Сварка меди и медных сплавов
Медь и медные сплавы предлагают уникальные сочетания свойств материала, что делает их выгодными для многих производственных условий. Они имеют широкое использование из-за их отличных свойств электро- и теплопроводности, низкого коэффициента трения, высокой стойкости к коррозии и хорошими характеристиками прочности и сопротивления усталости.
Металлургия медных сплавов и их свариваемость
Многие распространенные металлы сплавляются с медью для получения различных сплавов меди. Наиболее распространенные легирующие элементы это алюминий, никель, кремний, олово и цинк.
Другие элементы легируют медь в небольших количествах для улучшения некоторых характеристик материала, таких как устойчивость к коррозии и механической обработке.
Медь и ее сплавы делятся на девять основных групп.
Эти основные группы:
- — Чистая медь, содержащая не менее 99,3% Cu
- — Сплавы меди, содержащие до 5% легирующих элементов
- — Медно-цинковые сплавы (латуни), которые содержат до 40% Zn
- — Медно-оловянные сплавы (оловянно фосфористые бронзы), которые содержат до 10% олова и 0,2% P
- — Медно-алюминиевые сплавы (алюминиевые бронзы), которые содержат до 10% Al
- — Медно-кремниевые сплавы (кремниевая бронза), которые содержат до 3% Si
- — Медно-никелевые сплавы, содержащие до 30% Ni
- — Медно-цинково-никелевые сплавы (нейзильберы), которые содержат до 7% цинка и 18% Ni
- — Специальные сплавы, которые содержат легирующие элементы для повышения свойств или характеристик, например, обрабатываемости
Многие медные сплавы имеют свои названия, такие как бескислородная медь (не менее 99,95% Cu), бериллиевая бронза (от 0,02 до 0,2% Be) и морская латунь (Cu40Zn).
В результате добавления в состав медного сплава хрома и циркония получается жаропрочный медный сплав БрХЦр (CuCrZr) применяемый для изготовления электродов для контактной и шовной сварки, а также контактных сварочных наконечников для горелок полуавтоматической MIG MAG сварки. Эти наконечники отличаются высокой износостойкостью.
Многие физические свойства медных сплавов имеют важное значение для сварочных процессов, такие как температура плавления, коэффициент теплового расширения, а также электро-и теплопроводность. Некоторые легирующие элементы значительно уменьшают электрическую и теплопроводность меди.
Влияние легирующих элементов на свариваемость меди
Некоторые легирующие элементы имеют выраженный эффект на свариваемость меди и медных сплавов. Небольшое количество летучих, токсичных легирующих элементов часто присутствуют в меди и ее сплавов. В результате, требования эффективной системы вентиляции для защиты сварщика или оператора сварочного робота или автоматической установки являются очень важными.
Цинк снижает свариваемость всех латуней пропорционально его процентному содержанию в сплаве. Цинк имеет низкую температуру кипения, в результате чего происходит выделение токсичных паров при сварке медно-цинковых сплавов.
Олово повышает вероятность появления горячих трещин при сварке, когда его содержание в сплаве составляет 1-10%. Олово, по сравнению с цинком, значительно менее летуче и токсично. Во время сварки олово может окисляться. В результате могут появляться оксиды, снижающие прочность сварного соединения.
Бериллий, алюминий и никель образуют оксиды, которые необходимо удалить перед сваркой. Образование этих оксидов в процессе сварки должно быть предотвращено защитным газом или флюсом и использованием соответствующего сварочного тока. Оксиды никеля мешают дуговой сварке медных сплавов меньше, чем оксиды бериллия и алюминия. Следовательно, цинково-никелевые и медно-никелевые сплавы менее чувствительны к типу сварочного тока, используемого в процессе. Сплавы, содержащие бериллий также производят токсичные газы во время сварки.
Кремний оказывает благотворное влияние на свариваемость медно-кремниевых сплавов, благодаря раскислению.
Кислород может вызвать пористость и уменьшить прочность сварных швов, содержась в некоторых сплавах меди, которые не содержат достаточного количества фосфора или других раскислителей. Кислород может находиться как свободный газ или закись меди. Чаще всего, чтобы избежать этого, медные сплавы содержат раскислительный элемент, как правило, это фосфор, кремний, алюминий, железо или марганец.
Железо и марганец незначительно влияет на свариваемость сплавов, которые их содержат. Железо, как правило, присутствуют в некоторых специальных латунях, алюминиевых бронзах и медно-никелевых сплавах в количестве от 1,4 до 3,5%. Марганец обычно используется в тех же сплавах, но в более низких концентрациях, чем железо.
Свинец, селен, теллур и серу
Другие факторы, влияющие на свариваемость меди и её сплавов
Кроме того, что легирующие элементы, которые входят в состав сплава меди, влияют на его свариваемость, существуют и другие факторы, также на это влияющие. Это такие факторы, как теплопроводность сплава, защитный газ, тип сварочного тока, используемого в процессе сварки, тип сварного соединения, положение сварки и состояние свариваемой поверхности.
Влияние теплопроводности
Поведение меди и медных сплавов при сварке сильно зависит от их теплопроводности. Медь и сплавы меди с низким содержанием легирующих элементов обладают высокой теплопроводностью. Поэтому, для предотвращения диссипации, тип сварочного тока и защитный газ должны быть выбраны, чтобы обеспечить максимальный ввод тепла в сварной шов. В зависимости от толщины свариваемого изделия, может потребоваться предварительный нагрев деталей из медных сплавов с низкой теплопроводностью. Промежуточная температура должна быть такой же, как и для подогрева.
Положение сварки
В связи с весьма неустойчивыми характеристиками меди и ее сплавов, для сварки преимущественно используется нижние положение. Сварка в горизонтальном положении используется в некоторых случаях тавровых и угловых швов с разделкой кромок.
Горячие трещины
Медные сплавы, такие как медно-оловянные и медно-никелевые, восприимчивы к образованию горячих трещин при температурах затвердевания. Эта особенность проявляется во всех медных сплавах в диапазоне перехода от температур ликвидуса до солидуса. Горячие трещины могут быть минимизированы за счет сокращения свободы перемещения изделия во время сварки. Также их появление минимизируют за счет подогрева, чтобы замедлить скорость охлаждения и снизить величину сварочных напряжений.
Пористость
Некоторые элементы (например, цинк, кадмий и фосфор), имеют низкую температуру кипения. Испарение этих элементов в процессе сварки может привести к пористости. При сварке сплавов меди, содержащих эти элементы, пористость может быть минимизирована за счет более высокой скорости сварки и соответствующих сварных соединений для использования меньшего количества присадочных материалов.
Состояние поверхности
Жиры и окислы на рабочей поверхности должны быть удалены перед сваркой. Для этого может быть использована проволочная щетка. Смазка, краска, грязь и другие подобные загрязнения на медно-никелевых сплавах может привести к охрупчиванию и должны быть удалены перед сваркой.
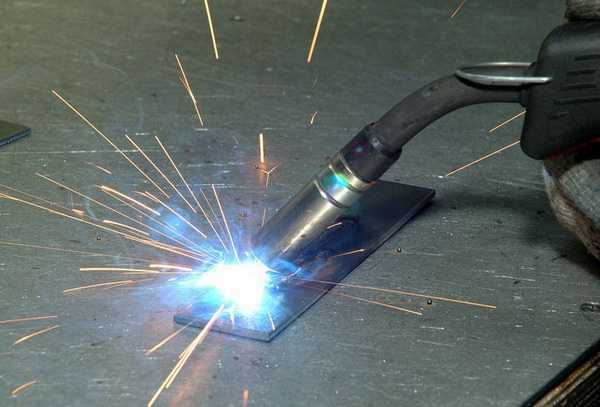
Дуговые процессы, применяемые при сварке меди
Процессы дуговой сварки имеют первостепенное значение при производстве изделий из меди. Основные применяемые процессы это ручная дуговая сварка покрытым электродом (MMA), аргонодуговая сварка (TIG) неплавящимся вольфрамовым электродом и полуавтоматическая (MIG MAG) сварка плавящимся электродом. Также, но несколько реже используют такие процессы, как плазменная сварка (PAW) и сварка под флюсом (SAW). Оборудование для этих процессов ничем не отличается от стандартного оборудования для сварки других сталей.
Ручная дуговая сварка может быть использована для сварки широкого диапазона толщин медных сплавов. Покрытые электроды для сварки медных сплавов имеют стандартные размеры от 2 до 5 мм диаметром.
Сварочные процессы, которые используют защитный газ, как правило, предпочтительнее, хотя многие некритические соединения могут быть сварены при помощи электродов и ручной дуговой сварки. Аргон, гелий или их смесь используются в качестве защитных газов для аргонодуговой, плазменной и полуавтоматической сварки.
Аргонодуговая сварка TIG меди и медных сплавов
Сварка TIG вольфрамовым электродом хорошо подходит для меди и медных сплавов благодаря своей интенсивной дуге. Сварочная дуга, которая обладает чрезвычайно высокой температурой, сосредоточенно проникает в сварное соединение.
При сварке меди и теплопроводных сплавов меди, интенсивность дуги играет важную роль, с минимальным нагревом окружающей околошовной зоны. Наименьшая зона термического влияния (ЗТВ) особенно желательна при сварке медных сплавов.
Многие из стандартных вольфрамовых электродов могут быть использованы для TIG сварки меди и медных сплавов. За исключением определенных классов медных сплавов, наиболее предпочтительным является использование торированного вольфрама для высокой производительности, длительного срока службы и большой устойчивости к загрязнению.
Полуавтоматическая сварка MIG
Сварка MIG используется для меди и медных сплавов при толщине менее 3 мм, в то время как она же предпочтительнее для соединения изделий из алюминиевых бронз, кремниевых бронз и медно-никелевых сплавов толщиной свыше 3 мм.
Плазменная сварка PAW
Сварка меди и медных сплавов с использованием плазменной сварки можно сравнить с аргонодуговой сваркой этих сплавов. Аргон, гелий или их смесь используется для сварки всех сплавов. Водород никогда не должен быть использован при сварке меди.
Плазменная сварка имеет два главных преимущества по сравнению с аргонодуговой:
- — вольфрамовый электрод скрыт и полностью экранирован, что значительно снижает его загрязнение. В частности, для сплавов с низкой температурой кипения компонентов, таких как латунь, бронза, фосфористая и алюминиевая бронза
- — плазменная дуга обладает более высокой энергией при минимальной околошовной зоне нагрева
В этой статье мы рассмотрели наиболее часто применяемые процессы для дуговой сварки меди и медных сплавов. Также рассмотрены характеристики и особенности сварки. Надеюсь, эта информация будет полезна для дальнейшего использования. Спасибо за внимание.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Сварочное оборудование для сварки меди
www.smart2tech.ru
Сварка медных труб
«>Сваривание медных труб является сложным процессом, потому как медь сваривается достаточно непросто. Подбор технологии для сваривания медных труб зависит от назначения свариваемой детали и необходимой герметичности сварочного шва.
Сваривание труб из меди возможно двумя самыми популярными способами: газовое и электродуговое сваривание. Электродуговое сваривание делится на два таких способа, как сварка обычными и неплавящимися электродами.
Газовое сваривание меди используется для сваривания труб из меди и медных сплавов, а качество сварки очень высоко. Данный тип сваривания означает широкое применение различных флюсов, которые убирают оксидную пленку с поверхности металла. Это является минусом при сваривании газовой сваркой, потому как образующийся сварочный шов имеет пористую структуру, вследствие образования паров флюса при нагревании, поэтому сваривание не будет герметичным.
Сваривание медных труб более успешно, когда в работе используются специальные электроды, которые позволяют получить высокий ток для сваривания и температуру горения дуги. Температура горения сварочной дуги должна быть высокой, потому что чем она выше, тем чище сварочный материал и тем выше теплопроводность. Данная технология тоже не позволяет получить абсолютно герметичный и качественный сварочный шов, потому что покрытие сварочного электрода засоряет его, а надежность шва резко понижается.
Наиболее качественным способом сваривания является сварка в среде защитного газа с применением неплавящегося электрода из вольфрама. В данной ситуации защитным газом выступает газ аргон, потому как он является инертным. Использование азота позволяет сделать более широкую сварочную ванну, но уменьшить ее глубину. Аргон позволяет получить узкий и глубокий сварочный шов, который качественно скрепит свариваемые детали.
По причине попадания части кислорода в сварочную ванну, для того чтобы достичь высокого качества работы, требуется использовать медную проволоку, как присадочный материал. В ней должно содержаться много присадок, которые связывают кислород. Одной из таких присадок является марганец.
Некоторые присадочные материалы не дают нужного результата, потому как некоторые их включения изменяют свойства металла шва, делая его более хрупким или менее прочным. Поэтому для того чтобы избежать таких последствий сваривания, как понижение свойств металла шва, требуется применение присадочных материалов с добавлением редкоземельных металлов, использование которых позволяет добиться высокой чистоты сварочного шва, повышая его качество. Единственным неудобством использования редкоземельных металлов является их высокая стоимость, поэтому их следует покупать в специализированных магазинах от заводов-изготовителей.
3g-svarka.ru
Технология сварки меди и ее сплавов
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Особенностью сварки Сu и ее сплавов является склонность швов к образованию горячих трещин. Кислород, сурьма, висмут, сера и свинец образуют с медью легкоплавкие эвтектики, которые скапливаются по границам кристаллитов. Это требует ограничения содержания примесей в меди: O2 — до 0,03, Bi — до 0,003, Sb —до 0,005, Рb —до 0,03% (по массе). Для ответственных конструкций содержание этих примесей должно быть еще ниже: 02≤0,01, Bi≤0,0005, Pb≤0,004 %. Для особо ответственных изделий содержание O2 должно быть значительно ниже — менее 0,003 % (по массе). Содержание S не должно превышать 0,1 % (по массе).
Склонность к порообразованию
Медь и ее сплавы проявляют повышенную склонность к образованию пор в металле шва и околошовной зоне. Причиной образования пор является водород, водяные пары или образующийся углекислый газ при взаимодействии окиси углерода с закисью меди.
Высокие градиенты температуры способствуют развитию термической диффузии водорода в зоне термического влияния, что приводит к сегрегации водорода вблизи линии сплавления и увеличивает вероятность возникновения дефектов: пор, трещин. Растворимость водорода в меди зависит от содержания в ней кислорода и легирующих компонентов.
При сварке латуней причиной пористости может стать испарение Zn, температура кипения которого ниже температуры плавления Cu и составляет 907 °С. Испарение Zn уменьшает введение Мn или Si.
При сварке бронз выгорание легирующих примесей также может стать причиной появления пористости.
Подготовка под сварку
Свариваемый металл и электродная проволока перед сваркой тщательно очищаются от окислов механически (шабером, наждаком и пр.) или химически (травлением в растворе, содержащем в 1 л 75 мл HNO3, 100 мл H2,SO4, 1 мл НСl, остальное — дистиллированная вода, с последующей промывкой в воде, затем обезжириваются).
Выбор технического процесса сварки изделия в первую очередь определяется его назначением, сложностью (наличие коротких или криволинейных швов в различных пространственных положениях, труднодоступных мест), а также числом изготавливаемых изделий (серия) и требованиями, предъявляемыми к их качеству.
Газовая сварка
При единичном производстве и ремонтных работах рекомендуется использовать газовую сварку, в процессе которой осуществляется подогрев и начальная термическая обработка изделия. Невысокие температурные градиенты уменьшают воздействие сварочного термического цикла на металл в зоне сварки (шов, зона термического влияния). Возможно раскисление и легирование металла через присадочную проволоку. Газовую сварку можно применять как для чистой меди, так и для ее сплавов.
Газовая горелка — тепловой источник малой сосредоточенности, поэтому для сварки меди желательно использовать ацетилено-кислородную сварку, обеспечивающую наибольшую температуру ядра пламени. Для сварки толщин более 10 мм рекомендуется применять две горелки, из которых одна используется для подогрева, а вторая для образования сварочной ванны.
Для сварки меди и бронз используют нормальное пламя β = vO2/vC2H2 =1,05÷1,10, а для сварки латуней β= 1,3÷1,4 (с целью уменьшения выгорания цинка).
Раскисление металла сварочной ванны, несмотря на защиту от окружающей среды продуктами сгорания, производится извлечением закиси меди флюсами или введением раскислителей через присадочную проволоку.
Сварочные флюсы для меди содержат соединения бора (борная кислота, борный ангидрид, бура), которые растворяют закись меди, образуя легкоплавкую эвтектику, и выводят ее в шлак. Кроме соединений бора, флюсы могут содержать фосфаты и галиды (табл. 27.1).
Флюсы наносят на зачищенные и обезжиренные свариваемые кромки по 10—12 мм на сторону. Дополнительно их можно вносить с помощью присадочного металла, на который наносят покрытие из компонентов флюса и жидкого стекла с добавками древесного угля [10—20 % (по массе)]. При сварке алюминиевых бронз в состав флюса надо вводить фториды и хлориды, растворяющие Аl2О3, который получается при окислении алюминия в составе бронзы.
При сварке Сu толщиной до 3 мм разделку кромок не производят, в качестве присадочной проволоки используют медь Ml или М2, так как медь не успевает существенно окислиться. При больших толщинах применяют присадочную проволоку, легированную раскислителями. При сварке медных сплавов состав присадочной проволоки должен совпадать с составом основного металла. При сварке латуней следует применять кремнистую латунь ЛК80-3. Медь больших толщин сваривают в вертикальном положении. После сварки осуществляют проковку в подогретом состоянии (до 300—400 °С) с последующим отжигом. При проковке получается мелкозернистая структура шва и повышаются его пластические свойства.
При правильно выполненной сварке и последующей проковке сварные швы имеют прочность σв= 166÷215 МПа и угол загиба 120—180°.
Ручная сварка
Выполняется на постоянном токе обратной полярности. Ориентировочные режимы приведены в табл. 27.2.
Медь толщиной до 4 см сваривают без разделки кромок, до 10 мм — с односторонней разделкой при угле скоса кромок до 60—70° и притуплении 1,5—3 мм. При большей толщине рекомендуется Х-образная разделка.
Для сварки латуней, бронз и медноникелевых сплавов применяются электроды марок ММЗ-2, Бр1/ЛИВТ, ЦБ-1, МН-4 и др. Широкое применение нашли электроды с покрытием «Комсомолец-100», в состав покрытия входят следующие компоненты, % (по массе): плавиковый шпат 10, полевой шпат 12, ферросилиций 8, ферромарганец 50, жидкое стекло 20. Подогрев свариваемых кромок необходим при толщине более 4 мм, при толщине 5—8 мм металл подогревают до 200—300 °С, при толщине 24 мм 750—800 °С.
Теплопроводность и электропроводность металла шва при сварке покрытыми электродами значительно снижаются. В процессе плавления электрода с покрытием в металл шва переходит часть легирующих компонентов и электропроводность шва составляет порядка 20 % от электропроводности меди Ml. Механические свойства швов, выполненных дуговой сваркой покрытыми электродами, вполне удовлетворительны: σв= 176÷196 МПа, угол загиба 180°.
Ручная дуговая сварка латуни применяется редко, так как интенсивное испарение Zn затрудняет работу сварщика. При сварке латуни применяют предварительный подогрев, пониженные токи и повышенные скорости. Сварные соединения из латуни Л62 имеют σв 243—340 МПа, угол загиба 126—180°.
Сварку бронз покрытыми электродами выполняют постоянным током обратной полярности как с подогревом, так и без предварительного подогрева, применяемые токи 160—280 А, диаметр электродов 6—8 мм.
Автоматическая сварка под флюсом
Основным преимуществом автоматической сварки Сu под флюсом является возможность получения стабильных высоких механических свойств без предварительного подогрева. Поэтому при изготовлении крупногабаритных сварных конструкций из Сu больших толщин технологический процесс достаточно прост и почти не отличается от процесса сварки сталей.
Химические составы некоторых флюсов, применяющихся для автоматической сварки меди и ее сплавов плавящимся электродом (ГОСТ 9087—69), приведены в табл. 27.3.

При сварке меди под такими кислыми флюсами в металл шва переходят Si и Мn, в результате ухудшаются тепло- и электрофизические свойства соединений по сравнению с основным металлом. Применение бескислородных фторидных флюсов, например марки АН-M1, который содержит, % (по массе), 55 MgF2, 40 NaF, 5 BaF2, позволяет получать швы, удельное сопротивление которых в 1,5 раза ниже, а теплопроводность в 2 раза выше по сравнению со швами, выполненными под кислым флюсом АН-348А.
Для электродуговой сварки меди используются керамические флюсы: ЖМ-1 для сварки меди и К-13МВТУ для сварки меди со сталью.
Режимы сварки меди под флюсом К-13МВТУ приведены в табл. 27.4.
Сварку ведут на постоянном токе обратной полярности при жестком закреплении на подкладках из охлаждаемой меди (толщиной до 2,5 мм) или на графите (толщиной 5—6 мм). Состав флюса К-13МВТУ, % (по массе): глинозем 20, плавиковый шпат 20, кварцевый песок 8—10, магнезит 15, мел 15, бура безводная 15—19, порошок алюминия 3—5. Применение керамического флюса позволяет раскислить и легировать металл шва, электро- и теплопроводность металла шва получаются на уровне исходного металла.
С увеличением толщины металла керамические флюсы становятся ограниченно пригодными, так как не обеспечивают требуемой плотности и необходимой пластичности соединения. Снизить пористость при сварке Cu и хромистой бронзы позволила смесь, состоящая из 80 % (по массе) флюса АН-26С и 20 % флюса АН-20С. Лучшие результаты по плотности швов обеспечивает флюс сухой грануляции АН-М13 (ВТУ ИЭС 56Ф—72).
Для сварки латуни применяют плавленые флюсы (АН-20, ФН-10), а также специально разработанный для латуней флюс МАТИ-53. Ориентировочный режим сварки латуни толщиной 12 мм: ток дуги Iд = 450÷470 А, напряжение Uд = 30÷32В, скорость сварки vсв = 25 м/ч, используется односторонняя сварка без разделки кромок в один проход. Предел прочности сварного соединения из латуни марок Л62, ЛМд58-2, Л062-1, выполненного проволокой БрОЦ4-3 под флюсом АН-20, без усиления шва составляет 245—343 МПа, а с усилием шва 294— 392 МПа, угол загиба 100—180°.
Автоматическую дуговую сварку под флюсом применяют для соединения меди со сталью. Сварка производится со смещением электрода на медь, практически без оплавления стали: расплавленная медь смачивает стальную кромку и соединение образуется за счет диффузии меди в сталь. Применяется специальная разделка кромок: скос только медной кромки под углом 45° с притуплением, равным половине толщины. Стыковое или угловое соединения собираются без зазора, расстояние оси электрода от края медной кромки составляет 0,65—0,70 толщины меди. Режим сварки такой же, как и при сварке медных соединений, но сварочный ток снижают на 15—20%- Сварные соединения медь — низкоуглеродистая сталь обладают хорошими механическими свойствами: σв = 205÷225 МПа, ψ=59÷72%, KCU = 343÷981 кДж/м2.
Электрошлаковая сварка меди и ее сплавов
Применяется для Сu больших толщин 30—55 мм. Легирование шва осуществляют, применяя пластинчатые электроды соответствующего состава. Температура плавления флюса должна быть ниже температуры плавления меди, применяются легкоплавкие флюсы системы NaF—LiF—CaF2, которые обеспечивают устойчивый процесс, подогрев и плавление кромок на требуемую глубину, хорошее формирование шва и легкое удаление шлаковой корки. Особенностью режимов электрошлаковой сварки меди являются повышенные сварочные токи: I = 800÷1000 А, Uд = 40÷50 В, скорость подачи пластинчатого электрода 12— 15 м/ч. Механические свойства металла шва мало отличаются от свойств основного металла: σв=190÷197 МПа, δ=46÷47%, KCU= 1559÷1579 кДж/м2, α=180°.
Дуговая сварка в защитных газах
Ручную, полуавтоматическую и автоматическую сварку Cu и ее сплавов можно производить плавящимся и неплавящимся электродом. Наиболее часто применяют сварку вольфрамовым электродом с подачей присадочного металла в виде проволоки непосредственно в зону дуги, узкой профилированной про-ставки, закладываемой в стык, или с применением технологического бурта на одной из стыкуемых деталей. Реже применяется сварка плавящимся электродом.
В качестве защитных газов используют азот особой чистоты по МРТУ 6-02-375—66, аргон сорта высший по ГОСТ 10157—79, гелий высшей категории качества марок А и Б по ТУ 51-940—80, а также их смеси в соотношении по объему 50—75 % аргона.
При сварке в среде аргона плавящимся электродом процесс неустойчив, с трудом устанавливается стабильный струйный перенос металла в сварочной дуге. При сварке в среде азота эффективный и термический КПД дугового разряда выше, чем для аргона и гелия. Глубина проплавления получается выше, но устойчивость дугового разряда в азоте ниже, чем в аргоне и гелии. Несмотря на высокую чистоту защитных газов, медь при сварке подвергается окислению и может возникать пористость, что определяет необходимость применения легированных присадочных и электродных проволок.
Сварку меди неплавящимся электродом осуществляют на постоянном токе прямой полярности. При сварке электрод располагают строго в плоскости стыка, наклон электрода 60—80° «углом назад». При сварке Сu толщиной более 4—5 мм рекомендуется подогрев до 300—400 °С.
Присадочные проволоки из чистой меди Ml, М0 при сварке обеспечивают получение металла шва, по составу и физическим свойствам близкого к основному металлу, однако механические свойства сварного соединения понижены, наличие пористости уменьшает плотность металла шва. При введении в состав присадочных проволок раскислителей и легирующих компонентов механические свойства возрастают, но, как правило, снижается тепло- и электропроводность металла шва, что в ряде случаев недопустимо. В таких случаях рекомендуются присадочные проволоки, легированные сильными раскислителями в микроколичествах, которые после сварки не остаются в составе твердых растворов, а переходят в свои соединения и образуют высокодисперсные шлаковые включения и поэтому не влияют на физические свойства металлов.

Составы присадочных проволок приведены в табл. 27.5. Применение присадочных проволок для сварки чистой меди, приведенных в табл. 27.5, позволяет получить металл шва с физическими и механическими свойствами на уровне основного металла Ml, коррозионная стойкость сварных соединений такая же, как и у основного металла.
Другие способы сварки
Медь, как металл высокой пластичности, хорошо сваривается всеми видами сварки термомеханического класса, кроме контактной сварки, так как медь обладает малым переходным электрическим сопротивлением. Для приварки выводов из тонких медных проволок в изделиях электронной техники используют термокомпрессионную сварку. Для более крупных изделий сложной конфигурации широко применяют диффузионную сварку в вакууме, позволяющую получать соединения меди не только с медью, но и с другими металлами и даже неметаллическими материалами.
Холодную сварку меди пластической деформацией сдвига или сдавливания используют для сварки медных шин в энергетических установках. В этом случае обеспечивается удовлетворительное электрическое сопротивление сварных соединений.
См. также:
www.autowelding.ru
Сварка меди аргоном – видео инструкция
Для соединения деталей из чистой меди применяется аргоно-дуговая сварка. Сварка меди аргоном позволяет обеспечить надежный и качественный шов. Количество содержащихся в меди примесей определяет способ сварного соединения медных конструкции. Для сварки чистой меди применяются вольфрамовые электроды и присадочная проволока. Защитная аргоновая среда позволяет снизить дуговой разряд, что немаловажно для конструкций малой толщины.
Особенности сварки меди
Аргоновая сварка меди производится током прямой полярности и электродами из латинированного вольфрама. Они обладают отличной устойчивостью в среде инертных газов. Для качественного наложения шва на элементах толщиной свыше 5 мм рекомендуется предварительный прогрев поверхности до 400 °С.
Для получения шва, по своим характеристикам идентичного основному материалу, применяются присадки М0 и М1 из чистой меди. Введенные в сварной шов присадки, содержащие раскислители и легирующие компоненты, значительно увеличивают механические свойства соединения. Однако легирующие компоненты могут снизить тепло и электропроводные свойства сварного шва, что недопустимо для ответственных соединений.
Таблицы режимов сварки меди неплавящимся электродом

Таблица состава флюсов для сварки меди и ее сплавов
Сварка меди аргоном – видео инструкция
Следует заметить, что при нарушении технологии аргоновой сварки меди в шве образуются воздушные поры, что существенно снижает прочность соединения.
Другие похожие статьиsvarkasite.ru
Сварка латуни аргоном – описание технологии и видео
Общая проблема обработки при высоких температурах цветных металлов (и сплавов из них) связана с тем, что в таких условиях они легко деформируются. Специфика сварки латуни (медь + цинк) состоит еще и в том, что, во-первых, входящий в ее состав элемент «Zn» (30-я позиция в таблице Менделеева) начинает испаряться уже при нагреве до +420 ºС. Во-вторых, этот процесс сопровождается выделением ядовитой компоненты – окиси этого металла.
Технология сварки латуни с использованием аргона является наиболее перспективной методикой, так как устраняет многие сложности и обеспечивает высокую скорость операций. В чем она заключается, каковы особенности этой работы – тема предлагаемой статьи.
Преимущества сварки аргоном
- Получение швов с правильной геометрией, их предельная чистота. Отходы сразу же удаляются из рабочей зоны газовой струей.
- Однородность структуры и прочность места неразъемного соединения.
- Технология аргонной сварки латуни считается самой экономичной. В первую очередь, из-за невысокой стоимости вольфрамовых электродов.
- Высокая скорость работы.

Требуемые условия для безопасной сварки
- Надежная принудительная вытяжка. При аргонной сварке латуни естественной циркуляции воздушных потоков явно недостаточно.
- Обязательное использование работником защитных средств.
Особенности технологии сварки латуни аргоном
Суть работы заключается в формировании однослойного шва. По окончании операции он подвергается проковке. Почему недопустим «повтор»? В процессе сварки интенсивно образуются шлаковые отложения. Если шов проходить дважды, то как потом пробить «корку», которая появится после первой обработки свариваемого участка?
Сварка латуни аргоном не рекомендуется, если толщина образцов не превышает 5 мм.
- Предварительная обработка кромок особым флюсом. Образующаяся пленка резко снижает интенсивность испарения цинка. Рекомендуемые составы: №1 – бура (100%), №2 – бура (20%) + кислота борная (80%).
- Использование при сварке специальной (многокомпонентной) латунной проволоки. В ее составе Al, Fe и ряд других элементов периодической таблицы.
- Температурные режимы (ºС) отжига: нагрев кромок перед сваркой – 750 (±50), в процессе отжига – 625 (±25). Скорость изменения температуры (нагрев/охлаждение) – 100 ºС/час.
- Мощность горелки. Она выбирается, как и для сварки стальных образцов – на 1 мм сплава примерно 120 л/ч горючей смеси.

Латунь бывает разных марок. Чем больше в ней содержание Zn, тем меньше выбирается мощность струи.
Подготовительные мероприятия
- Осмотр респиратора с целью выявления повреждений.
- Проверка вытяжки на эффективность функционирования.
- Для снятия оксидной пленки и обезжиривания рабочего участка понадобятся раствор (10%) кислоты азотной и металлическая щетка.
- Обработка мест стыков свариваемых образцов. Кромки стесываются под углом 65 (±5) 0. Понятно, что зазор должен иметь расширение вверх.
- Зачистка свариваемых поверхностей до появления блеска и обезжиривание.
- Установка электрода в горелку.
Методика сварки
- Так как работа ведется электродом вольфрамовым (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
- Заполнение «разделки» (стыка скошенных кромок) производится с «перехлестом», отдельными валиками.
- Впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.
Встречается много описаний создания неразъемных соединений деталей из латуни. В них указываются различные методики. Например, с использованием электродов плавящихся, специальных флюсов при сварке эл/контактной. Описанная технология сварки аргоном привлекательна тем, что ее несложно реализовать на бытовом уровне даже при отсутствии достаточного опыта.
ismith.ru
Технология сварки меди | Строительный справочник | материалы — конструкции
Медь в чистом виде практически не применяется, в наличие примесей осложняет сварочный процесс. Введение примесей и легирующих элементов в меди разделяет ее на сплавы, к которым относят: латунь, бронзу и медно-никелевые сплавы.
Латунь — сплав меди с цинком. Медно-никелевыми сплавами называют сплавы меди с никелем или с железом и марганцем. Бронзой считают сплавы, в которых основными легирующими элементами являются никель или цинк.
Наличие примесей определяют физико-химические свойства сплава, к которым относят:
- высокую теплопроводность сплава, которая приводит к большим скоростям охлаждения сварочной ванны, что в свою очередь влечет за собой рост зерен и ухудшение качества шва. Бороться с этим явлением помогает сварка с использованием повышенной погонной энергии;
- высокий коэффициент термического расширения, что вызывает большие остаточные напряжения и деформации;
- высокую литейную усадку остывающего металла, что влечет за собой деформации сварочного шва и околошовной зоны, а в случаях жесткого закрепления деталей — высокие остаточные напряжения и деформации;
- интенсивное испарение цинка из расплавленного металла, что способствует появлению пористости шва;
- высокая чувствительность расплавленной меди к водороду, способствующая появлению пузырьков воды, что является причиной многочисленных пор и трещин. Это явление называют водородной болезнью меди;
- легкая окисляемость меди при высоких температурах, что приводит к образованию тугоплавких оксидов;
- высокую текучесть расплавленной меди, что приводит к дополнительным трудностям при сварке (особенно в вертикальных и потолочных швах).
Подготовительный этап включает в себя тщательную разделку и очистку поверхностей непосредственно перед сваркой. Для этого свариваемые кромки и околошовную зону зачищают шабером или металлической щеткой до блеска, после чего выполняют обезжиривание бензином, уайт-спиритом или другим растворителем. Зазор между свариваемыми поверхностями не должен превышать 2 мм, поэтому детали сжимают между собой или выполняют прихватки.
Сварочную проволоку перед употреблением подвергают очистке травлением. Для этого применяют водный раствор азотной кислоты (75 см³/л) или смесь серной и соляной кислоты в соотношении 100:1 с последующей промывкой в воде, затем в щелочи, после чего снова в чистой проточной воде. После промывки проволоку сушат горячим воздухом. Медные электроды перед сваркой прокаливают, что снижает вероятность проявления водородной болезни.
Сварку меди и ее сплавов выполняют в среде защитных газов, в качестве которых служат азот, аргон или гелий, а также их смеси. Наибольшая эффективность сварки достигается при использовании азота, обеспечивающего высокий КПД дугового разряда. Ручная сварка угольным электродом применяется для малоответственных деталей и изделий. Угольные электроды целесообразно использовать при толщине меди до 15 мм. При толщине меди больше этого значения пользуются графитовыми или вольфрамовыми электродами. Сварку выполняют на постоянном токе прямой полярности плотностью 200 — 400 А/см². Электроды затачивают на конус (на ⅓ длины).
Перед началом сварки, а также в процессе ее металл толщиной до 5 мм подвергают предварительному подогреву: медь —250 — 300°С, латунь — 300 — 350°С и бронзу — 500 — 600°С.
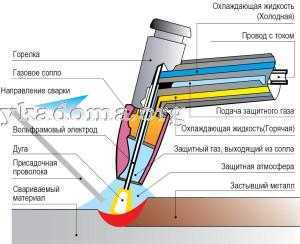
|
Взаимное расположение присадочной проволоки, горелки и сварочной ванны: 1 — проволока; 2 — сварочная ванна; 3 — электрод; 4 — сварочный шов. |

Схема взаимного расположения горелки, присадочной проволоки и сварочной ванны приведена на рисунке. Для того, чтобы избежать попадания расплавленного металла на неплавящийся электрод, присадочную проволоку вводят не в столб дуги, а подают к краю и несколько сбоку , что одновременно обеспечивает равномерное расплавление. Длину сварочной дуги поддерживают в пределах 1,5 —3 мм, а вылет конца электрода — 3 — 5 мм. Электрод располагают под углом 75 — 90° к свариваемому изделию, присадочную проволоку — под углом 10 — 15°. Если защитный газ недостаточно защищает металл от окисления, присадочный материал применяют с раскислителем. Режимы ручной дуговой сварки в среде аргона приведены в таблице.
Режимы ручной дуговой сварки меди
| Тип сварного соединения | Толщина свариваемого металла, мм | Диаметр, ми | Расход аргона, л/мин | Сила сварочного тока,А | Число проходов | |
| Вольфрамового электрода | Присадочной проволоки | |||||
| Стыковое без скоса кромок | 1 | 2-3 | 1-2 | 4-5 | 75-90 | 1 |
| 1,5 | 2-3 | 2-3 | 4-5 | 80-100 | 1 | |
| 2 | 2-3 | 2-3 | 4-5 | 90-120 | 1 | |
| 3 | 3-4 | 3-4 | 5-6 | 120-140 | 1 | |
| 4 | 3-4 | 3-4 | 5-6 | 150-200 | 2 | |
| Тоже, со скосом двух кромок | 4 5-6 | 3-4 4-5 | 3-4 4-5 | 9-12 9-12 | 120-150 1 80-200 | 2 3 |
| 8-10 | 4-5 | 4-5 | 9-12 | 250-300 | 3-4 | |
| Стыковое двустороннее со скосом кромок | 20 | 4-5 | 5-6 | 12-14 | 300-400 | 6 |
| 25 | 4-5 | 5-6 | 12-14 | 350-500 | 6 | |
| Нахлёсточное и угловое | 1 1,5 2-3 3-4 | 3 3 3-4 4-5 | 2 2-3 3-4 4-5 | 5-6 5-6 6-8 8-10 | 100-110 110-140 150-200 200-300 | 1 |
Первые слои сварочного шва накладывают без колебаний электрода, следя за тем, чтобы все прихватки были полностью проварены. Сварку ведут без перерыва, особое внимание уделяя проварке корня шва. В случае вынужденных перерывов необходимо следить за тем, чтобы сечение было заполнено металлом не менее чем на половину стенки. Возобновляют сварку только после зачистки и предварительного подогрева, перекрывая ранее наложенный шов на 10—20 мм.
После сварки шов проковывают, а затем отжигают при температуре 600 — 660°С для выравнивания химического состава и получения мелкозернистой структуры шва.
build.novosibdom.ru
Технология аргонно-дуговой сварки меди и бронзы  Сварка меди осуществляется электродами из вольфрама. Марки этого металла под индексами М-1/М-2 свариваются не только с помощью сварочного аргона. Его в ряде случаев можно заменить азотом или гелием. Если планируется применять аргон, то в качестве присадок потребуются прутки, содержащие разные сплавы. Это может быть хромистая или кремнемарганцовистая медь. Поскольку в состав М-3 входят примеси, которых гораздо больше, нежели в марках М-1/М-2, то шов может получиться хрупким. Однако исследования доказали, что медный лист, толщина которого не превышает три миллиметра, лучше сваривать, используя аргонно-дуговую сварку. При этом процесс проводится на переменном электротоке, а присадка должна быть бронзовой. Чем больше толщина медного листа, тем больше аргона в баллонах потребуется. Так, при толщине один миллиметр расход аргона составит три-четыре кубических дециметра в минуту, а при толщине три миллиметра — шесть-семь кубических дециметров в минуту. Бронза. Особенности сварочного процессаАргонно-дуговая сварка бронзы также выполняется вольфрамовым электродом. Его диаметр должен составлять три с половиной миллиметра. Если необходимо сварить бронзу, толщина которой варьируется от 1,4 до 2,5 миллиметра, то присадочный материал не используется, а сварка производится с помощью постоянного тока, имеющего прямую полярность, либо на переменном электротоке с использованием осциллятора. Для сварки бронзы необходимо купить аргон марки В. Его расход составит от шести-восьми до десяти-двенадцати кубических дециметров в минуту. Чтобы сварить бронзу, под неё подкладывают медь, а швы соединяют встык, не оставляя между ними зазора. Максимальной прочностью обладают швы, выполненные на отожжённой бронзе. Стоит учитывать, что во время сварки металла с толщиной более 1,8 миллиметра возможно образование единичных пор. Они появляются в месте перехода от шва к основе. Это происходит в связи с тем, то в бронзе есть растворённый водород, который поступает из аргона. Кроме этого, поры появляются за счёт того, что в процессе сварки происходит диффузия водорода, который поступает в шов из основы. Влага может содержаться как в аргоне, так и на поверхности бронзы. Также водород поглощается материалом, когда проводится отжиг бронзы в газе. Этот процесс осуществляется в техническом газе, в состав которого входит до 12 процентов водорода. Купить 74 |
Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации. Сварочные экраны и защитные шторки — в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России! Сварка бронзы в основном применяется для исправления дефектных отливок из бронзы, ремонта деталей и наплавки. Бронзы с большим содержанием алюминия почти не поддаются сварке обычными приемами. Например, по этой причине бронзу марки Бр. АЖ9-4 не удавалось заварить из-за тугоплавкой двуокиси алюминия. Бронзу сваривают угольным, металлическим электродами, в среде аргона — вольфрамовым электродом по технологии, аналогичной сварке меди. Сварку бронзы нужно вести быстро, ограничивая нагрев основного металла и размеры ванны, ускоряя охлаждение и затвердевание ванны. В качестве присадки используют прутки из фосфористой бронзы, флюсы и подогрев при сварке угольной дугой не обязательны. Хорошие результаты дает сварка металлическим электродом — литым бронзовым стержнем. Газовая сварка бронзы выполняется с предварительным подогревом до 450°С, присадочные прутки диаметром 5— 8 мм, близкие по химическому составу к свариваемой бронзе. Бронзы очень жидкотекучие, поэтому их сваривают только в нижнем положении шва. При температуре 550—650°С бронзовые детали становятся чрезвычайно хрупкими и малопрочными. Газовое пламя сварочной горелки нормальное, флюс, например, такого состава: бура — 50%, борная кислота — 35%, кислый фосфористо-кислый натрий — 15%. После сварки литых деталей из оловянной или малокремниевой бронзы их отжигают при температуре 450—500°С и охлаждают в воде. Сварной шов проковывают только при сварке прокатной бронзы, но не литой. Газовая сварка бронз дает прочность 75—90% от прочности основного металла. |



 Иногда приходиться стыкаться с такими задачами как сварка латуни аргоном в том или ином масштабе. Сама латунь, как и большинство других цветных металлов достаточно сложная в сварке. Поэтому если вы этим не занимаетесь или впервые нужно сварить поврежденную деталь, выполнить специфический заказ – придется предварительно ознакомиться с проблематикой и особенностями техники сварки этого металла.
Иногда приходиться стыкаться с такими задачами как сварка латуни аргоном в том или ином масштабе. Сама латунь, как и большинство других цветных металлов достаточно сложная в сварке. Поэтому если вы этим не занимаетесь или впервые нужно сварить поврежденную деталь, выполнить специфический заказ – придется предварительно ознакомиться с проблематикой и особенностями техники сварки этого металла.www.samsvar.ru