Инверторная аргонная сварка — что это такое?
Проблема быстрого соединения металлических заготовок перестала существовать после изобретения сварки дугой короткого замыкания, прогресс на этом не остановился, и была изобретена сварка под аргоном. Лёгкие и мощные инверторы позволяют избежать воздействия кислорода на шов, этого можно достичь применением инертного газа в процессе сварки. Таким способом варятся металлы и сплавы, в том числе и быстро окисляемые, которые иным способом не удаётся соединить. Мы расскажем об этом процессе, выясним, что для него нужно и обсудим технологию аргонно дуговой сварки с применением инверторных аппаратов.
Виды сварки металлов и сплавов
Самыми востребованными, по многим отзывам, являются инверторные сварочные аппараты, которые мало весят, обладают достаточной мощностью и такими возможностями, как сварка в среде аргона. Они недорого стоят и с покупкой горелки и баллона приобретают очень широкие возможности, позволяя сваривать сплавы алюминия, титан, нержавеющую и легированную сталь. Есть много разновидностей сварочной проволоки и прута, которые придают шву прочность и высокое качество соединения даже разнородных металлов. Единственным препятствием является агрессивное воздействие окисляющего, атмосферного кислорода, которое и устраняет среда инертного газа.
Простое обучение позволяет быстро приобрести необходимые навыки, а стоимость оборудования быстро окупится потому, что стоимость такой работы при заказах в сторонних мастерских чрезвычайно высока. Для того чтобы понять как правильно варить аргоном, нужно знать методы работы и аппаратуру, позволяющую выполнять подобные операции. В этих целях используются следующие методики:
- инверторная сварка в защитной среде способом TIG с использованием тугоплавкого вольфрамового электрода и ручной подачей проволоки в зону сварки;
- полуавтоматическая сварка методом MIG с подачей плавящейся проволоки в сварочную ванночку с регулируемой скоростью.
Наименее затратным является аргонно-дуговая сварка методом TIG, поскольку инверторы MMA+TIG более доступны по цене, но обычно в комплектацию не входит горелка и шланг подачи газа. Также придётся приобретать вольфрамовые электроды и присадочную проволоку, которая подаётся вручную в зону сварки. Высокая универсальность метода позволяет сваривать алюминиевые сплавы, нержавеющую сталь, чугун и листовой металл, что необходимо при ремонте кузовов автомашин.
Более дорогая аппаратура метода MIG/MAG даёт возможность подавать автоматически сварочную проволоку различной толщины с регулируемой скоростью в зону плавления. Эта проволока и является электродом, и её подбирают наиболее близкой по составу к свариваемым деталям. Подача осуществляется со специального встроенного барабана через еврорукав на горелку, которая оснащена насадками различного внутреннего диаметра для прохода проволоки. С этим оборудованием возможна как сварка аргоном, так и активным газовым составом.
Важно отметить, что работу с использованием инертных газов необходимо производить в помещениях, где нет сквозняков, чтобы избежать перерасхода газа и ухудшения качества шва.
Оборудования для аргонной сварки
Соединение металлов и сплавов стало основной инженерной задачей для конструкторов аппаратуры в течение длительного времени. Первые опыты, естественно, связаны с оборонной промышленностью, но прогресс в этой области, подсказал гражданское использование аргона для сварки в обычных житейских целях. У потребителя возникает проблема сварки разнородных, и быстро окисляющихся деталей на открытом воздухе и здесь аргонная сварка является выходом из сложного положения. Необходимо отметить, что для этого вида работ нужно определённое, не очень дорогое оборудование, которое обеспечивает надлежащее качество сварочного шва, а именно:
- газовый баллон, с двумя редукторами и манометрами для обеспечения подачи инертного газа или смеси в зону сварочной ванночки;
- соединительный шланг, для подачи смеси в зону расплава металлов или сплавов с герметичным соединением;
- горелки, разного назначения при методе TIG или MIG, но обеспечивающие подачу инертного газа в зону плавления металла или сплава.
- евроразъём различного назначения;
- вольфрамовые электроды (TIG) или сварочная проволока (MIG) для обеспечения бесперебойного процесса;
- встроенный в инвертор сварочный осциллятор для высокочастотного возбуждения дуги короткого замыкания.
Газовый баллон служит для подачи газов через редукторы, которые обеспечивают подачу смеси в нужных пропорциях в зону плавления сварочной ванночки. Для обеспечения этого процесса используется один или два баллона с газом и манометрами. Газы смешиваются для стали и сплавов алюминия в составе 99,98% аргона, 0,01% азота и 0,002% кислорода. Также часто используется гелий, который обеспечивает высокую температуру плавления материалов, и глубокое проваривание шва.
Соединительный шланг в методе TIG используется как способ подачи инертного газа к месту сваривания металлов. В методе MIG используют еврорукав, который, кроме подачи инертного газа, служит каналом для движения сварочной проволоки в зону расплава. Горелки обладают разными конструктивными особенностями, и если в методе TIG, это керамический держатель вольфрамового тугоплавкого электрода с соплом подачи инертного газа, то метод MIG служит ещё и для подачи сварочной проволоки в зону плавления.
Важно, что вольфрамовые электроды нуждаются в очистке потому, что загрязнения значительно ухудшают качество сварки металлов и сплавов.
Цель сварки аргоном и свариваемые материалы
Понять что такое аргоновая сварка можно на примере соединения алюминия и бронзовых заготовок, которые не свариваются обычной электродной дуговой сваркой ни при каких обстоятельствах. Целью сварочной технологии такого уровня является изолировать сварочную ванночку от воздействия кислорода, образующего оксидную плёнку, и соединить, например, нержавеющую сталь в единое целое. Прошедшие обучение опытные сварщики знают, как варить аргоном сложные сплавы, чугун и титан. Мы расскажем о возможностях аргонодуговой сварки на примере соединения разнообразных металлов и их сплавов, а также листового проката, а именно:
- под аргоном можно варить чугун, конструкционные стали и листовой металл;
- нержавеющие металлы, в том числе пищевого и медицинского назначения;
- алюминиевые сплавы с соответствующей проволокой и присадками;
- титан, медь, а также оцинкованную сталь, бронзу и иные сплавы.
Инвертор создаёт импульсный высокочастотный ток, который вместе с инертным газом позволяет разрушать окисный слой и делает возможным получать тонкий и прочный сварочный шов. Этим способом удаётся соединить разнородные металлы, осуществлять кузовной ремонт автомобилей, сваривать тонкие оцинкованные листы, а для экономии дорогой аргон можно сочетать с углекислым газом. Для работы с чистыми металлами и магниевыми сплавами используется также инертный гелий, а азот предпочтителен для медных сплавов. Все эти защитные газы выпускаются в разной степени чистоты до 99,9% высшей категории, до 99,5% первой категории и до 99% технической категории.

Технология сварки аргоном и последовательность операций
Рассмотрим технологию сварки методом TIG с использованием инверторного сварочного аппарата. Изделия такого рода обычно выпускаются в компоновке ММА+TIG и имеют соответствующие разъёмы для подключения газовых шлангов, а горелка подключается через разъём с использованием еврорукава. Последовательность сварки заключается в выполнении следующих действий:
- на баллоне открывается вентиль и устанавливается расход аргона от 6 до 8 литров в минуту в зависимости от толщины металла и тока сварки;
- если применяется смесь, то она используется в соотношении 80% аргона и 20% углекислого газа;
- в горелке крепится тугоплавкий вольфрамовый электрод, выступающий на 3−5 мм от среза сопла;
- подбирается соответствующая свариваемым деталям проволока, и фиксируются заготовки;
- включается инвертор и кнопкой горелки запускается сварочный процесс, при этом импульс с осциллятора поступает с задержкой на 1−2 секунды;
- добиваются возникновения сварочной ванночки, в которую вручную подаётся сварочная проволока.
Сварка аргоном требует навыка, приобретаемого путём обучения на курсах или самостоятельно. Если возникают трудности и вопросы, то лучше обратиться за консультацией к специалистам, либо подобрать подходящий режим работы экспериментальным путём.
При аргоновой сварке методом MIG необходимо применение сварочной проволоки размещённой на барабане с регулируемой скоростью подачи через еврорукав в зону действия дуги. Диаметр проволоки (от 1 до 4 мм) подбирается индивидуально в зависимости от толщины свариваемых деталей, на горелке имеются сменные насадки под различный размер. Аргон подаётся немного раньше, чтобы избежать окисления заготовок в сварочной ванночке и облегчить розжиг дуги короткого замыкания. Расход проволоки, являющейся электродом, зависит от скорости сварки аргоном и подбирается индивидуально.
Необходимо помнить об использовании сварочной маски типа Хамелеон, спецодежды и рукавиц, а также соблюдать правила техники безопасности.
Заключение
Возможности современной техники делают процесс сварки в среде аргона более чем доступным методом работ. Обучиться этому процессу несложно, а выгода окажется очень ощутимой потому, что затраты на расходные материалы не очень велики. Мы надеемся, что смогли быть вам полезными, рассказав об аргоновой сварке двумя самыми популярными методами.
Сварка аргоном — видео, как производится аргонная сварка
Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые допускают новички в начале своей деятельности.
Необходимость данного вида сварки вызвана тем, что при расплавлении цветные металлы вступают в реакцию с кислородом, образуя, при этом, оксиды, которые отрицательно влияют на качество шва и крепость конструкций. «Тяжёлый» аргон вытесняет воздух и исключает образование окислов. В то же время образуется плазма, которая расплавляет металлы и способствует их соединению.
Преимущества аргонодуговой сварки
Технология сварки аргоном имеет значительные преимущества перед другими методами. К ним относятся:
- Сохранение изначальной формы заготовок в результате незначительного нагрева основного металла.
- Высокая скорость проводимых работ благодаря большой тепловой мощности.
- Простая технология сварки аргоном, позволяющая освоить её за короткое время даже новичкам.
- Сваривание деталей из металлов, не поддающихся другим видам сварки.
- Формирование очень аккуратного шва. Здесь также имеет значение знания, которые можно получить, просмотрев «Сварка аргоном. Видео», и, конечно, опыт.

Недостатки аргонодуговой сварки
Несмотря на перечисленные выше достоинства, у данного вида соединения имеются свои минусы, к которым относятся:
- Работа на сквозняках или при сильном ветре невозможна, так как часть аргона теряется, и качество работы снижается.
- Использование сложного и дорогого оборудования для проведения сварочных работ.
- Использование дополнительного охлаждения.
Аппарат для сварки аргоном требует наличия специальных вольфрамовых электродов, которые не плавятся в процессе использования.

Правила сварки
Курсы аргонной сварки своими руками предлагают несколько правил, соблюдая которые можно не только быстро освоить технологию процесса, но и сделать его высококачественным.
- Перед проведением работ необходимо освободить обрабатываемую поверхность от механических загрязнений, а затем обезжирить её химическими препаратами.
- Подачу аргона следует начинать за 20 секунд до начала сварки.
- Длина дуги должна быть минимальной. Это достигается сокращением расстояния между поверхностью металла и электродом. Увеличение длины дуги приводит к тому, что ширина шва становится больше, а глубина проплавления уменьшается, что в совокупности влияет на качество шва.
- Сварка аргоном меди и других цветных металлов производится прямолинейным движением электрода вдоль шва.
- Подача проволоки должна осуществляться плавно, чтобы предотвратить интенсивное разбрызгивание металла.
- Вольфрамовый электрод и присадочная проволока должны постоянно находиться под действием аргонной защиты. Это предотвратит связывание ионов металла с активными молекулами кислорода и азота, способных снизить качество шва.
- Присадочную проволоку необходимо располагать так, чтобы она находилась впереди горелки под углом к поверхности, при этом, не допуская поперечных колебаний.
- Аргонная сварка (видео) научит правильно оценивать качество шва по форме ванны. Если она растянута в сторону движения сварки, то это говорит о качественной и глубокой проплавленности. А вот круглая и овальная форма свидетельствуют об обратном.
- Нельзя прекращать процесс сварки, резко обрывая дугу, так как это приводит к отсутствию защиты шва. Курсы аргонной сварки учат прекращать подачу аргона только через десять секунд после завершения работы.

Порядок работ при аргонной сварке
Сварка аргоном видео знакомит начинающих сварщиков с последовательностью проведения работ. Начинать следует с подвода одной фазы сварочного тока и аргона к газовой горелке, а другой фазы — к изделию. Предварительно надо заточить вольфрамовый электрод конусообразно на длину 2–3 диаметров электрода.
Аргонная сварка (видео) учит правильно разжигать дугу на специальной угольной пластине. При проведении данных работ на металлической поверхности происходит оплавление и загрязнение электрода. Для образования дуги можно применить осциллятор, служащий дополнительным источником питания. В некоторых случаях используют встроенный прибор, у которого холостой ход имеет повышенное напряжение.

Проволоку для присадки подают в область горения дуги, которая направлена на металл. При этом расстояние между ними должно быть очень маленьким.
«Сварка аргоном. Видео» подробно знакомит всех желающих с данным процессом, а также демонстрирует необходимое оборудование, применяемое для этих целей.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
пошаговая инструкция. Технология и особенности сварки алюминия аргоном
В постоянно меняющихся условиях производства неизменно растет потребление изделий из металла. Нет ни одной сфер деятельности человека, где можно было бы обойтись без такой продукции. Одним из самых востребованных, наряду со сталью и чугуном, выступает алюминий. Очень быстро из драгоценного, редчайшего металла он превратился в бытовой. Чтобы понять технологию ремонта или создание новых изделий из этого материала, следует подробно рассмотреть, как происходит сварка алюминия аргоном для начинающих. Пошаговая инструкция поможет производить подобные процессы даже в домашних условиях.
Свойства алюминия
Перед тем как приступать к сварке алюминия аргоном, пошаговая инструкция для начинающих которой будет рассмотрена далее, следует ознакомиться со свойствами этого материала.

Алюминий без примесей проводит ток в 4 раза лучше, чем сталь. Тепло этот материал проводит с показателем 2,2 Вт/(см∙К). У стали, например, он составляет 0,6 Вт/(см∙К). Это должно учитываться мастером, когда проводится сварка алюминия аргоном. Для начинающих пошаговая инструкция должна выполняться вплоть до мельчайших подробностей.
Часто применяемыми сплавами являются AlMg5, AlMg4, 5Mn. Их теплопроводность также выше, чем у стали и равна около 1,3 Вт/(см∙К).
Технология сварки алюминия аргоном из-за этих особенностей не допускает увеличение скорости проведения процесса. В противном случае уменьшится глубина провара. Быстрая кристаллизация сварочной ванны приводит к неполному газовыделению. Такая особенность сварки аргоном алюминия может стать причиной образования пор в шве. Поэтому требуется большая сила тока, чем для стали.
Способы сварки аргоном алюминия
Сварка аргоном алюминия, технология которой разрабатывалась с использованием разных материалов, бывает нескольких типов. Самыми распространенными из них являются:
- сварка с использованием вольфрамового электрода, которая происходит в инертной газовой среде;
- сварка с автоматизированным расходом проволоки для обработки алюминия аргоном;
- сварка без защитных газов при помощи плавящихся электродов.


Важным условием проведения процесса является пробитие окисной пленки, которая образуется на поверхности заготовки. Для этого сварку алюминия аргоном проводят при использовании переменного или постоянного обратного тока. Процесс нельзя выполнять на постоянном прямом токе. Окисная пленка при этом не поддастся разрушению, не произойдет катодное распыление.
Сварку также можно разделить по скорости ее выполнения на MIG и TIG (AC). В первом случае процесс выполняется в 3 раза быстрее, но качество шва гораздо выше при втором типе проведения работы.
Материалы
Сегодня применяется большое количество сплавов алюминия. У каждого есть свои физико-химические особенности. Присадочная проволока для сварки алюминия аргоном должна использоваться своевременно. Если упаковка уже открыта, хранить такие изделия долго нельзя. Окислившись, поверхность присадочной проволоки будет непригодной для сварки алюминия аргоном.

Перед проведением процесса поверхность очищается от посторонних загрязнений. Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Но лучше этот газ использовать в смеси с гелием. Это позволяет достигнуть большей температуры сварочной ванны. Это особенно важно для толстостенных заготовок. В некоторых случаях сварка алюминия производится полуавтоматом без использования аргона, а только гелия.
Также использование смеси газов позволяет получить менее пористый шов.
Оборудование для процесса сварки
Сварка аргоном алюминия, технология которой будет рассмотрена далее, предполагает применение определенного оборудования. Для проведения процесса потребуется инвертор TIG AC, который будет служить источником переменного тока. Потребуется предусмотреть систему заземления в обязательном порядке. Также перед началом работы подготавливаются вольфрамовые электроды, присадочная проволока для совершения сварки алюминия аргоном.

В процессе участвует горелка TIG и охладительный блок для нее, сопла, цанги с держателями и баллон с газом. Шланг для него должен быть надежным. Баллон должен быть оснащен редуктором понижения давления газа.
Далее следует предусмотреть индивидуальную систему защиты. Это сварочный щиток и маска с затемненным стеклом, качественные краги. Профессионалы любят использовать педаль управления током. Для новичка это не особо важный элемент, ведь обращать внимание придется на другие вещи.
Преимущества сварки аргоном
Сварка алюминия аргоном переменным током имеет ряд особенностей. Они выгодно отличают этот процесс от других его разновидностей при условии правильного использования системы.
Аргон при сварке будет препятствовать окислению алюминия. Этот газ вытесняет кислород. Такой подход универсален. Практически все сплавы алюминия могут свариваться этим методом.

При этом будет наблюдаться стабильность дуги. Швы, полученные при использовании припоя из проволоки для сварки алюминия аргоном, получаются прочными при использовании качественного аппарата. Поэтому в условиях производства инверторы применяются только наивысшего качества.
В домашних условиях также следует применять только высококлассное оборудование. Это будет гарантировать прочность и долговечность готового изделия.
Тип тока
Присадочная проволока для сварки алюминия аргоном под воздействием электрической дуги расплавляется и создает шов. При этом специалисты рекомендуют использовать переменный ток. Это связано с технологией проведения процесса.
Сварка алюминия аргоном постоянным током полярности обратного типа позволит очистить оксидную пленку катодным способом, но при этом будет значительно увеличена температура сварки. Из-за этого даже прочные вольфрамовые электроды начнут разрушаться.
Постоянный ток прямой полярности просто не в состоянии разбить оксидную пленку, хоть дуга у него более стабильна. Поэтому только переключение полярности способно дать качественный результат работы.
Подготовительный этап работы
Припой для сварки алюминия аргоном ляжет равномернее, а шов получится прочнее, если поверхность материала хорошо подготовить перед началом работы.
Сначала алюминий потребуется обезжирить. Для этого применяется растворитель, например, ацетон или бензин. Затем механическим или химическим способом поверхность очищается от оксида алюминия. После материал должен просохнуть, если были использованы специальные средства.
Механически оксидную пленку можно очистить при помощи щетки с металлическими волокнами или наждачной бумаги. Этот способ применим в домашних условиях. На производстве же всегда отдается предпочтение химическим средствам очистки. Алюминиевая поверхность поддается травлению в растворе щелочи, промывается горячей и холодной водой, осветляется и окончательно просушивается.
Правила процесса
Сварка алюминия аргоном для начинающих, пошаговая инструкция которой позволит выполнить работу в домашних условиях, применяет электроды из тугоплавкого вольфрама.
В них очень часто находятся дополнительные примеси, позволяющие повысить прочность и качество итогового результата.
Главное правило, которого следует придерживаться в работе, заключается в расположении проволоки. Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Саму сварку допускается производить в разных положениях в пространстве.
 Однако самое лучшее качество обеспечивается при горизонтальном проведении процесса. Для сварки на потолке или на стенах применяют смесь аргона с гелием.
Однако самое лучшее качество обеспечивается при горизонтальном проведении процесса. Для сварки на потолке или на стенах применяют смесь аргона с гелием.Чтобы управлять процессом и иметь возможность выполнять работу повышенной сложности, на аппарате регулируется частота переменного тока и баланс.
Рекомендации специалистов
Специалисты отмечают особенности сварки алюминия аргоном, которые должны учитывать начинающие мастера.
Электрод располагается максимально близко к свариваемой поверхности. Это будет способствовать образованию минимальной дуги. Проволоку следует подавать плавно, иначе резкие рывки приведут к разбрызгиванию материала.
Стабильность дуги обеспечивает вертикальное положение электрода. Скорость сварки должна быть большой. От этого показателя будет зависеть качество конечного результата. Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Инструкция проведения процесса
Аппарат для сварки алюминия аргоном первоначально подает на заготовку «массу». В левую руку мастер должен взять проволоку, а в правую – горелку. При нажатии кнопки на оборудовании включится ток и начнет подаваться газ. Между поверхностью заготовки и электродом возникнет дуга. Она будет плавить присадочную алюминиевую проволоку и край детали. При этом на поверхности начнет появляться сварочный шов.
Для опытного мастера этот процесс не составит большого труда. Для новичка важно будет немного потренироваться.
 Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата.
Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата.Придерживаясь представленной инструкции, а также произведя несколько тренировочных нанесений припоя на пробную заготовку, даже начинающий сварщик сможет выполнить работу довольно качественно.
Расход материала
Расход аргона при сварке алюминия зависит от толщины присадочной проволоки, и возрастает соответственно ее диаметру. Расход газа задается при помощи поплавкового регулятора давления.
Если диаметр проволоки равен 1 мм, то аргона потребуется 12-14 л/мин. При увеличении сечения припоя до 1,2 мм, расход составит 14-16 л/мин. Для алюминиевой проволоки диаметром 1,6 мм инертного газа потребуется 18-22 л/мин.
После окончания процесса сварки аргон должен еще какое-то время поступать на поверхность заготовки. Это позволит защитить шов и охладить направляющие электрода.
Для проведения некоторых типов работ требуется применять более высокую температуру сварочной ванны. В таких случаях происходит сварка алюминия полуавтоматом без аргона. Для этого процесса применяется гелий. Этот газ обладает большей теплопроводностью, что является преимуществом при обработке толстостенных заготовок.
Без аргона происходит более полное газовыделение, а шов получается практически без пор. Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже.
Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками.
Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
fb.ru
Технология сварки нержавейки аргоном:расход аргона при сварке
Нержавеющая сталь относится к высоколегированным материалам, которые трудно поддаются сварке. Это получается за счет того, что металл в расплавленном состоянии ведет себя совершенно не так, как другие разновидности. Сварочная ванна получается очень жидкой, так что это заметно усложняет процесс получения нормального валика. Он выходит заметно деформированным, так как металл быстро растекается по поверхности и не может нормально схватить оба края детали. Это же создает негативные условия при образовании дефектов, количество которых увеличивается. Чтобы уменьшить негативные явления, следует использовать дополнительную защиту.

Сварка нержавейки аргоном
Аргонно-дуговая сварка нержавейки дает достаточно высокое качество за счет того, что защитным элементом во время процесса выступает инертный газ аргон. Он помогает прогревать материал, чтобы уменьшить деформации, а также защищает ванну от попадания мусора и воздействия кислорода из атмосферы. Он становится своеобразным изолятором. Себестоимость данного процесса несколько выше, чем у остальных, но он является наиболее качественным и в производственной сфере незаменимым. Такой метод пригоден не только для сварки нержавейки с нержавейкой, но и с другими материалами. Все это проводится согласно ГОСТ 10157-79.
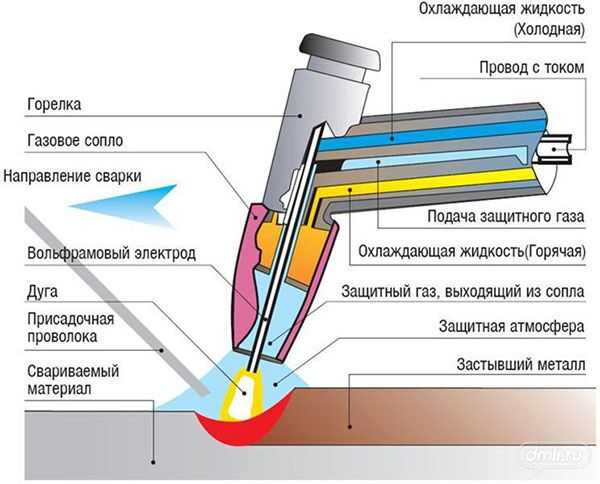
Схема аргонно-дуговой сварки
При работе нужно использовать особые режимы. Если сравнивать со стандартными металлами, то при одной и той же толщине силу тока и другие параметры понижают, примерно, на 20%. В любом случае, здесь требуется опыт работы с нержавейкой, поэтому, нужен опытный мастер, чтобы добиться качественного результата, а не только использовать правильную постановка параметров.
Что нужно учитывать при сварке нержавейки аргоном
Когда производится сваривание при помощи аргона, то следует в первую очередь учитывать свойства металла. Ведь газ хоть и предоставляет достаточную защиту от вмешательства посторонних факторов, формирует сварочный шов мастер и от его умения зависит итоговый результат. Также стоит обратить внимание, что подогрев металла, который следует делать перед сваркой, можно осуществлять все тем же аргоном. Это увеличивает его расход, но упрощает само проведение процесса. Аргоновая сварка нержавейки защищает от возможной вероятности брака из-за шлака.
Стоит учитывать, что прогревание должно быть равномерным, чтобы исключить тепловые деформации. Свойства нержавеющей стали делают процесс сваривания очень чувствительным ко всем факторам, поэтому, следует четко придерживаться заданной технологии. При использовании аргона можно применять стандартную сварочную проволоку из нержавейки. Лучше всего, когда она будет максимально совпадать по составу с тем материалом, с которым предстоит сваривание. В данном процессе не лишними будут флюсы и прочие дополнительные вещества.

Использование флюса для сварки нержавейки аргоном
Подготовка нержавейки
Аргоновая сварка нержавейки начинается с подготовительных этапов. Даже если заготовки представлены в новом виде, то их следует зачистить. Зачистка проводится при помощи металлической щетки, наждачной бумаги или комбинирования этих двух инструментов. Достаточно довести до блеска поверхность, где будет проходить шов. После этого нужно ликвидировать налеты и пленки, а также обезжирить все. Для таких процедур подойдет растворитель или ацетон. После проведения этих действий, следует выложить флюс на место будущего шва. На последнем этапе подготовки металл начинают подогревать газовой горелкой. Это требуется для того, чтобы в нержавейке не было напряжений из-за резкого перепада температур. При работе с тонкими листами это защищает от деформации. Как только все дойдет до изменения цвета металла, то можно приступать к сварке.

Зачистка нержавейки
Режимы аргоно-дуговой сварки нержавеющей стали
От выбора правильного режима зависит многое в данном деле. Так можно определить требуемый расход аргона при сварке нержавейкой, чтобы все прошло на требуемом уровне. В процессе работы можно определить нужные данные уже на практике, но если действовать впервые, то лучше воспользоваться уже готовыми данными.
| Толщина металла, мм | Сила тока, А | Величина напряжения, В | Диаметр электрода, мм | Количество аргона, л/мин |
| 1 | 30…60 | 11 | 1 | 2,5 |
| 1,5 | 40…70 | 12 | 1 | 2,7 |
| 2 | 50…80 | 13 | 2 | 2,9 |
| 2,5 | 60…90 | 14 | 2 | 3 |
| 3 | 70…100 | 15 | 3 | 3,3 |
| 4 | 80…120 | 18 | 4 | 3,5 |
| 5 | 100…140 | 20-22 | 4 | 4 |
Технология сварки нержавейки аргоном
Все начинается с подготовительных этапов. Нержавеющую сталь требуется подготовить к сварке, как это описано выше, и разогреть до требуемой температуры. Для всех термических процедур используется горелка. Аргоно-дуговая сварка нержавеющей стали может потребовать дополнительного использованию флюса. Начало шва делается с одного конца, где образуется сварочная ванна. Когда она дорастет до требуемого размера, а это можно определить только визуально, в зависимости от толщины металла, то можно передвигать шов далее.
«Обратите внимание!
Все перемещения следует делать исключительно равномерно, так как слишком быстрые перепады температуры могут вызвать брак.»
Сварка нержавеющей стали аргоном хоть и облегчает работу с этим металлом, но здесь все равно нужно иметь навыки. Движения должны быть четкими и равномерными, так как в ином случае металл будет растекаться в различные стороны, а формирование валика будет неправильным. После того, как все будет заварено до конца, следует быстро остудить материал, чтобы не произошла потеря качеств стойкости к коррозии.
Контроль качества
После того как закончится дуговая сварка нержавеющей стали, то следует проконтролировать качество полученного результата. Все это делается согласно ГОСТ 53525 и ГОСТ 18442-80. Основными методами являются:
- Контроль по внешнему виду – осуществляется путем визуального осмотра, где можно определить только явные дефекты, которые образовались на поверхности;
- Радиационный контроль – неразрушающий метод, который включает в себя радиоскопию, радиографию и радиометрию;
- Магнитный контроль – куда входят порошковые, графически и феррозные разновидности способом проверки качества;
- Акустический контроль – основан на звуковых и ультразвуковых разновидностях, таких эхо-импульсивная разновидность, резонансная, теневая, реверберационная, свободных колебаний и эмульсионная;
- Тепловой контроль – основан на контрасте температур, а также на методе теплового поля и термометрическом анализе;
- Течеискание – данный метод рассчитан на поиск течи, а также на проверку герметичной целостности;
- Капиллярный метод – основан на просачивании жидкостей через мелкие трещины в металле, куда входят такие разновидности как цветной и люминесцентный способ;
- Электромагнитный – основан на принципе действия вихревых токов. Здесь выделяют фазовую, амплитудную и их смешанную разновидность.
«Обратите внимание!
Для наиболее точного результат лучше всего использовать несколько методов, если качество сварного соединения действительно важно.»
Меры безопасности
Дуговая сварка нержавеющей стали является не совсем безопасным делом. Здесь нужно соблюдать несколько мер безопасности, халатное отношение к которым может привести к несчастным случаям. В первую очередь стоит помнить о газовой безопасности, так что баллон с аргоном требуется отставлять на достаточно расстояние от открытого источника огня, которое было бы приемлемым для проведения сварочных работ. Не стоит забывать и об электробезопасности. Не следует заниматься сваркой при повышенной влажности.
Не лишними будут методы личной безопасности, так как нужно помнить о горячих предметах, возможном разбрызгивании раскаленного металла и так далее. Аргон негативно влияет на дыхательную систему, так что следует использовать индивидуальные защитные средства.
svarkaipayka.ru