Аргонодуговая сварка стали в домашних условиях
главная » ТЕХНОЛОГИИ » Сварка аргоном
Сварка аргоном
На чтение 5 мин
Содержание
- Правила безопасности сварки в домашних условиях
- Какие режимы использовать для сварки черного металла
- Выбор аппарата
- Возможные проблемы при работе со сталями
- Подготовка изделий
- Инструкция по сварке стали аргоном
- Проверка качества
Аргонодуговая сварка стали — простой способ получения прочного соединения. Такая технология часто используется для создания швов в сложных конструкциях. При сварке черного металла не требуется использовать дорогостоящие расходные материалы. Подойдут стандартные электроды без специального покрытия.
Правила безопасности сварки в домашних условиях
Независимо от опыта работы, сварщик должен позаботиться о снижении вероятности травм и других негативных явлений в процессе соединения стальных деталей.
Техника безопасности подразумевает соблюдение следующих правил:
- Возле рабочего места не должны находиться легковоспламеняющиеся предметы и жидкости. При случайном попадании искры может начаться пожар. С рабочей поверхности убирают все, что может помешать во время сварки.
- В процессе соединения деталей могут выделяться токсичные пары, поэтому над сварочным столом устанавливают вытяжку.
- Перед началом сварки проверяют основные элементы агрегата. Не допускается использование оборудования с поврежденным кабелем или шлангом подачи газа. Убеждаются в правильности выбора режима работы аппарата.
- Нельзя использовать тройники или иные средства одновременного подсоединения нескольких горелок. Устройства подключают к отдельным розеткам.
- Для защиты кожи и глаз сварщика используют костюмы и маски. На руки надевают огнеупорные перчатки.
Какие режимы использовать для сварки черного металла
Правильно выбрав основные показатели функционирования аппарата, можно получить качественный сварной шов. Силу тока устанавливают в соответствии с толщиной детали. Если последняя равна 1 мм, параметр должен составлять 95-100 А. Скорость подачи присадочного материала — 25-30 см в минуту. Расход защитного газа при сварке черного металла — 8 л в минуту.
Силу тока устанавливают в соответствии с толщиной детали. Если последняя равна 1 мм, параметр должен составлять 95-100 А. Скорость подачи присадочного материала — 25-30 см в минуту. Расход защитного газа при сварке черного металла — 8 л в минуту.
Выбор аппарата
Для соединения стальных заготовок в среде аргона применяют следующие виды сварочных агрегатов:
- Ручные. Выбравшему этот инструмент сварщику придется удерживать присадочную проволоку и горелку самостоятельно. Все параметры также задаются вручную.
- Полуавтоматические. Газ и проволока подаются специальным механизмом в горелку, которую сварщик ведет вдоль соединения.
- Автоматические. Непосредственного участия оператора в рабочем процессе не требуется. Он управляет устройствами дистанционно.
- Роботизированные. Оператор включает программу, система ЧПУ следует ей. Выбор такого способа целесообразен при сварке сложных конструкций, которые невозможно соединять иными методами.
Возможные проблемы при работе со сталями
Аргонная сварка труб из черного металла может вызывать затруднения, связанные с растрескиванием поверхности.
Это объясняется следующими свойствами стали:
- Небольшая теплопроводность. Обрабатываемая область быстро перегревается. В таком случае в шве появляются сквозные отверстия, конструкция становится ненадежной. При возникновении этой проблемы силу тока снижают на 20%.
- Некоторые виды стали сильно расширяются при нагревании. Последующая усадка приводит к деформации сварного соединения. В шве появляются трещины, его качество ухудшается. Увеличение ширины стыка помогает справиться с этой проблемой. Чем толще заготовки, тем больше должно быть расстояние между ними.
- При TIG-сварке стали повышается вероятность кипения расходного материала с образованием большого количества брызг.
- Металл имеет высокое сопротивление, из-за которого электрод быстро перегревается. Исключить эту проблему помогает использование коротких стержней.
- Нарушение температурного режима ухудшает свойства некоторых видов стали, например, нержавеющей.
Подготовка изделий
Перед тем как варить сталь ТИГом, металлические заготовки нужно соответствующим образом обработать. Края деталей очищают от пыли, грязи, следов коррозии. Для обезжиривания поверхностей используют растворитель или спирт. Остатки лакокрасочного покрытия удаляют металлической щеткой или шлифовальной машиной.
Края деталей очищают от пыли, грязи, следов коррозии. Для обезжиривания поверхностей используют растворитель или спирт. Остатки лакокрасочного покрытия удаляют металлической щеткой или шлифовальной машиной.
На края деталей толстым слоем наносят флюс. После этого выбирают силу тока и напряжение на аппарате.
Инструкция по сварке стали аргоном
Процесс соединения стальных элементов трубопровода прост. При наличии хорошего ручного или полуавтоматического оборудования сварку можно легко выполнить в домашних условиях.
Инструкция предписывает соблюдение следующих рекомендаций:
- Шов начинают формировать по направленности обрабатываемых краев. Зигзагообразные движения увеличивают ширину стыка, снижая прочность шва.
- Необходимо поддерживать среднюю скорость движения горелки. При слишком большом показателе проварить детали на всю толщину не получится. Если скорость будет низкой, образуются сквозные дефекты.
- Проволоку необходимо подавать равномерно.
 Это исключит образование наплывов и других недостатков. Лучший вариант — использование механического устройства подачи расходного материала.
Это исключит образование наплывов и других недостатков. Лучший вариант — использование механического устройства подачи расходного материала. - Электрод удерживают перпендикулярно обрабатываемым поверхностям или с небольшим уклоном. Присадочный материал подают под углом 45° к стержню.
- Пуск газа начинают за 10 секунд до возбуждения электрической дуги, прекращают через 5-7 секунд. Аргон защищает шов от проникновения кислорода, повышая прочность.
- Завершают сварку железа, плавно снижая силу дуги с помощью реостата.
 Это исключит образование наплывов и других недостатков. Лучший вариант — использование механического устройства подачи расходного материала.
Это исключит образование наплывов и других недостатков. Лучший вариант — использование механического устройства подачи расходного материала.Проверка качества
Способ оценки прочности и равномерности шва выбирают с учетом назначения свариваемой конструкции. Визуальный контроль — самый простой способ выявления дефектов.
Во время процедуры замеряют ширину и высоту стыка, которые на всем протяжении соединения должны быть одинаковыми.
 При осмотре обнаруживаются непровары, наплывы, складки.
При осмотре обнаруживаются непровары, наплывы, складки.Для выявления мелких дефектов используют капиллярный метод, при котором применяется проникающее контрастное вещество. Для оценки сварных швов конструкций, испытывающих повышенные нагрузки, предназначен ультразвуковой контроль. Это недорогой и эффективный метод выявления дефектов, не требующий определения состава и иных свойств стали.
Сварка аргоном нержавейки — цена на аргонодуговую сварку тонкой листовой нержавеющей стали за 1 см в Москве
Технология аргонодуговой сварки нержавейки
Учитывая физико-химические характеристики материала, в большинстве случаев применяется сварка нержавеющей стали аргоном. Технология представляет собой скрепление заготовок в защитной газовой среде. Аргон — инертный газ, он не вступает в реакцию с нержавеющим сплавом и газами, находящимися в воздухе. Для сварки нержавейки могут использоваться разные смеси газа:
- Чистый аргон. Швы в области скрепления получаются ровными и красивыми, но при сварке могут появляться брызги раскаленного металла.
- Углекислый газ. Это самый доступный метод за счет невысокой цены. Но при сваривании также может образовываться много брызг, в результате чего швы получаются неаккуратными.
- Смесь аргона и углекислого газа. Используется в соотношении 98% и 2% соответственно. Такая смесь газов считается оптимальной для получения шва высокого качества. Процентное содержание компонентов в смеси может меняться.

Аргонная сварка нержавейки выполняется неплавящимся вольфрамовым электродом. Работы могут проводиться как при переменном, так и при постоянном токе. Стержень из вольфрама закрепляется в горелке. Защитный инертный газ подается через специальное сопло. Для соединения заготовок используется присадочный сплав, который подается вручную в зону сварки. В отличие от других техник при сваривании аргоном не допускаются поперечные движения. Все перемещения происходят параллельно будущему шву. Это гарантирует нахождение сварочной ванны в зоне действия аргона, что обеспечивает высокое качество создаваемого шва. В процессе работы вольфрамовый электрод не соприкасается с металлом даже при розжиге дуги. Это обеспечивает чистоту поверхности свариваемых заготовок и защищает электрод от оплавки.
В процессе работы вольфрамовый электрод не соприкасается с металлом даже при розжиге дуги. Это обеспечивает чистоту поверхности свариваемых заготовок и защищает электрод от оплавки.
Преимущества сварки аргоном:
- Небольшое количество брызг благодаря отсутствию переноса металла через сварочную дугу.
- Защита от воздействия на сплав воздуха дает возможность получить соединение с равномерным проплавом по всей глубине.
- Прочные и надежные швы с высокой способностью к нагрузкам.
- Отсутствие шлака — удается получить не только прочный, но и эстетичный шов.
- Возможность полного контроля над формированием шва.
- Можно использовать для сваривания металла разной толщины.
Как сделать заказ
Звонок или заявка
Связаться с менеджерами одним из указанных на сайт способом
Техническое задание
Предоставить чертеж или эскиз для расчета стоимости изготовления деталей
Согласование
Обсудить подробности заказа, подписать спецификацию и договор
Изготовление
Изготовление и доставка
Заказать услугу
Цена
Стоимость работ зависит от нескольких факторов: сложность обработки, пространственное расположение шва, требования к качеству поверхности, объем и срочность выполнения работ.
Вы можете предварительно выслать нам техническое задание на почту [email protected], чтобы мы могли рассчитать стоимость аргонной сварки за 1 см. Менеджеры подготовят смету и направят вам ее вместе с договором для ознакомления.
Мы всегда учитываем характеристики обрабатываемого металла: его химический состав, температуру плавления, степень усадки. Своя производственная база и современное оборудование гарантируют высокое качество технологических операций и оптимизацию их стоимости. Если у вас возникли вопросы, можно получить консультацию по телефонам в Москве: +7 (495) 142-23-68, +7 (926) 905-54-50.
Оставьте заявку сейчас, чтобы получить персональную скидку!
Ваш уникальный номер клиента: SV-3590
Оставить заявку
Как выбрать лучший сварочный газ для сварки TIG — PERFECT POWER — Сварщики, сварочная проволока, сварочное оборудование, аксессуары и приспособления
При сварке TIG углеродистой стали, нержавеющей стали, алюминия, меди и никелевых сплавов мы используем только инертные газы, такие как аргон (Ar) и гелий (He), и они являются основными защитными газами для сварки TIG нержавеющей стали, алюминия, углеродистой стали, медных сплавов или любого другого материала. Эти газы являются инертными газами и используются либо как отдельные компоненты, либо как смешанные компоненты (например, смесь аргона и гелия), а также в качестве сварочного газа Trimix для специальных применений.
Эти газы являются инертными газами и используются либо как отдельные компоненты, либо как смешанные компоненты (например, смесь аргона и гелия), а также в качестве сварочного газа Trimix для специальных применений.
Сварочные защитные газы используются для защиты сварного шва от загрязняющих веществ в атмосфере. Наиболее распространенным защитным газом является аргон, который инертен и не вступает в реакцию с металлом сварного шва. Другие защитные газы включают гелий, углекислый газ и азот. Гелий используется для сварки алюминия, потому что его температура плавления ниже, чем у аргона. Углекислый газ используется для толстых стальных листов, потому что он обеспечивает хорошее проникновение.
Небольшое количество кислорода (O), азота (N) и водорода (H) иногда добавляют в аргон или гелий, чтобы придать сварочному газу особые характеристики для Сварка ВИГ нержавеющей стали , дуплексной нержавеющей стали, сплавов титана или меди.
Прежде чем мы узнаем о каждом типе сварочного газа, давайте сначала посмотрим, что подразумевается под инертным газом в терминологии сварочного газа.
Что такое инертный сварочный газ и почему он используется при сварке?
Инертный сварочный газ означает отсутствие реакции между расплавленной сварочной ванной и защитным газом. Аргон или гелий, если они используются для защиты или продувки сварочного газа, сварочная ванна не будет реагировать с этими газами с образованием их оксидов.
Разница между защитой газа, продувкой газом и отводом газа?
Например, если кислород используется для защиты, кислород будет реагировать с элементами с образованием их оксидов, таких как оксид марганца или оксид кремния. При этом драгоценные легирующие элементы будут потеряны. Но при использовании инертных газов эти элементы сохраняются в сварном шве без потерь, а шов также имеет высокую чистоту поверхности.
Аргон, будучи инертным газом, является одноатомным газом (т. е. его молекула состоит из одного атома вместо двух атомов в случае обычных газов, таких как кислород, азот, хлор и т.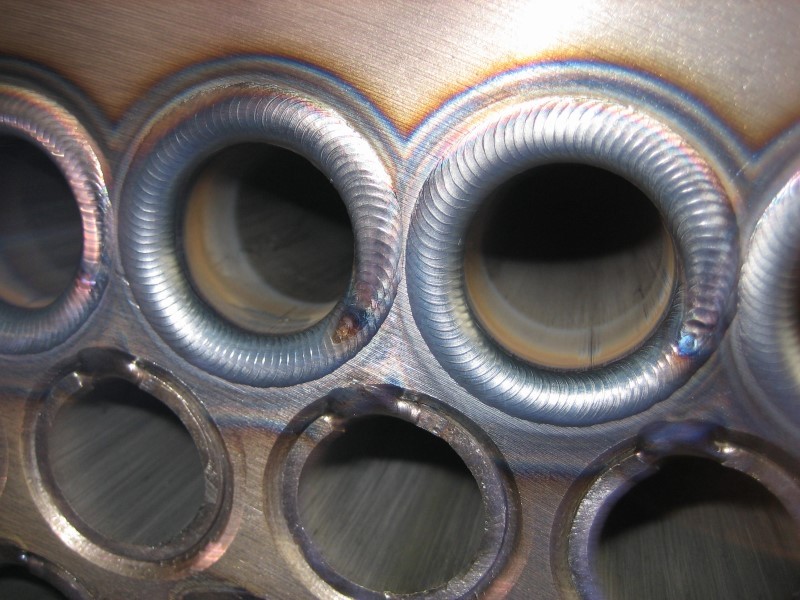 д.). Аргон извлекается из земной атмосферы сжижением воздуха до 9чистота 9,99%. Поставляется в виде сжатого газа в баллонах или в виде жидкости при температуре ниже —184°С в больших изотермических емкостях. Для объемного хранения предпочтительна последняя форма, но необходимо обеспечить подходящее оборудование для испарения газа для его распределения в цехе.
д.). Аргон извлекается из земной атмосферы сжижением воздуха до 9чистота 9,99%. Поставляется в виде сжатого газа в баллонах или в виде жидкости при температуре ниже —184°С в больших изотермических емкостях. Для объемного хранения предпочтительна последняя форма, но необходимо обеспечить подходящее оборудование для испарения газа для его распределения в цехе.
Система классификации сварочных газов
Сварочные газы для защиты или продувки классифицируются в спецификации AWS A5.32 и стандарте ISO 14175 для защитных газов.
Газовая аргонная сварка для сварки TIG нержавеющей стали, углеродистой стали, алюминия
Аргон является наиболее используемым газом для сварки TIG (GTAW) во всем мире. Классификация AWS A5.32 чистого аргона — SG-A с минимальным уровнем чистоты из 99,997%, максимальной влажностью 10,5 частей на миллион и максимальной точкой росы влажности при 1 атмосферном давлении — 76°F.
Обозначение ISO 14175 для чистого аргона: ‘I1 ’. Чистый аргон инертен по своей природе и не вступает в реакцию с вольфрамовыми стержнями и металлом сварного шва. Благодаря высокой плотности аргона защитная оболочка очень эффективно защищает сварочную ванну от окисления.
Свойства зажигания сварочной дуги с аргоном хорошие из-за низкой ионизации аргона и, следовательно, требуется низкое сварочное напряжение.
Гелиевый сварочный газ для сварки TIG нержавеющей стали, углеродистой стали, алюминия
Гелий — это инертный сварочный газ. Поскольку в большинстве случаев сварки нержавеющей стали требуется низкое тепловложение для обеспечения контроля аустенитных фаз, а гелий обеспечивает высокое тепловложение при сварке, чистый гелий не используется для сварки нержавеющей стали методом TIG. Чистый гелий в качестве сварочного газа в основном используется для сварки меди, магния и алюминия.
Обычно смешивается с аргоном в качестве второстепенного газового компонента. Гелий имеет более низкую плотность по сравнению с аргоном и, следовательно, требует более высокой скорости потока защитного газа.
Гелий имеет более низкую плотность по сравнению с аргоном и, следовательно, требует более высокой скорости потока защитного газа.
Чистый гелий поддерживает режим шаровидного переноса, и его необходимо смешивать с минимум 20% аргона, чтобы поддерживать режим струйного переноса при сварке.
Газовая смесь для аргонно-гелиевой сварки для сварки ВИГ нержавеющей стали, углеродистой стали, алюминия
Как указано, чистый гелий не используется для сварки ВИГ нержавеющей стали, его смешивают с аргоном, чтобы получить эффективный сварочный газ для сварки ВИГ . Классификация газов SG-AHe-10 согласно AWS A5.32 является примером такой газовой смеси, используемой для сварки нержавеющей стали. В основном для сварки меди методом TIG используются смеси с более высоким содержанием гелия (например, SG-HeA-25).
При добавлении гелия в защитный газ напряжение, необходимое для сварки, выше. Отсюда повышенная температура дуги. Это приводит к более глубокому проплавлению шва.
Газовая смесь для сварки аргоном и водородом для сварки TIG нержавеющей стали, углеродистой стали, алюминия
Водород, являющийся реакционноспособным сварочным газом, ограничен как второстепенный газовый компонент только в небольших количествах, т. е. обычно от 1 до 5% при сварке нержавеющей стали. Добавление водорода полезно для увеличения скорости сварки, поскольку водород увеличивает подводимое тепло при сварке.
е. обычно от 1 до 5% при сварке нержавеющей стали. Добавление водорода полезно для увеличения скорости сварки, поскольку водород увеличивает подводимое тепло при сварке.
Водород также оказывает восстановительное действие при сварке, удаляя кислород из сварного шва, который может снизить ударную вязкость сварного шва.
Эти газовые смеси используются только для сварки сплавов на основе никеля или аустенитной нержавеющей стали. Водород, если он используется для ферритных или мартенситных базовых материалов, может привести к водородному растрескиванию. Примерами классификации AWS A5.32 для сварочного газа аргон-водород являются SG-AH-1 и SG-AH-2.
Аргоно-азотная сварочная газовая смесь для сварки TIG нержавеющей стали, углеродистой стали, алюминия
Аргонно-азотные сварочные газовые смеси используются в основном для сварки дуплексной и супердуплексной сварки нержавеющей стали (хромоникелевой стали). Азот, являющийся сильным аустенитным стабилизатором, в основном используется для сварки дуплексной и супердуплексной нержавеющей стали для поддержания баланса аустенитной и ферритной фаз в микроструктуре сварного шва.
Классификация AWS A5.32 для смеси аргона и азота — SG-NH. СГНХ-2 Наиболее часто используемая классификация сварочных газов для этой категории.
Сварочный газ для сварки TIG и MIG
Сварочный газ для сварки TIG и MIG углеродистой стали, нержавеющей стали, дуплексной нержавеющей стали, никелевых сплавов и алюминиевых сплавов приведен ниже для справочных целей. См. действующую квалификационную спецификацию, чтобы соответствовать требованиям к сварочному газу.
| Сварка газа | Углеродная сталь | 300 Series Steel | 32205, 1,4462 (Стандартная дуплексная сталь) | 32520, 32750 (Supelex).0084 | Ferritic stainless steel | Nickel base alloys | Aluminum | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Pure Argon | ✔ | ✔ | ✔ | ✔ | ✔ | x | ✔ | ||||||
| Pure Helium | x | X | X | X | x | x | 0011 XX | X | ✔ | ✔ | |||
| Argon-Helium mix | X | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||
| Argon with hydrogen 2- 5% | X | ✔ | X | X | X | ✔ | X | ||||||
| Argon with Nitrogen 1-2% | X | X | ✔ | ✔ | x | x | x | ||||||
| X | X | ✔ | ✔ | X | X | X |
 0084
0084What is лучший газ для сварки TIG?
Лучшим газом для сварки TIG является аргон (Ar). Сварочный газ аргон можно использовать для сварки TIG углеродистой стали, нержавеющей стали, алюминия, медных сплавов или любого другого материала. Сварочный газ аргон обеспечивает низкую ионизацию и, следовательно, низкое тепловложение.
Сварные швы, выполненные в среде аргона, отличаются высоким качеством и очень чистой поверхностью. Аргон имеет более высокую плотность, чем гелий, и, следовательно, требует более низкой скорости потока газа по сравнению с гелием.
Газ для сварки ВИГ углеродистой и низколегированной стали
Аргон является основным сварочным газом для сварки ВИГ углеродистой или низколегированной стали. Подробная информация о различных сварочных газах, используемых при сварке TIG, приведена в таблице выше для различных материалов. Класс сварочного газа TIG для сварки углеродистой стали – 9.0011 SG-A в соответствии со спецификацией AWS A5.32.
Подробная информация о различных сварочных газах, используемых при сварке TIG, приведена в таблице выше для различных материалов. Класс сварочного газа TIG для сварки углеродистой стали – 9.0011 SG-A в соответствии со спецификацией AWS A5.32.
Газообразный азот в качестве сварочного газа никогда не используется для сварки углеродистой стали, низколегированной стали или ферритной нержавеющей стали. Причина в том, что азот отвечает за пористость при сварке углеродистой стали, мягкой стали, низколегированной стали и ферритной стали. Защитные газы не должны также смешиваться с азотом для сварки этих материалов.
Какой газ используется для сварки алюминия методом TIG?
Сварка алюминия TIG осуществляется с использованием чистого аргона ( SG-A ) или смесь аргон + гелий (SG-AHe-10). Но в основном для сварки TIG алюминия используется чистый аргон.
Какой защитный газ для сварки MIG?
Аргон, CO 2 , смесь аргона и гелия, смесь аргона и CO2 в основном используются для сварочных газов MIG. Щелкните приведенные ниже ссылки, чтобы узнать о различных защитных газах, используемых для сварки MIG-MAG и FCAW.
Щелкните приведенные ниже ссылки, чтобы узнать о различных защитных газах, используемых для сварки MIG-MAG и FCAW.
Защитные газы для сварки MIG-MAG, TIG и FCAW и чистота защитных газов
Сварочный газ Tri-Mix для сварки нержавеющей стали
Tri-Mix или тройные смеси газов для сварки представляют собой типы защитных газов для сварки на основе трех газовых компонентов. Они обеспечивают дополнительные характеристики сварочной дуги для поддержки режимов переноса металла , таких как короткое замыкание, распыление или шарообразный , например.
Для сварки углеродистой стали SG-ACO-5 (баланс аргона, 5-10% CO 2 и 1-6% кислорода) классификация в основном используется для сварочного газа Tri-mix. SG-AHeO Tri-mix используется для сварки нержавеющей стали. SG-AHeO содержит сварочные газы аргон, гелий и кислород. Гелий обеспечивает высокую температуру сварки, а добавки кислорода обеспечивают текучесть сварного шва, устраняя вялые валики сварного шва.
Способ переноса металла обычно представляет собой перенос распылением с газовой смесью SG-AHeO (аргон, гелий и кислород). Эти газовые смеси также уменьшают пористость сварного шва. SG-AHeO также можно использовать для сварки углеродистой стали и низкоуглеродистой стали, но содержание кислорода должно поддерживаться на низком уровне.
Сварочный газ MIG 75/25
Сварочный газ MIG 75/25 или аргон (75%) + CO 2 (25%) газовая смесь в основном используется для сварки мягкой, углеродистой и низколегированной стали с Сварка МИГ-МАГ. 75-25 Классификационный номер сварочного газа — SG-AC-25 согласно AWS A5.32.
Новые поступления Многофункциональные сварочные аппаратыКак выбрать защитный газ для сварки TIG — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed Cyzewski
Вы не можете срезать углы при сварке TIG — или, по крайней мере, вы не должны этого делать, если хотите получить повторный заказ или хотите, чтобы ваши сварные швы выглядели хорошо. Хотя кажется, что стандартный план для сварки TIG заключается в том, чтобы всегда использовать аргон в качестве предпочтительного защитного газа, есть несколько веских причин прислушаться к опыту других сварщиков о доступных смесях защитного газа. Вот краткий обзор некоторых вариантов защитного газа, которые следует учитывать, если вы работаете над проектом сварки TIG:
Чистый аргон для проверенной и надежной сварки TIG
Сварщики давно полагаются на аргон для сварки TIG, потому что его можно использовать для любого типа металла. Пока у вас есть правильный электрод и настройки, вы можете ожидать, что аргон обеспечит эффективную защиту для вашего сварного шва.
Дуга для защитного газа из чистого аргона узкая и концентрированная, что позволяет получить точный сварной шов со значительным проплавлением. Внешние области дуги не будут значительно нагреваться во время сварки, а это означает, что есть вероятность, что во время сварки вы можете получить подрез или перекатывание валика.
Сварка ВИГ со смесью аргона в защитном газе
Сварщики, работающие со смесью гелия и аргона, где гелий может составлять до 50% защитного газа, могут получать значительно более горячие сварные швы во время работы. Добавляя гелий в смесь, вы можете значительно увеличить силу тока.
Гелий используется для большинства сварочных работ TIG, за исключением низкоуглеродистой стали. Вы можете использовать его для алюминия, нержавеющей стали и медных сплавов.
Гелий отлично проводит тепло и создает широкий тепловой профиль, который достигает краев сварочной ванны. Однако с добавлением тепла возникают некоторые проблемы. Например, для начала вам может понадобиться высокочастотная сварка TIG.
Это также поможет увеличить скорость потока газа, чтобы обеспечить защиту сварочной ванны, поскольку газообразный гелий, даже в такой очищенной форме, имеет тенденцию подниматься вверх при попадании в атмосферу. Конечно, после того, как вы увеличили количество газообразного гелия для защиты сварного шва, вы также захотите убедиться, что вы не прожигаете свой металл!
Сварка ВИГ с водородом
В некоторых случаях сварщики, работающие с нержавеющей сталью, могут работать с водородом, так как он, как и гелий, увеличивает тепловложение при сварке.