технология и особенности ТИГ сварки
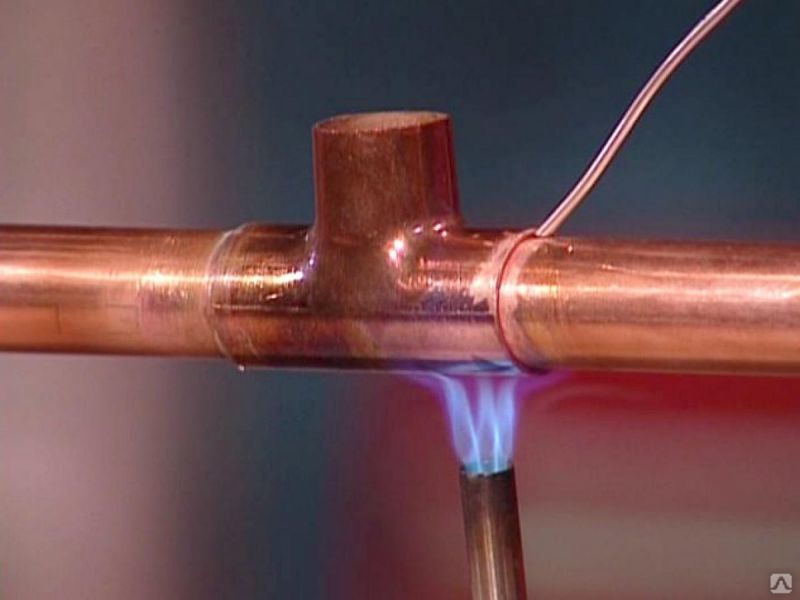
В небольших объемах медь и ее сплавы можно паять низкотемпературным припоем при помощи газовой горелки. Это подойдет для ремонта радиатора или деталей электротехники. Но в больших объемах или там, где требуется повышенная прочность соединения, необходима только сварка. Как варить медь и ее сплавы при помощи аргонодуговой сварки TIG, какие особенности нужно учитывать и каких ошибок избегать, рассмотрим в этой статье.
- Особенности и сложности газовой сварки меди
- Технология сварки меди и ее сплавов
- Настройка аппарата для сварки меди аргоном
- Какие аппараты подойдут для сварки меди
- Пошаговый процесс ТИГ сварки меди
- Присадки, прутки и электроды для сварочных работ
- Какой газ использовать для дуговой сварки
Особенности и сложности газовой сварки меди
Медь – это мягкий, податливый для механической обработки цветной металл, отлично сопротивляющийся коррозии.
Поэтому его активно используют в теплообменниках газовых колонок и настенных котлов, системах кондиционирования воздуха, холодильных установках, трубках для передачи жидкости, топлива. Температура плавления меди составляет 1083 ⁰С. Возможны сплавы меди с цинком (латунь) или оловом (бронза), которые обладают повышенной механической прочностью и активно используются в сантехнике. При сварке меди аргонодуговым методом TIG возникают следующие сложности:
-
На поверхности меди и ее сплавов всегда присутствует тугоплавкая пленка. Это оксид, образующийся при контакте молекул металла с кислородом, находящимся в воздухе. Например, температура плавления оксида меди достигает 1380 ⁰С, поэтому при сварке возникают трудности. Если установить слишком маленькую силу тока, она не проплавит оксид, соединение будет непрочным. При установке высокой силы тока оксид расплавится, но основной металл начнет легко прожигаться, потечет. Образуются дыры, утратится прочность и герметичность шва.

-
Еще одна трудность при сварке меди – повышенная теплопроводность материала. По этому свойству медь уступает только серебру. Нагрев электрической дугой ведет к температурному расширению заготовок, их подвижности и деформациям.
-
При сварке тонких пластин до 2 мм лучше использовать графитовую подложку, чтобы разогретый материал не проваливался. Для тонкостенных заготовок потребуется присадочная проволока. Она подбирается по составу, идентичному с основным материалом. Если речь идет о сварке сплавов меди (бронза, латунь), проволока тоже должна быть с добавлением цинка или олова.
-
В процессе самой сварки медь плавится достаточно быстро, поэтому нужно не медлить, держа горелку на одном месте. В противном случае снова будут прожоги, большое количество расплавленного металла в сварочной ванне начнет выплескиваться или растекаться.
-
По завершении шва на поверхности меди и ее сплавов всегда образуется серый налет.
 Он портит внешний вид изделия и нуждается в механическом удалении. Когда изделие остынет, это можно сделать ветошью, а для полного блеска – щеткой по металлу или наждачной бумагой.
Он портит внешний вид изделия и нуждается в механическом удалении. Когда изделие остынет, это можно сделать ветошью, а для полного блеска – щеткой по металлу или наждачной бумагой.
Технология сварки меди и ее сплавов
Качество шва при сварке меди и ее сплавов аргоном зависит от правильности подготовки материала. Очень важно удалить оксидный слой на 20-30 мм от линии соединения.
Сперва металл обрабатывается щеткой со стальной щетиной. Таким инструментом удобно полазить в труднодоступные места, зачищать трубы. Большие ровные поверхности лучше пройти болгаркой с лепестковым кругом. Подойдет и дрель с насадкой-щеткой. Затем кромки обрабатываются растворителем.
Если толщина заготовок 1-2 мм, выставляется зазор 0,5-1 мм, чтобы расплавленный металл затекал внутрь для образования обратного валики. Тогда шов получится прочным и герметичным.
С увеличением сечения пластин зазор между ними тоже увеличивается. При толщине сторон свыше 5 мм потребуется односторонняя разделка кромок V-образным способом под углом 50-60⁰. Широкая «классическая» разделка под 45⁰ не нужна, поскольку у расплавленной меди повышенная текучесть. Достаточно узкой разделки, чтобы получить глубокое проплавление и небольшой по ширине шов. Когда стороны имеют сечение от 12 мм, нужна двухсторонняя Х-образная разделка кромок.
При толщине сторон свыше 5 мм потребуется односторонняя разделка кромок V-образным способом под углом 50-60⁰. Широкая «классическая» разделка под 45⁰ не нужна, поскольку у расплавленной меди повышенная текучесть. Достаточно узкой разделки, чтобы получить глубокое проплавление и небольшой по ширине шов. Когда стороны имеют сечение от 12 мм, нужна двухсторонняя Х-образная разделка кромок.
Настройка аппарата для сварки меди аргоном
Насколько хорошо получится сварить медь или ее сплав аргоном, зависит от верности выбранного режима. Инвертор TIG настраивается исходя из толщины медных заготовок. Обычно сварка ведется постоянным током. Рекомендуемые параметры по настройкам аппарата для сварки меди аргоном приведены в таблице.
| Толщина заготовок, мм | Сила тока, А | Подача газа, л/мин | Диаметр электрода, мм |
|---|---|---|---|
| 1,0 | 50-70 | 7-8 | 1,6-2,0 |
| 1,5 | 60-80 | 7-8,5 | 2,4 |
| 2,5 | 90-110 | 8-10 | 2,4-3,2 |
| 3,0 | 120-140 | 9-11 | 3,2 |
Предпродувка защитным газом 0,5 с обязательна для вытеснения окружающего воздуха из зоны возбуждения электрической дуги. Иначе медь сразу начнет кипеть, образуются поры. Важно настроить возрастание напряжения на 15-20% от стартового тока, что позволит избежать дефектов в начале шва. Спад тока в конце составляет 10-15% и позволит аккуратно заварить кратер без образования свища. Постпродувка устанавливается на 5-7 секунд, чтобы охладить шов, содействуя кристаллизации сварочной ванны.
Иначе медь сразу начнет кипеть, образуются поры. Важно настроить возрастание напряжения на 15-20% от стартового тока, что позволит избежать дефектов в начале шва. Спад тока в конце составляет 10-15% и позволит аккуратно заварить кратер без образования свища. Постпродувка устанавливается на 5-7 секунд, чтобы охладить шов, содействуя кристаллизации сварочной ванны.
Какие аппараты подойдут для сварки меди
Если медь будет хорошо очищена от оксидной пленки перед сваркой, работу можно вести при помощи обычного TIG инвертора, работающего постоянным током. Характеристики аппарата подбираются под максимальную толщину заготовок. Когда предстоит сваривать медные трубки теплообменников, приваривать резьбы или тонкостенные листовые конструкции, достаточно бытового инвертора ТИГ на 200 А. Отличная недорогая модель – БАРСВЕЛД Profi TIG-207 D. Или можно купить инвертор для сварки меди – REAL TIG 200 Сварог. У обеих версий максимальная сила тока составляет 200 А, поэтому вы сможете сваривать медные детали сечением до 5-6 мм.
Если часто требуется работать с толстостенными материалами 7-10 мм, лучше купить сварочный аппарат Сварог TIG 315 P TECH E103 AC/DC, который выдает до 315 А. Но для его подключения потребуется 380 V. Хороший вариант по соотношению цены и качества – это БАРСВЕЛД Profi TIG-317 DP AC/DC с силой тока 315 А и цифровым управлением.
Если предстоят большие объемы по сварке меди, где не предполагается тщательная зачистка кромок (нет времени, людей для таких процессов), воспользуйтесь аппаратом с импульсным режимом, например, Аврора Система 200 AC/DC ПУЛЬС. Он работает с переменным током. На старте подается повышенная сила тока, чтобы пробить оксид.
Затем амперы автоматически падают до предустановленного значения, что сварщику было комфортно варить медь. Устанавливается прямая полярность («+» на изделии, а «-» на горелке). Тогда поток электронов направлен от электрода к заготовкам. Это содействует образованию узкого шва с глубоким проплавлением.
Пошаговый процесс ТИГ сварки меди
Далее предлагаем подробную инструкцию по сварке меди вольфрамовым электродом в среде инертного газа:
- Зачистите медные детали до 20 мм от линии будущего шва.
- Обработайте стык растворителем и вытрите поверхность насухо.
- При необходимости сделайте разделку кромок, установите зазор между деталями 1-2 мм.
- Если предстоит варить толстые изделия 5-10 мм, прогрейте их пламенем горелки, предотвратив местную деформацию.
- Подведите иглу к изделию и установите несколько прихваток с разных сторон, предотвратив тем самым расширение зазора или уход от заданной формы конструкции.
- Зажгите дугу в начале линии стыка, держите ее на расстоянии 5 мм от поверхности.
- Дождитесь образования лужицы расплавленного металла.
- Второй рукой подайте в сварочную ванну присадочную проволоку.
 Подача выполняется капельно, чтобы не было излишних наплавлений, неоправданного перерасхода материала.
Подача выполняется капельно, чтобы не было излишних наплавлений, неоправданного перерасхода материала. - Полукруглыми движениями электрода разровняйте упавшую каплю по линии стыка, добейтесь сплавления присадки с кромками.
- Передвиньте постепенно электрод дальше и повторите процесс.
Если где-то образовался высокий бугор из-за обилия присадки, можно вернуться дугой назад и разровнять его. По завершении шва отведите дугу на сплошной участок поверхности, постепенно отдалите иглу от изделия, чтобы снизить температуру сварочной ванны. Выключите подачу тока и держите горелку над замком шва, чтобы постпродувка его остудила. Если в инверторе есть функция спада, сила тока снизится автоматически при нажатии на кнопку в 4-х тактном режиме.
Присадки, прутки и электроды для сварочных работ
Для сварки меди и ее сплавов в среде аргона понадобится:
- Защитная маска. Лучше использовать маску-хамелеон, чтобы четко устанавливать горелку на начало шва.
 В мастерской достаточно обычной принудительной вытяжки. При сварке сплава меди с цинком в небольшом помещении или внутри сосуда (большого котла, печи, емкости) необходима маска с турбоблоком, который будет подавать чистый воздух. Хороший вариант по цене – БАРСВЕЛД МС 307 ПРЕМИУМ (FULL COLOR).
В мастерской достаточно обычной принудительной вытяжки. При сварке сплава меди с цинком в небольшом помещении или внутри сосуда (большого котла, печи, емкости) необходима маска с турбоблоком, который будет подавать чистый воздух. Хороший вариант по цене – БАРСВЕЛД МС 307 ПРЕМИУМ (FULL COLOR). - Неплавящийся электрод. В горелку устанавливается вольфрамовый электрод, диаметр которого подбирается под толщину металла и силу тока. Медь можно варить «синими» электродами WL-20 -175, считающимися универсальными. Для получения шва повышенного качества лучше купить «красные» вольфрамовые электроды WT-20 -175, специально разработанные для сварки меди.
- Присадочная проволока. Если толщина деталей 1-2 мм, потребуется присадка. Для сварки чистой меди используют медные прутки, например, БАРСВЕЛД CuSi3. Для работы со сплавами применяют присадку с аналогичным составом, например, латунные прутки CuZn40.
Какой газ использовать для дуговой сварки
Медь и сплавы отлично свариваются в среде чистого аргона. Только нужно, чтобы газ был высокого качества (без примесей), иначе может возникнуть случайная реакция при посторонних включениях. Порой применяется смесь аргона с азотом в соотношении 75:25%. Она содействует повышению стабильности электрической дуги, успокаивает сварочную ванну, увеличивает глубину провара. Но такой газ стоит дороже.
Только нужно, чтобы газ был высокого качества (без примесей), иначе может возникнуть случайная реакция при посторонних включениях. Порой применяется смесь аргона с азотом в соотношении 75:25%. Она содействует повышению стабильности электрической дуги, успокаивает сварочную ванну, увеличивает глубину провара. Но такой газ стоит дороже.
Ответы на вопросы: cварка меди и медных сплавов аргоном
Можно ли сварить медь аргоном без присадки?
СкрытьПодробнее
Можно, если толщина стенок составляет 3 мм и выше. Шов получится заподлицо с поверхностью, но достаточно крепкий. При работе с сечением 1,5-2,0 мм лучше использовать присадочную проволоку.
Как вести горелку при аргонодуговой сварке меди?
СкрытьПодробнее
Горелкой совершаются колебательные движения в форме полумесяцев. Это позволяет разравнять присадку, добиться сплавления кромок. При необходимости можно возвращаться дугой назад для разравнивания наплывов.
Это позволяет разравнять присадку, добиться сплавления кромок. При необходимости можно возвращаться дугой назад для разравнивания наплывов.
Как избежать прожогов при сварке меди методом TIG?
СкрытьПодробнее
Работа с пластинами 1,0-2,0 мм толщиной требует наличия графитовой подложки. Снижает тепловложение инверторный аппарат ТИГ с импульсным режимом.
В конце шва образуется кратер, что делать?
СкрытьПодробнее
Не прерывайте дугу резко. Постепенно отводите ее от изделия для снижения температуры и кристаллизации сварочной ванны. Заканчивайте шов на цельном участке материала, отводя дугу в сторону от линии соединения. Используйте сварочные аппараты с функцией спада тока в конце.
Как варить вертикальные швы по меди аргоном?
СкрытьПодробнее
Сварка ведется сверху-вниз. Дугой расплавленный материал нагоняется на линию соединения. Если металл течет, уменьшите силу тока или используйте сварку прерывистой дугой.
Дугой расплавленный материал нагоняется на линию соединения. Если металл течет, уменьшите силу тока или используйте сварку прерывистой дугой.
Что лучше: пайка или сварка меди?
СкрытьПодробнее
Пайка обходится дешевле по себестоимости оборудования, но выполняется очень медленно. Подходит для периодических работ в небольшом объеме. Если предстоит варить медь часто и в большом количестве, лучше купить инверторный аппарат.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрРукав пневматический ⌀ 12 мм, Г-12 (бухта 50 м)
113 руб / м
Купить
Собственный импорт
хит продаж
Быстрый просмотрКраги пятипалые спилковые БАРСВЕЛД с подкладкой (нить Kevlar®, спилок КРС)
535 руб / пар
Купить
Собственный импорт
ДАЧНАЯ АКЦИЯ
Быстрый просмотрУгольник магнитный БАРСВЕЛД MF-50 LBS
290 руб
Купить
Быстрый просмотрБаллон аргоновый 40 -150У ( новый, 40 л пустой)
18 370 руб
Купить
Собственный импорт
ДАЧНАЯ АКЦИЯ
Быстрый просмотрЭлектроды вольфрамовые БАРСВЕЛД WT-20 -175 ⌀ 2,0 мм (красные)
142 руб
Купить
Собственный импорт
ДАЧНАЯ АКЦИЯ
Быстрый просмотрЭлектроды вольфрамовые БАРСВЕЛД WL-20 -175 ⌀ 1,6 мм (синие)
93 руб
Купить
Собственный импорт
ДАЧНАЯ АКЦИЯ
Быстрый просмотрМаска сварщика БАРСВЕЛД МС 207 (FULL COLOR)
3 790 руб
Купить
Собственный импорт
ДАЧНАЯ АКЦИЯ
Быстрый просмотрАргонодуговой аппарат БАРСВЕЛД Profi TIG-207 D
20 400 руб
Купить
Собственный импорт
Быстрый просмотрПрутки медные БАРСВЕЛД CuSi3 ⌀ 1,6 мм (1000 мм)
2 150 руб / кг
Купить
особенности, выбор присадки, подготовка и технология процесса
Медь как металл представляет собой мягкий, достаточно податливый материал. Для него характерен сравнительно простой процесс обработки путем переплавления из руды в металл, который в дальнейшем можно обрабатывать. Это свойство обусловило широкое распространение изделий из меди, однако, существенным образом затрудняет возможности сварки в связи с физико-химическими особенностями свойств.
Для него характерен сравнительно простой процесс обработки путем переплавления из руды в металл, который в дальнейшем можно обрабатывать. Это свойство обусловило широкое распространение изделий из меди, однако, существенным образом затрудняет возможности сварки в связи с физико-химическими особенностями свойств.
Содержание
- 1 Особенности сварки меди аргонодуговым способом
- 2 Режимы сварки меди в аргоне
- 3 Выбор присадочных материалов
- 4 Технология сварки меди аргонодуговым способом
Особенности сварки меди аргонодуговым способом
Сама медь, так же, как и сплавы на ее основе, являются достаточно высокотеплопроводными материалами, которые, ко всему прочему, обладают также большой электропроводностью, а также высокой коррозионной стойкостью как при воздействии внешних факторов, так и относительно внутрикристаллической коррозии.
Точка плавления меди в ее чистом виде составляет 1083 °С, а в случае добавления различных легирующих химических соединений данный показатель может смещаться в одну или другую сторону.
Особенностью сварки медных изделий и деталей является высокая теплопроводность данного металла, что делает обязательным предварительный подогрев деталей перед началом сварки. Разогрев должен осуществляться до температуры от 350 до 600 °С. Подогрев осуществляется, как правило, с помощью газовой горелки.
Сварка осуществляется чаще всего с помощью аргонодугового способа путем использования неплавящегося электрода с постоянным током. В качестве присадочного материала используется пруток из чистой меди либо из ее сплавов. Это позволяет добиться максимального качества шва, а также его аккуратного внешнего вида.
В случае если материалы подобраны неправильно, медь в сварочной ванне начинает кипеть, что вызывает образование большого количества пор в полученном шве, а само соединение становится хрупким и может разрушиться в процессе эксплуатации.
Режимы сварки меди в аргоне
Как и для других видов свариваемых материалов, режимы сварки следует подбирать исходя из качества деталей. Примерные варианты режимов опираются на толщину свариваемого металла, диаметр электродов, проволоки и выливаются в определенные показатели силы тока, измеряемой в амперах.
Примерные варианты режимов опираются на толщину свариваемого металла, диаметр электродов, проволоки и выливаются в определенные показатели силы тока, измеряемой в амперах.
| Режимы сварки меди в среде аргона | |||
| Толщина свариваемых деталей, мм | Диаметр электрода, мм | Диаметр присадочной проволоки, мм | Сила тока, А |
| Стыковые соединения, выполняемые на весу | |||
| 1,0 – 1,5 | 2 – 3 | 1,6 – 2,0 | 60 – 150 |
| 2,0 – 3,0 | 2 – 4 | 2,0 – 3,0 | 80 – 220 |
| 4,0 – 5,0 | 4 – 5 | 2,0 – 4,0 | 130 – 220 |
| 6,0 – 7,0 | 4 – 5 | 2,0 – 4,0 | 130 – 220 |
| 8,0 – 10,0 | 5 | 2,0 – 4,0 | 180 – 260 |
| Стыковые соединения, выполняемые на подкладке, и угловые соединения | |||
| 1,0 – 1,5 | 2 – 3 | 1,6 – 2,0 | 70 – 160 |
| 2,0 – 3,0 | 2 – 4 | 2,0 – 3,0 | 120 – 220 |
| 4,0 – 5,0 | 4 – 5 | 2,0 – 4,0 | 190 – 260 |
| 6,0 – 7,0 | 5 | 2,0 – 4,0 | 230 – 290 |
| 8,0 – 10,0 | 5 | 2,0 – 4,0 | 280 – 330 |
Расход аргона – 8-15 дм3/мин. | |||
Каждый режим тем не менее должен подбираться в соответствии с конкретными условиями сварки и проверяться на деталях, аналогичных по материалу изготовления тем деталям, на которых будет производиться основной процесс сварки.
Выбор присадочных материалов
Присадочные материалы, использующиеся для сварки медных деталей, должны выбираться на основании данных о физико-химических свойствах меди или ее сплавов, из которых изготовлены детали или изделия.
При осуществлении сварки следует обратить внимание на марку самой меди или сплава – она должна быть раскисленной или бескислородной, так как, в противном случае, во время сварочного процесса металл будет кипеть в сварочной ванне, в результате чего сварочный шов получится пористым и непрочным.
В качестве прутка или проволоки следует использовать такие материалы, которые позволят избежать кипения материала в шве: необходимо подобрать проволоку или пруток с содержанием в сплаве химических элементов, позволяющих вытеснить кислород из зоны сварочной ванны.
Неплавящийся электрод выбирается только вольфрамовый, на конце которого должна быть заточка конической формы с небольшим притуплением. Такая форма позволит обеспечить стабильное горение дуги при осуществлении самого процесса сварки, что даст возможность сохранить температурный уровень сварочной зоны и не допустит быстрого остывания деталей до момента завершения шва.
Примерная стоимость вольфрамовых электродов на Яндекс.маркетЕсли говорить о защитном газе, который используется при сварке, то выбор такового зависит от условий сварки, в том числе от пространственного положения соединения. Аргон тяжелее воздуха, в частности, кислорода, и он оседает к земле под действием природных сил притяжения.
Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркетЕсли необходимо выполнить потолочные стыки, то потребуется замена аргона гелием, который легче воздуха, но также может выполнять защитные функции при выполнении сварочных работ.
Технология сварки меди аргонодуговым способом
С технологической точки зрения, сварка меди аргонодуговым способом, как и другой вид сварки, делится на три этапа:
- подготовительный. На этом этапе необходимо очистить свариваемые поверхности от окислов, загрязнений, обезжирить. После выполнения данных работ следует проверить их на чистоту и состояние и если потребуется, выполнить зачистку вручную или с помощью электроинструмента, после чего повторить процесс очищения от окислов и обезжиривания;
- собственно этап сварки;
- завершающий этап, на котором происходит проверка качества выполненного сварного соединения после зачистки от застывших капель расплавленного металла, а также визуальный контроль качества шва на предмет видимых пор.
На этапе собственно сварки следует выполнить следующие действия:
- если речь идет о ремонте какого-либо медного изделия, необходимо сделать прорезь вдоль возникшей трещины таким образом, чтобы края такой прорези выходили за пределы трещины.
 Это даст возможность избежать появления новых трещин за пределами отремонтированного участка;
Это даст возможность избежать появления новых трещин за пределами отремонтированного участка; - дуга зажигается только в разделе кромок, что позволит избежать прижогов металла, из которого изготовлено все изделие, и сократит зачищаемые участки;
- присадочную проволоку или пруток необходимо вести перед горелкой таким образом, чтобы они равномерно подавались в сварочную ванну;
- движения сварочной горелки должны быть максимально плавными и поддерживать постоянное расстояние от вольфрамового электрода до сварочной ванны;
- в зависимости от толщины деталей, подлежащих сварке, горелка может двигаться вдоль создаваемого шва различными способами: по прямой, если толщина деталей небольшая, либо зигзагообразно, если детали толстые. Если совершаются поперечные движения, это чревато увеличением глубины проплавления кромок и изменениями в формировании сварочного шва;
- если происходит сварка тонкостенных деталей, то, чтобы избежать прожогов металла, необходимо швы выполнять короткими, а между ними делать перерывы по времени для остывания металла;
- если детали собраны без зазора, возможно осуществлять сварку без использования проволоки или прутка.
 Однако в этом случае следует не перегревать металл, чтобы избежать проседания сварочной ванны вовнутрь;
Однако в этом случае следует не перегревать металл, чтобы избежать проседания сварочной ванны вовнутрь; - в момент окончания сварки необходимо отводить горелку плавно, удлиняя сварочную дугу, что позволит сократить кратер шва;
- если на аппарате имеется функция заваривания кратера шва, то возможно упрощение процесса окончания сварочных работ;
- после завершения сварки необходимо на какое-то время (до тридцати секунд) сохранить подачу защитного газа. Это позволит сохранить остывающий шов в облаке газовой защиты и избежать попадания продуктов окружающего воздуха в расплавленный металл, что сохранит качество шва.
Как сваривать медь методом TIG — Полное руководство
Технология сварки очень важна в различных областях, таких как строительство, производство автомобилей и судостроение. В частности, сварка TIG позволяет прочно соединять различные типы металлов. Одним из металлов, который можно сваривать этим методом, является медь. Медь имеет много интересных свойств и дешевую цену. Однако те характеристики, которые делают его популярным материалом во многих конструкциях, делают его трудным для сварки металлом. Здесь, в этой статье, мы обсудим сварку ВИГ меди с другими металлами, такими как нержавеющая сталь, алюминий, никель и латунь. Мы также предоставим общие рекомендации, о которых должен знать каждый, кто занимается сваркой меди.
В частности, сварка TIG позволяет прочно соединять различные типы металлов. Одним из металлов, который можно сваривать этим методом, является медь. Медь имеет много интересных свойств и дешевую цену. Однако те характеристики, которые делают его популярным материалом во многих конструкциях, делают его трудным для сварки металлом. Здесь, в этой статье, мы обсудим сварку ВИГ меди с другими металлами, такими как нержавеющая сталь, алюминий, никель и латунь. Мы также предоставим общие рекомендации, о которых должен знать каждый, кто занимается сваркой меди.
Содержание
- 1 Медные сплавы и сварка ВИГ
- 2 Электроды для сварки ВИГ на меди
- 2,1 2% EWTh – 2/WT20 (КРАСНЫЙ)
- 2,2 0,8% – E WLa-8/WZ8 (белый)
- 3 Важные параметры сварки ВИГ на меди
- 4 Переменный ток или постоянный ток? Настройки полярности для сварки меди
- 5 Рекомендуемая сила тока для меди
- 6 Защитный газ при сварке меди
- 7 Как сварить медную трубу методом TIG
- 8 Пошаговый метод
- 8.
 1 Первый этап: принятие мер безопасности
1 Первый этап: принятие мер безопасности - 8.2 Второй этап: предварительный нагрев и сборка
- 8.3 Третий этап: настройки аппарата
- 8.4 Четвертый этап: выполнение сварки
- 8.4.1 Вентиляция и защитный газ 9000 8
- 8.
- 9 Какова свариваемость меди со сталью или нержавеющей сталью
- 9.1 Является ли ВИГ лучшим выбором
- 9.2 Советы по прочным сварным швам между медью и сталью
- 9.3 Какие изменения в процедуре
- 9.3.1 Тщательная очистка
- 9.3.2 Советы по сборке и процессу
- 10 Как работает сварка TIG меди с латунью
- 10.1 Рекомендации, которые необходимо запомнить перед началом работы 9 0008
- 11 Как сварить медь с Никель
- 11.1 Никель и сварка ВИГ
- 12 Сварка ВИГ меди и алюминия
- 13 Несколько слов о сварке ВИГ
- 13.1 Преимущества сварки ВИГ 9 0007 13.2 Процесс и параметры сварки ВИГ
- 13.
 3 Оборудование для сварки TIG
3 Оборудование для сварки TIG
Вокруг нас встречается множество различных видов медных сплавов. Из всех этих сплавов при правильных условиях сварщик может выполнять прочные сварные швы TIG. Тем не менее, вы должны иметь в виду, что настройки и условия, в которых происходит процесс, могут сильно измениться по сравнению со сваркой TIG в таких металлах, как сталь. Таким образом, сварщик должен сначала попытаться проанализировать различные обнаруженные типы меди, а затем, узнав, что сварщик должен изучить различные типы настройки, применяемые для этих металлов. В этой статье мы сначала увидим различные медные сплавы и способы их эффективной сварки с другими металлами, такими как следующие.
- Цинк
- Алюминий
- Марганец
- Сталь и нержавеющая сталь
- Латунь и бронза
Очевидно, что на рынке имеется много других медных сплавов. Однако нетрудно определить правильные настройки, свариваете ли вы чистую медь или металл, содержащий другие элементы.
Теперь, когда мы говорим о настройках сварки TIG, очень важным параметром является процентное содержание меди в металле. Тем не менее, толщина металла по-прежнему является наиболее важным фактором. можно классифицировать как толстый медный сплав и тонкий медный сплав.
Когда сварщик использует аргонодуговую сварку толстой меди, он должен предварительно нагреть медный сплав до 350 градусов Цельсия. Например, лист меди толщиной в дюйм необходимо нагреть до 60 градусов Цельсия. С другой стороны, лист толщиной 5 дюймов необходимо предварительно нагреть примерно до 400 градусов Цельсия. На самом деле температура предварительного нагрева и сила тока будут меньше, так как толщина медного сплава меньше. Кроме того, сварочный ток может достигать 350 ампер. Итак, очень важным первым шагом является рассмотрение толщины сплава. Теперь давайте посмотрим на некоторые другие параметры сварки TIG на меди.
Перед тем, как приступить к сварке меди, вы должны принять во внимание электроды. Правильный выбор сварочных электродов чрезвычайно важен для сварки ВИГ на меди. Вот наиболее часто используемые электроды для таких проектов. У нас есть варианты для переменного и постоянного тока. Имейте в виду, что вы можете использовать одни и те же электроды для проектов плазменной сварки
Правильный выбор сварочных электродов чрезвычайно важен для сварки ВИГ на меди. Вот наиболее часто используемые электроды для таких проектов. У нас есть варианты для переменного и постоянного тока. Имейте в виду, что вы можете использовать одни и те же электроды для проектов плазменной сварки
2% EWTh – 2/WT20 (КРАСНЫЙ)
Основным оксидом здесь является оксид тория с содержанием от 1,7 до 2,2%. Он считается радиоактивным по своей природе и считается лучшим для приложений постоянного тока. Использовать такой электрод можно с трансформаторными источниками питания. Кроме того, он эффективен для коррозионностойких сталей. Вот почему я настоятельно рекомендую их для большинства проектов по сварке TIG медных сплавов.
0,8 % – EWLa – 8/WZ8 (белый)
Основной оксид, который можно обнаружить внутри стержня, содержит от 0,7 до 0,9 % оксида циркония. Он нерадиоактивен и лучше всего подходит для переменного тока переменного тока. Он применяется к медным сплавам и другим металлам, таким как алюминий, магний и сталь. Здесь с этими электродами можно использовать инверторы или иногда трансформаторные источники питания, которые имеют на выходе постоянную величину тока. На самом деле, вы можете использовать более высокую силу тока и при этом лучше контролировать сварочную ванну по сравнению с сварочной ванной, изготовленной из чистого вольфрама. Кроме того, вы также заметите меньшее разбрызгивание между этими двумя типами стержней.
Здесь с этими электродами можно использовать инверторы или иногда трансформаторные источники питания, которые имеют на выходе постоянную величину тока. На самом деле, вы можете использовать более высокую силу тока и при этом лучше контролировать сварочную ванну по сравнению с сварочной ванной, изготовленной из чистого вольфрама. Кроме того, вы также заметите меньшее разбрызгивание между этими двумя типами стержней.
Эти электроды обычно используются в проектах сварки TIG. Имейте в виду, что существует большое разнообразие стержней, и многие другие типы отлично работают с медью и ее сплавами. Таким образом, у вас, вероятно, будут отличные результаты с этими удилищами, но, тем не менее, необходимо провести подробное исследование, если вы хотите получить оптимальные характеристики для вашего конкретного проекта.
Когда мы говорим о важных параметрах сварки TIG, первое, что приходит на ум, это токи, электроды и многое другое. Прежде чем углубиться в эти темы, я хотел бы кое-что упомянуть. Большинство людей забывают о правильном использовании СИЗ. СИЗ означает средства индивидуальной защиты, и их использование обязательно при любых сварочных работах.
Большинство людей забывают о правильном использовании СИЗ. СИЗ означает средства индивидуальной защиты, и их использование обязательно при любых сварочных работах.
Я знаю, что большинство из вас устали слушать главное правило безопасности. Кроме того, многие сварщики не принимают всех необходимых мер безопасности. Тем не менее, я должен настаивать на принятии надлежащих мер безопасности при выполнении всех сварных швов, особенно тех, в отношении которых вы не уверены, как они будут проходить.
Скорее всего, если вы читаете это, то вы не знакомы со сваркой меди. Вы можете использовать слишком большой ток и получить много брызг по сравнению со сваркой стали.
Так что не пренебрегайте мерами безопасности, особенно если вы экспериментируете. Это включает в себя перчатки, шлемы и специальную одежду.
Поскольку я говорил о безопасности, давайте посмотрим, что вам нужно знать о другом оборудовании, задействованном в проектах сварки TIG на меди. Продолжайте читать, если вы хотите узнать больше о процессе и избежать ошибок.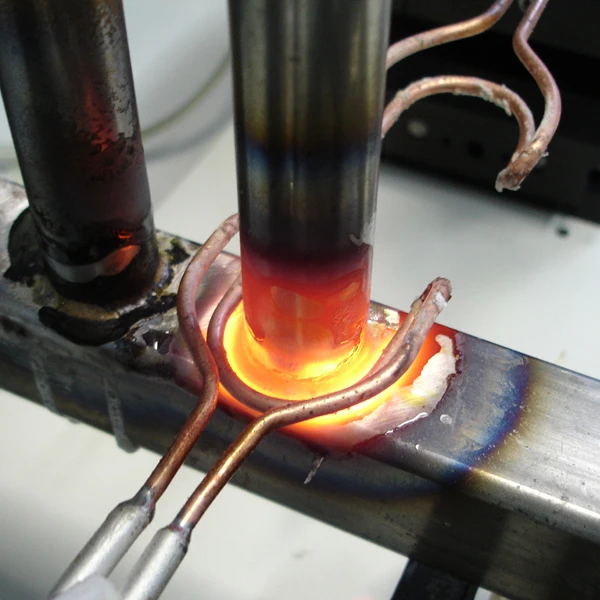
Сварщик может использовать один из двух видов тока для своей сварочной операции. Это следующие типы:
- Переменный ток или Переменный ток
- Постоянный ток или Постоянный ток
Настройки тока может быть трудно установить для других металлов, кроме стали. Когда речь идет о меди и ее сплавах, очень важным параметром является количество меди внутри металла. Говоря о полярности, постоянный ток постоянного тока имеет два типа полярности. DCEN или отрицательный электрод постоянного тока и DCEP или положительный электрод постоянного тока — это две широко используемые полярности.
Как я писал в предыдущей статье, разница между DCEN и DCEP заключается в направлении тока. Электрический ток проходит по замкнутой цепи. Однако этого недостаточно, поскольку должен быть источник питания, позволяющий создать два полюса.
В DCEN отрицательный полюс находится на стороне горелки, а в DCEP отрицательный полюс находится на стороне металла. Большинство сварщиков TIG выбирают режим DCEN при сварке меди. DCEP редко используется с медью. В качестве альтернативы DCEN можно использовать кондиционер, но лично я бы его не рекомендовал.
DCEP редко используется с медью. В качестве альтернативы DCEN можно использовать кондиционер, но лично я бы его не рекомендовал.
Теперь давайте поговорим о другом важном факторе, от которого зависит качество любого сварного шва.
В большинстве аппаратов сварщик может регулировать силу тока нажатием педали. Ножная педаль не пропускает ток в состоянии покоя, а затем он будет очень медленно увеличиваться, когда ножная педаль нажата до необходимого предела. Силу тока также можно ограничить, выполнив соответствующие настройки аппарата для сварки TIG. В других машинах нет педали, а сила тока регулируется кнопкой или рычагом на горелке.
Если возможно, я бы предложил сделать пробную сварку на куске меди, аналогичную той, которую вы должны сварить TIG. Увеличьте силу тока на 30-50 ампер по сравнению с силой тока, которую вы обычно используете для нержавеющей стали. Если сварка не идеальна, вам следует откалибровать, уменьшив или увеличив силу тока. Имейте в виду, что более толстым кускам меди может потребоваться немного больше ампер. Например, для 4-дюймового куска меди может потребоваться 350 ампер, а для дюймового куска того же металла потребуется 150 ампер.
Например, для 4-дюймового куска меди может потребоваться 350 ампер, а для дюймового куска того же металла потребуется 150 ампер.
Существуют различные газы, используемые в сварочных процессах. и в основном для сварки TIG используются два обычных газа. Это
- Аргон
- Гелий
Аргон является наиболее распространенным газом, который также считается лучшим вариантом для сварки TIG меди. Поскольку газообразный аргон тяжелее гелия, сварщику легче выполнять процесс.
В определенное время газообразный аргон смешивается с водородом, и эта смесь газов дает определенные уникальные преимущества. При добавлении двух процентов водорода к чистому газу, который является аргоном, это поможет сэкономить время сварщиков, а также поможет сэкономить их деньги. Однако в сварных швах с медью такую смесь использовать бы не стал.
Кроме того, вместо водорода используется также азот для смешения с аргоном. Это также дает отличные преимущества в определенных сценариях. Например, аргонно-азотная смесь повышает свариваемость меди при больших токах. С правильным регулятором вы можете легко создать такую смесь. Кроме того, смесь аргона и гелия чрезвычайно популярна при работе с медью в качестве основного металла. Таким образом, сварщик может использовать эти два варианта, когда это необходимо.
Например, аргонно-азотная смесь повышает свариваемость меди при больших токах. С правильным регулятором вы можете легко создать такую смесь. Кроме того, смесь аргона и гелия чрезвычайно популярна при работе с медью в качестве основного металла. Таким образом, сварщик может использовать эти два варианта, когда это необходимо.
Когда речь идет о чистом гелии, который полностью отличается от аргона, процесс сварки может усложниться для сварщика. Поэтому я бы избегал его использования.
Подводя итог, я бы рекомендовал использовать аргон, смеси аргона и гелия (даже богатые гелием) и смесь аргона и азота для сварки TIG на меди.
Сварка вольфрамовым электродом в среде защитного газа, выполненная на медных трубах, очень выгодна и значительно обеспечивает жесткость. Многие предпочитают технику пайки сварке TIG. Тем не менее, сварка TIG является более предпочтительным методом для создания прочных соединений на медных трубах. Давайте посмотрим в следующем видео правильную технику выполнения такого сварного шва.
Многие из вас могут запутаться в информации, которую я даю вам в этой статье. Вот почему я решил создать план сварки TIG на меди. Итак, вот пошаговая методика создания прочных соединений с медью в качестве основного металла.
Первый шаг: принять меры безопасности
Следующим шагом является то, что сварщик должен очень хорошо осознавать свою безопасность, чтобы предотвратить риски. Необходимо использовать все средства индивидуальной защиты. Шлемы, перчатки, защитная одежда и надлежащая вентиляция очень важны. Пожалуйста, не пренебрегайте надлежащей вентиляцией, потому что пары, исходящие от сварки TIG меди, могут быть очень токсичными. Поэтому настоятельно рекомендуется выполнять процесс на открытом воздухе или в помещении с оборудованием, которое всасывает пары.
Второй этап: предварительный нагрев и сборка
Первые два действия, на которые должен обратить внимание сварщик, — это процессы предварительного нагрева и сборки. Крайне важно, чтобы оба куска меди имели правильную температуру перед началом сварки. В большинстве случаев сварщик сначала нагревает медь, а затем собирает детали. Однако в некоторых случаях, например невозможность сварки сразу после завершения предварительного нагрева, порядок этих процессов меняется на обратный. Это происходит потому, что мы не хотим, чтобы медь остыла.
Посмотрим, как обычно проходит этот процесс. Сначала сварщик должен выполнить процесс предварительного нагрева из-за высокой теплопроводности меди. Сегменты соединяемых кусков металла должны быть предварительно равномерно подогреты. Это помогает постепенно рассеивать тепло, а это, в свою очередь, снижает вероятность растрескивания. Температура предварительного нагрева во многом зависит от толщины металла. В основном от 50 до 752 градусов по Фаренгейту — это температурный диапазон, в котором сварщики используют в зависимости от толщины листа. Вот таблица, в которой вы можете заметить температуры предварительного нагрева для кусков меди разной толщины.
Вот таблица, в которой вы можете заметить температуры предварительного нагрева для кусков меди разной толщины.
| Толщина | Температура предварительного нагрева |
| 1 дюйм | 50 °C или 122 °F |
| 2 дюйма | 75 °C или 167 °F |
| 3 дюйма | 135 °C или 275 °F |
| 4 дюйма | 210 °C или 410 °F |
| 5 дюймов | 360 °C или 680 °F |
После завершения предварительного нагрева сварщик почти готов начать процесс. Поэтому монтируются необходимые медные детали, медные соединения, а также медные фитинги. Я бы не советовал сварщику не торопиться, потому что медь может слишком сильно остыть. Однако это не означает, что он должен торопиться со сборкой. Вот почему некоторые сварщики сначала производят сборку, а потом подогрев. В любом случае, порядок, вероятно, не будет иметь значения.
Для сборки деталей можно использовать зажимы. Это хороший способ сохранить все красиво и стабильно.
Третий шаг: настройки аппарата
Это небольшой шаг, но у большинства сварщиков возникает больше всего вопросов. Это текущие настройки, которые они будут использовать для своего процесса. Несмотря на то, что аппараты для сварки TIG с расширенными настройками стоят недорого, мы можем с уверенностью сказать, что ваш аппарат для сварки TIG имеет как минимум три настройки: DCEN, DCEP и A/C. Я рекомендую DCEN на 30-50 ампер больше, чем те, которые вы обычно используете для сварки TIG. Вот таблица, которая даст вам представление о том, какая сила тока должна работать. Имейте в виду, что вам, вероятно, придется калибровать силу тока на медных сплавах, потому что металлы сплава влияют на его свойства.
| Толщина | Сила тока |
| 1 дюйм | 160 А |
| 2 дюйма | 260 А |
| 3 дюйма | 300 А |
| 4 дюйма | 340 ампер |
| 5 дюймов | 360 ампер |
Четвертый шаг: Выполните сварку
После достижения требуемой температуры и всех настроек на машине выбраны, процесс сварки может быть инициирован. Вводится расплавленная лужа, а затем в шов вводится наполнитель. Проволоку наполнителя необходимо вводить сразу после появления лужи. Это действие необходимо выполнять быстро, чтобы избежать окисления.
Вводится расплавленная лужа, а затем в шов вводится наполнитель. Проволоку наполнителя необходимо вводить сразу после появления лужи. Это действие необходимо выполнять быстро, чтобы избежать окисления.
Вентиляция и защитный газ
Ключевым аспектом всего процесса является использование защитного газа. Можно использовать аргон, гелий и в некоторых случаях смеси аргона с азотом. Кроме того, поскольку пары меди могут нанести вред вашему здоровью, рекомендуется проводить сварку на открытых пространствах или при наличии хороших систем вентиляции вблизи шва.
Нередко в металлических конструкциях используют медь со сталью. Итак, многие сварщики будут сомневаться, можно ли сваривать медь и сталь вместе или нет? И уверенный ответ на этот вопрос – «ДА». Прежде чем читать, что вы должны делать в такой сварочной работе, давайте посмотрим, является ли сварка TIG хорошим методом для этого.
Является ли TIG лучшим выбором
TIG наряду с MIG и сваркой электродом являются доминирующими методами. Таким образом, очень хороший вопрос заключается в том, какой из этих методов является оптимальным для выполнения сварных швов между медью и сталью. Правда в том, что TIG — отличный метод для такой сварки. Есть много причин, по которым это верно для многих операций с разнородными металлами. Давайте посмотрим на проблемы соединения стали и меди сварными швами.
Таким образом, очень хороший вопрос заключается в том, какой из этих методов является оптимальным для выполнения сварных швов между медью и сталью. Правда в том, что TIG — отличный метод для такой сварки. Есть много причин, по которым это верно для многих операций с разнородными металлами. Давайте посмотрим на проблемы соединения стали и меди сварными швами.
- Во-первых, оба металла по существу имеют две разные точки плавления. Нержавеющая сталь имеет тенденцию плавиться при температуре около 1400 градусов по Цельсию. Однако медь плавится при температуре около 1085 градусов по Цельсию. Эта разница температур в 315 градусов по Цельсию может создать много проблем. А при сварочных работах вблизи шва выделяется много тепла.
- Вторая причина заключается в том, что существует серьезная металлургическая проблема. Оба этих металла чрезвычайно непохожи на микроскопическом уровне. Нержавеющая сталь не будет полностью растворяться при смешивании с медью. Это может быть причиной слабой связи между этими двумя металлами.

Эти проблемы кажется труднопреодолимыми, поскольку они связаны с неотъемлемыми свойствами этих металлов. Несмотря на это, если вы правильно сделаете сварку TIG, не возникнет серьезных проблем. Давайте посмотрим, что вы должны делать в таком случае.
Советы по прочным сварным швам между медью и сталью
Перед началом процесса сварки давайте составим список того, что вам понадобится.
- Стержень из силиконовой бронзы 1/16 дюйма
- Аргон в качестве защитного газа
- Острая головка вольфрамового электрода
Изменения в процедуре
Тщательная очистка
Самый первый шаг, которому все должны следовать, это очистить детали тщательно, которые подлежат сварке. При каждой сварочной операции шов должен быть чистым. Однако в этом случае более важно, чтобы все было чисто, чем при сварке TIG между двумя стальными деталями. Кроме того, вы обеспечите красивое завершение своей работы.
Этот процесс очистки можно выполнить с помощью двух разных предметов. Вы можете использовать щетку и шарик стальной ваты. Использование этих двух инструментов будет очень полезно для очистки деталей, так как помогает завершить процесс быстро и аккуратно.
Вы можете использовать щетку и шарик стальной ваты. Использование этих двух инструментов будет очень полезно для очистки деталей, так как помогает завершить процесс быстро и аккуратно.
Советы по сборке и процессу
Сборка очень важна, поскольку любая ошибка может привести к поломке в процессе сварки. Вы можете снизить риск, используя зажимы. Кроме того, вы сможете размещать куски металла именно там, где хотите.
После сборки можно включить подачу аргона. Вы можете использовать текущую настройку DCEN. Процесс начинается с использования острого вольфрамового электрода. Необходимо внимательно наблюдать за теплом, которое передается на медь, а затем медленно начинать добавлять материал стержня в бассейн. Нет необходимости сильно нагревать стальную деталь, потому что это может привести к растрескиванию конструкции.
После завершения сварки проверьте наличие дефектов, тщательно зачистив участок щеткой, а также убедитесь в отсутствии протечек.
Уникальный случай сварки между медью и латунью. У многих сварщиков есть вопросы по этому сценарию, и я не мог не упомянуть об этом.
У многих сварщиков есть вопросы по этому сценарию, и я не мог не упомянуть об этом.
Латунь трудно сваривать, так как она содержит много цинка, который плавится при более низкой температуре 907 градусов по Цельсию по сравнению с другими металлами.
Латунь — это металл, который имеет тенденцию быть универсальным и охватывает очень широкий спектр медных сплавов. Это сочетание меди и цинка. Концентрация меди внутри металла сильно влияет на его свойства.
Вот почему латунь широко применяется как в коммерческих, так и в некоммерческих отраслях. Латунь иногда используется в декоративных элементах многих домов. Во многих украшениях есть латунь. Это придает им больше текстуры и улучшенный внешний вид.
Инструкции, которые следует запомнить перед началом работы
Ниже приведен список нескольких советов, которые следует запомнить для эффективного соединения латуни с медью с помощью сварки.
- Заземление вольфрамового электрода на наконечник. Убедитесь, что наконечник не тупой
- Старайтесь удерживать тепло на основном металле и избегайте его на металле сварного шва.

- Очень важно поддерживать постоянную скорость движения
- Грязь может создать большие проблемы, тщательно очистите шов. В таком случае ацетон может творить чудеса.
- Держите оборудование под правильным углом 15–20 градусов от направления движения
- Не допускайте контакта вольфрама с заготовкой
- Используйте эффективную вентиляцию, пары могут быть токсичными
- Старайтесь соответствовать процессу сварки
- Не нагревайте латунь до температуры выше 365 градусов по Фаренгейту.
Далее мы обсудим несколько советов о том, как следует выполнять сварку TIG, когда необходимо соединить два металла: медь и никель. Эти металлы имеют очень хорошую свариваемость. Поэтому, если вы продолжите читать, вы поймете, что сварка TIG с этими материалами безотказна.
Сварка никеля и аргонодуговой сварки
Операция аргонодуговой сварки с участием меди и никеля обеспечивает высокую гибкость, поскольку тепловложение, подаваемое через дугу и наполнитель, контролируется отдельно. Таким образом, он будет более гибким, чем другие методы, и этот простой метод можно использовать для всех тонкостенных труб. Давайте рассмотрим несколько советов, которые вы можете использовать в таком сценарии.
Таким образом, он будет более гибким, чем другие методы, и этот простой метод можно использовать для всех тонкостенных труб. Давайте рассмотрим несколько советов, которые вы можете использовать в таком сценарии.
- Материал, который используется в качестве наполнителя, должен быть введен точно. Кроме того, следует избегать простого сплавления данного основного металла.
- Дуга, используемая в процессе, должна быть короткой, чтобы обеспечить достаточную защиту сварочной ванны защитным газом.
- Постоянный ток будет наиболее подходящим вариантом, потому что он отводит ток равномерно, что поможет отлично завершить процесс.
Для сварки TIG меди с алюминием потребуется защитный газ, которым обычно может быть аргон, так как он широко используется во многих случаях. Кроме того, аргон будет достаточно эффективен, чтобы дать практически идеальный результат.
Поверхность должна быть тщательно очищена, как это делается во всех других процессах сварки разнородных металлов. Иногда на поверхности металла могут скапливаться окислы, поэтому необходимо соблюдать осторожность при очистке области возле шва. Это потому, что эти оксиды плавятся при более высокой температуре, чем алюминий. Следовательно, это причина, по которой уборка должна быть сделана идеально.
Иногда на поверхности металла могут скапливаться окислы, поэтому необходимо соблюдать осторожность при очистке области возле шва. Это потому, что эти оксиды плавятся при более высокой температуре, чем алюминий. Следовательно, это причина, по которой уборка должна быть сделана идеально.
При сварке TIG между медью и алюминием лучше всего использовать переменный ток. Переменный ток очень высокой частоты даст наилучший результат в этом сценарии сварки. Присадочные металлы для этого типа сварки должны быть высокого качества, и очень важно, чтобы они не были загрязнены.
Вот факторы, которые следует учитывать при сварке меди с алюминием. Существует не так много вариаций по сравнению со стандартным методом, который я предоставил для большинства операций сварки TIG меди.
Если вы не знакомы со сваркой TIG, давайте немного справимся с основами сварки TIG. Это потому, что некоторые из наших читателей являются новичками и могут запутаться позже в этой статье.
TIG кратко называется вольфрамовым инертным газом, и принцип, принятый здесь, заключается в том, что между металлами и электродом создается электрическая дуга. При подаче электроэнергии оба куска металла вместе с вольфрамом плавятся.
При подаче электроэнергии оба куска металла вместе с вольфрамом плавятся.
Преимущества сварки TIG
СваркаTIG — очень популярный метод среди сварщиков. Преимущества практичны, а в некоторых случаях эстетичны, поскольку бусины нередко включаются в дизайн. Тем не менее, контроль и точность металла можно легко получить при сварке TIG. Какой бы ни была форма объектов, будь то круглая или нечетная, сварочные стержни TIG могут легко создавать прочные соединения на различных типах основных металлов.
Также с помощью tig-сварки возможна сварка крайне разнородных материалов. Эти два являются определенными плюсами, а также есть множество других, которыми можно наслаждаться, практически наслаждаясь процессом.
Процесс и параметры сварки TIG
При сварке TIG с помощью дуги расплавленный вольфрам создает небольшую ванну, которая позволяет соединять металлы. Пока сварщик работает, он будет вручную подавать тонкую проволоку присадочной проволоки к основному металлу. Затем расплавленная ванна затвердевает, поскольку этот процесс происходит, сварщик медленно перемещает электрод вдоль шва. Все дело в технике, скорости и напряжении. В некоторых сварочных работах используются специальные электроды. Подробнее об этих параметрах мы расскажем позже в этой статье.
Затем расплавленная ванна затвердевает, поскольку этот процесс происходит, сварщик медленно перемещает электрод вдоль шва. Все дело в технике, скорости и напряжении. В некоторых сварочных работах используются специальные электроды. Подробнее об этих параметрах мы расскажем позже в этой статье.
Во время всего процесса используется так называемый защитный газ. Это инертный газ, который защищает область сварочной ванны от загрязнений из-за переноса кислорода. Сварщик получает полностью готовое изделие, представляющее собой бесшлаковый сварочный шов. Этот шов обычно так же устойчив к коррозии, как и основной металл.
Многие типы таких газов могут использоваться при сварке ВИГ. Однако наиболее распространенным из этих газов является аргон.
Многие говорят, что этот процесс очень похож на кислородно-ацетиленовую сварку. Это связано с тем, что в обоих этих процессах используется наполнитель для усиления соединения двух кусков металла.
Когда речь идет о типах материалов, которые можно сваривать методом TIG, существует несколько ограничений. Список этих металлов довольно велик. В этот список включены нержавеющая сталь и многие другие цветные металлы, такие как сплавы алюминия, магния и меди.
Список этих металлов довольно велик. В этот список включены нержавеющая сталь и многие другие цветные металлы, такие как сплавы алюминия, магния и меди.
Сварщик, обладающий большим опытом и экстраординарными навыками в этом процессе, может выполнять сложные сварные швы на таких металлах, как латунь.
Сварочное оборудование TIG
Не вдаваясь в подробности, мы упомянем некоторые виды оборудования, которое используется в этом типе сварки.
Сварочный аппарат : Это источник питания во всем процессе, и мощность, подаваемая сюда, дает постоянный ток в форме постоянного или переменного тока.
Факел : Он был разработан для автоматической работы, чтобы обеспечить постоянную подачу тепла, необходимого для работы.
Сварочный кабель : это кабель, который подает электроэнергию на наконечник горелки.
Рабочий провод : Следующим элементом будет рабочий провод. По сути, это заземляющий кабель, который крепится к основному металлу с помощью зажима.
Керамическая чашка: Вы можете поместить этот предмет на факел. Это влияет на свойства дуги.
Медная цанга : Эта медная цанга помогает захватывать и удерживать вольфрамовый электрод. и тогда будет полезно отрегулировать всю длину вольфрама, который выступает из данной чашки.
Подача защитного газа : Используемые здесь газы будут достаточно полезны для защиты всей зоны сварки от атмосферного газа, который может вызвать соответствующие дефекты. В основном все сварщики будут использовать 100% аргон, и даже некоторые могут использовать газовую смесь аргона вместе с другими газами.
Таким образом, мы завершили наше обсуждение, упомянув несколько важных моментов, касающихся сварки ВИГ меди с другими металлами. Очень важная часть статьи связана с безопасностью. Вот почему я должен подчеркнуть важность средств индивидуальной защиты. Скрытым риском при работе с медью и ее сплавами являются пары, выделяющиеся при сварочных работах.
Надеюсь, эта статья оказалась для вас полезной. Вы можете ознакомиться с другими статьями о сварке и обработке на станках с ЧПУ на моем сайте.
Как сварить медь TIG: руководство из двенадцати шагов
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после нажатия на мои ссылки».
Медь не трудно сваривать ВИГ, но некоторые уникальные свойства, которые вы должны иметь в виду. Медь очень эффективный проводник тепла, поэтому заготовка будет быстро нагреваться, когда вы приступайте к сварке. Будьте готовы к жаре и носите подходящее защитное снаряжение, если Вы собираетесь сваривать медь. Вам также нужно двигаться быстро, как только вы начнете сварка, потому что тепло, которое создает сварочную ванну, быстро рассеивается в меди.
Итак, как сварить медь методом TIG? Шаги к Медь для сварки TIG:
- Купить бескислородную медь для сварки TIG
- Получить другие необходимые материалы: электроды, сварочную проволоку, защитный газ
- Собрать оборудование для сварки 90 007 Заточите электрод и настроить цангу
- настроить сварочный аппарат для сварки TIG меди
- очистить медь
- Убрать растворители
- Проверить вентиляцию — пары меди токсичны
- Одежда для сварки
- Предварительно нагреть медь пропановой горелкой
- 9 0159 Высеките искру и сделайте лужу
- Двигайтесь быстро, чтобы не потерять лужу
- Пусть медленно остынет
Сварка ВИГ медь не твердая, но
делается не так часто. Он отличается от стали, но
достаточно просто. Нельзя обрабатывать медеподобную сталь; маленькие детали
различны. Обратите на них внимание, и ваш проект будет в порядке.
Он отличается от стали, но
достаточно просто. Нельзя обрабатывать медеподобную сталь; маленькие детали
различны. Обратите на них внимание, и ваш проект будет в порядке.
Шаг 1: Приобретите подходящую медь
Если вы свариваете медь методом TIG, купите бескислородную медь. В некоторых сортах меди кислород растворен в металле. Кислород разъедает сварной шов под воздействием тепла сварки TIG. Бескислородная медь не имеет этой проблемы, и она прекрасно справляется с сваркой TIG.
Бескислородная медь является наиболее доступный сорт меди, доступный сегодня, потому что это лучший сорт для электрические приложения. Вы можете купить бескислородную медь на большинстве металлургических заводов. Существуют различные сорта бескислородной медь разной степени чистоты. Обозначения ATSM для бескислородных медь:
- C11000 или электролитическая вязкая медь (ETP) для меди с чистотой 99,9 %
- C10200 или бескислородная (OF) медь для чистоты 99,95 %
- C10100 или бескислородная электронная (OFE) медь для чистоты 99,99 % 9000 8
- Существуют обозначения для меди с высоким уровнем чистоты, но они предназначены для очень специализированных применений, таких как криогеника или воздействие экстремальных температур.

бескислородная медь и подходит для любого сварочного проекта. Вам нужно только более высокие оценки, если инженер указывает их в плане сварки.
Не покупайте бывшую в употреблении медь на свалках для сварки TIG. Если медь не бескислородная, сварные швы будут пузыриться и трескаться. Они даже могут заржаветь. Корродированные сварные швы будут слабыми и ломкими. Если вы не используете бескислородную медь, ваши сварные швы будут в лучшем случае некрасивыми. В худшем случае не удержат.
Часы для цинка
Медный сплав с цинком дает бронзу. Некоторый сорта переработанной меди могут включать немного цинка. При сварке TIG, цинк может испаряться из-за высокой температуры и производить высокотоксичные пары. Если вы соединяете медь свалки, припой или припой вместо сварки TIG.
Медь для продуктов питания (и напитков)
Если вы свариваете медь для обработки питьевой воды (или более крепких напитков), используйте чистую медь, а не сплавы. Сплавы могут выщелачивать металлы в жидкости, которые не подходят для питья. Выщелачивание ухудшается при высоких температурах, таких как кипение жидкости и сдерживание пара.
Сплавы могут выщелачивать металлы в жидкости, которые не подходят для питья. Выщелачивание ухудшается при высоких температурах, таких как кипение жидкости и сдерживание пара.
Некоторые металлы могут даже вызвать слепоту при попадании внутрь. Если вы строите медь для обработки пищевых продуктов, не используйте медный лом — только новый. Опасно изготавливать оборудование для обработки пищевых продуктов из неизвестных марок металла.
Шаг 2: Сбор других материалов
В дополнение к свариваемому материалу, Для сварки TIG требуется электрод для передачи тока, отдельный стержень, который плавится, образуя сварной шов, и защитный газ для защиты сварного шва от коррозии под жар дуги.
Выбор электрода
Для Сварка меди методом TIG. Некоторые рекомендуемые электроды включают:
- 1,5 % лантансодержащего вольфрама (золотой наконечник)
- 2 % лантансодержащего вольфрама (синий наконечник)
- Торированный вольфрам (красный наконечник)
- Смесь редкоземельных элементов (фиолетовый наконечник)
- Серийированный вольфрам (серый наконечник)
Любой из этих электродов может успешно
сварить медь. Каждый из них имеет свои характеристики с точки зрения легкости зажигания дуги,
долговечность и пригодность для настроек переменного или постоянного тока. Выберите тот, который вам знаком
с или поэкспериментируйте, чтобы увидеть, что лучше всего подходит для вас.
Каждый из них имеет свои характеристики с точки зрения легкости зажигания дуги,
долговечность и пригодность для настроек переменного или постоянного тока. Выберите тот, который вам знаком
с или поэкспериментируйте, чтобы увидеть, что лучше всего подходит для вас.
Стержни для сварки меди
В отличие от других видов сварки, при сварке ВИГ стержень отделен от электрода. Пока вы держите электрод одной рукой, чтобы сделать дугу, вам нужно подать стержень другой рукой, чтобы получить сварочную ванну и вытяните сварной шов.
Для высококлассных работ доступны раскисленные медные прутки TIG. Эти стержни предназначены для сварки меди методом TIG и обеспечивают чистый, привлекательный и прочный сварной шов. После того, как сварной шов остынет, цвет сварного шва будет почти таким же, как у медной заготовки. Эти удилища недешевы, но они дадут отличные результаты.
Для более прочных сварных швов выбирайте стержни из кремниевой бронзы. Эти стержни дадут прочное и долговечное соединение. Стержни из кремниевой бронзы очень распространены, и они дешевле, чем стержни из чистой меди. Эти стержни также подходят для соединения различных металлов, поэтому используйте их, если вам нужно соединить медь со сталью или железом.
Стержни из кремниевой бронзы очень распространены, и они дешевле, чем стержни из чистой меди. Эти стержни также подходят для соединения различных металлов, поэтому используйте их, если вам нужно соединить медь со сталью или железом.
Если вас беспокоит внешний вид, вы также можете используйте полоски основного металла шириной 1/8 дюйма в качестве сварочных стержней. Обрежьте тонкие полоски отходов материал из выступающей меди и использовать их в качестве сварочных стержней. Финал сварной шов будет того же цвета, что и основной материал. При небольшом шлифовании готовая деталь будет выглядеть так, как будто она вообще не была сварена. Это также отличный способ использовать лом меди, который не стоит перерабатывать.
Если вы только практикуете медь
сварных швов, вы можете использовать зачищенную проволоку Romex в качестве сварочного стержня. Будет не так сильно
или привлекательным, поскольку используют коммерческие стержни или основной металл, но Romex дешев
и легко найти. Во многих магазинах где-то припрятана катушка или две катушки Romex.
что можно использовать.
Во многих магазинах где-то припрятана катушка или две катушки Romex.
что можно использовать.
Защитный газ
Металлы быстро окисляются при экстремальных теплота сварки TIG. Чтобы предотвратить это, сварщики TIG подают постоянный поток подайте в дугу инертный защитный газ, чтобы защитить сварной шов, пока он очень горячий. Там Для сварки TIG доступны различные газы и газовые смеси.
Для сварки ВИГ меди используйте чистый гелий или 80 % гелия / 20 % аргона для смеси защитного газа. Чистый гелий пропускает 1,7 раз больше тепла, чем чистый аргон. Медь требует много тепла для сварки, поэтому получить максимальную отдачу от вашего защитного газа полезно. Если вы свариваете толстые материал или ваш сварочный аппарат имеет ограниченный ток, используйте чистый гелий.
Вы можете сваривать медь, используя чистый аргон в качестве защитного газа, но это тяжелая битва. Если ваша деталь тонкая или у вас есть большой сварочный аппарат, вам, вероятно, придется работать с чистым аргоном. Если вы используете небольшой сварочный аппарат для толстой меди, вы не сможете успешно сварить медь в аргоне. Если вы не можете получить достаточно тепла для хорошего сварного шва в чистом аргоне, вместо этого используйте гелий.
Если вы используете небольшой сварочный аппарат для толстой меди, вы не сможете успешно сварить медь в аргоне. Если вы не можете получить достаточно тепла для хорошего сварного шва в чистом аргоне, вместо этого используйте гелий.
Этап 3: Другое необходимое оборудование
Все оборудование, необходимое для сварки меди можно приобрести в хорошо укомплектованном сварочном цеху. Соберите свое снаряжение перед вами начать работу над проектом. Вам понадобится:
- Настольный шлифовальный станок для подготовки электрода перед сваркой.
- Проволочная щетка для удаления окисления с поверхности сварного шва. Лучшие щетки для чистки меди имеют мелкозернистую щетину из нержавеющей стали. Используйте специальную щетку для меди; не пытайтесь чистить щеткой, на которой уже есть всякая грязь.
- Ацетон или другой растворитель для удаления всех следов жира, краски и других загрязнений с поверхности сварного шва. Цитрусовый обезжириватель также является хорошим выбором для очистки металла, и он не воспламеняется
- Защитное снаряжение, обеспечивающее безопасность во время сварки.
 Вам понадобится маска, перчатки, рубашка с длинными рукавами или кожаная куртка, а также плотные джинсы или сварочные штаны.
Вам понадобится маска, перчатки, рубашка с длинными рукавами или кожаная куртка, а также плотные джинсы или сварочные штаны. - Респиратор для защиты от токсичных паров меди
- Пропановая горелка для предварительного нагрева заготовки
Шаг 4. Заточка электрода
Медь лучше всего сваривается острым электродом. Если ваш электрод не имеет острого острия, используйте настольную шлифовальную машину, чтобы освежить его. Подсказка. Новые электроды можно приобрести с острым наконечником. Как только наконечник готово, вставьте электрод в цангу и затяните его. Отрегулировать подачу газа на наконечник в соответствии с рекомендациями производителя.
Если вы часто выполняете сварку TIG, вам можно сэкономить время на заточку электродов электродом мясорубка. Они работают как точилка для карандашей (кроме вольфрама!), чтобы быстро дать вам идеальные точки на ваших электродах.
Шаг 5. Настройка сварочного аппарата
Медь является теплоотводом и требует много
тепло для сварки. Некоторые профессионалы используют от 300 до 400 ампер для толстых кусков.
медь. Вам нужен большой сварочный аппарат, чтобы потушить усилители, необходимые для толстой меди.
Обратитесь к руководству для вашего конкретного сварочного аппарата, чтобы узнать о лучших настройках для сварки TIG.
медь. Если вы не работаете с очень тонкими листами, вы можете увеличить мощность усилителя.
без повреждения меди.
Некоторые профессионалы используют от 300 до 400 ампер для толстых кусков.
медь. Вам нужен большой сварочный аппарат, чтобы потушить усилители, необходимые для толстой меди.
Обратитесь к руководству для вашего конкретного сварочного аппарата, чтобы узнать о лучших настройках для сварки TIG.
медь. Если вы не работаете с очень тонкими листами, вы можете увеличить мощность усилителя.
без повреждения меди.
После настройки сварочного аппарата обязательно подсоедините возвратный зажим от сварочного аппарата к заготовке или рабочему столу. Ты не может получить искру, если у вас нет цепи.
Дважды проверьте заземление вашего сварочного аппарата также. Медь — отличный проводник электричества, и любая проблема с заземление может привести к поражению электрическим током. Всегда проверяйте заземление, но обязательно проверьте, работаете ли вы с большими кусками меди. Убеждаться не прикасаться к котлу голой кожей во избежание ударов током.
Шаг 6. Очистите медь
Хорошо очистите медь. Удалите краску и жир с помощью растворителя, такого как ацетон, метилэтилкетон или разбавитель лака. Если на поверхности есть налет или окисление, сотрите их щеткой из нержавеющей стали с тонкой щетиной. Сварной шов не будет держаться, если вы попытаетесь работать с грязной поверхностью.
Удалите краску и жир с помощью растворителя, такого как ацетон, метилэтилкетон или разбавитель лака. Если на поверхности есть налет или окисление, сотрите их щеткой из нержавеющей стали с тонкой щетиной. Сварной шов не будет держаться, если вы попытаетесь работать с грязной поверхностью.
Если поверхность никогда не красилась, можно не использовать растворитель. Использование обезжиривателя на основе цитрусовых эффективно удаляет все следы жира. Обезжириватель пахнет намного лучше, чем растворители, и не воспламеняется. Это хорошая мера безопасности в сварочном цехе.
Шаг 7. Уберите растворители
Если вы использовали легковоспламеняющийся растворитель для очистки меди, уберите его сейчас. Вы не хотите, чтобы летучие химические вещества выделялись, когда вы имеете дело с высокой температурой сварки. Медь, которую вы свариваете, потенциально достаточно горячая, чтобы воспламенить растворители. Убедитесь, что у него нет шансов.
Шаг 8. Проверка вентиляции
Убедитесь, что у вас хорошая вентиляция при сварке меди методом TIG. Пары меди, образующиеся при сварке TIG, токсичны. Если вы не уверены в вентиляции, во время сварки следует надевать респиратор. Симптомы вдыхания меди проявляются через четыре-двенадцать часов, поэтому вы, скорее всего, не узнаете, что у вас есть проблема, пока не закончите сварку. Наденьте респиратор, даже если это неудобно.
Пары меди, образующиеся при сварке TIG, токсичны. Если вы не уверены в вентиляции, во время сварки следует надевать респиратор. Симптомы вдыхания меди проявляются через четыре-двенадцать часов, поэтому вы, скорее всего, не узнаете, что у вас есть проблема, пока не закончите сварку. Наденьте респиратор, даже если это неудобно.
Шаг 9: Одежда для сварщика
Всегда нужны маска, перчатки и чехол для верхней части тела при сварке. Вы можете надеть кожаную куртку сварщика или рубашка с длинными рукавами из негорючего материала для сварки. Для сварки меди вам понадобится также немного дополнительной защиты.
Медь является лучшим проводником тепла,
большинство людей когда-либо будут сваривать. Тепло от сварки быстро распространяется
на протяжении всего произведения. Если вы работаете с крупными деталями,
иметь достаточно одежды на ногах, а также на руках, чтобы не быть
сгорел, если вы контактируете с медью вдали от сварного шва. Иметь много холода
пить воду под рукой и делать перерывы до перегрева.
Шаг 10. Предварительный нагрев меди
Поскольку медь быстро поглощает тепло и распределять тепло по всей обрабатываемой детали, может быть трудно поддерживать сварочная лужа. Чтобы медь оставалась достаточно горячей для сварки, предварительно нагрейте всю деталь. до температуры от 300 до 750 градусов. Это особенно важно для листовой меди, потому что тепло распространяется во всех направлениях. Труба немного легче поддерживать тепло, потому что тепло не может распространяться так далеко.
Для предварительного нагрева изделия используйте пропановую горелку. по всей поверхности проекта для быстрого повышения температуры. Медь легко нагревается, и горячие точки не являются большой проблемой. Тепло будет поступать равномерно через кусок, как вы используете факел.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Шаг 11: сварка соединения
Когда вы будете готовы к сварке, поместите детали вместе и закрепите их на месте. Чтобы высечь искру, возьмитесь за кончик электрод примерно в дюйме от сустава и нажмите на педаль ногой. Держать дуга под углом 70 градусов к поверхности меди. Ударь ковчег и нажми жезл, чтобы сделать лужу.
Как только у вас появится лужа, используйте кончик стержень, чтобы распределить буртик по суставу. Продолжайте подавать стержень в сварной шов и распространение бассейна с стержнем. Как только вы начали сварку, медь легко работать с. Поддерживайте дугу и подавайте стержень с постоянной скоростью.
Если вы работаете с очень тонкими листами, будьте осторожны с деформацией. Огромное тепло от сварки TIG может деформировать материал. Если вы работаете с очень тонкими или хрупкими деталями, пайкой или пайка может быть лучшим выбором, чем сварка TIG.
Двигайтесь быстро
При сварке меди есть одно предостережение: не медлите. Способность меди поглощать тепло означает, что изделие может остывать быстрее, чем вы думаете. Тепло от дуги быстро рассеивается в меди. Если вы слишком медленны, вы потеряете лужу и вам придется начинать новую дугу и лужу.
Тепло от дуги быстро рассеивается в меди. Если вы слишком медленны, вы потеряете лужу и вам придется начинать новую дугу и лужу.
Шаг 12. Медленное охлаждение
Медленное охлаждение медных сварных швов для предотвращения сварки растрескивание. Предварительный нагрев всей детали помогает в этом, так как в ней больше тепла. рассеять. Закапывание детали в песок или покрытие ее стеклотканью одеяло также может замедлить процесс охлаждения. Дайте ему достаточно времени, чтобы остыть прежде чем вы сделаете что-нибудь еще с ним.
Изготовление изделий из меди
Медь чаще всего используется для проводка, не требующая сварки. Другим повседневным применением меди является тепло. замена трубопроводов в холодильниках, установках ОВиК и промышленном оборудовании; этот трубопроводы обычно паяют или паяют, а не сваривают. Теперь, когда вы знаете, как чтобы сварить медь, что нужно сделать?
Медь стала популярным материалом для
декоративные элементы в архитектуре.