
что это такое, принцип работы, технологии, видео
Оглавление:
- Общее описание
- Классификация аргонодуговой сварки
- Особенности сварного шва при аргонодуговой сварке
- Различные технологии
- Оборудование для работы с аргоном
- Особенности сварочных работ в среде аргона
- Этапы проведения аргоновой сварки
- Инверторная сварка в аргоне
- Правильная аргоновая горелка
- Розжиг дуги при разных электродах
- Какие аппараты применяются для аргонодуговой сварки
- Преимущества и недостатки аргонодуговой сварки
- Интересное видео
Чтобы сварить детали из нержавеющей стали, меди, титана, алюминия, различных цветных металлов и сплавов обычные методы сварки не всегда подходят. Часто для этих целей многие опытные сварщики применяют сварку аргоном. Этот процесс достаточно тяжелый, длительный и специфический. Но чтобы понять технологию стоит рассмотреть важные особенности, нюансы, правила проведения. Это позволит создать прочную и неразъемную конструкцию.

Общее описание
Перед тем как приступать к работе стоит рассмотреть, что такое аргонная сварка и для чего она проводится. Это технология гибридного типа, которая позволяет соединять конструкции из капризных и устойчивых металлических основ — от огромных труб до мелких деталей статуэток из бронзового металла.
Прежде чем понять, что это такое аргонно-дуговая сварка, стоит разобраться с физикой данного процесса. Для того чтобы соединить металлические поверхности их требуется предварительно прогреть. Нагревание обычно производится при помощи огня. Именно это способствует вступлению в реакцию кислорода, который находится в воздухе — происходит процесс окисления. Стоит учитывать, что цветные металлы, легированные стали окисляются намного быстрее, чем обычные металлы.
Окисление, которое проявляется во время сварочного процесса, вызывает ухудшение качества соединений. В связи с тем, что в составе швов появляются многочисленные пузырьки, они теряют свою прочность и быстро разрушается. А алюминиевый металл варить невозможно, при нагревании он горит и разрушается.
Технология аргонодуговой сварки основывается на использовании сварочной ванны, которая защищает от газов и примесей. Для этих целей часто применяются инертные газы, которые выполняют роль защитной оболочки. Помимо аргона к инертным газам относится гелий, который обладает такими же свойствами. Однако гелий намного дороже аргона, и он расходуется намного быстрее и больше.
Применение аргона позволяет сэкономить силы и финансовые вложения. Кроме этого этот газ может использоваться для всех цветных металлов, включая нержавейку, медь, алюминий. К главным свойствам аргона стоит отнести:
- Аргон значительно тяжелее воздуха, по этой причине он отлично вытесняет его из сварочной ванны, тем самым защищая зону плавления от ненужных газовых примесей;
- Аргон является инертным веществом, которое не способно вступать ни с какими элементами, включая свариваемые металлические поверхности;
- Не стоит забывать про важный нюанс аргонового газа. Во время применения тока с обратной полярностью аргон переходит в состояние электропроводной плазмы со всеми негативными последствиями.
Классификация аргонодуговой сварки
Сварка аргоном цветных металлов может производиться несколько способами. Каждый из них обладает отличительными особенностями, от которых зависит качество и прочность сварного шва.

Выделяют следующие виды аргоновой сварки:
- Ручной способ — РАД сварка. Перед тем как приступать к РАД сварке, стоит рассмотреть, что это за процесс. Работа выполняется сварщиком, он производит перемещение горелки, подачу сварочной проволоки. Во время него применяются только вольфрамовые электроды;
- Механизированная или полуавтоматическая сварка металла аргоном. Во время этого процесса проволока подается при помощи машины, а горелку удерживает сварщик. К самому популярному примеру этого метода относится сварка нержавейки полуавтоматом. Механизированная аргоновая сварка дуговая при помощи плавящегося электрода также относится к этому методу. Сварочный процесс нержавейки полуавтоматом в среде углекислого газа — является еще одной узкоспециализированной технологией, которая также относится к этой группе;
- Автоматическая аргонодуговая сварка. Во время этого процесса автомат управляется дистанционно оператором и производит перемещение и подачу проволоки. В последнее время часто во время автоматических сварочных процессов применяются специальные устройства — роботы, которые не требуют участия человека. Данный метод пользуется популярностью на больших производствах.
Особенности сварного шва при аргонодуговой сварке
Рассматривая, что это такое аргонная сварка стоит обратить внимание на особенности сварного шва. Важно помнить о том, чем больше будет угол наклона между поверхностью основного металла и соединения, тем выше будет концентрация напряжения в области сварки. Если к сварному шву предъявляются высокие требования по равнопрочности, то после сварки требуется произвести стачивание шовного валика.
Техника сварки аргоном предполагает правильный подбор материала электрода и присадочной проволоки, также требуется выбрать необходимый режим сварки. Обязательно выбирается способ защиты металлического шва, который обеспечивается за счет меньшего количества примесей, а сама область шва при этом должна быть немного мягче основного металла.
Чтобы обеспечить высокую прочность и износостойкость, мягкая зона должна быть узкой. Это усложняет проведение сварочного процесса, но избавляет от необходимости усиления конструктивных элементов в области соединения.
Различные технологии
Помимо отечественной терминологии применяются зарубежные обозначения, которые помогают разделить сварку в среде аргона на несколько подвидов. Каждый из них обладает уникальными качествами, особенностями. Обычно они применяются для сваривания сталей с различными добавками, сплавов из алюминиевой основы.
Сварка в аргоновой среде разделяется на следующие подвиды:
- Сварка ММА. Процесс производится по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе данным способом можно варить углеродистую сталь. А если будет оказываться постоянным ток, то будет возможность производить сварку углеродистой и нержавеющей стали, а также алюминия и его сплавов;
- Сварочный процесс TIG. Он выполняется в ручном режиме в аргоне или в другом инертном газе при помощи вольфрамового электрода. При переменном токе так можно варить только алюминий и его сплавы. При постоянном — углеродистые и нержавеющие виды сталей;
- Сварка MIG. Это полуавтоматическое сваривание, которое производится при помощи плавящейся проволоки. Данная технология аргоновой сварки производится с использованием переменного тока. Свариванию подлежать оба типа металлов, а также алюминий со сплавами.
Оборудование для работы с аргоном
Чтобы получить прочные швы важно знать, что нужно для аргонной сварки. Для процесса требуется достаточно большой и широкий набор оборудования. В продаже часто встречаются универсальные аппараты, которые имеют все необходимые и важные элементы. Они стоят не слишком дорого.

Все оборудование для аргоно-дуговой сварки разделяется на три группы:
- Специализированное. Оборудования предназначено для работ с заготовками одного типа;
- Специальное оборудование для аргонной сварки. Оно устанавливается на промышленный производствах, его применяют для заготовок с одинаковым типоразмером;
- Универсальное оборудование. Оно предназначено для всех видов работ в среде аргона, к примеру, для сварки нержавеющей стали полуавтоматом.
Помимо сварочного аппарата обязательно требуются другие важные элементы. Для сварки в аргоне требуется целый пакет оборудования. При этом не обязательно все покупать, некоторые элементы можно сделать самому.
Итак, рассмотрим, что нужно для аргоновой сварки:
- Специальная горелка с вольфрамовым расходником;
- Трансформатор основного и вспомогательного вида. В качестве основного обычно применяется аппарат для дугового способа с показателем напряжения до 70 В. Вспомогательный трансформатор требуется для электропитания коммутирующих устройств;
- Осциллятор. Устройство подключается параллельно к источнику питания. Он требуется для разжигания дуги во время работы с неплавящимся вольфрамовым расходником при помощи подачи высокочастотных импульсов. В результате этого наблюдается ионизация дугового промежутка. Если показатель обычной сетевой частоты насчитывает около 55 Гц, а напряжение 220 В, то после преобразования осциллятором частота и напряжения увеличиваются до 500 кГц и 6000 В;
- Контактор. Этот элемент требуется для подачи напряжения на горелку;
- Реле. Оно осуществляет включение и отключение контактора и осциллятора;
- Электроды из вольфрамовой основы. Они идут с проволокой с соответствующим диаметром;
- Аргоновый баллон, который оборудован редуктором;
- Выпрямитель. Он требуется для получения постоянного тока с показателем напряжения 24 В;
- Амперметр. Этот компонент производит измерение силы тока;
- Таймер. Осуществляет контроль времени обдува аргоном;
- Электро-газовый клапан. Он требуется для подачи постоянного или переменного тока с показателями 24 и 220 В соответственно;
- Фильтр, который выполняет контролирование высоковольтных импульсов из осциллятора;
- Аккумулятор. Он требуется для последовательного подключения в электрическую цепь для стабилизации переменного тока.
Если во время аргоновой сварки используются металлы с более толстыми краями, а также требуется повышение производительности, то дополнительно во время процесса сваривания могут применяться усовершенствованные элементы:
- Специальная горелка, которая позволяет применять сразу несколько вольфрамовых электродов. Это повышает качество и прочность сварного шва, который выполняется на высокой скорости;
- Специальное приспособление для нагревания присадочной проволоки;
- Пульсирующий ток для периодических пауз его поступления, во время которых металлическая основа кристаллизуется. Если движение дуги синхронизировать с импульсами тока, то плавка выходит высокоэффективных во всех положениях в пространстве.
Особенности сварочных работ в среде аргона
Принцип работы аргонодуговой сварки основан на соединении поверхностей рабочих металлов в среде защитного газа. В качестве рабочего элемента в данном процессе применяется горелка. В ее центральную часть вставляется электрод из вольфрамовой основы, его вылет должен быть в пределах 2-5 мм.

Фиксирование электрода внутри горелки осуществляется при помощи специального держателя. В него вставляется вольфрамовый стержень с любым требуемым диаметром. Для подачи защитного газа горелка оснащается соплом из керамической основы.
На фото ниже показан общий принцип работы аргоновой сварки.
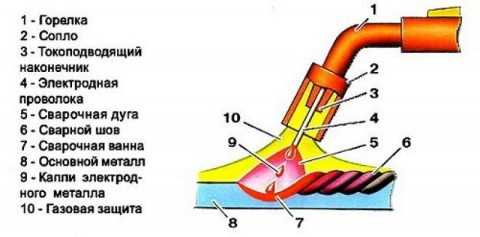
Сварка под аргоном предполагает применять требуемую температуру, которую задает электрическая дуга. Формирование сварного шва выполняется при помощи присадочной проволоки, состав которой должен соответствовать составу обрабатываемой металлической поверхности.
Стоит изучить несколько правил принципа работы аргонно-дуговой сварки, от которых зависит прочность и качество сварного шва:
- Чем длиннее будет сварочная дуга, тем шире будет шов и меньше его глубина. Именно это снижает качество сварного соединения. По этой причине рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей;
- Чтобы сделать узкое и глубокое сварное соединение, важно чтобы электрод и горелка двигались в продольном направлении. Отклонение в сторону (поперечные движения) снижают качество сварного шва. По этой причине во время сварки требуется, чтобы сварщик был внимательным и аккуратным;
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварочного процесса, они должны быть прикрытыми аргоном. Это предотвратит проникновение кислорода и азота внутрь сварочной зоны;
- Подача присадочной проволоки должна быть плавной и равномерной. При резкой подаче происходит сильное разбрызгивание металла. Правильная подача достаточно сложный процесс, который приходит с опытом;
- Стоит обратить внимание на важный показатель — проплавленность. В аргонной сварке он определяется самим сварочным соединением. Если он обладает округлой или выпуклой формой, то это может указывать на его низкое качество. Это означает, что проплавление поверхности было проведено недостаточно;
- Присадочная проволока подается перед горелкой с неплавящимся электродом. При этом ее подача должны выполняться под определенным углом. Данные показатели обеспечивают ровность сварного соединения и его небольшую глубину. Это позволяет полностью контролироваться сварочный процесс;
- Ни в коем случае не стоит начинать и заканчивать сварку с аргоном резко, это открывает доступ проникновения кислорода и азота в область сваривания. По этой причине необходимо начинать сварку после 15-20 секунд, как только будет начата подача в стык соединения двух металлов инертного газа. А заканчивать процесс (убирать присадочную проволоку) стоит до того момента, как будет выключена горелка. На этот процесс обычно отводится 7-20 секунд.
Заканчивать сварочный процесс требуется снижением показателей силы тока при помощи реостата, который имеет в составе конструкции сварочного аппарата. Если будет сделано отведение горелки, то это может открыть доступ в область сваривания азота и кислорода.
Этапы проведения аргоновой сварки
Технология сварки аргоном должна проводиться правильно с учетом всех требуемых правил. Во время этого процесс обязательно должны использоваться неплавящиеся электроды.
Для проведения сварки обязательно требуется подготовить необходимые элементы:
- Источник питания;
- Горелка с вольфрамовым электродом;
- Газовый баллон с аргоном;
- Присадочная проволока.
Электрод устанавливается в держатель горелки, он должен выступать вперед на 2-5 мм. Диаметр данного компонента подбирается в зависимости от характера сварного шва, толщины соединяемых металлических деталей. Вокруг держателя электрода располагается сопло, которое осуществляет подачу электрода в область сварки при проведении работ.
Как варить аргонной сваркой? Сварочный процесс с поддувом выполняется в следующей последовательности:
- Очищение поверхности зоны сварки;
- Приведение горелки в рабочее положение — подача аргона для создания защитного слоя и розжиг дуги;
- Процесс выполнения сварного шва.
Каждый сварщик должен знать, как варить аргоновой сваркой, важные особенности данного процесса и последовательность всех действий. Перед тем как приступать к сварке стоит произвести тщательное очищение кромочной поверхности соединяемых деталей от загрязнений и оксидной пленки. Для этих целей может применяться механический и химический способ очистки, после которого производится обезжиривание поверхностей.
После этого оборудование приводится в рабочее состояние:
- Источник питания подключается к электрической сети;
- К детали, которая подлежит сварке, при помощи кнопок на горелке подается защитный газ. А сама деталь подключается к «массе»;
- При помощи высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия;
- Газ должен подаваться заранее, примерно за 20 секунд перед подачей тока. Это требуется для обеспечения защитного слоя.
При проведении процесса ни в коем случае нельзя допускать касания вольфрамового электрода свариваемой поверхности. Он должен располагаться на минимальном расстоянии от нее (2 мм), это позволит создать малую сварочную дугу. В данной ситуации она сможет обеспечить максимальное проплавление металла по толщине.
Сразу же после разжигания дуги сварщик приступает к созданию шва в области, которая защищена аргоном. Что такое аргоновая сварка и как она производится? Рассмотрим весь процесс:
- При помощи горелки, которая располагается в правой руке, сварщик медленно ведет дугу строго по линии шва;
- Левой рукой специалист навстречу движению горелки подает присадочную проволоку в область сварки;
- Присадочная проволока должна постоянно находиться перед горелкой под небольшим углом от 150 до 300 по отношению к свариваемой поверхности;
- Электрод с горелкой должен образовывать угол в 900.
Во время выполнения ручных сварочных работ не стоит допускать резкую подачу присадочной проволоки. Это может привести к сильному разбрызгиванию металла и к образованию неровной линии сварного шва. После окончания сварочных работ подача аргона не должна прекращаться сразу, это предотвратит окисление еще не остывшего металла.
Инверторная сварка в аргоне
Что это инверторная аргоновая сварка? Этот метод считается самым востребованным видом аргонодуговой технологии. Его используют в промышленных и бытовых условиях. Во время этого процесс применяется инвертор для аргонодуговой сварки, это тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Кроме этого оборудование обладает дополнительным преимуществом, которое состоит в адаптации к скачкам напряжения источника питания.
Инверторный сварочный аппарат обладает компактными размерами, он нетяжелый и выполнен из прочной основы. Он прекрасно подходит для проведения сварочных работ в любых условиях — дома и на производстве. Кроме этого он обладает легким управлением, с которым смогут справиться даже новички.
Что можно варить инверторной аргоновой сваркой? Данная технология отлично подходит для сваривания нержавейки, меди, алюминия, цветных металлов. При помощи инвертора процесс выполняется достаточно легко, требуется только двигать горелкой вдоль шва. Если соблюдать все технологические требования, сварное соединение выходит узким и ровным.
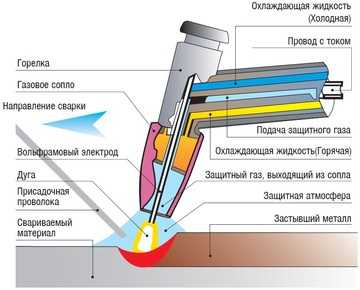
Правильная аргоновая горелка
Главные задачи горелки состоят в подаче электроэнергии и создании газовой защиты. При проведении сварочного процесса важно выбрать правильную горелку, это также важно, как выбор правильных расходников. В аргонодуговой сварке применяется специальная горелка с неплавящимся вольфрамовым электродом — именно таким способом производится сваривание нержавеющей стали.

К главным техническим свойствам правильной горелки, в соответствии с которыми нужно ее выбирать, относят:
- Допустимые показатели сварочного тока или его мощность;
- Тип охлаждения горелки при сильных и слабых токах;
- Показатели длины кабеля;
- Наличие сопла из керамической основы и фиксатора вольфрамового электрода;
- Универсальность горелки — способность подключаться к разным сварочным аппаратам.
Принцип работы горелки в аргонной сварке состоит в следующем:
- Включается все сразу — подается газ на горелку, начинается активная циркуляция охлаждающей жидкости, а затем подключается сам сварочный аппарат;
- После того как образуется защитный слой из аргона производится поджигание дуги, осуществляется разогрев заготовок до температуры плавления, а присадочная проволока помещается в образовавшуюся рабочую ванну;
Размещение присадочной проволоки и электрода из вольфрамовой основы вдоль сварного соединения.
Розжиг дуги при разных электродах
Во время использования расплавленных электродов розжиг дуги происходит при соприкосновении электрода с изделием. Электродная проволока при касании металлического изделия начинает искрить и вокруг нее начинается активное испарение паров железа. Именно они оказывают влияние на степень ионизации аргона, они ее снижают, поэтому розжиг дуги происходит достаточно быстро и легко.
При применении неплавящихся электродов розжиг дуги таким способом будет невозможен. Дело в том, что чистый сварочный аргон обладает высоким показателем ионизации, и для розжига он требует более сильную искру. А при касании вольфрамового электрода поверхности металла ее не удается получить. Также во время ее касания происходит сильное загрязнение поверхности и ее оплавление.
По этой причине для разжигания дуги при вольфрамовом электроде используется вспомогательный прибор, который называется осциллятором. При помощи него после включения устройства на электрод подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и металлической поверхностью изделия с последующим розжигом дуги.
Обычно для создания сварного шва применяется аргонодуговая сварка с постоянным и переменным током. Если сварочный процесс выполняется в режиме переменного тока, то осциллятор выполняет роль стабилизатора, который подает импульсы в моменты замены полярности. Это обеспечивает стабильное горение сварочной дуги.
Во время сварки с применением постоянного тока на анодном и катодном конце величина выделяемого тепла может быть разной. При значении меньше 300 ампер до 70 % выделяемого тепла образуется на аноде и только 30 % на катоде.

Для обеспечения большого нагрева металла, которое приводит к его расплавлению и исключению перегрева электрода, используется прямая полярность. В этом случае самое сварное изделие является анодом, а электрод служит катодом.
А что варят аргоновой сваркой с такой схемой? Она отлично подходит для сваривания меди и ее сплавов, ее применяют для цветных металлов, исключением является алюминий и его сплавы. Для этого металла используется сварка с переменным током, которая позволяет эффективно удалить окисный поверхностный слой.
Какие аппараты применяются для аргонодуговой сварки
Чтобы понять, как работает аргонная сварка, стоит рассмотреть устройства, которые применяются при ее проведении. Оборудование может иметь разное управление и определенный принцип работы, от которого зависит скорость получения сварного шва, а также его качество.
При проведении аргонодуговой сварки могут применяться следующие аппараты:
- Сварочные трансформаторные устройства. Они работают на использовании переменного тока;
- Аппараты, выполняющие роль выпрямителей и генераторов. Они применяются для обеспечения выпрямленного (постоянного) тока при проведении сварочных работ;
- Универсальные устройства. Они предназначены для сварочных работ при постоянном и переменном токе.
Преимущества и недостатки аргонодуговой сварки
Рассматривая, что такое аргонодуговая сварка стоит изучить ее важные положительные и отрицательные особенности. Они оказывают влияние на проведение процесса, на свойства получаемого соединения, на его прочность и другие важные нюансы.

Среди преимуществ стоит выделить:
- Принцип аргонной сварки предполагает проведение нагрева с невысокой температурой. Именно это свойство позволяет в полной мере сохранить размеры и формы двух свариваемых изделий;
- Аргон для сварки является инертным газом, а именно он плотнее и тяжелее воздуха. Именно это обеспечивает максимальную защиту зоны сваривания;
- Тепловая мощность дуги обладает высокими показателями, именно это позволяет проводить процесс сварки за короткий промежуток времени;
- Аргонодуговая сварка обладает простой техникой проведения, которую смогут понять даже неопытные сварщики;
- Сварочный процесс позволяет соединить разные виды металлов, которые не получается состыковать при помощи других типов сварок.
Но не стоит забывать про некоторые недостатки аргонной сварки:
- В теории указывается, что сварка аргоном не должна проводиться при сильных сквозняках и ветре. Во время данных условиях происходит улетучивание часть аргонной защиты. Именно это снижает качество сварного шва. По этой причине весь процесс требуется проводить в закрытых помещениях с хорошей вентиляцией;
- Сварочное оборудование, которое применяется для сварочного процесса, обладает сложной конструкцией и тяжелым управлением. Это может усложнить проведение настройки режимов сварки;
- Если в процессе соединения потребуется высокоамперная дуга, то обязательно требуется продумать дополнительное охлаждение стыкуемых компонентов.
Что это такое аргонная сварка и для чего она нужна? Чтобы понять этот процесс и его главное назначение, стоит рассмотреть его главные особенности, характерные качества и нюансы. Данная техника может использовать для капризных и устойчивых металлов ,к примеру для сваривания меди, бронзы, алюминия и разных цветных металлов.
Проведение процесса простое и легкое, с ним сможет справиться даже начинающий сварщик. Но все же не стоит забывать про правила и главные особенности сварочных работ в аргоне.
Интересное видео
osvarka.com
Инверторная аргонная сварка — что это такое?
Проблема быстрого соединения металлических заготовок перестала существовать после изобретения сварки дугой короткого замыкания, прогресс на этом не остановился, и была изобретена сварка под аргоном. Лёгкие и мощные инверторы позволяют избежать воздействия кислорода на шов, этого можно достичь применением инертного газа в процессе сварки. Таким способом варятся металлы и сплавы, в том числе и быстро окисляемые, которые иным способом не удаётся соединить. Мы расскажем об этом процессе, выясним, что для него нужно и обсудим технологию аргонно дуговой сварки с применением инверторных аппаратов.
Виды сварки металлов и сплавов
Самыми востребованными, по многим отзывам, являются инверторные сварочные аппараты, которые мало весят, обладают достаточной мощностью и такими возможностями, как сварка в среде аргона. Они недорого стоят и с покупкой горелки и баллона приобретают очень широкие возможности, позволяя сваривать сплавы алюминия, титан, нержавеющую и легированную сталь. Есть много разновидностей сварочной проволоки и прута, которые придают шву прочность и высокое качество соединения даже разнородных металлов. Единственным препятствием является агрессивное воздействие окисляющего, атмосферного кислорода, которое и устраняет среда инертного газа.
Простое обучение позволяет быстро приобрести необходимые навыки, а стоимость оборудования быстро окупится потому, что стоимость такой работы при заказах в сторонних мастерских чрезвычайно высока. Для того чтобы понять как правильно варить аргоном, нужно знать методы работы и аппаратуру, позволяющую выполнять подобные операции. В этих целях используются следующие методики:
- инверторная сварка в защитной среде способом TIG с использованием тугоплавкого вольфрамового электрода и ручной подачей проволоки в зону сварки;
- полуавтоматическая сварка методом MIG с подачей плавящейся проволоки в сварочную ванночку с регулируемой скоростью.
Наименее затратным является аргонно-дуговая сварка методом TIG, поскольку инверторы MMA+TIG более доступны по цене, но обычно в комплектацию не входит горелка и шланг подачи газа. Также придётся приобретать вольфрамовые электроды и присадочную проволоку, которая подаётся вручную в зону сварки. Высокая универсальность метода позволяет сваривать алюминиевые сплавы, нержавеющую сталь, чугун и листовой металл, что необходимо при ремонте кузовов автомашин.
Более дорогая аппаратура метода MIG/MAG даёт возможность подавать автоматически сварочную проволоку различной толщины с регулируемой скоростью в зону плавления. Эта проволока и является электродом, и её подбирают наиболее близкой по составу к свариваемым деталям. Подача осуществляется со специального встроенного барабана через еврорукав на горелку, которая оснащена насадками различного внутреннего диаметра для прохода проволоки. С этим оборудованием возможна как сварка аргоном, так и активным газовым составом.
Важно отметить, что работу с использованием инертных газов необходимо производить в помещениях, где нет сквозняков, чтобы избежать перерасхода газа и ухудшения качества шва.
Оборудования для аргонной сварки
Соединение металлов и сплавов стало основной инженерной задачей для конструкторов аппаратуры в течение длительного времени. Первые опыты, естественно, связаны с оборонной промышленностью, но прогресс в этой области, подсказал гражданское использование аргона для сварки в обычных житейских целях. У потребителя возникает проблема сварки разнородных, и быстро окисляющихся деталей на открытом воздухе и здесь аргонная сварка является выходом из сложного положения. Необходимо отметить, что для этого вида работ нужно определённое, не очень дорогое оборудование, которое обеспечивает надлежащее качество сварочного шва, а именно:
- газовый баллон, с двумя редукторами и манометрами для обеспечения подачи инертного газа или смеси в зону сварочной ванночки;
- соединительный шланг, для подачи смеси в зону расплава металлов или сплавов с герметичным соединением;
- горелки, разного назначения при методе TIG или MIG, но обеспечивающие подачу инертного газа в зону плавления металла или сплава.
- евроразъём различного назначения;
- вольфрамовые электроды (TIG) или сварочная проволока (MIG) для обеспечения бесперебойного процесса;
- встроенный в инвертор сварочный осциллятор для высокочастотного возбуждения дуги короткого замыкания.
Газовый баллон служит для подачи газов через редукторы, которые обеспечивают подачу смеси в нужных пропорциях в зону плавления сварочной ванночки. Для обеспечения этого процесса используется один или два баллона с газом и манометрами. Газы смешиваются для стали и сплавов алюминия в составе 99,98% аргона, 0,01% азота и 0,002% кислорода. Также часто используется гелий, который обеспечивает высокую температуру плавления материалов, и глубокое проваривание шва.
Соединительный шланг в методе TIG используется как способ подачи инертного газа к месту сваривания металлов. В методе MIG используют еврорукав, который, кроме подачи инертного газа, служит каналом для движения сварочной проволоки в зону расплава. Горелки обладают разными конструктивными особенностями, и если в методе TIG, это керамический держатель вольфрамового тугоплавкого электрода с соплом подачи инертного газа, то метод MIG служит ещё и для подачи сварочной проволоки в зону плавления.
Важно, что вольфрамовые электроды нуждаются в очистке потому, что загрязнения значительно ухудшают качество сварки металлов и сплавов.
Цель сварки аргоном и свариваемые материалы
Понять что такое аргоновая сварка можно на примере соединения алюминия и бронзовых заготовок, которые не свариваются обычной электродной дуговой сваркой ни при каких обстоятельствах. Целью сварочной технологии такого уровня является изолировать сварочную ванночку от воздействия кислорода, образующего оксидную плёнку, и соединить, например, нержавеющую сталь в единое целое. Прошедшие обучение опытные сварщики знают, как варить аргоном сложные сплавы, чугун и титан. Мы расскажем о возможностях аргонодуговой сварки на примере соединения разнообразных металлов и их сплавов, а также листового проката, а именно:
- под аргоном можно варить чугун, конструкционные стали и листовой металл;
- нержавеющие металлы, в том числе пищевого и медицинского назначения;
- алюминиевые сплавы с соответствующей проволокой и присадками;
- титан, медь, а также оцинкованную сталь, бронзу и иные сплавы.
Инвертор создаёт импульсный высокочастотный ток, который вместе с инертным газом позволяет разрушать окисный слой и делает возможным получать тонкий и прочный сварочный шов. Этим способом удаётся соединить разнородные металлы, осуществлять кузовной ремонт автомобилей, сваривать тонкие оцинкованные листы, а для экономии дорогой аргон можно сочетать с углекислым газом. Для работы с чистыми металлами и магниевыми сплавами используется также инертный гелий, а азот предпочтителен для медных сплавов. Все эти защитные газы выпускаются в разной степени чистоты до 99,9% высшей категории, до 99,5% первой категории и до 99% технической категории.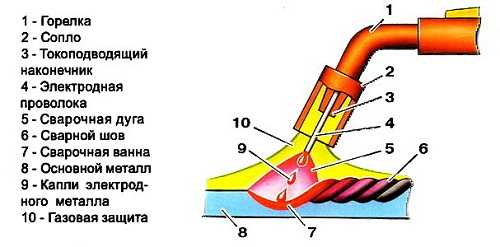
Технология сварки аргоном и последовательность операций
Рассмотрим технологию сварки методом TIG с использованием инверторного сварочного аппарата. Изделия такого рода обычно выпускаются в компоновке ММА+TIG и имеют соответствующие разъёмы для подключения газовых шлангов, а горелка подключается через разъём с использованием еврорукава. Последовательность сварки заключается в выполнении следующих действий:
- на баллоне открывается вентиль и устанавливается расход аргона от 6 до 8 литров в минуту в зависимости от толщины металла и тока сварки;
- если применяется смесь, то она используется в соотношении 80% аргона и 20% углекислого газа;
- в горелке крепится тугоплавкий вольфрамовый электрод, выступающий на 3−5 мм от среза сопла;
- подбирается соответствующая свариваемым деталям проволока, и фиксируются заготовки;
- включается инвертор и кнопкой горелки запускается сварочный процесс, при этом импульс с осциллятора поступает с задержкой на 1−2 секунды;
- добиваются возникновения сварочной ванночки, в которую вручную подаётся сварочная проволока.
Сварка аргоном требует навыка, приобретаемого путём обучения на курсах или самостоятельно. Если возникают трудности и вопросы, то лучше обратиться за консультацией к специалистам, либо подобрать подходящий режим работы экспериментальным путём.
При аргоновой сварке методом MIG необходимо применение сварочной проволоки размещённой на барабане с регулируемой скоростью подачи через еврорукав в зону действия дуги. Диаметр проволоки (от 1 до 4 мм) подбирается индивидуально в зависимости от толщины свариваемых деталей, на горелке имеются сменные насадки под различный размер. Аргон подаётся немного раньше, чтобы избежать окисления заготовок в сварочной ванночке и облегчить розжиг дуги короткого замыкания. Расход проволоки, являющейся электродом, зависит от скорости сварки аргоном и подбирается индивидуально.
Необходимо помнить об использовании сварочной маски типа Хамелеон, спецодежды и рукавиц, а также соблюдать правила техники безопасности.
Заключение
Возможности современной техники делают процесс сварки в среде аргона более чем доступным методом работ. Обучиться этому процессу несложно, а выгода окажется очень ощутимой потому, что затраты на расходные материалы не очень велики. Мы надеемся, что смогли быть вам полезными, рассказав об аргоновой сварке двумя самыми популярными методами.
electrod.biz
Cварка алюминия аргоном технология
Обеспечить качественное соединение деталей из алюминия можно только с помощью сварки ТИГ. Обычным электродом тоже можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей. Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.

Что необходимо учитывать при аргоновой сварке алюминия?
Сварка аргоном довольно универсальна, что позволяет соединять этим методом разные толщины материалов и работать со сплавами, считающимися трудносвариваемыми. Основой служит электрическая дуга, горящая между вольфрамовым электродом и изделием. Ее появление обеспечивается постоянным или переменным током, подающимся на горелку и массу, прикрепленную к свариваемым частям. Инертный газ выступает в качестве защиты сварочной ванны. Но алюминий и его сплавы имеют ряд специфичных особенностей, которые требуется знать и учитывать производя сварку.
Одной из трудностей служит оксидная пленка, образовывающаяся на поверхности материала. Она появляется при взаимодействии металла с кислородом. Плавится пленка при температуре 2000 градусов. Но сам алюминий начинает приобретать жидкую форму уже после 500 градусов. Поэтому выбрав слишком большую силу тока и расплавив оксид, невозможно вести шов. Установив малые параметры на аппарате не получается вообще начать процесс создания сварочной ванны. Поэтому аргонодуговая сварка алюминия подразумевает предварительную зачистку поверхности металла от оксида. Достигается это специальной щеткой или растворителем, после чего необходимо сразу начинать сварочный процесс.
Дополнительной сложностью является гигроскопичность материала. При высокой влажности окружающей среды алюминий впитывает часть воды из воздуха. Когда изделие начинает подвергаться нагреву от электрической дуги, то свариваемый материал выделяет влагу на поверхность. Это может отражаться на качестве формирования шва, плотности контакта с изделием, и пощипыванию малым напряжением сварщика, соприкасающегося с мокрыми участками. Хотя варить аргоном можно сразу, рекомендуется небольшой прогрев материала газовой горелкой при температуре 150 градусов. Это даст испариться лишней влаге и улучшит сварочный процесс.
Аргонная сварка алюминия требует и хорошей защиты расплавленного металла от внешнего воздуха. Для этого необходимо выставить правильный расход газа. Недостаточная подача последнего приведет к вспениванию металла и горению вольфрама. Чрезмерная продувка аргоном мешает формированию шва и сделает процесс более дорогим.
Еще одной сложностью для начинающих сварщиков является образование воронки в конце шва. Если дугу резко оборвать, то появляется кратер. Длительное удержание горелки на одном месте приводит к ненужному прогреву и расширению сварочной ванны. Поэтому аргоннодуговая сварка алюминиевых сплавов нуждается в дополнительных настройках режима затухания дуги, уменьшающего силу тока постепенно. Учитывая эти особенности материала, можно правильно выставить параметры напряжения и своими руками выполнить качественный шов.
Технология выполнения сварки для начинающих
Процесс аргоновой сварки алюминия выполняется не постоянным током, а переменным. Так можно добиться лучших результатов. Свой первый шов лучше начинать на тренировочной поверхности:
- Необходимо выставить пластины в удобное положение. Разделка кромок выполняется по тем же параметрам, что и остальные виды металлов.
- Желательно произвести прогрев материала до 150 градусов, чтобы удалить влагу.
- Щеткой снимается верхний тугоплавкий слой. В качестве альтернативы можно воспользоваться растворителем.
- Горелка подносится к изделию так, чтобы между электродом и поверхностью оставалось 3 мм. Нажимается кнопка и зажигается дуга. Текучесть алюминия зависит от примесей в составе.
- При возникновении небольшой лужицы расплавленного металла (сварочной ванны) можно подавать в зону сварки присадку.
- Горелку необходимо вести ровно, справа налево. Колебательные движения понадобятся в случае широкого шва. На переменном токе будет слышен характерный треск сварки.
- При завершении шва нажимается кнопка и дуга плавно затухает. Горелка удерживается над зоной сварки до полного прекращения продувки газом.
Настройка аппарата и режимы
TIG сварка алюминия возможна только там, где аппараты поддерживают работу не только постоянным током, но и переменным. Несмотря на частоту колебания напряжения, лучший шов получается при последнем варианте настройки. Полярность может быть как прямой, так и обратной. Параметры напряжения можно установить исходя из толщины материала:
| Толщина пластин, мм | Сила тока, А | Диаметр вольфрамового электрода, мм |
| 1 | 30 — 40 | 1.6 |
| 1.5 | 45 — 60 | 2.3 |
| 2 | 70 — 80 | 2.3 |
| 3 | 90 — 120 | 3.2 |
Подачу тока важно установить ступенчатого типа, с плавным розжигом, восходящим значением в процессе ведения шва, и постепенным затуханием при завершении горения. Это позволит избежать образования кратера в конце соединения.
Расход аргона при сварке выставляется на манометре, ближнем к газовому шлангу. Российские модели требуется установить в пределах от 6 до 11 литров. Это погрешность измерительного прибора, которая доводится до оптимального значения только практическим путем. Если манометр импортного производства (немецкий, чешский), то можно сразу поставить 8 литров.
В настройках аппарата важно установить и последующее время продувки газом, после прекращения горения дуги. Длительность подачи аргона выставляется на значение в пять секунд, что дает достаточно времени на застывание ванны и охлаждение электрода.
Выбор присадочного материала
Поскольку алюминий плавится сравнительно быстро, то подобрав неверный диаметр присадочной проволоки, можно не успевать подавать ее в зону сварки и формировать шов. Поэтому толщина припоя должна быть такой же, как и толщина свариваемых пластин. Также необходимо быть внимательным и при выборе химического состава присадочного материала. Например, изделие из дюралюминия не получится заварить с прутком для пищевого алюминия. Помочь может таблица с номерами присадочной проволоки и ее предназначением:
| Маркировка присадки, № | Предназначение |
| 1070/1100 | АД1, АМц. |
| 5754 | Для сварки алюминия с примесью магния. |
| 1450 | Для сплавов, используемых в авиастроении. Присадка оснащена титановым включением, укрепляющим шов. |
| 5183 | Для пищевых емкостей и судостроения. |
| 5554 | Для колесных дисков и емкостей химической промышленности. |
| 4043 | Для сплавов с силумином, применяемых в строительстве. |
Подбор электрода
Технология сварки алюминия аргоном требует и правильного выбора вольфрамового электрода, диаметр которого должен быть максимально близок к толщине свариваемых частей. Заточка выполняется классическим способом, но без острого кончика, как в случае со сваркой нержавейки. Во время первых секунд горения электрод примет форму капли на конце и так придется вести шов. Вылет из сопла необходим на 3-5 мм, чтобы избежать перегрева вольфрама. При сварке мелкие брызги алюминия будут налипать на электрод, что потребует повторной заточки.
Научиться сваривать алюминий не просто. Но зная вышеизложенные принципы и просмотрев видео с уроками от специалистов, можно уверенно пробовать свои силы на практике.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Аргонно дуговая сварка инвертором — советы по использованию
Сварка — это тип соединения металлических деталей путем их расплавления. Однако, если с варкой стали все просто, то при сваривании нержавейки или цветных металлов обычным электродуговым способом шов получается некачественными и быстро приходит в негодность. Для этого применяют технологию сваривания в аргоновой среде.
Как осуществляется аргонно-дуговая сварка инвертором? Зачем использовать такую технологию и насколько тяжело осуществить такое соединение?
Зачем нужен аргон
Главная причина кроется в атмосферном кислороде. Этот газ, находящийся повсеместно, окисляет все вещества, с которыми контактирует. И именно под влиянием кислорода металлы подвергаются коррозии.
Во время сварочного процесса обычным, электродуговым способом, нержавеющие стали (в составе которых никель и хром) и цветные металлы образуют в шве окислы от контакта с воздухом. От таких изменений в составе соединение, во-первых, не так прочно, а во-вторых, начинает разрушаться под воздействием коррозии.
Для того, чтобы перекрыть доступ воздуха и кислорода в частности, к сварочной ванне используют подачу инертного газа аргона (гелия или углекислоты). В такой среде сварочный шов надежно соединяет детали и не подвергается разрушительным процессам.
Как варить металлы в аргоновой среде
Для начала понадобиться оборудование, которым можно осуществлять процесс сварки в аргоне.
Потребуется инвертор с возможностью TIG-сварки. Это аппарат имеет функцию подключения газового оборудования. Саму сварку осуществляют неплавящимся вольфрамовым электродом с подачей газа к горелке.
Также нужно приобрести электроды (вольфрам) и газ. Дополнительно может потребоваться присадочная проволока.
Чаще всего под аргоном сваривают детали из нержавейки и алюминия. Как это делается технологически?
Аргонно-дуговая сварка инвертором ММА предусматривает использование дополнительно осциллятора. Это устройство, которое обеспечивает бесконтактное зажигание дуги. В аргоне обычным способом поджог затрудняется, а осциллятор дает нужное напряжение для этого.
Важно знать правильный выбор тока при сварке аргоном для различных материалов: стали, нержавейки или алюминия.
Сварка нержавеющих сталей
Сваривание нержавейки тиг инвертором происходит от постоянного тока. Для того, чтобы прихватить заготовки, не нужно использовать присадку.
Подключается оборудование, кабель горелки ставится на плюс, а масса на минус.
Расход газа выставляют 6-10 литров, силу тока регулируют в зависимости от толщины свариваемых деталей. Чем более толстостенный металл, тем выше показатель. Для нержавейки толщиной 1-2 миллиметра сила тока выставляется 15-35 ампер.
При сварке неплавящимся электродом дугу разжигают не на заготовках, а рядом на графитовой пластинке.
После поджигания дуги, плавно ведут шов, ни в коем случае нельзя утапливать вольфрамовый стержень в сварочную ванну.
Присадочную проволоку подают к краю расплава легкими тычками. Слишком резкая подача присадки будет приводить к интенсивному разбрызгиванию расплава.
Когда сварочный шов завершен, нужно оторвать электрод от поверхности, погасив дугу, и вернуть горелку к нему, чтобы остывание металла происходило под струей аргона.
При сварке следите за тем, чтобы присадочный материал и сам электрод находились в зоне, к которой подается аргон.
Насколько качественно проварено соединение, можно понять во время процесса по форме сварочной ванны. Если она удлиняется в сторону ведения шва, то металл вариться качественно. В противном случае ванна имеет овальную или округлую форму (расплав просто растекается поверху заготовок).
Сварка алюминия
Сварка алюминиевых деталей происходит с использованием переменного тока! Аргонно-дуговую сварку инвертором также можно проводить и на постоянном токе (чаще всего для толстых деталей).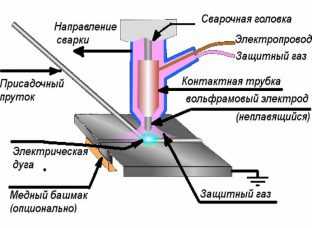
Расход газа при сварке алюминия выставляют от 8 до 10 литров. Обязательно соблюдается обратная полярность электрического тока. Если вы свариваете алюминий, то горелка ставиться на минус, а масса — на плюс.
Сила тока, как и в случае с нержавеющими сталями, зависит от толщины. Чем более толстый металл, тем выше показатель!
Вольфрамовый электрод выбирают по толщине (они бывают от 1 до 4 мм). Кончик электрода рекомендуется подточить, для лучшей фокусировки дуги.
Для варки алюминия также используется присадочный пруток, который выбирают зависимо от того, какой металл сваривается (чистый или сплав).
Детали должны быть хорошо очищенными и обезжиренными (например, ацетоном).
При сварке неплавящимся электродом дугу лучше зажигать также на графитовой пластинке. При ведении шва угол наклона горелки должен составлять 45 градусов. Электрод нужно вести плавно, без резких рывков, чтобы не нарушить равномерную подачу аргона.
Как и в случае с нержавейкой, присадочный пруток подают тычками к краю, но не в саму ванну.
Обязательно нужно следить за сварочным процессом, чтобы вольфрамовый стержень не попал в расплавленный металл.
После завершения сварного шва дугу гасят, отрывая электрод, и оставляют подачу аргона на соединение для застывания расплавленного алюминия в защитной среде.
Толстые алюминиевые детали можно варить на постоянном токе, используя обратную полярность и небольшую силу в 35 ампер.
Свою специфику имеют и процессы варки других цветных металлов меди, титана и прочих.
Возможно также сваривание и плавящимися электродами. Для этого используют специальные виды расходников, предназначенные именно для варки цветных металлов и нержавеющих сталей.
Кроме аргона возможно использование других газов, например, гелия. При его применении в сварке алюминия, шов получается даже чище и более качественным, чем с другими аналогами.
Также в защитном газе можно сваривать и разные марки стали, особенно это актуально при очень тонких работах, когда нужно избежать разбрызгивания и растекания расплавленного металла.
А что Вы, думаете по этому поводу? Насколько целесообразно использование такой технологии сваривания деталей в бытовых условиях? Если у Вас имеется опыт по сварке различных металлов с использованием аргона, поделитесь им в блоке комментариев к этой статье.
wikimetall.ru
видео уроки для начинающих, технология
Сварка аргоном широко распространена в соединении разных металлических сплавов: ее используют для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Подобные металлы относятся к сложным, и сварка аргоном – один из немногих способов их эффективного соединения. С ее помощью можно сваривать трубы, детали, либо декоративные объекты.
Технология, по которой происходит аргоновая сварка – сложный процесс, и для начинающих не подойдет. Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.

Если же опыт сварки у вас имеется, то вы можете опробовать этот способ своими руками и значительно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление нужно для работы, и как работать с разными видами металлов (как происходит обработка труб, дисков и других изделий нержавейки, латуни, стали и т.д.).
В результате вы сможете повторить весь процесс самостоятельно, а видео и фото облегчат вам работу.
Особенности сварки
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Присутствие же газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления, либо влиянию примесей и воздействию кислорода – это влияет на качество шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то без аргона с ним работать практически невозможно, поскольку под воздействием кислорода он загорается.
Видео:
Сварка в аргоновой среде качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, и улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТ.
Кроме того, расход аргона при сварке в этом виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему может вытеснить его из рабочей зоны и защитить ванну в среде, где происходит работа, от внешнего воздействия.
Газ нужно подать в рабочую область перед зажиганием дуги не позднее, чем за 20 секунд, и прекратить подавать его через 10 секунд, когда процесс окончен.
Аргон является инертным газом, поэтому не соединяется в среде с внешними газами или сплавами металла и стали.
Когда вы работаете с аргоном своими руками, следует помнить, что после подачи газа пространство будет насыщено электроном, который превращает аргоновую среду в проводник электричества.
Аргоновая сварка включает способ воздействия на материал электродом, который может быть двух типов: плавящимся и неплавящимся.
Если вы решили производить сварку неплавящимся электродом, то для него используется вольфрамовый объект, т.к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
Размер и то, из чего изготовлен электрод, зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавейки, латуни, титана и т.д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
Из размера и характеристик складывается расход энергии электрода, которая будет затрачена во время работы.
Технология аргонодуговой сварки делается тремя вариантами: ручной сваркой неплавящимся электродом (РАД), автоматической аргонодуговой сваркой с неплавящимся электродом (ААД), автоматической аргонодуговой сваркой с плавящимся электродом (ААДП).
Если вы собираетесь приобрести для работы готовый аппарат, то выбирайте модели типа TIG – этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной среде.
Этот аппарат полностью соответствует ГОСТ.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
Видео:
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Видео:
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Видео:
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Видео:
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
rezhemmetall.ru
Что такое аргоновая сварка?

Трудно себе представить область промышленного производства, где не применялась бы сварка. Довольно часто необходимость сварить какие-либо металлические части возникает и в быту, особенно в гараже. Но те, кому в жизни приходилось сталкиваться со сваркой, наверняка знают, что далеко не каждый металл можно сварить обычным сварочным аппаратом. Особенно капризен в этом плане алюминий, попытки его сварить обычной дуговой сваркой заканчиваются тем, что свариваемые части начинают гореть, а дуга прерывается. Происходит это из-за того, что при нагреве от контакта с кислородом образуется пленка окисла. Решить эту проблема способна так называемая аргонно-дуговая сварка, именуемая в народе “аргоном”.
Принцип ее действия прост: в процессе работы к месту сварки через специальное сопло подается газ аргон, который тяжелее кислорода и вытесняет его, создавая защитную среду. Схема аргонно-дуговой сварки показана на фото ниже:
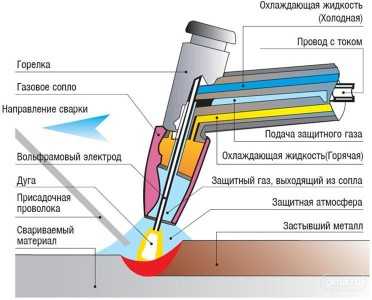
Схема аргонно-дуговой сварки
В качестве электрода используется тугоплавкий материал – вольфрам, температура плавления которого составляет 3410 градусов. Аргон подается по резиновым шлангам из специального баллона (для этих целей можно использовать обычный кислородный баллон).
Процесс сварки происходит следующим образом: на свариваемую деталь подается “масса”, (точно так, как это делается при обычной сварке), сварщик держит горелку в одной руке, а проволоку – в другой, при включении аппарата на электрод подается ток, а в сопло – аргон, вытесняющий с места сварки кислород. Возникает электрическая дуга, которая плавит металл и проволоку, создавая прочный шов.
Посмотреть, как это происходит, можно на видео:
Таким образом сваривают не только алюминий, но и нержавейку, чугун, а также тугоплавкие металлы.
japan-his.ru
|
Аргонодуговая сварка имеет много возможностей для расширения технологических возможностей сваривания. Изделия, сваренные аргонодуговой сваркой, отличаются от других высокой прочностью сварочных швов. Если при сваривании деталей Вы применяли аргонодуговую сварку, то срок ее службы значительно увеличится, иногда даже в несколько раз. Аргонодуговое сваривание применяют для многих видов металлов. Таким способом можно производить сваривание нержавеющей стали, алюминия, титана, меди, черных и цветных металлов, а также чугун. Аргонодуговое сваривание – это сварка с применением инертного газа аргона, который доставляется к специальной горелке по шлангам. Подача аргона позволяет оттеснить воздух и надежно предохранить электрод, дугу и всю сварочную ванну от окисления и насыщения азотом. Также эта особенность аргонодуговой сварки позволяет использовать аргон при сваривании металлических изделий и сплавов, которые обладают структурным сходством к газам, которые находятся в воздухе. Такими металлами могут быть цирконий, магний, алюминий и титан. Аргонодуговое сваривание отличается на автоматическую и ручную аргонодуговую сварку. При проведении сварочных работ ручной сваркой горелкой управляет сварщик, а при автоматическом сваривании струю горелки и присадочную проволоку подает и направляет специальный механизм. Часто присадочной проволокой является электротехнический провод нужной толщины. Когда горелка включается, между кончиком неплавящихся электродов и свариваемой деталью образуется электрическая дуга. Дуга расплавляет свариваемую деталь вместе с присадочной проволокой. Используя сварочные аппараты самых различных конструкций можно использовать аргонодуговое сваривание при монтаже трубопроводов. Стыки труб свариваются по кругу или с помощью трубной решетки. Такое сваривание называется орбитальным. Это означает, что при работе свариваемое изделие остается неподвижным, а вокруг него вращается только сварочный электрод. Стоит заметить, что сваривание аргоном может производиться в различных положениях, а это немаловажно при сваривании трубопроводов. Сваривание труб может производиться в различных положениях, поэтому проведение таких работ требует от сварщика большой маневренности. Проведение сварочных работ по своей методике отличается от толщины свариваемого металла и от материала, из которого деталь сделана. Например, если толщина металла небольшая, аргонодуговое сваривание можно производить без использования присадочной проволоки. В таком случае существует большая вероятность получить сварочный шов высокого качества, а также большую глубину прогрева изделия, что очень важно при сварке. Основным фактором, определяющим методику сваривания аргонодуговой сваркой, является металл, который нужно сваривать и основные его характеристики и свойства. Подбирая наиболее оптимальный режим сварки, Вы сможете производить аргонодуговой сваркой качественные сварочные швы. |
3g-svarka.ru