Какую полярность при сварке инвертором выбрать
Стройка в садутому назад 218 просмотра
Какую полярность при сварке инвертором выбрать
Содержание статьи:
- 1 Зачем нужна обратная и прямая полярность
- 2 Особенности сварки на прямой полярности
Сварка инвертором имеет свои особенности перед сваркой обычным трансформаторным аппаратом. Прежде всего, это постоянный ток, следовательно, сварку металлов можно осуществлять в двух режимах, с прямой и обратной полярностью.
Простыми словами, меняя подключения инвертора (плюс на электрод и наоборот), можно менять режимы сваривания металлов. Это одно из основных преимуществ инверторной сварки, перед обычной. Что это даёт? Какую полярность выбрать? Именно об этом и будет рассказано в данной статье строительного журнала samastroyka.ru.
Содержание статьи
Зачем нужна обратная и прямая полярность
Чтобы ответить на данный вопрос, нужно углубиться в технологический процесс сварки постоянным током.
При этом если к плюсовому выходу инвертора подключить электрододержатель, а к минусовому, держатель массы, то температура пятна будет гораздо ниже, примерно на 1000 градусов.
Таким образом, можно более тонко выбрать режим сварки, что даст следующие преимущества:
- Используя прямую полярность инвертора, основная температура придётся на свариваемый металла, который начнёт намного быстрее и больше разогреваться. Все это позволит более качественно проварить толстый металл и хорошо углубить корень шва. Сварочное соединение будет обладать максимальной прочностью и надёжностью.
- Используя обратную полярность инвертора, наоборот, получится не перегревать металл, поскольку самая большая температура будет приходиться на кончик электрода при сварке. Таким образом, на обратной полярности удобней всего варить тонкий металл, который на прямой полярности, скорее всего, будет прожигаться сваркой.


Кроме того, на обратной полярности варят такие металлы, которые имею большую чувствительность к перегреву. В первую очередь, это нержавейка, высокоуглеродистая сталь, чугун, и некоторые другие металлы.
Вот зачем нужна обратная и прямая полярность инвертора. При этом расход электродов на обратной полярности, будет намного выше, чем на прямой. Связано это с тем, что при подключении инвертора на обратную полярность, большая часть температуры приходится именно на электрод. В результате чего он намного быстрее сгорает в процессе сварки.
Особенности сварки на прямой полярности
При сварке инвертором на прямой полярности возникают определённые моменты, о которых должен знать каждый сварщик:
- Во-первых, данный режим сварки инвертором характеризуется большим разбрызгиванием расплавленного металла;
- Сварочная дуга на прямой полярности менее стабильна, и с этим приходится мириться;
- Поскольку температура нагрева электрода меньше, то при сварке на прямой полярности возможно использование токов с большим значением;
- Увеличивается коэффициент наплавки металла;
- Смена полярности инвертора влияет и на состав наплавленного металла. При сварке на прямой полярности, в составе металла практически отсутствует углерод, но зато гораздо больше марганца с кремнием.
 При сварке на прямой полярности, в составе металла практически отсутствует углерод, но зато гораздо больше марганца с кремнием.
При сварке на прямой полярности, в составе металла практически отсутствует углерод, но зато гораздо больше марганца с кремнием.Выбор того или иного режима сварки, во много зависит от поставленных задач.
Зная особенности обратной и прямой полярности инвертора, получится выполнить работу более тонко и качественно.
Оценить статью и поделиться ссылкой:
СЛУЧАЙНЫЕ СТАТЬИ
Когда старый интерьер надоедает, вызывает скуку, а не восхищение, нужно задуматься о ремонте. Те, кто его уже делал, согласятся, что…
тому назад 194 просмотра
Встраиваемые пылесосы во многом напоминают системную вентиляцию, только в данном случае воздух не нагнетается, а втягивается. Данные функциональные различия не…
тому назад 184 просмотра
Для комфортного проживания на даче понадобится такое приспособление, как водонагреватель.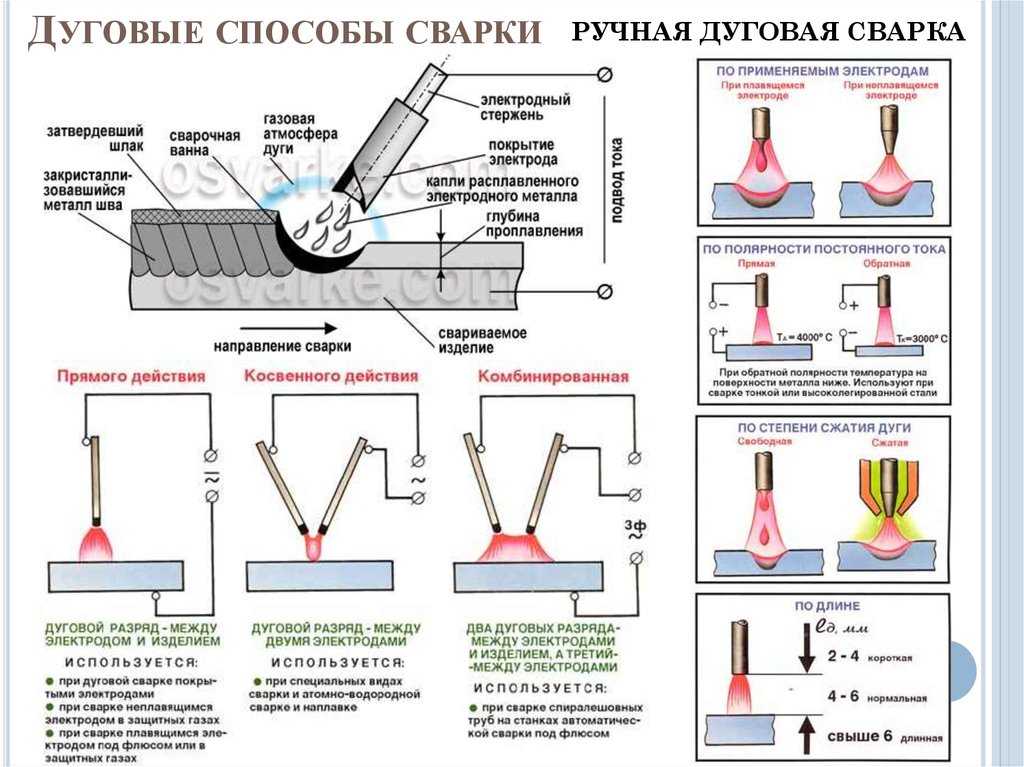 С его помощью можно получить достаточное количество горячей воды для…
С его помощью можно получить достаточное количество горячей воды для…
тому назад 220 просмотра
Самодельный дисковый шлифовальный станок, подробные чертежи, размеры и описание конструкции. Изготовил для своей домашней мастерской — дисковый шлифовальный станок. Конечно,…
тому назад 500 просмотра
Если вы недавно переехали в новую квартиру или просто решили сделать в квартире ремонт, но всю еще не определились с…
тому назад 149 просмотра
Алюминиевые зимние сады давно полюбились многим. Такие сады становятся прекрасным способом обрести душевное равновесие, улучшить самочувствие, приподнять настроение и даже…
тому назад 194 просмотра
Полярность при сварке инвертором: прямая и обратная
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
Содержание
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
 Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.
Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Иногда для металла и электродов требуются совершенно разные настройки, и сварщику приходится подбирать наиболее оптимальное совмещение рабочих циклов с силой тока. Кроме того, нужно обязательно учитывать рекомендации завода-изготовителя, отраженные в технической документации.
Особенности сварки с прямой и обратной полярностью
Прямая и обратная полярность инвертора обладают индивидуальными свойствами, которые нужно обязательно учитывать при выполнении сварочных работ.
Особенности сварки при подключении инвертора с прямой полярностью:
- Электроды и присадочные материалы во время работы расплавляются и переносятся в сварочную ванну в виде крупных металлических капель. Это приводит к увеличенному разбрызгиванию металла и росту коэффициента проплавления.
- Режим прямого подключения отличается нестабильностью электрической дуги.
- С одной стороны заготовки глубина проваривания снижается, а с другой – снижается количество углерода, внедряемого в металлическую массу детали.
- Металл нагревается правильно, его структура не нарушается и остается неизменной.
- Сварочная проволока или электрод нагревается меньше, что дает возможность при необходимости увеличить силу тока.
- Отдельные сварочные материалы отличаются увеличенным коэффициентом наплавки, особенно, когда в активных и инертных газах используются плавящиеся электроды. Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.
- Прямая полярность при сварке оказывает влияние на структуру материала, остающегося внутри шва между сваренными металлическими деталями. Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
Обратная полярность при сварке инвертором обязательно используется, когда свариваются заготовки из тонких листовых металлов. Этот процесс требует внимания и осторожности, поскольку велика вероятность прожечь и испортить материал. Данный режим подключения дополняется другими методами, позволяющими избежать неосторожных повреждений.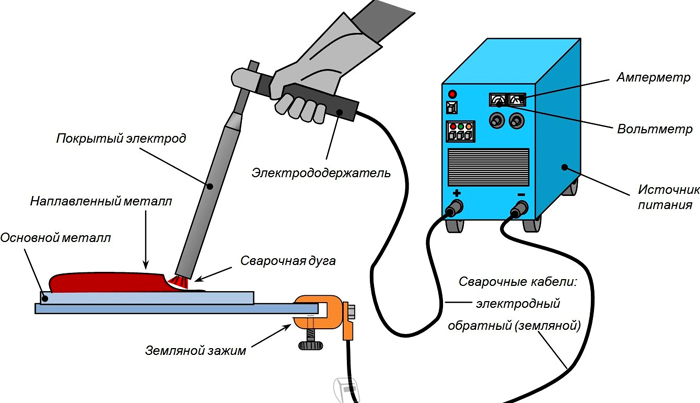
Среди них можно выделить следующие:
- Понижение силы тока, вызывающее уменьшение температуры на поверхности заготовки.
- В процессе сварки рекомендуется использовать прерывистый шов. Вначале свариваются несколько участков в разных местах, после чего они соединяются между собой в единое целое. Данная схема может меняться, в зависимости от конкретных условий соединения металлов. Таким образом, удается предотвратить деформацию металлических заготовок, особенно, если их длина превышает 20 см. Большее количество отрезков делает каждый участок более коротким, и металл за счет этого намного меньше коробится.
- Сварка слишком тонких заготовок осуществляется с периодически прерывающейся электрической дугой. Электрод быстро выходит из рабочей зоны и тут же возвращается на место и поджигается. Процесс выполняется практически непрерывно.
- При соединении внахлест прижим заготовок друг к другу должен быть максимально плотным и герметичным. Наличие даже незначительного воздушного зазора может вызвать прожигание детали, расположенной сверху. Создать плотное прилегание можно каким-нибудь грузом или струбцинами.
- Выполняя соединение встык, необходимо обеспечить минимальный зазор между свариваемыми изделиями. В идеальном варианте зазор должен вообще отсутствовать.
- Если тонкие листовые заготовки имеют слишком неровные кромки, то в этом месте под сварочным стыком укладывается материал, компенсирующий избыточное тепло. Лучше всего для этих целей подходят медные или стальные пластины, толщину которых желательно выбирать как можно больше.
 Создать плотное прилегание можно каким-нибудь грузом или струбцинами.
Создать плотное прилегание можно каким-нибудь грузом или струбцинами.Сварка с обратной полярностью
Сварка с обратной полярностью — это тип сварки, при котором электрод подключается к положительной клемме источника питания.
Обратная полярность известна как положительный электрод; это означает, что электроны перетекают от электрода к свариваемому металлу.
Обратная полярность постоянного тока
Обратная полярность постоянного тока или постоянный ток Обратная полярность используется при сварке электродом, сварке TIG, сварке MIG и FCAW. Большинство сварщиков используют постоянный ток с электродом, подключенным к положительной клемме, что известно как , обратная полярность .
Если вы сварщик, то знаете, что одной из самых важных вещей, на которую следует обратить внимание, является обратная полярность постоянного тока при сварке большинством сварочных электродов.
Что такое обратная полярность при сварке
Обратная полярность при сварке – это когда электрод подключается к положительной клемме источника питания, а заготовка подключается к отрицательной клемме источника сварочного тока.
при сварке с обратной полярностью дуга стабильна и напряжение остается постоянным. Обратная полярность используется в основном при сварке электродом, сварке MIG, FCAW и SAW.
прямая полярность и обратная полярность при сварке
При сварке полярность относится к направлению электрического тока. При сварке существует два типа полярности:
- прямой полярности (также называемой DCEN) и
- обратной полярности (также называемой DCEP).
Прямая полярность – это когда электрод положительный, а заготовка отрицательный. Обратная полярность — это когда электрод отрицательный, а заготовка положительная, как показано на рисунке ниже.
прямая полярность и обратная полярность при сваркеразница между прямой полярностью и обратной полярностью
Между прямой полярностью и обратной полярностью есть несколько ключевых различий. Во-первых, при прямой полярности ток течет от анода к катоду.
Однако при обратной полярности ток течет от катода к аноду. Во-вторых, в большинстве случаев сварки используется прямая полярность, поскольку она обеспечивает больший нагрев сварного шва.
Обратная полярность используется для резки и строжки, так как это помогает более эффективно удалять шлак. Наконец, при использовании прямой полярности электрод должен быть положительным, а при использовании обратной полярности электрод должен быть отрицательным.
прямая сварка и сварка с обратной полярностью
Сварка прямой и обратной полярностью применима к сварочным аппаратам, которые показывают «Как электрод и кабель заземления подключены к свариваемому изделию».
Straight vs reverse polarity welding are compared in below table:
| Characteristics | Straight Polarity | Reverse Polarity |
|---|---|---|
| Current type | Direct Current (DC) | Direct Current (DC) |
| Electrode position | Negative | Positive |
| polarity name | DCEN | DCEP |
| Heat distribution | 2/3 на работе, 1/3 на электроде | 2/3 на электроде, 1/3 на работе |
| Поток электронов | От электрода к работе | From work to electrode |
| Flow of Ions | From work to electrode | From electrode to Work |
| Penetration | Deep | Narrow |
| Suitable for | Сварка TIG и сварка электродом | Сварка электродом, сварка MIG и сварка FCAW |
Какая полярность также называется обратной полярностью?
Положительный электрод постоянного тока также называется обратной полярностью при сварке.
Определение сварки с обратной полярностью
Сварка с обратной полярностью означает полярность сварки, при которой сварочный электрод подключается к положительной клемме, а обрабатываемая деталь подключается к отрицательной клемме сварочного аппарата/сварочного аппарата. Обратная полярность также известна как Положительная полярность электрода .
Почему при сварке MIG используется обратная полярность?
Обратная полярность или полярность DCEP используется при сварке MIG, поскольку она обеспечивает постоянную кривую сварочного напряжения.
При кривой постоянного напряжения длина сварочной дуги остается постоянной даже при изменении длины дуги во время сварки.
Встроенная функция аппарата автоматически регулирует скорость подачи сварочной проволоки для компенсации изменения длины дуги. Такой сварочный аппарат называется источником питания постоянного напряжения (CV) типа .
Когда использовать сварку с обратной полярностью?
Обратная полярность используется при сварке электродами с калиевым покрытием и при сварке тонколистового металла или основных металлов с низкой температурой плавления.
Как известно, при обратной полярности распределение тепла больше, на электрод (Анод) приходится почти 2/3 тепла, а 1/3 тепла выделяется на работе.
как поменять полярность на сварочном аппарате
Вы можете поменять полярность на сварочном аппарате, изменив на нем соединительную клемму. Чтобы поменять полярность на сварочном аппарате, подсоедините сварочный электрод к положительной клемме, а обрабатываемую деталь (заземление) — к отрицательной.
Некоторые сварочные аппараты имеют встроенный переключатель обратной полярности. Вы можете выбрать переменный ток, прямую или обратную полярность, изменив переключатель. Пример такого переключателя показан ниже.
Похожие сообщения:
- Типы сварочных аппаратов с картинками
- Советы по покупке сварочного аппарата для домашнего использования
- Что такое Synergic MIG Welder или сварочный аппарат?
- Полярность при сварке: наука о сварке0005
Включите JavaScript
Позиции сварки пластин объясняются с помощью 3D-анимации
Включите JavaScript
3G и 3F Stick Позиции сварки Советы и методы
Integrated Publishing — ваш источник военных спецификаций и учебных публикаций
Администрация — Навыки, процедуры, обязанности и т.
д. военного персоналаПродвижение — Военный карьерный рост книги и т. д.
Аэрограф/метеорология — Метеорология основы, физика атмосферы, атмосферные явления и др.
Руководства по аэрографии и метеорологии военно-морского флотаАвтомобилестроение/Механика — Руководства по техническому обслуживанию автомобилей, механика дизельных и бензиновых двигателей, руководства по автомобильным деталям, руководства по деталям дизельных двигателей, руководства по деталям бензиновых двигателей и т. д.
Автомобильные аксессуары | Перевозчик, персонал | Дизельные генераторы | Механика двигателя | Фильтры | Пожарные машины и оборудование | Топливные насосы и хранение | Газотурбинные генераторы | Генераторы | Обогреватели | HMMWV (Хаммер/Хамви) | и т.д…Авиация — Принципы полета, авиастроение, авиационная техника, авиационные силовые установки, справочники по авиационным частям, справочники по авиационным частям и т.
д.
Руководства по авиации ВМФ | Авиационные аксессуары | Общее техническое обслуживание авиации | Руководства по эксплуатации вертолетов AH-Apache | Руководства по эксплуатации вертолетов серии CH | Руководства по эксплуатации вертолетов Chinook | и т.д…Боевой — Служебная винтовка, пистолет меткая стрельба, боевые маневры, штатное вооружение поддержки и т. д.
Химико-биологические, маски и оборудование | Одежда и индивидуальное снаряжение | Боевая инженерная машина | и т.д…Строительство — Техническое администрирование, планирование, оценка, планирование, планирование проекта, бетон, кирпичная кладка, тяжелый строительство и др.
Руководства по строительству военно-морского флота | Совокупность | Асфальт | Битумный корпус распределителя | Мосты | Ведро, Раскладушка | Бульдозеры | Компрессоры | Обработчик контейнеров | дробилка | Самосвалы | Землеройные машины | Экскаваторы | так далее. .. Дайвинг — Руководства по водолазным работам и спасению различного снаряжения.
Чертежник — Основы, методы, составление чертежей, эскизов и т. д.
Электроника — Руководства по обслуживанию электроники для базового ремонта и основ. Руководства по компьютерным компонентам, руководства по электронным компонентам, руководства по электрическим компонентам и т. д.
Кондиционер | Усилители | Антенны и мачты | Аудио | Батареи | Компьютерное оборудование | Электротехника (NEETS) (самая популярная) | техник по электронике | Электрооборудование | Электронное общее испытательное оборудование | Электронные счетчики | и т.д…Машиностроение — Основы и методы черчения, составление проекций и эскизов, деревянное и легкокаркасное строительство и т. д.
Военно-морское машиностроение | Армейская программа исследований прибрежных бухт | так далее.Еда и кулинария — Руководства по рецептам и оборудованию для приготовления пищи.
Логистика — Логистические данные для миллионов различных деталей.
Математика — Арифметика, элементарная алгебра, предварительное исчисление, введение в вероятность и т. д.
Медицинские книги — Анатомия, физиология, пациент уход, средства первой помощи, фармация, токсикология и т. д.
Медицинские руководства военно-морского флота | Агентство регистрации токсичных веществ и заболеванийВоенные спецификации — Правительственные спецификации MIL и другие сопутствующие материалы
Музыка — Мажор и минор масштабные действия, диатонические и недиатонические мелодии, паттерны такта, и т.д.
Основы ядра — Теории ядерной энергии, химия, физика и т.