислородная медь является наиболее доступной в настоящее время маркой меди из-за того, что она наиболее эффективна для электрических применений. Вы купите бескислородную медь на большинстве металлургических заводов. Существуют совершенно разные марки бескислородной меди с разным уровнем чистоты. Обозначения ATSM для бескислородной меди:
- Медь C11000 или электролитическая вязкая смола (ETP) для меди с чистотой 99,9 %
- C10200 или бескислородная (OF) медь для чистоты 99,95%
- C10100 или бескислородная электронная медь (OFE) имеет чистоту 99,99%
Медь с высоким уровнем чистоты имеет условное обозначение. Тем не менее, эти единицы площади для очень специализированных приложений, таких как натурфилософия или тепловое воздействие.
C11000 — это наименее дорогая марка бескислородной меди, которая подходит для любого крепежного проекта. Вам просто нужны высшие классы, если инженер AN укажет их при монтаже.
Не покупайте бывшую в употреблении медь на свалках для сварки ВИГ меди. Если медь не бескислородная, сварные швы могут пузыриться и трескаться. они даже заржавеют. Некачественные сварные швы будут слабыми и ломкими. Если вы не используете бескислородную медь, ваши сварные швы будут в лучшем случае некрасивыми. В худшем случае не удержат.
Медь для продуктов питания (и напитков)
Если вы крепите медь для обработки питьевой воды (или более крепких напитков), используйте чистую медь, а не сплавы. Сплавы будут выщелачивать металлы в жидкость, непригодную для питья. Естественный процесс ухудшается при высоких температурах, например, кипячение жидкости и сдерживание пара.
Некоторые металлы даже вызывают дефекты зрения, если их съесть. Если вы строите медь для обработки пищевых продуктов, не используйте только новый медный лом. опасно изготавливать приспособления для обработки пищевых продуктов из неизвестных сортов металла.
опасно изготавливать приспособления для обработки пищевых продуктов из неизвестных сортов металла.
Этап 2: Соберите альтернативные материалы
В дополнение к свариваемой ткани, для сварки TIG требуется проводник, удерживающий существующий, отдельный стержень, который плавится для образования сварного шва. И защитный газ для защиты сварного шва от коррозии под действием тепла дуги.
Выбор проводника
Для сварки меди методом TIG можно использовать множество различных электродов. Некоторые предлагаемые электроды включают:
- 1,5% лантанид W (золотой наконечник)
- 2% лантаноид W (синий наконечник)
- Торированный W (красный наконечник)
- Редкоземельный комбайн (фиолетовый наконечник)
- Created W (серый наконечник)
Любой из этих электродов успешно сварит медь. У каждого есть свои характеристики с точки зрения простоты размещения дуги AN, долговечности и пригодности для настроек переменного или постоянного тока. Выберите тот, к которому вы просто привыкли, или поэкспериментируйте, чтобы выяснить, что лучше всего подходит для вас.
Выберите тот, к которому вы просто привыкли, или поэкспериментируйте, чтобы выяснить, что лучше всего подходит для вас.
Стержни для крепления меди
В отличие от других видов крепления, при аргонодуговом креплении стержень становится независимым от проводника. В то время как вы держите проводник одной рукой, чтобы создать дугу AN, вы хотели бы подавать стержень другой рукой, чтобы создать сварочную ванну и удлинить сварной шов.
Для высококлассных работ доступен блок электродов TIG из раскисленной меди. Эти стержневые электроды разработаны для сварки меди методом TIG и обеспечивают чистый, привлекательный и прочный сварной шов. Как только сварной шов остынет, цвет сварного шва будет практически таким же из-за медной детали. Эти удилища недешевы, однако они дадут прекрасные результаты.
Для более прочных сварных швов выберите стержни из кремниевой бронзы. Эти стержни могут обеспечить надежное и прочное соединение. Единицы площади стержней из кремний-бронзы довольно распространены, и их единица площади более экономична, чем стержни из чистой меди. Эти стержни также подходят для соединения различных металлов, поэтому используйте их, если хотите соединить медь со сталью или железом.
Эти стержни также подходят для соединения различных металлов, поэтому используйте их, если хотите соединить медь со сталью или железом.
Дополнительная информация:
Если внешний вид вас беспокоит, используйте полоски основного металла шириной 1/8 дюйма в качестве крепежных стержней. Отрежьте от торчащей меди тонкие полоски материала и используйте их в качестве крепежных стержней. окончательный сварной шов будет такого же цвета из-за основного материала. С легкой шлифовкой готовая деталь может выглядеть так, как будто она ничуть не сварена. это также может быть прекрасно благодаря распределению отходов меди, которые не ценят использование.
Если вы просто активно занимаетесь сваркой медных изделий, вы будете использовать зачищенную проволоку Romex в качестве крепежного стержня. Он не будет таким прочным или привлекательным, как промышленные стержни с плохой обработкой или основной металл, однако Romex разумен и прост в поиске. у нескольких розничных продавцов есть катушка или 2 катушки Romex, спрятанные где-то, которые можно использовать.
Защитный газ
Металлы быстро окисляются под сильным нагревом сварки TIG. чтобы предотвратить это, сварщики TIG подают слабый поток инертного защитного газа AN в дугу, чтобы защитить сварной шов, пока он горячий. Для аргонодуговой сварки меди существует диапазон газов и газовых смесей, доступный для сварки.
Для сварки меди TIG используйте чистый элемент или восьмидесятый элемент / двухсотый химический элемент для комбинирования защитного газа. Чистый элемент передает в 1,7 раза больше тепла, чем чистый химический элемент. Для сварки меди требуется много тепла, поэтому полезно получить максимальную отдачу от защитного газа. Если вы скрепляете толстый материал или у вашего мастера ограниченный ток, используйте чистый элемент.
Этап 3: Требуются альтернативные инструменты
Все инструменты, необходимые для крепления меди, доступны во время хорошо укомплектованного крепежа. Соберите свой инструментарий, прежде чем приступить к работе над проектом.
- Настольный шлифовальный станок: Для подготовки проводника перед сваркой
- Проволочная щетка: Для удаления окислов с поверхности сварного шва до держателя сварного шва. самые эффективные щетки для очистки меди имеют мелкозернистую щетину из хромированной стали. Используйте страстную кисть для меди; не пытайтесь чистить щеткой, на которой уже есть все виды грязи.
- Ацетон или другой растворитель: Для удаления всех следов смазки, краски и других загрязнений с поверхности сварного шва. Цитрусовый обезжириватель также является хорошей альтернативой для очистки металла, и он не горюч
- Средства защиты: Чтобы оставаться в безопасности во время сварки. вам нужна маска, перчатки, рубашка с длинными рукавами или куртка из шкуры животного, а также крупные джинсы или застегивающиеся краги.
- Респиратор: Для защиты от токсичных паров меди
- Пропановая горелка : Для нагрева детали
Шаг 4.
 Заточите проводник
Заточите проводникМедь лучше всего сваривается с заостренным проводником. Если у вашего кондуктора нет целевого наконечника, используйте настольную шлифовальную машину, чтобы обновить наконечник. Новые электроды можно приобрести с заостренным концом. Когда наконечник подготовлен, поместите проводник в цангу и затяните его. Измените поток газа на наконечнике в соответствии с рекомендациями производителя.
Если вы часто выполняете сварку TIG, вы сэкономите время на заточке проводников с помощью шлифовального электрода. Они работают как карандаш (за исключением вольфрама!), чтобы быстро предложить вам отличные точки на ваших электродах.
Шаг 5: Создан ремесленник
Медь может быть проводником и требует много тепла для сварки. Некоторые руководители используют максимальное количество от трехсот до четырехсот ампер для толстых изделий из меди. Вы хотели бы, чтобы гигантский мастер разместил усилители, необходимые для толстой меди. Обратитесь к руководству для вашего опытного мастера для наиболее эффективных настроек для сварки меди TIG. Если только вы не работаете с очень тонкими листами, вы будете прокручивать усилители, не повреждая медь.
Если только вы не работаете с очень тонкими листами, вы будете прокручивать усилители, не повреждая медь.
После того, как мастер готов, обязательно прикрепите возвратный зажим от мастера к изделию или рабочему столу. Вы не можете получить искру, если у вас нет цепи.
Аналогично перепроверьте заземление у своего мастера. Медь может быть хорошим проводником электричества, и любой недостаток заземления вызовет у вас шок. Тем не менее, вы должны постоянно проверять заземление, устанавливайте уровень, чтобы увидеть, работаете ли вы с большими предметами из меди. Убедитесь, что медь не закусывает незанятой кожей, чтобы избежать ударов током.
Шаг 6. Очистите медь
Хорошо очистите медь. Удалите краску и жир с помощью растворителя, такого как растворяющий агент, алкильный радикал, этиловый радикал, органическое соединение или лаковый агент. Если на поверхности есть какой-либо налет или окисление, сотрите его щеткой из хромированной стали с тонкой щетиной. Сварной шов не будет держаться, если вы попытаетесь изобразить его с грязной поверхностью.
Сварной шов не будет держаться, если вы попытаетесь изобразить его с грязной поверхностью.
Если поверхность никогда не красилась, растворитель не используется. использование обезжиривателя на основе цитрусовых эффективно удаляет все следы жира. Обезжириватель пахнет намного лучше, чем растворители, и он не горюч. Это приятная характеристика при взгляде на застежку.
Шаг 7: Уберите растворители
Если вы использовали горючий растворитель для очистки меди, немедленно уберите его. Вам не нужно иметь летучие химические вещества, когда вы используете устройство, работающее с высокой температурой крепления. Медь, которую вы крепите, несомненно, достаточно горячая, чтобы воспламенить растворители. Проверьте, что у него нет возможности.
Шаг 8. Проверка вентиляции
Убедитесь, что у вас хорошая вентиляция после сварки меди методом TIG. Медные пары, создаваемые токсикантом узла крепления TIG. Если вы не уверены в вентиляции, вы должны носить респиратор во время застегивания. Симптомы эупнейной меди проявляются через 4-12 часов, поэтому вы, вероятно, не поймете, что у вас есть улов, пока не закончите крепление. Наденьте респиратор, несмотря на то, что он неудобен.
Симптомы эупнейной меди проявляются через 4-12 часов, поэтому вы, вероятно, не поймете, что у вас есть улов, пока не закончите крепление. Наденьте респиратор, несмотря на то, что он неудобен.
Шаг 9: Одежда для сварки
Вам всегда понадобятся маска, перчатки и капюшон для верхней части тела после крепления. вы будете носить куртку с застежкой из шкуры животного или негорючую рубашку с длинными рукавами для сварки. Для крепления меди вам также потребуется дополнительная защита.
Медь является лучшим проводником тепла, который большинство людей когда-либо может сварить. тепло от застежки может быстро распространяться по всему изделию. Если вы работаете с большими предметами, убедитесь, что у вас достаточно износа на ногах и руках, чтобы не обжечься, если вы коснетесь меди вдали от сварного шва. Пейте много холодных напитков и делайте перерывы, прежде чем перегреться.
Шаг 10: Нагрев меди
Поскольку медь может быстро поглощать тепло и распределять тепло по всему изделию, оставаться в сварочной ванне может быть трудоемко. Чтобы медь оставалась достаточно горячей для сварки, нагрейте всю половину до температуры от трехсот до 750 градусов. Это часто очень важно для листовой меди, так как тепло распространяется по всем направлениям. Трубке может быть немного легче оставаться горячей, потому что тепло не может распространяться так сильно.
Чтобы медь оставалась достаточно горячей для сварки, нагрейте всю половину до температуры от трехсот до 750 градусов. Это часто очень важно для листовой меди, так как тепло распространяется по всем направлениям. Трубке может быть немного легче оставаться горячей, потому что тепло не может распространяться так сильно.
Чтобы нагреть изделие, используйте топливную горелку по всей поверхности изделия, чтобы быстро нагреть его. Медь легко нагревается, и горячие точки не являются огромным недостатком. Тепло может равномерно проходить через кусок, когда вы используете факел.
Шаг 11. Сварка стыка
Когда вы обнаружите, что устройство способно сваривать, разместите элементы вдоль и закрепите их на месте. Чтобы высекать искру, держите кончик проводника на расстоянии дюйма от соединения и ногой нажимайте на педаль. Держите дугу под углом семьдесят градусов к поверхности меди. Ударьте помощника в медицинском ковчеге и нажмите на стержень, чтобы образовалась лужа.
Когда у вас получится лужица, используйте кончик стержня, чтобы развернуть буртик вниз по суставу. Продолжайте подавать стержень в сварной шов и распределяйте лужу с помощью стержня. Как только вы начали сварку, с медью легко разобраться. Поддерживайте дугу и подавайте стержень с постепенной скоростью.
Если вы работаете с очень тонкими листами, позаботьтесь о деформации. Бробдингнегское тепло от сварки TIG деформирует ткань. Если вы работаете с очень тонкими или хрупкими предметами, пайка или крепление могут быть лучшим выбором, чем крепление TIG.
Шаг 12: Медленное охлаждение
Медленно охлаждайте медные сварные швы, чтобы предотвратить растрескивание сварных швов. Предварительный нагрев всей детали помогает в этом, так как есть дополнительное тепло, которое необходимо рассеять. Если спрятать половинку в песок или накрыть ее одеялом из стекловолокна, процесс охлаждения может даже замедлиться. Дает ему много раз остыть, прежде чем вы что-то с ним сделаете.
Заключение
Теперь, когда вы дочитали до конца этой статьи, вы должны знать, как сваривать медь методом TIG. Если вам понравилась эта статья, обязательно ознакомьтесь со следующим источником для получения более подробных сведений!
- https://www.academia.edu/download/33044789/C0412027031.pdf
Хотите узнать о других методах сварки? Нажмите здесь, чтобы начать работу с другими методами сварки.
Так чего же ты ждешь? Запачкайте руки и приступайте к работе над своим следующим сварочным проектом с помощью наших шагов по сварке меди TIG!
Инструменты, необходимые для пайки медных труб
При выполнении сантехнического проекта, включающего пайку медных труб, подготовка окупается. Чтобы помочь вам подготовиться, вот список инструментов, которые вам понадобятся при пайке медных труб.
Чтобы помочь вам подготовиться, вот список инструментов, которые вам понадобятся при пайке медных труб.
Предупреждение
Пайка — сложный процесс, который не подходит для домашних мастеров или новичков. Если вы хотите научиться паять, ищите обучение; в противном случае, если ваш проект требует пайки, рассмотрите возможность найма профессионала.
01 из 08
Факел
Ель / Кевин Норрис
Горелка, необходимая для пайки меди, может быть пропановой или MAPP (метилацетилен-пропадиен-пропан). Газ MAPP поставляется в желтом баллоне, а пропан — в синем. Газ MAPP, обычно немного дороже, нагревается намного сильнее, чем пропан, поэтому быстрее нагревает трубу.
С пропаном все в порядке, просто требуется больше времени, что может сыграть вам на руку, если вы новичок в пайке меди и работаете с трубой диаметром 3/4 или 1/2 дюйма. Выбор фонарика действительно зависит от вас.02 из 08
Припой
Ель / Кевин Норрис
Существует более одного типа припоя, поэтому обязательно купите припой для сантехники. Убедитесь, что припой подходит для пайки медных водопроводных труб и безопасен для питьевой воды.
03 08
Флюс
Ель / Кевин Норрис
Это кислота, которая заставляет припой затекать в соединения труб. Без хорошего флюса припой не будет течь должным образом, и, скорее всего, вы получите утечку. Вы можете паять с большинством флюсов, доступных в магазинах товаров для дома, но есть некоторые, которые вы можете предпочесть другим. Если вы найдете тот, который вам подходит, придерживайтесь его, поскольку не все флюсы одинаковы.
Еще раз убедитесь, что приобретаемый вами флюс безопасен для питьевой воды, если для этого предназначены трубы.
04 из 08
Ответная планка
Ель / Кевин Норрис
Боек используется для создания искры, от которой зажигается горелка. Некоторые резаки имеют встроенные автоматические бойки, поэтому в этом случае боек не нужен. Из соображений безопасности рекомендуется использовать для зажигания факела ударник, а не открытый огонь.
05 из 08
Резаки для медных труб
Ель / Кевин Норрис
Использование труборезов для медных труб — это простой способ отрезать трубы необходимой длины. Фрезы оставляют красивую прямую кромку и помогают свести к минимуму заусенцы на кромке реза.
06 из 08
Наждачная ткань
Ель / Кевин Норрис
Убедиться, что труба и фитинги чистые, вероятно, одна из самых важных вещей, которую нужно сделать перед тем, как начать паять медную трубу. Для очистки внешней поверхности медной трубы необходима хорошая наждачная бумага. Отшлифуйте оба конца трубы примерно на 1/2 дюйма за фитинг.
07 из 08
Монтажная щетка
Ель / Кевин Норрис
Для очистки внутренней части медных фитингов используйте щетку для фитингов. Проволочные щетинки могут заполнить внутреннюю часть фитинга, чтобы обеспечить хороший контакт с трубой.
08 из 08
Предметы безопасности
The Spruce / Кевин Норрис
Пожарная тряпка, пульверизатор с водой и огнетушитель очень важно иметь под рукой при пайке медной трубы, чтобы ничего не загорелось.
- Противопожарная ткань: огнеупорный барьер можно расположить за тем, что вы паяете, чтобы окружающие области не загорелись.
- Вода: Распылитель с водой обязателен. Сначала смочите любую область, которую вы будете паять, а затем используйте ее в качестве резервной копии, если что-то начнет тлеть. Кроме того, смочите область обратно после окончания пайки, так как остаточное тепло все еще может загореться.
 С пропаном все в порядке, просто требуется больше времени, что может сыграть вам на руку, если вы новичок в пайке меди и работаете с трубой диаметром 3/4 или 1/2 дюйма. Выбор фонарика действительно зависит от вас.
С пропаном все в порядке, просто требуется больше времени, что может сыграть вам на руку, если вы новичок в пайке меди и работаете с трубой диаметром 3/4 или 1/2 дюйма. Выбор фонарика действительно зависит от вас.

