Сварка меди инвертором

+

Вполне профессиональным считается вопрос по сварке изделий из меди. Выбор инвертора является однозначным делом. А вот дело с электродами при работе с медью имеет более значимый характер. Зачастую, на работе, дома или у знакомых приходится быть свидетелем процесса сварки медных изделий. Или вовсе соединение конструкций из различного сплава.
Инвертор позволяет создавать переменное напряжение, что и необходимо для большинства электродов. Используя инвертор, становится возможным проведение ручной дуговой сварки.
Лучший электрод
На сегодняшний день наиболее распространенной маркой электродов является электрод «Комсомолец 100». Данный вид электрода позволяет не только производить сварку медных изделий, но и легко соединит медь со сталью.
Благодаря этой возможности Комсомолец 100 является лидером среди электродов. Ему подвластна работа с медными и полумедными конструкциями.
Данный тип электрода позволяет производить работы под различными углами, в том числе и под наклоном.
При каких возможностях электрод пользуется большой популярностью при проведении сварочных работ. Особенно это касается при проведении работ, связанных со строительством дома или другими подобными работами.
Особенности работы

Сварка медных изделий осуществляется по принципу подачи тока обратной полярности.
- Диапазон сечения электрода колеблется в пределе от 3-5 мм.
- Коэффициент наплавления металла на рабочую поверхность равен 15.
- Производительность составляет до 1,9 кг в час.
- При наплавлении металла массой 1,7 кг, расход электродов равен одному килограмму.

Состоит электрод из чистой меди. Защитный слой покрыт железом, сульфуром и марганцем.
Таблица. Параметры электрода к току.


Номинал тока, А  | Сечение электрода, мм2 | Длина электрода, мм |
80 | 3  | 350 |
130  | 4 | 350 |
170 | 5  | 450 |

Сварка ручным способом выполняется за счет протекания постоянного тока в порядке обратной полярности.
Стоит обратить внимание, соединение стыков любых металлоконструкций согласно ГОСТу = 90 градусов.
Создавать сварочный шов – это не только искусство, но и соблюдение технологий. Угол наклона проведения электрода колеблется в пределах 10-20 градусов.
Такой подход позволяет получить наиболее качественный шов.
Если же металл толщиной более 15 мм, то перед сваркой производится предварительный нагрев рабочей поверхности.
Если поставлена задача сварить стыковые швы, то данная работа производится только с одной стороны и в один слой. В этом случае удастся избежать искажение механических свойств изделия. Чтобы купить электроды марки Комсомолец 100, необходимо посетить соответствующую страницу.
Выбор сварочного аппарата

Сегодняшний день предоставляет нам широкий спектр выбора сварочных агрегатов. Для надежного крепления металлических конструкций, как правило используют сварку. Для этой цели используют сварочный инвертор.
При помощи данного агрегата, можно соединить такие металлы как:
- медь;
- алюминий;
- нержавейка;
- чугун или разнородные стали;
- различное совмещение металлов. Как пример медь и алюминий.
Стандарты качества
Безопасность металлоконструкций, прежде всего, должна отвечать существующих требованиям и ГОСТам. Электроды Комсомолец полностью удовлетворяют всем этим документам. При качественной эксплуатации выполнении сварочных работ, данный тип электродов позволяет исключить огрехи в соединениях.
Покупая электроды, важно проверять их на подлинность. Поддельная продукция, как правило, не может избежать различных наплывов и пор защитного покрытия.
Если следовать требованиям ГОСТ, то заводские электроды допускают небольшие местные растрескивания и вмятины. Их размеры также оговорены. Подобно несоответствия не должны превышать трехкратной величины диаметра электрода.
Технические особенности
Электропроводность наплавленного материала должна составлять не более 20%. Сваривание необходимо производить небольшими участками в пределах до 35 мм. После этого производить небольшие перерывы, необходимые для остывания наплавленного металла.
Важные технологической особенностью сварки, является возможность подогрева рабочих поверхностей. После проведения данной процедуры, гарантируется дальнейшее качество нанесенного шва.
Кроме этого стоит производить прокалку электродов.
Образовавшийся шлак на шве после проведения работ подлежит удалению и является производной процесса защиты от растекания металла во время процедур. Производить операции по очищению следует щеткой по металлу или надежным инструментом наподобие отвертки.
svarkagid.com
Сварка меди в домашних условиях, как варить медь инвертором?
Сваривание металлических деталей – это технологическая процедура, позволяющая получать неразъемные соединения посредством формирования связи между межмолекулярными и межатомными частицами материала при значительном нагреве до расплавления, пластической деформации. Точечная сварка меди в домашних условиях используется, как правило, для соединения многих металлов, их сплавов во всех производственных сферах, даже медицине.
Для осуществления сварочных работ могут использоваться разные источники энергии: трение, ультразвук, электрическая дуга, электрический ток. Современные технологии настолько совершенны, что работы, связанные со сварочным соединением металлических конструкций можно выполнять не только на промышленных предприятиях, но и в полевых условиях, на водоемах, под водой, даже в космосе.
Но, как и в любом виде деятельности существуют свои нюансы, преимущества и недостатки, требования к безопасности проведения работ и прочее. Так, при организации сварочных работ в домашних условиях с заготовками из меди, алюминия, латуни, нержавеющей стали необходимо соблюдать установленные меры предосторожности. Данный тип деятельности относится к особо опасным для здоровья человека: существует опасность поражения ультрафиолетовыми излучениями органов зрения, попадания расплавленного металла на кожу, поражения электрическим током и пр.
Технология газовой сварки меди
Газовая сварка меди в домашних условиях является самой распространенной технологией, применяемой в бытовых условиях. Получаемый сварочный шов по данной методике отличается высокой прочностью. Именно благодаря этому параметру газовая сварка пользуется большим спросом у домашних мастеров. Для выполнения соединения медных изделий на дому необходимо иметь под рукой:
- Сварочный аппарат
- Газовые горелки
- Баллоны с газом (ацетилен)
- Проволока из меди
- асбест
Некоторые советы опытных сварщиков
- Если толщина изделия из меди не больше 1 см, соединение можно производить одной горелкой.
- При толщине медного образца более 1 см уже нужно использовать сразу две горелки, вторая будет служить для подогрева.
- Чтобы снизить в данном случае отток тепловой энергии, дополнительно понадобятся асбестовые листы.
- Рекомендуется при сваривании медных изделий использовать электротехническую проволоку из меди, предварительно очищенную лакокрасочных изоляционных покрытий.
- Зачистка обязательно проводится и свариваемых краев изделий. Этим условием не стоит пренебрегать, так как от него зависит возможность образования закиси меди.
Все необходимые условия предварительной подготовки к сварочным работам выполнены. Значит можно приступать непосредственно к соединению подготовленных медных изделий.
Рекомендации
- Нагретые участки соединения, которые расположены вблизи друг к другу, нужно стараться не перегревать.
- Пламя концентрированное необходимо направлять перпендикулярно шву непосредственно на край проволоки.
- Проволока должна расплавляться раньше краев изделия. Процесс варения продолжается до тех пор, пока не сформируется весь шов до конца.
- Необходимо помнить, что приостановка незаконченного соединения способна привести к перегреванию некоторых участков изделия, соответственно закиси меди, формированию трещин.
- Законченный сварной шов обязательно проковывается.
- Для небольшой толщины изделий проволоку нужно вести холодной.
- Если толщина изделия составляет больше 0,5 см, тогда проволока должна быть разогрета до температуры 200 градусов. Допускается и большая температура, но не более 500 градусов, так как будет образовываться зернистость металла, который впоследствии станет довольно хрупким.
- Сварной, прокованный шов необходимо довести до температуры 500 градусов и мгновенно охладить.
На этом можно считать соединение медных деталей завершенным.
Аргонно-дуговая сварка медных образцов
Аргонно-дуговая сварка в домашних условиях выполняется при помощи сварочного оборудования с использованием постоянного тока, неплавящимися вольфрамовыми электродами.
При такой методике сваривания важно мгновенно охлаждать соединяемые участки. Аргонно-дуговая сварка предусматривает использование аргона, медной присадочной проволоки, которая предварительно очищается от лакокрасочного изоляционного покрытия.
При значительной толщине медных заготовок сваривание производится с их предварительным нагреванием. Данная процедура обеспечит наиболее глубокое проникновение, усилит прочность соединения.
Сварка меди: область применение технологии
Аргоновая сварка применяется для проведения ремонта конструкций, изготовленных из меди. Она достаточно эффективно себя показала при выполнении сварочных работ на труднодоступных участках.
Аргонно-дуговая сварка достаточно востребована на производственных предприятиях, а при наличии соответствующего оборудования также успешно может применяться в бытовых условиях. Если в наличии есть инверторное оборудование для сварки, специальные плавкие электроды, процедуру соединения медных образцов можно осуществлять по технологии сваривания стальных изделий. Принципиальных отличий в данном случае практически нет. Но, при такой методике соединения намного сложнее сделать вертикальный шов, нежели горизонтальный.
Что необходимо знать об электродах, используемых для сваривания медных деталей
Чтобы сварочный шов получился высокого качества, рекомендуется применять электроды, покрытые специальным составом. Подобное покрытие необходимо для продуцирования шлака, образующегося с окислами металла. Оно не будет давать воздуху соприкасаться со сварным швом. Обмазка заполняет пустоты, формирующиеся в момент сваривания деталей за счет выгорания компонентов и впоследствии вводит новые компоненты в шов. Такая обмазка способствует лучшей устойчивости электрической дуги. Шлаковый слой, продуцируемый данным покрытием, будет замедлять охлаждение расплавленной меди, при этом из шва будет выходить больше газов.
Электроды, применяемые в процессе сваривания, подразделяются на два типа:
- плавящиеся – для их производства используется проволока из меди, стали, алюминия, чугуна;
- неплавящиеся – для их производства используется синтетический графит, электротехнический уголь.

При выборе электродов необходимо смотреть на их цвет:
- желтые электроды предназначены для образцов, выполненных из жаропрочных, коррозийно-стойких сталей;
- красные – используются для электродуговой сварки медных изделий;
- серые – для заготовок из цветных металлов;
- синие – предназначены для соединения теплоустойчивых компонентов.
Сваривание латунных конструкций
Сварка латуни в домашних условиях – это довольно сложная процедура, так как в состав латуни входит цинк, который при нагревании испаряется, в результате чего изделие теряет первоначальную прочность.
При осуществлении сварочных работ с латунными образцами выделяются вредные для человеческого здоровья вещества. С применением аргона процедура соединения латуни выполняется достаточно быстро – это большой технологический прорыв в сфере обработки металлов.
Сама латунь представляет собой сплав с цинком. Технология соединения деталей, изготовленных из латуни, считается сложной из-за испарения цинка при высоких температурах, данный химический элемент мгновенно окисляется, в результате чего формируется ядовитая тугоплавкая окись. Поэтому сварка латунных образцов должна производиться в специально оборудованных местах, оснащенных вытяжкой, сварщики должны работать в респираторах.
Основные требования, предъявляемые при сварке латуни
- Чистота процесса при использовании аргонно-дуговой сварки. Перед началом работ изделия тщательно зачищаются до характерного металлического блеска поверхности.
- На поверхности свариваемых деталей не должно быть окислов, при наличии которых их обязательно нужно убрать. Для этого используется азотная кислота. После выполнения такой очистки изделие промывается в горячей воде, затем сушится.
При необходимости соединения латунных изделий толщиной более 0,5 см – аргонодуговая сварка идеальный вариант. Электрод передвигается в проводящую зону горелки, кромки соединяемого металлического образца плавятся под влиянием электрической дуги.
При выполнении сваривания деталей аргоном ощущается характерный непрерывный треск, а сварочная дуга имеет удивительный цвет. Это все из-за наличия в сплаве цинка. Латунь в процессе соединения не прогорает, не отлетает отдельными кусками, так как она плавится. Опытные сварщики советуют варить латунь отдельными участками, не расплавлять ее сплошным слоем. При сплошном расплавлении материала существует вероятность прожигания металла.
Если необходимо заварить кратер, тогда рекомендуется постепенно уменьшать напряжение сварки, повышать длину дуги с отведением впоследствии ее в сторону от обрабатываемого изделия. В процессе такого соединения шов заполняется в полном объеме, поджаривание цинка приводит к его испарению, в результате чего в металле образуются дефекты. Чтобы уменьшить испарение данного химического элемента, необходимо увеличить в пламени наличие кислорода, использовать присадочные материалы, легированные бором, алюминием, кремнием.
Совет! При выполнении соединения деталей из латуни осуществляйте сварочные работы на улице, не пренебрегайте требований безопасности!
electrod.biz
Сварка меди инвертором электродом
На сегодняшний день сварочные работы – это самый популярный и надежный способ крепежа металлических частей между собой. Причиной тому, что большинство современных сварочных работ связано со свариванием металла является то, что при сваривании происходит сплавление двух и более металлических частей. Часто используют в различных работах сварочный инвертор.
Электродуговой сварочный инвертор способен сварить не только медь, но так же и алюминий, нержавейку и чугун, а при должном подходе возможно и соединения разнородных сталей. Например такие как алюминия и меди и других.
От уровня качества сварочного шва зависит функциональность сваренного изделия и безопасность его использования. Поэтому Вам нужно узнать, почему многие сварщики используют именно электроды Комсомолец-100 для сварки меди.
Покрытие сварочных электродов Комсомолец-100 специальное. При подборе материалов для сваривания Вам нужно уделить особое внимание плотности покрытия, потому что оно должно быть обязательно прочным, а также не иметь пор, вздутий и наплывов. Исключением при подборе материала для сваривания является присутствие трещин и местных вмятин, допускаемых государственными стандартами.
Согласно государственным стандартам на поверхности покрытия сварочных электродов Комсомолец-100 допускаются местные растрескивания сетчатого характера, а также поверхностные трещины. Все трещины и растрескивания должны не превышать в три раза номинальный диаметр электродов для сваривания.
Коэффициент наплавки металла электродами Комсомолец-100 составляет 14 г/Ач. Производительность наплавки данными электродами составляет 1,8 килограмма металла в час. Данные расчеты произведены для электродов Комсомолец-100 толщины 4 миллиметра.
Сваривание металла электродами Комсомолец-100 позволяет получить наплавленный металл с электропроводностью до 20%. Для сваривания и наплавки металла с использованием электродов Комсомолец-100 Вам нужно подогреть металлическое изделие при температуре 150 – 400 градусов по Цельсию. Производить сваривание металла и наплавку металла Вы можете на металл, содержащий в своем составе 0,01% кислорода.
Сваривание производится небольшими участками размером от 25 до 35 миллиметров. После сваривания должно последовать охлаждение на воздухе. При этом температура воздуха должна составлять не более 60 градусов по Цельсию. Если же Вы производить сваривание изделий из ковкого чугуна, то может потребоваться увеличение валика до размеров 80 – 100 миллиметров.
К технологическим особенностям сваривания относятся такие подробности, как предварительный подогрев металлического изделия, так и обязательная прокалка электродов Комсомолец-100. Подогрев металла происходит при температуре 300 – 700 градусов, а прокалка электродов Комсомолец-100 при температуре 160 – 200 градусов по Цельсию на протяжении 1 часа.
3g-svarka.ru
Электроды для сварки Меди инвертором
Многие люди для сварки медный изделий часто не знают, какие электроды нужно использовать для сварки меди с помощью сварочного инвертора. Если Вы имеете у себя дома или на работе сварочный инвертор, то Вам наверняка приходилось сталкиваться со свариванием медных изделий.
Сварочный инвертор создает переменное напряжение, позволяющее сваривать большинством видов электродов. При сваривании инвертором получается, что Вы производите сваривание с помощью ручной дуговой сварки.
На данный момент одними из наилучших электродов для сварки меди являются электроды Комсомолец-100. Помимо того, что они прекрасно производят сваривание меди, они еще без проблем сваривают медь со сталью. Благодаря такой особенности они по праву могут называться лидером возможностей сваривания медных и полу- медных конструкций. Также электроды Комсомолец-100 позволяют производить сваривание в нижнем и наклонном положениях.
Как раз эти положения являются самыми частыми при сваривании на строительстве дома или где-то еще. Сваривание электродами Комсомолец-100 производится током обратной полярности. Основные диаметры популярных электродов для сварки меди от 3 до 5 миллиметров.
Коэффициент наплавки электродов Комсомолец-100 составляет 14,0 г/Ач. Производительность наплавки около 1,8 килограмм в час. Расход электродовКомсомолец-100 на 1 килограмм наплавленного металла составляет 1,6 килограмма.
А теперь немного коснемся строения самого электрода. Основа или стержень электрода сделаны из чистой меди, а защитное покрытие, позволяющее производить сваривание сделано из железа, сульфура и марганца. У электродов Комсомолец-100 существует всего три диаметра: 3, 4 и 5 миллиметров. Для каждого диаметра нужен определенный сварочный ток. 80, 130 и 170 Ампер соответственно для каждого диаметра электродов.
Также длина электродов зависит от их диаметра. Для электродов Комсомолец-100 длина электродов толщиной 3 и 4 миллиметра равна 350 миллиметрам, а длина электродов толщиной 5 миллиметров равна 450 миллиметрам.
Ручную дуговую сварку выполняют на постоянном токе обратной полярности. Соединение стыков металлических частей должно соответствовать углу 90 градусов. При сваривании угол наклона электрода должен составлять от 10 до 20 градусов вперед, чтобы сваривание получалось быстрым и высококачественным. Если же толщина свариваемого металла больше 15 миллиметров, то сваривание лучше всего производить с помощью предварительного подогрева. который будет способствовать более качественному свариванию.
Однако если Вы собираетесь сваривать стыковые швы, то нужно производить сваривание в один слой с одной стороны. Таким образом Вы избежите снижение механических свойств металла изделия. Купить электроды Комсомолец-100 Вы можете у одного из заводов-изготовителей электродов и сварочного оборудования, ссылки на сайты которых указаны на странице «Контакты«.
elektrod-3g.ru
Сварка инвертором меди
Сварка меди инвертором


Вполне профессиональным считается вопрос по сварке изделий из меди. Выбор инвертора является однозначным делом. А вот дело с электродами при работе с медью имеет более значимый характер. Зачастую, на работе, дома или у знакомых приходится быть свидетелем процесса сварки медных изделий. Или вовсе соединение конструкций из различного сплава.
Инвертор позволяет создавать переменное напряжение, что и необходимо для большинства электродов. Используя инвертор, становится возможным проведение ручной дуговой сварки.
Лучший электрод
На сегодняшний день наиболее распространенной маркой электродов является электрод «Комсомолец 100». Данный вид электрода позволяет не только производить сварку медных изделий, но и легко соединит медь со сталью.
Благодаря этой возможности Комсомолец 100 является лидером среди электродов. Ему подвластна работа с медными и полумедными конструкциями.
Данный тип электрода позволяет производить работы под различными углами, в том числе и под наклоном.
При каких возможностях электрод пользуется большой популярностью при проведении сварочных работ. Особенно это касается при проведении работ, связанных со строительством дома или другими подобными работами.
Особенности работы

Сварка медных изделий осуществляется по принципу подачи тока обратной полярности.
- Диапазон сечения электрода колеблется в пределе от 3-5 мм.
- Коэффициент наплавления металла на рабочую поверхность равен 15.
- Производительность составляет до 1,9 кг в час.
- При наплавлении металла массой 1,7 кг, расход электродов равен одному килограмму.
Состоит электрод из чистой меди. Защитный слой покрыт железом, сульфуром и марганцем.
Таблица. Параметры электрода к току.


Номинал тока, А  | Сечение электрода, мм2 | Длина электрода, мм |
80 | 3  | 350 |
130  | 4 | 350 |
170 | 5  | 450 |

Сварка ручным способом выполняется за счет протекания постоянного тока в порядке обратной полярности.
Стоит обратить внимание, соединение стыков любых металлоконструкций согласно ГОСТу = 90 градусов.
Создавать сварочный шов – это не только искусство, но и соблюдение технологий. Угол наклона проведения электрода колеблется в пределах 10-20 градусов.
Такой подход позволяет получить наиболее качественный шов.
Если же металл толщиной более 15 мм, то перед сваркой производится предварительный нагрев рабочей поверхности.
Если поставлена задача сварить стыковые швы, то данная работа производится только с одной стороны и в один слой. В этом случае удастся избежать искажение механических свойств изделия. Чтобы купить электроды марки Комсомолец 100, необходимо посетить соответствующую страницу.
Выбор сварочного аппарата

Сегодняшний день предоставляет нам широкий спектр выбора сварочных агрегатов. Для надежного крепления металлических конструкций, как правило используют сварку. Для этой цели используют сварочный инвертор.
При помощи данного агрегата, можно соединить такие металлы как:
- медь;
- алюминий;
- нержавейка;
- чугун или разнородные стали;
- различное совмещение металлов. Как пример медь и алюминий.
Стандарты качества
Безопасность металлоконструкций, прежде всего, должна отвечать существующих требованиям и ГОСТам. Электроды Комсомолец полностью удовлетворяют всем этим документам. При качественной эксплуатации выполнении сварочных работ, данный тип электродов позволяет исключить огрехи в соединениях.
Покупая электроды, важно проверять их на подлинность. Поддельная продукция, как правило, не может избежать различных наплывов и пор защитного покрытия.
Если следовать требованиям ГОСТ, то заводские электроды допускают небольшие местные растрескивания и вмятины. Их размеры также оговорены. Подобно несоответствия не должны превышать трехкратной величины диаметра электрода.
Технические особенности
Электропроводность наплавленного материала должна составлять не более 20%. Сваривание необходимо производить небольшими участками в пределах до 35 мм. После этого производить небольшие перерывы, необходимые для остывания наплавленного металла.
Важные технологической особенностью сварки, является возможность подогрева рабочих поверхностей. После проведения данной процедуры, гарантируется дальнейшее качество нанесенного шва.
Кроме этого стоит производить прокалку электродов.
Образовавшийся шлак на шве после проведения работ подлежит удалению и является производной процесса защиты от растекания металла во время процедур. Производить операции по очищению следует щеткой по металлу или надежным инструментом наподобие отвертки.
svarkagid.com
Сварка меди инвертором — Ручная дуговая сварка — ММA
Отправлено 20 Март 2016 15:16
Здравствуйте, коллеги. Столкнулся с необходимостью сварить медные пластины, до этого никогда варить медь не приходилось . Длина швов 40-60 мм ,толщина свариваемого металла 5 мм. Из имеющихся средств только инвертор. Подскажите пожалуйста, как лучше это сделать. Читал, что варят к-100, омз-1 ,зт, зеллер 390.
Есть ли шанс сварить обычной мр-кой и с какими особенностями придется иметь дело?
Сообщение отредактировал Илария: 20 Март 2016 20:01 шрифт
Отправлено 20 Март 2016 15:53
Возьми круглую батарейку большую, достань графитовый стержень, вставь в держак, и пробуй, конечно лучше бы не постоянкой а переменкой варить, 4-6 см в легкую, пробуй постоянкой только на малых токах сложновато будет.
можно взять кусок медной проволоки и использовать как присадочный пруток, дерзай
варю скрутки при монтаже электрики, пользовался при ремонте сварочных аппаратов сваривал медные шины оригинальные по 10 см проблем нет, тренировка и всё.
Сообщение отредактировал Виктор 69: 20 Март 2016 15:57
Отправлено 20 Март 2016 18:11
Из книги.
Прикрепленные изображения
http://websvarka.ru/…e-2#entry249557
Отправлено 20 Март 2016 18:23
Спасибо за помощь. Сварил на пробу графитовым стержнем из батарейки,
попробовал и с присадкой и без ,как оказалось ничего особо сложного нет.
Швы вышли довольно сносные.
Отправлено 20 Март 2016 20:43
А чем варил -постоянкой или переменкой и какой полярностью?
Отправлено 20 Март 2016 20:44
А реально ли заварить тонкую медь,хочу самовар старинный отремонтировать?
Отправлено 20 Март 2016 20:46
izotrek,
лучше отдайте самовар на ремонт профи . пожалейте старину .
Отправлено 20 Март 2016 22:48
А реально ли заварить тонкую медь,хочу самовар старинный отремонтировать?
пробовать надо с керамической подкладкой ну и всяко разно по изголяться на образцах, а потом и самовар колечить.
Отправлено 20 Март 2016 22:56
Сам самовар целый,сверху узорчик по кругу самовара обломился да вот и турка медная есть ,ручку надо припаять -за такую мелочь никто не берется
Сообщение отредактировал izotrek: 20 Март 2016 22:57
Отправлено 21 Март 2016 05:46
мелочи жизни которые приятны глазу и выбрасывать жалко, может и память от кого из родственников осталась, всё понятно, пробуй графит из маленькой батарейки он по тоньше, сплошного шва не надо только прихватки, кабель массы раздвой, один на изделие другой на присадочный кусок проволоки и по тренируйся на чем нибудь.
графит обжечь надо прежде чем к изделию на чистовую лесть.
Отправлено 25 Март 2016 12:15
Еще одно уточнение по теме. В какую сумму вы оцениваете сварку,пайку сантиметра меди (просто полосы,трубки и т.д.) ?
Сообщение отредактировал mortis: 25 Март 2016 12:19
Отправлено 25 Март 2016 14:33
не разу не варил медь на заказ, не знаю, трубки варить не очень…
Отправлено 05 Апрель 2016 08:37
А реально ли заварить тонкую медь,хочу самовар старинный отремонтировать?
Тонкую медь лучше паять меднофосфорным припоем в аргоне. Шо
www.samsvar.ru
Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Одной из частых причин возникновения пожаров является неисправность электропроводки. Возгорания происходят из-за нарушения изоляции или нагрева жил кабелей в местах соединения (розетках, выключателях или распределительных коробках).
Плохой контакт приводит к появлению большого переходного сопротивления, на котором выделяется тепло. Это разрушает изоляцию, становится причиной короткого замыкания и пожара.
Поэтому получение надежного качественного соединения медных проводников является обязательным условием безопасной работы любых домашних электроприборов.
Использование инвертора
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.

Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов.
Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников.
Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Контактный способ
Кроме использования инвертора для сварки медных проводов может применяться и точечная контактная сварка, время сваривания которой не превышает 1-2 секунд.
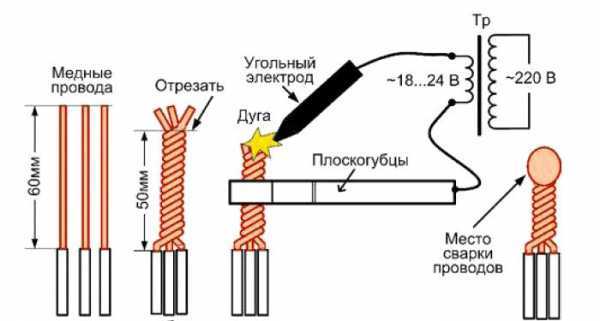
В домашних условиях для соединения бытовой электропроводки можно воспользоваться обычным трансформатором мощностью 500 Вт с напряжением во вторичной обмотке 12-36 В. Присоединив к вторичной обмотке держак для электрода и медных проводов, получим простой сварочный аппарат.
В зависимости от сечения и количества медных проводов экспериментально установлено, что ток для сварки должен быть:
- для 2-х проводов сечением 1,5 мм2 – 70 А;
- 3-х сечением 1,5 мм2 – 80 А;
- 3-х сечением 2,5 мм2 – 90-100 А;
- 4-х сечением 2,5 мм2 – 100-120 А.
Однако значения тока могут сильно различаться в зависимости от используемого кабеля и его производителя. Дело в том, что производители кабельной продукции используют медные провода с различными примесями, что влияет на электро и теплопроводность, сечения проводов иногда не соответствуют заявленным характеристикам.
Поэтому точечная сварка проводиться только после того, как отрегулирован оптимальный сварочный ток на обрезках такого же кабеля, который предстоит варить.
Порядок действий
При сварке проводов своими руками порядок действий будет следующий. Сначала нужно освободить от изоляции концы свариваемых проводников на расстояние 8-10 см.
При снятии изоляции нельзя допустить повреждения жил провода. Перед скруткой их необходимо зачистить наждачной бумагой и протереть ацетоном для обезжиривания.
Затем соединяемые медные провода скручивают и концы обрезают кусачками, чтобы торец скрутки был плоским. В результате должен получиться пучок длиной около 5 см.
Подготовительные работы на этом заканчиваются, и начинается непосредственно сварка. К скрутке присоединяют зажим массы включенного сварочного аппарата, а к торцу скрученных проводников подносится графитовый или угольный электрод, который держится на конце второго сварочного провода с помощью специального держателя.
В итоге происходит короткое замыкание с образованием электрической дуги. Ее энергии достаточно, чтобы за 1-2 секунды расплавить концы медных проводников.
На конце скрутки образуется расплавленная капля меди, ей нужно дать время на остывание. После этого место скрутки изолируют лентой или термоусадочной трубкой (трубку надо надеть заранее).
Сварочное соединение получается высокого качества, по электрическим характеристикам оно не отличается от параметров всего медного провода, и прослужит не меньше, чем он.
Особенности процесса
Сварка медных проводов имеет свои особенности. Это связано с тем, что при температуре 300 °C медь становится хрупкой, а при 1080 °C плавится.
Электроды выдерживают температуру в три раза большую. Поэтому важно не передержать дугу, чтобы не повредить изоляцию и сами провода.
Для их защиты надо подсоединить в районе скрутки мощный радиатор, желательно из меди с большой поверхностью теплоотдачи и плотным прижимом к скрутке и потом только сваривать.
При сварке медных проводов скрутку желательно располагать вертикально. В этом случае расплавленная капля приобретет сферическую форму, которая охватит все свариваемые провода.
Иногда необходима сварка не одножильных, а многожильных медных проводов. В таком случае необходимо сначала поместить скрутку в гильзу, обжать, торчащий конец отрезать и потом его заварить.
Используемые электроды
 Для сваривания медных проводов используются угольные или графитовые электроды с омеднением. Характеристики их практически одинаковы.
Для сваривания медных проводов используются угольные или графитовые электроды с омеднением. Характеристики их практически одинаковы.
Они имеют температуру плавления в три раза больше, чем у меди, благодаря этому расход электрода минимальный; легко режутся, что позволяет получать удобную для сварки длину.
Угольные электроды дают дугу более высокой температуры, чем графитовые, что позволяет использовать их при минимальных сварочных токах. Они удобны и при использовании самодельных маломощных сварочных аппаратах.
Сварку графитовыми электродами чаще используют с инверторами, имеющими регулировку тока в широком диапазоне и нетребовательны к квалификации сварщика. Кроме этого медное сварное соединение получается более высокого качества.
Внешне электроды отличаются цветом – угольные черные, а графитовые темно-серые с металлическим отливом.
Если под рукой нет фабричных электродов, то при сварке их вполне могут заменить щетки от электродвигателя или угольный стержень из старой батарейки.
svaring.com
Сварка меди электродом
Лучшие способы сварки меди
Монтаж и ремонт медного водопровода, устранение течи автомобильного радиатора – это только некоторые ремонтные работы, при которых пригодится умение сваривать медь и ее сплавы. Сварка меди в домашних условиях – достаточно сложный процесс, проведение которого требует опыта и знаний. Поэтому для сварки медных деталей лучше привлекать профессионального сварщика. И не следует верить рекламе и применять различные герметики и замазки. Холодная сварка на некоторое время сможет оказать помощь и устранить течь. Но работы по соединению стыка все равно придется делать. Если есть опыт в работе с аргоном и на полуавтоматах, можно легко справиться с этой проблемой самостоятельно.

Свойства материала
Получение неразъемного соединения медных сплавов требует знания и понимания всех процессов, происходящих в сварочной ванне. Фосфор, сера и свинец, входящие в состав сплава, положительно влияют на качество шва. Но есть целый ряд отрицательных свойств материала:
- при большом уровне нагрева медь начинает сильно окисляться. Это приводит к образованию тугоплавких включений, впоследствии вызывающих трещины на сварочном шве;
- охлаждаясь, материал шва подвергается сильной усадке. Такая особенность приводит к локальным трещинам;
- при нагреве металл начинает поглощать газы. Такая особенность повышает образование раковин и непроваров. Поэтому важно при сварке применять защитные флюсы и инертные газы, которые препятствуют попаданию в шов кислорода;
- при сваривании меди с нержавейкой или другими материалами, при разогреве, происходит образование зернистости. Это обусловлено неоднородностью материалов. Такой стык становится хрупким и ненадежным;
- при сварке необходимо ставить большой ток. Это обусловлено высокой электропроводностью меди. Поэтому бытовой маломощный конвектор лучше оставить для сварки стали, а для меди использовать мощный промышленный аппарат;
Большой уровень текучести материала при высокой температуре плавления не позволяет обеспечить надежный шов при потолочном или вертикальном соединении. Варят медь только в нижнем или горизонтальном положении. Для лучшего качества шва надо предварительно нагреть заготовки.
Выбор электродов
Для получения качественного и наполненного шва при электросварке меди или ее сплава надо правильно выбрать электрод. В зависимости от типа сплавов используются электроды с различной обмазкой и материалом сердечника. Обмазка или покрытие отвечает за создание защитной пленки (шлака), для предотвращения попадания вредных газов в сварочную ванну. В покрытии находятся некоторые присадки, которые совместно с металлом сердечника электрода добавляют в ванночку необходимые материалы, улучшающие шов. Металл шва остывает равномерно под слоем шлака, и из расплава удаляются вредные газы.
Используется 2 вида электродов. Изготавливаемые для сердечников прутки медной, чугунной, алюминиевой проволоки с нанесенной на них обмазкой – это плавящийся тип электродов. Электротехнический уголь, синтетический графит – эти и другие материалы используются при производстве неплавящихся электродов.
При покупке следует обращать внимание на цвет обмазки электрода. Для ручной электросварки их выпускают с красным покрытием. Синие применяют при сварке материалов с высоким уровнем температуры плавления. Желтый электрод служит для сварки жаростойкой стали, а серые применяются для сварки деталей из цветного металла.
Существует несколько способов сварки медных труб и других деталей и сплавов. Разберем каждый из них подробно.
Газосварка
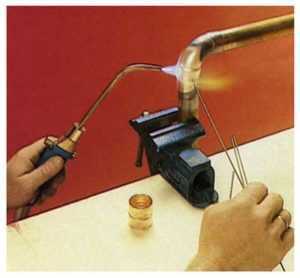 С помощью газовой сварки меди, при соблюдении технологического процесса проведения работ, можно получить надежный и качественный шов. Для этого понадобится баллон с ацетиленом и горелка. Повысить качество поможет проковка поверхности шва. Этот способ позволит закрыть незначительные поры.
С помощью газовой сварки меди, при соблюдении технологического процесса проведения работ, можно получить надежный и качественный шов. Для этого понадобится баллон с ацетиленом и горелка. Повысить качество поможет проковка поверхности шва. Этот способ позволит закрыть незначительные поры.
Единственный минус – это большой расход газа. Для нормальной работы необходимо поддерживать сильное пламя в горелке. При толщине деталей 10 мм и выше, расход газа составит 200 л/час. Для сварки толстого металла придется использовать резак для разогрева меди, а маленькой горелкой вести шов.
Для увеличения времени, при равномерном остывании, детали из меди со всех сторон обкладывают листами асбеста. Пламя горелки должно направляться на кромки деталей под прямым углом. Понизить образование участков с окислением шва и трещин можно с помощью увеличения скорости сварки и выполнения ее без разрывов.
Основное отличие соединения деталей из меди – это отсутствие прихваток при стыковке. Для более точной сборки сварку лучше производить в специальном приспособлении. Проволока для присадки применяется из различных металлов с раскислителями. Самое большое сечение проволоки не более 8 мм, для толстого металла.
При сварке обращайте внимание на процесс плавления кромок деталей и присадки. Для лучшего шва присадка должна расплавляться немного раньше краев основного металла. Обеспечивая наплавление присадочного металла на кромки, не забывайте про провар стыка.
Для большего качества стыка, кромки разделываются при толщине меди более 3 мм. Разделывают под 450. Металл лучше ляжет на стык, если его предварительно обработать смесью воды и азотной кислоты. Затем поверхности промывают водой и приступают к работе.
Готовые стыки необходимо отковать при температуре около 3000 при газовой сварке меди толщиной свыше 5 мм. Шов отжигается при температуре не больше 5000. Затем детали следует охладить в воде. При отжиге с большей температурой повышается риск получить хрупкий стык с множеством трещин.
Аргоновая электродуговая
Аргонодуговая сварка меди – это основной способ получения неразъемного соединения деталей из различных материалов с медью. Таким методом с медью можно прекрасно сваривать нержавейку. При достаточном мастерстве получаются ровные, наполненные и качественные швы. Для сваривания этим способом применяется вольфрамовый электрод. Аппарат для сварки деталей из меди должен работать от сети постоянного тока. Но в случае сборки деталей со сплавом алюминиевой бронзы и меди, лучшим решением будет использование аппарата переменного тока.
Настройка аппарата
Настройка величины тока при сварке зависит от толщины детали и сечения электрода. Для примера при толщине металла 1,5 мм, диаметр электрода используем 2,5 – 3 мм. Сила тока – 130 А., а диаметр присадки не более 1,6 мм. При толщине 3 мм необходимо выставить ток величиной 240 А.
По такому же принципу можно подбирать ток при сварке полуавтоматическим оборудованием с защитными газами – гелием, азотом и их смесями. Но сварка с помощью аргона – это наиболее распространенный вид соединения меди с другими материалами. Для присадки необходимо подбирать материал, в зависимости от особенностей изделия.
Работа в домашних условиях
В домашних условиях наиболее часто используются медные жилы, выдернутые из кабеля. Но перед началом работ не забудьте зачистить пруток от защитного лака с помощью наждачной бумага. Присадку обрабатывают растворителем для обезжиривания. Для выполнения качественного стыка лучше применять проволоку с низким уровнем расплава.
Присадка обязательно ведется впереди горелки, при ведении горелки «месяцем» или круговыми движениями происходит лучший прогрев зоны сварки. Сваривать толстые детали можно, расплавляя основной материал и формируя валик шва. В этом случае присадку не используют.
Для сварки тонкой меди лучше применять ступенчатый способ сварки. Для этого через определенные расстояния делают небольшие провары. Дойдя до конца шва, возвращаются к началу и повторяют операцию до полного сваривания деталей.
Основной отличительной особенностью сварки меди аргоном является получение качественного шва при горизонтальном проваре и вертикальном расположении стыка.
Медные водопроводные трубы
Сварить трубы можно всеми способами сварки меди. Можно варить медь угольным электродом, газосваркой, но наиболее распространенный и не очень сложный способ – это сварка аргоном. По ГОСТу шов должен выдерживать давление воды свыше 10-ти атмосфер при испытании системы водоснабжения.
Принцип р
www.samsvar.ru