Сварка аргоном: преимущества и особенности
Вам наверняка знакома проблема качественной сварки особых типов металла, например, алюминия, меди или цветных металлов. При стандартной электросварке с помощью электродов у вас не получится сварить надежный шов, это связано с особенностями металла и его свойствами. В таких случаях опытные мастера ищут другой способ сварки, и их выручает сварка в среде аргона.

Что такое аргонная сварка и каков принцип работы? Какие плюсы или минусы есть у такого метода сварки и как правильно сварить металл аргоном? В этой статье мы ответим на все интересующие вас вопросы.
Содержание статьи
Общая информация
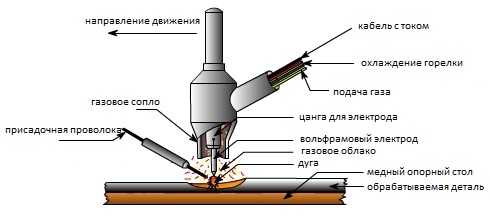
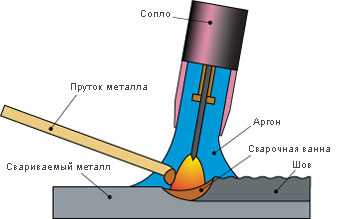
Аргонно-дуговая сварка — что это такое? Как работает аргонная сварка? Это, по сути, такая же сварка, как и все остальные, отличие заключается лишь в том, что процесс производит в аргоновой среде. Аргоновая среда — это газовый поток, который направляется в сварочную зону во время сварки. Ниже вы можете видеть схему сварки с применением аргона. Аргон, как и любой другой газ, выполняет при сварке защитную функцию: препятствует окислению металла, улучшает качество шва и ускоряет работу. Аргон для сварки, направляемый в сварочную зону, образует своеобразные «Купол», не позволяя кислороду негативно влиять на качество шва.
Можно варить аргоновой сваркой различные особые металлы, например, титан. В работе можно использовать плавящиеся и неплавящиеся электроды, проволоку из вольфрама. Вольфрамовая проволока зачастую используется при сварке разнородных металлов. Сварка осуществляется как в ручном, так и в автоматическом режиме.
Ручная сварка в аргоне (РАД сварка) — это самый распространенный и недорогой вид аргоновой сварки. Если выбрана РАД сварка, то желательно использовать неплавящийся электрод. Есть автоматическая сварка аргоном с применением плавящего и неплавящегося электрода (маркировка ААДП и ААД, соответственно). Мы не будем утверждать, что ручная сварка лучше автоматической или наоборот. В конечном итоге, каждый сварщик сам для себя решает, какой метод для него предпочтительнее при выполнении тех или иных работ.
Оборудование
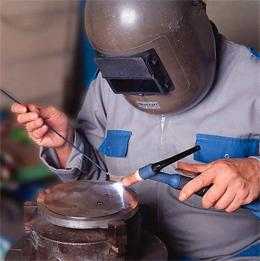
Для аргонной сварки используется несколько типов сварочного оборудования. Это может быть ручной способ, когда мастер своими руками держит горелку и подает проволоку в сварочную зону или усовершенствованный ручной способ, когда проволока подается с помощью специального прибора.
Также есть оборудование, с помощью которого осуществляется автоматическая сварка аргонодуговая. Горелка и проволока подаются в сварочную зону в автоматическом режиме, порой сварщику даже не нужно следить за этим процессом, его может заменить специальный оператор. На дорогих производствах может использоваться роботизированное оборудование, не требующее присутствия человека. В аппарат заранее загружают программу, по которой робот выполняет сварку.
Теперь перейдем к делу. Мы расскажем вам, как варить аргоновой сваркой, чтобы работа получилась качественной и долговечной.
Как варить в аргоне
Что нужно для правильной сварки? Конечно, немного теории и много практики. Теорию мы вам расскажем, а вот практику придется выполнять самостоятельно. Чем больше вы будете практиковаться, тем быстрее сможете приступить к выполнению серьезной работы. А пока давайте узнаем, какова технология аргонодуговой сварки и что нужно учесть, чтобы не наделать ошибок.

Прежде всего, нужно тщательно очистить и обезжирить стыки свариваемых деталей. Даже если визуально нет никаких загрязнений или коррозии, нужно все равно очистить поверхность металла. Во время работы старайтесь сокращать длину сварочной дуги. Дело в том, что длинная дуга формирует широкий неглубокий шов. Качество такого соединения оставляет желать лучшего.
Поэтому при работе с неплавящимся электродом постарайтесь сделать дугу как можно короче, приближая стержень к поверхности металла. Но этого может быть недостаточно для того, чтобы шов получился узким и глубоким. Двигайте электрод продольно, не отклоняясь в сторону и не выполняя поперечные движения. Именно по этой причине у сварщика должна быть «твердая рука» при сварке аргоном, иначе малейшее отклонение может привести к ухудшению качества сварного соединения.
Присадочную проволоку и электрод следует располагать только в сварочной зоне. Если вы будете постоянно отводить стержень или проволоку в сторону, то нарушите защитные свойства аргона и в сварочную ванну проникнет кислород. Проволоку стоит подавать плавно и равномерно, избегая резкой подачи. В противном случае металл будет сильно разбрызгиваться и ухудшит качество сварки.
Многим мастерам (особенно начинающим) по началу трудно понять, с какой скоростью подавать проволоку. Увы, не существует какой-то единой нормы, которая решит эту проблему. Все познается с опытом, так что экспериментируйте. Проволока для присадки должна подаваться под углом и перед стержнем. Эти требования обязательны. Их несоблюдение приводит к формированию неровного шва и усложняет сварочный процесс.

Также не рекомендуется резко начинать или заканчивать процесс сварки, поскольку в сварочную зону гарантировано попадет ненужный кислород. Мы рекомендуем на протяжении 20 секунд подавать в сварочную зону газ для аргоновой сварки и только затем приступать к работе. Если вы планируете окончить сварку, то сначала уберите проволоку, затем выключите горелку. Этот процесс должен занимать около 10 секунд. Также при окончании сварки снизьте силу тока. Если вы этого не сделаете, а просто уберете проволоку и горелку, то кислород попадет в сварочную зону.
Как видите, сварка аргоном требует большого терпения и хотя бы минимального опыта. Вы можете оценить свою работу, пользуясь показателем проплавленности. Осмотрите шов, который вы сделали: он не должен иметь округлую выпуклую форму. Если шов выглядит так, то это значит, что он не проплавлен. Таким незамысловатым способом можно проверить качество шва и оценить его прочностные характеристики. Конечно, такой метод не заменить полноценный контроль качества с помощью приборов, но вы уже на начальном этапе сможете увидеть недостатки своей работы.
Настройка режима сварки
Теперь, когда мы разобрались, как работает аргонная сварка, подробнее остановимся на выборе режима. От этого также сильно зависит качество сварного соединения. Чтобы правильно подобрать режим, нужно много практиковаться и внимательно изучать теорию. Мы собрали несколько советов по правильному выбору режима сварки и надеемся, что они помогут ускорить ваше обучение.
Итак, режим сварки — это, по сути, выбор полярности и направления тока. Выбор режима сварки зависит от индивидуальных характеристик металла (или металлов), который нужно сварить. Если нужно сварить стальные металлоконструкции, то установите прямую полярность и постоянный ток. Если нужно сварить алюминий и его сплавы — постоянный ток и обратную полярность.
Также важно правильно настроить силу тока. Этот параметр настраивается исходя из толщины металла, диаметра электрода и установленной вами полярности. Все эти параметры взаимосвязаны. Многие мастера узнают практическим путем, какое значение силы тока нужно установить для выполнения конкретных задач. Но мы рекомендуем для начала воспользоваться специальными таблицами, одну из которых вы можете видеть ниже.

Ранее мы говорили, что качественный шов получается в случае, если дуга короткая. То же самое касается и напряжения дуги. Кстати, не забывайте о расходе газа в аргоновой среде. Если вы работаете на производстве, то вам нужно будет следить за этим показателем. Чтобы сократить расход лучше создавать ламинарное течение газа. Ламинарное течение — это когда газ движется равномерно, не перемешивается и не пульсирует.
Плюсы и минусы
Плюсы:
- Нет необходимости сильно нагревать стыки, поэтому детали не деформируются под действием высокой температуры.
- Газ аргон для сварки называют инертным, а это значит, что тяжелее воздуха, так что при соблюдении технологии кислород не проникнет в сварочную зону.
- Дуги высокая тепловая мощность, поэтому при должном опыте работа проводится быстро и качественно.
- Несмотря на множество нюансов, процесс сварки не такой сложный, как кажется, и ему можно быстро обучиться.
- Можно сварить металлы, которые при других типах сварки не соединяются.
Минусы:
- Не рекомендуется проводить сварку на открытом воздухе, если на улице сильный ветер. Часть газа улетучивается, из-за чего сварочный шов становится менее качественным. Проводите сварку в закрытом цеху или гараже и с принудительной вентиляцией.
- Новичкам первое время трудно правильно настроить оборудование и вести дугу.
- Если планируется использование высокоамперной сварочной дуги, то нужно заранее продумать, как вы будете охлаждать шов.
Вместо заключения
Теперь вы знаете, что такое аргоновая сварка и как внедрить ее в свою рабочую практику. Аргонодуговая сварка обладает очень важным преимуществом — она позволяет соединять детали, которые в других условиях соединить просто невозможно. А такая необходимость может возникнуть не только на крупном производстве, но и дома или на даче (например, при сварке труб). Но помните: теория без практики не работает. Постарайтесь как можно больше отработать навыки на тестовых образцах до того, как приступите к более серьезным задачам. Расскажите о своем опыте сварки аргоном в комментариях и делитесь этим материалом в социальных сетях. Желаем удачи!
[Всего голосов: 1 Средний: 2/5]svarkaed.ru
Аргоновая сварка (аргонодуговая) — принцип работы, технология
Если обычная не подходит, используется электродуговая сварка в аргоне или аргоновая. Какое её назначение, особенности применения, основы технологии, требуемое сварочное оборудование, достоинства и недостатки? Статья будет интересна всем интересующимся сваркой нержавеющих сталей и цветных металлов.

Что такое аргоновая сварка для чего она применяется
Электродуговая сварка в среде защитных газов применяется, когда необходимо изолировать процесс от взаимодействия с атмосферным воздухом. Наиболее популярным и эффективным является инертный газ аргон. Процесс с его использованием так и называется – аргонодуговая или, в обиходе, аргоновая сварка.
Она используется для сварки изделий из алюминия, титана, меди, нержавеющих сталей – металлов и сплавов, активно окисляющихся или имеющих в своём составе элементы, активно окисляющиеся кислородом воздуха.
Почему применяется именно аргон — его сравнение с гелием
Аргон, как уже было сказано, является инертным газом. Он не вступает в химическую реакцию ни с чем, что особенно важно при температурах выше тысячи градусов по Цельсию в зоне сварки.
Аналогичным свойством обладает ещё один инертный газ – гелий. Он стоит гораздо дороже аргона, потому применяется только в особенных случаях. Аргон имеет удельный вес на 38 % больше, чем воздух. За счёт этого он хорошо изолирует место сварки и защищает её от окисления.
Гелий в аналогичных условиях требует подачи в высокотемпературную зону газа под большим давлением и, соответственно, более высокого расхода защитного газа.
Из-за разного потенциала ионизации напряжение аргоновой дуги ниже, чем гелиевой. Её тепловыделение меньше, соответственно, меньше зона проплавления, меньше поперечное сечение шва. В отличие от гелиевой аргонная сварка образует длинный и узкий – пальцеобразный шов. На границе газ – жидкость у аргона величина поверхностного натяжения выше. В результате шовный валик получается более высоким с резкими переходами от основного металла ко шву.
Особенности сварного шва при аргонодуговой сварке
Чем больше угол между поверхностью основного металла и шва, тем больше возникает концентрация напряжений в зоне сварки. Если к соединению предъявляются достаточно высокие требования по равнопрочности, требуется после сварки произвести стачивание шовного валика
При правильном выборе материала электрода или присадки, режима сварки и способа защиты металл шва за счёт меньшего количества примесей обычно мягче основного металла. Для обеспечения прочности требуется, чтобы «мягкая» зона была как можно уже. Сварку сложнее выполнить технологически, но позволяет избежать необходимости усиливать конструктивные элементы в месте соединения.
Для аргонодуговой сварки применяются две основных технологии: TIG-сварка и MIG-сварка.
TIG – сварка неплавящимся электродом
Дуга горит между тугоплавким вольфрамовым электродом и деталью. Пруток присадочного металла подаётся в зону сварки вручную.
Процесс сварки неплавящимся электродом имеет свои особенности. Сварочную дугу лучше зажигать на прямой полярности, когда катодом является электрод. Ему придают острую заточку под углом 45 — 55 градусов. Это нужно для получения более узкой сварочной дуги и сужения места проплавления. Чем более узкую зону надо получить, тем более острой должна быть заточка. Зажигать дугу на свариваемом металле не рекомендуется, чтобы не оплавлять и не загрязнять кончик электрода. Лучше эту операцию производить на вспомогательной угольной (графитовой) пластине.
Полярность процесса следует выбирать в зависимости от металла свариваемых деталей:
- Нержавеющие стали лучше сваривать на прямой полярности.
- Алюминий и его сплавы – на обратной или чаще на переменном токе. Это связано с тем, что когда катодом является деталь, из зоны сварки лучше удаляются тугоплавкие окисные плёнки, образующиеся на поверхности алюминия. Но когда катодом является деталь, появляется нестабильность пятна эмиссии т. к. зона горения сварочной дуги перемещается на холодный участок. Поэтому нужен не просто переменный сварочный ток, а импульсы повышенного напряжения в периоды расположения катода на детали.
Сварочную горелку с вольфрамовым электродом держат под углом около 80° ко шву назад к направлению движения. Присадочный пруток – впереди перпендикулярно электроду.
Между свариваемыми деталями должен быть зазор. Исключение – когда детали лежат на медной или стальной подложке. Аргон подаётся через сопло окружающее сварочный электрод.
В отличие от привычных движений зигзагом или полумесяцем, совершаемым электродом с покрытием, вольфрамовый ведут прямолинейно, не отклоняя от линии шва. Это нужно для того, чтобы участок расплавленного металла не вышел из зоны защищаемой аргоном. Скорость процесса сварки не должна быть высокой, чтобы аргон успевал проникать сквозь зазор между соединяемыми деталями к обратной стороне сварочного шва.
Важно поддерживать стабильное расстояние между электродом и деталью. Это необходимо для постоянного напряжения и тепловыделения сварочной дуги. От этого напрямую зависит размер участка проплавления, форма и качество сварочного шва.
Процесс необходимо начинать через 10 – 15 секунд после подачи аргона, чтобы расплавленный металл был гарантированно защищён от взаимодействия с кислородом воздуха.
По окончании процесса сварочный ток должен снижаться постепенно во избежание появления кратера в конце шва.
После погасания дуги аргон должен подаваться ещё 10 – 15 секунд до остывания металла ниже температуры активного окисления. При наличии возможности лучше заканчивать процесс сварки за пределами свариваемых деталей.
Наложение вертикальных швов производится снизу вверх. Сопло располагается наклонно ко шву так, чтобы струя аргона была направлена вверх. Присадочный пруток располагается выше сопла. По возможности следует организовывать защитные экраны, чтобы удерживать аргон в месте сварки.
Существует автоматическая сварка неплавящимся электродом. В этом варианте проволока из присадочного металла подаётся в зону сварки автоматически, а дуга между вольфрамовым электродом и деталью зажигается путём подачи импульса высокого напряжения.
MIG – полуавтоматическая аргонодуговая сварка плавящимся электродом
Вместо вольфрамового электрода сквозь горелку осуществляется подача сварочной проволоки.
В автоматическом режиме перед зажиганием сварочной дуги, подаётся аргон аналогично процессу с неплавящимся электродом. Далее на проволоку подаётся напряжение, а сама проволока продвигается в зону начала шва. Происходит контакт, проволока разогревается, её конец обламывается и под напряжением, зажигается дуга. Длина дуги может регулироваться автоматически или путём саморегулирования. Сварка осуществляется на аналогичных режимах.
В конце шва постепенно прекращается подача напряжения, дуга гаснет, не оставляя кратера. После 10 – 15-секундной выдержки прекращается подача аргона.
В полуавтоматическом режиме рекомендуется зажечь дугу вне зоны сварки на вспомогательной детали, а потом перенести дугу к началу шва. Если это невозможно, сначала продуть горелку аргоном, а затем в защищённую зону проволоку под напряжением.
В обоих случая аргонодуговой процесс требует помещения, защищённого от сквозняков, чтобы не нарушалась газовая защита расплавленного металла.
Для обеспечения процесса аргонодуговой сварки требуется определённый набор сварочного оборудования:
- Это источник тока, способный подавать постоянное, переменное и импульсное напряжение.
- Устройство для подачи сварочной проволоки.
- Горелка с соплом для подачи защитного газа.
- Баллон для аргона с газовым редуктором для понижения давления.
Перед началом процесса детали в зоне сварки надо зачистить от загрязнений и по возможности от окисных плёнок. По окончании — от брызг металла. Для этого в комплект оборудования входит металлическая щётка.

Преимущества и недостатки аргонодуговой сварки
К преимуществам следует отнести возможность сваривать металлы, теряющие свойства при контакте расплавленной зоны с кислородом воздуха. Нержавеющие хромоникелевые стали теряют в зоне шва входящие в состав защитные лигатуры. Алюминий загорается или покрывается твёрдой окисной плёнкой из-за чего шов невозможно сделать плотным и прочным. Похожие проблемы возникают при сварке титана, меди и прочих активных металлов и сплавов.
Аргонная дуга – обладает относительно невысоким тепловыделением, зона проплавления получается узкой, поэтому свариваемые детали не коробит.
При правильном подборе сварочного режима расплавленный металл не разбрызгивается, шов получается аккуратным.
Аргон дешевле других инертных газов, имеет удельный вес больший, чем воздух, вследствие чего надёжно защищает участок сварки при нижнем расположении шва.
Недостатки
- Из недостатков следует отметить сложность процесса. Повышенные требования к квалификации персонала.
- В перечне достоинств упоминалась малая ширина зоны проплавления. Это же является недостатком, технологически усложняющем процесс.
- Специализированные источники питания, способные работать в импульсном режиме и подавать повышенное напряжение для зажигания дуги без контакта между электродом и деталью.
- Затруднённость или невозможность накладывать потолочные сварочные швы, т. к. аргон тяжелее воздуха и опускается вниз, оголяя защищаемую зону. Для качественных потолочных швов лучше использовать более дорогой гелий.
- Относительно высокое поверхностное натяжение на границе металл-газ, приводящее к концентрации напряжений и необходимости в некоторых случаях обрабатывать шов после сварки.
В целом при аргонодуговой сварке получается качественное и прочное соединение.
Оцените статью:Рейтинг: 5/5 — 2 голосов
prompriem.ru
Аргонодуговая сварка, ее типы и характеристики
Аргонодуговая сварка – разновидность электрической дуговой сварки. Ее особенность заключается в том, что процесс сварки происходит в среде защитного газа, который предотвращает окисление металла.

В зону, которая обрабатывается защитным газом, входят следующие элементы: конец электрода и присадочный материал, определенный участок шва и околошовная зона. Аргон – нейтральный инертный газ, который не взаимодействует с металлом во время сварки и подается через специальное сопло электродержателя горелки. По названию газа, участвующего в технологическом процессе, и был назван данный тип соединения деталей.
Оборудование для аргонодуговой сварки включает в себя неплавящийся электрод, который традиционно выполняют из вольфрама. Этот тугоплавкий металл обладает всеми требуемыми качествами и характеристиками, поэтому он зачастую используется в данном типе сварке.
В таком случае присадочный материал подводится в виде проволоки или прутка, который во время технологического процесса периодически погружается в сварочную ванну. Во время работы электрод удерживается при помощи специального держателя, который устанавливается внутрь сопла, предназначенного для подвода газа аргона в зону, где проводится аргонодуговая сварка. Оборудование, соответственно, должно выдерживать и электрический ток, проходящий по электродам, и тепловое воздействие от применения аргона.
Однако не только из вольфрама выпускаются электроды. Также их можно изготовить из нержавеющей стали и алюминия. В связи с этим аргонодуговая сварка делится на 2 типа:
- С плавящимся электродом.
- С неплавящимся электродом.
Аргонодуговая сварка бывает ручная и автоматическая. При автоматической сварке используется только электродная поволока, а ручная сварка может производиться неплавящимся электродом.
Технологический процесс аргонодуговой сварки.
Поскольку инертные газы не взаимодействуют с металлами, а также в силу того, что они в среднем на 38% тяжелее, чем кислород, используемый при сварке, аргон легко вытеснит воздух с нежелательными примесями из зоны сварки. Это позволяет избежать нежелательного окисления получаемого шва, что значительно повышает качество продукции и ее эстетические качества.

Через электроды пропускается электрический ток на свариваемые детали. Одновременно с началом прохождения по детали тока начинается подача аргона через сопло горелки. Запускается процесс поступления в зону сваривания присадочного материала, который расплавляется под действием тепла, выделяющегося от прохождения тока.
Поскольку среда аргона не допускает возникновения дуги, необходимо использовать специальное устройство, называемое осциллятор. Данное устройство обеспечивает надежное зажигание дуги при помощи высокочастотных импульсов, а также увеличивает стабилизацию дугового разряда в момент изменения полярности.
Преимуществами, которыми обладает аргонодуговая сварка, являются:
- Эффективность.
- Малая толщина сварного шва.
- Возможность сваривания деталей без участия присадочного материала.
fb.ru
Сварка аргоном (аргонодуговая) инверторная: технология, что нужно?
За последние годы сварка аргоном стала одним из самых востребованных способов соединения металла. Если рассматривать те варианты, когда нужно сваривать цветные металлы, изделия для ответственных объектов, трубы и прочие сложные изделия, аргоновая сварка становится практически незаменимой. Несмотря на свою сложность применения, дороговизну расходных материалов и особые требования к опыту специалисту, выполняющему данную работу, она дает очень качественный результат. Это намного важнее для ответственных сооружений и механизмов.
Данная технология основана на применения дуговой сварки неплавким электродом и сварочной проволокой, которая проводится под защитой аргона.

Процесс сварки аргоном
Аргон является инертным газом, который не взаимодействует с металлом заготовки или проволоки, а также не вступает в реакцию с газами из окружающей атмосферы. Во время сгорания он создает защитную оболочку для сварочной ванны, которая не позволяет внешним факторам как-либо навредить ей. Для проведения процесса также нужно провести ряд предварительных подготовительных процедур. Но они не столь длительны и сложны, как при работе ручной дуговой сваркой.
Область применения
С каждым годом аргонная сварка приобретает все более широкий набор областей своего использования. Изначально это был сложный и дорогой процесс, который востребован на крупном строительстве, где сварка проводилась на ответственных объектах, а также все использовалось для создания надежных соединений на каких-либо производственных предприятиях, где нужно было монтировать конструкции из металла для различных механизмов. Сейчас же выбор техники для ее проведения стал более широким. Это упрощает применение, так как современные варианты аппаратов являются более безопасными, а порой даже обладают меньшей стоимостью, чем это было раньше.
Сейчас сварка аргоном применяется во многих отраслях ремонтной сферы. При ремонте автомобилей, велосипедов, сельскохозяйственной техники и прочих разновидностей изделий, в которых используются сложные детали из цветных металлов и их сплавов. В строительстве данная технология по-прежнему сохраняет свою популярность и востребованность. Расширяется использование сварки в защитных газах в других областях, так как она становится доступнее. Практически все области, где нет проблем с загазованностью помещения, могут использовать такую технологию.
Преимущества
Аргоновая сварка на данный момент относится к одной из наиболее развивающихся техник. Данная тенденция создается благодаря набору преимуществ, которыми она обладает:
- Высокая надежность получаемого соединения, в сравнение с другими способами сваривания;
- Минимальная подверженность воздействию внешних факторов, так как аргон создает отличную защиту от проникания посторонних элементов;
- Материалы и сама техника является доступной для мастеров;
- Отсутствие обмазки уберегает от возможности проникновения водорода, а также от ее попадания в сварочную ванну в виде включений;
- Здесь не требуется все слишком тщательно вычищать во время подготовки, так как здесь газ не дает сильно влиять посторонним факторам на состояние ванны.
Недостатки
Сварка аргоном, несмотря на все свои позитивные свойства, обладает рядом недостатков, которые несколько ограничивают сферу использования:
- Себестоимость проведения процесса является более высокой, чем в ручной дуговой сварке, так что для простых процедур ее не выгодно использовать;
- Присутствует сложность подготовки всего оборудования, так как здесь нужен не только аппарат для создания электрической дуги, но и газовая горелка, питающаяся от баллона;
- Благодаря использованию газа процесс становится более опасным для жизни сварщика, ведь хоть аргон и не относится к взрывоопасным, опасность поражения остается;
- Полуавтоматы, благодаря которым проводится аргонная сварка, обладают высокой стоимостью, так что приобрести их для частного использования может далеко не каждый.
Виды электродуговой сварки
Аргонная сварка проводится при определенных режимах, которые зависят от конкретных условий проведения работ, параметров основного металла и так далее. Чтобы определиться с правильными данными следует обратить внимание на такие параметры как:
- Полярность – здесь зачастую используется ток прямой полярности, так как обратная полярность практически непригодна для этого дела. Прямая полярность дает более стабильное горение дуги.
- Род тока – в большинстве случаев используется постоянный ток. Переменный используют только для соединения магния, алюминия, бериллия и их сплавов.
- Сварочный ток – величина данного параметра определяется толщиной заготовок и диаметром электрода. Это один из основных параметров, который регулируется на аппарате.
Толщина электрода, (мм) | Сила переменного тока, (А) | Сила постоянного тока, (А) |
| 1-2 | 20-95 | 60-160 |
3 | 100-150 | 140-190 |
| 4 | 140-210 | 240-340 |
5 | 200-270 | 300-400 |
| 6 | 250-300 | 340-450 |
Виды
Существует две основные разновидности сварки аргоном, которые зависят от используемого аппарата, хотя принцип проведения работ у них практически одинаковый. Сварка аргоном может быть ручной и автоматической. При этом используемые расходные материалы и способы расплавления остаются практически одинаковыми.

Ручная аргонодуговая сварка
Автомат не требует непосредственного управления человеком, так как все основное зависит от установленных заранее данных. При ручном выполнении задач становится больше возможностей подстроиться под имеющиеся сложные условия, а также намного проще выполнять сварку единичных изделий.

Автоматическая сварка аргоном
Помимо этого можно разделить на виды сварки плавким и неплавким электродом. При работе с неплавким электродом, что встречается намного чаще, используется вольфрамовый электрод и сварочная проволока, которая подается из полуавтоматического устройства. Плавкие электроды не имеют защитного покрытия, так как основную защиту обеспечивает газ. Аргоновая сварка в любом случае сохраняет все свои преимущества.
Принцип работы
Аргон используется здесь благодаря своим инертным свойствам, так как он не вступает ни в какую химическую реакцию с металлами, которые поддаются сварке. Благодаря тому, что он более чем на треть тяжелее кислорода, то он с легкостью вытесняет атмосферный воздух из области сварочной ванны. Благодаря этому шов не окисляется.
Ток подается на неплавкий электрод, после чего можно зажигать дугу для расплавления основного металла и присадочного материала. В это же время из газовой горелки подается инертный газ. В рабочую зону с максимальной температурой подается проволока или электрод. Он ни как не участвует в создании электрической цепи, но материал расплавляется, а вольфрамовый электрод. Чтобы зажечь дугу, используется осциллятор, работающий на высокочастотных импульсах.
Технология сварки
Электрическая часть процесса очень схожа с тем, как идет подготовка к ручной дуговой сварке. На основной металл подается вывод «земли». Это одна часть, которая будет служить для последующего замыкания. Второй частью является вывод на держатель электрода, который проводит электричество на сам электрод. При подведении электрода к месту сварки на основном металле зажигается дуга, которая обеспечивает требуемую температуру для расплавления основного металла.
В это время из горелки подается газ, который создает защиту от воздействия внешних факторов. В эту среду вручную или при помощи автоматического устройства подается присадочная проволока. Она расплавляется и своим наплавочным слоем образует шов.
«Важно!
Для создания качественного соединения требуется не только надежная современная техника, но и умения специалиста.»
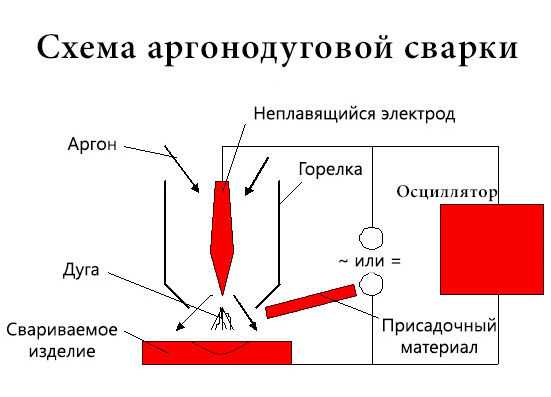
Схема аргонодуговой сварки
Сварка аргоном является сочетанием электрической и газовой сварки, поэтому, подача материала здесь ближе к газовой. Проволока подается постепенно, образуя нужную толщину слоя. При этом также нужно совершать колебательные движения, диаметр которых в несколько раз превышает диаметр проволоки, так как она всегда тоньше электрода. Толщина регулируется скоростью подачи.
Что нужно для сварки?
Для сварки требуется иметь:
- Инвертор, рассчитанный на такую работу, как сварка аргоном;
- Газовая горелка, через которую подается защитный газ;
- Неплавкий электрод, для создания электрической дуги;
- Газовый баллон с аргоном;
- Редуктор, шланги и прочие аксессуары;
- Сварочная проволока или электрод.
Техника безопасности
Здесь нужно соблюдать правила электробезопасности. Работы не стоит проводить при высокой влажности и в помещениях, где есть конденсат и прочие скопления влаги. Легко возгораемые предметы не должны находиться вблизи источника пламени и сварочной дуги. Баллон с газом должен находиться на расстоянии от 5 метров от источника огня. Место для работы не должно содержать лишних предметов, которые могут помешать свободному передвижения специалиста.
Стандарты
Сварка аргоном проводится согласно ГОСТ 14771-76. Этот стандарт касается практически всех видов сварки в защитном газе. Ведь она проводится с водородом, гелием, углекислотой. Различными смесями и прочими разновидностями.
Заключение
Аргонодуговая сварка относится к самым перспективным направлениям в сварочной сфере. Появляется все большее количество аппаратов и аксессуаров для проведения работ с ее помощью. Преимущества данного метода пока значительно превосходят плюсы других, особенно, если сравнивать по соотношению цены и качества.
svarkaipayka.ru
Особенности аргонодуговой сварки: применение, технология, преимущества
 Аргонодуговая сварка получила такое название из-за специфики своего действия: в среде инертного газа-аргона возникает дуговой разряд, который ведет к образованию плавильной ванны и соединения металлических поверхностей между собой.
Аргонодуговая сварка получила такое название из-за специфики своего действия: в среде инертного газа-аргона возникает дуговой разряд, который ведет к образованию плавильной ванны и соединения металлических поверхностей между собой.
Электроды для аргонодуговой сварки могут быть двух видов.
Сварка поверхностей таким методом может осуществляться с помощью электрода-расплава или электрода из вольфрама, который остается целым и плавит соединяемые кромки.
В технической номенклатуре аргонодуговые сварочные аппараты обозначаются следующими аббревиатурами:
- РАД – сварка аргонодуговая ручная с помощью вольфрамового электрода;
- ААД – сварка аргоном в автоматическом режиме, когда газовая горелка подается к сварным кромкам автоматически с помощью специального суппорта;
- ААДП – добавочное “П” означает, что в данном аппарате используются плавящиеся электроды.
В международном стандарте используются следующие аббревиатуры, как правило, в аппаратах с неплавящимися электродами:
- TIG – сварка производится с помощью вольфрама в инертной среде;
- GTAW – газовая сварка вольфрамом.
Самостоятельная, без участия профессионалов, но качественная и быстрая сборка металлических конструкций во время ремонтных работ, пайка швов, а также резка различных металлических изделий возможна при помощи хорошего сварочного аппарата для дома. Как же выбрать простой в использовании сварочный аппарат для дома?
Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью. Детальнее о лазерной резке металла здесь.
 Самостоятельная, без участия профессионалов, но качественная и быстрая сборка металлических конструкций во время ремонтных работ, пайка швов, а также резка различных металлических изделий возможна при помощи хорошего сварочного аппарата для дома. Как же выбрать простой в использовании сварочный аппарат для дома?
Самостоятельная, без участия профессионалов, но качественная и быстрая сборка металлических конструкций во время ремонтных работ, пайка швов, а также резка различных металлических изделий возможна при помощи хорошего сварочного аппарата для дома. Как же выбрать простой в использовании сварочный аппарат для дома?
Технические характеристики аргонодуговой сварки
 Аргон используется прежде всего для того, чтобы вытеснить воздух из сварочной среды и свести к нулю взаимодействие расплавленных кромок с воздухом, попадание которого может привести к возникновению каверзности.
Аргон используется прежде всего для того, чтобы вытеснить воздух из сварочной среды и свести к нулю взаимодействие расплавленных кромок с воздухом, попадание которого может привести к возникновению каверзности.
Изначально данный прием использовался для сварки алюминиевых поверхностей (аргонодуговая сварка алюминия). Вся сварка производится с помощью капель расплавленного металла (крупнокапельное и капельное).
Однако, следует помнить, что при использовании крупнокапельного метода возможно разбрызгивание, используется при сваривании поверхностей, где нет необходимости класть идеально ровный шов.
Крупнокапельный или капельный метод качественно уступают струйному методу, который достигается за счет увеличения тока в инверторе и при использовании присадочной проволоки из меди.
Проволока для аргонодуговой сварки наматывается спиралью на вольфрамовый электрод и позволяет делать наплавку на чугун и прочие хрупкие металлические сплавы.Область применения аргонодуговой сварки
 Самой основной областью применения является соединение цветных металлов и легированных сталей, особенно малой толщины. В противном случае используются присадки.
Самой основной областью применения является соединение цветных металлов и легированных сталей, особенно малой толщины. В противном случае используются присадки.
Присадки для аргонодуговой сварки представляют собой металлы большей плотности и меньшей температуры плавления, которые напыляются наплавкой и являются соединяющей “прослойкой”.
В таком случае возможна сварка только в среде инертных газов или углекислого газа, так как попадание воздуха приведет к разбрызгиванию мягких расплавленных металлов.
Технология аргонодуговой сварки
 Вообще условно технологические нормы можно разделить на два вида:
Вообще условно технологические нормы можно разделить на два вида:
- ручной режим, когда горелка с вольфрамовым электродом и присадочный пруток подаются специалистом вручную к месту соединения и наплавки;
- автоматический режим, когда все подается в автоматическом режиме. Аргонодуговая сварка труб ярчайший пример, так как при соединении трубопроводов шов должен отвечать требованиям к типоразмерам.Установка аргонодуговой сварки в этом случае осуществляется на специальных рамах-лонжеронах, которые обеспечивают передвижение относительно своей плоскости и оси.
Чрезвычайно похожая на аргонную, плазменная сварка, происходит при помощи потока плазменной дуги. Подробнее тут.
 Сварочным швом принято называть неразъемное соединение, которое образуется в процессе застывания сварочной ванны от оплавления электродом кромок металлов. Читайте подробнее о сварочных швах.
Сварочным швом принято называть неразъемное соединение, которое образуется в процессе застывания сварочной ванны от оплавления электродом кромок металлов. Читайте подробнее о сварочных швах. Аргоновая горелка содержит в себе жесткий вольфрамовый электрод, на который с осциллятора подается высокочастотный ток. Этим током происходит воспламенение “струи”.
Аргоновая горелка содержит в себе жесткий вольфрамовый электрод, на который с осциллятора подается высокочастотный ток. Этим током происходит воспламенение “струи”.
При воздействии струйного разряда на соприкасающиеся металлические поверхности происходит их нагрев и оплавление, после чего в среду наплавки подается присадочный пруток, которые и будет соединять между собой кромки в общей сварочной ванне.
При этом необходимо помнить, что присадочный пруток должен быть 90 градусов относительно горелки, а наклон горелки не превышать 75 градусов относительно сварных поверхностей – это обеспечит наилучшее взаимодействие прутка и ванны.
Относительно электрода к плавильной ванне подается аргон, который изолирует поверхность от атмосферы.
Аргонодуговые сварочные аппараты представляют собой баласные инверторы(инвертор аргонодуговой сварки) с замкнутой схемой и контуром: горелка – электрод – осциллограф.
Преимущества и недостатки аргонодуговой сварки
 Плюсы:
Плюсы:
- надежная изоляция от окружающей среды, повышение качества и отсутствие нарушений кристаллической решетки в соединенной поверхности;
- показательная тепловая мощность дугового разряда, что положительно сказывается на качестве и скорости сварки;
- аргонодуговая сварка позволяет соединять разнородные металлы;
- весь процесс может быть произведен под наблюдением.
 Минусы:
Минусы:
- защита аргоном от окружающего воздуха может быть нарушена при работе на ветру или сквозняке, так как газ может попросту “сдувать”;
- горелку необходимо периодически охлаждать при сварке дугой большой силы тока;
- сильное излучение ультрафиолета, особенно при использовании гелия в качестве инертного газа.
Так как огневые и сварочные работы требуют особенных навыков у производителя работ, соблюдения норм технической и промышленной безопасности, а так же допусков, то проводиться периодическая аттестация с целью продления или получения разрешения и допуска к огневым работам различных категорий.
Информацию о сварочном карандаше, можно почерпнуть здесь.
Читайте также:
metallmaster.org
Аргонодуговая сварка: сущность и технология
Сварочные процессы все реже обходятся без применения защитных газовых сред. Исключение контакта между заготовкой и кислородом обеспечивает более качественный результат с получением крепкого и долговечного шва. В этом смысле аргонодуговую сварку можно назвать оптимальным способом формирования металлических стыков и соединений. Аргон не мешает выполнению розжига, в дальнейшем позволяя реализовывать термическое воздействие с нужными параметрами.
Сущность метода
Технология предусматривает создание термической дуги, после чего непосредственное соединение и резка заготовки под расплавом осуществляется в среде защитного газа. Способ отличается мобильностью, оптимальными показателями провара и возможностью обработки широкого спектра металлов и сплавов. Качество формируемого шва будет определяться двумя факторами: составом покрытия электрода и газовой смесью. Что касается первого, то обычно используют вольфрамовые расходники, внешний слой которых при расплаве модифицирует структуру шва. Защитный газ при аргонодуговой сварке также может иметь разные параметры как по составу смеси, так и по интенсивности подачи, которая регулируется вручную или на программном уровне через настройки аппарата. Несмотря на название, помимо аргона практикуется и создание газовой защиты при помощи гелия. Его смеси позволяют аккуратно и безопасно работать с тонкими листами алюминия, в частности. Аргон, в свою очередь, чаще используется при сварке нержавеющей стали, низкоуглеродистых, магниевых и титановых сплавов.
Сварочные аппараты для сварки с аргоном

В работе могут использоваться разные по конструкции приборы. Так, в профессиональной сфере чаще задействуют крупногабаритные трансформаторные модели, которые хорошо переносят внешние негативные факторы и отличаются низкой чувствительностью к влажности. В мастерских и домашних хозяйствах более распространены инверторные аппараты, отличающиеся легкостью, компактностью и высокой эргономикой. Сам принцип инверторной сварки предполагает необходимость преобразования частоты тока от номинальных 50/60 Гц до 100 КГц в среднем.
К универсальным аппаратам этой группы можно отнести модели серии AC/DC. Аргонодуговая сварка на таком оборудовании может производиться в условиях постоянного и переменного тока с режимами TIG и MMA. В частности, большинство современных инверторов средней мощности позволяют выполнять сварку в следующих форматах:
- Механизированным способом в газовой среде.
- С подключением порошковой проволоки.
- Ручным дуговым способом.
В каждом случае, независимо от режима, подбираются также индивидуальные характеристики сварки в параметрах тока и напряжения. Расширенный функционал оборудования может предусматривать настройку скорости подачи проволоки и величину индуктивности.
Используемые горелки
В операциях сварки задействуются специальные газосварочные горелки, выполняющие задачи нагрева и плавления заготовки. Данный инструмент может иметь разные параметры по расходу газа, подключающей инфраструктуры и совместимости с наконечниками. Сегодня чаще используются пропановые и ацетиленовые горелки для аргонодуговой сварки, благодаря которым обеспечивается экономный расход газовой смеси. Для предотвращения утечек в их конструкции предусматривают специальный вентильный механизм.

Планируя организацию газосварочных работ, важно учесть характеристики источника активной смеси. Для поддержания оптимального давления при использовании центральной магистрали или газового баллона будет не лишним предусмотреть возможность подключение редуктора. Это регулятор, который фиксируется в точке соединения с газовым патрубком посредством упорного винта и хомута. При покупке редуктора важно учесть его совместимость с горючими и негорючими смесями.
Используемые электроды
В ходе сварки используется неплавящийся вольфрамовый электрод. Выбор в пользу данного материала обусловлен свойствами вольфрама как такового: это тугоплавкий металл, способный выдерживать экстремально высокие температуры, сохраняя внутреннюю структуру. При выборе электродов для аргонодуговой сварки следует учитывать их размерные параметры, которые будут определяться свойствами целевой заготовки. На сегодняшний день выпускаются вольфрамовые прутья для сварки длиной 175 мм и толщиной от 1 до 4 мм. В подборе нужного расходника можно ориентироваться и на расчетную величину тока: от 50 А для 1 мм и до 300 А для 4 мм. Опять же, и диаметр вольфрамового электрода, и сила тока будут определяться размерами заготовки и объемами рабочих мероприятий в целом.

Электроды отчасти могут заменять и проволочные расходники. Их используют при механизированной сварке в средах углекислого и инертного газа. Но для организации процессов сварки с автоматической подачей электродной проволоки требуется дополнительное оборудование. Как минимум инвертор со встроенной системой направления расходника.
Подготовка оборудования к сварке
Изначально проверяется конструкционная целостность и работоспособность систем электротехнической защиты сварочного аппарата. Согласно требованиям техники безопасности, оборудование должно стабильно работать при перепадах напряжения до 15 %. Далее следует подготовка аппарата аргонодуговой сварки, согласно следующим указаниям:
- Конструкция располагается на ровной сухой поверхности так, чтобы вентилятор не закрывался.
- При помощи воздушного шланга производится соединение источника газовой смеси с редуктором или впускным отверстием аппарата.
- Для заземления конструкции следует использовать кабель сечением не меньше 6 мм2. Он подключается к специальному заземляющему контакту на панели инвертора. Некоторые модели аппаратов имеют специальную арматуру и для зануления.
- Горелка с держателем вводится в созданную инфраструктуру также посредством соединительных контакторов с заземлением. Держатель соединяется с плюсовым разъемом, а обратный кабель направляется к минусовому контуру.
Непосредственно перед работой желательно отдельно проверить напряжение в сети мультиметром и в дальнейшем на полученные показания делать акцент при выполнении настроек аппарата.

Условия рабочего процесса
Аргонодуговым методом нередко выполняются деликатные сварочные операции, чувствительные к мельчайшим воздействиям окружающей среды. Если планируется именно такой формат работы, то лучше ориентироваться на следующие рекомендации относительно требований к условиям сварки:
- Влажность воздушной среды должна составлять не более 80 %. Это важно как для поддержания стабильности термической дуги, так и для сохранения работоспособности оборудования для аргонодуговой сварки. Сварочные инверторы можно использовать в среднем температурном режиме воздуха (от -5 °С до +40 °С).
- Рабочий участок должен быть чистым не только на момент начала процесса, но и в последующем. Случайное занесение грязи и атмосферных газов ветром не допускается.
- Нельзя использовать оборудование и в условиях риска случайного физического воздействия. Речь идет не только о сильных ударах, но и о малейших вибрациях. Наклон поверхности по горизонтали должен составлять не более 15°.
- На рабочую зону не должно воздействовать близко расположенное отопительное и климатическое оборудование.
Сварка TIG при постоянном токе

Когда аппарат будет подготовлен к работе и отрегулируется подача газа в горелке, можно приступать к операции в соответствии со следующей инструкцией:
- На панели управления через специальный переключатель выбирается режим TIG.
- Регулятор сети устанавливается в положение DC (аргонодуговая сварка с поджигом дуги на прямом токе).
- Устанавливаются параметры затухания дуги и сила тока в соответствии с толщиной заготовки.
- Включается горелка и начинается розжиг дуги.
- Электрод удерживается на расстоянии 2-4 мм от заготовки. Когда в ходе розжига исчезнут высокочастотные токи, можно будет начинать сварку.
- В процессе сварки следует избегать резких манипуляций, удерживая рабочие детали на одинаковой дистанции от зоны расплава.
- После завершения работ следует отрегулировать кнопку газовой продувки, это позволит избежать повреждения заготовки.
Такой режим оптимально подходит для работ с нержавеющими сплавами, медью и другими цветными металлами.
Сварка TIG при переменном токе
Вновь работы начинаются с базовых настроек. Выбирается режим сварки AC, который чаще используют для работ с алюминием. Важно иметь в виду, что сварка в условиях переменного тока предполагает сильные колебания напряжения. Электрод нагревается медленно, концентрируя тепло в отдельных точках. От оператора потребуется изначально выбрать оптимальную дистанцию (15-25 см) между электродом и заготовкой, чтобы она не допускала обгорания поверхностей из-за перегрева в моменты тепловых перепадов. И напротив, нет смысла в чрезмерном удалении вольфрамового прутка от рабочей зоны. Если используется аппарат аргонодуговой сварки TIG на больших токах до 200 А, то коэффициент полезной нагрузки должен быть установлен на уровне до 30 %. По мере понижения величины тока этот показатель повышается до 50 %.
Выполнение механизированной сварки
Аппарат переключается в режимы работы MIG/MMA. Подготавливается электродная проволока и механизм ее подачи через горелку. Для начала следует произвести пробную сварку, чтобы определить оптимальные показатели скорости подачи проволоки и силу тока. Оптимальными будут параметры, при которых процесс выполняется без прямого контакта электродного расходника с заготовкой и без обрывов дуги. Далее аргонодуговая сварка реализуется в режиме автомата. Как показывает практика, наиболее чистые швы в режимах MIG/MMA получаются при максимальной величине индуктивности.
Особенности ручной сварки с аргоном

Обычно используется режим MMA, но без проволоки, а с вольфрамовым электродом. Сварочный ток устанавливается через регулятор в значениях, соответствующих типу материала заготовки, диаметру электрода и внешним условиям. Процесс ручной аргонодуговой сварки начинается с образования дуги в момент поднесения вольфрамового прутка к целевому материалу. Опять же, главная задача исполнителя – выдерживать оптимальную дистанцию между электродом и заготовкой, не забывая о своевременной коррекции сетевых параметров.
Техника безопасности
Поскольку речь идет о работе в газовой среде с применением электротехнического оборудования, к мерам безопасности следует подходить с особым вниманием. В частности, соблюдаться должны следующие правила:
- Источник газа должен находиться в удалении от непосредственной рабочей зоны.
- Использовать воздушный шланг и редуктор следует только при условии, что они герметичны, исправны и соответствуют разъемам для подключения.
- Сварочный аппарат для аргонодуговой сварки нельзя подключать к сети, находящейся под напряжением. К тому же контур должен иметь заземление.
- Вся кабельная проводка должна иметь проверенную изоляцию.
Техобслуживание оборудования
После каждого сеанса сварки аппарат очищается от пыли, следов расплава и других технологических загрязнений. В условиях интенсивной эксплуатации регулярно мультиметром проверяется корректность электротехнических настроек, их соответствие показаниям индикаторов и регуляторов. Также проверяются разъемы аппарата аргонодуговой сварки, вспомогательные механизмы подачи проволоки (при наличии) и измерительные приборы.
Заключение

При помощи аргонодугового способа сварки можно получать качественные швы, затрачивая минимум усилий прямо в домашних условиях. Это особенно важно для тех, кто работает с небольшими заготовками, ожидая выполнить гладкое и прочное соединение с высокой точностью. Впрочем, есть и минусы у аргонодуговой сварки, которые сводятся к некоторым организационным сложностям. Например, для многих может стать затруднительным сам процесс подключения инвертора к источникам газа, горелке и оборудованию для направления проволоки. Также неопытных пользователей полуавтоматического сварочного аппарата нередко смущает широкий спектр регулировочных параметров, за счет которых, впрочем, и удается добиться высокого качества результата.
www.nastroy.net
Сварка аргоном: особенность и технология процесса
Если в бытовых условиях понадобилось соединить нержавеющий трубопровод или детали автомобиля на основе алюминия, потребуется сварка аргоном. Такого рода аргонодуговая сварка имеет способность создавать высоковольтную электродугу, которая с легкостью плавит кромки металлических поверхностей, благодаря чему на выходе образуется едва заметный шов.

Технология процесса
Сварка аргоном имеет технологический принцип, который состоит из использования электродуги. Она же является источником подачи тока, под действием которого плавятся кромки металла. В жидком состоянии он заполняет стыковые ниши.
Чтобы на металл не влияли различные сплавы из газов, применяют инертный газ аргон: он выше по инертности воздуха на 38 %, благодаря чему с быстротой и легкостью вытесняет кислородную массу из участка сварочного процесса. Аргонная смесь надежно защищает сварочный отсек от внешнего атмосферного влияния.
Начало подачи газа в сварочную зону осуществляется за 20 секунд до розжига дуги, а остановить подачу необходимо после 7-10 секунд после пайки. Аргонная сварка не образует химического воздействия с поверхностью исходной заготовки, даже если используются другие виды газа в местах подачи тока на дугу. За это аргон получил название инертный.
Однако имеется в данной технологии одно «но»: при пайке с режимом обратного полярного процесса молекулы аргона могут распадаться на электроны, что в итоге создает электронную плазменную проводимость.
Аргонная сварка может осуществляться плавкими электродами или неплавкими. Вольфрамные стержни, с помощью которых производиться аргонодуговая сварка, имеют нити для розжига аппарата. Ширина электродного стержня полностью зависит от состава соединительных частей, показатели которых можно изучить на этикетке расходного материала.
Принцип работы
В сопло аппарата вставляется электрод на основе неплавящегося вольфрама, который должен иметь выступ за пределы самой горелки не больше чем на 2-5 мм. Аргонно дуговая сварка предусматривает подбор электродов в соответствии с диаметром в таблице, указанной на пачке материала.
Внутренняя часть горелки имеет держатель, в который встраивают, а затем фиксируют электрод выбранной ширины. По оси электрода размещают сопло из керамики, из которого будет подаваться газ аргон. Аргонодуговая сварка должна состоять из осадочной проволоки того же состава, что и свариваемая деталь, его ширина высчитывается по данным таблицы.
Чтобы получить более эффективный результат соединения двух изделий, нужно грамотно установить сварочный режим. Полярную подачу тока стоит подбирать, основываясь на химическом свойстве металлических участков. Основные стальные листы и сплавы подвергаются пайке под воздействием постоянного тока с прямой полярностью. Цветные металлические конструкции лучше паять с обратимой полярностью или с подачей переменного напряжения, что помогает быстрее разрушить оксидную пленку.
Аргонная сварка при постоянном напряжении выделяет неравномерное количество теплопроводности на анодной и катодной пластине. Чтобы полноценно нагревался электрод и при этом глубоко накалялся участок исходного материала, нужно задействовать модуль с полярностью прямого действия.
Аргонодуговая сварка в процессе сварочных работ может образовать закись на медных изделиях при взаимодействии с водородом, находящимся в воздушной массе. При выходе наружу водородные пары превращаются в поры на швах. В связи с этим защита сварочной поверхности аргоном должна проводиться в обязательном порядке.
На каких этапах основана работа аппарата?
Начало сварочных работ нужно организовывать согласно таким действиям:
Сварка аргонодугового типа и ее рабочий участок должны быть очищены от окиси, пыли и жира. Проделывается это с помощью обработки аппарата химическими реагентами.
Если свариваемые детали имеют небольшую толщину, оборудование можно уложить на железную ровную поверхность или стол. Осадочный шнур в электрощит не запускается, электропитание должно подаваться отдельно.
В правой руке сварщика должна находиться аппаратная горелка, а в левой — осадочная проволока. Горелка должна быть оснащена блоком регулировки, с запуском которой произойдет подача тока и газа.
Подавать газ необходимо раньше, чем ток. Сила напряжения устанавливается с учетом свариваемых исходников.
Далее сопло с электродом опускается как можно ниже к сварочному участку на расстоянии 2 мм. Электродуга появляется между электродным кончиком и сталью, она плавит кромочные края исходной детали и осадочной проволоки.
Не спеша проводят горелкой поперек стыковочного места, без резких движений сварщик должен с нарастающим темпом подавать проволоку в сопло инвертора. Именно от мастерства сварщика будет зависеть итоговый результат по образованию шва.
Сварка с использованием аргона обеспечивает надежные и прочные швы с равноценной глубиной плавки металла. Этот фактор является важным при сварочном процессе по пайке тонколистого изделия из металла с односторонним участком доступа. Если допускается сварка аргоном по соединению цветных металлов небольшого диаметра, проволоку для осадки можно не использовать.
Похожие статьиgoodsvarka.ru