Какими электродами варить чугун, какие марки, как выбрать
Главная страница » О сварке » Как правильно варить » Как варить чугун » Какими электродами варить чугун
Чугун представляет собой сплав железа и углерода с добавлением примесей и легирующих добавок. Данный материал имеет широкое распространение во многих сферах. Сварка чугуна характеризуется несколькими особенностями, которые необходимо учитывать при проведении работ. В зависимости от структуры сплава выделяют белые и серые чугуны. Какие нужны электроды для сварки различных разновидностей чугуна, мы рассмотрим далее.
Подготовка чугуна к сварке
Основополагающим этапом для успешного проведения сварки является подготовка. Сваривать чугун необходимо после выполнения следующих операций:
 Трещины следует разделать, для этого используются механические и термические способы. Разделка способствует достаточной проварке дефекта.
Трещины следует разделать, для этого используются механические и термические способы. Разделка способствует достаточной проварке дефекта.- При работе с толстостенными деталями
- Сваривание тонкого металла требует применение графитовых теплоотводящих подкладок, которые предотвратят прожиг и помогут сохранить первоначальную форму изделия.
- Заготовки перед осуществлением сварочного процесса нужно очистить от различного вида загрязнений: пыль, мусор, ржавчина.
- Массивные и тяжелые изделия необходимо зафиксировать с помощью прихваток, удерживающих всю конструкцию.
- В зависимости от выбранного способа сварки, изделие следует прогреть до необходимой температуры. Горячая сварка подразумевает предварительный нагрев заготовки до 600-650°С; полугорячая — до 400-450°С, холодная сварка не требует прогрева детали.
Какой нужен электрод, в зависимости от выбранной технологии, давайте рассмотрим далее.
Какие электроды используют для сварки чугуна
В данном разделе рассмотрим какими электродами можно заварить чугун. В зависимости от поставленных задач и типа свариваемых конструкций следует использовать различные расходники. Итак, какими марками электродов варят чугун.
1. Для выполнения работ по свариванию ответственных конструкций следует применять специальные электроды по чугуну. Для предотвращения образования трещин нужно осуществлять соединение горячим методом. Следует выделить наиболее популярные марки, которые применяются для сварки чугуна:

Электроды сварочные МНЧ-2.
Некоторые марки являются универсальным (МНЧ-2), другие предназначены для определенных видов работ и материалов.
Варить ковкий чугун рекомендуется с помощью ОЗЧ-2, ОЗЧ-6, ЦЧ-4, МНЧ-2.
Варить литой чугун нужно электродами ОЗЧ-3, ОЗЖН-1 и ОЗЖН-2.
Также у сварщиков часто возникает вопрос: какие марки электродов подходят для сварки
Среди прутков иностранного производства следует выделить ОК 92.18, ZELLER 855. Первая марка предназначена для высокопрочного, серого и ковкого чугунов. Вторая используется для всех видов, сварка может выполняться в любом пространственном положении.
Каким электродом лучше варить чугун каждый сварщик сможет ответить самостоятельно после практического применения или теоретического сравнения.
Как выглядят электроды по чугуну можно ознакомиться в соответствующем разделе нашего справочника, переходя в нем на страницы отдельных марок.
2. Можно варить чугун и обычными электродами, которые также называют стальными или материалами общего назначения. Наиболее распространенными стержнями подобного типа являются марки АНО, УОНИ и другие. Обычные расходники применяются при выполнении неответственных работ, при сваривании рядовых конструкций и в тех случаях, когда к металлу шва не предъявляются особые требования. Обусловлено это невысоким качеством металла шва. Использование стальных электродов позволяет исполнителю значительно сэкономить на материалах.
Внимание! Мы не советуем использовать не предназначенные для чугуна электроды, ввиду низкого качества сварного шва. Информацию предоставляем для ознакомления с темой со всех сторон.
3. Для исправления дефектов в литых изделиях применяются чугунные электроды. Данные материалы представляют собой литые стержни с покрытием: МНЧ-1, ОЗБ-2М, ОЗЧ-1. Сварка с помощью перечисленных прутков может осуществляться холодным и полугорячим методами.
4. Неплавящиеся электроды: вольфрамовые, графитовые и угольные — используются достаточно редко. Их стоимость выше всех перечисленных расходников. Применение прутков подобных типов подразумевает наличие особых условий. Рабочий процесс характеризуется повышенным уровнем затрат: трудовых и финансовых. Кроме этого, во время сварки могут возникнуть определенные сложности. Наиболее распространенным способом сваривания с помощью неплавящихся электродов является AC TIG.
Другие полезные сведения представлены в статье «Сварка чугуна электродами».
Начинающим исполнителям довольно сложно ответить на вопрос как определить электроды по чугуну? На практике данное затруднение встречается редко, так как каждая пачка «оснащена» всей необходимой информацией. Также предназначение стержней указывается на сайтах продавцов и производителей.
Опытные исполнители, в свою очередь, без особых проблем могут визуально отличить электрод по чугуну от обычного. Чтобы не пришлось задумываться над тем, как отличить электроды по чугуну от расходников других видов, следует хранить материалы в упаковке. Это не только исключит возникновение вопросов, но и позволит сохранить электроды в целости и сохранности.
Как сварить чугун в домашних условиях
Следует также отметить какие электроды нужны для чугуна при проведении сварки в бытовых условиях. Выбор расходных материалов при проведении работ дома зависит от нескольких факторов:
- опыт и знания исполнителя;
- финансовые возможности;
- наличие или отсутствие оборудования.
Наличие обширных практических и теоретических навыков позволяет производить соединение любым типом перечисленных выше стержней.
Для экономии средств допускается применять обычные прутки, если качество соединения не будет нести угрозу жизни и здоровью.
Чаще всего в распоряжении домашних мастеров имеется аппарат инверторного типа, обладающий большим спектром достоинств. В таком случае, также возможно применение расходников практически любого вида: специальные, чугунные или стальные. Какие лучше для чугуна, сварщик сможет решить ознакомившись со всем спектром электродов.
Другие важные моменты представлены в статье «Сварка чугуна электродом в домашних условиях». Данная информация сможет помочь определить как нужно варить чугун и как делать это правильно.
Какими электродами варить чугун со сталью
 Потребность в соединении изделий из чугуна и стали возникает достаточно часто. Поэтому важно знать с помощью каких электродов следует проводить сваривание данных материалов различных по структуре. Варить сталь и чугун рекомендуется следующими марками:
Потребность в соединении изделий из чугуна и стали возникает достаточно часто. Поэтому важно знать с помощью каких электродов следует проводить сваривание данных материалов различных по структуре. Варить сталь и чугун рекомендуется следующими марками:
ЦЧ-4 применяется при холодной, полугорячей и горячей технологиях. Предназначена для устранения дефектов и наплавки. Данная марка может применяться для наложения первого слоя, чтобы для наплавления последующих слоев можно было применить обычные прутки.
Ficast NiFe K и ZELLER 855 обеспечивают получение металла шва со схожими характеристиками: прочность; без трещин; легкая обрабатываемость.
Преимущества ОК NIFE-CL-A (ОК 92.58): возможность выполнения сварки в любом положении; подходит для выполнения большого спектра работ.
Данная статья поможет профессиональным и начинающим сварщикам узнать какие есть электроды по чугуну.
weldelec.com
Электроды для сварки чугуна со сталью:маркировка, характеристики
При большой твердости чугун обладает одним большим недостатком, который проявляется в его хрупкости. Это вызвано большим содержание углерода в составе, что делает сварку данного металла достаточно сложным процессом. Электроды по чугуну должны компенсировать многие негативные моменты благодаря специально подобранному составу, но их имеется достаточно большое количество разновидностей, так что для каждого случая приходится подбирать отдельную марку. С учетом того, что в самом металле может находиться до 6% углерода, в электродах присутствует примерно то же самое соотношение.

Электроды для сварки чугуна
Одним из самых качественных способов является сварка чугуна аргоном, но это достаточно дорого и не всегда доступно. Сварка чугуна электродом в домашних условиях также возможна и весьма распространена, благодаря своей простоте и дешевизне. Главное правильно подобрать расходный материал и подготовить металл под сварку. Очень важно, чтобы сварочные электроды по чугуну имели одинаковое время остывания с основным металлом, так как у него оно зачастую достаточно низкое. Это помогает избежать перенапряжения, что очень важно, так как у чугуна очень низкие пластичные свойства. При повышенных температурных режимах может происходить выгорание углерода, так что если в присадочном материала будет содержаться больше данного элемента, чем в основном.

Набор электродов для сварки металла
Электроды для сварки чугуна используются как в промышленности, так и в частной сфере. Естественно, что у каждой марки свои особенности применения, поэтому, некоторые из них принадлежат только к определенным областям. В целом же чугун достаточно распространенный металл. К нему в большинстве случаев выпускают материалы с большим диаметром, так как из него делаются массивные изделия. Это могут быть детали к машинам, станочному оборудованию и прочей тяжелой технике. Возникает необходимость, как в самой сварке, так и в наплавке, причем электроды для наплавки чугуна мало чем отличаются от других типов. Практически у всех них основное покрытие, но встречаются и модели с кислым, что обеспечивает стабильность дуги и возможность проводить процедуры во всех пространственных положениях. Все они изготавливаются согласно ГОСТ 7293-85.
Физико-химический состав
Химический состав определяет, какими свойствами будет обладать наплавленный металл. Во все марки в основу входит железо, а остальные элементы служат для улучшения свойств сваривания и поддержания состава основного металла, который может меняться от температурного воздействия. На примере одной из марок можно рассмотреть химический состав:
- Углерод — 0,13%;
- Марганец — 0,9%;
- Кремний — 0,5%;
- Железо – остальное;
- Ванадий — 8,6%;
- Сера — 0,014%;
- Фосфор — 0,023%.
Технические характеристики
Электроды для сварки чугуна не отличаются особо качественными характеристиками, которые выдвигаются к другим металлам, так как сам чугун обладает уникальными свойствами твердости, тянущими за собой хрупкость и прочие негативные моменты. К примеру, здесь достаточно высокий расход материала при наплавки, так как на 1 кг шва нужно на 80% больше электродов, но для чугуна это вполне приемлемо. На примере электрода марки ЦЧ4 можно рассмотреть, какими свойствами обладают данные изделия:
| Сопротивление временное на разрыв, Н/мм2 | Твердость, НВ |
| 480–510 | 160–190 |
| Производительность наплавления, г/мин | Выход металла наплавки, % | Расход количества электродов на 1 кг металла наплавки, кг |
| 18,0 | 115,0 | 1,80 |
Марки
Существуют различные марки электродов для сварки чугуна. Здесь указан перечень основных из них, которые встречаются в практике сварщиков, а также разъясняется, зачем каждая из них предназначена и какими особенностями обладает.
- МНЧ2 – это универсальная марка, которая подходит практически для любой разновидности чугуна. Их применяют для ликвидации бракованных участков литья. Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.
Электрод для сварки чугуна МНЧ-2
- ОЗЧ2 – данная марка лучше всего проявляется при сваривании серого и ковкого чугуна. Главной особенностью является возможность использования без предварительного подогрева. Но для них недоступна потолочная сварка, так что приходится использовать только вертикальную и нижнюю.

Электрод ОЗЧ-2
- ЦЧ4 – подходит как для горячей, так и для холодной сварки. Они используются сугубо в нижнем положении. Они используются как электроды для сварки чугуна со сталью. Сварка проводится при постоянном токе, кроме случаев с высоким напряжением, когда лучше применять переменный.

Электрод ЦЧ-4
- ОЗЖН1 – данная марка применяется исключительно при холодной сварке. С ее помощью можно соединять высокопрочный и серый чугун. В вертикальном и нижнем положении можно проводить соединение при больших объемах металла.

Электрод ОЗЖН-1
- ОК92.18 – эта марка используется только с предварительным подогревом. Может свариваться как на постоянном, так и на переменном токе. Очень чувствительна к выбору режима.

Электрод ОК92.18
Обозначение и маркировка
Маркировка электродов для чугуна зачастую содержит информацию о составе, что входит в изделие. Ведь железо хоть и является основным металлом для большинства марок, но помимо него встречаются и другие весомые примеси, не говоря уже о тех случаях, когда в качестве основы выступает никель. На примере марки МНЧ2 можно рассмотреть принцип формирования маркировки:
- М – в электроде содержится медь, которой в данном случае около 30%;
- Н – в электроде содержится никель, которого в данном случае 66%;
- Ч – материал предназначен для сваривания чугуна;
- 2 – номер марки, так как в серии есть и другие изделия с похожим составом, но различным соотношением элементов.
Выбор электрода для сварки чугуна
Электроды для сварки чугуна подбираются под конкретную марку. Существует много сортов данного металла, которые отличаются по свойствам. Это может быть обыкновенный, ковкий, серый и прочие. Естественно, что под состав каждого из них и требуется подбирать свой металл стержней, хотя и вытрясаются универсальные марки, которые подходят практически для любого случая. Таким образом, состав является первоочередным фактором, который влияет на выбор расходного материала.
Помимо этого нужно обращать внимание на обмазку. Ее подбирают сразу к тем условиям, для которых предназначены изделия. Но с учетом того, что основное и кислое покрытие оказываются достаточно различными по свои свойствам, об этом факторе не стоит забывать. Здесь также играет роль его толщина, особенно если речь идет о наплавке. Здесь нужно останавливаться на как можно более толстых моделях.
Толщина стержня также становится определяющим фактором, если сварка проводится с тонкими изделиями. Здесь нужно подбирать максимально точно, чтобы толщина диаметра совпадала с толщиной основного металла. В ином случае может появляться залипание или же в некоторых местах детали будут пропаливаться, что испортит заготовку.
Основные режимы и нюансы применения
Главной особенностью применение является работа с подогревом. Большинство марок требуют предварительного подогрева, а также поддержание шва в теплом состоянии с постепенным остыванием. Это помогает избавиться от возможных вкраплений кислорода и водорода, из-за чего образуются трещины, поры и другие виды брака.
| Величина диаметра, мм | Сила тока в нижнем положении, А |
| 3 | 65–80 |
| 4 | 90–120 |
| 5 | 130–150 |
Производители
Существует много марок от различных производителей, каждый из которых старается предложить свой вариант решения проблема сварки данного металла путем изменения состава. Можно встретить изделия таких компаний как:
- ASPIK;
- Гранит;
- Фрунзе-Электрод;
- Патон;
- Монолит;
- UTP.
svarkaipayka.ru
Сварка чугуна не легкая, но выполнимая задача в домашних условиях
Раньше, сварочные работы требовали высокой квалификации мастера. Это было связано с примитивной конструкцией сварочных аппаратов. Сегодня технология сварки (особенно электрической) шагнула далеко вперед.
При наличии современного сварочного аппарата, с такой работой может справиться самоучка. Доступная цена инверторов вывела этот аппарат фактически в разряд домашнего электроинструмента.
Однако сварка чугуна и стали – это две большие разницы. Изделия из чугуна можно встретить в любых отраслях. Этот материал имеет неплохие эксплуатационные свойства, хорошо противостоит коррозии, и дешев в производстве.
Есть у него и недостаток – хрупкость. Трещины, сколы, пробоины. Покупка новой детали влетает в копеечку, поэтому восстановление сломанного элемента – обычное дело.
Особенности сварки чугунных изделий
Обратите внимание
Главная трудность при сварке этого металла – непредсказуемость. Предугадать проблему техническими средствами невозможно. Бывалые мастера интуитивно ловят момент, когда надо изменить условия сварки или остановить на мгновение дугу.

Вот несколько негативных свойств чугуна:
- В расплавленном виде этот металл обладает высокой текучестью, практически как ртуть. При наличии небольшого сквозного отверстия, расплав может вылиться из зоны сварки. Это затрудняет формирование шва. Для борьбы с этим явлением, опытные мастера обкладывают зону сварки опалубкой. Единая рекомендация – проведение сварки в нижнем положении.
Важно! Еще один совет – постоянный контроль температуры. Нельзя допустить расплава поверхности, прилегающей к зоне сварного шва.
Чугун достаточно хрупкий, это проявляется не только при эксплуатации, но и при сварке. В теле шва образуется множество трещин, которых не бывает при работе с более пластичными металлами.Неравномерное остывание приводит к многочисленным участкам внутреннего напряжения. Это напоминает процедуру точечной закалки, когда структура имеет различную прочность на расположенных рядом участках. Чтобы не ухудшать качество работ, сварщик должен соблюдать ряд ограничений. Использовать тонкие электроды, обеспечить длительное охлаждение, применять особенную технологию сварки – вразброс. Можно ограничить ток сварки, однако это требует опыта. - Чугун содержит в своем составе много углерода. При проведении сварочных работ, углерод выгорает из расплава и образует поры, как в пемзе. Это резко снижает прочность шва, в отверстия попадает вода. При перепадах температур, особенно зимой, возникают микро разрывы.
- На поверхности расплава моментально образуется слой окисла. Он имеет температуру плавления выше, чем металл. Это затрудняет поддержание ровной и непрерывной дуги. Перед началом основных работ, начинающему сварщику рекомендуется потренироваться на ненужных заготовках. Момент схватывания окисла необходимо буквально почувствовать.
Если вы освоите методику под наблюдением опытного мастера – сварка чугуна в домашних условиях не покажется чем-то невероятным.
Основные методы сварки изделий из чугуна
Холодная сварка
Разумеется, речь идет не об эпоксидном клеящем составе. Просто шов формируется на холодном металле, без дополнительного подогрева. Умение варить «на холодную» — признак высокого мастерства. Сам процесс достаточно простой. Со стороны ничем не отличается от работ с обычной сталью.
Сварка чугуна на холодную без предварительного нагрева — видео.
Проблемы проявляются после остывания шва. Металл в этом месте становится избыточно закаленным. В теле и на поверхности шва появляется множество присадок.
Вся таблица Менделеева, содержащаяся в металле – освобождается, и фиксируется локальными вкраплениями. Структура соединения получается неравномерной.
Между нетронутым металлом и швом, чугун становится излишне твердым и хрупким. Есть такое понятие – «белый, или отбеленный чугун». Полоска всего пару миллиметров может привести к разрыву под небольшой нагрузкой или при ударе. Поры в расплаве образуются с особой интенсивностью.
Поэтому электроды надо подбирать со специальными свойствами. Металл должен содержать никель или медь. Благодаря этим добавкам, отбеливание шва не происходит, а зона закалки получается довольно мягкой.
Горячая сварка
Температура дуги тут не причем. Перед началом работ заготовка нагревается до температуры от 150° до 600° С. Можно греть непосредственно место шва, можно нагревать всю болванку. Главное – уменьшить температурный разрыв между расплавом и окружающим металлом.
При нагреве можно избежать отбеливания чугуна, появления трещин в зоне шва. Пористость также уменьшается.

Еще один «бонус» — время сварки сокращается, поэтому нет локального перегрева, приводящего к текучести.
После сварки деталь требуется медленно охладить. Самый распространенный вариант – укутать негорючим материалом, или хотя бы засыпать мешком.
Если ремонтируемая деталь слишком громоздкая, можно использовать поддерживающий нагрев. Это когда зона сварки, после окончания работ продолжает нагреваться.
Например, с помощью газовой горелки. Постепенно температура снижается, пока не сравнивается с температурой окружающей среды.
Сварка чугуна полуавтоматом происходит проще, чем обычным инвертором
Применяется специальная проволока, и снова применяются несколько способов:

- Холодная сварка чугуна с помощью проволоки ПП АНЧ-1. Подходит лишь для коротких ремонтных швов, заделки трещин, работ на тонком чугуне. Никакой подготовки, просто проводим кончиком проволоки по месту сварки. Дуга схватывается мгновенно, остается удержать ее в течение тех нескольких секунд, пока вы не пройдете по шву.
- Полугорячая сварка применяется на более сложных участках. Например – установка заплатки на канализационной трубе. Нагрев производится до 350 градусов. Можно использовать паяльную лампу.
Важно! При установке заплатки одинаково греются обе детали. Для улучшения мягкости и пластичности, можно вводить элементы, добавляющие в ванну графит. Шов при этом получается не хуже, чем при обработке стальных заготовок.
Внимание! Применяется проволока ПП АНЧ-2. Не забываем о плавном охлаждении по окончании работ!
- Горячий режим используется для получения особо прочных швов, имеющих высокие характеристики на изгиб и излом. Пример – сварка чугунного выпускного коллектора или рычага подвески. Любой другой способ не подходит. Проволока ПП АНЧ-3. Нагрев возможен в печи или с помощью газовой горелки. Температура достигает 600 градусов. При этом графитизация происходит естественным путем.
Интересно, что при таком способе (инвертор и подогрев) качество шва не отличается от стального.
Сварка чугуна аргоном — особый случай

Многие начинающие сварщики, по совету якобы опытных товарищей, пробуют сварку полуавтоматом в аргоновой среде. При работе только по чугуну, такой способ не оправдал себя. Шов получается, как и на воздухе с подогревом. Зато возрастают затраты.
А вот сварка чугуна со сталью, возможна лишь в нейтральной среде. Разумеется, в атмосферном составе шов получится. Но он не будет лишен типичных недостатков – микротрещины и неравномерная закалка. А если подать к полуавтомату инертный газ аргон – химический состав чугуна в сварочной ванне не изменится.
Обратите внимание
При использовании аргона не имеет значения, каким способом произведена сварка. Встык, внахлест, заплатка – с инертным газом качество одинаково хорошее.
Поэтому, если аргон доступен – смело варите любые сочетания. Если газ приходится «доставать» специально – приберегите его для соединения стали и чугуна.
Применение различных электродов при сварке инвертором
В начале 90-х, при дефиците специальных электродов, чугун варили любыми средствами. Именно на старых трансформаторах, профессиональные сварщики отрабатывали способы сварки неподходящими способами. Тот старый опыт не забыли и молодые любители.

Например — сварка чугуна нержавеющим электродом. Это нетипичный способ, в учебниках о нем не пишут. Однако при использовании простого сварочного инвертора и возможности качественного подогрева – им можно воспользоваться.
Качество шва регулируется силой тока. Его надо установить по минимуму, и пробуя повышать на 5-10%, поймать устойчивую дугу.
Сегодня доступны специальные электроды:
- Ремонтные послойные наплавки, устранение дефектов при неудачной сварке – для этого применяются ЦЧ-4. Фактически, это электроды для начинающего мастера. Хорошо подходят для комбинированных соединений. Например, со сталью.Подходят для промышленных работ с качественным прогревом в муфельной печи, и для быстрого «прихвата» на холодную, в домашних условиях.
- В заводских условиях, для устранения раковин и других литьевых дефектов, применяются специальные стержни ОЗЧ-2. Работать ими следует без подогрева. Особенность сплава – можно работать на вертикальных швах.
- При ремонте автомобилей вы можете столкнуться с особо прочным серым чугуном. Для него подходят электроды ОЗЧ-4. Будь то шов, или напайка – качество поверхности не отличить от материала заготовки. Поддается механической обработке.
- При восстановлении тонкослойных деталей, важно не допустить сквозного прогорания и протекания чугуна сквозь зону сварки. Горячая сварка тут недопустима, используемый наконечник – ОЗЧ-6.
- Так же для холодных работ применяется модель МНЧ-2. Этот электрод позволяет очень качественно нарастить металл в раковине или законопатить дыру без заплатки.
- Если работа совсем сложная – покупайте ОЗЖН. Они достаточно дорогие, зато легко «берут» самые прочные сорта чугуна. Первичная прихватка выполняется ОЗЖН-1, а толстостенная наварка – ОЗЖН-2.
- Неплавкие электроды – удел мастеров. Если вы освоите метод – затраты на сварку превратятся лишь в покупку флюсов и прочих очистителей. Популярный способ – сварка в аргоновой среде, с улавливающей ванночкой и дополнительной проволокой для укрепления шва. Подойдут никелевые электроды. Они прекрасно растворяются в расплаве, замещая пузырящийся углерод.
Обратите внимание
Не следует экономить на покупке электродов для чугуна. Ассортимент в хозяйственных магазинах хороший, можно найти недорогого производителя. А вот потери при неудачном ремонте чугунного изделия напротив, могут составить немалую сумму.
Сварка чугуна электродом в домашних условиях – подготовка материала к сварке
Использование правильных электродов, или проволоки в полуавтомате – это важно. Однако неподготовленная поверхность может сделать невозможной даже сварку в аргоновой среде с использованием лучшего флюса.
Особенно опасен так называемый промасленный чугун. Ремонтировать такой металл не берутся даже профессионалы. Масло можно обжечь паяльной лампой, затем произвести очистку обычными методами:

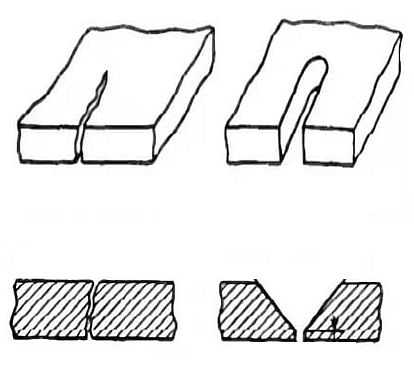
- Прежде всего, необходимо «разделать» место сварки – трещину, раковину, стык. Разделка производится под углом 45°. Можно применять наждачный круг или просто стальное зубило (мы помним, что чугун хрупкий, а стало быть, его можно банально скалывать).
- Поверхностные трещины надо засверлить по краям, и вырубить до чистого металла. Если трещина слишком тонкая – ее надо «протравить». Протирая место ремонта с помощью слабого раствора соляной или азотной кислоты, вы легко обнаружите нитевидные трещины.
- Металл тщательно очищают от любых загрязнений – особенно жирных. Краска удаляется ветошью, моющими средствами и поверхность зачищается наждачной бумагой. Можно обезжиривать поверхности с помощью бензина, только надо дождаться, пока жидкость полностью испарится.
Видео. Как варить чугун в домашних условиях.
Сложные повреждения большого размера армируются шпильками или заклепками. Стальные штифты забиваются в стенки дефекта, и сварка происходит с использованием объема стальных вставок. Наплавка производится по спирали, от шпильки до края трещины.
Финальная обработка
После восстановления дефекта, его можно проковать классическим способом. Надо только убедиться в том, что перед вами так называемый ковкий чугун.
Сначала ремонтная зона (или вся заготовка) прогревается до 700-800° С. Затем, продолжая нагрев с помощью паяльной лампы или горелки, чугун в месте сварки проковывается.
Наносятся короткие, но уверенные удары по шву. Молоток должен быть со сточенной ударной частью, в форме шара. Тогда вы сможете отформовать шов.
Общее правило: Проковка выполняется послойно. Чем тоньше слой – тем красивее получится шов. Если вы попытаетесь обработать слой толщиной 2 см и более – внешняя сторона получится идеальной, а внутри будет множество микротрещин.
Нестандартные способы
При определенной сноровке чугун можно варить газовой горелкой. Применяется только ацетилен – температуры пропана недостаточно. Как только в зоне сварки образуется ванна – туда надо подсыпать флюс.
Расплав следует постоянно помешивать с помощью специальной проволоки или чугунных прутиков. Они являются присадкой, заполняющей шов.
Вывод:
При кажущейся сложности, сварка чугуна в домашних условиях вполне реальна. Для этого используется стандартное оборудование. Главное – не экономьте на расходных материалах.
obinstrumente.ru
Технология сварки чугуна: пошаговая инструкция
Технология и особенности сварки большинства существующих видов сталей не представляют никакого труда при наличии некоторых знаний и нужного оборудования. Однако если вам предстоит такая задача, как сварка чугуна, то здесь нужно углубиться в процесс более детально. Технология сварки чугуна осложняется тем, что сваренное соединение зачастую получается невысокого качества. В месте шва происходит насыщенная закалка материала, и в результате этого повышается хрупкость и образуются трещины. Поэтому важно знать особенности сварки чугуна, чтобы сделать все правильно.

Во избежание появления холодных трещин необходимо строго соблюдать технологию сварки чугуна.
Какими электродами варить чугун?
Современные технологии позволяют разрабатывать и выпускать электроды под самые разные нужды. Особенности сварки диктуют свои условия, и при работе с чугуном преимущественно применяются электроды на базе никеля, железа и меди.
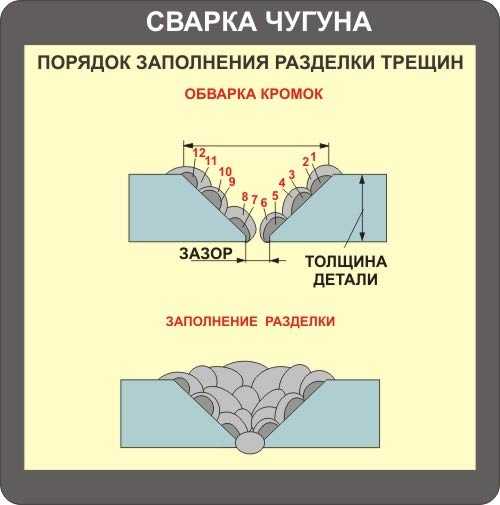
Порядок заполнения разделки трещин.
Перед варкой чугуна электродами нужно разобраться, какие именно изделия подойдут для конкретно вашей задачи. Так, особенности электрода ЦЧ-4 позволяют применять его не только для горячей и холодной сварки чугуна, но и для заделки дефектов и ремонтной наплавки. Эти же электроды обязывает использовать технология сварки стали с чугуном. Данные электроды позволяют наплавлять 1-2 слоя на изношенные детали из чугуна, подготавливая под дальнейшую наплавку сварочными электродами. Сама сварка чугуна этими электродами выполняется в нижнем положении шва. Работа ведется на обратном токе. Если напряжение холостого хода трансформатора составляет более 70 В, то используется переменный ток.
Электроды ОЗЧ-2 применяются для холодной сварки чугуна. Их можно применять для устранения дефектов литья и наплавки. Подходят для работы с ковким и серым типом материала. Сварка чугуна такими электродами ведется в вертикальном и нижнем положениях шва. Применяется обратный ток.
Электроды ОЗЧ-6 используются для холодной сварки чугуна. Позволяют варить ковкую и серую разновидность материала. Лучше всего показывают себя при проведении ремонтных работ тонкостенных изделий. Сварка чугуна осуществляется в вертикальном и нижнем положениях, ток обратный.
Электроды МНЧ-2 используются для холодной сварки чугуна. С их помощью можно заваривать дефекты литья и наплавлять детали из ковкого и серого чугуна, а также чугуна высокой прочности. Наплавленный металл имеет высокую плотность. Обычно такие электроды применяются при ответственных работах, требующих высокого качества сварного соединения. Сварка выполняется не только в вертикальном и нижнем, но и в ограниченно потолочном положениях. Ток опять-таки обратной полярности.
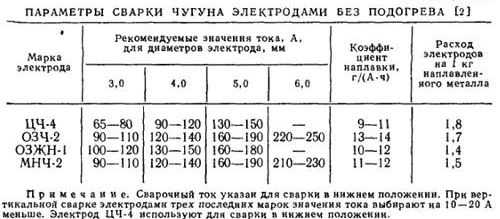
Параметры сварки чугуна электродами без подогрева.
Электроды марок ОЗЖН-1 и ОЗЖН-2 используются при работе с высокопрочным и серым чугуном. Позволяют выполнять многослойную заварку крупных дефектов и наплавлять большие объемы металлов. Обычно используются в комплексе с электродами марок МНЧ и ОЗЧ, с помощью которых выполняются первый и последний слои. Для создания же промежуточных слоев применяются электроды ОЗЖН. Варят в вертикальном и нижнем положениях при постоянном обратном токе.
Электроды марки ОЗЧ-4 используются при работе с высокопрочным и серым чугуном. Позволяют наплавлять и сваривать последние слои поверхности. Обеспечивают высокое качество и износостойкость наплавленного слоя, делают его устойчивым к ударам и высокотехнологичным. Варка с этими электродами выполняется в вертикальном и нижнем положениях, работа ведется на постоянном обратном токе.
Это далеко не полный список электродов для сварки чугуна. В действительности их гораздо больше. Чтобы купить наиболее подходящий вариант, лучше обращаться в специализированный магазин сварочного оборудования. Максимально подробно расскажите консультанту, что именно вы собираетесь делать.
Подготовка к сварке чугуна
Разновидности сварки чугуна.
Вне зависимости от того, какие именно электроды будут использоваться и как будет осуществляться сварка, до начала работы необходимо соответствующим образом подготовить кромки обрабатываемых деталей. Для этого вам необходимо взять переносной наждачный круг с гибким валом либо же слесарное зубило и стесать кромки. Чтобы предотвратить отколы, можете срубать металл тонкими слоями. Учитывайте, что стружка должна быть в толщину не больше 1 мм.
Дефектные места в соответствии с технологией сварки чугуна разделываются до незапятнанного металла. На этом этапе используются шаберы, зубила, сверла и шарошки. Подбираются в соответствии с размерами дефекта, формой обрабатываемого изделия и прочими параметрам. Ваша цель на этом этапе — обеспечить максимально комфортные рабочие условия.
Разделка дефектных мест выполняется с соблюдением ряда требований, а именно:
Формовка под сварку.
- Она ведется исключительно по трещине.
- Несквозные трещины засверливаются на расстоянии в 1 см от их концов при помощи сверла, поперечник которого на 1-2 мм превышает трещину по ширине.
- Разделка сквозных трещин выполняется с 1 либо 2 сторон. Все зависит от толщины металла. Делают так, как удобнее.
- Слишком близко расположенные друг к другу трещины заделываются заплаткой, аналогичной той, которой заделываются пробоины.
При необходимости заделки пробоины ее края предварительно сглаживаются, остроугольные выступы срубаются при помощи зубила. Поверхность изделия нужно обязательно зачистить при помощи наждачного круга. Зачистка выполняется на расстоянии в 3 см от краев пробоины. После этого из листовой низкоуглеродистой стали вырезается заплатка необходимой формы и толщины. Размер заплатки зависит от пробоины. Делайте так, чтобы заплатка со всех сторон перекрывала пробоину примерно на 1,5-2 см.
Как снизить напряжения в металле?
С целью снижения напряжений, возникающих в металле в процессе варки, края заплатки отбортовываются на 30°. Заплатка помещается отбортованной частью к чугуну и приваривается внахлест.
Перед работой подготовьте следующие инструменты и приспособления:
Схема сварки чугунной детали с охлаждением ее водой.
- Сварочный аппарат.
- Защитные очки.
- Ручные тиски.
- Металлическую щетку.
- Защитную маску.
- Зажим заземления.
- Держатель электрода.
- Шлифовальную машину.
- Защитную одежду.
- Перчатки.
- Электроды.
Пошаговая инструкция по горячей сварке чугуна
Горячая сварка в некоторых моментах более сложна, чем холодная. Ее преимуществом является исключение риска образования трещин. В процессе сварки нужно пытаться равномерно прогревать деталь, т.к. именно существенная разница температур между швом и основным изделием зачастую и приводит к появлению трещин и прочих дефектов.
Схема сварки чугуна с постановкой стальных шпилек.
Прежде чем приступать к нагреву деталей, надежно закрепите их в достаточно жестком каркасе. Это позволяет избавиться от напряжения, которое во время работы может привести к образованию трещин. Если нагрев деталей имеет местный характер, жесткий каркас можно не применять. Для нагрева изделий, как правило, применяются установки для индукционного нагрева. При желании и наличии такой возможности детали можно нагревать в горнах, применяя паяльные лампы либо пламенные горелки.
При необходимости сварить сквозные трещины или заделать дефекты по краям изделия традиционно применяются графитовые формы. Они позволяют предотвратить вытекание жидкого металла. Такие формы делаются из графитовых пластинок, для соединения которых применяется формовочная смесь из кварцевого песка с некоторой частью жидкого стекла. Подогревать нужно для того, чтобы дальнейшее охлаждение готовой детали было равномерным. Это минимизирует риск появления трещин.
Прежде чем приступать непосредственно к варке, подготовьте дефектное место. Сначала тщательно очистите его от грязи и пыли, а затем разделите, чтобы получить полости и обеспечить хороший доступ и максимальное удобство для работы электродами в месте сварки.
Местный подогрев при сварке чугуна.
В процессе работы нужно строго следовать проверенной и утвержденной технологии. Важно соблюдать требуемый объем расплавленного чугуна. Дополнительно его нужно размешивать концом рабочего электрода либо присадочного стержня. Охлаждать нужно постепенно. Нельзя, чтобы заваренное место остывало чересчур быстро: засыпьте его горячим песком либо древесным углем, можно охладить в печи. В среднем мелкие изделия остывают от нескольких часов для 2-х суток. Более крупные детали могут остывать до недели.
С целью раскисления и дополнительной защиты ванны используются флюсы на борной основе. Можно, к примеру, применять прокаленную безводную буру. Прокалка ведется при 400°С. Эта технология сварки в настоящее время считается наиболее совершенной. Но есть у горячей сварки и определенные недостатки: кропотливость рабочего процесса и довольно тяжелые условия.
Технология холодной сварки чугунных изделий
Если нет специального нагревательного оборудования, а потребность в сварке этого материала не носит постоянного характера, то можно использовать технологию холодной сварки при помощи специальных электродов, а именно:
- ОЗЧ-2 с медным стержнем, покрытым особым составом.
- МНЧ-2 со стержнем из сплава, в состав которого входит медь, никель, марганец и железо.
Влияние режима электрошлаковой сварки на размеры проплавления чугуна.
Использование электродов МНЧ-2 позволяет получать более технологичный в резке металл, однако, эти электроды стоят довольно дорого, да и найти их зачастую проблему. Электроды же ОЗЧ-2 недорогие и доступные, при желании их даже можно изготовить самостоятельно. Электрод состоит из медного стержня со специальным электродным напылением. В состав напыления входит металлический порошок, мрамор, плавиковый шпат, кварц, ферромарганец, ферротитан, ферросилиция, сода. Обычно сварщики, которые самостоятельно изготавливают электроды, покупают уже готовое покрытие, т.к. выдержать в точности все пропорции довольно сложно.
Электрод изготавливается в следующем порядке. Сначала берется медная проволока, делится на отрезки. Отрезки очищаются и обязательно обезжириваются органическим растворителем. Берутся железные электроды, с них скалывается покрытие и смешивается в пропорции 1:1 с мелкими железными опилками либо, что еще лучше, порошком. Все тщательно перемешивается с жидким стеклом. В образовавшуюся смесь макаются отрезки проволоки из меди, после чего она медленно извлекается из массы. Спешить не нужно. Важно, чтобы избыток успел полностью стечь. Слой должен иметь не более 2 мм в толщину. Сначала электроды нужно просушить на воздухе, расположив их вертикально, а затем прокалить при температуре в 250°С. Для прокалки подойдет простая духовка плиты.
Для сварки чугуна при помощи таких самодельных электродов используется недлинная дуга. Ток должен быть обратным и постоянным. Важно делать перерывы на остывание материала до 50°С. В целях обеспечения высококачественной работы накладывайте сварочный шов небольшими участками длиной примерно по 3-5 см и проковывайте сразу после проведения сварки. Так вы предотвратите образование трещин в сварочном шве.
При отсутствии времени на создание рассмотренных выше электродов, вы можете выполнить сварку при помощи специальных комбинированных медно-стальных изделий. Изготавливаются они по такой схеме: берутся электроды для работы со сталью и на них навивается спираль из медной или латунной проволоки с поперечником в 1,5-2 мм. Длину проволоки подбирайте так, чтобы спираль весила в среднем в 4-5 раз больше, чем железный стержень.
Основные особенности газопламенной сварки чугуна
Способы газовой сварки: а – правый; б – левый.
Несмотря на то что в настоящее время существует много методов сварки рассматриваемого материала, газовая сварка по-прежнему остается наиболее надежным вариантом. Этот метод позволяет добиваться высококачественной наплавки, свойства которой похожи на свойства основного металла. Чаще всего такая сварка применяется при необходимости устранения повреждений, например, для восстановления поврежденных отверстий.
Технология довольно простая и понятная. Необходимо произвести постепенный и более равномерный нагрев либо остывание чугунной детали.
В результате такой работы в металле шва и на его границах будут созданы более подходящие условия для нормальной графитизации углерода, а риск появления внутренних напряжений сведется к минимуму.
Однако данная технология ручной дуговой сварки требует предварительного обогрева изделия. Местный обогрев выполняется при помощи горелки. Присадочным материалом обычно выступают литые чугунные прутья. Сварка осуществляется науглероживающим либо простым пламенем, применяются флюсы из буры.
Прекрасные результаты достигаются в процессе сварки чугуна при помощи газового пламени с применением латунных прутьев. Данный материал имеет более низкую температуру плавления, чем чугун. Работа выполняется с применением борной кислоты и буры в равных количествах либо же флюса из буры. Кромки трещин, разделанные под углом в 80°, нагреваются до 900°С и посыпаются флюсом. После этого кромки облуживаются с применением прута из латуни. Разделка заполняется латунью без расплавления чугуна.
Таким образом, чугун — это один из наиболее широко использующихся материалов, состоящий из железа и углерода. И именно из-за особенностей состава при сварке данного материала возникают основные трудности. По причине существенной трудоемкости сварки чугуна, которая особенно сильно ощущается при работе с крупногабаритными деталями, нужно обязательно учитывать основные особенности сварки чугунных деталей и в точности следовать технологии. При отсутствии опыта и специального оборудования наиболее предпочтительным вариантом для вас будет холодная сварка. Следуйте инструкции, и все получится. Удачной работы!
moyasvarka.ru
Сварка чугуна электродом в домашних условиях
Обычно в бытовых условиях сварить между собой изделия, произведенные из стали, не представляет собой никакой сложности, но технология работы с чугуном подразумевает определенные особенности, которыми владеет далеко не каждый сварщик, даже имеющий опыт. Прежде всего необходимо отметить, что нужно будет подобрать правильные электроды для качественной сварки чугуна.
Обязательно следует принимать во внимание ключевые особенности данного материала. Для этого необходимо учитывать, что чугун представляет собой сплав железа с углеродом, в котором содержание последнего не превышает 2,14%. Именно данный момент сильно сказывается на получении качественного сварного соединения. Сварка чугуна будет довольно проблематичной вследствие ряда причин:
- В данном материале при проведении сварочных работ будут регулярно образовываться поры и трещины;
- Если будет производиться подобная обработка, то станут возникать разного рода каленые структуры, убирать которые с поверхности изделия будет довольно проблематично;
- Когда будет производиться сварка тонкого чугуна электродами, вследствие серьезного перегрева материала может возникать его рассыпание.

Чугун может быть двух основных разновидностей:
- Белый, который вообще не способен реагировать на проведение сварочных работ вследствие своей твердости и хрупкости. Его можно только шлифовать.
- Серый представляет собой довольно мягкое изделие, по сути, будет производиться обработка ковкого чугуна. Его можно с легкостью обрабатывать, в том числе и подвергать сварочным работам.
Как осуществляется сварка чугуна?
Чтобы получить качественное соединение, необходимо правильно подобрать электроды для сварки чугуна, которые должны будут функционировать при использовании соответствующего оборудования. При этом следует принимать во внимание, что в районе образования сварного соединения этот металл будет становиться довольно хрупким. Этот факт связан с тем, что при проведении сварных работ электросварка становится причиной возникновения определенных перегрузок, что в итоге приводит к увеличению хрупкости данной стали, так как углерод будет подвергаться дополнительной кристаллизации.
Если чугун сваривают в промышленных условиях, то это приводит к необходимости создания определенных технологических факторов, чтобы заготовка не начала раскрашиваться. В частности, будет необходимо разогреть металл до температуры от 600 до 700 градусов.
Какими электродами можно пользоваться при сварке чугуна?
Для того чтобы сварное соединение заготовок, изготовленных из чугуна, получилось наиболее качественным, следует использовать следующие марки электродов, предназначенных именно для сварки чугуна:
- ОЗЧ-2 – эта продукция оснащена специальным стержнем, изготовленным из меди, которая дополнительно покрывается веществом, содержащим в себе большое количество графита;
- МНЧ-2 – данные изделия в качестве стержня имеют специальный сплав, содержащий в себе никель, железо, марганец и медь. Данная продукция позволяет получить соединение максимально высокого качества, однако эти электроды отличаются высокой ценой.

Сварка чугуна по холодной методике потребует соблюдения определенной технологии, которая будет заключаться в образовании сварного соединения определенной ширины. В процессе выполнения работ также придется следить за тем, чтобы соединяемые между собой заготовки не достигли определенной температуры. В противном случае в районе формирования сварного шва металл станет довольно хрупким.
Сварочные электроды, предназначенные для работ по чугуну, предусматривают, что основной металл будет остывать достаточно медленно, поэтому плавятся они не слишком быстро.
Если будут возникать определенные дефекты при формировании сварного соединения, то нужно будет воспользоваться специальной подложкой, выполненной из графита. Она позволяет не допустить вытекания металла из формируемого сварного соединения.
Технология получения сварного соединения элементов из чугуна
Сварка чугуна электродом в домашних условиях может потребоваться в самых разных случаях. В частности, у многих людей до сих пор установлены чугунные ванны, которые отличаются хрупкостью. Если такая конструкция расколется, то ее сразу выбрасывать совершенно необязательно. При правильном применении сварочного метода изделию можно возвратить первоначальный вид. Сварка чугуна возможна при использовании определенных технологий:
- Нержавеющим электродом, однако данные работы должны осуществляться в среде инертного газа. Подобный метод применяется в случае, если необходимо произвести ремонтные работы, связанные с канализационными трубами или автомобильными элементами. Также данная методика может использоваться, когда требуется соединить между собой металлы разной природы.
- Горячая технология сварки чугунной стали применяется исключительно в промышленных условиях. Перед непосредственным соединением заготовок, изготовленных из чугуна, их тщательно прогревают таким образом, чтобы они достигли одинаковой температуры. Только при соблюдении данного момента будет получено соединение наивысшего качества. Стоит отметить, что подобная технология может применяться исключительно теми сварщиками, которые осведомлены относительно способа проведения данных работ, к тому же они в обязательном порядке должны соблюдать все необходимые требования безопасности.
- Холодная технология сваривания чугунных стальных элементов применяется в бытовых условиях, когда к качеству соединения предъявляются минимальные требования.
Сварка чугуна с использованием газа
Данная методика может применяться как в бытовых, так и в промышленных условиях, особенно в случае, если к образуемому сварному соединению предъявляются определенные требования, связанные с прочностью. Эта технология прекрасно показывает себя, когда требуется проварить основной металл заготовок на незначительную глубину. В зависимости от используемого оборудования, режимов наложения сварного шва на соединяемые элементы довольно-таки много. Однако придется учитывать определенные моменты, которые так или иначе будут оказывать влияние на качество шва:
- Напряжение, которое подается на электрод.
- Квалификация сварщика, то есть как он будет накладывать расплавляемый электрод на основной металл.
- Сила тока, идущая внутри основного металла электрода.
- Скорость проведения электрода по соединяемым элементам.
Оптимальными будут следующие показатели: самым лучшим будет напряжение порядка 25-30 В при силе тока более 150 А. Скорость прохождения электрода не должна превышать 12 метров в час. В данном случае лучше всего использовать сварную проволоку, диаметр которой не должен быть больше 1 мм.
Как осуществляют холодную сварку чугуна?
Как было уже сказано выше, данная технология используется в бытовых условиях. Основной особенностью этого метода является отсутствие необходимости в привлечении какого бы то ни было специализированного оборудования. Холодная сварка подразумевает использование одного из следующих электродов:
- Медные с содержанием железа до 50%;
- Медные с добавлением не больше 15% никеля;
- Железно-никелевые;
- Стальные;
- Чугунные.
Для получения наиболее качественного соединения лучше всего пользоваться именно чугунными электродами. Благодаря им можно наложить последовательно один за другим валики сварного соединения. Если планируется использовать электроды, изготовленные из качественной стали, то для получения наиболее прочного и долговечного соединения следует дополнительно устанавливать металлические шпильки.
Как правило, электроды с содержанием железа и никеля применяются для того, чтобы произвести определенные ремонтные работы с чугуном, но для соединения заготовок из этого материала их использовать не рекомендуется. Они прекрасно подходят для заваривания трещин или сколов на чугуне, однако соединять чугунные элементы ими нежелательно. Это связано с тем, что они имеют слишком высокую температуру плавления, а этот фактор может серьезно нарушить кристаллическую решетку этого металла. В свою очередь, это сделает соединение чересчур хрупким — оно будет рассыпаться даже от незначительного физического воздействия.
При правильном подходе можно получить качественный сварной шов из чугуна, главное здесь – выбрать правильные электроды и оборудование.
electrod.biz
Как варить чугун электросваркой — технология и особенности
Сварщик — это специалист, который может соединять различные металлы под разные нужды: водопровод, опорные конструкции, декоративные элементы. Но рано или поздно каждый сварщик сталкивается с вопросом: как заварить чугун? И здесь все предыдущие навыки оказываются не действенными. Ведь, подобрав нужные параметры сварки, и правильно ведя шов, после окончания процесса все равно в чугуне появляются трещины и поры. Чтобы правильно варить чугун необходимо разобраться в особенностях этого металла, способах подготовки поверхности под сварку, и основных методах соединения подобных материалов. Конкретные советы о том, как сварить чугун, и несколько видео по теме, сполна ответят на эти вопросы.

Особенности сварки чугуна
В отличие от низкоуглеродистой стали, чугун и сварка не сразу достигли «взаимопонимания». Было испробовано множество методов и оборудования, прежде чем определены основные способы сварки чугуна.
Соединять этот материал между собой, а также с другими видами стали возможно, но проблематично ввиду следующих особенностей:
- Перекалка. Чугун имеет низкую температуру плавления и разогреваемый сварочной дугой, испытывает перекалку в околошовной зоне. Это приводит к самопроизвольному образованию трещин в процессе остывания. Сварщик слышит характерное потрескивание металла, что говорит о появляющихся дефектах. Последующая обработка данного участка затрудняется твердыми местами, плохо поддающимися шлифовке, и общей хрупкостью соединения, которое может быстро расколоться. Заваренный металл необходимо защитить от перекалки. Для этого применяются предварительный подогрев и методы постепенного остывания.
- Поры. Завариваемый чугун выделяет много углерода. В процессе горения дуги его не видно, но когда сварочная ванна начинает кристаллизоваться, то углерод, вытесняемый кислородом, начинает «пробиваться» наружу. После выполнения шва со всеми колебательными движениями и правильной технологией, в соединении остается много пор и не проваренных мест. Свариваемый участок важно защитить от воздействия окружающего воздуха, для чего используются специальные порошки-флюсы. Дополнительно, сварочный металл насыщают другими элементами, не позволяющими углероду выйти наружу. Это придает сварочной ванне большей вязкости и крепости.
- Текучесть. Это проявляется при работе с тонкими пластинами данного материала. Высокая текучесть способствует прожигам и выходу металла с обратной стороны соединения. Трещину в тонких элементах можно варить только с применением специальных графитовых подкладок. Сваренный металл получает поддержку в виде такого основания и не продавливает шов с обратной стороны. Данная подформовка позволяет сохранить целостность всей конструкции, которая из-за ослабления в месте сварки может распасться.
Как правильно подготовить материал для сварки
Технология сварки чугуна включает и грамотный процесс подготовки металла, учитывающий свойства материала, и предотвращающий появление дефектов после окончания работы. В подготовку включается:
- Распил трещин. Часто трещины в чугуне имеют тонкую и глубокую структуру. Если обрабатываемая деталь толще 4 мм, то наложенный сверху шов минимально заплавит верхнюю часть трещины, оставив разрозненную структуру внутри. Сопротивление на разрыв и излом будет очень слабое. Чтобы хорошо заваривать подобные места, необходимо распиливать трещины «болгаркой» с тонким диском. Чем толще металл, тем глубже можно делать запил.
- Просверливание краев. Окончания трещин могут быть глубже и дальше, чем позволяет увидеть зрение. Поэтому перед тем, как сваривать трещину, важно просверлить отверстия по ее краям, отступив на 5 мм от визуально различимого конца разлома. Это позволит хорошо заполнить металлом пространство внутри и поможет предотвратить продолжение раскола.
- Разделка кромок. Свариваемость чугуна отличается перекалкой в месте соединения, что ведет к хрупкости участка. Чтобы предупредить это явления важно осуществлять равномерный прогрев по всей длине шва, и достаточно разбавить место соединения присадочным металлом. В этом помогает грамотная разделка кромок. При соединении толстых пластин стоит выполнить скосы краев под 45 градусов, и оставить небольшое притупление у основания в 3-4 мм. Подобная разделка поможет хорошо заполнить место соприкосновения и создать устойчивый к трещинам участок.
- Подформовка. Когда варится тонкий элемент из чугуна, то велика вероятность протечки жидкого металла. Подкладка из графита позволит поддержать прогретый участок и сохранить первоначальную форму изделия.
Технология наложения шва
Чтобы сварщик хорошо понимал как варить чугун электросваркой, стоит усвоить несколько важных нюансов процесса. Одним из них является избежание перегрева поверхности. Для этого стоит выбирать меньшую силу тока, чем при обычной стали, и электроды диаметром 3 мм.
Можно ли заварить чугун качественно зависит и от равномерности наложения шва. Для этого разделывают кромки пластин и начинают сварку. Корневой шов ведется без колебаний. Но стоит выполнить его прерывистым способом. Во второй проход нужно заварить не пройденные участки. Последующие слои накладываются валиками в шахматном порядке. Сваренный участок становится прогретым равномерно и насыщенным металлом с меньшим содержанием углерода.
В особо ответственных изделиях применяют технологию шпилек. Она гораздо эффективней позволяет создать равномерный прогрев, чем все предыдущие методы, но выполняется дольше по времени. Чтобы понимать как правильно расположить шпильки на пластинах, можно посмотреть видео по сварке ответственных деталей из чугуна. Технология заключается во ввертывании шпилек по краям кромок и на некотором расстоянии от стыка. Процесс начинается с обварки ввинченных элементов с минимальной наплавкой. Сварка выполняется в разброс. После обхода шпилек начинается сцепление самих пластин. Постепенное наложение валиков и равномерный прогрев, а также наличие более податливого металла для сварки, позволяют создать надежное соединение.
Сварка серого чугуна, распространенного в промышленности, сопровождается обеспечением медленного остывания. Для этого изделие оставляют засыпанным золой или песком, пока температура материала не опустится до комнатного уровня. Это позволяет снять напряжение в металле и избежать микротрещин.
Перед сваркой необходимо посыпать линию соединения бурой или иными порошками-флюсами. Это уменьшит соприкосновение внешнего воздуха с углеродом в материале, и снизит поры. При этом, у варящих специалистов должна быть хорошая вентиляция, защищающая органы дыхания от газового облака.
Холодный метод
Сварка чугуна холодная используется на маленьких предприятиях и в домашних ремонтных работах. Может выполняться электродами или пламенем горелки с дополнительной присадкой. Суть метода в работе с металлом без предварительного подогрева. Применяется для наплавки истертых поверхностей, отломанных бортиков и расколотых изделий не ответственного назначения.
Метод отличается относительно быстрым проведением работ и дешевизной процесса. Из недостатков выделяются появляющиеся поры и микротрещины после окончания сварки. Швы требуют последующей обработки для визуально привлекательного вида.
Горячий метод
Горячая сварка чугуна используется на ответственных изделиях. Суть заключается в предварительном подогреве металла до температуры 600 градусов. Для этого применяются аппараты индукционного нагрева. Напряжение с частотой 50 Гц подключается к изделию и разогревается проведением тока. В более примитивных условиях используют кузню и горн, или паяльную лампу.
Преимуществом метода служит идеально прогретый металл, который «спокойней» реагирует на температуру сварочной дуги и не перекаливается. Последующее плавное остывание в золе, иногда длящееся несколько суток, обеспечивает прочный и целостный шов.
Недостатками горячего способа можно считать дороговизну оборудования и длительность сварочного процесса. Этот метод рационален только на особо важных конструкциях.
Аппараты и расходные материалы
Сварка чугуна в домашних условиях, а также на производстве, может осуществляться несколькими аппаратами и расходными комплектующими. Самым распространенным является электросварка. Лучше применять аппараты постоянного тока, потому что напряжение трансформатора ухудшает процесс.
Работа проводится электродами диаметром 3-4 мм, и силой тока 90-120 А соответственно. Хорошо подойдут электроды ОЗЧ-2, содержащие медный стержень и обмазку с графитом. Более дорогим вариантом будут МНЧ-2, где основа стержня включает в себя сплав меди, никеля и марганца. Это существенно разбавляет хрупкий сварочный металл, и придает ему вязкости и последующей крепости. Используются и самодельные электроды, в основе которых магазинный продукт Э-46, обмотанный оголенным медным проводом. Витки следует наматывать плотно и от самого начала электрода. Так, медь попадает в сварочную ванну и укрепляет шов. Встречаются и не плавящиеся электроды, применение которых требует дополнительной присадки.
Чугун вариться и аргоном с применением омедненной проволоки. Технология аналогична сварке обычным электродом. Возможна сварка и пламенем горелки от кислородно-пропановой смеси. Так реально заварить не толстые пластины до 4 мм. Присадочная проволока может быть порошковой, что сразу служит и наплавляемым материалом и защитой от внешней среды.
Не все сварщики любят работать с чугуном из-за его «капризного» поведения при нагреве. Но освоив основные правила по сварке этого металла, и подобрав нужные электроды или другие материалы, можно производить качественные соединения.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Сварка чугуна своими руками | Строительный портал
Сварка большинства видов сталей в домашних условиях особого труда не представляет при наличии необходимого оборудования. Но если вы планируете сварить чугун, который является наряду со сталью основным конструкционным материалом, то могут возникнуть некие сложности. Основная неудача при процедуре сварки чугуна своими руками состоит в низком качестве сваренного соединения, что объясняется насыщенной закалкой металла в области сварного шва -другими словами с увеличением хрупкости чугуна в этой области и появлении трещин.
Содержание:
- Чугун как сплав
- Особенности сварки чугуна
- Подготовка к работе
- Разновидности сварки чугуна
Чугун как сплав
Чугун известен как железоуглеродистый сплав, в нем содержание углерода больше – от 2 до 6%. Подобное высокое содержание углерода провоцирует то, что углерод в чугуне, в отличие от стали, находится в свободном состоянии. В чугуне также присутствуют кремний, сера, марганец и фосфор, при этом фосфора и серы в чугунном материале больше, нежели в стали. В легированном чугуне содержатся добавки молибдена, ванадия, никеля и хрома.
Например, углерод в самом распространенном и применяемом сероватом чугуне существует в виде включения графита (вспомните, что чугун мажется), которое и обуславливает его нехорошую свариваемость. Также углерод может присутствовать как цементит. И зависимо от вида добавок различают белый, серый и ковкий чугун.

Долговечность черного металла, к которым причисляют и чугун, делает его лучшим материалом для создания решеток, ворот, а также предметов украшения дома. Чугунные батареи и трубы, которые сегодня можно отыскать практически в каждом доме, хоть и заменяют современными вариантами, и цена сварки чугуна падает, но ценность данного материала не уменьшается от этого.
Особенности сварки чугуна
Чугун является широко применяемым конструкционным материалом, который отличается дешевизной, высокой обрабатываемостью и хорошими литейными свойствами. Но высокая хрупкость и низкая прочность чугуна провоцируют выход из строя в процессе эксплуатации многих деталей, изготовленных из него.
Сварщики-практики полагают, что плохая свариваемость чугуна объясняется строением структуры материала в изломе. Чугун, который имеет тонкодисперсный излом серого окраса, сваривается легче, чем чугун, у которого излом отличается крупнозернистой структурой и темный цвет. Сварке фактически не поддаются промасленные чугуны и чугуны, которые подвергались воздействию брутальных сред.
По своему химическому составу, физическим свойствам и структуре чугун относят к ограниченно свариваемым сплавам. Поэтому всегда нужно учитывать следующие особенности сварки чугуна:
- Чугун – жидкотекучий материал, поэтому его сварку осуществляют в нижнем положении.
- При выгорании углерода в сварном шве образуются поры.
- Низкая пластичность металла приводит к существенным внутренним напряжениям и возникновению закалочных структур, которые способствуют образованию трещин.
- В расплавленном состоянии чугун окисляется с формированием тугоплавкого окисла, температура плавления которого выше, чем у чугуна.

Главная сложность, которая зачастую сопровождает электросварку и ручную дуговую сварку чугуна, – возникновение холодных трещин. Специалисты, которые работают с данным материалом, тщательно изучают общий состав чугуна, наличие и долю углеродных вставок. Подобрав правильный режим работы, получится избежать неприятных последствий.
К технологическим мерам, которые направлены против появления трещин, относят: предупреждение перегрева чугуна при сварке, что достигается использованием электродов малого диаметра, проведением сварки малым током или вразброc; уменьшение напряжений, которые возникают в результате усадки металла швов или наплавки, получаемых проковкой в горячем состоянии и уменьшением объема наплавленного чугуна.
Подготовка к сварке
Помните, что непосредственно до сварки, несмотря на метод сварки чугуна, нужно всегда делать подготовку кромок деталей, что соединяются, или разделывать дефектные места. Кромки скашивают вручную с помощью слесарного зубила или переносного наждачного круга с гибким валом. Для избегания отколов чугун нужно срубывать тонкими слоями, потому что толщина стружки должна быть не больше 0,8-1 миллиметра.
Разделывают дефектные места до незапятнанного металла с использованием зубил, шаберов, шарошек, сверл, размеры которых зависят от габаритов недостатка, формы изделия и необходимости создания комфортных условий для работы.
При процессе разделки дефектных мест на деталях из чугуна нужно соблюдать следующие правила:
- Ведут строго разделку по трещине.
- Засверливают несквозные трещины на расстоянии 10 миллиметров от их концов сверлом, который имеет поперечник на 1-2 миллиметра больше ширины трещины, и до металла их вырубают.
- Сквозные трещины нужно разделывать с одной или двух сторон, все определяется толщиной металла и удобством проведения разделки.
- На трещины, которые друг от друга расположены слишком близко, принято наваривать заплатку, как на пробоины.
При проведении заварочного ремонта пробоины ее края нужно сгладить, срубая остроугольные выступы зубилом. Поверхность детали зачистите на расстоянии 30 миллиметров от краев пробоины с помощью наждачного круга. Потом вырежьте из низкоуглеродистой листовой стали заплатку нужной толщины и формы. Заплатка должна перекрывать любую пробоину со всех боков на 15-20 миллиметров.
Для уменьшения напряжений, которые возникают в материале при процессе сварки чугуна в домашних условиях, нужно у заплатки отбортовать края на угол 30 градусов. Заплатку помещают на изделие отбортовкой к чугунному материалу и приваривают внахлестку.
Разновидности сварки чугуна
Электродуговую сварку чугуна в критериях производства осуществляют жарким способом, в рамках которого свариваемые детали предварительно нагреваются до температуры 650 градусов по Цельсию. Существует и холодный способ, когда перед сваркой детали нагревают всего лишь до температуры 250 градусов или не нагревают вообще.
Горячая сварка чугуна
Технология горячей сварки чугуна намного сложнее холодного решения, однако она помогает избавиться от риска формирования трещин в переходных областях швов. При сварке старайтесь равномерно прогревать поверхность изделия, потому что причиной разломов и трещин становится чрезмерно большая разница температур основного элемента и шва.
Перед нагреванием деталей их следует закрепить в жестком каркасе, чтобы устранить напряжение, которое может привести в процессе сварки к возникновению трещин. Если нагрев чугунных изделий носит местный характер, то не обязательно использовать жесткий каркас. Детали принято нагревать при помощи установок индукционного нагрева с использованием токов промышленной частоты. Помимо этого, вы их можете нагреть в горнах, используя пламенные горелки или паяльные лампы.

При заварке дефектов, что располагаются на краях детали или сварке сквозных трещин, рекомендуется использовать графитовые формы, что предотвращают вытекание из сварочной ванны жидкого металла. Формы принято готовить с помощью графитовых пластинок, которые соединяются формовочной смесью, состоящей из кварцевого песка, что смочен жидким стеклом. Подогрев делают с целью, чтобы равномерно происходило охлаждение готового изделия для предотвращения возникновение трещин.
Непосредственно перед сварочными работами нужно подготовить дефектное место — тщательно очистить от пыли и грязи и разделить для образования полостей для обеспечения хорошего доступа для манипулирования электродами в зоне сварки.
При работе строго следуйте технологии сварки чугуна: соблюдайте объем расплавленного чугуна во время сварки и размешивайте его концом присадочного стержня или электрода. Охлаждать деталь стоит постепенно. Заваренное место не должно слишком быстро остывать, его стоит засыпать древесным углем, сухим горячим песком или охладить в печи. Мелкие детали остывают 3 — 40 часов, более крупные — до 5 суток.
Для защиты и раскисления ванны применяют флюсы на борной основе – к примеру, техническую безводную буру, прокаленную при температуре 400 градусов. Данный способ сварки на сегодняшний день считается по качеству самым совершенным. Однако имеет горячая сварка чугуна и свои недостатки – тяжелые условия труда и кропотливость процесса.
Холодная сварка электродами
В обыденных условиях, когда отсутствует особое нагревательное оборудование, а необходимость проведения сварки металла носит эпизодический нрав, подходящей является процедура прохладной сварки чугуна особыми электродами. Для этого широко используются электроды ОЗЧ-2 со стержнем из меди, что покрыты особым составом, а также электроды МНЧ-2, стержень которых выполнен из сплава никеля, железа, меди и марганца.
Металл, который наплавляется электродами МНЧ-2, обработке резанием лучше поддается, но подобные электроды являются очень дефицитными и дорогими. Дешевыми являются электроды ОЗЧ-2, их просто изготовить без посторонней помощи, просмотрев видео о сварке чугуна.
Электрод ОЗЧ-2 – это медный стержень, который имеет электродное покрытие, содержащее 50% металлического порошка, 27% мрамора, 7% плавикового шпата, 4,5% кварц, 2,5% ферромарганца, 6% ферротитана, 2,5% ферросилиция, 0,5% соды. Не пугайтесь большого числа компонент, потому что при изготовлении самодельного электрода можно использовать готовое покрытие.
Порядок создания электродов для сварки чугунного материала следующий. Зачистите отрезки медной проволоки перед нанесением на изделие покрытия и обезжирьте любым органическим растворителем. Сколите покрытие с железных сварочных электродов, размельчая его и соединяя в соотношении 1:1 со стальным порошком или небольшими железными опилками.
После этого перемешайте все кропотливо с водянистым стеклом. Вертикально в полученную сметанообразную смесь обмокните отрезки проволоки из меди и извлеките их медлительно из обмазочной массы, чтобы избыток успел стечь. В данном случае толщина слоя покрытия должна быть не меньше 1,5-2 миллиметров. Электроды сначала сушат в вертикальном положении на воздухе, а затем при температуре 250 градусов по Цельсию прокаливают, используя для этого, к примеру, духовку плиты.
Сварку чугуна самодельными электродами проводят недлинной дугой, используя при этом неизменный ток — на оборотной полярности. Неотклонимыми являются перерывы для остывания металла до температуры 50 градусов. При поперечниках электродов 3-5 миллиметров значение сварочного тока достигает 90-180 Ампер. Чтобы обеспечить высококачественную сварку, шов необходимо накладывать маленькими участками, что имеют длину по 30-50 миллиметров, и проковывать сходу после сварки, это предупреждает появление в сварном шве трещин.

Если у вас совсем нет времени для создания электродов, то помните, что в бытовых условиях хорошие результаты обеспечивает сварка чугуна с помощью комбинированных медно-стальных электродов. Последние изготавливают, навивая поверх электродов с покрытием, созданных для варки стали, спираль из латунной или медной проволоки, что имеет поперечник 1,5-2 миллиметра. Масса подобной спирали должна в 4-5 раз быть больше веса железного стержня электрода.
При использовании комбинированных электродов по технологии холодной сварки чугуна нельзя сильно разогревать свариваемые детали из чугуна, поэтому процесс проводят на малом сварочном токе небольшими участками «вразброс» с проковкой молотком приобретенных швов и перерывами для остывания обрабатываемого изделия.
Газопламенная сварка чугуна
Несмотря на существование многих способов сварки чугуна, самым надежным остается газовая сварка, которая позволяет добиться качественной наплавки, которая будет сходна по свойствам с основным материалом. Подобную методику, как правило, используют с целью устранения повреждений, к примеру, прикрепления оторванной части конструкции, восстановления поврежденного отверстия.
При проведении газопламенной сварки просто выполнить более равномерный и неспешный нагрев или остывание детали из чугуна. В итоге на границах шва и в металле шва создаются для графитизации углерода более подходящие условия, сводится к минимуму возможность возникновения внутренних напряжений.
Но обычно технология ручной дуговой сварки чугуна газом предполагает проведение обогрева изделия. Проводят местный обогрев пламенем горелки перед рабочим процессом. В качестве присадочного металла принято употреблять литые чугунные прутья. Ведут сварку обыкновенным или науглероживающим пламенем, используя флюсы из буры или консистенции: 56% буры, по 22% поташа и соды.
Отличный результат демонстрирует сварка чугунного материала газовым пламенем с использованием прутьев из латуни, температура плавления которой ниже, чем у чугунного материала. Процесс проводят с участием флюса из буры или борной кислоты и буры, которые взяты в равном количестве. Кромки трещин, что разделаны под угол 80 градусов, нужно нагреть до температуры 900 градусов, посыпать флюсом и с использованием латунного прута облужить кромки. Всю разделку после этого необходимо заполнить латунью, не расплавляя чугун.
Таким образом, чугуном называют сплав железа с углеродом, содержание которого составляет 2 — 6,7%. Именно подобный состав обуславливает возникновение трудностей при сварке чугуна. В связи со значительной трудоемкостью данного процесса, особенно это касается крупногабаритных изделий, рекомендуется учитывать особенности сварки деталей из чугуна и преимущественно пользоваться технологией холодной сварки.
strport.ru