Холодная сварка линолеума — ВикиСтрой
Какой линолеум можно сваривать
Есть три разновидности клея для холодной сварки. Две — для бесшовной укладки поливинилхлоридного (тип А) и полиэстрового (тип Т) линолеума, ещё одна — для ремонтных работ (тип С). Соответствие клея области применения должно быть строгим, ведь различны не только консистенция, но и соотношения основных растворителей к наполнителю.
Обычно холодной сваркой стыкуют бытовой линолеум, не пригодный к термомеханическому свариванию. При малых эксплуатационных нагрузках (класс 2 с любой интенсивностью) линолеум и не требует такой высокой прочности соединения, в то время как холодная сварка проявляет себя как гораздо более удобный способ. Она не требует наличия специальной паяльной горелки, а вся работа может быть проведена без специальной квалификации.
Отличия типов клея для холодной сварки
Рассмотренные выше разновидности клея имеют ряд дополнительных отличий, ограничивающих область их применения.
Ремонтный состав типа С лучше сохраняет форму за счёт более густой консистенции. Он может использоваться для заполнения стыков шириной в 2–3 мм, образующихся при растрескивании уже уложенного линолеума. Особенностью этого состава можно назвать достаточно сильно выраженную усадку (около 20–30% от первоначального объёма), из-за чего заполнение стыков проводится за несколько нанесений с периодичностью в 2–3 часа.
Третий тип сварки предназначен для стыкования линолеума исключительно на полиэстеро-войлочной основе, где клей типа А не применяется. По способу нанесения и консистенции эти составы идентичны, но тип Т применяется также и при ремонтных работах. Все три типа клея прозрачны и потому швы могут проходить через светлые и тёмные контрастные области рисунка, не создавая визуальных нарушений.
Необходимые условия
Для сваривания оба края линолеума должны быть плотно приклеены к основанию и подогнаны друг как другу с образованием зазора как можно меньшей толщины. Перед холодной сваркой линолеум должен приклеиваться обязательно, исключение составляют лишь аппликации. В последнем случае из-за небольшого размера деталей линейная усадка после наклеивания выражена несильно и может быть скомпенсирована пластичным заполнителем шва.
Поверхность чернового пола в зоне стыка не должна иметь выступов и значительных искривлений плоскости. Холодная сварка хорошо выдерживает нагрузку, если шов не подвергается деформациям, в то время как при отслаивании области шва от основы трещина по стыку возникнет вновь достаточно быстро из-за излома кромок.
Чистота и обезжиривание шва — третье обязательное условие. Наличие на объекте пыли, насыщение линолеума влагой, сварка без ограничения эксплуатации покрытия — всё это категорически неприемлемо для точного соблюдения технологии работ. Края полотен тщательно очищаются как по кромкам, так и прилегающим к ним 7–10 см полосам на лицевой и изнаночной поверхности.
Края полотен тщательно очищаются как по кромкам, так и прилегающим к ним 7–10 см полосам на лицевой и изнаночной поверхности.
Для повышения надёжности фиксации и обездвиживания кромок на период застывания под шов проклеивают двухсторонний скотч. Это можно не делать, только если оба стыкуемых края надёжно приклеены к основе и прокатаны. В таком случае шов будет фиксироваться не только к кромкам, но и к поверхности чернового пола. При растрескивании такой стык достаточно легко отремонтировать повторным внесением состава типа А. Клейкая подкладка нужна и в том случае, если линолеум стыкуется по мере укладки рулонов и одна из сторон ещё не приклеена. Такого порядка работ следует избегать, надёжность сварки в этом случае значительно ниже.
Подрезка и подгонка линолеума
Обеспечить минимальную толщину шва нужно не только для обеспечения высокой прочности и незаметности шва, это также помогает снизить расход дорогостоящего клея. При толщине шва от 0,5 до 1 мм расход составляет по 2 грамма на каждый метр.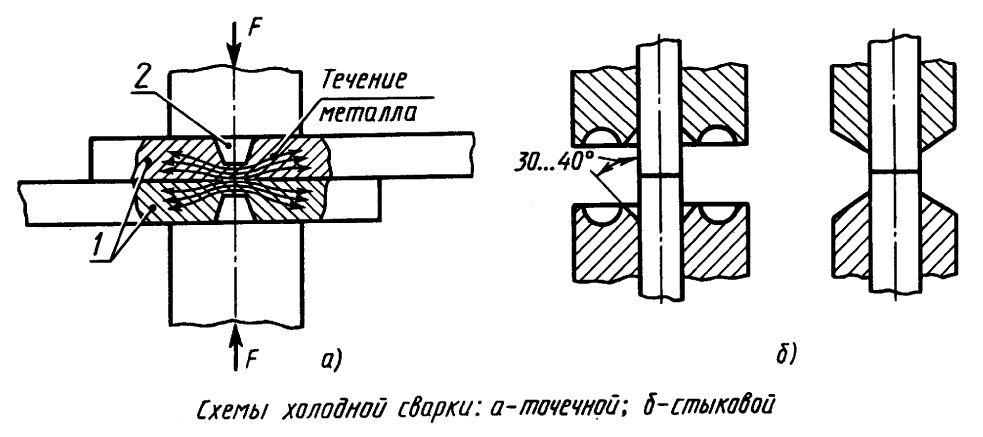 Расход клея типа С растёт пропорционально увеличению зазора с учётом повышенных значений усадки.
Расход клея типа С растёт пропорционально увеличению зазора с учётом повышенных значений усадки.
При укладке нового линолеума без выраженного рисунка его стыкуют подрезкой внахлест. Края напускают друг на друга около 35–40 мм, затем по центру складки придавливают металлическую рейку и проводят по ней один точный и ровный надрез вдоль стыка. При перемещении планки лезвие рекомендуется не вынимать из разреза. Кромка должна находиться под углом 20–25º к горизонтали чтобы поддерживалось прямое направление реза. Фактически важно обрезать по общей линии лишь поверхностные защитные слои, обеспечивая незаметность шва, а все скрытые неровности будут надёжно заполнены клеем.
При наличии на линолеуме выраженного рисунка вроде паркетного узора или растительного орнамента рисунок приходится подгонять по линии подрезки. Кромки обоих краев подрезают отдельно, устанавливая планку по выбранным ключевым точкам рисунка. После подгонки выступающие места кромок можно обработать грубой наждачкой или аккуратно срезать излишки острым лезвием.
При ремонте линолеума подрезка нужна для обеспечения высокой адгезии. Рваные кромки аккуратно подрезают по 0,5 мм с каждой стороны, оголяя свежий незагрязненный торец. Если в этом месте линолеум отстал от пола, его приклеивают обратно и плотно укатывают, дожидаясь полного высыхания клея перед свариванием шва.
Нанесение клея
Чтобы холодная сварка не растворяла лицевую поверхность линолеума, её защищают полоской малярного скотча шириной около 40–50 мм. Ленту приклеивают точно по центру шва и плотно придавливают валиком, исключая попадание жидкого клея под скотч. Нужно обязательно проверить, не вступает ли материал малярной ленты в реакцию с клеем.
После прокатки на малярный скотч наносится разрез точно по линии шва. Лезвие должно совершить один проход, будучи погружённым встык полностью, дабы не сбиться с направления и не рассечь один из краев. После прорезания стык тщательно очищают пылесосом, при этом края скотча отгибаются вверх потоком воздуха и не мешают контакту клея с кромкой, а из щели удаляются малейшие остатки пыли.
Клей всех трёх типов поставляется в специальных шприц-тюбиках с конусным носиком, клей типа А дополнительно комплектуется насадкой-иглой для тонких швов. Перед использованием из иглы извлекают пластиковую вставку, прокалывают нос тюбика и накручивают колпачок с установленным наконечником. Выдавливать состав из тюбика нужно скручиванием хвоста, при этом придерживая другой рукой за носик. Проводить холодную сварку линолеума допускается только в хорошо проветриваемых помещениях и обязательно с защитой рук перчатками, а глаз — очками.
Клей нужно выдавливать после того, как игла или носик введены на полную глубину шва и касаются его дна. Состав должен сперва попадать на поверхность чернового пола или клейкой подложки, а затем выдавливаться снизу вверх по всему сечению шва. При этом хорошо видно, как наплывы клея накладываются на предыдущий шов. Толщина выступающего бортика клея должна быть не меньше 1/3 толщины линолеума. Если сварке подвергается толстый и жесткий линолеум, рекомендуется непосредственно перед введением клея в шов разогреть стыкуемые части феном до 40–50ºС.
Косметическая обработка шва
Твердение холодной сварки для линолеума происходит в течение 2–3 часов, в это время покрытие должно оставаться неподвижным, ходьба по свариваемым полотнам исключается всеми способами. По прошествии срока твердения линолеум может подвергаться ограниченной эксплуатации, через сутки покрытие готово воспринимать полную нагрузку.
По прошествии суток с момента завершения сварки излишки клея срезают специальным скобелем. Его лезвие двигается почти заподлицо с поверхностью линолеума, но небольшой выступ в пару десятых миллиметра все же остается. При желании его можно сделать ещё менее заметным, отполировав войлочным кругом с участием безобразиной пасты.
рмнт.ру
Импульсная сварка: преимущества и возможности.

Как известно, сварка в своём нынешнем виде была изобретена в 30-е – 40-е годы прошлого века. За столь долгий срок некогда простой процесс обрёл вид сложной технологической операции, на смену неплавящемуся угольному электроду пришла расходуемая сварочная проволока, трансформаторы уступили место электронике и инверторам, а качество соединений повысилось за счёт применения различной газовой и порошковой защиты.
В последнее время наибольшее распространение получила полуавтоматическая сварка плавящейся проволокой в среде защитных газов благодаря простоте использования, обширному диапазону свариваемых материалов и толщин, невысокой цене на оборудование при его малых габаритах и возможности автоматизации и роботизации. Многие сварщики как частники, мелкие конторки так и рабочие промышленных гигантов государственного масштаба остановили свой выбор именно на полуавтоматах, подчёркивая повышенный КПД (в сравнении с применяемой ранее ручной дуговой сваркой плавящимся электродом), неприхотливость в работе и значительное сокращение дефектов шва на выходе изделий.
Прогресс не стоит на месте, а значит и без того простые в применении аппараты для полуавтоматической сварки с каждым годом приобретают всё новые технологии по улучшению сварочного процесса и предотвращению возникновения дефектов и напряжений в сварочном шве.
| Сварка алюминия в импульсном режиме аппаратом CEA DIGITECH VISION PULSE 5000 |
Одной из таких технологий является возможность импульсной сварки.
Процесс создания сплошных сварных швов посредством расплавления металла с управляемым переносом «один импульс – одна капля» получил название импульсной сварки.
Используя импульсную дугу в виде источника тепла, можно существенно расширить возможности традиционной сварки в защитной газовой среде.
Импульсная MIG/MAG сварка представляет собой вариант обычного процесса сварки MIG/MAG, в котором ток пульсирует с частотой. Некоторые современные аппараты позволяют регулировать частоту импульса. Поскольку скорость подачи электродной проволоки не равна скорости её плавления, был введён дополнительный импульс для контроля переноса металла при работе на малых токах путем наложения импульсов высокого тока короткой длительности. Цикл состоит из применения многократного импульсного тока в течение постоянного фонового тока, что обеспечивает образование капли на конце электрода.
Поскольку скорость подачи электродной проволоки не равна скорости её плавления, был введён дополнительный импульс для контроля переноса металла при работе на малых токах путем наложения импульсов высокого тока короткой длительности. Цикл состоит из применения многократного импульсного тока в течение постоянного фонового тока, что обеспечивает образование капли на конце электрода.
Электродинамические силы, резко увеличиваясь, сужают шейку капли, сбрасывая ее в сварочную ванну. В данном случае можно применять как одиночные, так и целую группу импульсов.
Стабильность всего MIG/MAG процесса напрямую зависит от соотношения длительности и величины импульсов и пауз между ними.
Методом подбора тока импульса и дуги можно ускорить плавку проволоки электрода, способствовать изменению формы и размеров сварочного шва. Наконец, можно уменьшить нижний предел сварочного тока, который отвечает за стабильность горения дуги.
Управляемый перенос металла помогает улучшить качество сварки. Данный метод является одним из самых лучших и эффективных. Во время осуществления импульсной сварки разбрызгивания совершенно отсутствуют, не образуются несплавления.
Данный метод является одним из самых лучших и эффективных. Во время осуществления импульсной сварки разбрызгивания совершенно отсутствуют, не образуются несплавления.
По сравнению со сваркой неплавящимся электродом импульсная сварка позволяет в 3—8 раз повысить производительность процесса и значительно снизить сварочные деформации при практически одинаковом качестве сварных соединений. Импульсная сварка может применяться для конструкций ответственного назначения из разных марок сталей, алюминиевых, медных, никелевых сплавов и титана толщиной от 1 до 50 мм при выполнении швов во всех пространственных положениях. Благодаря высокой пространственной стабилизации дуги и возможности применения вылета электрода большой длины этот процесс может быть успешно применен для сварки стыковых соединений толстолистовых материалов с узкощелевой подготовкой кромок.
Наибольшее распространение импульсная сварка получила для соединения алюминиевых сплавов толщиной ≥1,5 мм и специальных сталей толщиной > 1 мм.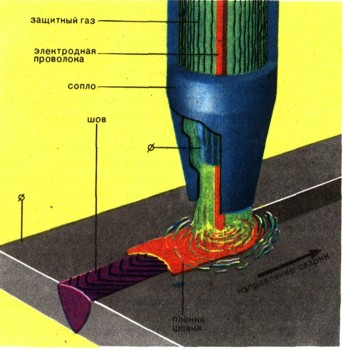
Для каждого сварочного тока должны быть выбраны оптимальные частота и энергия импульсов. Частоту 50 Гц следует применять при малых токах, когда использование частоты 100 Гц невозможно. При токах свыше 70—100 А следует применять частоту 100 Гц, так как при частоте 50 Гц увеличивается чешуйчатость шва, его пористость и дымообразование.
Современные сварочные аппараты позволяют использовать широкий диапазон амплитуд импульсов различной длительности и формы волны на частотах от нескольких герц до нескольких сотен герц. Амплитуда и длительность импульса, объединённые должным образом, создают дугу, способную расплавить и отсоединять каплю электродной проволоки диаметром, близким к толщине этой проволоки.
Такая дуга в паузах между возбуждениями импульса не оказывает существенного влияния на глубину расплавления металла. За счет этого достигается устойчивое горение дуги в пространстве, улучшается качество сварки: отсутствует разбрызгивание расплавленного металла проволоки, целиком устраняются кратеры из сварных точек при уменьшении требуемых участков перекрытия в месте сварного шва. Выбор целесообразного отношения токов дуг (импульсной и дежурной) способен также значительно ускорить процесс сварки, но этот процесс является сложной операцией. Высота и длительность импульса зависят от состава проволоки, её диаметра и в меньшей степени от состава защитного газа.
Выбор целесообразного отношения токов дуг (импульсной и дежурной) способен также значительно ускорить процесс сварки, но этот процесс является сложной операцией. Высота и длительность импульса зависят от состава проволоки, её диаметра и в меньшей степени от состава защитного газа.
Более всего для контроля параметров импульса подходят аппараты с синергетической системой управления. Такие аппараты позволяют не только настраивать основные параметры сварочного процесса: величину фонового и импульсного тока, времени их протекания, длину дуги и т.д., но и отталкиваться от предустановленных программ, рассчитанных специально под конкретные данные, как свариваемого материала, так и используемых «расходников»: состава газовой защиты и присадочной проволоки. Подобные настройки хорошо заметны на приведённых ниже изображениях меню аппарата CEA DIGITECH.
Меню выбора программ для сварки различных материалов аппарата DIGITECH
Основные преимущества импульсного режима MIG/MAG сварки:
• Она позволяет добиться плавной, без брызг сварки на средних токах (50-150A), которые иначе подходят только для сварки короткой дугой с непериодичной подачей металла в зону сварки и, как следствие, появление брызг металла.
• Импульсная передача является промежуточной между струйным переносом и сваркой короткой дугой, которая может быть слишком «холодной» (из-за прерывистого образования электрической дуги, дуга эффективно ‘выходит’ между каждым циклом плавления). Это делает его идеальным для сварки больших толщин, где необходим контроль тепловложения, но для которых струйный перенос будет уже слишком «горячим».
• Импульсный режим MIG сварки позволяет сваривать при более высоких скоростях там, где погружённая дуга или струйный перенос не применимы.
• Возможность перехода капельного переноса в мелкокапельный и струйный.
Двойной импульс
| Сварка алюминия двойным импульсом аппаратом CEA DIGITECH VISION PULSE 5000 |
Сутью MIG/MAG процесса с двойными импульсами является модулирование высокочастотного несущего сварочного тока, вырабатываемого силовым инвертором, с низкочастотными импульсами, которые формируются вторичным инвертором. При этом существенно изменяется форма импульса и соотношения ток/пауза.
При этом существенно изменяется форма импульса и соотношения ток/пауза.
За счет изменения формы импульса и угла наклона фронта волны импульса появляется возможность получения управляемого мелкокапельного переноса в режиме короткого замыкания.
Режим короткого замыкания характеризуется плавным перетеканием капли с конца электродной проволоки в сварочную ванну.
Размер капли практически соответствует диаметру электродной проволоки, что позволяет уменьшить размер ванны жидкого металла и улучшить растекание капли в ванне. Уменьшение размера ванны ведет к правильному равномерному формированию обратного валика, повышая качество корневого прохода и улучшая условия сварки тонкого металла.
При работе с тавровыми швами двойной импульс тока позволяет получить шов с вогнутым катетом и избежать появления вероятных концентраторов напряжений в зоне сплавления.
Что касается системы настроек режима сварки, то она, прежде всего, зависит от назначения аппарата, цены и, если есть возможность, предустановленных программ, расширяющих функции. Так, аппарат СЕА DIGITECH, помимо наглядного интуитивно понятного меню, обладает гибкими настройками параметров сварки как импульсной, так и двойным импульсом на всех этапах процесса.
Так, аппарат СЕА DIGITECH, помимо наглядного интуитивно понятного меню, обладает гибкими настройками параметров сварки как импульсной, так и двойным импульсом на всех этапах процесса.
| Выбор режима сварки двойным импульсом | Экран регулировки силы тока и напряжения |
Регулировочные параметры отображены квадратами, настраиваемый параметр подсвечен зелёным.
Слева направо: предварительная подача газа, стартовая скорость, горячий старт, начальный ток, начальная длина дуги, начальное нарастание, конечное затухание, конечный ток, конечная длина дуги, растяжка дуги, послесварочный газ.
Диаграмма двойного импульса с настройками: первая модуляция (от I1 до I2), разность токов двойного импульса, длительность двойного импульса, баланс двойного импульса, частота двойного импульса, вторая модуляция (от I2 до I1).
Регулировка динамики/частоты импульса для режима ULTRASPEED (специальная функция полуавтоматов СЕА).
В линейке СЕА следующие аппараты имеют возможность полуавтоматической сварки MIG/MAG с использованием импульса/двойного импульса: DIGISTAR 250, DIGITECH VISION PULSE 5000. C описанием аппаратов Вы можете ознакомиться, просто нажав на интересующую модель.
Холодная точечная сварка (сварка внахлестку). Сварка
Холодная точечная сварка (сварка внахлестку)
На рисунке 16 представлена схема холодной точечной сварки.
Свариваемые детали (1) с тщательно зачищенной поверхностью в месте соединения помещают между пуансонами (2), имеющими выступы (3). При сжатии пуансонов усилием Р выступы пуансонов (3) вдавливаются в металл до тех пор, пока они упрутся в наружную поверхность свариваемых заготовок. Форма свариваемой точки зависит от формы выступа в пуансоне.
Холодной сваркой сваривают металлы и сплавы толщиной 0,2–15 мм. Удельные усилия, зависящие от состава и толщины свариваемого материала, в среднем составляют 150–1000 МПа.
В практике применяются следующие методы точечной холодной сварки:
• сварка без предварительного зажатия деталей;
• сварка с предварительным зажатием деталей;
• сварка с односторонним деформированием деталей.
Рис. 16.
Схема холодной точечной сварки:
1 – свариваемые детали;
2 – пуансоны;
3 – выступы пуансонов;
4 – формы пуансонов.
При точечной сварке без предварительного зажатия деталей (рис. 17) с целью получения заданной прочности соединения необходимо приложить соответствующее давление пуансона. Например, для сварки алюминия это давление составляет 17–25 кгс/мм2 площади торца рабочего выступа пуансона. Для сварки меди оно должно быть увеличено в 2–4 раза. Наиболее технологичная форма выступов пуансона – прямоугольная и круглая. Ширина или диаметр рабочего выступа пуансона равны 1–3 толщинам свариваемых деталей – в зависимости от толщины последних. При сварке разнородных материалов диаметры круглых или ширины прямоугольных рабочих выступов пуансонов рекомендуется брать обратно пропорциональными твердости этих материалов.
Рис. 17. Схема холодной сварки без предварительного зажатия свариваемых деталей:
Схема холодной сварки без предварительного зажатия свариваемых деталей:
1 – свариваемые детали; 2 – пуансоны.
Рис. 18.
Схема холодной сварки с предварительным зажатием свариваемых деталей:
1 – свариваемые детали;
2 – прижимы; 3 – пуансоны
Недостатком этого способа является коробление деталей, что особенно затрудняет сварку деталей больших толщин (более 4 мм), а также деталей из металлов с малой пластичностью (нагартованная медь, алюминий).
Способ сварки с предварительным зажатием деталей (рис. 18) позволяет устранить основные недостатки предыдущего способа (без фиксации деталей). Отличие в том, что рабочий выступ пуансона изготавливают в виде отдельной детали, подвижной относительно опорной части, предназначенной для зажатия деталей с начала процесса сварки и до его окончания. Зажатие деталей между опорными частями (прижимами) (2) производят до вдавливания рабочих выступов пуансонов (3) в металл детали или одновременно с ним. За счет этого устраняется коробление свариваемых деталей и увеличивается прочность сварного соединения. Прочность сварного соединения растет с увеличением глубины вдавливания рабочих пуансонов в металл.
За счет этого устраняется коробление свариваемых деталей и увеличивается прочность сварного соединения. Прочность сварного соединения растет с увеличением глубины вдавливания рабочих пуансонов в металл.
Максимальная прочность получается в том случае, когда рабочие пуансоны углубляются в металл почти на полную его толщину. При этом способе сварки давление на прижимы рекомендуется в пределах 3–5 кгс/мм2. Площадь прижима должна превышать площадь торца рабочего выступа пуансона в 15–20 раз. В частности, при сварке алюминия конечное давление на рабочий пуансон составляет 40–150 кгс/мм2 площади торца его рабочего выступа – в зависимости от толщины свариваемого металла.
Точечная холодная сварка с односторонним деформированием (рис. 19) применяется в том случае, когда по эстетическим или техническим причинам требуется ровная с какой-то одной стороны поверхность сварного соединения. Прочность сварного соединения при одностороннем деформировании достигает максимального значения при глубине вдавливания около 60 % толщины свариваемых деталей. Дальнейшее увеличение углубления пуансона не приводит к росту прочности сварного соединения. При сварке металлов с разной толщиной вдавливание пуансона рекомендуется выполнять со стороны более тонкого металла, а при значительной разнице в толщинах (например, 10 мм + 1 мм) сварка уже невозможна.
Дальнейшее увеличение углубления пуансона не приводит к росту прочности сварного соединения. При сварке металлов с разной толщиной вдавливание пуансона рекомендуется выполнять со стороны более тонкого металла, а при значительной разнице в толщинах (например, 10 мм + 1 мм) сварка уже невозможна.
Для получения качественного соединения перед сваркой материал необходимо тщательно зачищать от окисных пленок и обезжиривать от любых органических пленок. Даже прикосновение пальцев рук резко снижает прочность сварного соединения. Прочность соединения способом холодной сварки зависит от относительной глубины вдавливания пуансона и качества подготовки поверхности.
Рис. 19.
Схема холодной сварки с односторонним деформированием деталей:
1 – свариваемые детали; 2 – прижим;
3 – пуансон; 4 – основание.
Минимальная глубина вдавливания инструмента определяется свойством материала.
Данный текст является ознакомительным фрагментом.
сварка
сварка крупнокалиберный пулемет ДШК Он рассказывал… о жутких обстрелах из ДШК, огонь которого сверху напоминает звездное сияние сварочного аппарата. [2, 188] Экономим, стреляем только по «сварке». [3,
Холодная сварка
Холодная сварка Холодную сварку выполняют без нагрева, при нормальных или пониженных температурах. Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают окисную пленку на свариваемых поверхностях и сближают свариваемые
Холодная шовная сварка
Холодная шовная сварка
Для холодной шовной сварки применяют специальные ролики. При этом способе сварки металл деформируется вдавливанием в него рабочих выступов вращающихся роликов (рис 20). Для сварки прямых листов непрерывные швы непригодны, т. к. уменьшают сечение
Для сварки прямых листов непрерывные швы непригодны, т. к. уменьшают сечение
Холодная сварка встык
Холодная сварка встык При этом способе сварки соединяемые детали закрепляют в специальных зажимах, расположенных соосно, а торцы свободных, выпущенных из зажимов концов деталей, примыкают один к другому. При осевой осадке выпущенные концы пластически деформируются, и в
Электрошлаковая сварка
Электрошлаковая сварка Электрошлаковой сваркой называется сварка плавлением, при которой для нагрева металла используется теплота, выделяющаяся при прохождении электрического тока через расплавленный электропроводный шлак. Это самый высокопроизводительный способ
Аргонодуговая сварка
Аргонодуговая сварка
Во время аргонодуговой сварки постоянным током неплавящимся электродом используют прямую полярность. Дуга горит устойчиво, обеспечивая хорошее формирование шва. При обратной полярности устойчивость процесса снижается, вольфрамовый электрод
Дуга горит устойчиво, обеспечивая хорошее формирование шва. При обратной полярности устойчивость процесса снижается, вольфрамовый электрод
Сварка и соединения
Сварка и соединения Сварку оцинкованных стальных труб следует осуществлять самозащитной проволокой диаметром 0,8–1,2 мм или электродами диаметром не более 3 мм с рутиловым или фтористо-кальциевым покрытием.Соединение оцинкованных стальных деталей следует выполнять при
Что это? Как это работает
Холодная сварка соединяет металл практически без тепла. Это один из самых интересных методов сварки, и многие металлы можно сваривать холодным способом благодаря законам физики и нашему пониманию материаловедения.
В этой статье вы узнаете, что такое холодная сварка, как она работает и какие металлы можно сваривать холодным способом.
Что такое холодная сварка?
Процесс холодной сварки не требует подвода тепла для соединения металлических деталей. Металл остается в твердой фазе и никогда не расплавляется. Таким образом, холодная сварка считается процессом сварки в твердом состоянии.
Металл остается в твердой фазе и никогда не расплавляется. Таким образом, холодная сварка считается процессом сварки в твердом состоянии.
Вместо этого энергия, необходимая для связывания металла, применяется в виде давления. В отличие от сварки плавлением, такой как дуговая сварка и сварка трением, холодная сварка не имеет фазы расплавленного или жидкого металла, поэтому ее называют холодной сваркой.
Приложенное давление максимально сближает поверхности заготовок. После сжатия наноразмерное расстояние становится неважным, и атомы металла перескакивают с одного куска на другой. Это приводит к почти идеальному соединению практически без последствий, и два отдельных куска металла становятся однородной массой.
Но для этого нужно идеально очистить металлические поверхности. Каждый металл имеет оксидные слои, которые необходимо удалить перед попыткой холодной сварки. Но об этом мы поговорим далее в статье более подробно, но сначала давайте рассмотрим некоторые плюсы и минусы этого процесса.
Pros
- Идеальный процесс для сварки алюминия, особенно соединения алюминия с медью, двух металлов, которые являются сложной задачей при использовании других способов сварки
- Устраняет проблемы в зоне термического влияния (ЗТВ), поскольку отсутствует концентрированное тепло и, следовательно, ЗТВ от сварочной дуги
- Обеспечивает почти идеальное сварное соединение без хрупких интерметаллидов, микротрещин и других дефектов соединения
- Способен соединять широкий спектр разнородных металлов, которые иначе трудно сварить вместе
- Снижает требования к навыкам сварки экзотических металлов
Минусы
- Поверхность должна быть тщательно очищена; может потребоваться несколько этапов очистки и подготовки металла
- Неровности поверхности, загрязнения и наноразмерные молекулярные структуры могут исказить результаты
- Трудно достичь в промышленных условиях из-за пыли и других частиц в воздухе
- Углеродистая сталь и закаленные металлы не подлежат холодной сварке, работают только с цветными пластичными металлами, такими как медь, алюминий, свинец, золото и т.
 д.
д. - Неправильные формы плохо поддаются холодной сварке, и наилучшие результаты достигаются с плоскими поверхностями
Для чего используется холодная сварка?
Холодная сварка используется во многих отраслях промышленности, в том числе в аэрокосмической, автомобильной, электронной и производственной.
Чаще всего используется при сварке проводов, особенно из разнородных металлов. Холодная сварка также идеальна при прокладке подземных проводов, когда существует опасность возгорания горючих газов в процессе сварки, вызывающей тепло.
Кроме того, часто используется для герметизации емкостей, чувствительных к теплу, например, контейнеров со взрывчатыми веществами.
Как правило, холодная сварка используется, когда высокая температура может вызвать слишком большие повреждения или представлять опасность.
Как работает холодная сварка
Процесс холодной сварки до приложения давления Холодная сварка соединяет металл при температуре окружающей среды без нагревания или прохождения электрического тока в соединении. Применение силы к металлическим деталям устраняет шероховатость поверхности и устраняет мелкие неровности поверхности. Но самая важная причина применения давления — способствовать межатомному притяжению между двумя металлическими поверхностями.
Применение силы к металлическим деталям устраняет шероховатость поверхности и устраняет мелкие неровности поверхности. Но самая важная причина применения давления — способствовать межатомному притяжению между двумя металлическими поверхностями.
Перед холодной сваркой необходимо удалить оксидные слои с обоих металлов. Каждый металл образует оксиды на поверхности, что делает внутренний, чистый металл недоступным. Вот почему, например, сжатие двух неочищенных, окисленных медных деталей не даст сварного шва.
Цитируя известного физика Ричарда Фейнмана:
«Причина такого неожиданного поведения в том, что, когда соприкасающиеся атомы все одного и того же типа, атомы не могут «знать», что они находятся в контакте. разные куски меди. Когда есть другие атомы, в оксидах и жирах и более сложных тонких поверхностных слоях загрязнителей между ними, атомы «знают», когда они не находятся на одной и той же части».
Итак, когда мы очистим поверхность металла и приложим достаточное давление, металлы образуют однородную металлургическую связь. Новообразованный металл будет вести себя так, как если бы он всегда был однородным куском.
Новообразованный металл будет вести себя так, как если бы он всегда был однородным куском.
Но для этого требуется исключительная чистота и отсутствие неровностей поверхности. В реальных приложениях такой уровень однородности достигается в основном при холодной сварке проволоки. Это связано с тем, что в процессе сварки холодной проволокой загрязнения удаляются практически с идеальной точностью.
Давление, прикладываемое к границе стыка, вызывает деформацию (осадку) и приводит к вспышкеНеобходимые условия для холодной сварки
Основными условиями для холодной сварки являются первоначальная очистка поверхности металла и подготовка геометрии соединения. Плоские поверхности соединения работают лучше всего, поэтому рекомендуется сгладить любые неровности формы.
Оксидный слой и другие загрязнения можно удалить обезжириванием, проволочной щеткой или механическими и химическими методами. Жир и масло обычно присутствуют на поверхности металла и должны быть удалены перед чисткой проволочной щеткой. Это важно, потому что щетка может вдавить эти примеси глубже в металл. Благодаря острой щетине проволочной щетки мягкие металлы, такие как алюминий, медь, золото, серебро и другие, наиболее восприимчивы к проникновению поверхностных масел под поверхность.
Это важно, потому что щетка может вдавить эти примеси глубже в металл. Благодаря острой щетине проволочной щетки мягкие металлы, такие как алюминий, медь, золото, серебро и другие, наиболее восприимчивы к проникновению поверхностных масел под поверхность.
После того, как вы очистите масла, вы можете приступить к удалению самого оксидного слоя. В зависимости от металла могут быть рекомендованы различные материалы щетины и типы щеток. Всегда полезно проверить спецификацию металла.
Надежна ли холодная сварка?
Холодный сварной шов будет таким же прочным, как основной металл, если правильно провести необходимую подготовку. Прочность соединения зависит от свойств металла. В отличие от других методов сварки, прочность соединения при холодной сварке не может превосходить первоначальную прочность металла.
Прочность соединения снижается, если соединяемые поверхности недостаточно очищены или имеют неправильную форму. Но для типичных применений холодной сварки, таких как соединение проволоки, добиться максимального сцепления несложно.
Возможные сварные соединения
Поскольку холодная сварка давлением лучше всего работает при большой контактной поверхности, лучше всего использовать соединения встык и внахлестку.
Сварка встык в основном используется при сварке проволоки и труб. Это потому, что легко обрезать концы, получить чистый металл на контактной поверхности и прижать провода друг к другу.
При сварке встык расстояние между точками зажима и контактной поверхностью не должно быть слишком большим, так как мягкие металлы вместо соединения могут изгибаться вбок.
Холодное соединение внахлест немного сложно. Сжатие листового металла вместе уменьшит его толщину из-за приложенного давления. Таким образом, вы должны учитывать как минимум 50% потери толщины при подготовке вашего проекта. В противном случае готовая сварная деталь не будет соответствовать требованиям проекта.
Даже если сварка выполнена идеально, утончение детали может быть неприемлемо. Учитывайте пластичность и мягкость металла и сделайте несколько пробных сварных швов, чтобы определить результирующую толщину.
Аппараты для холодной сварки для соединения проводов
Аппараты для холодной сварки с ручным управлением для проволоки малого диаметра. Но большие диаметры требуют пневматического или электропневматического управления. Большинство этих машин являются портативными и могут работать с проволокой, стержнями и полосами.
С помощью пневмогидравлического усилителя портативный аппарат для холодной сварки создает экстремальное давление. Со стороны оператора находится «сварочная головка». Он расположен в верхней части машины и служит для установки сварочной матрицы, обеспечения стабильности и контроля приложенного давления.
После того, как матрица помещена и закреплена в кармане матрицы, по бокам в нее подаются проволоки/стержни. Приложение давления заставляет матрицу захватывать провода рядом с конечными точками и плотно прижимать их друг к другу. В результате мельчайшие загрязнения, оставшиеся на поверхности поперечного сечения проводов, выдавливаются из их жил наружу. Вот почему проволока для холодной сварки создает лучшее соединение, чем сварка листового металла. Это возможно только потому, что провода имеют небольшую площадь поверхности соединения, в отличие от листового металла.
Вот почему проволока для холодной сварки создает лучшее соединение, чем сварка листового металла. Это возможно только потому, что провода имеют небольшую площадь поверхности соединения, в отличие от листового металла.
Давление применяется не менее четырех раз для удаления всех примесей. Этот процесс называется «принцип множественных нарушений». После того, как провода склеены, вы можете снять их с машины и удалить остатки вокруг места соединения.
Холодная сварка по сравнению с горячей сваркой
Методы горячей сварки включают электрическую дугу, внутреннее сопротивление или активное пламя для расплавления и сплавления металла. Холодная сварка лучше всего подходит для цветных металлов и специальных применений, в то время как горячая сварка имеет гораздо больше применений.
| Особенность | Холодная сварка | Горячая сварка |
|---|---|---|
| Требуется тепло | № | Да |
| Требуется электрическая дуга | № | Да |
| Сварка Все металлы | Цветные и не содержащие углерода | Да (несколько редких исключений) |
| Область применения | Лимитед | Гораздо шире |
Какие металлы можно сваривать холодным способом?
К металлам, пригодным для холодной сварки, относятся медь, алюминий, свинец, цинк, латунный сплав 70/30, никель, серебро, сплавы серебра, платина и золото. Он также может сваривать алюминиевые сплавы серий 2xxx и 7xxx. Их нельзя сваривать плавлением, потому что они склонны к растрескиванию под воздействием тепла, и их сложно соединить другими методами сварки, кроме холодной сварки.
Он также может сваривать алюминиевые сплавы серий 2xxx и 7xxx. Их нельзя сваривать плавлением, потому что они склонны к растрескиванию под воздействием тепла, и их сложно соединить другими методами сварки, кроме холодной сварки.
Холодная сварка углеродистой стали или любого другого металла, содержащего углерод, невозможна. Это сильно ограничивает применение холодной сварки, потому что углеродистая сталь является наиболее свариваемым металлом.
Холодная сварка лучше всего подходит для металлов с гранецентрированной кубической структурой атомов, которые не затвердевают быстро. Все металлы, которые быстро затвердевают при работе, имеют тенденцию к растрескиванию до того, как давление холодной сварки сможет создать соединение. Вот почему только высокопластичные металлы, описанные выше, могут подвергаться холодной сварке.
Различные виды холодной сварки
Не существует различных видов холодной сварки. Вместо этого есть три метода с одинаковыми названиями. Кратко рассмотрим эти процессы.
Холодный перенос металла
Холодный перенос металла (CMT) — это процесс сварки плавлением, в котором для создания соединения используется сварочная дуга. Его часто ошибочно называют «холодной сваркой», что вызывает путаницу. CMT — это процесс сварки MIG, который требует примерно на 90 % меньше тепловложения, чем обычный процесс сварки MIG.
Поскольку этот метод дуговой сварки настолько «холодный», он решает многие проблемы, такие как сам процесс холодной сварки. Тем не менее, вы не должны путать эти два.
В СМТ используется электрическая дуга, присадочная металлическая проволока, и мы можем использовать ее для металлов, где сварка холодным давлением невозможна. Но CMT полагается на точное втягивание присадочной проволоки при зажигании дуги для контроля подвода тепла.
Это может сделать только робот, и это неэкономично, если возможна холодная сварка давлением.
Холодная сварка ВИГ
Как и в случае CMT выше, холодная сварка ВИГ не имеет отношения к методу, описанному в этой статье.
Некоторые сварочные аппараты для сварки ВИГ имеют «холодную» настройку, которая существенно ограничивает подвод тепла. Это достигается путем приложения электрической дуги к крошечному пятну всего за долю секунды.
Температура минимальна, поскольку любое генерируемое тепло быстро рассеивается, особенно в случае металла с высокой проводимостью, такого как алюминий.
Это полезно при сварке очень тонких листов металла и проволоки. Но вы можете добиться чего-то подобного с любым продвинутым аппаратом для сварки TIG, используя настройки импульса.
Вы получите низкотемпературную сварку TIG, установив низкий импульсный ток и большую временную задержку между импульсами. Но низкой температуры иногда недостаточно, поэтому, когда возможна холодная сварка давлением, она улучшит соединение.
JB Weld
JB Weld — торговая марка системы эпоксидного склеивания, используемой для металла, бетона, кирпича, стекловолокна и т. д. Хотя она называется «Оригинальной формулой холодной сварки», на самом деле она не создает сварка между металлами.
В отличие от процесса холодной сварки, здесь отсутствует межатомное притяжение, и два металла не сливаются в однородную массу.
JB Weld — хороший метод склеивания металла, но его нельзя сваривать. Продукт представляет собой двухкомпонентную эпоксидную смолу, основу и активатор. Когда вы смешаете и нанесете этот продукт на металлические детали, вы должны закрепить их зажимами и начать процесс отверждения.
Прочность соединения при растяжении составляет 5020 фунтов на квадратный дюйм, что обеспечивает более слабое соединение по сравнению с типичным стержневым электродом E6010 с давлением 60 000 фунтов на квадратный дюйм.
Это не заменит настоящего сварного шва, если вы не делаете мелкий ремонт по дому. Но некоторые люди путают его с процессом холодной сварки.
Краткая история холодной сварки
История холодной сварки началась в бронзовом веке, около 700 г. до н.э., но она была не такой сложной, как сегодня. Археологи раскопали множество инструментов и посуды того периода, которые были изготовлены с использованием примитивного процесса холодной сварки.
Однако первый задокументированный научный эксперимент по холодной сварке был проведен в 1724 году преподобным Ж. И. Дезагюлье. Он обнаружил, что если сжать и скрутить два свинцовых шарика вместе, они образуют прочное соединение. Он проверил прочность связи на безменах с хорошими результатами.
Следующим знаменательным моментом в истории стала Вторая мировая война, когда в Германии методом холодной сварки были сварены легкосплавные детали самолетов. С последовавшим промышленным прогрессом холодная сварка стала более продвинутой и привела к тому, чем она является сегодня — хорошо изученному процессу, используемому в специализированных условиях.
Что такое сварка разнородных металлов?
Во многих отраслях промышленности требуется соединение различных материалов в качестве частей машин, инструментов и т. д. При работе со сваркой разнородных материалов сварщик должен учитывать несколько факторов, чтобы обеспечить прочное соединение без трещин. Имеет значение не только тип металла, но и материал сварного шва и температура. Эти факторы — лишь немногие из соображений, которые должен учитывать сварщик при выборе метода соединения разнородных материалов. Обладая экспертными знаниями и подходящими инструментами, сварщик может создавать успешные соединения между многими непохожими металлами.
Имеет значение не только тип металла, но и материал сварного шва и температура. Эти факторы — лишь немногие из соображений, которые должен учитывать сварщик при выборе метода соединения разнородных материалов. Обладая экспертными знаниями и подходящими инструментами, сварщик может создавать успешные соединения между многими непохожими металлами.
Узнайте больше о наших сварочных услугах
Можно ли сваривать разнородные металлы?
Потребность в разнородных материалах в одном металлическом элементе является обычной. Для соединения этих непохожих металлов может потребоваться сварное соединение. Если завершенный сварной шов обеспечивает достаточную прочность, чтобы избежать растрескивания или разрушения, соединение считается успешным. Однако требуемая прочность сварного шва или его пластичность могут изменяться в зависимости от использования свариваемой детали.
Итак, можно сваривать разные металлы, но с оговорками. Навыки и знания сварщика во многом определяют успех работы.
Что такое разнородная сварка?
Сварка разнородных материалов относится к процессу соединения материалов с различными сплавами посредством сварки. Присадочный материал и оба металла необходимо оценить перед выбором наилучшего способа соединения металлов. Хотя сварка плавлением является популярным методом, он не подходит для некоторых комбинаций металлов. Другие методы могут обеспечить более прочную фиксацию, особенно при использовании в условиях высоких нагрузок.
Какие факторы необходимо учитывать в процессе сварки?
Когда сварщик соединяет два разнородных материала, он должен учитывать несколько факторов, прежде чем выбрать наилучший метод сварки и инструменты. Эти факторы зависят от состава металлов, поскольку даже сплавы одного и того же металла попадают в категорию разнородных металлов. Например, углеродистая сталь и нержавеющая сталь имеют разные свойства и требуют такого же тщательного планирования, как сварка разных металлов, таких как медь и алюминий.
Физические и химические свойства — это два из множества факторов, которые должен учитывать сварщик при планировании сварки разнородных металлов. Узнайте больше об этих факторах и о том, как сварщик может преодолеть различия в металлах, изменив аспекты проекта.
1. Температуры плавления металлов
Поскольку сварка плавлением обычно плавит некоторые из обоих основ, точки плавления обоих металлов играют важную роль в типе выполняемой сварки и используемом присадочном материале. Сварщик должен использовать температуру, которая плавит оба металла. Высокая температура и быстрая сварка могут смягчить серьезные проблемы с целостностью готового соединения. Использование методов, при которых металлы не плавятся, также может преодолеть трудности, связанные с различной температурой плавления.
2. Коэффициенты теплового расширения обоих металлов
Коэффициент теплового расширения описывает изменение размера объекта при изменении его температуры. При сварке разнородных металлов коэффициенты теплового расширения каждого металла не должны сильно различаться, чтобы избежать проблем с готовым сварным швом.
Когда металлы имеют значительные различия в коэффициентах теплового расширения, изменения температуры вокруг сварного соединения могут вызвать чрезмерную нагрузку на сварной шов. В частности, напряжения будут сосредоточены в интерметаллической зоне, где два металла смешиваются с присадочным материалом. Сварное соединение имеет большую вероятность термической усталости в этой интерметаллической зоне, особенно в случаях применения с большим количеством температурных циклов.
Сварщики, которые соединяют металлы с разными коэффициентами теплового расширения, могут выполнить работу с некоторыми изменениями. Чтобы уменьшить вероятность того, что различия в тепловом расширении вызовут термическую усталость в соединении, сварщики могут использовать методы, которые соединяют металлы при минимизации интерметаллической зоны или не требуют плавления обоих металлов.
3. Электрохимическая разница
Различия в электрохимии металлов связаны с возможностью коррозии в интерметаллической зоне. Металлы, расположенные ближе друг к другу по электрохимической шкале, обеспечивают более простой процесс сварки, чем те, которые находятся далеко друг от друга. Коррозия поражает интерметаллическую область, когда электрохимические различия велики. Поиск способов минимизировать интерметаллическую зону может уменьшить проблемы с соединениями из-за электрохимических различий.
Металлы, расположенные ближе друг к другу по электрохимической шкале, обеспечивают более простой процесс сварки, чем те, которые находятся далеко друг от друга. Коррозия поражает интерметаллическую область, когда электрохимические различия велики. Поиск способов минимизировать интерметаллическую зону может уменьшить проблемы с соединениями из-за электрохимических различий.
4. Растворимость каждого металла
Одним из наиболее важных факторов прочного сварного шва между различными материалами является растворимость каждого металла. В идеале металлы должны быть интерполируемы друг с другом. Однако некоторые металлы не обладают такой совместимостью. В этих случаях использование третьего металла, растворимого в обоих, может помочь создать сварной шов.
Например, использование никеля в качестве промежуточного металла на обеих поверхностях может обеспечить желаемую прочность. Обработка стали и меди слоем никеля перед их сваркой создает сварное соединение, соединяющее никель с никелем. Поскольку никель является растворимым металлом как для меди, так и для стали, он хорошо прилипает к каждой стороне соединения.
Поскольку никель является растворимым металлом как для меди, так и для стали, он хорошо прилипает к каждой стороне соединения.
Использование никеля является одним из примеров композитной вставки, используемой между различными металлами. Методы сварки без плавления обычно приклеивают материал вставки к обеим поверхностям. При сварке деталей композит на обеих кромках основных металлов позволяет выполнять сварку по принципу «подобие к подобию».
5. Окончательное использование сварного компонента
Наконец, применение сварного компонента должно учитываться при выборе методов сварки разнородных материалов. Например, сварная деталь, используемая в котле, может подвергаться нескольким термическим циклам, которые проверяют прочность сварного шва. Циклы низких температур вызывают большую нагрузку на сварное соединение, чем циклы высоких температур.
Кроме того, сварные соединения, используемые в контакте с жидкими электролитами, нуждаются в присадочном материале с коррозионной стойкостью, превышающей оба основных металла. Выбор присадочного материала с более низкой коррозионной стойкостью может увеличить скорость гальванической коррозии.
Выбор присадочного материала с более низкой коррозионной стойкостью может увеличить скорость гальванической коррозии.
Другой пример применения, затрагивающий компоненты, используемые для сварного соединения, включает добавление износостойких пластин к тяжелому строительному оборудованию. Присадочный металл должен уменьшить растрескивание в зоне термического влияния при одновременном снижении нагрузки на соединение.
Конечное использование также важно, когда один основной металл не будет подвергаться таким же температурным изменениям, как другой. В котле один основной металл может подвергаться термоциклированию, а другой нет. Чтобы предотвратить повреждение в этом случае, необходим наполнительный материал, который одновременно защищает от термической усталости и обеспечивает снятие напряжения.
Как сваривать разнородные металлы?
Сварка разнородных металлов не предполагает простого стандартизированного процесса, применимого ко всем ситуациям. Использование нестандартных методов сварки или добавление переходных материалов на поверхности могут быть шагами, которые сварщик должен предпринять для успешного выполнения сварки.
Учитывая множество факторов, сварщики должны демонстрировать знание металлов, с которыми они работают, при соединении разнородных металлов. Чтобы избежать проблем, связанных с термической усталостью, трещинами в сварном шве или другими признаками плохого соединения, всегда консультируйтесь с профессиональным сварщиком при выполнении проектов, требующих соединения разнородных металлов. Опытный сварщик может выбрать лучший метод сварки, материалы и приспособления для удовлетворения потребностей проекта и требований к свойствам металла.
Свяжитесь с нами для экспертной сварки металлов
Какой тип сварки обычно используется для соединения разнородных материалов?
Тип сварки, обычно используемый для разнородных металлов, — это сварка плавлением, которую сварщики также используют для соединения сходных металлов. В некоторых случаях сварщику может потребоваться определить другой метод соединения разнородных металлов. Для всех этих типов соединения сварщику необходимо учитывать:
Для всех этих типов соединения сварщику необходимо учитывать:
Состав интерметаллического слоя
Неперемешанная зона (ЗМЗ) основных материалов, не объединившихся в интерметаллидный слой
Зона термического влияния (ЗТВ)
Для обеспечения надлежащего соединения разнородных металлов сварщик должен минимизировать влияние различий материалов на ЗТВ, УМЗ и интерметаллидный слой. Для определенных работ уменьшение этих воздействий может повысить прочность соединения.
1. Сварка плавлением
Сварка плавлением включает традиционные методы сварки, такие как газовая вольфрамовая дуга и газовая дуга металла. Дуговая сварка вольфрамовым электродом также известна как сварка вольфрамовым электродом в среде инертного газа (TIG), а дуговая сварка металлическим электродом также известна как сварка металлическим электродом в среде инертного газа (MIG). В этих процессах для создания сварного шва используется наполнитель. По сравнению с другими методами соединения, сварка плавлением добавляет больше наполнителя.
По сравнению с другими методами соединения, сварка плавлением добавляет больше наполнителя.
При использовании сварных швов плавлением выбирайте наполнитель, соответствующий по прочности более слабому металлу, что снижает вероятность образования трещин. При использовании наполнителя, который имеет значительно большую прочность на растяжение, чем более слабые металлы, чрезмерная нагрузка на более слабый металл может привести к разрушению сварного шва.
Учет требований к предварительному нагреву обоих металлов поможет обеспечить более успешную сварку плавлением. Например, если для одного металла требуется предварительный нагрев до 600 градусов по Фаренгейту, а для другого требуется предварительный нагрев до 225 градусов, вам может потребоваться внести коррективы. Если, как в этом сценарии, более высокая температура сильно отличается от более низкой, металл с более низкими требованиями к предварительному нагреву может быть поврежден. Чтобы избежать серьезных повреждений при сварке изделий общего назначения, вы можете снизить температуру предварительного нагрева посередине между двумя температурами.
Для некоторых металлов смазка кромок соединения металлом, растворимым в разнородных металлах, и наполнителем может облегчить процесс сварки плавлением. Например, нанесение никелевого сплава на поверхность сварного шва детали из нержавеющей стали и то же самое на место стыка детали из меди создает поверхность, которая будет прилипать как к меди, так и к стали, а также к соединительному никелевому наполнителю. Чтобы сварить две поверхности, используйте никелевый наполнитель, чтобы соединить их посредством сварки плавлением.
2. Сварка с малым разбавлением
Если сварки плавлением недостаточно, в качестве альтернативы можно использовать сварку с низким разбавлением. Эти методы включают использование лазерной сварки, импульсной дуговой сварки или электронного луча для соединения материалов без использования наполнителя. Две свариваемые поверхности плавятся не так сильно, как при использовании других методов. Для специальных применений или высокопроизводительных процессов сварка с низким разбавлением используется чаще, чем сварка плавлением для разнородных металлов.
Электронно-лучевая сварка хорошо соединяет разнородные детали, поскольку высокая используемая энергия позволяет избежать проблем, связанных с неодинаковой теплопроводностью. Этот метод работает, производя очень мало интерметаллического слоя и не используя наполнитель. Однако для успешного выполнения сварщика требуется скорость.
3. Соединение неплавлением разнородных материалов
Соединение неплавлением включает такие процессы, как сварка трением, диффузионная сварка, пайка и сварка взрывом. Сварка трением расплавляет лишь небольшое количество одной из базовых поверхностей. Поскольку сварщик выбрасывает расплавленную часть, смешанные металлы и площадь интерметаллидов уменьшаются. При нагреве только одной стороны ЗТВ также остается как можно меньше.
Этот тип сварки плавлением хорошо работает при соединении следующих пар металлов:
При сварке взрывом используется меньше тепла для устранения ЗТВ и интерметаллических слоев. При этом способе свариваемая часть не будет превышать прочность более слабого металла.
Какие металлы нельзя сваривать?
Когда дело доходит до того, какие металлы можно сваривать, а какие нельзя, в игру вступают несколько факторов. Подобные металлы создают наименьшее количество проблем при сварке. Разнородные материалы часто требуют некоторых изменений в процессе или дополнительных материалов для обеспечения успеха. Сварщик, обладающий знаниями о металлах, их физических и химических свойствах, может выбрать присадочный материал для правильного соединения разнородных материалов. Другие методы связывания для разных металлов могут потребовать от сварщика использования другого процесса.
Крайние различия в температурах плавления или электрохимии металлов могут затруднить их соединение стандартными методами. Например, сварка плавлением плохо работает со следующими парами:
Альтернативные методы соединения этих металлов могут включать лазерную сварку, диффузионную сварку, сварку трением, механическое крепление, клеевую или твердофазную сварку. Эксперты могут выделить лучшие среди этих альтернатив при соединении металлов, которые имеют очень разные свойства.
Эксперты могут выделить лучшие среди этих альтернатив при соединении металлов, которые имеют очень разные свойства.
Свяжитесь с APX York Sheet Metal для сварки разнородных металлов
Для сложных процессов сварки, таких как соединение разнородных материалов, обратитесь к профессионалам APX York Sheet Metal. Лучше всего довериться специалистам с опытом в этой области для сварки двух разнородных металлов, и у нас есть знающие специалисты, которые вам нужны.
Среди наших услуг по изготовлению металлов мы включаем сварку всех типов материалов, как одинаковых, так и разных. Благодаря нашему комплексному подходу вы можете реализовать все свои проекты по изготовлению металлоконструкций на нашем предприятии. С быстрым временем выполнения работ, экспертами во всех типах металла и внутренними услугами, позвольте нам быть вашим первым выбором для изготовления металла на заказ, сварки, порошковой окраски и других услуг по металлу.
Если у вас есть проект по сварке разнородных материалов, свяжитесь с нами сегодня, чтобы получить бесплатное предложение.
Сделать запрос
сварка — определение холодной сварки по The Free Dictionary
холодная сварка
n.
Сварка двух материалов под высоким давлением или в вакууме без использования тепла.
холодная сварка v.
Словарь английского языка American Heritage®, пятое издание. Авторские права © 2016, издательство Houghton Mifflin Harcourt Publishing Company. Опубликовано издательством Houghton Mifflin Harcourt Publishing Company. Все права защищены.
холодная сварка
vb
(Металлургия) ( tr ) для соединения (двух металлических поверхностей) без нагрева путем прижатия их друг к другу так, чтобы оксидные пленки разрушались и происходило сцепление
холодная сварка3 N
Коллинз английский словарь английского языка-Полное и неопроверженное, 12-е издание 2014 © Harpercollins Publishers 1991, 1994, 1998, 2000, 2003, 2006, 2007, 2009, 2011, 2014
Cold-Weld
Прошлое Участие:
Прошлый участие:
0363 cold-welded
Gerund: cold-welding
ImperativePresentPreteritePresent ContinuousPresent PerfectPast ContinuousPast PerfectFutureFuture PerfectFuture ContinuousPresent Perfect ContinuousFuture Perfect ContinuousPast Perfect ContinuousConditionalPast Conditional
| Imperative |
|---|
| cold-weld |
| cold-weld |
| Присутствует |
|---|
| I Холодная сварка |
| Вы холодный Weld |
| HE/SE/IT COLD-WELDS |
| Мы холод |
| I Холодный загрязнение |
| У вас холодно |

| Присутствие непрерывного |
|---|
| I AM AM AM AM AM AM AM IM ПО ХОЛДЕНИЯ |
| Вы холод |
| . |
| вы холодносварные |
| они холодносварные |
| настоящее совершенное |
|---|
| у меня холодносварные 92 у вас | холодносварные0128 |
| Он/она/он имеет холодную сетку |
| У нас в холодном виде |
| . У вас холодно |
| У них холод |
| У них холод |
| . |
| I был холодный бег |
| Вы были холодными.0123 |
| Они были холодными. |
| Прошлый идеал | |
|---|---|
| У меня был холодный | |
| У вас был холодный | |
| . | У нас был холодный сетка |
| У вас были холодные варианты | |
| У них были холодные |
 0128
0128