Сварка титана аргоном: важные нюансы
- Главная >
- Блог >
- Сварка титана аргоном: важные нюансы
12.09.2022
Сварка
Время чтения: 8 минут
Редакция сайта VT-Metall
Сохранить статью:
Вопросы, рассмотренные в материале:
- Что необходимо знать о сварке титана аргоном
- Как правильно подготовиться к процессу сварки титана аргоном
- Как выполняется сварка титана аргоном
- Какие дефекты могут проявиться во время сварки титана аргоном и как их устранить
Среди других металлов титан выделяется малым весом и способностью противостоять коррозии. По этой причине он активно используется в производстве сложных узлов для нужд авиации, судостроения, машиностроения.
Технология и особенности сварки титана аргоном
Сварка титана является сложной задачей, так как для его расплавления требуется очень высокая температура. Однако при сильном нагреве этот металл становится химически очень активным к входящим в состав воздуха газам.
Далеко не каждый знает, но титан, относясь к самым прочным металлам на нашей планете, достаточно часто встречается в природе – даже чаще, чем, например, цинк или медь. Этот металл тусклого серого цвета плавится при 1700 °C. С технической точки зрения его основная ценность, как мы уже говорили, состоит в высокой стойкости к ржавлению, а также относительно небольшой теплоте при сваривании.
Температура плавления сплавов титана зависит от марки и колеблется в пределах 1470 – 1825 °C. По сравнению с другими разновидностями металлов, они отличаются легкостью (за счет низкой плотности) при высокой прочности, из-за чего их используют в качестве материала для велосипедных рам, деталей гоночных авто.
Необходимо отметить, что металл может находиться в одной из стабильных фаз, их обозначают латинскими буквами α и β:
- Фаза α представляет собой состояние при температуре окружающей среды, при этом у металла мелкозернистая структура, он полностью инертен к скорости охлаждения.
- Фаза β достигается при температуре от 880 0С: зерно становится крупнее, возникает чувствительность к охлаждению (скорости процесса).
Указанные фазы стабилизируют при помощи добавок и легирующих элементов: O, N, Al (для α) или V, Cr, Mn (для β). По этой причине все титановые сплавы принято разделять на группы в соответствии с использованным типом присадок:
- ВТ1 – ВТ5.1 Это так называемые α-сплавы. Отличаются пластичностью, хорошо свариваются, но их прочность не повышается за счет термообработки.
- ВТ 15 – 22. β-сплавы, которые свариваются хуже, нередко с появлением холодных трещин.
 На качестве соединения сегментов негативно отражается тот факт, что во время сварки зерна структуры увеличиваются в размерах. Однако термообработка позволяет частично повысить прочность сплава.
На качестве соединения сегментов негативно отражается тот факт, что во время сварки зерна структуры увеличиваются в размерах. Однако термообработка позволяет частично повысить прочность сплава. - ВТ4 – 8, ОТ4. Группа α + β. Свойства таких промежуточных сплавов зависят от вида и доли использованных добавок.
 На качестве соединения сегментов негативно отражается тот факт, что во время сварки зерна структуры увеличиваются в размерах. Однако термообработка позволяет частично повысить прочность сплава.
На качестве соединения сегментов негативно отражается тот факт, что во время сварки зерна структуры увеличиваются в размерах. Однако термообработка позволяет частично повысить прочность сплава.Стоит более подробно остановиться на свойствах титана, из-за которых возникает сложность сварочных работ:
- плотность 4,51 г/см³;
- прочность 267 – 337 Мпа;
- температура плавления 1668 0С;
- низкая теплопроводность;
- возможность самовозгорания при нагреве до 400 °C и контакте с кислородом;
- окисление углекислотой;
- образование твердых, но хрупких нитридных соединений при нагреве до 600 °C и прямом контакте с азотом;
- способность поглощать водород при достижении 250 °C;
- увеличение зерна при 880 °C и выше.
Повышение температуры до отметки 400 – 500 °C и более является критичным для титана. Сильный нагрев влечет за собой резкое повышение химической активности, из-за чего металл вступает в реакцию с атмосферным воздухом. Все это негативно отражается на прочности сварного шва, образуются гидриды, нитриды, карбиды, пр. Несоблюдение ГОСТа чревато тем, что шов не выдержит даже легкого удара.
Проведенная по всем правилам сварка аргоном обеспечивает прочность шва 0,6 – 0,8 от показателя самого металла.
Для сварных швов действует ГОСТ Р ИСО 5817-2009, он фиксирует качество сварки таких металлов: стали, титана, никеля, их сплавов, максимально допустимые уровни дефектов изделия.
Чистый титан мало используется в производстве из-за недостаточной прочности. Поэтому если речь идет, например, о сварке титана аргоном, подразумевается какой-либо его сплав, иными словами, титан и легирующий элемент.
Как правильно подготовить детали для сварки титана аргоном
Сварка титана аргоном проводится при полной изоляции свариваемых поверхностей от атмосферы, поэтому чаще всего применяются автоматическая или полуавтоматическая технология.
Безусловно, ручная сварка этого металла возможна, но для нее используется специальная горелка с керамическим соплом: через нее под давлением подается инертный газ, аргон, который вытесняет воздух.
На схеме показаны приспособления для защиты шва газом и его подачи в повышенном объеме.
Перед сваркой титана аргоном подготавливают кромки и присадки, поэтому также приводим таблицу разделки кромок.
Необходимо зачистить металлические поверхности стальной щеткой, «шкуркой», обезжирить.
Одним из самых распространенных растворителей для обезжиривания металлических поверхностей является ацетон, но у него резкий запах, он довольно токсичен. Об этом говорит тот факт, что ацетон относится к 4 классу опасности. При вдыхании в течение небольших отрезков времени его умеренных и высоких концентраций появляется раздражение глаз, дыхательных путей, повышенная частота пульса, головные боли, тошнота, рвота и даже возможна клиническая кома.
Поэтому стоит выбирать более безопасные, но эффективные составы для очищения поверхности металла. Один из вариантов – денатурированный спирт, его наносят на металл безворсовой тканью. Это спирт с добавками, из-за которых его употребление в пищу становится невозможным. С одной стороны, они имеют ужасный вкус, а с другой – вызывают рвоту, и даже могут стать причиной слепоты.
Перед соединением детали из титана подвергают травлению смесью соляной кислоты с водой и фторидом натрия в следующей пропорции: 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. На травление уходит около 10 минут при 60 – 65 °C.
Еще один способ, позволяющий удалить оксидную пленку – это смесь из 2 – 4 % фтористоводородной кислоты и 30 – 40% азотной кислоты. Травление длится 30 секунд, а температура не превышает 60 °C.
После этого металл тщательно шлифуют при помощи наждачной бумаги до № 12, проволочных щеток, шабер. Важно убедиться, что получились ровные края деталей без заусенец и трещин.
Работа в среде защитного газа аргона ведется с помощью присадочных материалов. Последние делятся на группы по составу (палладий, ванадий, алюминий) и содержащейся в них доле кислорода. В таблице есть характеристики присадок из титана и его сплава:
Очень важно, чтобы прутки и проволока при сварке титана не выходили из-под газовой защиты, так как присадки загрязняются на воздухе.
Аргонодуговая технология требует применения постоянного тока прямой полярности и вольфрамовых электродов. Иногда приходится использовать специальные приспособления, в которые поступает инертный газ, вытесняя воздух.
Возможна сварка титана аргоном при помощи медных, стальных подкладок. В них делают отверстия для подачи газа.
Для соединения труб используют специальные фартуки с разным закруглением, чьи характеристики определяются диаметром трубы.
Полуавтоматическую или автоматическую технологии осуществляют в специальной капсуле, заполненной аргоном либо гелием. Если речь идет о трубах, их не помещают в защитную среду, а герметизируют и заполняют аргоном.
Еще одно немаловажное требование к такой работе – это наличие перчаток на руках, ведь даже чистые руки оставляют на кромке потожировые следы. Последние негативно сказываются на качестве сварного шва.
Методы сварки титана аргоном
Сварка титана осуществляется как «холодным» методом, так и методом дугового флюса либо при помощи плазменно-дуговой сварки. Однако наибольшее распространение получил метод сварки титана аргоном, то есть плавлением в изолированной аргоновой среде, так называемая TIG-сварка.
Для соединения деталей крупного сечения применяют метод электрошлаковой сварки аргоном.
Немаловажное значение играет вид сплава. Так, напомним, что титан марки ВТ1-ВТ5 отлично сваривается, хотя не подлежит закалке. Сплавы ВТ15 — ВТ22 свариваются значительно хуже, образуя крупнозернистый, относительно слабый шов, но закалка может повысить его прочность. Остальные виды титановых сплавов считаются промежуточными.
Сплавы ВТ15 — ВТ22 свариваются значительно хуже, образуя крупнозернистый, относительно слабый шов, но закалка может повысить его прочность. Остальные виды титановых сплавов считаются промежуточными.
Сегодня используются следующие виды контактной сварки аргоном:
- стыковая;
- точечная;
- роликовая;
- конденсаторная стыковая (для труб).
При работе с использованием флюса в ход идет бескислородный флюс АН-11 или АН-Т2.
Ручная сварка сплавов с титаном аргоном производится постоянным током прямой полярности в пределах 90 – 200 А. Отметим, что этот показатель зависит от толщины соединяемых деталей, калибра электрода и диаметра присадочной проволоки.
Следите за цветом получившегося шва. Если перед вами яркий серебристый шов, все хорошо. Тогда как желтоватый или голубой оттенок говорит, что рано прекращена подача защитного газа. Самый худший вариант – это серые, темно-синие или белесые швы, поскольку их нужно полностью удалять и качественно зачищать стыки для повторного соединения. Для зачистки берут щетку для металла из нержавейки.
Для зачистки берут щетку для металла из нержавейки.
Нюансы ручного режима сварки титана в аргоне
Добиться прочного шва при сварке титана аргоном удается за счет обеспечения чистоты поверхности деталей и присадки. Другим обязательным условием является правильная настройка сварочного аппарата. При несоблюдении техники сварки аргоном на месте шва всегда появляются сварные дефекты. Прежде чем приступать к работе, выполните продувку и прочистку горелки, защитной насадки. Не забывайте про подкладки для обратной стороны шва – с их помощью можно проверить наличие воздуха в системе.
Сварка ведется без предварительного нагрева. Исключение составляют ситуации, когда возможна влажность, наличие конденсата на титане – тогда нужен нагрев до 70 °C.
При TIG-технологии рекомендуется высокочастотное зажигание для дуги. Когда вы работаете с присадкой, длина дуги равна 1 – 1,5 сечения электрода. Если сварка аргоном производится без присадки, этот параметр соответствует диаметру вольфрамового электрода. Помните, что в царапинах, образующихся на металле при касании вольфрамовых электродов, остаются частицы вольфрама. Когда все работы завершены, затухание дуги должно происходить постепенно, для этого плавно понижайте ток. Защиту сварного шва, околошовной зоны обеспечивают и после выключения дуги, когда температура опускается до 427 °C.
Помните, что в царапинах, образующихся на металле при касании вольфрамовых электродов, остаются частицы вольфрама. Когда все работы завершены, затухание дуги должно происходить постепенно, для этого плавно понижайте ток. Защиту сварного шва, околошовной зоны обеспечивают и после выключения дуги, когда температура опускается до 427 °C.
При соединении аргоном тонкостенных деталей зазор между кромками должен составлять 0,5 – 1,5 мм. В этом случае можно не формировать кромки и отказаться от присадочной проволоки. Кстати, последняя должна совпадать по составу с основным свариваемым металлом.
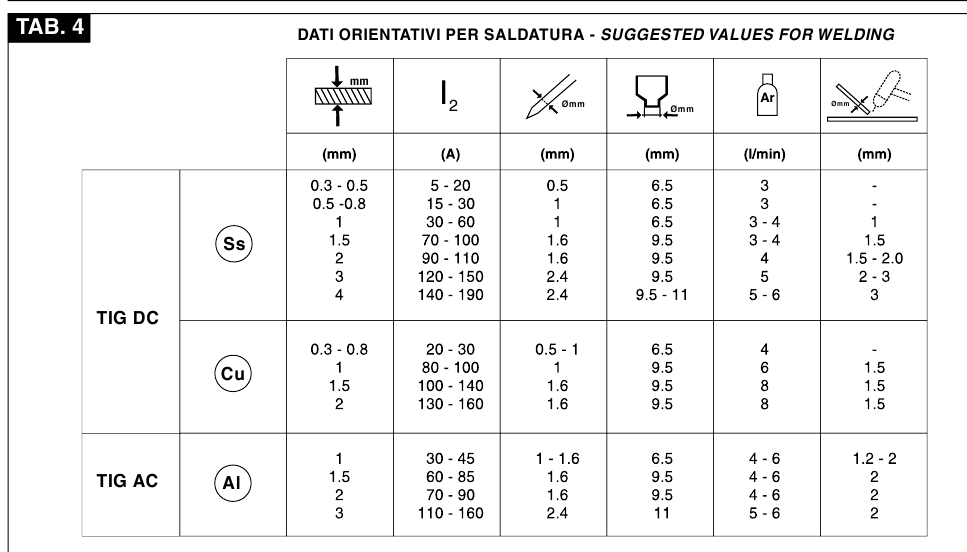
Сварка титана аргоном предполагает такие режимы: если используется вольфрамовый электрод диаметром 1,5 – 2 мм и присадочная проволока диаметром 2 мм, а толщина свариваемых заготовок составляет 2 мм, нужно выдерживать ток 90 – 100 ампер. Повышение толщины металла до 4 мм позволяет варить его током в 120 – 140 ампер. И самое главное, о чем нужно помнить: для работы с титаном и его сплавами используется переменный ток постоянной полярности.
Также есть ряд других существенных условий для качественной сварки титана аргоном:
- Для ручной технологии используется короткая дуга, не допускаются колебания электрода, присадки. Сварщик осуществляет движение вдоль шва.
- Сваривание ведется углом вперед, то есть электрод должен быть направлен в сторону, противоположную направлению движения.
- Угол между присадкой и электродом 90°.
- Присадка подается в сварочную ванну непрерывно.
- После гашения дуги защитный газ продолжает подаваться, обеспечивая охлаждение ниже 400 0С, в среднем на это уходит минута.
Дальнейшее охлаждение металла является гарантией качественного шва. Вы можете определить это по цвету. В норме шов светлый, соломенный, желтый. А вот серый, синеватый или черный говорят об окислении, что плохо сказывается на качестве.
Технология сварки аргоном полуавтоматом или автоматом совпадает с ручной. Единственный нюанс, о котором нельзя забывать – отверстия в сопле горелки. В соответствии с ГОСТ их диаметр равен 12 – 15 мм. Зажигать и гасить горелку рекомендуется на специальных подкладках, планках.
Единственный нюанс, о котором нельзя забывать – отверстия в сопле горелки. В соответствии с ГОСТ их диаметр равен 12 – 15 мм. Зажигать и гасить горелку рекомендуется на специальных подкладках, планках.
Как выполняется автоматическая сварка титана
Для этого используется вольфрамовый электрод. Причем размер отверстий сварочной горелки должен находиться в пределах 12 – 15 мм. Также нужно учесть, что соединение неплавящимся электродом лучше проводить постоянным током прямой полярности.
Высокая активность титана вынуждает зажигать и гасить горелку на специальных планках, вне изделия. Как и при ручной технологии, газ подают еще 1 минуту после гашения дуги, защищая шов и переходную зону от окисления. Далее представлены режимы для автоматической сварки титана аргоном в защитных газах и под флюсом:
0,8
1,0 – 1,5
8 – 10
45 – 55
18 – 25
6 – 8
3 – 4
1,0
1,5
10 – 12
50 – 60
18 – 22
6 – 8
3 – 4
1,2
1,5
10 – 12
55 – 65
18 – 22
6 – 8
3 – 4
1,5
1,5
11 – 13
70 – 90
18 – 22
9
3 – 4
1,8
1,5
11 – 13
80 – 100
18 – 22
9
3 – 4
2,0
1,5 – 2,0
11 – 13
110 – 130
18 – 22
9
3 – 4
2,5
2,0 – 2,5
11 – 13
150 – 180
20 – 22
9 – 12
3 – 4
3,0
2,5 – 3,0
12 – 13
200 – 220
20 – 22
9 – 12
3 – 4
Режимы работы под флюсом:
3 – 5
Стыковое
250 – 320
24 – 38
50
3 – 5
Угловое
250 – 300
32 – 36
40 – 50
2 – 3
Внахлест
250 – 300
30 – 35
40
Возможные дефекты при сварке титана аргоном и способы их устранения
Единственный способ избежать дефектов при соединении элементов из титана аргоном – это использование лазера, во всех остальных случаях возможны погрешности. ГОСТ определяет, что дефекты появляются вследствие несоблюдения технических условий, нарушения технологии, в результате чего конструкция становится непригодной к использованию.
ГОСТ определяет, что дефекты появляются вследствие несоблюдения технических условий, нарушения технологии, в результате чего конструкция становится непригодной к использованию.
Согласно ГОСТ, дефекты делятся на такие виды:
- трещины;
- поры;
- твердые образования;
- несплавления;
- неправильный шов;
- другие разновидности.
ГОСТ не допускает наличие трещин-разрывов в шве или прилегающих местах, поскольку они образуют центр разрушения.
Причина появления разрывов обычно кроется в высоком содержании углерода, никеля, водорода, фосфора в расплавленном металле. Сразу скажем, что при соединении лазером отсутствует вероятность образования трещин. Чтобы убрать появившиеся трещины, необходимо засверлить концы дефекта, после чего устранить трещину механическим путем и строжкой, зачистить и сварить участок.
Поры ГОСТ определяет как полости, заполненные газом. Вполне логично, что этот дефект образуется при сварке титана аргоном из-за высокого газообразования. Место с порами ослабляет всю конструкцию, поэтому его переваривают, перед этим зачистив механическим путем.
Вполне логично, что этот дефект образуется при сварке титана аргоном из-за высокого газообразования. Место с порами ослабляет всю конструкцию, поэтому его переваривают, перед этим зачистив механическим путем.
Твердыми включениями называют инородные металлические и неметаллические вещества, включенные в шов, снижающие его прочность и концентрирующие напряжение. Поэтому место с дефектом полностью вырубают, удаляют строжкой, заваривают.
Несплавления — это отсутствие соединения металла со швом, вызванное нерасплавлением части кромки стыка. Этот дефект может появиться при неправильном выборе формы угла или режима сварки, плохой предварительной обработке кромок. Поскольку несплавления отрицательно влияют на прочность шва, место дефекта вырубают, зачищают, после чего заваривают.
Нарушение формы представляет собой несовпадение формы шва с установленными требованиями. Такой недостаток появляется из-за скачков напряжения в сети, неправильного угла наклона, пр. Он может привести к внутренним дефектам шва, поэтому прибегают к завариванию места тонким швом электродом небольшого диаметра.
Он может привести к внутренним дефектам шва, поэтому прибегают к завариванию места тонким швом электродом небольшого диаметра.
Какие еще виды сварки подходят для титана помимо аргона
- Электрошлаковая сварка
В последнее время этот вид соединения элементов из титана активно применяется в промышленности. Например, он используется для сплава ВТ5-1, то есть титана, легированного до 5 % алюминием и до 3 % оловом. Изготовление сплава производится прессованием с прокаткой до тонких листов, или ковкой заготовок с большим сечением.
Метод, используемый для крупных сечений, считается очень сложным, но он вполне подходит для электрошлаковой сварки под флюсом АН-Т2 в аргоне. Роль источника переменного тока играет трехфазный трансформатор с жесткой характеристикой.
Для работы с небольшими поковками (60х60 мм) рекомендуются режимы: сила тока 1600 – 1800 А, напряжение дуги 14 – 16 В.
В норме расстояние между кромками поковок равно 26 мм, масса засыпанного флюса – 130 г, расход аргона 8 л/мин.
Применение пластинчатого электрода размером 12х60 мм при этих режимах позволяет добиться стабильного процесса и прочного сварного шва. Последний сравним по прочности с основным металлом.
При соединении прессованных профилей крупного сечения электродом толщиной 8 мм получается сварное соединение несколько худшей прочности – 80 – 85 % от показателя основного металла. Эта особенность вызвана использованием пластинчатых электродов из нелегированного сплава ВТ1-1. Поясним, что не рекомендуется работать с легированными электродными сплавами, ведь они не обеспечивают необходимой пластичности соединения из-за большого содержания газов в прессованном металле.
- Контактная сварка
ГОСТ допускает использование данной технологии, так как оптимальная скорость сваривания титана равна 2 – 2,5 мм/сек.
Ее превышение повлечет за собой снижение прочности металла, заполняющего зазор. Отметим, что данный показатель очень важен, когда работа идет контактным методом, ведь все операции здесь производятся очень быстро. Не стоит зачищать свариваемые кромки, а тем более фрезеровать их.
На практике используются несколько вариантов контактного метода, и все они подходят для работы с титановыми заготовками. А именно речь идет о точечной, линейной и конденсаторной технологии. Для каждой из них подбирают свой режим, который зависит от толщины свариваемых заготовок, давления и диаметра электродов или от габаритов сварочной пластины, времени сжатия, продолжительности прохождения тока через металл. Как вы поняли, этот процесс требует грамотного подбора всех вышеперечисленных параметров.
Далее вы можете ознакомиться с ориентировочными режимами стыковой сварки титана при начальной скорости оплавления 0,5 мм/сек:
150
2,9
менее 25
8
3
6
1,5 – 2,0
250
4,9 – 7,8
25-40
10
6
6
2,5 – 3,0
500
9,8 – 14,7
45
10
6
6
5,0 – 7,0
1000
20 – 24
50
12
10
5
5
1500
29 – 59
60
15
10
5
7,5
2000
39 – 98
65
18
12
5
10
2500
49 – 147
70
20
12
5
12,5
3000
98 – 196
100
22
14
4
15,0
4000
147 – 294
110
24
15
4
20,0
5000
196 – 392
130
26
15
3,5
25,0
6000
343 – 490
140
28
15
3,5
30,0
7000
294 – 490
150
30
15
3,0
35,0
8000
343 – 588
165
35
15
3,0
40,0
9000
441 – 882
180
40
15
2,5
45,0
10000
490 – 981
180-200
40
15
2,5
50,0
Для соединения титановых листов и пластин толщиной до 4 мм подходит точечная и шовная (роликовая) сварка.
Высота литого ядра составляет 80 – 90 % от суммарной толщины листов. Ниже представлены приблизительные режимы этого вида обработки:
0,8
4,0 – 4,5
1960-2450
0,1 – 0,15
0,1
7000
1,0
4,5 – 5,0
2450 – 2950
0,15 – 0,2
0,3
8000
1,2
5,0 – 5,5
3150 – 3440
0,2 – 0,25
0,3
8500
1,5
5,5 – 6,0
3935 – 4915
0,25 – 0,3
0,4
9000
2,0
6,0 – 7,0
4915 – 5895
0,25 – 0,3
0,4
10000
2,5
7,0 – 8,0
5895 – 6875
0,3 – 0,4
0,4
12000
Режимы шовной (роликовой) технологии:
0,8+0,8
3,5 – 4,0
2950
0,1 – 0,12
0,18 – 0,20
0,8 – 1,0
6000
1,0+1,0
4,5 – 5,5
3935
0,14 – 0,16
0,24 – 0,28
0,6 – 0,8
7500
1,5+1,5
5,5 – 6,5
4915
0,20 – 0,24
0,3 – 0,4
0,5 – 0,6
10000
2,0+2,0
6,5 – 7,5
6385
0,24 – 0,28
0,4 – 0,5
0,4 – 0,5
12000
2,5+2,5
7,0 – 8,0
7855
0,28 – 0,32
0,6 – 0,8
0,3 – 0,4
15000
Трубы из титана марки ВТ1-2, диаметром 10 – 23 мм и со стенкой толщиной 1,0 – 1,5 мм можно сваривать при помощи конденсаторной стыковой технологии без использования газовой защиты.
Перед этим, напомним, осуществляют травление сварных кромок и работают с такими режимами:
10х1
5000
850 – 900
8935 – 9805
1,0 – 1,5
84
23х1,5
7000
2000 – 2100
22565 – 24035
1,2 – 1,8
84
Оптимальным для труб диаметром 10 мм считается вылет 1 – 1,5 мм, тогда как для труб диаметром 23 мм этот показатель составляет 1,2 – 1,8 мм. При вылете труб менее 0,8 мм происходит выплеск расплавленного металла, а при превышении границы в 2,2 мм смещаются торцы, получается непровар. При усилии осадки менее 20,7 кН тоже получается непровар. Также он возможен при зарядном напряжении менее чем 1900 В, а при напряжении выше 2200 В выплескивается жидкий металл. Оплавление происходит внутри трубы в виде венчика высотой до 1,5 мм и максимальной толщиной 0,3 мм.
- Холодная сварка титана
Эта технология предполагает разрушение кристаллической решетки и образование новой за счет соединения слоев титана, процесс происходит в твердом состоянии на открытом воздухе.
Отдельно стоит сказать о работе с белым титаном, поскольку такая сварка ведется под давлением без внешнего нагрева. Соответствующая инструкция позволяет пользоваться технологией при любой температуре воздуха.
При приложении нормальных усилий данный способ соединения титановых листов производится внахлест при помощи зажимов для фиксации. Далее можно приступать к сварочному процессу. После снятия зажимов листы деформируются и прочно скрепляются между собой.
 В норме расстояние между кромками поковок равно 26 мм, масса засыпанного флюса – 130 г, расход аргона 8 л/мин.
В норме расстояние между кромками поковок равно 26 мм, масса засыпанного флюса – 130 г, расход аргона 8 л/мин.
 Ее превышение повлечет за собой снижение прочности металла, заполняющего зазор. Отметим, что данный показатель очень важен, когда работа идет контактным методом, ведь все операции здесь производятся очень быстро. Не стоит зачищать свариваемые кромки, а тем более фрезеровать их.
Ее превышение повлечет за собой снижение прочности металла, заполняющего зазор. Отметим, что данный показатель очень важен, когда работа идет контактным методом, ведь все операции здесь производятся очень быстро. Не стоит зачищать свариваемые кромки, а тем более фрезеровать их.
 Высота литого ядра составляет 80 – 90 % от суммарной толщины листов. Ниже представлены приблизительные режимы этого вида обработки:
Высота литого ядра составляет 80 – 90 % от суммарной толщины листов. Ниже представлены приблизительные режимы этого вида обработки:
 Перед этим, напомним, осуществляют травление сварных кромок и работают с такими режимами:
Перед этим, напомним, осуществляют травление сварных кромок и работают с такими режимами:

Читайте также
17.02.2023
Полировка металла: технологии, инструменты, методы
Подробнее
15.02.2023
Для чего нужен гидравлический пресс: виды, сферы применения
Подробнее
14.02.2023
Чем резать трубу: инструменты, способы, приемы
Подробнее
13.02.2023
Точечная сварка своими руками: как самостоятельно собрать аппарат
Подробнее
10. 02.2023
02.2023
Сталь Ст3: характеристики и виды
Подробнее
08.02.2023
Постоянный ток (DC) для сварочных работ
Подробнее
07.02.2023
Особенности цветной металлургии: добыча и переработка
Подробнее
06.02.2023
Низколегированная сталь: особенности, классификация, маркировка
Подробнее
Сварка титана аргоном – особенности
Сварка титана аргоном имеет ряд особенностей, о которых не стоит забывать при работе с этим металлом. В таком деле важную роль играют предварительная подготовка и сама технология сварки.
Титан, в отличии от других металлов, весьма требовательный к чистоте поверхности перед сваркой. Поэтому предварительная подготовка при аргонодуговой сварке играет первоочередную роль. Чтобы получить более крепкий, красивый сварочный шов, потребуется внимательно изучить несколько простых правил.
Для начала объязательно обезжиривайте поверхность металла, ведь титан, его сплавы, а также некоторые другие металлы отрицательно реагируют даже на жировые выделения рук. Кроме того, при очистке и обработке металла лучше всего носить безворсовые перчатки, не забывайте об этом. Небольшие жирные пятна могут негативно повлиять на качество сварного шва. То же самое касается и чистоты перчаток, краг. Теперь обратимся непосредственно к обработке, предварительно обсудив вопрос безопасности.
Кроме того, при очистке и обработке металла лучше всего носить безворсовые перчатки, не забывайте об этом. Небольшие жирные пятна могут негативно повлиять на качество сварного шва. То же самое касается и чистоты перчаток, краг. Теперь обратимся непосредственно к обработке, предварительно обсудив вопрос безопасности.
Опасности при подготовке
Ацетон является весьма популярным растворителем для обезжиривания металлических поверхностей. Но при этом данное вещество весьма токсично. Во-первых, ацетон неприятный на запах и весьма опасен. Он относится к четвертому классу опасности для организма человека. Вдыхание умеренных и высоких концентраций ацетона в течении коротких промежутков времени может вызвать раздражение глаз, носа, горла, легких. Кроме того, это вещество провоцирует увеличение частоты пульса, головные боли, тошноту, рвоту. В особо сложных случаях возможна клиническая кома.
Во-вторых, есть более безопасные и не менее эффективные средства для подготовки поверхности сварного шва.
Сварщики с многолетним стажем работ рекомендуют использовать для таких целей денатурированный спирт. Он наносится на металл посредством безворсовой ткани. Денатурат – это в основном чистый спирт с добавками, которые делают его вкус весьма ужасным. Другие добавки, входящие в состав, вызывают рвоту, что предотвращает пьяницам употреблять денатурат (так как он может привести к слепоте).
Сварка титана аргоном требует очистки металла от окиси. Для этого используют щетку из нержавеющей стали. Она должна использоваться только для титана. Сварщики-профессионалы стараются держать такие щетки в отдельном контейнере. Благодаря этому они остаются чистыми. Если нет специально отведенного контейнера, можно просто пометить любой другой.
Защитный газ
Титан весьма чувствителен к другим газам и характеризуется высокой химической активностью. Из-за этого при сварке требуется использовать чистые инертные газы.
Применяя аргон в качестве защитного газа, мы получаем более глубокий провар, относительно узкую зону температурного влияния на основной металл.
Если использовать гелий, то переходная зона между швом и основным металлом будет более плавным. Данный газ дает больше тепла, повышая производительность работ при сварке деталей со средней и большой толщиной. В отличии от аргона, гелий имеет расход в 1.5 – 2 раза больше. Иногда может использоваться смесь этих защитных газов. Они могут обеспечить дополнительные преимущества.
Сварка титана аргоном — технология TIG сварки
Хорошие результаты при сварке титана можно получить лишь соблюдая чистоту поверхности свариваемых деталей (кромок) и самого присадочного металла. Кроме того, требуется правильная настройка, подбор соответствующих параметров сварочного аппарата. Неправильная техника сварки практически во 100% случаев будет сопровождаться появлением сварных дефектов. Предварительно, перед началом работ, выполните продувку самой горелки, прочистите ее и защитную насадку. Не забывайте про подкладки, применяемые для обратной стороны сварного шва. Они дают возможность проверить остался ли еще воздух в системе.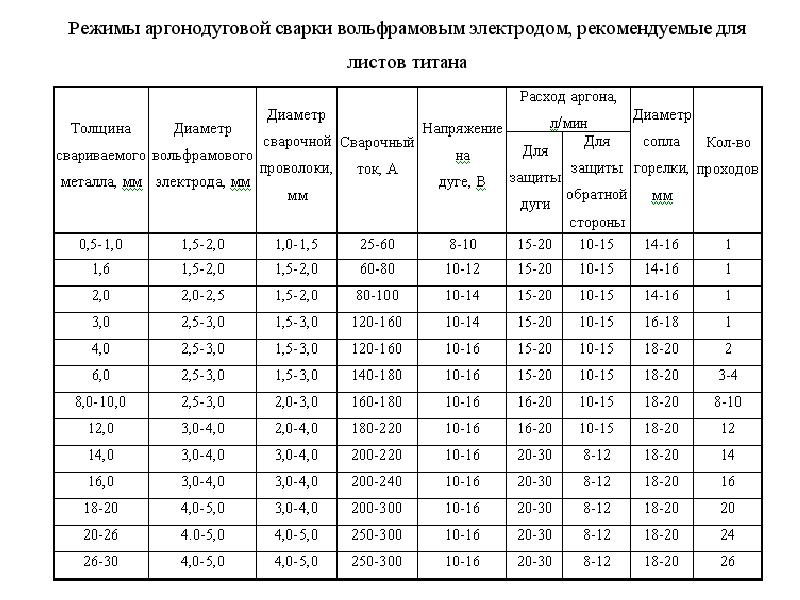
Обычно сварка титана аргоном не требует предварительного нагрева. В случае, если есть подозрения на влажность металла, наличие конденсата — стоит обязательно сделать нагрев (до 70 °C).
Для зажигания дуги при TIG сварке титана лучше всего применять высокочастотное зажигание. Сама длина сварочной дуги в случае с применением присадочной проволоки составляет 1 -1.5 сечения электрода. Если присадки нет, то длина дуги должна быть равна диаметру используемого вольфрамового электрода.Не забывайте, царапины, которые могут получиться от касания вольфрамовых электродов к металлу при сварке, могут сохранять частицы вольфрама. Затухание дуги при завершении работ должно быть постепенным. Другими словами, плавно понижать ток. Защита сварного шва, околошовной зоны проводится и после выключения дуги, доведя температуру ниже 427 °C.
Цвет сварочного шва титана свидетельствует о его качестве
Важный момент. Оценивайте цвет титанового шва. В случае если шов яркий, серебристый, то причин для волнения нет. Если цвет желтоватого или с оттенками голубого цвета — это значит что подачу защитного газа окончили преждевременно. Зачистку проводят посредством щетки для металла из нержавейки. Хуже всего если титановые сварные швы имеют серый, темно-синий, или белесый цвет, так как их придется полностью удалить, а после этого хорошенько зачистить стыки для новой сварки.
Если цвет желтоватого или с оттенками голубого цвета — это значит что подачу защитного газа окончили преждевременно. Зачистку проводят посредством щетки для металла из нержавейки. Хуже всего если титановые сварные швы имеют серый, темно-синий, или белесый цвет, так как их придется полностью удалить, а после этого хорошенько зачистить стыки для новой сварки.
В завершение хочется сказать, сварка титана аргоном относительно не трудная задача. Соблюдая наши основные указания можно избежать многих ошибок и получить красивый, прочный сварной шов. Не забывайте о тщательной предварительной подготовке металла, на это должно уходить не менее 70% времени.
How to Weld Titanium — Сварочный центр
Титан — очень активный металл, поэтому в прошлом люди сваривали его только в герметичных камерах. Однако титан не так сложно сварить, как думают люди. При надлежащей газовой защите и профилактических мерах вы легко сможете приступить к работе. В этой статье мы расскажем вам как сварить титан .
Титан обладает несколькими свойствами, которые играют решающую роль в процессе сварки.
- Он имеет более низкую плотность, чем большинство металлов
- Он не такой эластичный, как другие металлы
- Титан имеет более высокую температуру плавления, чем большинство других металлов, используемых при сварке
- Это легко реагирующий материал, который легко загрязняется
- Это не такой пластичный, как нержавеющая сталь
Подготовка к сварке
Правильный сварной шов из титана будет выглядеть как застывшая ртуть — он будет блестящим и отражающим. Чтобы гарантировать получение сварного шва хорошего качества, сначала необходимо выполнить несколько шагов по подготовке поверхности сварного шва к процедуре.
Очистка поверхности
Мы советуем вам подготовить поверхность перед всеми сварочными работами. Однако с титаном нужно быть особенно осторожным. Чем чище ваша поверхность, тем прочнее будет соединение. Масло, пыль, грязь, ржавчина, смазочно-охлаждающая жидкость и краска могут привести к хрупкости соединения, что считается нарушением сварного шва.
Чтобы обеспечить прочный и успешный сварной шов, соблюдайте три правила:
- Чистая поверхность
- Чистое рабочее пространство
- Чистый присадочный стержень
Если хотя бы одна из этих поверхностей грязная, вы можете легко загрязнить заготовку. Чтобы удалить все нежелательные частицы с поверхности, мы предлагаем вам использовать химический очиститель, специально разработанный для титана.
Для очистки рабочей поверхности используйте пароочиститель и разбавленный раствор гидроксида натрия, чтобы удалить все загрязнения. Затем с помощью груши с горячим воздухом удалите всю влагу с рабочего места.
Не используйте фен для обработки легковоспламеняющихся химических растворителей. Вы должны убедиться, что химический очиститель, который вы используете для очистки заготовки, не воспламеняется.
Очистите все оборудование и вытрите его насухо перед использованием. Вы можете использовать решение, которое вы использовали для рабочей станции, и для инструментов.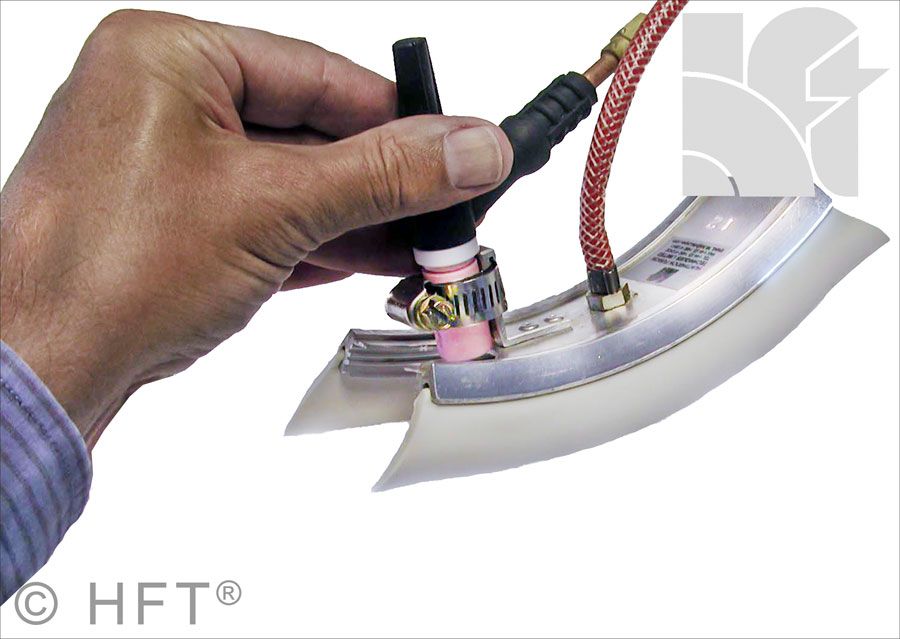
Титан плохо реагирует на хлор, поэтому дважды проверьте чистящее средство, чтобы убедиться, что оно не содержит хлор. Резиновые перчатки также содержат хлор, поэтому вместо них используйте пластиковые или хлопчатобумажные перчатки.
Выберите защитный газ
Поскольку титан легко реагирует с воздухом, маслом, грязью, влагой и другими металлами с образованием хрупких соединений, использование правильного защитного газа имеет важное значение, если вы хотите получить прочную сварка. Обычно большинство сварщиков используют 99,999% чистого аргона для процесса. Только действительно чистые аргон и гелий обеспечивают оптимальную защиту от атмосферы.
Когда вы покупаете защитный газ для своего сварочного проекта, убедитесь, что вы получаете этот газ только от надежных поставщиков. Даже если аргон немного менее чистый, чем требуется, это может привести к обесцвечиванию. В итоге вы получите сварной шов с желтоватым оттенком, чего вы не хотите. Грязный газ или неполное покрытие также могут вызвать синеватый оттенок и пятнистость.
При работе с титаном необходимо убедиться, что не только передняя, но и задняя часть защищены от атмосферы. Любая область, подвергшаяся тепловому воздействию, будет иметь неблагоприятную реакцию, если она вступит в контакт с кислородом.
Для мелких деталей можно использовать закрытые отсеки из перчаточных ящиков, заполненных защитным газом. Вы даже можете использовать специально изготовленные полиэтиленовые камеры продувочного газа в сочетании с монитором продувки. С их помощью вы можете убедиться, что в камере достаточно аргона для обеспечения оптимальной защиты.
Если вы хотите получить идеальный уровень защиты во время сварки, вам необходимо выполнить три шага:
- Первичная защита – обычно встроена в сварочную горелку и обеспечивает первичную защиту, необходимую для сварки. защита расплавленной сварочной ванны. Вы можете использовать стандартную горелку с водяным охлаждением, оснащенную керамической чашкой и газовыми линзами. Мы предлагаем вам выбрать фонарь с более широкой чашкой для лучшего освещения.
- Вторичное экранирование. Задние экраны обеспечивают вторичную защиту. Они прикреплены к концу большинства сварочных горелок и гарантируют, что все зоны, подверженные тепловому воздействию, защищены от загрязнения.
- Резервное экранирование. Эти устройства похожи на висячие экраны и выполняют практически ту же функцию. Это либо портативные устройства, либо приклеенные скотчем. Они редко поставляются предварительно установленными в сварочной горелке.

Выбор подходящей присадочной проволоки
При выборе присадочного металла для сварки титана и его сплавов мы предлагаем вам выбрать присадочную проволоку, которая в первую очередь обладает теми же свойствами, что и основной материал. Вы также можете выбрать проволоку, класс прочности которой на один класс ниже основного металла. В некоторых ситуациях сварщик может даже использовать присадочную проволоку другой категории.
Выбор присадочной проволоки зависит от свойств и комбинации соединения. Для повышения пластичности соединения:
Для повышения пластичности соединения:
- При сварке нелегированного титана повышенной прочности используйте присадочный металл с меньшим пределом текучести основы.
- При сварке титана классов Ti-5A1-2,5Sn и Ti-6A1-4V можно использовать нелегированный присадочный материал.
- Другим вариантом является присадочный металл с более низким процентным содержанием кислорода, азота, водорода, углерода и других легирующих элементов, чем в основном металле.
Используемые сварочные процессы
При сварке титана и титановых сплавов можно использовать любой из следующих методов сварки:
- (EBW) Электронно-лучевая сварка
- (GTAW) Дуговая сварка в среде защитного газа или (TIG) вольфрама Сварка в среде инертного газа
- (RW) Сварка сопротивлением
- (LBW) Лазерная сварка
- (PAW) Плазменно-дуговая сварка
- (GMAW) Дуговая сварка в среде защитного газа или (MIG) Металл в среде инертного газа
- (FRW) Трение сварка
Электронно-лучевая сварка
Это процесс плавления, в котором для соединения двух металлов используется высокоскоростной электронный луч. Когда луч соприкасается с металлическими деталями, он сильно нагревается. Две пластины плавятся и сплавляются, образуя прочное соединение. В аэрокосмической и авиационной промышленности используется электронно-лучевая сварка из-за долговечности получаемых соединений.
Когда луч соприкасается с металлическими деталями, он сильно нагревается. Две пластины плавятся и сплавляются, образуя прочное соединение. В аэрокосмической и авиационной промышленности используется электронно-лучевая сварка из-за долговечности получаемых соединений.
Вы можете использовать процедуру электронно-лучевой сварки для пластин толщиной от 6 мм до 76 мм и более. Этот процесс позволяет получать высококачественные сварные швы с низким уровнем загрязнения, поскольку процесс происходит в атмосфере высокого вакуума.
Вольфрамовый инертный газ / GTAW
В процессах сварки TIG или GTA используется неплавящийся вольфрамовый электрод, который передает ток на сварочную дугу. Защитный газ используется для защиты сварочной ванны от внешних загрязнений, которые могут привести к получению слабых и некачественных сварных швов. В процессе вам понадобится присадочный металл или проволока для сварного соединения.
Это широко используемый процесс сварки титана и его сплавов. Вы можете использовать TIG без присадочного материала для квадратных стыковых пазов на основных металлах толщиной до 2,5 мм. Для более толстых листов необходимо использовать присадочный металл, чтобы гарантировать долговечность сварного соединения.
Вы можете использовать TIG без присадочного материала для квадратных стыковых пазов на основных металлах толщиной до 2,5 мм. Для более толстых листов необходимо использовать присадочный металл, чтобы гарантировать долговечность сварного соединения.
Сварка сопротивлением (RW)
Сварка сопротивлением – это термоэлектрическая процедура. Он соединяет два куска металла вместе, пропуская контролируемый ток через пластины в течение контролируемого периода времени. Во время процедуры также обычно используется значительное давление. В этом методе тепло строго ограничено областью, которую необходимо соединить.
Сварку сопротивлением можно использовать для соединения титана и его сплавов для точечной или сплошной сварки. Это особенно полезно, когда речь идет о сварке титана с другими металлами, такими как пластины из углеродистой или нержавеющей стали.
Лазерная сварка (LBW)
Это еще один процесс сварки плавлением, при котором два куска металла соединяются вместе с помощью лазера. Он нагревает место пересечения двух пластин, которые плавятся и сливаются, образуя стык. Когда расплавленная сварочная ванна остывает и затвердевает, получается прочный и долговечный шов.
Он нагревает место пересечения двух пластин, которые плавятся и сливаются, образуя стык. Когда расплавленная сварочная ванна остывает и затвердевает, получается прочный и долговечный шов.
В настоящее время сварщики все чаще предпочитают лазерную сварку титана, поскольку она устраняет необходимость в вакуумной камере. Тем не менее, использование защитного газа по-прежнему является обязательным, поскольку сохраняется риск загрязнения.
Несмотря на то, что лазерный луч и электронный луч являются методами сварки плавлением, область применения первого более ограничена. Вы не можете эффективно использовать процесс на титановых пластинах толщиной более 13 мм.
Плазменно-дуговая сварка (PAW)
Плазменно-дуговая сварка похожа на TIG, поскольку в ней также используется дуга между вольфрамовым электродом и заготовкой. Он подходит для использования практически со всеми классами титана и хорошо работает даже с более толстыми листами металла. Технику замочной скважины можно использовать и на однопроходной пластине толщиной до 13 мм.
Металл в среде инертного газа (MIG)/Дуговая сварка металлическим газом (GMAW)
При сварке MIG используется сплошная металлическая проволока, которая непрерывно нагревается и подается через сварочный пистолет. Процесс требует использования защитного газа для защиты сварочной ванны от загрязнения. Многие сварщики предпочитают GMAW из-за высоких показателей наплавки металла и производительности.
Этот процесс можно также использовать для титановых сварных швов на пластинах толщиной более трех 3 мм. С помощью метода импульсного тока можно производить качественные сварные швы. Этот метод оказывается менее дорогостоящим, чем другие, особенно при использовании на титановых пластинах толщиной более 13 мм.
Сварка трением (FRW)
Как следует из названия, в этом методе используется трение для соединения двух металлических частей. Это процесс сварки в твердом состоянии, при котором полученное соединение такое же прочное, как и основание. Он широко используется в различных отраслях промышленности и полезен для соединения труб, труб или стержней. Он особенно хорошо работает в ситуациях, когда можно добиться чистоты шва без использования дополнительных защитных мер.
Он особенно хорошо работает в ситуациях, когда можно добиться чистоты шва без использования дополнительных защитных мер.
Советы и рекомендации по сварке TIG
Вот несколько советов и рекомендаций по работе с титаном.
- Используйте стандартный источник питания для сварки GTAW в сочетании с высокочастотным запуском дуги. Использование электрода постоянного тока отрицательной полярности с дистанционным управлением силой тока хорошо подходит для сварки титана.
- Используйте горелку TIG с водяным охлаждением. Они способны выполнять высокотемпературные сварные швы в течение более продолжительных периодов времени. По сравнению с горелками с воздушным охлаждением они также меньше по размеру и легко управляемы.
- Если вы ищете более дешевую горелку, мы предлагаем вместо этого выбрать горелку с воздушным охлаждением.
- Для сварки титана следует использовать вольфрамовый электрод с 2% содержанием церия:
- 1/16 дюйма или меньше для сварки при токе менее 125 А
- 1/16–3/32 дюйма для 125–200 А
- Для тока более 200 ампер следует использовать электрод диаметром от 3/32 до 1/8 дюйма
- Используйте широкую газовую линзу диаметром не менее 0,75–1 дюйм. Это позволяет выполнять более длинные сварные швы, обеспечивая более широкое покрытие.
- Используйте продувочный блок из пористой меди, чтобы обеспечить равномерное покрытие заготовки со всех сторон. Медь действует как линза и равномерно распределяет защитный газ по длине заготовки со всех сторон.
- Идеальный расход газа для продувочных блоков и висячих щитов составляет 10 кубических футов в час. Для факела вы должны установить его на 20 кубических футов в час. №
- Для соединений, где использование продувочного блока становится невозможным, вы можете сделать камеру из фольги из нержавеющей стали и ленты из стекловолокна. Прежде чем приступить к сварке, дайте защитному газу протекать во временной камере достаточно долго, чтобы воздух полностью сменился не менее десяти раз.
- Для защиты материала от загрязнения всегда надевайте нитриловые перчатки при работе с титаном.
- Как бы ни был важен правильный выбор присадочной проволоки, ее правильное хранение еще важнее. После того, как вы выберете один и должным образом очистите стержень, вам необходимо хранить его в герметичной банке, чтобы он был в безопасности для повторного использования в будущем.
- Перед сваркой убедитесь, что вы разрушили оксидный слой на титане. Для этого используйте шлифовальную машинку и инструмент для снятия заусенцев. Обязательно зарезервируйте оба инструмента специально для титана. Следуйте за этим с процессом очистки.
- Протрите заготовку безворсовой тканью, используя растворитель ацетон или метилэтилкетон. Вы также можете использовать разбавленный раствор гидроксида натрия и воды для подготовки поверхности к сварке.
- Вы также можете использовать твердосплавный напильник и щетку из нержавеющей стали, чтобы удалить легкий оксидный слой с титановой пластины. Обязательно наденьте нитриловые перчатки, а также предоставьте инструменты для работы только с титаном.
- Вы должны поддерживать подачу защитного газа после процедуры до тех пор, пока температура не опустится ниже 800 градусов по Фаренгейту.
- Мы рекомендуем вам использовать инфракрасный датчик температуры, чтобы убедиться, что титан остыл до безопасного уровня, прежде чем вы отключите подачу газа.
 Это позволяет выполнять более длинные сварные швы, обеспечивая более широкое покрытие.
Это позволяет выполнять более длинные сварные швы, обеспечивая более широкое покрытие. После того, как вы выберете один и должным образом очистите стержень, вам необходимо хранить его в герметичной банке, чтобы он был в безопасности для повторного использования в будущем.
После того, как вы выберете один и должным образом очистите стержень, вам необходимо хранить его в герметичной банке, чтобы он был в безопасности для повторного использования в будущем.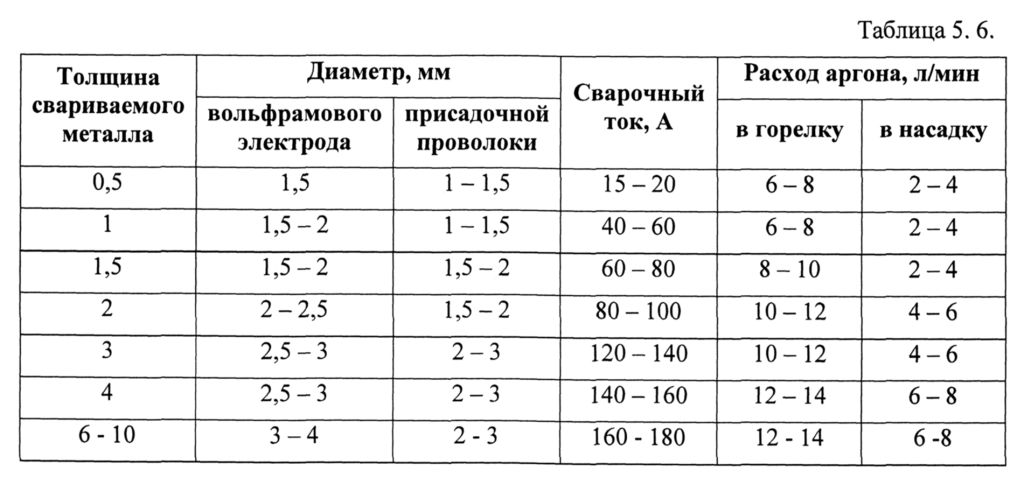
Сварка титана по сути такая же, как сварка любого другого металла. Однако из-за его высокой реакционной способности это может стать сложным процессом. Если вы убедитесь, что материал должным образом очищен перед сваркой, у вас не должно возникнуть проблем с процессом сварки. Убедитесь, что у вас есть соответствующие настройки, необходимые для защиты металла от загрязнения. Если вы сделаете это, процесс станет относительно простым.
Похожие вопросы
Можно ли сваривать титан?
Титан так же легко поддается сварке, как сталь или никелевые сплавы, при условии, что вы помните об его уникальных свойствах. Используя методы, аналогичные тем, что используются для нержавеющей стали и сплавов на основе никеля, вы можете изготовить титан практически любой формы.
Перед началом сварки убедитесь, что вы очистили поверхность подходящим химическим очистителем, не содержащим хлора и не воспламеняющимся. В достаточной степени удалите оксидный слой и очистите заготовку от всех загрязнений перед началом сварки.
В достаточной степени удалите оксидный слой и очистите заготовку от всех загрязнений перед началом сварки.
Если вы можете обеспечить надлежащее покрытие основного материала со всех сторон, вы можете гарантировать пластичный и прочный сварной шов.
Можно ли сваривать титан MIG?
Да! Вы можете сваривать титан методом MIG, хотя большинство сварщиков предпочитают сварку TIG. При использовании титана вы рискуете прожечь пластину, поэтому сварка MIG подходит только для сварки пластин толщиной более 3 мм.
Можно ли сваривать нержавеющую сталь с титаном?
Можно сваривать титан и нержавеющую сталь. Если вы используете аргон с чистотой 99,999 % при сварке TIG или MIG, вы можете создать прочный и надежный шов.
Можно ли приваривать титан к алюминию?
Сварка алюминия и титана требует большого количества тепла. Для этого процесса необходимо использовать алюминиевую присадочную проволоку. Соединение двух металлов возможно, если температура на титановой стороне листа остается ниже 2000 градусов Цельсия. Материал расплавится в месте пересечения и создаст прочный шов.
Материал расплавится в месте пересечения и создаст прочный шов.
Тем не менее, мы предлагаем вам постараться поддерживать температуру титана ближе к температуре его плавления, которая составляет 1670 градусов по Цельсию. Поддерживая его при температуре 1750 градусов Цельсия, вы получите идеальный сварной шов титана с алюминием, одновременно устраняя риск прожога. Если вы помните об уникальных свойствах титана и обеспечиваете правильное покрытие при сварке титана, вы должны получить прочные и аккуратные сварные швы.
Факты о сварке титана
Многие инженеры и изготовители считают, что титан является загадочным и трудным для сварки металлом, что способствует его эксклюзивности и относит его к высшим требованиям к производительности аэрокосмического рынка, стремлениям игроков в гольф на длинные дистанции и необходимости — для скорости велосипедный мир.
Опытные сварщики скажут вам, что это неправда. Фактически, методы сварки титана очень похожи на те, которые используются для сварки никелевых сплавов и нержавеющих сталей. Титан также легче сваривается, чем многие металлургически более сложные металлы и сплавы.
Фактически, методы сварки титана очень похожи на те, которые используются для сварки никелевых сплавов и нержавеющих сталей. Титан также легче сваривается, чем многие металлургически более сложные металлы и сплавы.
Происхождение устрашающей репутации титана, вероятно, кроется в особенностях сварки титана: более высокая температура плавления, чем у других металлов и сплавов, меры предосторожности во избежание загрязнения во время сварки и слои защиты для предотвращения окисления.
Несмотря на меры предосторожности, которые необходимо соблюдать, все большее число производителей сваривают титан более регулярно и экономично, получая прочные, пластичные сварные швы со скоростью, сравнимой со многими другими высокопроизводительными материалами.
По общему мнению, производственное сообщество находит привлекательными свойства титана; это явно металл на подъеме. За последние 18 месяцев тоннажные продажи и использование титана значительно выросли, и даже самые консервативные прогнозы указывают на то, что в ближайшие годы они продолжат расти. Мировой спрос высок, и ожидается, что общий рыночный спрос почти удвоится за 10 лет.
лет (см. Рисунок 1 ), с 34-процентным увеличением с 2006 по 2010 год, по данным Верхнесалдинского металлургического производственного объединения, российского поставщика титана.
Мировой спрос высок, и ожидается, что общий рыночный спрос почти удвоится за 10 лет.
лет (см. Рисунок 1 ), с 34-процентным увеличением с 2006 по 2010 год, по данным Верхнесалдинского металлургического производственного объединения, российского поставщика титана.
Strong Material Choice
Высокая прочность и коррозионная стойкость титана и титановых сплавов делают их все более предпочтительными металлами за пределами традиционных отраслей промышленности. Армия представляет собой значительный и растущий рынок систем вооружения на основе титана, которые защищают солдат США от множества угроз в глобальной войне с терроризмом.
Несколько компонентов 155-мм легкой гаубицы M777 армии США (см. , рис. 2 ) и ряд комплектов защиты наводчика (см. Рисунок 3 ) являются примерами компонентов систем вооружения, изготовленных из титана. Титан играет решающую роль в обеспечении дополнительной защиты различных легких тактических транспортных средств в полевых условиях.
Министерство обороны США профинансировало множество достижений для снижения непомерно высокой стоимости титана за счет улучшения обработки и изготовления материалов, включая альтернативы традиционным способам производства деталей из титана, новые сплавы, методы обработки одним расплавом и автоматизированную сварку. методы, которые повышают производительность сварки за долю стоимости.
Тем не менее, несмотря на все достижения, многие по-прежнему настороженно относятся к сварке титана.
Ресурс для усиления защиты титана
Новый ресурсный инструмент избавляет от догадок и опасений при сварке титана: Американское общество сварщиков (AWS) D1.9/D1.9M Structural Welding Code — Titanium. Выпущенный в июле 2007 г. код выходит за рамки ограничений предыдущих документов, предоставляя информацию, необходимую для проектирования изделия из конструкционного титана от начала до конца — от проектирования до производства и инспекция — в виде структурного справочника.
Рисунок 1
Ожидается, что в ближайшие годы спрос на титан резко возрастет. Источник: RTI International Metals.
Источник: RTI International Metals.
Нормы для титана были разработаны с использованием того же процесса AWS, что и широко принятые нормы AWS D1.1 по сварке конструкций — сталь, и включают правила проектирования, квалификации, изготовления и проверки. Это дает конструкторам, инженерам по материалам и технологам возможность использовать титан с большей уверенностью. Его также можно использовать в качестве контрольного списка для агентов по закупкам, чтобы помочь поддерживать производственные затраты.
По словам Джона Гейлера, директора по национальным стандартам в AWS, код был инициирован простым запросом к AWS.
«Первоначальные члены комитета и нынешние сопредседатели представляли потребности военного рынка в титане. Однако они признали возможность более широкой поддержки контролируемого структурного изготовления титана на нескольких рынках с определенным набором процессов и спецификаций. для того, чтобы он был сварен с уверенностью», — сказал Гейлер. «И поэтому они распространили приглашение через
нескольких отраслях, чтобы помочь создать общепризнанный код».
В состав полностью добровольного комитета вошли представители военных, международных производственных предприятий, производителей титана, Японского титанового общества, конечных пользователей и научно-исследовательского сообщества, а также ряд технических консультантов. Основная цель состояла в том, чтобы предоставить новый инструмент для отраслевого набора инструментов, предоставив код ссылки. Публикация Кодекса также рассматривалась как эффективный способ повысить репутацию титана как жизнеспособного, пригодного для использования и свариваемого материала.
Изготовители, которые в настоящее время занимаются сваркой титана, должны обратиться к разделам сварки и изготовления и соответствующим комментариям, чтобы определить пригодность их текущих методов изготовления. Кодекс определяет минимальные требования к качеству сварки и контроля титана в конструкционных применениях.
Группы контроля качества и специалисты по неразрушающему контролю, которые привыкли работать со сталью и цветными материалами, могут использовать код, чтобы полностью понять уникальные металлургические характеристики титана и последствия ненадлежащих методов производства и контроля.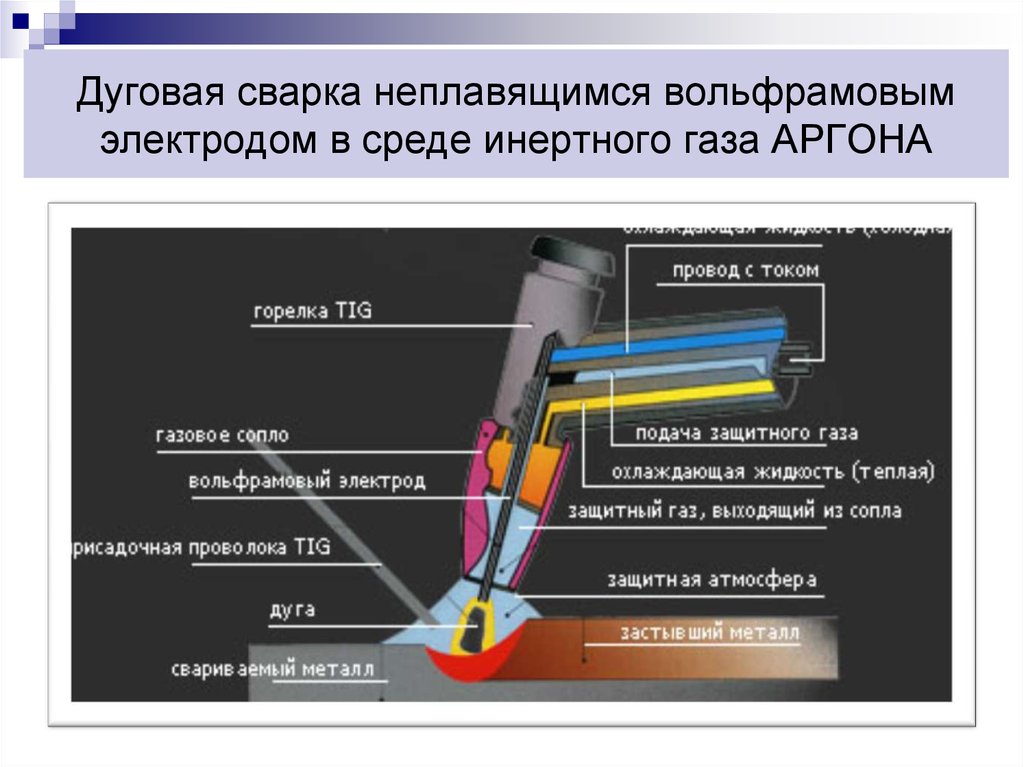 В своде правил содержатся полезные концепции, которые можно использовать для проверки качества производимого сварного шва и обеспечения непрерывности процесса.
улучшение среды.
В своде правил содержатся полезные концепции, которые можно использовать для проверки качества производимого сварного шва и обеспечения непрерывности процесса.
улучшение среды.
Для инженеров, стремящихся построить структурные компоненты, правила расчета усталостной прочности и требования к контролю могут не только гарантировать, что продукт будет структурно прочным, но и помочь им следовать надлежащим процедурам проектирования, чтобы снизить общую стоимость проекта.
«Приложение» к кодексу написано специально для тех, кто разрабатывает и производит компоненты или системы вооружения для военных. «Сварка конструкций из титановой брони» посвящена уникальным требованиям к конструкции, квалификации и испытаниям брони и включает конструкцию плиты для баллистических испытаний и метод испытаний с критериями приемки и отбраковки.
Код содержит информацию об испытаниях нескольких марок титана, в том числе коммерчески чистых марок 1 и 2, Ti-6Al-4V марки 5 и Ti-3Al-2,5V марки 9. Он также предоставляет методологию, которую можно адаптировать для изготовления других популярных конструкционных титановых сплавов в соответствии с этим кодом. Кроме того, в нормах указаны критерии проектирования и допустимые напряжения для различных типов сварных соединений.
соединений и применим для различных сварочных процессов, включая газовую дуговую сварку металлическим электродом, газовую вольфрамовую дуговую сварку, плазменную дуговую сварку, электронно-лучевую сварку и лазерную сварку.
Он также предоставляет методологию, которую можно адаптировать для изготовления других популярных конструкционных титановых сплавов в соответствии с этим кодом. Кроме того, в нормах указаны критерии проектирования и допустимые напряжения для различных типов сварных соединений.
соединений и применим для различных сварочных процессов, включая газовую дуговую сварку металлическим электродом, газовую вольфрамовую дуговую сварку, плазменную дуговую сварку, электронно-лучевую сварку и лазерную сварку.
Возможно, одной из наиболее важных областей кода для тех, кто проектирует конструкции со сложной геометрией, являются данные испытаний на усталостную прочность, показанные на рис. усталостная жизнь.
Рисунок 2 Солдаты стреляют из легкой гаубицы M777, детали которой изготовлены из титана.
Текущие данные по усталости показывают, что профиль носка сварного шва и направление напряжения по сравнению с соединением имеют большее значение, чем сорт или прочность титана. Эти данные могут повысить уверенность инженера-конструктора в использовании титана как в коммерческих, так и в военных целях. Так было и с 155-мм легкой гаубицей М777; используя данные об усталости
инженеры-конструкторы предложили альтернативные производственные стратегии.
Эти данные могут повысить уверенность инженера-конструктора в использовании титана как в коммерческих, так и в военных целях. Так было и с 155-мм легкой гаубицей М777; используя данные об усталости
инженеры-конструкторы предложили альтернативные производственные стратегии.
Помимо предоставления формального метода разработки и утверждения процедур сварки титана, основная цель Кодекса сварки конструкций AWS D1.9/D1.9M — Титан — повысить репутацию титана как пригодного для использования металла.
Веский аргумент в пользу титана
Многие инженеры-конструкторы не хотят предлагать дорогие материалы, такие как титан. Кроме того, они не понимают реальной стоимости рабочей силы и методов производства, которые могут превзойти затраты на материалы, что приводит к тому, что они уделяют пристальное внимание цене за фунт необработанного титана. Хотя титан и его сплавы являются дорогим сырьем, преимущества их использования со временем возрастают.
стоимость на протяжении всего срока службы — и может перевешивать стоимость сырья.
Чтобы достичь потенциальной экономии затрат в течение всего срока службы, инженеры-проектировщики должны знать детали, содержащиеся в коде. Работая с квалифицированными инженерами-сварщиками, проектировщики могут наилучшим образом интегрировать разделы проектирования кода со спецификой разделов сварочного производства и контроля.
Хотя инженеры-конструкторы знают, что сварка должна быть выполнена, некоторые из них могут не до конца осознавать значение типа сварки или метода контроля.
Например, на чертежах легко написать «Рентгенограмма, проникающая жидкость, визуальный осмотр» и т. д., но если рекомендуемый метод контроля не подходит для конкретного сварного шва, письменные указания могут привести к низкому качеству, потере времени, и повышенные расходы. Понимание методов контроля сварных швов титана, подробно описанных в коде, может помочь инженерам более эффективно проектировать свои конструкции. рентабельно.
Кодекс также предлагает инженерам-сварщикам методы исследования сварных швов титана, такие как проверка цвета наплавленного металла. Цвет не является проблемой для стали, но цвет титана может указывать на проблемы с техникой сварки. Поскольку разные процессы сварки реагируют по-разному и создают разные уровни цвета на титане, рекомендации, используемые в контексте
с процессом сварки может помочь сварщикам быстро распознать и легко определить проблемы со сваркой.
Цвет не является проблемой для стали, но цвет титана может указывать на проблемы с техникой сварки. Поскольку разные процессы сварки реагируют по-разному и создают разные уровни цвета на титане, рекомендации, используемые в контексте
с процессом сварки может помочь сварщикам быстро распознать и легко определить проблемы со сваркой.
Подробные, но четкие положения Кодекса сварки конструкций AWS D1.9/D1.9M — Титан развеивают миф о сложности работы с титаном. Руководство представляет собой универсальное средство для надлежащего проектирования, сварки и проверки сварных титановых компонентов.
Комитет по сварке титана AWS приглашает новых членов принять участие в процессе обновления кода дополнительными тестовыми данными и внести в документ новые идеи и разработки.
Заинтересованные стороны могут связаться с AWS, чтобы узнать, как принять участие. Перейдите на http://www.awspubs.com для поиска, предварительного просмотра и приобретения кода.
Стивен Луковски — руководитель группы по производству прототипов, здание 3150, Picatinny Arsenal, NJ 07806, 973-724-3100, stephen.