Как приварить фланец к трубе. PORCHY, MAY WAVE$, JEEMBO, LOQIEMEAN, THOMAS MRAZ, TVETH, SOULOUD, MARKUL, OXXXYMIRON
Приварка фланца к трубе плоская, сквозная и воротниковая
Фланцевое соединение довольно часто используют вместо обычной сварки, а тем более на фитинг.

Фланцевое соединение
Фланец гарантирует не менее прочное и герметичное соединение, но при этом разъемное, чтопозволяет в любой момент демонтировать часть трубопровода для ремонта, например, или присоединения дополнительных секторов.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.

Сварка фланцев
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии.
pellete.ru
Варианты приварки фланца к трубе — Море задвижек
Фланцевое соединение довольно часто используют вместо обычной сварки, а тем более на фитинг.

Фланцевое соединение
Фланец гарантирует не менее прочное и герметичное соединение, но при этом разъемное, чтопозволяет в любой момент демонтировать часть трубопровода для ремонта, например, или присоединения дополнительных секторов.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.

Сварка фланцев
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.

Наружняя приварка фланца
Расценки на изделия заметно отличаются. Однако стоимость переделяетсяскорее размерами пластин, а не их конструкцией, и весом, конечно же. Согласно ГОСТ изготавливаются они из углеродистой, легированной или нержавеющей стали, а такжековкого чугуна. Расценки на металл и определяют стоимость приспособлений.
Приварка фланца к трубе по ГОСТ
Технология сварки в принципе одинакова, за исключением крепления патрубков. Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.

Внутренняя приварка фланца
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.
Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.

Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Источник: trubygid.ru
Остались вопросы?Наши менеджеры помогут Вам!Звоните по телефону 8-343-286-17-65, либо пишите на электронную почту — [email protected].
prz-ekb.ruПриварка — фланец — Большая Энциклопедия Нефти и Газа, статья, страница 4
Приварка — фланец
Cтраница 4
Какие применяются способы приварки фланцев к трубам. [46]
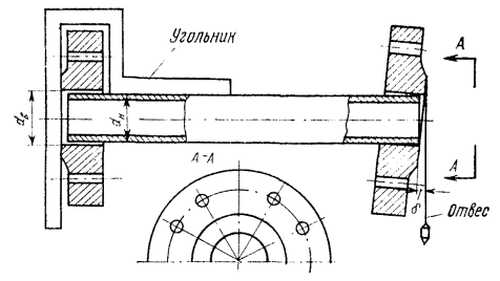
Выверка — правильности приварки фланца ведется при прихватке угольником 90 или специальными угольниками-шаблонами. [47]
Фланцевое соединение с приваркой фланца к кольцу, наклеенному на трубу; кольцо надевают в горячем состоянии на трубу, предварительно промазанную клеем. Состав клеев приведен ниже. [48]
Помимо специализированных станков для приварки фланцев к патрубкам, применяют манипуляторы различных конструкций, предназначенные для сварки узлов трубопроводов. На рис. 96 показана конструкция универсального манипулятора Т-25, позволяющего выполнять автоматическую и полуавтоматическую сварку труб, приварку отводов, фланцев, заглушек, патрубков, сварку секционных отводов диаметром от 150 до 600 мм. [49]
Если пайка труб и приварка фланцев медно-цинковым припоем или медью производится на горне, последний должен быть оборудован вытяжной вентиляцией. [50]
Внутренняя поверхность грундбуксы после приварки фланца и упорного кольца протачивается на токарном станке, производится также обточка наружной и внутренней поверхности кольца и фланца грундбуксы. [51]
Держатели ДШ-16 служат для приварки фланцев к трубам диаметром 32 — 76 мм, а ДШ-17 — к трубам диаметром 76 — 160 мм. [52]
Сварка трубопроводов между собой, приварка фланцев к трубам обычно производится в стык ( фиг. У труб с толщиной стенок более 5 мм срезают фаски под углом 30 — 40, причем толщина не скошенной части должна быть не меньше 1 5 — 2 мм. Зазор между свариваемыми торцами выдерживается одинаковым по всей окружности и составляет 1 — 1 5 мм ( фиг. Если неправильно подогнаны свариваемые торцы или слишком велик зазор между ними, то это может привести к образованию наплыва металла внутри трубы, что вызовет сужение ее проходного сечения. [53]
Сварка трубопроводов между собой, приварка фланцев к трубам обычно производится в стык ( фиг. [54]
Сварка трубопроводов между собой, приварка фланцев к трубам обычно производится встык. У труб с толщиной стенок более 5 мм срезают фаски под углом 30 — 40, причем толщина на скошенной части должна быть не меньше 1 5 — 2 мм. Зазор между свариваемыми торцами выдерживают одинаковым по всей окружности и он должен быть 1 — 1 5 мм ( рис. XIII. Если неправильно подогнаны свариваемые торцы или слишком велик зазор между ними, то исправлять этот дефект нагревом и вытяжкой одного из концов труб, либо вытягиванием всего трубопровода запрещается. В этом случае один из концов труб обрезают и в трубопровод вваривают вставку, длина которой должна быть не менее 100 мм для труб диаметром до 150 и 200 мм — при большем диаметре. [55]
Сварка трубопроводов между собой, приварка фланцев к трубам обычно производится в стык ( фиг. У труб с толщиной стенок более 5 мм сре-ают фаски под углом 30 — 40, причем толщина не скошенной части должна быть не меньше 1 5 — 2 мм. Зазор между свариваемыми торцами выдерживается одинаковым по всей окружности и составляет 1 — 1 5 мм ( фиг. Если неправильно подогнаны свариваемые торцы или слишком велик зазор между ними, тс это может привести к образованию наплыва металла внутри трубы, что вызовет сужение ее проходного сечения. [56]
Контроль сварных швов осуществляется после приварки фланцев, штуцеров, люков, укрепляющих колец и других деталей к корпусу аппарата при помощи ультразвукового дефектоскопа УДМ-1М и просвечиванием в специальной рентгенокамере. Аппараты закатываются в камеру на тележке — кантователе. [57]
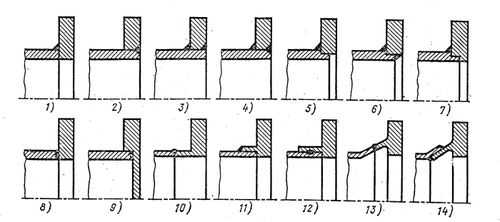
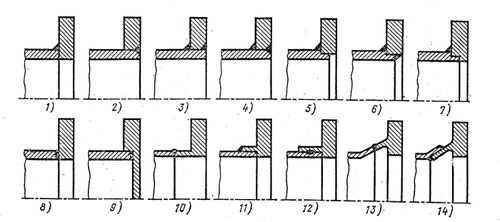
На рис. 190 изображены способы приварки фланцев к трубам. Недостаток конструкции 1 состоит в том, что фланец не зафиксирован в радиальном направлении. [59]
Конец трубы, включая шов приварки фланца к трубе, не должен выступать за зеркало фланца. [60]
Страницы: 1 2 3 4 5
7.5. Приварка фланцев, арматуры и других деталей к трубам
7.5.1. Арматуру (клапаны, задвижки), фланцы, донышки, заглушки и другие фасонные детали, присоединяемые к трубам стыковым сварным швом, приваривают с соблюдением тех же режимов и технологии, что и при сварке стыков трубопровода соответствующих диаметра и марки стали, а также требований п.3.7иподразделов 6.4и6.5.
7.5.2. Плоские фланцы на давление Р <= 2,5 Мпа (25 кгс/см2) для диаметра труб 600 мм и более изготавливаются по ОСТ 34 10.755-97. Фланец приваривается к трубе двумя угловыми швами — наружным и внутренним (рис.7.18). Сначала накладывают наружный шов, затем — внутренний. Размеры швов приварки указаны втабл.7.2. Внутренний шов, являющийся лишь уплотняющим, имеет катет 7(-2) мм независимо от толщины стенки трубы.
Для труб диаметром менее 600 мм плоские приварные фланцы изготавливаются по ГОСТ 12820 и размеры катетов шва указываются в конструкторской документации.
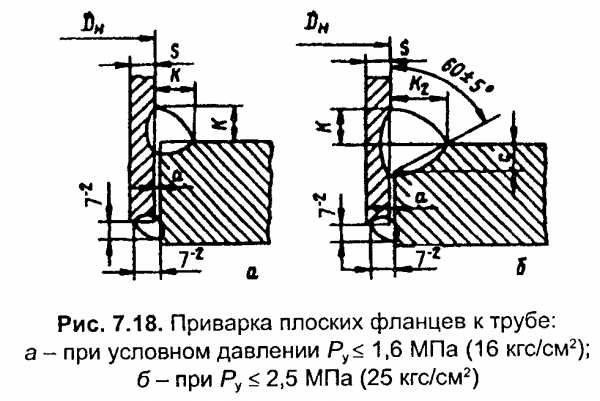
«Рис.7.18. Приварка плоских фланцев к трубе»
7.5.3. Приварку креплений из высоколегированных сталей к трубам пароперегревателя и другим элементам котла, находящимся в зонах высоких температур, а также приварку к паропроводам реперов для измерения ползучести необходимо выполнять аустенитными электродами диаметром не более 3 мм на режимах с минимальным тепловложением. Марка электродов выбирается по данным табл.4.2. Ток устанавливается из расчета 25-30 А на 1 мм диаметра электрода. Сварку следует вести короткой дугой с незначительными колебательными движениями электрода. Каждый следующий валик необходимо накладывать только после снижения температуры металла в зоне сварки ниже 100°С. Термическая обработка таких сварных соединений не производится.
7.5.4. К трубам из углеродистых и низколегированных теплоустойчивых и конструкционных сталей упоры, накладки, подвески и другие детали креплений из таких же сталей следует приваривать сплошным угловым швом с катетом, указанным в рабочих чертежах, с использованием электродов, подбираемых по данным табл.4.1. Диаметр электродов должен быть не более 3 мм. Если детали креплений и трубы изготовлены из стали разных марок одного структурного класса, электроды нужно выбирать по менее легированной стали.
Таблица 7.2
Размеры швов приварки плоских фланцев (ост 34 10.755-97)
┌──────────┬───────┬─────────────┬─────────────┬───────────┬─────────────┐
│ Условное │Услов- │ Размеры │ Зазор между │ Глубина │ Размер │
│ давление │ ный │присоединяе- │ трубой и │ фаски на │катетов шва, │
│ Р_у, МПа │проход │мых труб Д_н │ фланцем а, │ фланце с │ мм │
│(кгс/см2) │Д_у, мм│ х S, мм │мм, не более │ +-1, мм │ │
│ │ │ │ │ ├──────┬──────┤
│ │ │ │ │ │ К │ К_2 │
├──────────┼───────┼─────────────┼─────────────┼───────────┼──────┼──────┤
│ │ 600 │ 630×12 │ │ 12 │ 12 │ 22 │
│ │ │ │ │ │ (+3) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 700 │ 720×9 │ │ 9 │9 (+3)│ 18 │
│ │ │ │ │ │ │ (+5) │
│ │ │ │ │ │ │ │
│ 2,5 (25) │ 800 │ 820х11 │ 1,5 │ 11 │ 11 │ 21 │
│ │ │ │ │ │ (+3) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1000 │ 1020×14 │ │ 14 │ 14 │ 26 │
│ │ │ │ │ │ (+5) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1200 │ 1220×14 │ │ 14 │ 14 │ 26 │
│ │ │ │ │ │ (+5) │ (+5) │
├──────────┼───────┼─────────────┼─────────────┼───────────┼──────┼──────┤
│ │ 700 │ 720×9 │ │ 9 │9 (+3)│ 18 │
│ │ │ │ │ │ │ (+5) │
│ │ │ │ │ │ │ │
│ │ 800 │ 820×9 │ │ 9 │9 (+3)│ 18 │
│ │ │ │ │ │ │ (+5) │
│ │ │ │ │ │ │ │
│ 1,6(16) │ 1000 │ 1020×10 │ 1,5 │ 10 │ 10 │ 20 │
│ │ │ │ │ │ (+3) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1200 │ 1220×11 │ │ 11 │ 11 │ 20 │
│ │ │ │ │ │ (+3) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1400 │ 1420×14 │ │ 14 │ 14 │ 26 │
│ │ │ │ │ │ (+5) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1600 │ 1620×14 │ │ 14 │ 14 │ 26 │
│ │ │ │ │ │ (+5) │ (+5) │
├──────────┼───────┼─────────────┼─────────────┼───────────┼──────┼──────┤
│ │ 700 │ 720×9 │ │ 9 │9 (+3)│ 18 │
│ │ │ │ │ │ │ (+5) │
│ │ │ │ │ │ │ │
│ │ 800 │ 820×9 │ │ 9 │9 (+3)│ 18 │
│ │ │ │ │ │ │ (+5) │
│ │ │ │ │ │ │ │
│ 1,0(10) │ 1000 │ 1020×10 │ 1,5 │ 10 │ 10 │ 20 │
│ │ │ │ │ │ (+3) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1200 │ 1220×11 │ │ 11 │ 11 │ 21 │
│ │ │ │ │ │ (+3) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1400 │ 1420×14 │ │ 14 │ 14 │ 26 │
│ │ │ │ │ │ (+5) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1600 │ 1620×14 │ │ 14 │ 14 │ 26 │
│ │ │ │ │ │ (+5) │ (+5) │
├──────────┼───────┼─────────────┼─────────────┼───────────┼──────┼──────┤
│ │ 1200 │ 1220×14 │ │ 11 │ 11 │ 21 │
│ │ │ │ │ │ (+3) │ (+5) │
│ │ │ │ │ │ │ │
│ 0,6 (6) │ 1400 │ 1420×14 │ 1,5 │ 14 │ 14 │ 26 │
│ │ │ │ │ │ (+5) │ (+5) │
│ │ │ │ │ │ │ │
│ │ 1600 │ 1620×14 │ │ 14 │ 14 │ 26 │
│ │ │ │ │ │ (+5) │ (+5) │
└──────────┴───────┴─────────────┴─────────────┴───────────┴──────┴──────┘
Подогрев при приварке деталей креплений к трубам из углеродистых и низколегированных сталей осуществляется в соответствии с рекомендациями, приведенными в табл.6.3, при этом за толщину свариваемых деталей принимается толщина трубы. Подогрев трубы и детали осуществляется в районе приварки.
Приварка упоров к трубопроводам из низколегированных теплоустойчивых сталей должна выполняться по одной из схем, приведенных на рис.7.19. В случае приварки упора двумя фланговыми швами (рис.7.19, а) каждый слой сваривается в направлении, противоположном направлению сварки предыдущего слоя. В случае приварки упора двумя фланговыми и одним лобовым швами (рис.7.19, б) сварка начинается в середине лобового шва (в точке Б) и ведется до конца правого или левого флангового шва. Если длина шва от точки Б до конца флангового шва более 250 мм, то сварка должна выполняться обратноступенчатым способом. Приварку упора к трубе диаметром более 500 мм должны выполнять одновременно два сварщика.
Условия, при которых необходима термообработка угловых швов приварки деталей креплений к трубам, и режим термообработки указаны в подразделе 17.2.
Сварные соединения деталей креплений из углеродистой стали с трубами из низколегированной стали термической обработке не подвергаются.
7.5.5. Приварка бобышек для термопар к трубопроводам производится электродами диаметром не более 3 мм. Марка электродов выбирается по данным табл.4.1.
Необходимость и режим предварительного подогрева определяются по данным табл.6.3ип.6.4.1. При приварке бобышек к трубопроводу диаметром менее 219 мм необходим предварительный подогрев бобышек и трубы по всему периметру, при диаметре трубопровода 219 мм и более подогревается труба только в районе приварки бобышек и сама бобышка.
Необходимость и режим термообработки этих сварных соединений указаны в подразделе 17.2.
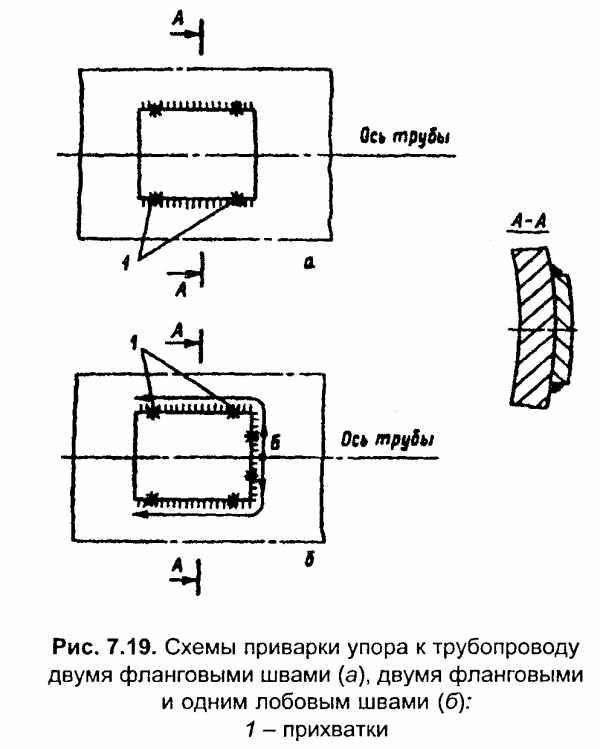
«Рис.7.19. Схемы приварки упора к трубопроводу двумя фланговыми швами (а), двумя фланговыми и одним лобовым швами (б)»
studfiles.net
Фланцы приварка к трубам — Энциклопедия по машиностроению XXL
Приварные кольца для так называемых свободных фланцев выполняются из полосовой стали с последующей обработкой кольца на токарном станке и приваркой к трубе. Свободный фланец должен соприкасаться с кольцом по всей торцовой поверхности последнего, с этой целью у него должна быть снята фаска по размерам сварного шва у кольца. Фланцы стальные, приварные с шейкой, для ру до 16 кгс/см и Dy 500 мм можно изготовлять из фланцевых угольников по ГОСТ 5443-60. [c.330]На рис. 1.29, а показано типовое комплексно-механизированное рабочее место для изготовления в условиях мелкосерийного производства трубных секций (приварка к трубам диаметром 80…500 мм фланцев, патрубков, отводов и деталей насыщения). Сварка выполняется полуавтоматом / на роликовом вращателе с педальным включением и быстродействующим устройством прижатия трубы. Это устройство служит также токосъемником. Загрузка заготовок и выгрузка готовых секций выполняется местным краном 2, управляемым сварщиком. Рабочее место снабжено местным отсосом вредных газов, балансирным устройством, уравновешивающим частично массу горелки и шланга, а также другими устройствами, обеспечивающими механизацию вспомогательных операций и комфортные условия труда. [c.92]
На внутренних кромках фланцев, подлежащих приварке к трубам, также снимаются фаски с обеих сторон, с таким расчетом, чтобы угол раскрытия составлял 50—60°. Фаски снимаются на толщины фланца с торцовой части и на 1/г толщины фланца с трубной части (рис. 85). [c.212]
Приварка к трубам фланцев, арматуры и других деталей. Размеры щвов при приварке к трубам дисковых плоских и воротниковых фланцев указаны на рис. 8-23 и в табл. 8-33. [c.647]
Трубы различного диаметра, фланцы и прочие заготовки. Сварка труб, приварка к трубам фланцев и других деталей [c.394]
| Рис. 88. Способы крепления фланцев на трубах а — приваркой к трубам встык б — соединением на резьбе в — развальцовкой г — разбортовкой. | 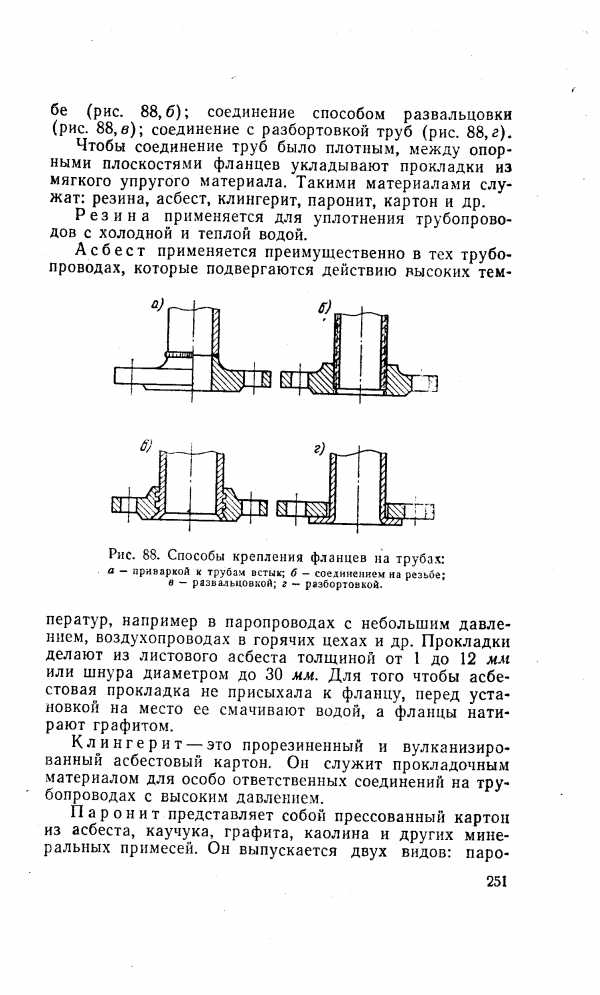 |
Фланцы — Крепление к трубам 53 — Приварка 24, 25 — Распределение сил затяжки 193 — Типичные формы 296 — Центрирование 201, 202 [c.540]
На рис. 190 изображены способы приварки фланцев к трубам. [c.183]
Валы со значительной разницей диаметров отдельных участков и фланцевые нередко выполняют с приваркой к заготовке колец (буртиков) и фланцев. Длинные валы со свободной средней частью изготовляют полыми из трубы е приваркой концевых частей (рис. 17). [c.25]
Трубопровод должен быть тщательно выверен на опорах. Приварка фланцев к трубе должна быть строго перпендикулярной. [c.183]
Приварка фланцев к трубам, а также колец для свободных фланцев производится электросваркой. При приварке фланцев их плоскость должна быть установлена строго перпендикулярно к оси трубы, что проверяется специальным фланцевым угольником. [c.331]
Укрепление стальных фланцев на трубах производится путем развальцовки и отбортовки концов труб во фланце. Для плотности соединения допускается приварка шейки фланца к трубе. Уплотнение фланцевых соединений производится при помощи прокладок из пара-нита при давлениях не свыше 25 ат, для более высоких давлений применяются прокладки из волнистой листовой [c.229]
Для приварки к трубопроводам штуцеров, труб (отводов) и плоских фланцев допускаются угловые сварные соединения, которые должны быть выполнены с полным проплавлением. [c.499]
Режимы приварки фланцев к трубам из углеродистой стали. Автоматическая дуговая сварка под флюсом [c.283]
Основные требования к конструкции сварных соединений строго регламентированы ГОСТ 24663—81 [23—25—27]. При изготовлении, монтаже и ремонте котлов, сосудов, трубопроводов пара и горячей воды применяют следующие виды сварных соединений стыковые соединения при сварке труб, обечаек и приварке выпуклых днищ к сосудам тавровые, угловые или стыковые сварные соединения при приварке штуцеров, труб, плоских днищ и фланцев к барабанам, камерам, трубопроводам и трубным решеткам. [c.151]
Большое внимание во всех странах уделяется сварке встык труб из литого винипласта. По данному вопросу имеются как отечественные авторские свидетельства , так и зарубежные патенты . В авторских свидетельствах и патентах описаны способы сварки труб встык, приварки фланцев к трубам, а также процесс сварки труб с фланцами. [c.108]
Техника приварки фланцев к трубам. Приварку фланцев к трубам следует выполнять в специальных кондукторах, позволяющих быстро производить установку трубы и сварку основного шва с трубной частью в нижнем положении, без поворота (рис. 87). [c.213]
| Рис. 87. Кондуктор для приварки фланцев к трубам | 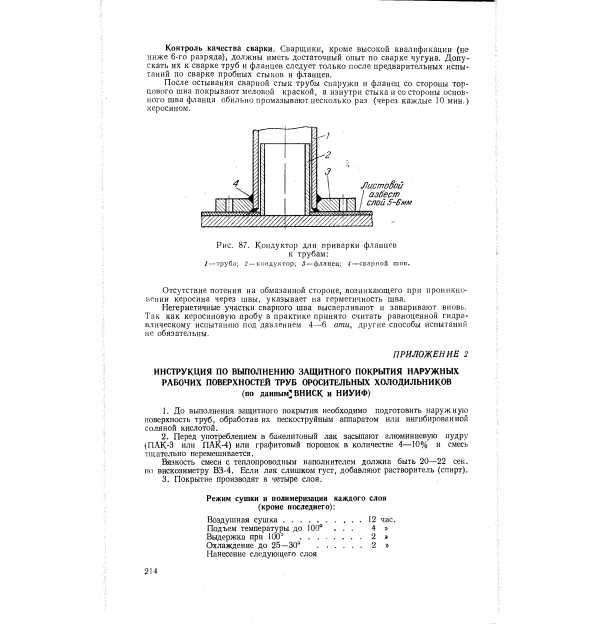 |
| Рис. 3-29. Приварка фланцев к трубам. | 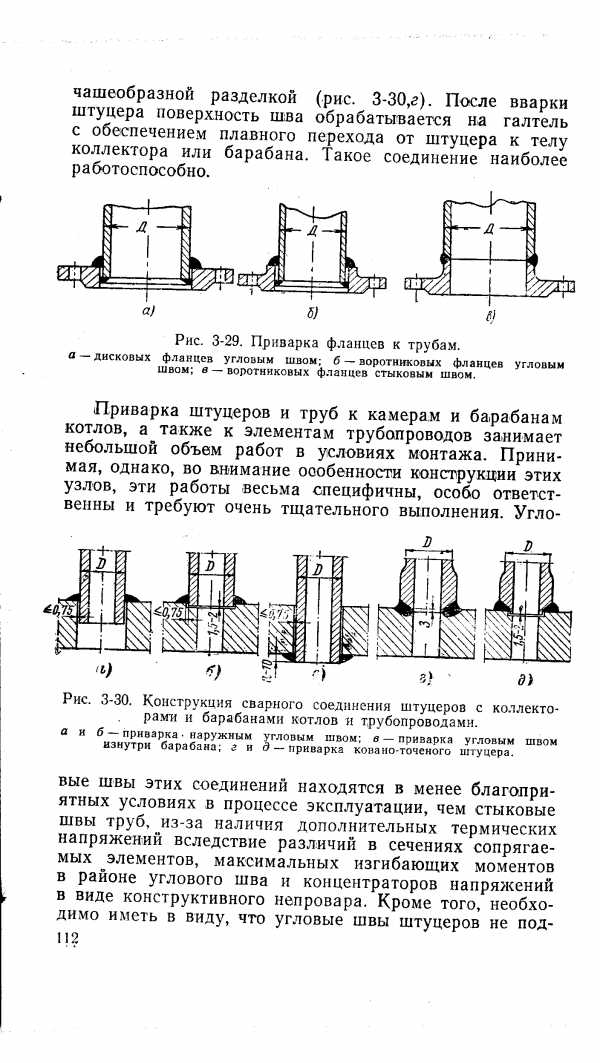 |
| Рис. 79. Приварка фланцев к трубам |  |
Наблюдениями установлено, что причиной образования дефектов чаще всего является недостаточная подготовка внутренней поверхности трубы и фланцев к эмалированию. Наличие заостренных узлов и резких переходов от фланца к трубе, а также плохая зачистка сварных швов в местах приварки фланцев приводят к разрушению эмали при сравнительно небольших термических и механических воздействиях. [c.188]
Соединять гуммируемые трубы и фасонные части можно только при помощи фланцев, поэтому к отрезкам труб, предназначенным под обкладку резиной, фланцы должны быть приварены заранее. Внутренние края труб в местах приварки фланцев должны быть закруглены и хорошо зачищены. [c.157]
Угловой шов используют при сварке ванн, приварке фланцев К трубам, днищ и крышек к корпусам аппаратов и т. д. [c.227]
Фланць[ 1. 564, 565 —Способы приварки к обечайкам 2. 185 —Способы приварки к трубам 2. 183 —Способы уплотнения 3. 141 —143-Типовые конструкции 1. 532— 533-Центрирование 1. 534-535-Фор-,мы 2. 292 [c.353]
Для трубопроводов высокого давления oTeqe TBeijHbie заводы применяют следующую маркировку фланцев, выполненных под приварку к трубам (табл. 4-1). [c.76]
Соединение стыков трубопроводов тепловых сетей, установка фланцев, изготовление деталей трубоироводов отводов, переходов, грязевиков, компенсаторов, подвижных и неподвижных опор и их приварка к трубам производятся с помощью электродуговой сварки. [c.323]
Приварка фланцев. Плоские фланцы приваривают к трубам сваркой двух видов. При давлении в трубопроводе до 10 /сг/сж фланцы приваривают без образо1вания скоса на фланце (рис. 126,а). При давлении в трубопроводе до 25 кг1см фланцы приваривают с образованием скоса на фланце, как показано на рис. 126,6. [c.186]
Бронированные трубы пригодны для работы под давлением в условиях транспортировки агрессивных жидкостей при температуре до 100°. Упрочнение трубопроводов из винипласта путем их бронирования можно осуществить и другими способами. Так, заготовляют стальную трубу, внутренний диаметр которой равен внешнему диаметру винипластовой трубы. Затем стальную трубу разрезают вдоль по оси на две половины, после этого винипластовые трубы укладываются в эти половины, которые свариваются между собой электросваркой в нескольких местах (в завискыости от длины труб). Так можно изготовлять бронированные тройники, колена, отводы, крестовины и т. п. При бронировании стальных труб винипластом концы винипластовых труб могут выступать из стальных с расчетом, чтобы иа них можно было наварить винипластовые кольца. Металлические фланцы приваривают к трубе до приварки винипластовых колец. [c.443]
Привариваемые фланцы. долж.ны изготовляться из стали тех же марок, что и фасонные части. Приварка фланцев к трубам производится с двух сторон. [c.41]
При приварке фланцев к трубе должиа быть обеспечена першендикуляркость плоокости фланца к оси трубы. [c.134]
Первый тип фланца, показанный на фиг. 126, а, используется в трубопроводах низкого давления (Ру механической обработкой. Приварка фланца к трубе осуществляется двумя швами. В настоящее время существует несколько специализированных установок для автоматической приварки фланцев к трубам. [c.176]
Крепление фланцев на развальцовке необходимо осматривать при ремонте с целью проверки отсутствия следов неплотности или сползаний фланца и во всех сомнительных случаях надо производить подвальцовку конца трубы. Для большей надежности соединения этого типа при рабочих давлениях свыше 22 kzI m рекомендуется после под-вальцовки произвести приварку фланца к трубе со стороны воротника (при наличии такового), а если торец трубы не доходит до зеркала фланца, то лучше приварку производить со стороны зеркала. После приварки вальцовочное соединение может несколько ослабнуть поэтому его надо подвальцеватъ еще раз и при этом следить, чтобы ролики вальцовки не захватывали пояс сварного щва. [c.341]
После горячей гибки или после приварки фланцев к трубам из стали 15Х1М1Ф необходим отпуск при температуре 740— 760° С в течение 5 ч. [c.211]
В зависимости от назначения и конструктивных особенностей винипластового изделия применяют различные сварные швы (рис. 2.4) двухсторонний Х-образный для соединения деталей и конструкций, к которым предъявляют высокие требования по прочности, водо- и газопроницаемости односторонний V-образный — преимущественно при сварке винипласта толщиной до 5 мм, односторонний V-образный стыковой — для соединения участков трубопроводов, коробов воздуховодов валиковый, или тавровый, (одно- и двухсторонний) — для приварки ребер жесткости (снаружи аппарата) или сварки перегородок, полок и диафрагм (внутри аппарата) угловой — при сварке днищ и крышек аппаратов, приварке фланцев к трубам и т. д. нахлесточный — для сварки раструбов при монтаже трубопроводов, а также наваривания бандажей (элементов жесткости) на аппараты. [c.153]
ГОСТ 8732—58) и стальные бесшовные холоднокатаные и холоднотянутые (ГОСТ 8734—58) трубы из углеродистой стали (Ст. 10 и Ст. 20). Алюминированные трубы могут соединяться с помощью газовой и электродуговой сварки и фланцами. При газовой сварке применяют электроды из стали Х28 и из фехраля. Рекомендуемая обмазка электродов 50% фтористого натрия, 50% мела, 120 мл жидкого стекла на 100 г смеси. Электродуговая сварка труб и приварка к ним фланцев производятся тонким плавящимся электродом в защитной среде углекислого газа. Сварка осуществляется электродной проволокой Св-07Х25Н13 (ГОСТ 2246—60) диаметром 0,8—1,5 мм. [c.111]
Приварка фланцев к трубам, вв арка штуцеров в камеры и барабаны, сварка тройников. В монтажных условиях приварка фланцев к трубам составляет небольшую часть общего объема сварочных работ. В зависимости от назначения тру-бапровода применяются воротниковые или дисковые фланцы. Типы приварки фланцев к трубам показаны на рис. 3-29. [c.109]
Значительный объем работ по приварке фланцев к трубам при изготовлении трубных узлов для цеха ХИМВ0Д00Ч1ИСТКИ выполняется во многих случаях непо-350 [c.350]
Полуавтомат ПШ-5 применяют для сварки неподвижных изделий, при которой электрод перемещает по шву сварщик, а также для сварки стыков труб при механизированном вращении их. Автоматическую и полу автоматическую сварку стыков под слоем флюса рекомендуется применять для труб диаметром свыше 100 мм. Она также может быть применена для автоматической приварки фланцев к трубам, для сварки водо-подогревателей и других со- Держатель ПШ-5 [c.183]
Отделение для заготовки и сборки трубопроводов оборудуют нагревательными устройствами для разогрева труб при гнутье фасонных частей, трубозагибочным станком, наждачным станком для снятия фасок, механической ножовкой, плитой для подогрева песка, а также-столом, к которому подведены две-три горелки для обварки раструбов, приварки фланцев и буртов к трубам. [c.215]
Коэффициент отдачи тепла от конденсирующего пара к стенкам паропровода значителен, поэтому внутренние слои металла нагреваются больше, чем наружные, и возникают разность температур в толщине стенок и дополнительные внутренние напряжения в металле. В толстостенных паропроводах высокого давления дополнительные термические напряжения могут быть значительными. Прогрев фланцев, арматуры и соединительных частей, имеющих большую толщину стенки, отстает от прогрева паропроводных труб. При быстром нагреве в этих деталях, а также в местах их приварки к паропроводам могут возникнуть опасные дополнительные гермические напряжения, которые ведут к образованию трещин. Поэтому скорость прогрева паропроводов обычно определяется с учетом условий прогре- ва арматуры, фланцев и других фасонных деталей. [c.80]
mash-xxl.info
ГОСТ 16037-80* «Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры»
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
ГОСТ 16037-80
|
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ Основные типы, конструктивные элементы и размеры Welded joints in steel pipelines. Main types, design elements and dimensions |
ГОСТ |
Срок действия с 01.07.81
до 01.07.90
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП — дуговая сварка в защитном газе плавящимся электродом;
ЗН — дуговая сварка в защитном газе неплавящимся электродом;
Р - ручная дуговая сварка;
Ф - дуговая сварка под флюсом;
Г - газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s, s1 — толщины стенок свариваемых деталей;
b — зазор между кромками свариваемых деталей после прихватки;
e — ширина сварного шва;
g — выпуклость сварного шва;
d — толщина подкладного кольца;
а - толщина шва;
с - притупление кромки;
В - ширина нахлестки;
l — длина муфты;
K — катет углового шва;
K1 — катет углового шва со стороны разъема фланца;
Dn — наружный диаметр трубы;
f — фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-33.
Для угловых швов в таблицах приведен расчетный катет.
files.stroyinf.ru
Сборка и сварка фланца
Введение
Сварке подвергаются практически любые металлы и неметаллы в любых условиях на земле, в воде и космосе. Соединения, получаемые сваркой, характеризуются высокими механическими свойствами, небольшим расходом металла, низкой трудоемкостью и невысокой себестоимостью. Надежность соединений, выполняемых сваркой, позволяет применять ее при сборке самых ответственных конструкций.
Научно-технические, экспериментальные и практические работы, выполняемые в последнее время (примерно с 1970-х годов) в области сварки, позволили создать принципиально новые конструкции машин.
Главное требование- это соответствие эксплуатационному назначению.
Конструкции должны быть прочными, жесткими и надёжными, а так же экономичными и минимально трудоемкими при изготовлении и монтаже.
Каждая конструкция проходит 3 этапа: проектирование, изготовление и сборка или монтаж.
Основоположниками дуговой сварки являются российские ученые и инженеры- В.В.Петров, Н.Н.Бенардос, и Н.Г.Славянов.
В дуговой электросварке источником тепла является электрическая дуга, которая возникает между электродом и металлом. Сущность электродуговой сварки в том, что свариваемый металл плавится теплом дуги.
При дуговой сварке плавящимся электродом шов образуется за счет расплавления электрода и свариваемого металла. При сварке неплавящимся электродом шов заполняется металлом свариваемых частей, но иногда присадочным металлом, подаваемым в зону дуги со стороны.
Темой данного проекта является сборка и сварка фланца.
1. Описание конструкции с анализом ее технологичности
Понятие технологичности сварной конструкции- это возможность изготовления всех деталей конструкции и с ее наименьшими трудовыми затратами удобными способами и с применением самого производственного оборудования, например штамповка деталей вместо кислородной резки.
Фланцы могут быть элементами трубы, фитинга, вала, корпусной детали и т.д. Фланец в виде отдельных деталей чаще всего приваривают или привинчивают к концам соединяемых деталей. Фланцы применяются для соединения изделий арматуры с трубопроводами, соединения отдельных участков трубопроводов между собой и для присоединения трубопроводов к различному оборудованию. Фланцевые соединения обеспечивают герметичность и прочность конструкций, а также простоту изготовления, разборки и сборки.
При проектировании, а так же при изготовлении сварных конструкций необходимо помнить, что очень больше внутренние напряжения (иногда- до частичного саморазрушения) возможны при сварке электрозаклепками, поэтому следует избегать таких соединений, применяя нахлесточную сварку либо в широких прорезях.
Конструкция технологична, т.к. ее можно сваривать ручной, полуавтоматической и автоматической сваркой.
2. Характеристики свариваемого материала
Свариваемость-это способность металлов и сплавов образовывать соединение с помощью сварки без трещин, пор и других дефектов.
Низколегированные стали содержат до 0,23% углерода, имеют легирующие добавки и иногда называются сталями повышенной прочности.
Особенности сварки низколегированных сталей: они ведут себя при сварке так же, как и низкоуглеродистая стал, но имеются отличия при действии термических циклов.
1. Больше склонность к росту зерен в околошовной зоне, особенно при перегреве.
2. Более склонны к подкладке при повышенных скоростях остывания.
3. Стойкость металла шва против образования горячих трещин ниже из-за легирующих элементов.
4. Чувствительность к концентраторам напряжений и даже к тепловым «ожогам».
Химический состав стали
Механические свойства стали
3. Определение свариваемости материала конструкции
Сэкв.=С + Mn/6+Cr/6+Si/5+P/2+Ni/12+S/5
Cэкв.=0,2+0,48/6+0,25/5+0,04/2+0,30/12=0,37
Если Сэкв.=0,46…0,59%, то сталь хорошо сваривается
Если Сэкв.
0,6%, то сталь плохо свариваетсяВывод: Свариваемость металла хорошая, т.к. Сэкв.≤0,45
4. Разработка технологического процесса изготовления сварной конструкции
Способ изготовления заготовки и подготовка кромок.
Изготовление заготовки фланца можно разбить на следующие этапы:
1)правка листа
2)зачистка листа и подготовка поверхности
3)подготовка кромок под сварку
1)правка листа
Листа правильные многовалковые машины предназначены для правки листового проката и листовых заготовок. Правкой осуществляет между рядами вращающихся валков, расположенных в шахматном порядке расстояния между нижним и верхнем рядами валков регулируют и устанавливают в зависимости от толщины выправленного листа .При прохождением между валками каждый участок листа получает многократный изгиб в противоположены стороны и выправляется. В зависимости от величины искривления листа правка производится за один или несколько проходов листа правильные многовалковые машины имеют 23 валка. Заготовка проходит между двумя рядами правильных роликов, расположенных в шахматном порядке, многократно изгибается и выправляется. Ролики выполняют сменными в зависимости от конфигурации сечения выпрямляемого материала, что позволяет править на одно машин различные профилями.
2)зачистка листа и подготовка поверхности
Очистку применяют для удаления с поверхности металла средств консервации, загрязнений, смазочно-охлаждающих жидкостей, ржавчины, окалин, заусенцев, грата и шлака, затрудняющих процесс сварки, вызывающих дефекты сварных швов и препятствующих нанесению. Для очистки проката, деталей и сварных узлов применяют механические и химические методы. К механическим методам относятся способом очистки: дробеструйная, дробеметная, на зачистных станках, в галтовочных барабанах, с помощью ручных пневматических и электрических машин. К химическим- обезжиривание и травление, выполняемые ванным или струйным способами.
Дробеструйный и дробеметный способы применяют для очистки листов и профильного проката и сварных узлов от окалины, ржавчины и загрязнений при толщине металла 3мм и более. При дробеструйном и дробеметном способах очистки дробь выбрасывается с большой скоростью на очищаемый металл и ударяясь, удаляет имеющиеся на нем загрязнения, ржавчину и окалину.
Дробеструйная очистка осуществляется дробеструйными аппаратами, которые выбрасывают дробь на очищаемую поверхность через сопло с помощью сжатого воздуха.
В дробеметных аппаратах дробь выбрасывается лопатками ротора в результате центробежной силы. Дробеметную и дробеструйную очистку производят в камерах, в которых установлены очистные аппараты, оборудованные для размещения и транспортировки очищаемых изделий, устройства для сбора, сепарации (очистки), возврата дроби и для вытяжки загрязненного воздуха.
3)подготовка кромок под сварку
При назначении форм подготовки кромок учитывают прежде всего глубину провара, технологические и экономические условия процесса. Так например, стыковые соединения с V-образной подготовкой кромок рекомендуется применять для металла толщиной 3-26мм. При возможности кантовки стыкового соединения, при доступе с двух сторон, для металла толщиной 12-40мм выполняется К-образная подготовка кромок, при толщине до 60мм Х-образная разделка. В данном курсовом проекте применяется именно Х-образная разделка кромок.
Выбор сварочных материалов.
Выбор сварочных материалов осуществляется с учетом химических и механических свойств сварочного металла. Кроме того, нужно учитывать технологические особенности сварочной конструкции и состав сварки. В данном случае для автоматической сварки фланца выбирается следующие сварочные материалы:
1)сварочная проволока Св-08А
2)флюс ФЦ-16
Электродная проволока при автоматической сварке под флюсом является одним из основных элементов, определяющих качество сварного соединения. Ее выбирают в соответствии с химическим составом сварного материала и флюса. Механические свойства наплавленного металла должны быть не менее нижнего предела механических свойств сварного металла.
Флюс является одним из важнейших элементов для успешного проведения сварки, и во многом определяет качество металла шва. Основные требования:
-обеспечение устойчивого процесса сварки
-обеспечение отсутствия трещин и пор в металле шва
-обеспечение требуемых механических свойств металла шва
-обеспечение хорошего формирования шва с легкой отделяемостью шлака
-минимальное выделение вредных газов при сварке
-сварка с их применением должна быть экономически выгодной
Выбранный флюс должен соответствовать требованиям ГОСТа и ТУ на данную марку.
Химический состав флюса ФЦ-16,% ОСТ 24.948.02-99
Сварочная проволока Св-08А ГОСТ 2246-70
Выбор способов сборки и сварки.
Для изготовления сварных конструкций высокого качества требуется правильная сборка деталей свариваемого изделия, т.е. правильная взаимная установка и закрепление.
Процесс сборки свариваемого изделия из ряда последовательных операций. Сначала детали подаются на рабочее место, затем собирается изделие или сварной узел. Для этого необходимо установить детали в сборочном устройстве в определенном положении. В этих положениях детали должны быть закреплены, после чего их сваривают. Подача деталей к месту сборки и установка их в требуемом положении осуществляется универсальным или специальным подъемно-транспортным оборудованием. Положение деталей во время сборки определяется установочными элементами приспособления или другими смежными деталями.
mirznanii.com