Сварка меди в домашних условиях, как варить медь инвертором?
Сваривание металлических деталей – это технологическая процедура, позволяющая получать неразъемные соединения посредством формирования связи между межмолекулярными и межатомными частицами материала при значительном нагреве до расплавления, пластической деформации. Точечная сварка меди в домашних условиях используется, как правило, для соединения многих металлов, их сплавов во всех производственных сферах, даже медицине.
Для осуществления сварочных работ могут использоваться разные источники энергии: трение, ультразвук, электрическая дуга, электрический ток. Современные технологии настолько совершенны, что работы, связанные со сварочным соединением металлических конструкций можно выполнять не только на промышленных предприятиях, но и в полевых условиях, на водоемах, под водой, даже в космосе.
Но, как и в любом виде деятельности существуют свои нюансы, преимущества и недостатки, требования к безопасности проведения работ и прочее. Так, при организации сварочных работ в домашних условиях с заготовками из меди, алюминия, латуни, нержавеющей стали необходимо соблюдать установленные меры предосторожности. Данный тип деятельности относится к особо опасным для здоровья человека: существует опасность поражения ультрафиолетовыми излучениями органов зрения, попадания расплавленного металла на кожу, поражения электрическим током и пр.

Технология газовой сварки меди
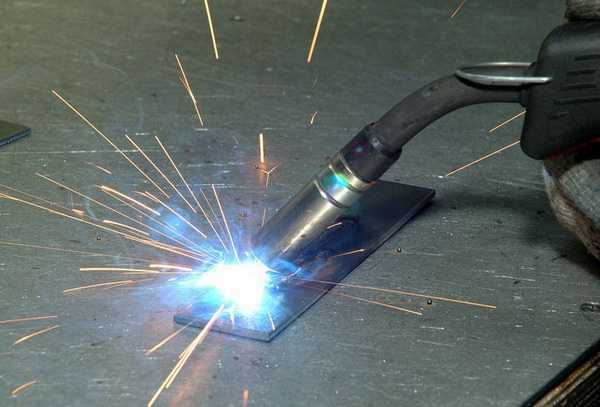
Газовая сварка меди в домашних условиях является самой распространенной технологией, применяемой в бытовых условиях. Получаемый сварочный шов по данной методике отличается высокой прочностью. Именно благодаря этому параметру газовая сварка пользуется большим спросом у домашних мастеров. Для выполнения соединения медных изделий на дому необходимо иметь под рукой:
- Сварочный аппарат
- Газовые горелки
- Баллоны с газом (ацетилен)
- Проволока из меди
- асбест
Некоторые советы опытных сварщиков
- Если толщина изделия из меди не больше 1 см, соединение можно производить одной горелкой.
- При толщине медного образца более 1 см уже нужно использовать сразу две горелки, вторая будет служить для подогрева.
- Чтобы снизить в данном случае отток тепловой энергии, дополнительно понадобятся асбестовые листы.
- Рекомендуется при сваривании медных изделий использовать электротехническую проволоку из меди, предварительно очищенную лакокрасочных изоляционных покрытий.
- Зачистка обязательно проводится и свариваемых краев изделий. Этим условием не стоит пренебрегать, так как от него зависит возможность образования закиси меди.
Все необходимые условия предварительной подготовки к сварочным работам выполнены. Значит можно приступать непосредственно к соединению подготовленных медных изделий.
Рекомендации
- Нагретые участки соединения, которые расположены вблизи друг к другу, нужно стараться не перегревать.
- Пламя концентрированное необходимо направлять перпендикулярно шву непосредственно на край проволоки.
- Проволока должна расплавляться раньше краев изделия. Процесс варения продолжается до тех пор, пока не сформируется весь шов до конца.
- Необходимо помнить, что приостановка незаконченного соединения способна привести к перегреванию некоторых участков изделия, соответственно закиси меди, формированию трещин.
- Законченный сварной шов обязательно проковывается.
- Для небольшой толщины изделий проволоку нужно вести холодной.
- Если толщина изделия составляет больше 0,5 см, тогда проволока должна быть разогрета до температуры 200 градусов. Допускается и большая температура, но не более 500 градусов, так как будет образовываться зернистость металла, который впоследствии станет довольно хрупким.
- Сварной, прокованный шов необходимо довести до температуры 500 градусов и мгновенно охладить.
На этом можно считать соединение медных деталей завершенным.
Аргонно-дуговая сварка медных образцов
Аргонно-дуговая сварка в домашних условиях выполняется при помощи сварочного оборудования с использованием постоянного тока, неплавящимися вольфрамовыми электродами. Процедура напоминает паяние изделий: электрод нагревается до высокой температуры. В результате медь начинает плавиться.
При такой методике сваривания важно мгновенно охлаждать соединяемые участки. Аргонно-дуговая сварка предусматривает использование аргона, медной присадочной проволоки, которая предварительно очищается от лакокрасочного изоляционного покрытия.
При значительной толщине медных заготовок сваривание производится с их предварительным нагреванием. Данная процедура обеспечит наиболее глубокое проникновение, усилит прочность соединения.
Сварка меди: область применение технологии
Аргоновая сварка применяется для проведения ремонта конструкций, изготовленных из меди. Она достаточно эффективно себя показала при выполнении сварочных работ на труднодоступных участках.
Аргонно-дуговая сварка достаточно востребована на производственных предприятиях, а при наличии соответствующего оборудования также успешно может применяться в бытовых условиях. Если в наличии есть инверторное оборудование для сварки, специальные плавкие электроды, процедуру соединения медных образцов можно осуществлять по технологии сваривания стальных изделий. Принципиальных отличий в данном случае практически нет. Но, при такой методике соединения намного сложнее сделать вертикальный шов, нежели горизонтальный.
Что необходимо знать об электродах, используемых для сваривания медных деталей
Чтобы сварочный шов получился высокого качества, рекомендуется применять электроды, покрытые специальным составом. Подобное покрытие необходимо для продуцирования шлака, образующегося с окислами металла. Оно не будет давать воздуху соприкасаться со сварным швом. Обмазка заполняет пустоты, формирующиеся в момент сваривания деталей за счет выгорания компонентов и впоследствии вводит новые компоненты в шов. Такая обмазка способствует лучшей устойчивости электрической дуги. Шлаковый слой, продуцируемый данным покрытием, будет замедлять охлаждение расплавленной меди, при этом из шва будет выходить больше газов.
Электроды, применяемые в процессе сваривания, подразделяются на два типа:
- плавящиеся – для их производства используется проволока из меди, стали, алюминия, чугуна;
- неплавящиеся – для их производства используется синтетический графит, электротехнический уголь.

При выборе электродов необходимо смотреть на их цвет:
- желтые электроды предназначены для образцов, выполненных из жаропрочных, коррозийно-стойких сталей;
- красные – используются для электродуговой сварки медных изделий;
- серые – для заготовок из цветных металлов;
- синие – предназначены для соединения теплоустойчивых компонентов.
Сваривание латунных конструкций
Сварка латуни в домашних условиях – это довольно сложная процедура, так как в состав латуни входит цинк, который при нагревании испаряется, в результате чего изделие теряет первоначальную прочность.
При осуществлении сварочных работ с латунными образцами выделяются вредные для человеческого здоровья вещества. С применением аргона процедура соединения латуни выполняется достаточно быстро – это большой технологический прорыв в сфере обработки металлов.
Сама латунь представляет собой сплав с цинком. Технология соединения деталей, изготовленных из латуни, считается сложной из-за испарения цинка при высоких температурах, данный химический элемент мгновенно окисляется, в результате чего формируется ядовитая тугоплавкая окись. Поэтому сварка латунных образцов должна производиться в специально оборудованных местах, оснащенных вытяжкой, сварщики должны работать в респираторах.
Основные требования, предъявляемые при сварке латуни
- Чистота процесса при использовании аргонно-дуговой сварки. Перед началом работ изделия тщательно зачищаются до характерного металлического блеска поверхности.
- На поверхности свариваемых деталей не должно быть окислов, при наличии которых их обязательно нужно убрать. Для этого используется азотная кислота. После выполнения такой очистки изделие промывается в горячей воде, затем сушится.
При необходимости соединения латунных изделий толщиной более 0,5 см – аргонодуговая сварка идеальный вариант. Электрод передвигается в проводящую зону горелки, кромки соединяемого металлического образца плавятся под влиянием электрической дуги.
При выполнении сваривания деталей аргоном ощущается характерный непрерывный треск, а сварочная дуга имеет удивительный цвет. Это все из-за наличия в сплаве цинка. Латунь в процессе соединения не прогорает, не отлетает отдельными кусками, так как она плавится. Опытные сварщики советуют варить латунь отдельными участками, не расплавлять ее сплошным слоем. При сплошном расплавлении материала существует вероятность прожигания металла.
Если необходимо заварить кратер, тогда рекомендуется постепенно уменьшать напряжение сварки, повышать длину дуги с отведением впоследствии ее в сторону от обрабатываемого изделия. В процессе такого соединения шов заполняется в полном объеме, поджаривание цинка приводит к его испарению, в результате чего в металле образуются дефекты. Чтобы уменьшить испарение данного химического элемента, необходимо увеличить в пламени наличие кислорода, использовать присадочные материалы, легированные бором, алюминием, кремнием.
Совет! При выполнении соединения деталей из латуни осуществляйте сварочные работы на улице, не пренебрегайте требований безопасности!
electrod.biz
Сварка аргоном цветных металлов
Сварка цветных металлов



NextPrev
Главная » Сварка других металлов и сплавов » Сварка цветных металлов
Процесс сварки цветных металлов отличается от сварочных работ со сталью либо чугуном. Сваривание алюминия, титана меди и прочих металлов требует большой концентрации, аккуратности в работе. Специалисты мастерской, занимающиеся аргоновой сваркой, обеспечат красивый, ровный шов, который прослужит ни один год, будет обладать прочностью равной исходному металлу. Цена на работы по сварке аргоном приятно обрадует наших клиентов.

Сварка цветных металлов
Особенности сварки цветных металлов аргоном
- Высокая способность к появлению окислов в зоне шва требует недопущения воздуха.
- Высокая способность поглощать газы требует защиты всей зоны сварки.
- Требует тщательного подбора электродов, присадочных материалов.
- Необходимо учитывать высокие показатели теплопроводности при проведении работ.
- Используют лантанированные, иттрированные вольфрамовые электроды либо угольные.
Преимущества аргоновой сварки цветных металлов
- Благодаря минимальному образованию включений в зоне шва, он становится долговечнее, прочнее.
- Применение процесса в различных положениях пространства.
- Позволяет сваривать металлы самой разной толщины.
- Характеризуется чистотой процесса и отсутствием летящих искр.
- Способ экономичен за счёт малого расхода материалов.
Цены
| Услуга | Цена |
| Сварка цветных металлов | Звоните |
Другие услуги
Вы можете отправить нам заявку при помощи формы обратной связи:
svarka-argonom.ru
Сварка аргоном
Узнавайте о зимних акциях у менеджеров !!!!
Наша мастерская находится в Москве в районе метро «Алексеевская» Схема проезда Предварительно звоните +7 (916) 452-92-92 Будем рады видеть Вас в нашей мастерской!

Аргоновая сварка
Сварка аргоном различных металлов и сплавов
Методом аргонодуговой сварки можно соединять детали из различных цветных и черных металлов и сплавов. В строительстве, даже в быту, нередко возникают ситуации, когда требуется особый подход к свариванию, тщательная аккуратность, даже некая художественность процесса. Техническое высококачественное оснащение и специалисты высочайшей квалификации нашей мастерской способны выполнить задачу любой сложности.
Сварка металлов аргоном
Каждый вид металла имеет свои особенности, сварка цветных металлов, равно как и сварка черных металлов, должны учитывать их физико-химичские свойства.
- Сварка алюминия и сплавов с его содержанием обеспечит минимальную деформацию конструкции, высокое качество шва, так как в этом процессе предотвращено воздействие кислорода на алюминий.
- Аргоновая сварка нержавейки (нержавеющей стали) позволяет соединить очень тонкий металл, добиться высокого качества швов. По трубам из нержавейки, соединенным в аргоновой среде, может даже транспортироваться газ или жидкость под давлением.
- Латунь представляет собой сплав из меди и цинка с примесями других металлов, который очень трудно сваривается, потому сварка бронзы (латуни) аргоном считается самой эффективной, к тому же высокоэстетичной, что немаловажно для создания аксессуаров декора, предметов интерьера.
- Самым чистым, универсальным считается метод аргоновой сварки для меди и сплавов из нее. Он позволяет делать аккуратный прочный шов даже на тонколистовых изделиях.
Технология аргоновой сварки
Технология аргоновой сварки предполагает использование электрической дуги и газа. Источник нагрева – электрическая дуга – расплавляет кромки изделия, после чего происходит само сваривание металла. Инертный газ аргон нужен для того, чтобы вытеснить кислород из рабочей зоны, а также нивелировать любое влияние атмосферы. Если поверхность не будет защищена от взаимодействия с кислородом, шов получится непрочным, негерметичным, с пузырьками. Расплавленный алюминий при контакте с кислородом сгорает.

Услуги аргонной сварки
Различают следующие виды аргонодуговой сварки:
- ручная сварка аргоном (РАД) неплавящимся вольфрамовым электродом;
- автоматическая аргонодуговая сварка (ААД) неплавящимся электродом;
- автоматическая аргонодуговая сварка (ААДП) с плавящим электродом.
Преимущества аргоновой сварки
Метод имеет ряд преимуществ, по сравнению с другими:
- Высокое качество сварных соединений, их повышенная прочность, надежность, долговечность.
- Возможность проплавления металла на глубине, если нет другой возможности соединить детали.
- Качественное сваривание тонких металлов.
- Высокая производительность труда за счет высокотемпературного режима работы.
- Возможность соединять детали сложной конструкции, где другой способ сварки не может быть применен.
- Чистота и безопасность для человека, не выделяются вредные для здоровья токсичные вещества, отсутствуют искры.
- Простота контроля процесса и возможность его автоматизации.
В нашей мастерской вы можете заказать полный комплекс сварочных услуг, а также получить квалифицированную консультацию по вопросам аргонодуговой сварки. Огромный опыт в этой сфере, ответственность, компетентность сотрудников и наличие профессионального оборудования позволяют нам гарантировать клиентам максимально высокое качество своей работы.
Сварка автомобильных деталей и узлов
Аргоновая сварка широко применяется в авторемонте. Автомобильные узлы и детали, устройства и механизмы можно ремонтировать или восстанавливать аргонодуговым свариванием.
- С помощью аргоновой технологии может осуществляться сварка бензобака, если пайка нужна небольшого размера, бак можно даже не демонтировать.
- Должна быть выполнена исключительно аргоном сварка радиаторов. Другие способы могут привести к разгерметизации узла.
- Аргонодуговая сварка коллектора – лучший способ устранить все неполадки, дефекты, гарантия его целостности на долгое время.
- Аргоновая сварка автомобильных дисков идеальна для реставрации сильных повреждений: сглаживания глубоких царапин, наплавления отсутствующих деталей, бортов.
- Сварка блоков двигателя позволяет получить почти незаметный шов, соединяющий сами детали, после чего эти узлы приобретают еще большую прочность, чем раньше.
- При таком ответственном, требующем высокой точности процессе, как сварка глушителя тоже рекомендуется использовать инертный газ аргон. Это поможет восстановить утраченный объем в нужных местах и получить малозаметные швы.
- Сварка картера (его поддона) позволяет легко устранить трещины и расколы этого легкоуязвимого узла.
- Аргоновая сварка кондиционеров способна удалить такие распространенные дефекты, как механические повреждения, очаги коррозии, потертости.
- Аргоновая сварка коробки передач (кпп) – единственно возможный способ сварочного соединения, так как корпус изготовлен из алюминия.
Заказать
Вы можете отправить нам заявку при помощи формы обратной связи:
svarka-argonom.ru
Технология сварки меди аргоном
- Сварка меди в домашних условиях
- Сварка меди аргоном
- Технология сварки меди
Медь используется в химическом и энергетическом машиностроении благодаря тому, что она имеет высокую коррозионную устойчивость, а также устойчива в агрессивных средах. Эти свойства будут повышаться при повышении чистоты металла, что заставляет предъявлять к сварочному шву особые требования.
Сваривание бронзы и латуни имеет много своих особенностей, но свойства чистой меди, присутствующей в этих сплавах, значительно утрачиваются. В зависимости от количества содержания примесей в сплаве, медь различается на пять основных марок:
- М1 – содержание примесей не более 0,05%;
- М2 – содержание примесей не более 0,10%;
- М3 – содержание примесей не более 0,30%;
- М4 – содержание примесей не более 0,50%;
- М5 – содержание примесей не более 1,00%;
Аргоновая сварка меди очень похожа на газовую, однако она имеет некоторые отличия и особенности, отличающие ее от других видов сварки. Главным элементом, с помощью которого производится сваривание, является инертный газ аргон. Сваривание производится с помощью неплавящегося вольфрамового электрода.
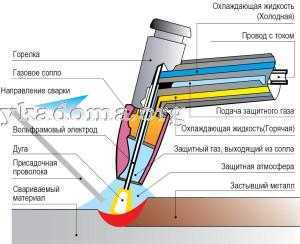
Вольфрамовый электрод является главной составляющей сварочного аппарата. Этот электрод изготавливают из вольфрама по причине его тугоплавкости. Данный металл не боится высокой температуры, поэтому электроды, сделанные из него, считаются неплавящимися. Возле вольфрамового электрода расположено сопло, из которого выходит газ аргон.
Аргон не пропускает воздух к сварочной ванне, что позволяет защитить сварочный процесс от факторов окружающей среды. Если воздух попадает на сварочный электрод, то он будет окисляться, а если воздух попадет на свариваемый металл, то он начнет гореть.
В сравнении с газовой и электрической сваркой, у аргонодуговой сварки преимуществ намного больше. При сваривании меди аргоном в металле сварочного шва не скапливаются различные шлаки. С помощью аргона можно производить сваривание даже тонкого металла. Например, аргонодуговым сварочным аппаратом можно сваривать даже пластинки фольги. В случаях, когда требуется сваривание чугуна или алюминия, аргонодуговой аппарат приходится как раз кстати.
На данный момент аргонодуговые сварочные аппараты широко применяются в автомастерских для ремонта автомобилей. Стоит обратить внимание, что аргонодуговое сваривание является самым надежным из всех остальных видов сварки. Сварочный шов после работы практически не заметен и сливается с металлом свариваемого изделия. Если потребуется, то в сварочный шов можно добавить другие металлы. Для выполнения такой задачи потребуется присадочная проволока. Обычно присадочную проволоку используют для укрепления сварочного шва.
Аргонодуговым сварочным аппаратом можно сваривать не только медь, алюминий и чугун. В некоторых случаях данный тип сваривания используют для сварки серебра, золота и других драгоценных металлов. Сваривание получается наивысшего качества в случае, когда для работы используется чистый газ аргон.
3g-svarka.ru
Сварка аргоном — наглядное пособие методики
Детали и конструкции из нержавеющих, медных и алюминиевых, легированных сплавов, различные иные цветные металлы, невозможно сварить обычным способом. Иногда случаются различные ситуации, когда нужно сварить нержавеющие трубы, алюминиевые детали для автомобиля и т. п. В таких моментах нужна специальная сварка – аргонодуговая.

Методика и общие положения
Сварка в среде аргона сочетает в себе дуговую и газовую сварки. От электросварки здесь присутствует электрическая дуга, а от газовой – наличие газа и принцип работы.
Появляется закономерный вопрос, для чего присутствие аргона? Потому, что в процессе работы цветные и легированные стали контактируя с воздухом из окружающей среды начинают окисляться. Сварной шов выходит слабым, пористым, а при контакте алюминия с воздухом происходит возгорание. Для защиты металла от негативного воздействия различных факторов приходится использовать инертный газ аргон. Так как масса этого газа больше массы воздуха, то он свободно вытесняет кислород из области сварки, при этом надежно защищает рабочую зону от всех влияний окружающей среды. Подачу газа в область сваривания деталей начинают за 20 сек., прекращают спустя 7 – 10 секунд окончания работы. В процессе сварки используя обратную полярность из молекул аргона выделяются электроны, превращая сварочную среду в электропроводную плазму. Из-за этой особенности газа применяют тугоплавкий электрод из вольфрама.
Сварка аргоном для начинающих
Рассмотрим технологию сварки аргоном:
- вокруг вольфрамового электрода закрепляют сопло из керамики, из него подается аргон;
- по таблицам подбирается присадочный пруток, материал аналогичен свариваемым элементам;
- свариваемые поверхности зачистить от окисления, грязи, жира;
- подается «масса» к свариваемой детали, присадочный пруток подается отдельно;
- в рабочую руку берем горелку во вторую присадочную проволоку, за 20 секунд до начала работы начинаем подавать газ;
- сила тока устанавливается исходя из характеристик свариваемых металлов;
- сопло горелки подводится на расстояние до 2 мм к присадочной проволоке;
- прекращать подачу газа спустя 4 – 7 секунд после прекращения сварки.
Режимы сварки аргоном
Для получения высококачественного шва при сварке в среде аргона нужно правильно выбрать режим. Для каждого материла необходимо отдельно подбирать режим. Он зависит, от химического состава метала и толщины свариваемых деталей.
Сварка алюминия
Расплавление алюминия происходит при температуре 650 °C, а оксидной пленки 2000 °C поэтому сварка обычным способом невозможна. В связи с этим выполняют сварку алюминия аргоном на обратной полярности. При этом способе ионы аргона начинают атаковать поверхность металла, создавая электропроводную плазму для более быстрого разрушения оксидной пленки.

Сварка нержавеющей стали
Металл обладает высокими антикоррозийными свойствами и высокой степенью прочности. Из-за своих особенных свойств сталь требует специальных методов обработки. Поэтому производят сварку нержавейки аргоном. Этот процесс очень сложен и трудоемок, а связи с этим этот вид работ для начинающих не по силам. Основная проблема этого процесса растекание металла. К сварке нержавейки аргоном надо подходить очень внимательно. Например: присадочный пруток должен иметь более высокую степень легирования, а электрод горелки — тугоплавким.
Преимущества и недостатки
Технология сварки аргоном, как и все остальные, имеет преимущества и недостатки.
Достоинства
- зона сварки защищена от влияния окружающей среды, что придает шву прочность;
- материал практически не нагревается, что позволяет сваривать детали сложной конструкции, не деформируя их;
- высокая скорость выполнения работ;
- можно сварить металлы, которые иным методом не сваришь.
Недостатки
- сложное и дорогостоящее оборудование, необходима точная настройка;
- выполнение сварочных работ требует опыта.
Эта технология сварки обеспечивает высококачественный шов, что особенно важно при работе с тонким металлом.
stroykadoma.org
www.samsvar.ru
Сварка меди – Осварке.Нет
Необходимость сварки меди возникает из-за массового употребления меди для изготовления конструкций разного назначения: трубопроводов, электрических приборов, химической аппаратуры и т. д. Широкое использование меди обусловлено ее особенными физическими свойствами. Медь имеет высокую электропроводность. Теплопроводность меди в 6 раз выше чем у железа. Температура перехода в жидкое состояние — 1083° C.
Медь относиться к группе трудносвариваемых материалов, поэтому требует высокой квалификации сварщика и соблюдения технологии сварки.
Трудности при сварке меди
- из-за высокой тепловодности меди, в шесть раз большей, чем теплопроводность железа, сварка соединений с несимметричным теплоотводом является сложной задачей;
- сварка потолочных и вертикальных швов затруднена из-за повышенной теплотекучести, которая у меди в 2-2,5 раза выше, чем у стали;
- в результате интенсивного окисления образуется закись меди (Cu2O), которая хорошо растворяется в расплавленном металле, что приводит к появлению трещин;
- поскольку медь обладает способностью активно поглощать водород и кислород, при расплавлении шов нередко становится пористым, и образуются горячие трещины.
Подготовка меди к сварке
Для разделки меди и сплавов на мерные заготовки могут использоваться шлифовальная машинка или труборез. Детали могут также формироваться на фрезерном или токарном станке, либо методом плазменно-дуговой резки.
Кромки для сварки формируются механическим способом. Для меди, имеющей толщину от 6 до 18 мм, рекомендованы Х- и V-образные разделки.
Перед началом сварочных работ сами детали и присадочную проволоку необходимо до металлического блеска очистить от окислов и всяческих загрязнений, а также обезжирить.
Для механической зачистки кромок используются наждачная бумага, металлические щетки и другие подобные приспособления. Не рекомендовано использовать абразивный камень и наждачную бумагу с крупным зерном.
Можно выполнять очистку методом травления в растворе, включающем:
- HNO2 – 75 куб. см/л;
- h3SO4 – 100 куб. см/л;
- HCl – 1 куб. см/л.
После этой процедуры детали необходимо тщательно промыть в воде и щелочи, а также высушить горячим воздухом.
Конструкции, толщина стенки которых составляет 10-15 мм, чаще всего предварительно подогреваются газовым пламенем или рассредоточенной дугой, но возможны и другие способы.
Стыки под сварку собираются в специальных приспособлениях или при помощи прихваток минимального сечения. Важно соблюдать одинаковый на всем протяжении заготовки зазор.
Перед использованием поверхность прихваток тщательно очищается и осматривается с тем, чтобы убрать те из них, на которых имеются горячие трещины. Для сварки в нижнем положении выбираются графитовые подкладки. Можно также использовать медные пластины, которые охлаждаются водой.
Ручная дуговая сварка меди покрытыми электродами
Метод ручной дуговой сварки меди используют для сварки деталей толщиной более 2 мм. Покрытые электроды для сварки меди выпускают диаметром 3-6 мм. Пруток электрода изготавливают из меди или бронзы. Покрытие электродов — фтористо-кальциевое. Ручная дуговая сварка меди ведется на постоянном токе обратной полярности. Сварку выполняют в нижнем положении. Сварочный ток рассчитывают по соотношению 50-60 А на 1 мм диаметра электрода. Детали перед сваркой подогревают к 300-400° C. Сварка толстостенных конструкций из меди более 16 мм выполняет с сопутствующим подогревом до 300-400° C.
Сварку выполняют короткой дугой без колебательных движений концом электрода. После сварки шов проковывают и быстро охлаждают в воде.
osvarke.net