Технология сварки меди | Сварка и сварщик
Температура плавления меди 1883°С
Марка | Свариваемость | Технологические особенности сварки |
Медь катодная | Присадок БрКМц 3-1 МНЖКТ-5-1-0,2-0,2 БрОЦ 4-3, БрХ 0,7 При толщине более 8-10 мм необходим предварительный подогрев до 200-300°С | |
М00к, М0к, М1к | Хорошая | |
Медь раскисленная | ||
М1р, М2р, М3р | Хорошая | |
Медь рафинированная | ||
М2, М3 | Хорошая | |
Бронзы оловянные литейные | Присадок той же марки, что и основной металл При толщине более 10-15 мм необходим предварительный подогрев до 500-600°С | |
Бр03Ц12С5 Бр05Ц5С5, Бр08Ц4 Бр010Ф1, Бр010Ц2 | Удовлетворительная | |
Бр03Ц7С5Н1 | Плохая | |
Бронзы безоловянистые литейные | ||
БрА9Ж3Л | Хорошая | |
БрА9Мц2Л | Удовлетворительная | |
Бронзы деформируемые | ||
Бр0ф7-0,2, БрХ1 БрКМцЗ-1, БрБ2 | Хорошая | |
БрАМц9-2 БрАЖ9-4, БрСр1 | Удовлетворительная | |
БрА5, БрА7 | Плохая | |
Латуни деформируемые | Присадок БрОЦ4-3 БрКМц 3-1, ЛК62-0,5 ЛК80-3, ЛМц 59-0,2 При толщине более 12 мм необходим предварительный подогрев до 300-350°С | |
Л96, ЛА77-2, ЛК80-2 | Хорошая | |
ЛМцС58-2, ЛС3 Л062-1 | Удовлетворительная | |
ЛС59, ЛС60-1 | Плохая | |
Трудности при сварке
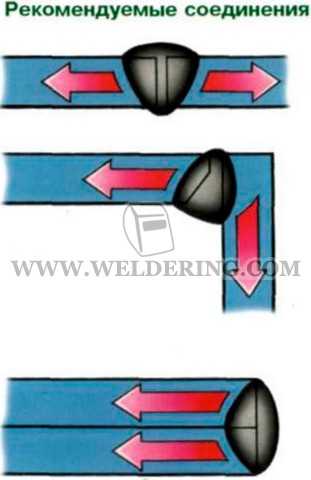
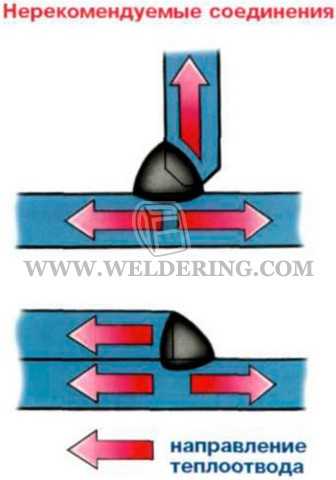
Высокая теплопроводность меди (в 6 раз выше, чем у железа) требует применять сварочную дугу с увеличенной тепловой мощностью и симметричным отводом тепла из зоны сварки. Рекомендуемые типы сварных соединений — стыковые и схожие с ними по характеру теплоотвода.
Большая жидкотекучесть меди (в 2-2,5 раза выше ,чем устали) осложняет сварку вертикальных и потолочных швов. Она возможна лишь при минимальных размерах сварочной ванны и коротком времени пребывания металла в жидком состоянии. При сварке стыковых соединений в нижнем положении с гарантированным проплавлением во избежание прожогов необходимо применять подкладки из графита, сухого асбеста, флюсовых подушек и т.н.
Активная способность поглощать при расплавлении газы (кислород и водород), приводящая к пористости шва и горячим трещинам, требует надежной защиты металла шва и сварочных материалов от загрязнений вредными примесями.
Из-за склонности меди к окислению с образованием тугоплавких окислов необходимо применять присадочный материал с раскисли гелями, главные из которых фосфор, кремний и марганец.
Большой коэффициент линейного расширения меди (в 1,5 раза выше, чем у стали) влечет за собой значительные деформации и напряжения, образование горячих трещин. Устранить их можно за счет предварительного подогрева конструкций: из меди до 250-300°С, из бронзы до 500-600°С
Подготовка к сварке
Медь или ее сплавы разрезают на мерные заготовки шлифовальной машиной, труборезами, на токарных и фрезерных станках, а также плазменно-дуговой резкой. Кромки под сварку подготавливают механическими способами. Свариваемые детали и присадочную проволоку очищают от окислов и загрязнений до металлического блеска и обезжиривают. Кромки обрабатывают мелкой наждачной бумагой, металлическими щетками и т.д. Использовать абразивы с крупным зерном не рекомендуется. Возможно травление кромок и проволоки в растворе кислот:
75 см3 на 1 л воды азотной;
100 см3 на 1 л воды серной;
1 см3 на 1 л воды соляной
с последующей промывкой в воде и щелочи и сушкой горячим воздухом. Конструкции с толщиной стенки 10-15 мм предварительно подогревают газовым пламенем, рассредоточенной дугой и другими способами. Сборку стыков деталей под сварку ведут либо в приспособлениях, либо с помощью прихваток. Зазор между стыкуемыми заготовками соблюдают одинаковым на всем протяжении. Прихватки должны быть минимального сечения, чтобы в процессе сварки их можно было переплавить. Поверхность прихваток необходимо очистить и убедиться в отсутствии поверхностных горячих трещин.
Если сварка ведется в нижнем положении, то для улучшения теплоотвода используют специальные приспособления из графита или меди

При сварке на открьтом воздухе стык обустраивают съемными экранами
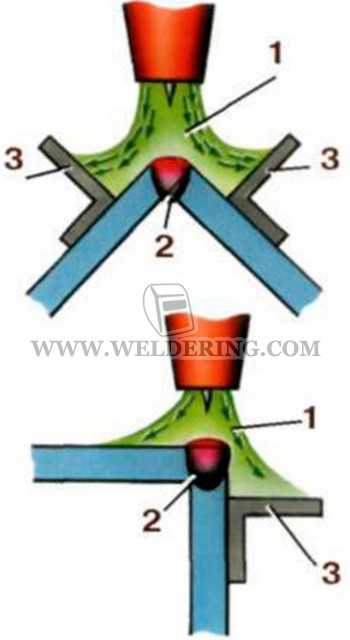
1 — поток газа; 2 — шов; 3 — экран.
Выбор параметров режима
Сварку ведут на постоянном гоке прямой полярности. Сварочный ток (А) ориентировочно определяют по формуле:
Iсв=100×S,
где S — толщина металла, мм
Защитными газами могут быть аргон, гелий, азот и их смеси. Длина дуги в аргоне и гелии должна быть не более 3 мм. В азоте ее увеличивают до 12 мм. Поэтому возрастают напряжение на дуге и ее мощность (в 3-4 раза) но сравнению со сваркой в аргоне. В гелии же мощность дуги по сравнению со сваркой в аргоне повышается вдвое.
Расход защитного газа:
- аргон — 8-10 л/мин
- гелий -10-20 л/мин
- азот — 15-20 л/мин
Скорость сварки выбирают из условий формирования шва с нужной геометрией. Конструкции толщиной 4-6 мм сваривают без предварительного подогрева в аргоне, а до 6-8 мм — в гелии и азоте. Для сварки металла большей толщины требуется предварительный подогрев от 200 до 300°С.
Техника сварки
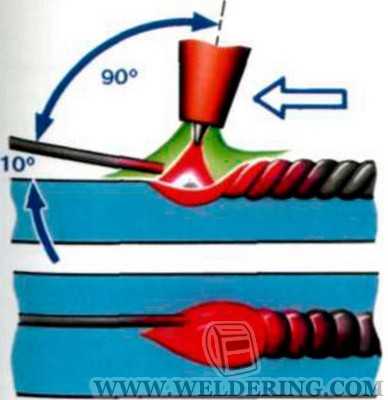
Сварку в аргоне ведуг «углом вперед» при выпуске электрода 5-7мм. В качестве присадочной проволоки используют:
- раскисленную медь
- медно-никелевый сплав МНЖКТ-5-1-0,2-0,2
- бронзы БрКМц 3-1, Бр ОЦ 4-3
- специальные сплавы с эффективными раскислителями.
Для повышения стойкости металла шва против горячих трещин применяют сварочные проволоки:
- БрАЖНМн 8,5-4-5-1,5
- БрМц АЖН 12-8-3-3
Чтобы расплавленный металл не попал на конец W-электрода, присадочную проволоку вводят не в столб дуги, а подают к краю сварочной ванны и несколько сбоку
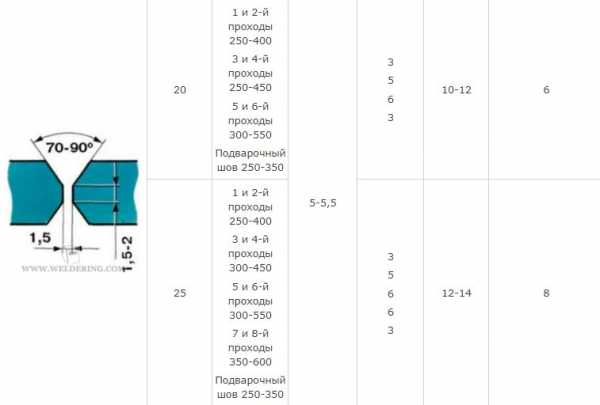
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ МЕДИ В АРГОНЕ
Вид разделки кромок | Толщина металла, мм | Сварочный ток, А | Диаметр электрода, мм | Диаметр присадка, мм | Расход аргона, л/мин | Число проходов без подварочного шва |
1,2 1,5 2,5 3 | 120-130 140-150 220-230 230-240 | 2,5-3 2,5-3 3,5-4 3,5-4 | 1,6 2 33 | 7-8 7-8 8-9 8-9 | 1 | |
10 | 1-й проход 200-350 2-й проход 200-350 3-й проход 200-400 Подварочный шов 250-350 | 4-4,5 | 3 5 6 3 | 7-8 7 7 7 | 3 | |
12 | 1-й проход 250-350 2-й проход 250-400 3-й проход 300-450 4-й проход 300-450 Подварочный шов 250-350 | 3 5 6 6 3 | 8-10 | 4 | ||
20 | 1 и 2-й проходы 250-400 3 и 4-й проходы 250-450 Подварочный шов 250-350 | 5-5,5 | 3 5 6 3 | 10-12 | 6 | |
25 | 1 и 2-й проходы 250-400 3 и 4-й проходы 300-450 5 и 6-й проходы 300-550 7 и 8-й проходы 350-600 Подварочный шов 250-350 | 3 5 6 6 3 | 12-14 | 8 |
Сварка в азоте, который по отношению к меди является инертным газом, ведется угольным или графитовым стержнем. Использовать W-электроды нецелесообразно, так как их расход в азоте слишком велик. Азотнодуговую сварку угольным электродом ведут на постоянном токе прямой полярности при напряжении дуги 22-30 В. При токе 150-500 А диаметр электрода должен быть 6-8 мм. Расход азота — 3-10 л/мин
weldering.com
Сварка меди аргоном — особенности и видео-уроки
Несмотря на то, что сварку меди можно произвести привычной ручной сваркой, с помощью металлических или угольных электродов, в последнее время, чаще всего используется — высокоэффективная сварка меди аргоном.
Универсальная аргоновая сварка позволяет без проблем варить крупногабаритные и мелкие детали из меди.
Как известно, из-за высокой тепло- и электропроводимости, а также высокой стойкости к агрессивным средам и коррозии медь применяют в энергетическом и химическом машиностроении.

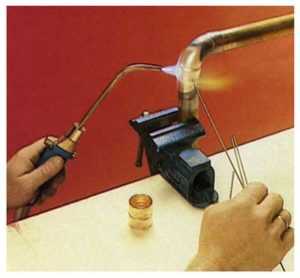
Фото процесса
А так как медь – очень хороший проводник, то и работа с ней требует довольно специфичного оборудования.
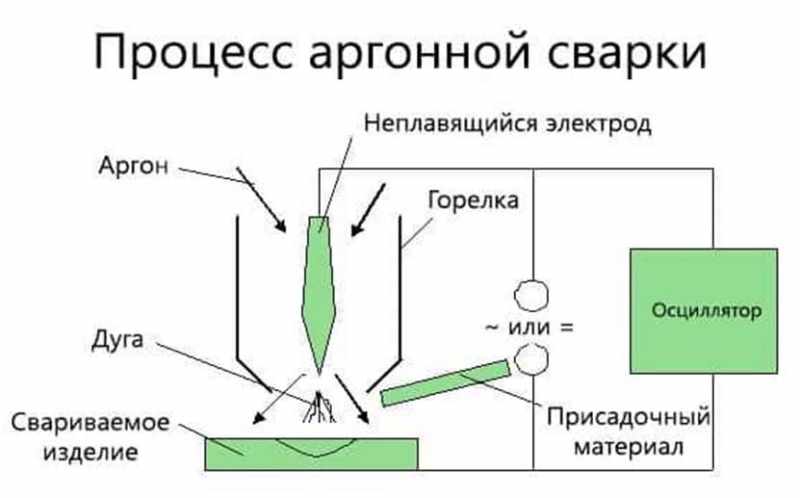
Сварка аргоном производится при прямой полярности и постоянном токе с помощью вольфрамового неплавящегося электрода. Температура аргонно-дуговой сварки должна достигать 300-400 градусов.
Прежде чем начать варить, дугу следует нагреть на графитовой или угольной пластинке. Не рекомендуется зажигать дугу сразу же на изделии, которое вы будете варить – это загрязнит электрод.
Необходимо помнить, что сварка меди аргоном осуществляется в вертикальном, потолочном или нижнем положениях.
Особенности работы с медью
Хотя сварку медных деталей можно производить с помощью специальных электродов, все-таки для этих целей лучше всего использовать неплавящиеся электроды из вольфрама.
Такие электроды хорошо «проваривают» швы, в отличие от сварки обычными электродами, они получаются прочными, ровными и чистыми.
Так как во время сварочных работ используется смесь газов: аргона и азота, то для безопасности сварка должна производиться только специально подготовленным сварщиком.
Вольфрамовые неплавящиеся электроды бывают нескольких видов: ЭВЛ и ЭВИ. ЭВЛ – это лаптанированные электроды, а ЭВИ – итерированные электроды.
Для сварки деталей из меди с помощью аргона используют именно итерированные электроды из вольфрама. Если толщина медных деталей свариваемых аргоном превышает 5 мм, то применяют обязательную разделку кромок.
Видео:
Без разделки кромок всю толщину металла невозможно будет прогреть, так как медь обладает высокой теплопроводностью.Следует знать, что для металла толщиной 5 – 12 мм используют одностороннюю разделку, а если толщина металла больше указанной, то разделывают обе кромки обрабатываемой детали.
Качество сварного шва также зависит от примесей, содержащихся в меди – чем чище медь, тем качественней шов. Кроме вольфрамовых электродов, также используется еще и присадочная проволока.
Присадочная проволока изолирует свариваемые детали от кислорода, который все же попадает в область сварки.

Таблица режимов сварки меди
Материал присадочной проволоки непременно должен соответствовать составу того металла, который предполагается варить..
В качестве присадки можно взять медную проволоку, которая содержит большое количество марганца. С одной стороны марганец надежно связывает поступающий в область сварки кислород, но с другой – примеси марганца снижают прочность сварного шва.
Поэтому в качестве присадки лучше всего использовать проволоку с содержанием каких-либо редкоземельных материалов.
Такие материалы полностью удаляют из швов кислород, но при этом не остаются в составе шва, как примеси марганца.
К сожалению, присадочная проволока из редкоземельных материалов весьма дорога, из-за чего немногие решаются ее использовать, отдавая предпочтение недорогой медной проволоке.
Преимущества использования аргона при работе с медью
Как уже говорилось выше, сварка меди аргоном считается самой чистой. При такой ее разновидности — почти не выделяются пары оксидов.
Во время аргоновой сварки на пол не падают раскаленные искры, которые могли бы повредить полы и настенные покрытия.
Таким образом, сварку аргоном можно проводить даже в жилых помещениях, не боясь при этом что-либо испортить или испачкать.
Еще одно неоспоримое преимущество аргоновой сварки – это качество. При сварке меди аргоном шов получается чистым и аккуратным, без шлаков и подрезов.
С помощью аргона можно на малых токах варить даже тонколистовые 0,5 мм изделия из меди.
К тому же, аргоновая сварка позволяет работать со сложными металлами, которые не поддаются обычной сварке, а также восстанавливать прежний объем детали, наплавляя металл поверх нее.
Видео:
Если у вас есть определенные знания в этой области, то можете произвести все работы самостоятельно, но перед этим — рекомендуется посмотреть видео сварки меди аргоном и приобрести соответствующее оборудование.Для домашнего использования идеально подойдет специальное многофункциональное оборудование.
Если же планируется больший объем сварочных работ, например, на производстве, то в данном случае потребуется приобрести несколько аппаратов, которые обладают разными функциональными возможностями.
rezhemmetall.ru
Сварка меди аргоном

Как общеизвестно, медь — весьма хороший проводник. Поэтому и сварочные работы, проводимые с медными изделиями требуют достаточно специфичного оборудования.
Наиболее распространена сварка меди аргоном, а точнее аргонно-дуговая сварка, где основным рабочим инструментом является неплявящийся вольфрамовый электрод, тем более, что при нагревании медь весьма активно взаимодействует с кислородом воздуха, образуя на поверхности диокид меди, обладающий повышенной температурой плавления (хотя и не настолько активно, как, например, алюминий).
Несмотря на тот факт, что медь позволяет проведение сварочных работ специальными электродами, в частности марки ММЗ-2, наилучшее качество шва достигается при использовании, как упоминалось выше, неплавящегося электрода. Именно такой способ сварки медных деталей позволяет получить наиболее качественный «провар» шва, а сам шов отличается безупречной чистотой и ровностью (конечно, при проведении работы профессионально подготовленным сварщиком).
В качестве защитного газа для сваривания меди наиболее популярен азот, вследствие того, образующий дугу ток в этой среде несколько меньше, а напряжение, наоборот, больше.
Сварка в среде азота весьма высокопроизводительна и отличается более глубоко образованной сварочной ванной. И тем не менее сама дуга, образующаяся в процессе работы менее стабильна в среде азота. Поэтому, достаточно опытные сварщики используют смесь газов, состоящую на 75% из аргона (для увеличения стабильности дуги) и 25% азота (для образования качественной сварочной ванны).
В качестве электрода используются в этом случае ЭВЛ или ЭВИ вольфрамовые электроды. В первом случае — это лаптанированные, а во втором — итерированные вольфрамовые электроды. Именно такие электроды требует сварка меди аргоном .
При сваривании медных деталей аргоном, толщина которых составляет более 5мм, используется обязательная разделка кромок, наподобие той, как при качественном сваривании стальных труб при использовании электродуговой сварки. Обусловлено это высокой теплопроводностью меди. Без разделки прогреть всю толщину металла просто-напросто невозможно. Причем для металла с толщиной от 5 до 12 мм разделка односторонняя, а при большей — разделываются обе кромки свариваемых деталей.
Поскольку даже достаточно мощная струя не может обеспечить надежную изоляцию свариваемых деталей от кислорода, последний все-таки попадает в зону сварки, для ликвидации этих последствий используют в качестве присадочной проволоки материал, содержащий различные раскислители, например медную проволоку в очень большим содержанием марганца, способного связать поступающий в зону сварки кислород.
К сожалению, данный способ имеет свои недостатки, поскольку образующиеся примеси марганца значительно снижают прочность шва — он становится более хрупким. Для исправления этого недостатка больший эффект дает применение присадочной проволоки с содержанием некоторых редкоземельных материалов, которые полностью удаляют кислород, но не остаются в составе сварочного шва. Правда их применение имеет свою обратную сторону медали — они весьма дороги.
Видео сварки меди:
Все вышеперечисленные свойства очень усложняют сварку меди. На подготовительном этапе проходит тщательная разделка и очистка поверхностей именно перед сваркой. Зазор при сварке между поверхностями должен быть очень мал не более 2 мм, из-за этого детали сжимают между собой. Сварку меди производят в среде защитных газов, ими могут являться гелий, азот или аргон. Металл толщиной до 5 мм, перед началом сварки должен быть предварительно подогрет 250-300 С.
При сварке начальный шов накладывается без колебаний электрода. Сварку нельзя прерывать, корень шва должен быть проварен тщательнейшим образом. Шов проковывают после окончания сварки, а после отжигают при температуре 600 С.
Сварку меди можно проводить разнообразными способами: газовой, ручной, автоматической под флюсом, электрошлаковой, дуговой и другими. И каждый из вышеперечисленных способов имеет свои недостатки и достоинства.
Кроме статьи «Сварка меди аргоном» смотрите также:
nanolife.info
Сварка меди и ее сплавов в домашних условиях аргонодуговым методом, газосваркой и припоем
Монтаж и ремонт медного водопровода, устранение течи автомобильного радиатора – это только некоторые ремонтные работы, при которых пригодится умение сваривать медь и ее сплавы. Сварка меди в домашних условиях – достаточно сложный процесс, проведение которого требует опыта и знаний. Поэтому для сварки медных деталей лучше привлекать профессионального сварщика.
И не следует верить рекламе и применять различные герметики и замазки. Холодная сварка на некоторое время сможет оказать помощь и устранить течь. Но работы по соединению стыка все равно придется делать. Если есть опыт в работе с аргоном и на полуавтоматах, можно легко справиться с этой проблемой самостоятельно.

Свойства материала
Получение неразъемного соединения медных сплавов требует знания и понимания всех процессов, происходящих в сварочной ванне. Фосфор, сера и свинец, входящие в состав сплава, положительно влияют на качество шва. Но есть целый ряд отрицательных свойств материала:
- при большом уровне нагрева медь начинает сильно окисляться. Это приводит к образованию тугоплавких включений, впоследствии вызывающих трещины на сварочном шве;
- охлаждаясь, материал шва подвергается сильной усадке. Такая особенность приводит к локальным трещинам;
- при нагреве металл начинает поглощать газы. Такая особенность повышает образование раковин и непроваров. Поэтому важно при сварке применять защитные флюсы и инертные газы, которые препятствуют попаданию в шов кислорода;
- при сваривании меди с нержавейкой или другими материалами, при разогреве, происходит образование зернистости. Это обусловлено неоднородностью материалов. Такой стык становится хрупким и ненадежным;
- при сварке необходимо ставить большой ток. Это обусловлено высокой электропроводностью меди. Поэтому бытовой маломощный конвектор лучше оставить для сварки стали, а для меди использовать мощный промышленный аппарат;
Большой уровень текучести материала при высокой температуре плавления не позволяет обеспечить надежный шов при потолочном или вертикальном соединении. Варят медь только в нижнем или горизонтальном положении. Для лучшего качества шва надо предварительно нагреть заготовки.
Выбор электродов
Для получения качественного и наполненного шва при электросварке меди или ее сплава надо правильно выбрать электрод. В зависимости от типа сплавов используются электроды с различной обмазкой и материалом сердечника.
Обмазка или покрытие отвечает за создание защитной пленки (шлака), для предотвращения попадания вредных газов в сварочную ванну. В покрытии находятся некоторые присадки, которые совместно с металлом сердечника электрода добавляют в ванночку необходимые материалы, улучшающие шов. Металл шва остывает равномерно под слоем шлака, и из расплава удаляются вредные газы.
Используется 2 вида электродов. Изготавливаемые для сердечников прутки медной, чугунной, алюминиевой проволоки с нанесенной на них обмазкой – это плавящийся тип электродов. Электротехнический уголь, синтетический графит – эти и другие материалы используются при производстве неплавящихся электродов.
При покупке следует обращать внимание на цвет обмазки электрода. Для ручной электросварки их выпускают с красным покрытием. Синие применяют при сварке материалов с высоким уровнем температуры плавления. Желтый электрод служит для сварки жаростойкой стали, а серые применяются для сварки деталей из цветного металла.
Существует несколько способов сварки медных труб и других деталей и сплавов. Разберем каждый из них подробно.
Газосварка
 С помощью газовой сварки меди, при соблюдении технологического процесса проведения работ, можно получить надежный и качественный шов. Для этого понадобится баллон с ацетиленом и горелка. Повысить качество поможет проковка поверхности шва. Этот способ позволит закрыть незначительные поры.
С помощью газовой сварки меди, при соблюдении технологического процесса проведения работ, можно получить надежный и качественный шов. Для этого понадобится баллон с ацетиленом и горелка. Повысить качество поможет проковка поверхности шва. Этот способ позволит закрыть незначительные поры.
Единственный минус – это большой расход газа. Для нормальной работы необходимо поддерживать сильное пламя в горелке. При толщине деталей 10 мм и выше, расход газа составит 200 л/час. Для сварки толстого металла придется использовать резак для разогрева меди, а маленькой горелкой вести шов.
Для увеличения времени, при равномерном остывании, детали из меди со всех сторон обкладывают листами асбеста. Пламя горелки должно направляться на кромки деталей под прямым углом. Понизить образование участков с окислением шва и трещин можно с помощью увеличения скорости сварки и выполнения ее без разрывов.
Основное отличие соединения деталей из меди – это отсутствие прихваток при стыковке. Для более точной сборки сварку лучше производить в специальном приспособлении. Проволока для присадки применяется из различных металлов с раскислителями. Самое большое сечение проволоки не более 8 мм, для толстого металла.
При сварке обращайте внимание на процесс плавления кромок деталей и присадки. Для лучшего шва присадка должна расплавляться немного раньше краев основного металла. Обеспечивая наплавление присадочного металла на кромки, не забывайте про провар стыка.
Для большего качества стыка, кромки разделываются при толщине меди более 3 мм. Разделывают под 450. Металл лучше ляжет на стык, если его предварительно обработать смесью воды и азотной кислоты. Затем поверхности промывают водой и приступают к работе.
Готовые стыки необходимо отковать при температуре около 3000 при газовой сварке меди толщиной свыше 5 мм. Шов отжигается при температуре не больше 5000. Затем детали следует охладить в воде. При отжиге с большей температурой повышается риск получить хрупкий стык с множеством трещин.
Аргоновая электродуговая
Аргонодуговая сварка меди – это основной способ получения неразъемного соединения деталей из различных материалов с медью. Таким методом с медью можно прекрасно сваривать нержавейку.
При достаточном мастерстве получаются ровные, наполненные и качественные швы. Для сваривания этим способом применяется вольфрамовый электрод.
Аппарат для сварки деталей из меди должен работать от сети постоянного тока. Но в случае сборки деталей со сплавом алюминиевой бронзы и меди, лучшим решением будет использование аппарата переменного тока.
Настройка аппарата
Настройка величины тока при сварке зависит от толщины детали и сечения электрода. Для примера при толщине металла 1,5 мм, диаметр электрода используем 2,5 – 3 мм. Сила тока – 130 А., а диаметр присадки не более 1,6 мм. При толщине 3 мм необходимо выставить ток величиной 240 А.
По такому же принципу можно подбирать ток при сварке полуавтоматическим оборудованием с защитными газами – гелием, азотом и их смесями. Но сварка с помощью аргона – это наиболее распространенный вид соединения меди с другими материалами. Для присадки необходимо подбирать материал, в зависимости от особенностей изделия.
Работа в домашних условиях
В домашних условиях наиболее часто используются медные жилы, выдернутые из кабеля. Но перед началом работ не забудьте зачистить пруток от защитного лака с помощью наждачной бумага. Присадку обрабатывают растворителем для обезжиривания. Для выполнения качественного стыка лучше применять проволоку с низким уровнем расплава.
Присадка обязательно ведется впереди горелки, при ведении горелки «месяцем» или круговыми движениями происходит лучший прогрев зоны сварки. Сваривать толстые детали можно, расплавляя основной материал и формируя валик шва. В этом случае присадку не используют.
Для сварки тонкой меди лучше применять ступенчатый способ сварки. Для этого через определенные расстояния делают небольшие провары. Дойдя до конца шва, возвращаются к началу и повторяют операцию до полного сваривания деталей.
Основной отличительной особенностью сварки меди аргоном является получение качественного шва при горизонтальном проваре и вертикальном расположении стыка.
Медные водопроводные трубы
Сварить трубы можно всеми способами сварки меди. Можно варить медь угольным электродом, газосваркой, но наиболее распространенный и не очень сложный способ – это сварка аргоном. По ГОСТу шов должен выдерживать давление воды свыше 10-ти атмосфер при испытании системы водоснабжения.
Принцип работы прост. Нагреть стык, капнуть расплав с прутка и немного растянуть металл по шву. Так варится весь периметр трубы. Постепенно добавляя металл и растягивая его, формируют валик шва. При проведении сварки меди без остановок вы получите стык с множеством прожогов и подрезов шва.
Для выполнения этого вида работы лучше использовать импульсный тип сварочного аппарата. В этом случае можно увеличить скорость сваривания меди и уменьшить деформацию трубопровода.
Для этого выставляют короткие промежутки между импульсами, обеспечивая небольшое остывание металла. Если в шве образовалась дырка, не спешите заваривать ее. Дайте металлу остыть и, проходя по краю дырки, постепенно заварите ее.
Перед началом работы необходимо настроить силу тока. Для этого лучше использовать старые детали трубопровода. Такой способ позволит экономить дорогостоящий материал.
Пайка медного радиатора
В завершение приведем старый, но действенный способ устранения течи радиатора автомобиля. Для этого понадобится баллон пропана, горелка и широкий медный паяльник. Надо также взять кислоту для пайки или, в крайнем случае, канифоль, и прутки припоя из медно-фосфорного материала.
Сначала необходимо обнаружить место протечки. Затем зачистить его наждачкой, удалить грязь, накипь и пыль, обезжирить поверхность меди и залудить участок с дыркой. Для этого включают горелку, прогревают одновременно радиатор и паяльник. Кисточкой наносят слой кислоты и разогретым паяльником снимают небольшое количество припоя, разглаживают его по поверхности радиатора в месте повреждения.
Разогревают металл и паяльник. Снимая им капли припоя, проходят поврежденный участок, постепенно закрывая дырку. Таким старым дедовским способом можно сэкономить немаленькие средства на покупку нового радиатора или на сварку аргоном в автомастерской.
svaring.com
Сварка меди: особенности и технология
Сварка меди и ее сплавов — сложный, но вместе с тем интересный опыт, после которого вы сможете работать с любыми металлами. Дело в том, что медь обладает несколькими свойствами, существенно усложняющими ее сварку. По этой причине существует множество методов соединения деталей из этого металла: точечная сварка меди, сварка меди угольным электродом, газовая сварка меди, дуговая сварка меди, контактная сварка меди и т.д. Также возможна комбинированная сварка, например, сварка меди с нержавейкой, меди с железом и сварка меди со сталью.

Что касается оборудования, тот вам доступна и сварка меди инвертором, и сварка меди полуавтоматом, и сварка с применением иных термических или механических сварочных приспособлений. В этой статье в нашем фокусе именно сварка меди аргоном с применением полуавтомата, как самый распространенный способ соединения медных, медно-никелевых или иных других сплавов. Мы подробно расскажем, в чем заключается сложность при сварке и поведаем технологию соединения деталей из меди.
Содержание статьи
Особенности сварки меди
Как мы писали выше, существуют некоторые особенности сварки меди и ее сплавов, из-за которых процесс соединения металлов существенно усложняется. Давайте перечислим основные нюансы, на которые нужно обратить внимание.
Во-первых, у меди очень высокая теплопроводность, а это значит, что в работе вам необходимо использовать дугу, способную выдавать большую тепловую мощность, и симметрично выводящую тепло из сварочной зоны. Также из-за этой особенности не получится использовать любые виды швов. Мы рекомендуем применять для сварки медных деталей стыковые соединения.
Во-вторых, медь при плавлении начинает быстро стекать, из-за этого крайне сложно сделать потолочные и вертикальные швы, поскольку металл при малейшем перегреве стремительно стекает вниз. Чтобы избежать этой проблемы сварочная ванна должна быть минимального размера, и расплавленный металл должен быстро охлаждаться.

В-третьих, при сварке меди с использованием стыковых швов и в нижнем положении нужно обязательно использовать графитовые, асбестовые подкладки или флюсовые подушки. Это необходимо, чтобы избежать прожогов металла.
В-четвертых, находясь в расплавленном состоянии медь активно поглощает кислород и водород. Это приводит к образованию горячих трещин и в шве образовываются пор. Все это ухудшает качество шва, страдает надежность и эстетическая составляющая. Чтобы этого избежать необходима тщательная защита сварочной зоны. С этой проблемой справляется газ.
В-пятых, медь крайне склонна к окислению, при этом окисная пленка очень тугоплавкая и от нее трудно избавиться. Эта проблема решается применением присадочной проволоки, содержащей в своем составе фосфор, марганец и кремний.
И, наконец, последнее, что вам нужно знать. Медь отличается от других металлов большим коэффициентом линейного расширения. Это значит, что металла легко деформируется, и особенно подвержен образованию горячих трещин. Эту проблему можно решить относительно просто: деталь нужно предварительно прогреть в печи или с помощью горелки до температуры 300 градусов по Цельсию.
Несмотря на все сложности, сварка меди в домашних условиях возможна. Но для начала металл нужно как следует подготовить, об этом мы расскажем далее.
Подготовительные мероприятия
Для сварки или для пайки меди нужно соблюсти еще и правила подготовки металла перед сваркой, чтобы результат вас не разочаровал. В зависимости от рода детали (труба, лист, заготовка и т.д.) ее предварительно разрезают на отдельные части, если это необходимо. Медь можно разрезать с помощью шлифмашинки, трубореза или станка. Также возможна плазменно-дуговая резка. Не используйте болгарку или иные подобные инструменты.

Далее нужно разделать кроки у детали. Делается это механическим методом. Также нужно очистить металл и проволоку от окисной пленки и грязи, деталь должна в буквальном смысле блестеть. Обезжирьте металл. Обработайте кромки вручную с помощью мелкозернистой наждачки. Также для этих целей можно использовать щетку с жесткими металлическими щетинами.
Не используйте слишком жесткую щетку или наждачку с крупным зерном, иначе повредите металл. Также рекомендует выполнить травление присадочной проволоки и детали. Травление выполняется в специальном растворе, который можно приготовить самостоятельно. В качестве основного компонента может выступать азотная, серная или соляная кислота. Кислота смешивается с водой и в раствор помещаются заготовки с проволокой. После травления все нужно промыть в воде и просушить горячим воздухом.
Если деталь имеет толщину более 1 сантиметра, то ее нужно предварительно прогреть в печи или с помощью газовой горелки. Далее детали нужно состыковать друг с другом. Между деталями должен оставаться небольшой зазор, его размер не должен меняться при повторной стыковке. Чтобы точно состыковать детали можно использовать прихватки. Сами прихватки тоже должны быть очищены, чтобы не образовались трещины.
Иногда в процессе сварки используются дополнительные приспособления. Например, графитовые или медные подкладки, а также съемные экраны. Подкладки незаменимы при сварке нижних швов (или увеличивают теплоотвод), а съемные экраны понадобятся при сварке меди на улице (они защитят сварочную зону от ветра).
Настройка режима сварки
Для пайки медных труб и для сварки нужно правильно установить режим. Первое, что вам нужно запомнить — сварка меди осуществляется на постоянном токе и с прямой полярностью. А вот значение сварочного тока меняется. Чтобы узнать, какое значение сварочного тока будет оптимальным, умножьте толщину металла (в миллиметрах) на 100. Вы получите лишь ориентировочное значение тока, более точная настройка станет вам доступна с опытом.
Сварка меди полуавтоматом осуществляется в среде защитного газа. Можно использовать аргон, азот, гелий или смеси из этих газов. Если варите с применением аргона или гелия, то дуга должна быть короткой, до 3 миллиметров. Если варите с азотом, то дуга должна быть 10-12 миллиметров. Существуют отдельные нормы расхода газа. Так, при сварке меди полуавтоматом вы должны расходовать не более 10 литров аргона в минуту, не более 20 литров гелия в минуту и не более 20 литров азота в минуту.
Скорость сварки никак не регламентируется и подбирается индивидуально, исходя из навыков сварщика и типа шва. Если деталь имеет толщину не более 6 миллиметров, то ее можно без проблем варить аргоном без предварительного нагрева. Если деталь толще, то рекомендуем заменить аргон на азот или гелий. Также для сварки меди большей толщины деталь нужно прогреть (температуры от 200 до 300 градусов будет достаточно).
Технология сварки
Сварка меди полуавтоматом должна вестись углом вперед, допускается выпуск электрода не более чем на 7 миллиметров. Электрод может быть графитовым или угольным. Вольфрамовые электроды лучше не использовать при сварке меди, поскольку они слишком быстро расходуются. Дополнительно используется присадочная проволока. Проволока может быть изготовлена из меди, медно-никелевого сплава, бронзы или из специальных сплавов.
Присадочную проволоку нужно подавать с краю сварочной зоны. Это необходимо для того, чтобы расплавленный металл не попадал на электрод. Что касается режима сварки, то тут подойдут наши рекомендации, которые мы писали выше. Ниже таблица с ориентировочными режимами сварки меди в аргоне.

Как видите, технология сварки меди и ее сплава не так уж сложна. Практикуйтесь как можно больше, прежде чем приступить к ответственной работе.
Вместо заключения
В рамках одной небольшой статьи сложно рассказать про все способы сварки меди, поэтому мы рассказали вам про самый эффективный и распространенный. Для большего комфорта приобретите сварочный пост для пайки и сварки меди. Это компактные комплекты оборудования, закрепленные на металлическом каркасе для транспортировки. Сварочные посты продаются в специализированных интернет-магазинах. Делитесь своим опытом в комментариях, он наверняка будет полезен для новичков. Желаем удачи в работе!
svarkaed.ru
Аргонодуговая сварка меди | Мир сварки
Назначение
Настоящая инструкция распространяется на ручную аргонодуговую сварку меди.
Инструкцией надлежит руководствоваться при проектировании, разработке технологических процессов, изготовление, контроле и приемке сварных узлов.
Отступления (ужесточение или снижение требований) от настоящей инструкции могут быть внесены в технологическую документацию на изделие по согласованию с главным технологом и представителем заказчика.
Материалы, оборудование, приспособления, инструмент даны в приложениях №1 и №2.
Выполнение аргонодуговой сварки меди должно производиться дипломированными сварщиками при соблюдении правил техники безопасности, изложенных в инструкции по ТБ.
Подготовка деталей и сварочной проволоки к сварке
Обезжирить поверхность деталей, а также сварочную проволоку, методом протирки хлопчатобумажной тканью, смоченной в бензине. Разрешается выполнять обезжиривание деталей в соответствии с соответствующей технологической инструкцией.
Удалить напильником заусеницы с кромок свариваемых деталей.
Зачистить стальной щеткой до металлического блеска, с обеих сторон на ширину 15-20 мм, кромки деталей, изготовленных из листа или штамповкой.
Разрешается вместо зачистки выполнять травление по соответствующей технологической инструкции.
Присадочную проволоку травить по соответствующей технологической инструкции.
Обезжирить методом протирки хлопчатобумажной тканью, смоченной в бензине поверхность деталей после механической обработки.
Хранить детали и проволоку после обработки в чистом и сухом помещении не более трех суток до сварки. Если до сварки прошло более трех суток операции обезжиривания повторить.
Сборка, прихватка и сварка
Подготовить пост аргонодуговой сварки к работе, выполняя требования инструкции ТБ.
Подключить сварочную горелку к источнику постоянного тока для выполнения работ на прямой полярности.
Установить на оборудовании ориентировочной режим сварки согласно таблице 1.
Закрепить вольфрамовый электрод в горелке таким образом, чтобы вылет его из сопла горелки не превышал 5-12 мм.
Выключить подачу аргона за 6-10 с до начала сварки и приступить к работе.
Выполнить сварку технологических образцов.
Выключить подачу аргона на ранее чем через 10-15 с после окончания сварки.
Проверить качество сварки технологических образцов в соответствии с требованиями раздела «Контроль качества сварки» и произвести корректировку режима сварки, если в этом будет необходимость.
Установить свариваемый узел на рабочем столе сварщика в положении удобном для сварки.
Подать охлаждение на свариваемый узел, если это предусмотрено маршрутной картой.
Протереть кромки деталей бязевым тампоном, смоченным в растворителе.
Произвести прихватку кромок свариваемых деталей, если сборка узла выполнена с зазором более 0,5 мм, или если сборочно-сварочное приспособление не обеспечивает жесткой фиксации свариваемых деталей друг относительно друга.
Выполнить прихватку в виде отдельных точек начиная с участков наилучшего сопряжения кромок свариваемых деталей. Присадочный материал применять по мере надобности.
Произвести прихватку по всей длине свариваемого шва. Шаг между прихватами установить опытным путем.
Зачистить механическим путем до металлического блеска зону прихваток и сами прихватки.
Протереть зачищенные участки бязевым тампоном, смоченным в растворителе.
Приступить к сварке узла соблюдая следующие требования:
Производить сварку необходимо путем непрерывного перемещения вольфрамового электрода вдоль оси шва без остановок.
Наклонять горелку при сварке в сторону противоположную направления сварки таким образом, чтобы ось вольфрамового электрода составляла с осью сварного шва 60-80°.
Применять сварочную проволоку необходимо по мере надобности для выполнения расчетного размера шва.
Вносить, в зону сварки присадочную проволоку таким образом, чтобы угол между вольфрамовым электродом и присадкой составлял 90°.
Производить перекрытие начала шва при окончании сварки 10-20 мм, при возобновлении сварки, после случайного и вынужденного обрыва дуги, окончание шва перекрыть на 15-20 мм.
Произвести контроль ОТК сварных узлов и деталей после окончания работ согласно разделу «Контроль качества сварки».
Ориентировочные режимы сварки даны в таблице 1.
| Толщина, мм | Сварочный ток, А | Диаметр вольфрамового электрода, мм | Диаметр сварочной проволоки, мм | Расход аргона, л/мин | |
|---|---|---|---|---|---|
| для меди | для латуни | ||||
| 1,0 | 60-70 | 50-75 | 2,0 | 1,6-2,0 | 6-8 |
| 1,5 | 75-90 | 60-90 | 2,0 | 1,6-2,0 | 8-10 |
| 2,0 | 90-105 | 75-105 | 2,0 | 2,0-2,5 | 9-11 |
| 2,5 | 90-115 | 90-115 | 3,0 | 2,0-2,5 | 11-12 |
| 3,0 | 115-130 | 115-130 | 3,0 | 2,0-3,0 | 11-12 |
| 4,0 | 115-145 | 115-145 | 3,0 | 2,0-3,0 | 11-12 |
| 5,0 | 130-145 | 130-145 | 3,0 | 2,0-3,0 | 12-14 |
| 6,0 | 145-160 | 130-160 | 3,0 | 2,5-3,0 | 12-14 |
Контроль качества сварки
Выполнять сплошной контроль качества сварки внешним осмотром.
Производить осмотр сварных швов по всей длине с обеих сторон.
Произвести разбраковку дефектов сварных швов согласно требованиям таблицы 2.
Подваривать дефектные участки сварных швов допускается не более двух раз.
| Наименование дефекта | Результат разбраковки |
|---|---|
| Непровары | Не допускаются. Устраняются повторной сваркой |
| Поры, раковины диаметром 0,3-1 мм, но не более 5 шт на длине 100 мм шва | Не допускаются. Устраняются повторной сваркой |
| Прожоги суммарной длиной не более 10% длины шва и шириной или диаметром не более ширины шва | Не допускаются. Устраняются повторной сваркой |
| Трещины | Не допускаются. Устраняются повторной сваркой |
| Скопление мелких пор диаметром не более 0,3 мм, но не более одного скопления на длине шва, при этом превышать 10 % швов длиной до 100 мм и 20 % для швов длиной более 100 мм | Допускаются |
| Проплав в стыковых, угловых швах, не мешающий элементам дальнейшей сборки и не представляющий пористого провисания металла | Допускаются |
Вспомогательные материалы
- Вольфрам лантанированный в виде прутков ТУ-48-19-27-72.
- Аргон газообразный высший сорт или первый сорт ГОСТ 10157-73.
- Проволока сварочная марки М1 или М2 ГОСТ 16130-72.
- Бензин авиационный Б70 ГОСТ 1012-72.
- Ткань хлопчатобумажная бязевой группы ГОСТ 11680-76.
- Перчатки трикотажные ГОСТ 1108-74.
- Шкурка шлифовальная бумажная водостойкая ГОСТ 10054-75
- Бензин А-76 ГОСТ 2084-77 и «Галоша» ТУ 38-401-67-108-92.
Оборудование, приспособления, инструмент
- Источник питания для сварки в среде защитных газов типа ПС-300, ПСО-300, ПСО-500, ВКСМ-1000 или УДГ-101 с комплектом сварочных горелок, цанг, сопел.
- Реостат балластный типа РБ-200 или РБ-300.
- Ротаметр марки РМ-II или РМ-IV ГОСТ 13045-67.
- Редуктор кислородный типа РК-30, РК-50 или РК-14 ГОСТ 6268-78.
- Набор трубок резиновых технических тип 4 для подачи защитных газов и воды в горелку ГОСТ 5496-78.
- Шлем маска защитная сварочная с набором защитных сварочных стекол ЭС-100, ЭС-300, ЭС-500 ГОСТ 1361-69.
- Очки герметичные защитные ГОСТ 9496-60.
- Сборочно-сварочные приспособления.
- Напильник ГОСТ 1465-69.
- Щетки стальные из нержавеющей проволоки ∅0,2-0,3 мм для зачистки металла шва и деталей.
- Штангенциркуль ГОСТ 166-73.
weldworld.ru
|
Медь используется в химическом и энергетическом машиностроении благодаря тому, что она имеет высокую коррозионную устойчивость, а также устойчива в агрессивных средах. Эти свойства будут повышаться при повышении чистоты металла, что заставляет предъявлять к сварочному шву особые требования. Сваривание бронзы и латуни имеет много своих особенностей, но свойства чистой меди, присутствующей в этих сплавах, значительно утрачиваются. В зависимости от количества содержания примесей в сплаве, медь различается на пять основных марок:
Аргоновая сварка меди очень похожа на газовую, однако она имеет некоторые отличия и особенности, отличающие ее от других видов сварки. Главным элементом, с помощью которого производится сваривание, является инертный газ аргон. Сваривание производится с помощью неплавящегося вольфрамового электрода. Вольфрамовый электрод является главной составляющей сварочного аппарата. Этот электрод изготавливают из вольфрама по причине его тугоплавкости. Данный металл не боится высокой температуры, поэтому электроды, сделанные из него, считаются неплавящимися. Возле вольфрамового электрода расположено сопло, из которого выходит газ аргон. Аргон не пропускает воздух к сварочной ванне, что позволяет защитить сварочный процесс от факторов окружающей среды. Если воздух попадает на сварочный электрод, то он будет окисляться, а если воздух попадет на свариваемый металл, то он начнет гореть. В сравнении с газовой и электрической сваркой, у аргонодуговой сварки преимуществ намного больше. При сваривании меди аргоном в металле сварочного шва не скапливаются различные шлаки. С помощью аргона можно производить сваривание даже тонкого металла. Например, аргонодуговым сварочным аппаратом можно сваривать даже пластинки фольги. В случаях, когда требуется сваривание чугуна или алюминия, аргонодуговой аппарат приходится как раз кстати. На данный момент аргонодуговые сварочные аппараты широко применяются в автомастерских для ремонта автомобилей. Стоит обратить внимание, что аргонодуговое сваривание является самым надежным из всех остальных видов сварки. Сварочный шов после работы практически не заметен и сливается с металлом свариваемого изделия. Если потребуется, то в сварочный шов можно добавить другие металлы. Для выполнения такой задачи потребуется присадочная проволока. Обычно присадочную проволоку используют для укрепления сварочного шва. Аргонодуговым сварочным аппаратом можно сваривать не только медь, алюминий и чугун. В некоторых случаях данный тип сваривания используют для сварки серебра, золота и других драгоценных металлов. Сваривание получается наивысшего качества в случае, когда для работы используется чистый газ аргон.
|
3g-svarka.ru