Аргонодуговая сварка WIG/TIG | Рудетранс
Аргонодуговая сварка – дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Для обозначения аргонодуговой сварки могут применяться следующие названия:
- РАД – ручная аргонодуговая сварка неплавящимся электродом,
- ААД – автоматическая аргонодуговая сварка неплавящимся электродом,
- ААДП – автоматическая аргонодуговая сварка плавящимся электродом.
Для обозначения аргонодуговой сварки вольфрамовым электродом:
- TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
- GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Общие характеристики аргонодуговой сварки
Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги.
При аргонодуговой сварке возможен крупнокапельный или струйный перенос электродного металла. При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик, например для проволоки диаметром d = 1,6 мм Iсв = 120–240А. При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около I св ≈ 100А.
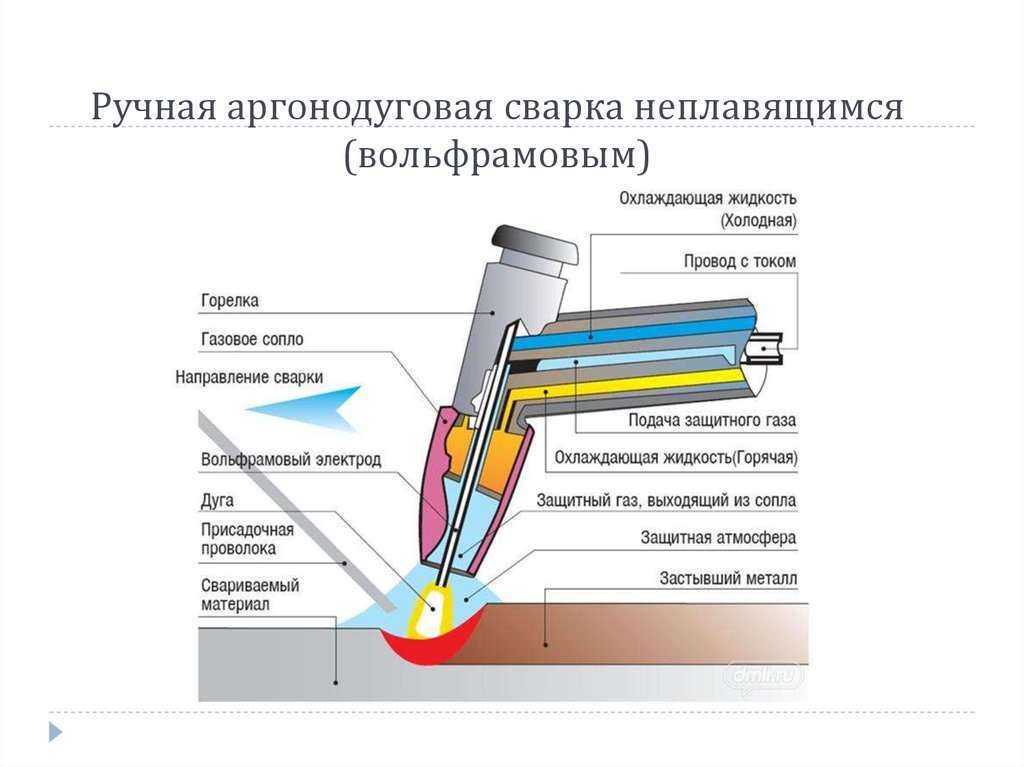
Технология аргонодуговой сварки неплавящимся электродом
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
Рисунок. Аргонодуговая сварка неплавящимся электродом, схема процесса
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам. Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу).
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
При сварке на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла. При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, поэтому практически всегда используется прямая полярность, чтобы максимально проплавлять изделие и минимально разогревать электрод. Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3–5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Недостатки аргонодуговой сварки
Недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов.
Сварка аргоном — особенности, техника, принцип работы
Содержание страницы
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к примеру, алюминий, медь, титан и так далее. Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.
Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.
Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.

- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом.
 Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс. - Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
| Толщина металла, мм | Диаметр вольфрамового электрода, мм | Сила тока, А |
|---|---|---|
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов.
 Та же самая зависимость напряжения дуги и ее длины.
Та же самая зависимость напряжения дуги и ее длины. - Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Преимущества и недостатки
К преимуществам аргонодуговой сварки можно отнести:
- Невысокая температура нагрева, что сохраняет размеры и форму двух свариваемых изделий.
- Газ аргон является инертным, то есть, он тяжелее и плотнее воздуха, что обеспечивает максимальную защиту зоны сваривания.
- Тепловая мощность дуги достаточно высокая, что позволяет сам процесс сварки проводить за короткий промежуток времени.
- Сам процесс прост, поэтому научиться ему несложно.
- Этот сварочный процесс позволяет соединить разные виды металлов, которые другими вилами сварки не состыковать.

Недостатки:
- При сквозняках и ветре часть аргонной защиты улетучивается, что снижает качество сварочного шва. Поэтому рекомендуется весь процесс проводить в закрытых помещениях с хорошей вентиляцией.
- Сварочное оборудование достаточно сложное, к тому же непросто провести настройку режимов сварки.
- Если в процессе соединения необходима высокоамперная дуга, то нужно продумать дополнительное охлаждение стыкуемых металлов.
Принцип работы сварочного оборудования
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.

- Устройство обдува зоны сварки аргоном.
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.
- Электрод неплавящийся и присадочная проволока.
Как работает аргонная сварка, можно посмотреть видео, но принцип таков. Сначала производится настройка сварочного режима и очистка соединяемых металлов. В правую руку берется горелка, в левую присадочная проволока, она не подключена к электроэнергии. На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания. Включается подача газа за 20 секунд до начала производства сварочных работ.
https://www.youtube.com/watch?v=TlFlVegc40U
Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания. Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Виды сварочного оборудования
Для аргонной сварки используются четыре вида оборудования.
- Ручная (показана на видео) – это когда сварщик собственными руками держит и горелку, и присадочную проволоку.
- Механизированный вариант – сварщик держит горелку, а проволока подается механизированным способом.
- Автоматическая сварка аргонодуговая – сварщик отсутствует, его заменяет оператор, который следит за процессом, потому что и подача горелки, и подача присадочной проволоки происходит в автоматическом режиме.

- Роботизированный сварочный процесс. Задается программа, которая полностью отвечает за проводимый процесс.
Самое важное достоинство аргонодуговой сварки – это возможность сваривать детали тех металлов, которые другими способами соединить невозможно. И в быту такие ситуации встречаются нередко, к примеру, стыковка труб из нержавейки. Обязательно посмотрите видео на этой странице сайта.
Что такое сварка TIG?
- Основной принцип
- Структура системы
- За и против
- Варианты процесса
- Материалы
- Продукты
Контакт
Основной принципСтруктура системыПлюсы и минусыВарианты процессаМатериалыПродукцияКонтакт
Сварка ВИГ: чистые швы, прочное соединение
Сварка вольфрамовым электродом в среде инертного газа (сварка ВИГ) представляет собой процесс сварки в среде защитного газа и является одним из процессов сварки плавлением.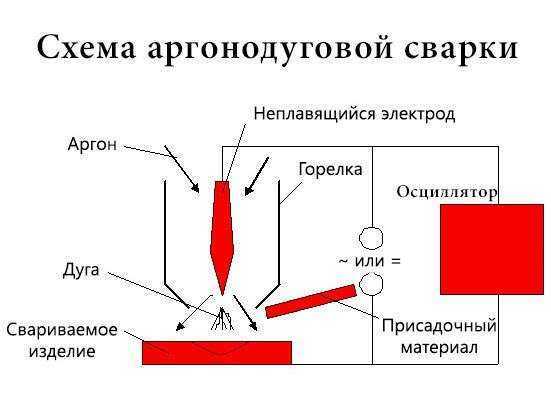 Он используется везде, где требуется оптимальное качество сварных швов без брызг. Сварка ВИГ подходит, помимо прочего, для нержавеющих сталей, алюминиевых и никелевых сплавов, а также для тонколистового металла из алюминия и нержавеющей стали. Он используется в строительстве трубопроводов и контейнеров, в строительстве порталов и в аэрокосмической промышленности.
Он используется везде, где требуется оптимальное качество сварных швов без брызг. Сварка ВИГ подходит, помимо прочего, для нержавеющих сталей, алюминиевых и никелевых сплавов, а также для тонколистового металла из алюминия и нержавеющей стали. Он используется в строительстве трубопроводов и контейнеров, в строительстве порталов и в аэрокосмической промышленности.
Сварка ВИГ: как это работает
При сварке ВИГ требуемый ток подается через вольфрамовый электрод, устойчивый к температуре и не плавящийся. Этот электрод излучает дугу, которая нагревает и разжижает материал. Вокруг электрода имеется сопло для подачи защитного газа. Это защищает нагретый материал от химических реакций с окружающим воздухом. Для этого используются благородные газы аргон, гелий или их смеси. Инертные, т.е. нереакционноспособные газы предотвращают химические реакции с жидкой сварочной ванной и нагретым материалом. Это обеспечивает высокое качество сварных швов.
Поскольку вольфрамовый электрод не плавится, при сварке TIG присадочный материал подается вручную или механизировано с помощью внешнего механизма подачи проволоки.
Вольфрамовый электрод
Вольфрамовый электрод является сердцем сварки TIG. При температуре 3380 градусов по Цельсию вольфрам имеет самую высокую температуру плавления среди всех чистых металлов периодической системы. Это означает, что электрод не плавится, когда он испускает дугу, которая нагревает и превращает материал в жидкость. Электроды изготавливаются методом спекания. Для улучшения свойств их можно легировать оксидными добавками. Электроды имеют цветовую маркировку в зависимости от сплава:
ЧИСТЫЙ ВОЛЬФРАМ (WP) (ЗЕЛЕНЫЙ):
/ Гладкая сферическая поверхность электрода
/ Проблемы с зажиганием при постоянном токе
/ Низкая допустимая нагрузка по току
/ очень хорошие характеристики воспламенения
/ более высокая износостойкость, чем электроды WT или WC
оксид церия (WC 20) (СЕРЫЙ):
/ может использоваться со всеми материалами
/ хорошие характеристики воспламенения
ОКСИД ЛАНТАНА (WL 20) (СИНИЙ):
/ Более длительный срок службы, чем электроды из вольфрама/тория или вольфрама/оксида церия
/ Худшие свойства воспламенения
Вот как устроена система сварки TIG:
(1) Подключение к сети
(2) Источник питания
(3) Шланговый пакет
(4) Кабель заземления
(5) Сварочная горелка
(6) Клемма заземления
(7) Заготовка
(8) Присадочный металл
(9) Защитный газ
Информационный бюллетень Регистрация
Благодарим вас за подписку на новостную рассылку Perfect Welding! Для завершения регистрации вы вскоре получите электронное письмо со ссылкой для подтверждения вашего адреса электронной почты.
Варианты процесса сварки ВИГ
СВАРКА TIG ХОЛОДНОЙ ПРОВОЛОКОЙ
Подача холодной проволоки повышает производительность: скорость сварки увеличивается, а присадочный металл подается точно и равномерно в сварочную ванну. Это позволяет даже менее опытным сварщикам добиваться выдающихся результатов.
СВАРКА ВИГ ГОРЯЧЕЙ ПРОВОЛОКОЙ
Сварка ВИГ горячей проволокой была разработана на основе сварки ВИГ холодной проволокой. При сварке TIG горячей проволокой присадочный металл нагревается. Это имеет различные преимущества: увеличивается количество и скорость наплавки, повышается скорость сварки и уменьшается плавление.
ARCTIG
Процесс сварки ArcTig представляет собой вариант процесса TIG для механизированной сварки соединений. Он обеспечивает превосходный внешний вид сварного шва, надежную сварку корневого шва с полным проплавлением и очень высокое качество сварного шва. Благодаря увеличенной скорости сварки и сокращению объема работ по подготовке шва ArcTig также делает весь процесс сварки более экономичным.
Благодаря увеличенной скорости сварки и сокращению объема работ по подготовке шва ArcTig также делает весь процесс сварки более экономичным.
ПЛАКИРОВКА
Плакировка — это процесс, при котором компоненты покрываются специальными сплавами для значительного увеличения срока их службы. Это покрытие осуществляется посредством механизированной электронаплавки. Fronius Speed Cladding делает процесс нанесения покрытия в три раза быстрее и эффективнее.
ОРБИТАЛЬНАЯ СВАРКА
Базовая комплектация оборудования для орбитальной сварки включает неподвижную трубу и подвижную сварочную горелку/сварочную головку TIG, которая перемещается вокруг трубы. Подвижная головка для орбитальной сварки также называется пистолетом для точечной сварки. Техника орбитальной сварки используется везде, где необходимо добиться стабильного качества шва в контролируемых условиях. Следовательно, основными областями применения данной технологии сварки являются строительство трубопроводов, пищевая и химическая промышленность. С помощью орбитальной техники можно не только производить соединения труб с трубами, но и приваривать трубы к опорным плитам.
Следовательно, основными областями применения данной технологии сварки являются строительство трубопроводов, пищевая и химическая промышленность. С помощью орбитальной техники можно не только производить соединения труб с трубами, но и приваривать трубы к опорным плитам.
Какие материалы подходят для сварки TIG?
Наиболее широко используемые материалы для сварки TIG включают нержавеющие стали, алюминиевые и никелевые сплавы, а также тонкие листы алюминия и нержавеющей стали. С помощью механизированного механизма подачи проволоки можно достичь экономичной скорости сварки при толщине листа менее 4 мм. Для более толстых листов экономическая эффективность снижается, и процесс TIG рекомендуется только для сварки корневого шва. Для сварки присадочных валиков подходят более мощные процессы, такие как MIG/MAG или дуговая сварка под флюсом.
Сталь Алюминий Нержавеющая стальПрофессиональные сварочные системы для сварки TIG
MagicCleaner 150/300
- Нержавеющая сталь: оптимальная обработка сварных швов и поверхностей TIG
- Очистка и пассивация за один рабочий шаг
- Экономичный расход электролита
Узнайте больше о MagicCleaner
iWave 230i
- Система сварки TIG на переменном токе нового поколения
- Интуитивная навигация по меню
- Может быть расширен дополнительным пакетом функций
Узнайте больше об iWave 230i
ТрансТиг 230i
- Система сварки DC-TIG
- Интуитивная навигация по меню
- Может быть расширен дополнительными пакетами функций
Узнайте больше о TransTig 230i
TransPocket 180 TIG
- Сверхлегкая сварочная система TIG
- Хорошие характеристики воспламенения для воспламенения при касании
- Может быть обновлен для других функций
Узнайте больше о TransPocket 180 TIG
MagicCleaner 150/300
- Нержавеющая сталь: оптимальная обработка сварных швов и поверхностей TIG
- Очистка и пассивация за один рабочий шаг
- Экономичный расход электролита
Узнайте больше о MagicCleaner
iWave 230i
- Система сварки TIG на переменном токе нового поколения
- Интуитивная навигация по меню
- Может быть расширен дополнительным пакетом функций
Узнайте больше об iWave 230i
ТрансТиг 230i
- Система сварки DC-TIG
- Интуитивная навигация по меню
- Может быть расширен дополнительными пакетами функций
Узнайте больше о TransTig 230i
TransPocket 180 TIG
- Сверхлегкая сварочная система TIG
- Хорошие характеристики воспламенения для воспламенения при касании
- Может быть обновлен для других функций
Узнайте больше о TransPocket 180 TIG
Это также может вас заинтересовать
Защитная одежда для сварщиков
Провести целый день за сварочным столом — это стресс. УФ-излучение и сварочный дым — это лишь некоторые из факторов, которые могут быть опасны, если у вас нет надлежащей защиты. Правильное сварочное оборудование имеет решающее значение в этой области.
УФ-излучение и сварочный дым — это лишь некоторые из факторов, которые могут быть опасны, если у вас нет надлежащей защиты. Правильное сварочное оборудование имеет решающее значение в этой области.
Подробнее о безопасности
Сварочная вики
Энциклопедия по сварке
Цель вики — собрать всю необходимую информацию и термины по сварке в одном месте и поделиться ею со всеми, кто интересуется технологиями сварки.
Сварка GTAW (сварка TIG) Значение, оборудование и профессии
9Процесс 0247 GTAW Welding также широко известен как сварка TIG или сварка вольфрамовым электродом в среде инертного газа . Это процесс дуговой сварки, в котором для получения сварных швов используется неплавящийся электрод (вольфрам). Обычно в сварке TIG используются присадочные материалы, но в некоторых случаях это может не потребоваться.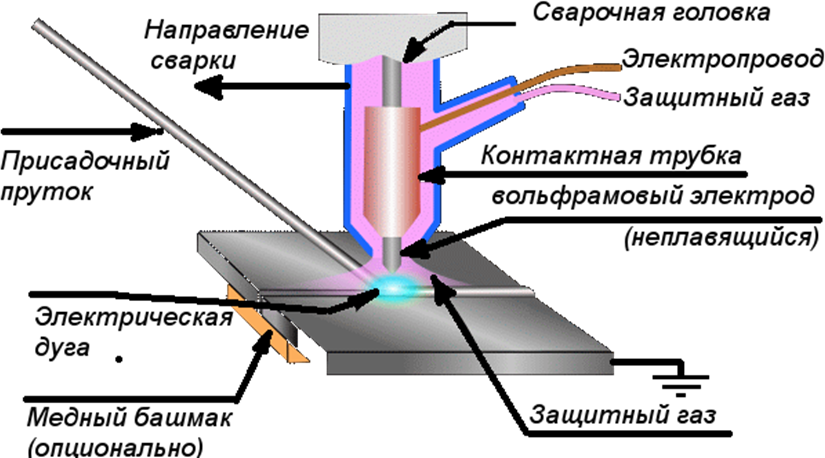 В этом процессе область сварки защищена атмосферным загрязнением инертным защитным газом.
В этом процессе область сварки защищена атмосферным загрязнением инертным защитным газом.
Основные моменты сообщения:
- Что такое сварка TIG?
- Оборудование для сварки TIG
- Защитные газы для различных металлов при сварке TIG
- Газы, выделяющиеся при сварочных процессах
- Как защититься от сварочных газов?
- Где используется сварка TIG?
- Области применения сварки TIG
- Компании нанимают сварщиков TIG
- Типы работ для сварщиков TIG
- Заработная плата сварщика TIG
Что такое сварка TIG?
Сварка GTAW (TIG) является одним из методов сварки. Это происходит путем зажигания дуги между заготовкой и неплавящимся вольфрамовым электродом.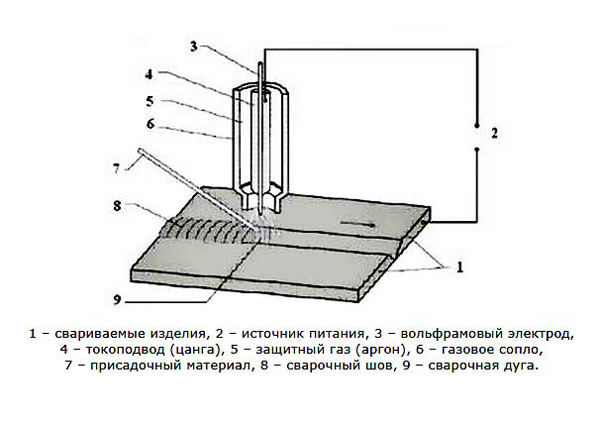 Инертный газ, обычно аргон, защищает сварочную ванну и электрод, который подается через газовый баллон на конце сварочной горелки.
Инертный газ, обычно аргон, защищает сварочную ванну и электрод, который подается через газовый баллон на конце сварочной горелки.
Сварочное оборудование TIG
Как и другие типы сварки, дуговая сварка вольфрамовым электродом (GTAW) также использует оборудование для процесса. Они следующие:
1. Сварочная горелка
Сварочная горелка должна быть хорошо изолирована и проста в обращении для ручной сварки. Механическая сварка требует этих необходимых вещей. В основном, есть два типа сварочных пистолетов.
i) Сварочная горелка с водяным охлаждением : Может работать при сварочном токе 400 А.
ii) Сварочная горелка с воздушным охлаждением : Может работать при сварочном токе 200 А.
2. Зажигание дуги
Источником воспламенения в основном является высокочастотный генератор. Он производит искру, которая инициализирует необходимый проводящий путь. Частота начального импульса зажигания может быть разной МГц.
Обычно сварщики не должны практиковать зажигание дуги, царапая электродом заготовку. Потому что это вызывает риск появления вольфрамовых включений в сварном шве и повреждения электрода. Вместо этого другим методом является метод «подъемной дуги», который происходит при прикосновении электрода к заготовке.
3. Источник питания
Обычно TIG работает на постоянном токе с отрицательным электродом. Когда электрод подключен к положительному полюсу, при сварке алюминия разрушается оксидный слой. Поэтому магний и алюминий обычно сваривают на переменном токе. Как правило, источники питания TIG управляются электронным способом.
4. Прямоугольная волна переменного тока
В 1970-х годах применялось несколько новых конструкций источников питания. По сути, они работают над новой технологией, включающей прямоугольную форму волны. Они не используют постоянное высокочастотное напряжение зажигания для сварки TIG на переменном токе.
5. Импульсный термический
Импульсный термический в основном обеспечивает лучший контроль ванны расплава и процесса затвердевания. Установка низкой частоты импульсов позволяет ванне расплава частично затвердевать. Импульсная подача тепла имеет некоторые преимущества, такие как лучший контроль проникновения и профиля проникновения; лучший контроль сварочной ванны при позиционной сварке; меньшая чувствительность к изменениям ширины зазора; и сниженная чувствительность к неравномерной теплопроводности и отводу.
6. Оборудование для контроля
Потребность в оборудовании для контроля зависит от степени механизации процесса сварки. Обычно автоматически регулируются предварительная и последующая подача защитного газа, а также ВЧ-генератор. Наклон тока вниз и способность пульсировать током заполняют кратеры. Предварительная и дополнительная подача газа защищают электрод и сварочную ванну от окисления.
7. Электроды для процесса TIG
Перед выбором подходящего электрода для сварки TIG следует обратить внимание на множество особенностей.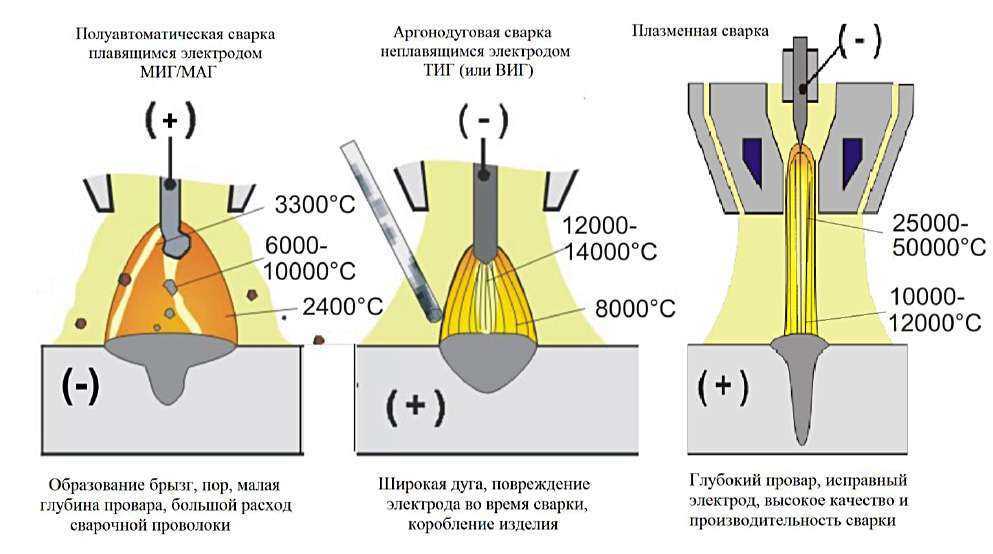 Сварщики должны их учитывать.
Сварщики должны их учитывать.
- Хорошая эмиссия электронов
- Высокая температура плавления
- Хорошая теплопроводность
- Низкое электрическое сопротивление
- Материал, наилучшим образом отвечающий этим требованиям, — вольфрам .
Взгляните на IS0 6848 Электроды для сварки ВИГ и их детали
| Добавка | Доля (%) | Цветовые коды | Типы | Перем./пост. ток |
| 0 | Зеленый | WP | АС | |
| Церий | 2 | Серый | WC20 | AC/DC |
| Лантан | 1 | Черный | WL10 | AC/DC |
| Цирконий | 0,8 | Коричневый | WZ8 | АС |
| Торий | 2 | Красный | WT20 | DC |
Защитные газы для различных металлов при сварке GTAW
Существует множество газов, используемых в процессах сварки и других связанных процессах сварки и резки. Это топливные газы (ацетилен, пропан, бутан) и Газы защитные (двуокись углерода, аргон, гелий). Кроме того, небольшое количество кислорода используется как в топливном газе, так и в защитном газе в виде смеси.
Это топливные газы (ацетилен, пропан, бутан) и Газы защитные (двуокись углерода, аргон, гелий). Кроме того, небольшое количество кислорода используется как в топливном газе, так и в защитном газе в виде смеси.
Защитные газы используются в зависимости от материала заготовки при выполнении процесса сварки TIG.
1. Защитный газ для стали
Как правило, при сварке TIG используется аргон для следующих материалов, таких как нержавеющая сталь, нелегированная сталь и низколегированная сталь. Смесь водорода или гелия и аргона в качестве защитного газа применяется для механической сварки всех этих металлов. При сварке дуплексной нержавеющей стали можно использовать небольшую добавку азота для обеспечения правильного ферритно-аустенитного баланса. Корневой газ используется при выполнении качественных сварных швов с помощью сварки TIG для защиты корневого участка сварного шва от окисления. Корневой газ представляет собой смесь азота, водорода или чистого аргона.
2. Защитный газ для алюминия и его сплавов
При сварке TIG алюминия и алюминиевых сплавов защитным газом обычно является аргон, а иногда и гелий. Гелий в основном добавляют для улучшения теплопередачи или при сварке более толстых профилей. Обычно сварочный ток является переменным или имеет низкие уровни тока. Это может быть постоянный ток с электродом, подключенным к плюсу. Использование аргона в качестве защитного газа улучшает такие показатели, как характеристики пробоя оксида, стабильность дуги и качество сварки.
3. Защитный газ для меди и ее сплавов
Аргон считается подходящим вариантом для сварки меди во всех положениях. Кроме того, он дает отличные результаты при сварке металла толщиной до 6 мм. В этом случае требуется предварительный подогрев из-за высокой теплопроводности металла. Лучшим защитным газом для сварки деталей толщиной более 6 мкм является гелий или гелий, содержащий 35% аргона.
4. Защитный газ для титана
Защитный газ для титана
Выбор защитного газа для сварки титана требует исключительно высокой чистоты не менее 99,99 %. Но в некоторых случаях требуется дополнительный защитный газ. Возможно, это может быть либо гелий, либо аргон. Как правило, аргон подходит для металла толщиной примерно до 3 мм из-за его хороших защитных характеристик и более высокой плотности.
Газы, выделяющиеся при сварке
Все горящие предметы выделяют некоторое количество газов и дыма. В процессе сварки и резки также выделяются газы. Взглянем.
| Старший номер | Типы газа | Деятельность/процессы |
| 1. | Двуокись углерода (CO 2 ) | Выбрасывается при распаде CO 2 Защитный газ |
| 2. | Оксид азота (NO) | Производится за счет нагревания азота и кислорода из атмосферы |
3. | Оксид углерода (СО) | Образуется за счет разложения флюсов |
| 4. | Хлористый водород (HCl) и фосген (COCl 2 ) | Создан в результате реакции паров и ультрафиолетовых лучей. |
| 5. | Озон (О 3 ) | Выделяется при взаимодействии кислорода воздуха и электрической дуги. |
Как защититься от сварочных газов?
Дым и газы, выделяемые при сварке, вредны для человека. Перед началом сварки каждый сварщик должен прочитать инструкции по технике безопасности от производителя. Некоторые из общих мер безопасности перечислены ниже:
i) Должна быть надлежащая система вентиляции для удаления газов и паров из близлежащей зоны дыхания.
ii) Всегда носите соответствующие средства защиты органов дыхания , возможно, изготовленные с использованием новейших технологий.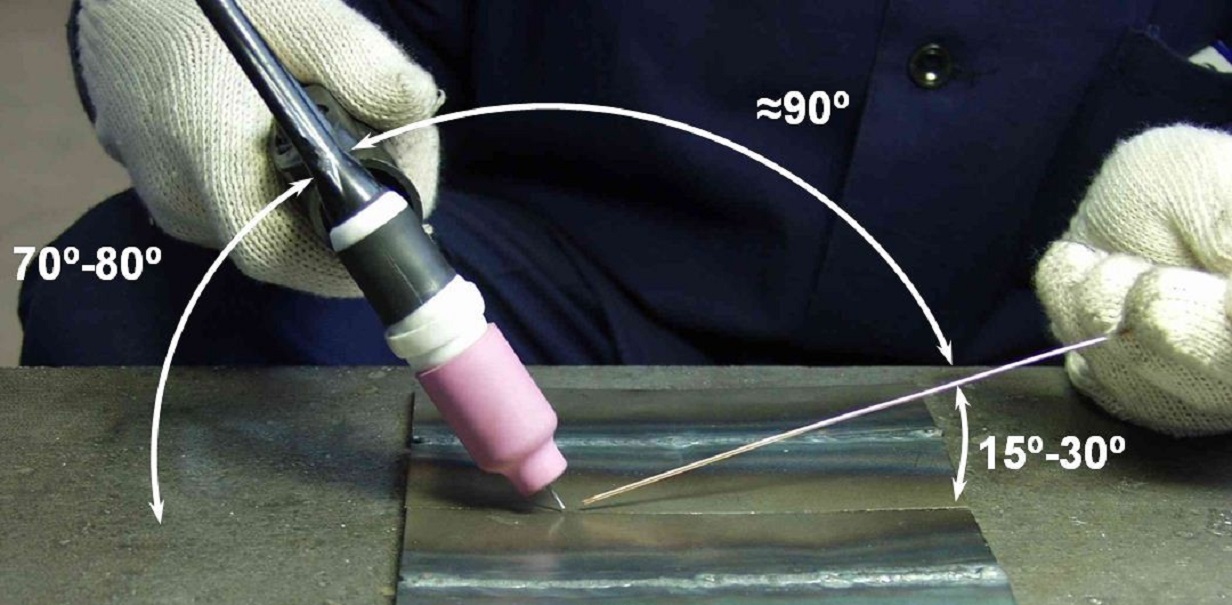
iii) Сварщики не должны использовать вентилятор для выдувания дыма ; это может быть проблемой для всех, кто работает вокруг.
iv) Сварщики не должны сваривать еще влажные места с использованием обезжиривающего растворителя.
v) Должно быть достаточно наличия кислорода в месте сварки для легкого дыхания.
Применение сварки GTAW
Где используется сварка TIG?
Сварка ВИГ используется в различных отраслях промышленности для сварки профилей из нержавеющей стали и цветных металлов, таких как сплавы алюминия, магния и меди. Его можно использовать для стали, латуни, бронзы, меди, никеля, алюминия, магния и золота. Сварка TIG является чистой, так как не образует дыма и дыма.
Кроме того, сварка ВИГ используется для таких применений, как соединение труб и приварка труб к торцевым пластинам теплообменников. В основном сварка TIG предназначена для сварки нержавеющей стали, сварки легких металлов, т.е. сплавов алюминия и магния, и сварки меди. Следующие отрасли промышленности используют сварку GTAW в больших масштабах.
В основном сварка TIG предназначена для сварки нержавеющей стали, сварки легких металлов, т.е. сплавов алюминия и магния, и сварки меди. Следующие отрасли промышленности используют сварку GTAW в больших масштабах.
1. Использование TIG в автомобильной промышленности – Автомобильная промышленность в основном использует сварку TIG для обеспечения безопасности конструкции. Кроме того, сварка TIG снижает коррозию и защищает автомобили от ржавчины с течением времени благодаря передовым технологиям.
2. Применение сварки ВИГ в трубной промышленности – Использование сварки ВИГ в трубной промышленности для соединения труб под разными углами, например, в химической промышленности, велосипедной промышленности и т. д.
3. Использование TIG в аэрокосмической промышленности – Сварка TIG упростила космические путешествия за счет создания безопасных самолетов и космических кораблей.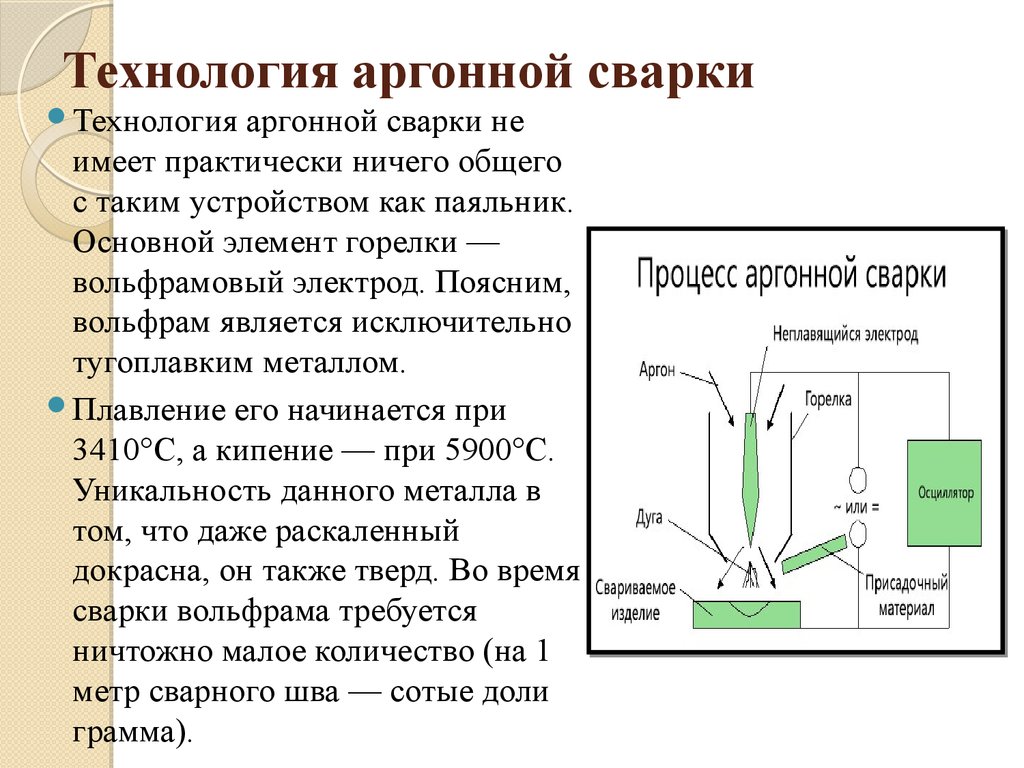 Тип TIG широко используется в компаниях по производству коммерческих самолетов, таких как компания Boeing. Благодаря своей прочности и точности он используется для изготовления специальных сложных кораблей, таких как Международная космическая станция (МКС).
Тип TIG широко используется в компаниях по производству коммерческих самолетов, таких как компания Boeing. Благодаря своей прочности и точности он используется для изготовления специальных сложных кораблей, таких как Международная космическая станция (МКС).
4. Использование ВИГ в художественной/скульптурной промышленности – Обычно сварка ВИГ известна своим превосходным внешним видом. Его можно использовать в индустрии металлических скульптур и других подобных металлических произведений искусства.
5. Использование сварки TIG в ремонтной промышленности – GTAW широко используется в ремонтной отрасли, начиная от небольших игрушек и заканчивая тяжелыми самолетами. Сварка GTAW удобна и может выполняться даже на крошечных детских тележках и инструментах из алюминия.
6. Использование TIG в военной/оборонной промышленности – Когда вы думаете об оборонной промышленности, точность имеет наибольшее значение. Но благодаря современным методам и инструментам сварки TIG сварщики достигают требуемого уровня точности.
Но благодаря современным методам и инструментам сварки TIG сварщики достигают требуемого уровня точности.
Сварка вольфрамовым электродом в среде инертного газа подходит для всех свариваемых материалов со всеми типами соединений и во всех положениях сварки, кроме свинца и цинка. Он лучше всего подходит для тонких материалов толщиной от 0,5 до 3 мкм.
Области применения сварки GTAW
Ниже перечислены основные области сварки TIG.
- Автомобильная промышленность
- Оборонная промышленность
- Трубная промышленность
- Ремонтная промышленность
- Скульптура/Художественная промышленность
- Космическая промышленность
- Сварочные школы и колледжи
Компании нанимают сварщиков TIG
Существует так много сварочных компаний и организаций, которые нанимают сварщиков на различные должности. Некоторые из них заключаются в следующем.