Принцип аргонной сварки
Сварочный процесс, использующий для нагревания электродугу с аргоном в виде защитной среды, получил название аргонодуговой сварки. Главная цель подачи инертного газа состоит в осуществлении защиты металлов от воздействия на них кислорода. В отдельных случаях бывает целесообразна замена аргона на гелий, однако, поскольку он имеет более высокую стоимость, аргонная сварка все же предпочтительнее. При этом принцип сварочных работ с защитной гелиевой средой аналогичен аргонодуговому принципу действия.
Особенности применения аргонной сварки
Данная технология сварки реализуется в двух схемах: посредством неплавящегося электрода и при помощи плавящихся металлических электродов. Первую из них чаще используют для работ с материалами толщинами от 0,1 мм, а вторую – при соединении заготовок от 2 мм и толще. Причем такое разграничение не является принципом аргонной сварки, оно скорее условность. Зачастую, если не требуется значительной производительности работ, изделия больших толщин соединяют также сваркой неплавящимися электродами швами в несколько проходов.
Атмосфера газовой защиты позволяет проведение аргонодуговой сварки неплавящимся электродом (вольфрамовым), расплавляя только основной материал толщиной в пределах 3 мм. Если необходимо усиление шва либо требуется заполнить разделку кромок деталей толще 3 мм, то применяют присадочные материалы. Это проволоки с присадочными прутками для аргонодуговой сварки, их подают в зону дуги со стороны с помощью специального механизма подачи либо вручную.
Аргонную сварку неплавящимися электродами проводят на прямой полярности постоянных токов. Они позволяют быстро зажигаться дуге с последующим устойчивым горением при незначительном напряжении. Возможно даже использование токов высокой плотности без значительного расхода электродов и сильного нагревания. Причем стойкость горения электродуги сохраняется на минимальных электротоках, чем объясняется способность аргоновой сварки соединять довольно тонкий листовой материал.
Обратная токовая полярность вызывает возрастание напряжения электродуги, а это снижает стойкость ее горения с усилением нагрева и ростом расходования электродов. Такие свойства дуги обратной полярности почти исключают ее использование в ходе ручной аргонодуговой сварки. Но эта дуга имеет одну важную технологическую особенность: ее воздействие способно очищать свариваемые кромки от загрязнений и поверхностных окислов. Данную операцию еще называют катодным распылением, в ходе которого поверхность изделия подвергается бомбардировке положительно заряженными частицами газа аргона. Они механическим способом устраняют пленку из окислов. Указанное свойство дуги обратной полярности особенно эффективно в аргонной сварке алюминия, магния, прочих склонных окисляться металлов и сплавов для активного разрушения поверхностной пленки.
Такие свойства дуги обратной полярности почти исключают ее использование в ходе ручной аргонодуговой сварки. Но эта дуга имеет одну важную технологическую особенность: ее воздействие способно очищать свариваемые кромки от загрязнений и поверхностных окислов. Данную операцию еще называют катодным распылением, в ходе которого поверхность изделия подвергается бомбардировке положительно заряженными частицами газа аргона. Они механическим способом устраняют пленку из окислов. Указанное свойство дуги обратной полярности особенно эффективно в аргонной сварке алюминия, магния, прочих склонных окисляться металлов и сплавов для активного разрушения поверхностной пленки.
Принцип аргонной сварки
Для питания электродуги в аргоне необходим переменный ток, получаемый от специального источника. Его схемой предусмотрено включение стабилизатора горения электродуги. Это особое электронное приспособление, способное подавать на дугу импульсы добавочного напряжения в период ее функционирования на обратной полярности тока.
Сварочные операции в аргонной среде неплавящимся электродом возможны как с применением присадок в виде проволоки для аргонодуговой сварки, так и без ее использования. Соединение материалов малых толщин встык либо по отбортовке производят без присадочных материалов. В сваривании аргоном высоколегированных сталей с использованием неплавящихся электродов в виде присадок применяют электродные проволоки со схожими с основным материалом химическими свойствами.
Технология аргонодуговой сварки основывается на возбуждении дуги, возникающей между поверхностью обрабатываемого элемента конструкции и электродом. Он размещается в устройстве проведения тока горелки для аргонной сварки в окружении керамического сопла. От действия электродуги в процессе плавления соединяемых кромок происходит образование общего расплава сварочной ванны. Нагнетаемый под давлением токоведущим устройством аппарата аргонодуговой сварки аргон вытесняет собой кислород. Таким образом осуществляется защита расплава ванной сварки от действия азота и окисления.
Нагнетаемый под давлением токоведущим устройством аппарата аргонодуговой сварки аргон вытесняет собой кислород. Таким образом осуществляется защита расплава ванной сварки от действия азота и окисления.
В этом виде сварочного процесса в дугу осуществляется подача присадочных металлов (прутков либо проволок), которые технологически свариваются с основными материалами. Подаваемые в область горения дуги присадки не включают в электроцепь. Особый уровень прочности получаемого шва, а также герметичность и долговечность конструкции обеспечиваются тем обстоятельством, что шов становится неотъемлемой частью единого с соединяемыми заготовками целого. В ходе обучения аргонодуговой сварке следует учитывать достижение сварочной зоной предельно высокой температуры. Это объясняется высокой концентрацией электродуги на ограниченной из-за сжатия поверхности.
Возбуждение электродуги при сваривании неплавящимися электродами невозможно от касания к поверхности детали.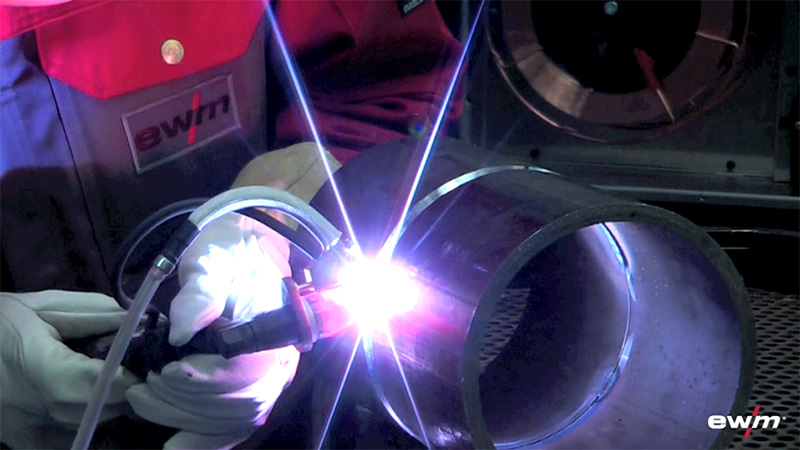 Отчасти это объясняется значительным потенциалом ионизации аргона, что существенно осложняет этот процесс для дугового промежутка при прохождении искры между деталью и электродом. Помимо этого, от соприкосновения с изделием электрод из вольфрама способен активно оплавляться, загрязняясь. Поэтому принципом работы аргонной сварки предусмотрено одновременное присоединение особого приспособления (осциллятора) к источнику питающего тока. Посредством осциллятора осуществляется передача на электроды импульсов высокой частоты. Высоковольтные импульсы, насыщая ионами промежуток дуги, способствуют возбуждению дуги с пуском тока. Работая на переменных токах, осциллятор после возбуждения дуги входит в фазу стабилизации, проводя передачу импульсов лишь в случаях изменения полярности тока. Его работа предупреждает деионизацию промежутка дуги с обеспечением ее устойчивого горения.
Отчасти это объясняется значительным потенциалом ионизации аргона, что существенно осложняет этот процесс для дугового промежутка при прохождении искры между деталью и электродом. Помимо этого, от соприкосновения с изделием электрод из вольфрама способен активно оплавляться, загрязняясь. Поэтому принципом работы аргонной сварки предусмотрено одновременное присоединение особого приспособления (осциллятора) к источнику питающего тока. Посредством осциллятора осуществляется передача на электроды импульсов высокой частоты. Высоковольтные импульсы, насыщая ионами промежуток дуги, способствуют возбуждению дуги с пуском тока. Работая на переменных токах, осциллятор после возбуждения дуги входит в фазу стабилизации, проводя передачу импульсов лишь в случаях изменения полярности тока. Его работа предупреждает деионизацию промежутка дуги с обеспечением ее устойчивого горения.
Технология аргонодуговой сварки
Сварочные процессы, требующие применения аргона, проводят как в механизированном, так и ручном режимах аргонодуговой сварки. Последний предполагает нахождение сварочной горелки с присадочным металлом в руках проводящего сварку, в противном случае перемещение того и другого осуществляется автоматически. Операция ручной сварки, имея свои отличительные особенности, производится без совершения колебательных действий горелкой для аргонодуговой сварки. Это могло бы нарушить защиту зоны сваривания. Угол между поверхностью заготовки и горелкой не может превышать 80º, а между элементом конструкции и присадочным материалом находиться в пределах 20º. В сваривании неплавящимся электродом режим подбирается с учетом химических характеристик и толщин соединяемых элементов конструкции.
Последний предполагает нахождение сварочной горелки с присадочным металлом в руках проводящего сварку, в противном случае перемещение того и другого осуществляется автоматически. Операция ручной сварки, имея свои отличительные особенности, производится без совершения колебательных действий горелкой для аргонодуговой сварки. Это могло бы нарушить защиту зоны сваривания. Угол между поверхностью заготовки и горелкой не может превышать 80º, а между элементом конструкции и присадочным материалом находиться в пределах 20º. В сваривании неплавящимся электродом режим подбирается с учетом химических характеристик и толщин соединяемых элементов конструкции.
Ряд случаев, связанных с обработкой коррозионностойких сталей или алюминия, требуют использования установок аргонодуговой сварки с помощью плавящихся электродов. Хотя масштабы применения данного способа производства значительно уступают обработке неплавящимся электродом. Нормальный ход сварочного процесса с помощью плавящихся электродов в аргонной атмосфере с получением швов должного качества достигается применением токов довольно высокой плотности.
Необходимость использования токов большой плотности в сварочном процессе с плавящимися электродами обусловила использование сварочной проволоки небольших диаметров на высокой скорости ее подачи в зону электродуги. Требуемый режим способна обеспечить лишь автоматизированная подача. Причем электрические характеристики дуги во многом определяются существованием в ее столбе ионизированных частиц металла анода, образующихся из-за испарения электрода.
Аргонный способ сварки активно используют при изготовлении конструкций из легких металлов и тугоплавких сплавов, а также в аргонодуговой сварке сталей. В последнем случае эффективно смешивание аргона с другими горючими газами (углекислым с кислородом). В данной смеси электродуга обладает лучшими технологическими качествами, обеспечивающими ее устойчивое горение с должным формированием шва.
Технология аргонодуговой сварки
Изделия из алюминия, никеля, титана и их сплавов широко применяют в производстве и жизни человека. Для получения этих изделий, часто нужна сварка. Чем же их сваривают?
Наибольшее применение, для сварки этих сталей и сплавов, получила аргонодуговая сварка. Что это за аргонодуговая сварка?
Аргонодуговая сварка относится к виду сварки плавлением. Сварка плавлением разделяют на сварку плавящимся и не плавящимся электродом.
Сварка плавлением разделяют на сварку плавящимся и не плавящимся электродом.
Аргонодуговая сварка это сварка не плавящимся электродом. В качестве электрода применяют вольфрамовые стержни. Они имеют различный диаметр.
При аргонодуговой сварке вольфрамовые электроды выбирают от толщины металла. Вольфрам относят к тугоплавким металлам. Поэтому, назначение вольфрамовых электродов в зажигании и поддержании сварочной дуги.
Аргонодуговая сварка
Аргонодуговую сварку относят к видам газоэлектрической сварки. Газы защищают сварочную зону от воздействий ветра, осадков и других погодных явлений. Так же алюминий, титан, никель подвержены окислению. Применение газов защищает их от окислительных процессов.
В аргонодуговой сварке применяют инертные газы: аргон, гелий и их смеси. Основным газом считают аргон. Поэтому, сварка получила название аргонодуговая сварка.
Аргон производят трех сортов. Сорт аргона, для аргонодуговой сварки, зависит от содержания в нем чистого аргона.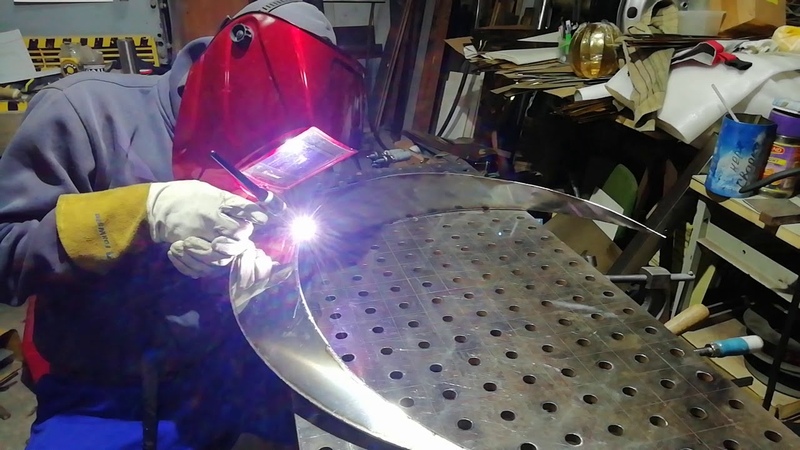 Для разного вида стали, применяют различный сорт аргона. Аргон поставляют в баллонах.
Для разного вида стали, применяют различный сорт аргона. Аргон поставляют в баллонах.
Электрическая часть аргонодуговой сварки, предназначена для образования сварочной дуги и ее параметров. Основным элементом ее является источник питания (сварочный аппарат). На нем выставляют силу и напряжение сварочного тока.
Основным рабочим органом аргонодуговой сварки есть газоэлектрическая сварочная горелка. В нее, вставляют вольфрамовый электрод и подают аргон из баллона. Аргон подается по резиновым шлангам. Электрод из вольфрама, закрепляют механическим способом. Так же, в сварочную горелку кабелями подают ток.
Рабочий процесс аргонодуговой сварки состоит в том, что сварщик нагревает электрической дугой кромки свариваемых деталей. Затем, подносит сварочную проволоку и расплавляет ее и кромки до получения сварного шва.
Сварочную проволоку, для аргонодуговой сварки, подбирают по составу свариваемой марки и вида стали. Ее поставляют на производство в мотках. Сварщик нарезает ее, для удобства, по размерам сварочного шва.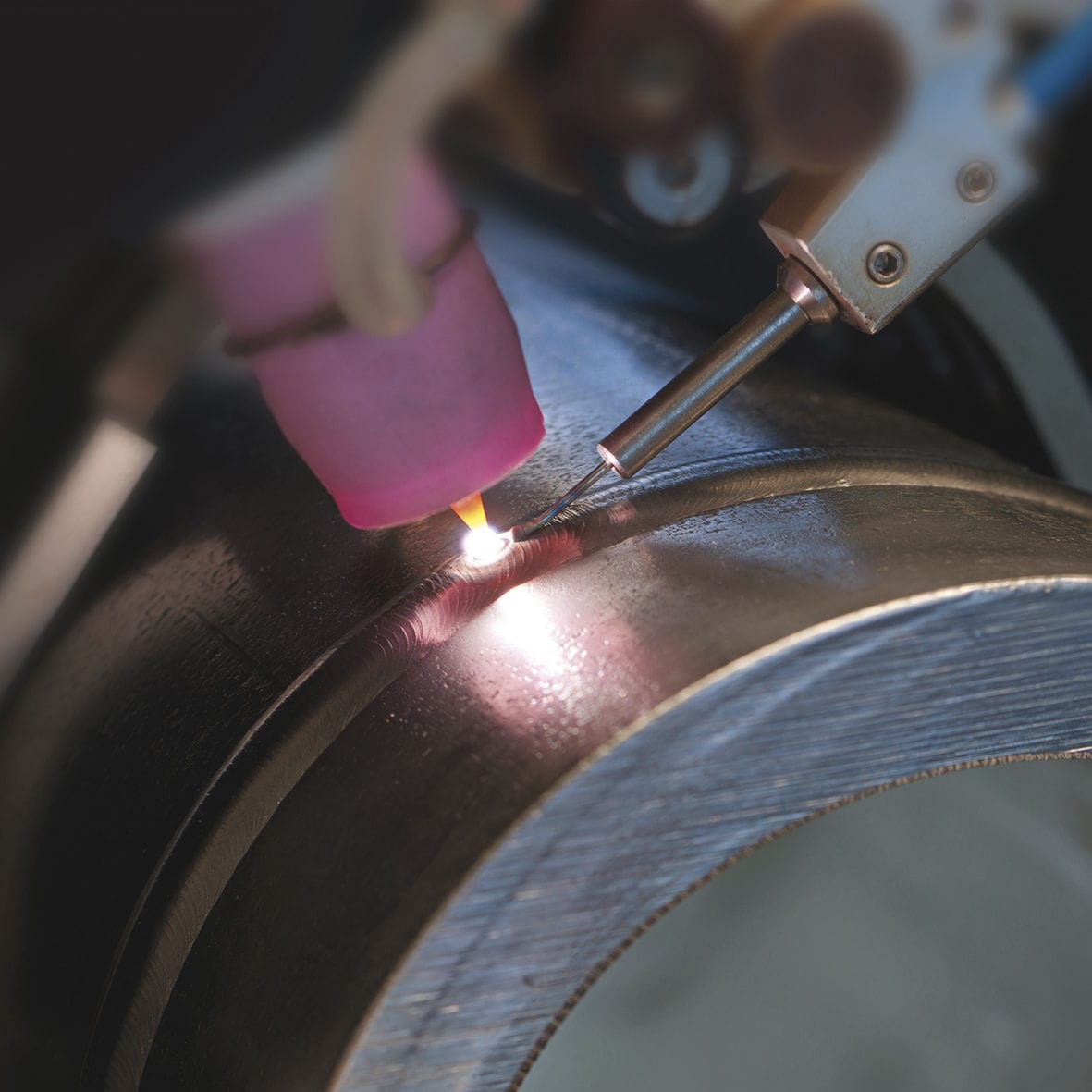 На производстве сварочную проволоку называют присадкой. Она должна быть без ржавчины и обезжирена.
На производстве сварочную проволоку называют присадкой. Она должна быть без ржавчины и обезжирена.
Используют аргонодуговую сварку не только для цветных металлов, но для нержавеющих и углеродистых сталей.
Аргонодуговую сварку применяют в промышленных цехах и на стройплощадке. На стройплощадках, в избегание попадания ветра в зону сварки, устанавливают сварочную палатку.
Выполняют аргоновую сварку в специальных кожаных перчатках. В процессе аргонодуговой сварки, сварщик использует две руки. Это требует высокой квалификации сварщика. На производстве, сварщики аргонодуговой сварки имеют 5-6 разряды.
Преимуществом аргонодуговой сварки считают геометрически однородный качественный шов. Шов получают без дефектов. Так же исключены шлаковые образования . Шов выдерживает большие нагрузки на изгиб, сжатие и растяжение.
Аргонодуговая сварка выделяет меньше вредных газов в работе для сварщика. Сведен риск получения ожогов, работников при сварке.
Аргонодуговая сварка это один из эффективных и высококачественных видов сварки на производстве!
Аргонодуговая сварка для чайников | Сварка своими руками
SUPERIOR TIG 421 DC — HF/LIFT + TIG acc
Аргонодуговая сварка (TIG) – это сварка несгораемым вольфрамовым электродом в среде инертного газа. Основа процесса заключается в том, что между вольфрамом и деталью происходит интенсивное перетекание электрического тока (дуга), а зона сварочной ванны ограждена от вредного влияния воздуха защитной атмосферой.
В самом начале аргонодуговая сварка была создана для алюминиевых сплавов. Но в процессе освоения данного нового способа выяснилось, что таким образом отлично соединяются и нержавеющие стали, а так же другие металлы и их сплавы: черные стали (если требуются высокие показатели качества шва), Сu, Ti, Mg, бериллий (Be).
Плюсы (если сравнивать с ручной электродной и полуавтоматической сваркой):
- выполнение операций с деталями малых размеров.

- Отсутствие окалины, шлака, чистота рабочей зоны
- Широкий спектр свариваемых металлов. Есть такие, которые поддаются только TIGу : магний, титан.
- идеальный шов
- возможность работы с разнотолщинными листовыми металлами.
Минус:
- небольшой КПД
Чтобы начать работать
с аргонной сваркой необходим источник тока, аксессуары к нему TiG –горелка, кабель массы, редуктор, баллон с газом, присадочные прутки, сварочная маска и краги (перчатки).
Выбор источника тока
зависит от того, какие задачи перед Вами стоят.
- Источников существует большое количество, начиная от самых простых и заканчивая довольно сложно устроенными аппаратами. Но для того, чтобы научиться варить и получить первые навыки достаточно приобрести инвертор ММА постоянного тока с функцией TiG. Чем он будет отличаться от тех, которые такой функции не имеют? Возможностью понизить выходное напряжение для TIG, тогда как ручная сварка выполняется на более высоком напряжении.
 Такой вариант подойдет для обучения и неответственных работ по нержавейке, углеродистой и низколегированной стали, латуни и меди.
Такой вариант подойдет для обучения и неответственных работ по нержавейке, углеродистой и низколегированной стали, латуни и меди. - Для полноценной сварки в аппарате необходимо присутствие двух функций. Это :
- бесконтактный поджиг
- заварка кратера.
- Если вы хотите варить алюминий, магний, титан, вам нужно приобрести более серьезный инвертор, который кроме работы на постоянке, предоставит возможность переключиться на переменный ток.
- В последнее время появились инверторы, которые помимо прочих стандартных функций оснащены дополнительными, что облегчает работу с разнотолщинными деталями в разных пространственных положениях. Например, пульсовый режим. Но нужно заметить, что правильно им пользоваться и производить корректные настройки могут только сварщики с большим опытом.
Среда защитного газа
В аргонодуговой сварке применяется исключительно инертные газы: это аргон, либо гелий. но практически в 100% случаев используется аргон. Гелий применяется крайне редко в промышленных задачах, иногда применяется смесь аргона с гелием. Часто задают вопрос: можно ли применить углекислоту или смесь с ней. Ответ: нет, потому что вольфрам реагирует в окислительной среде и начинает плавиться. Давление/расход газа, если на редукторе установлен ротаметр 5-8 л./мин. Если редуктор без ротаметра, на манометре должно быть приблизительно 0,2 Бар
но практически в 100% случаев используется аргон. Гелий применяется крайне редко в промышленных задачах, иногда применяется смесь аргона с гелием. Часто задают вопрос: можно ли применить углекислоту или смесь с ней. Ответ: нет, потому что вольфрам реагирует в окислительной среде и начинает плавиться. Давление/расход газа, если на редукторе установлен ротаметр 5-8 л./мин. Если редуктор без ротаметра, на манометре должно быть приблизительно 0,2 Бар
Вольфрамовые электроды
Очень важная часть сварочного дела. Так как между электродом и изделием зажигается дуга. элемент вольфрам выбран не случайно т.к. это самый тугоплавкий из металлов. Более высокая температура плавления, разве что у углерода, который, впрочем, относится к неметаллам. Вольфрам выдерживает высокие температуры и не плавится. Существует огромное количество марок вольфрамовых электродов. Все они обозначаются цветовыми кодами. Есть универсальные электроды для сварки на постоянном/переменном токе, а так же те, которые предназначены только для переменного или постоянного тока. Например, для сварки на переменном токе есть электроды, верхняя нерабочая часть которых окрашена в зеленый цвет, это означает, что они состоят из чистого вольфрама. На постоянном токе они не применяются, потому что их сложно заточить. Есть электроды с добавлением других компонентов, таких как: лантан, церий. Сами компоненты добавляются для того, чтобы электрод хорошо затачивался и держал форму в процессе работы. Окрашиваются они в синий, белый, серый, желтый и золотистый цвета. В серый и синий электроды добавляется лантан, только в разных пропорциях.
Электроды для сварки на постоянном токе окрашиваются исключительно в красный цвет, и это означает, что туда добавлен торий, что делает их максимально устойчивыми. Не забывайте, что торий радиоактивен и при его заточке нужно соблюдать правила техники безопасности. Нужно организовать вытяжку, которая будет вытягивать радиоактивную пыль, либо, если нет возможности таковую оборудовать, можно использовать специальные машинки для зачистки, единственный минус которых ( правда, довольно ощутимый) это их цена.
Есть возможность выбрать диаметр электрода Ø1мм;Ø 1,6мм; Ø2мм; Ø3,2мм; и мах -Ø4мм. Каждый существует для, того, чтобы им работать на определенном диапазоне сварочных токов.
| Электрод, мм | Ток, А |
| 1 | до 50 |
| 1,6 | до 100 |
| 2/2,4 | до 200 |
| 4мм | свыше 300А |
По заточке электродов
есть определенные требования, как это правильно делать, выдерживая определенный угол и направление, но многие затачивают «на глаз» так, чтобы он был острый, как игла. Это нужно для того, чтобы дуга была максимально сфокусирована в небольшом пятнышке сварочной ванны. Если заточки не будет, дуга образует слишком большой диаметр и тепловложение будет недостаточным.
Для сварки на переменном токе электрод так же необходимо затачивать, но таким образом, чтобы его кончик был немного притуплен, так как он греется сильнее и наблюдается подплавление. Это не страшно, так и должно быть.
Это не страшно, так и должно быть.
Присадочный материал
Так же для осуществления сварки необходимо в качестве материалов иметь сварочную проволоку в прутках, которая представляет собой главный компонент сварного соединения, помимо основного металла. Добавляется он для того, чтобы создать шов, заполнить фаски.
Химический состав прутков должен соответствовать химсоставу основного металла или быть близким к нему по количеству углерода и содержанию легирующих элементов.
Перечислим основные прутки применяемые для аргонодуговой сварки:
- TIG ER-308LSi для нержавеющих сталей аустенитного класса типа пищевой нержавеки 12Х18Н10Т или 308-й
- TIG 316LSi для других коррозионостойких сталей типа10Х17Н13М3Т
- 5356 для алюминиево-магниевых сплавов, маркирующихся АМг
- 4043 подойдет для широкого спектра литейных алюминиевых сплавов.
 содержащих множество химэлементов в своем составе
содержащих множество химэлементов в своем составе - СuSi3 используется для сварки меди.
- Существуют так же отдельные виды прутков для низко/среднеуглеродистых сталей, низколегированных, а так же для латуни, магния, бериллия, титана и других спецметаллов.
Диаметр проволоки подбирается в зависимости от толщины металла. Если нужно сварить 1 мм, соответственно, берите миллиметровую присадку. Если толщина металла 5 мм – подойдут прутки 3-4мм.
Аргонная сварка
Аргон применяют во многих производственных процессах, в том числе и в сварке. Аргон при сварке применяют в качестве защитного газа и часто называют это как аргоновая сварка или аргонодуговая сварка. Существует два популярных вида аргонодуговой сварки.
Аргоновую сварку можно разделить на сварку автоматическую и ручную. А так же разделяют сварку еще на два подвида это плавящимся электродом и неплавящимся электродом.
Не стоит забывать что аргон это всего лишь защитный газ при сварке. А сама сварка электрическая. По этому сварку еще называют аргонно дуговой сваркой что на самом деле у обоих названий суть одна.
А сама сварка электрическая. По этому сварку еще называют аргонно дуговой сваркой что на самом деле у обоих названий суть одна.
Вот как это выглядит графически.
Автоматическая аргонно-дуговая сварка
Вот как работает автоматическая аргонно-дуговая сварка плавящимся электродом.
Почему плавящимся электродом. На видео видно как на кончике сопла торчит проволока которая и называется электродом. В процессе сварки она подается автоматически. Тоже самое есть на сварочных автоматах которые называются полуавтоматами но с таким отличием что проволока подается автоматически, а все остальное выполняет не робот а человек.
А теперь рассмотрим как работает автоматическая аргонно дуговая сварка только теперь неплавящимся электродом. В качестве электрода который не плавится применяют чаще всего вольфрам или графит, а в качестве защитного газа используют аргон. Всю работу выполняют роботы которые запрограммированные на определенные действия.
В качестве электрода который не плавится применяют чаще всего вольфрам или графит, а в качестве защитного газа используют аргон. Всю работу выполняют роботы которые запрограммированные на определенные действия.
Ручная аргонодуговая сварка
Ручная аргоновая сварка плавящимся электродом. В качестве защитного газа используют аргон. А в качестве электрода используют как правило проволоку которая подается автоматически и называют ее электродом. Смотрим видео о том как работает данная сварка.
Ручная аргоновая сварка неплавящимся электродом. Электрод здесь не плавится, а материал для сварки подается непосредственно сварщиком.
Давайте посмотрим видео о том как можно аргоновой сваркой заварить чугун алюминий или нержавейку.
Как вы убедились что аргонная сварка это довольно не сложный способ соеденения металлов, но требует большого опыта от сварщика чтобы действительно качественно выполнять сварочные работы на различном сварочном оборудовании с различными металлами. Если у вас остались вопросы мы вам рекомендуем статью «Какие металлы можно варить аргонной сваркой.»
Если у вас остались вопросы мы вам рекомендуем статью «Какие металлы можно варить аргонной сваркой.»
Аргонодуговая сварка | remont-diskov.ru
Аргонно-дуговая сварка — это своеобразный гибрид газовой и электросварки.
От электросварки она унаследовала электрическую дугу, от газовой — похожий метод работы сварщика.
При аргонно-дуговой сварке шов получают плавлением свариваемых кромок металлических деталей при помощи электрической дуги. Шов может формироваться или только металлом оплавляемых кромок (основным металлом), или, кроме основного металла, также металлом плавящегося электрода, либо присадочной проволоки.
Технология аргонно-дуговой сварки
Аргонная сварка является самым подходящим способом сваривания алюминия. Алюминий — материал капризный, ведь при нагреве и контакте с кислородом, поверхность его покрывается тонкой пленкой. По этой причине применение обычной электродуговой сварки значительно затрудняется. Аргон же используют для того, чтобы избежать взаимодействия нагретого до определенной температуры алюминия с частицами кислорода.
Аргон же используют для того, чтобы избежать взаимодействия нагретого до определенной температуры алюминия с частицами кислорода.
Защита поверхности алюминия от кислорода происходит благодаря тому, что аргон оттесняет его своим давлением. При этом сварочная ванна защищена от азотирования и окисления.
Сфера применения
Самой распространенной сферой применения аргонно-дуговой сварки является изготовление и ремонт деталей автомобиля. Посредством аргонодуговой сварки ремонтируют узлы и различные агрегаты автомобиля: радиаторов, конденсоров, поддонов картера, блоков двигателя, силуминовых кронштейнов, литых дисков. Аргонодуговая сварка позволяет решать ряд проблем. Вместо того, чтобы покупать новые литые диски, можно просто применить аргонодуговую сварку. Фактически, аргонодуговая сварка прекрасно справляется с соединением всех металлов: алюминия, нержавейки, цинка и т.д.
Для качественной аргонной сварки необходимы, как минимум, следующие составляющие: качественные расходные материалы, аргон, современные технологии и оборудование, и, самое главное, опытные специалисты-сварщики.
Услуги аргонно-дуговой сварки для дисков предоставляются во всех центрах РЛД.
Сварочные аппараты TIG аргонодуговой сварки
Аргонодуговая сварка используется в промышленности и для единичных сварочных работ для создания качественного шва и надежного соединения деталей. Особенности такого метода заключаются в использовании инертного газа аргона. Он тяжелее гелия и образует на месте сваривания газовую подушку, которая полностью вытесняет кислород и другие примеси. Это позволяет добиться высокого качества шва и его надежного сцепления.
Преимущества аргонодуговой сварки позволяют применять ее для сваривания сплавов различного состава, нержавеющего и цветных металлов, с которым сложнее всего работать.
Такие качества аргонодуговой сварки объясняют популярность TIG сварки.
Особенности TIG сварки
Метод появился почти 180 лет назад и отличался способностью соединять между собой ранее не свариваемые материалы.
Для этого создается электрическая дуга, помещенная в аргон. Это позволяет добиться более глубокого и узкого шва и защиты от атмосферных газов. Метод позволяет решить проблемы с соединением деталей горючих на воздухе металлов, таких как алюминий. Он предотвращает доступ кислорода, который легко взаимодействует с металлом и образует на его поверхности прочную оксидную пленку.
Основной элемент сварочного TIG аппарата – вольфрамовый электрод. Он может участвовать при работе со всеми видами сталей и других сплавов благодаря высокой температуре плавления вольфрама, равной почти 3900 С. Даже при таких условиях он сохраняет свою устойчивую структуру. Потребуется лишь его регулярная заточка для получения более точного и качественного шва.
Вольфрамовый электрод особым образом закреплен внутри горелки, в которой он окружен инертным газом. Подачу газа производят при помощи специальной кнопки на поверхности горелки.
Для создания особо прочного шва, устойчивого к разрывам и изломам, в зону электрической дуги подается присадочная проволока. В автоматизированных сварочных автоматах процесс регулируется оператором дистанционно. В ходе ручной сварки присадочную проволоку подает сварщик самостоятельно.
В автоматизированных сварочных автоматах процесс регулируется оператором дистанционно. В ходе ручной сварки присадочную проволоку подает сварщик самостоятельно.
|
Толщина металла, мм |
Сила тока, А |
Диаметр электрода, мм |
|
1 |
45-55 |
1,5 |
|
2 |
80-90 |
2 |
|
3 |
120-150 |
3,2 |
|
4 |
170-190 |
5 |
Преимущества и недостатки аргонодуговой TIG сварки
Особенности устройства аппарата для аргонодуговой сварки, его составные компоненты и технологические особенности определяют его положительные и отрицательные стороны.
Можно выделить следующие преимущества аргонодуговой TIG сварки:
- Для работы аргонодугового аппарата используется инертный газ аргон. Он недорогой и неприхотливый. Кроме того, применение аргона не требует создания специальных защитных условий, без которых не обойтись при работе с другими инертными газами.
- Аргон тяжелее воздуха и образует газовую ванну в рабочем участке. Благодаря этому удается предотвратить попадание туда кислорода и других атмосферных газов, создающих пористость шва. В результате сварочный шов получается качественным, надежным и равномерным, без трещин и иных дефектов.
- При работе с некоторыми металлами процесс осложняется образованием на них прочной оксидной пленки, которая препятствует надежному свариванию деталей. Аргон защищает рабочую поверхность от образования оксидной пленки.
-
В процессе использования TIG сварки можно применять как прямой, так и переменный ток.
 Это зависит от условий работы и состава материала. При этом может уменьшаться внутреннее напряжение даже без использования защитного газа.
Это зависит от условий работы и состава материала. При этом может уменьшаться внутреннее напряжение даже без использования защитного газа. - Использование присадочной проволоки при аргонодуговой сварке исключает вероятность разбрызгивания металла.
- Получившиеся в результате изделия и швы не нуждаются в дополнительной обработке и защите.
- Аппараты аргонодуговой сварки TIG позволяют работать с большинством сплавов и металлов, что объясняет его популярность в большинстве промышленных процессах.
Не стоит пренебрегать и слабыми качествами TIG сварки:
- Работа на открытом воздухе может привести к сбиванию ветром потока инертного газа и ухудшению качества шва. Необходимо защитить рабочее место от доступа прямого сквозняка или ветра.
- Поверхность изделия и кромки металла предварительно необходимо очищать от масла, грязи и оксидной оболочки. Для этого можно использовать специальные растворители или механические приспособления.

- Нельзя держать горелку под острым углом наклона. Это может усложнить процесс и сказаться на качестве результата.
- На месте зажигания электрической дуги образуется отметка, которую необходимо будет очистить.
Зная все слабые и сильные стороны аргонодуговой TIG сварки можно подготовиться к работе и возможным сложностям.
Сфера применения TIG сварки
Способность соединять в процессе TIG сварки большинство металлов и сплавов позволяет успешно использовать данный вид сварке в различных промышленных областях:
- Кораблестроение и авиастроение;
- Космическая промышленность;
- Автомобилестроение;
- При изготовлении большинства промышленных изделий и сложного оборудования;
- Для изготовления хирургических и прочих медицинских инструментов;
- В электротехнике и инженерной отрасли.
Нередки случаи использования этого вида сварки в домашних условиях, например для починки радиаторов.
В зависимости от сложности используемого материала и сферы его предназначения, существует два режима работы с TIG оборудованием.
Постоянный ток применяется для большинства случаев работы, в частности для соединения сталей и нержавейки, и отличается экономичностью затрат электричества. Также он позволяет проварить детали на большую глубину и получить красивый узкий шов. Этот режим позволяет проводить сварочные работы намного быстрее, чем в случае с переменным током.
При использовании переменного тока удается эффективнее очистить поверхность металла от оксидной пленки.
Аргонодуговая сварка (АДС)
Наш адрес: 423800, РТ,Набережные Челны, п.
 ЗЯБ,
ЗЯБ,квартал 28, дом 81, схема
Сотрудничество с нами
позволит Вам получить все
необходимые комплектующие
и оборудование в кротчайшие
сроки и по разумным ценам.
АДС— это сварка неплавящимся электродом в среде инертного защитного газа, где в качестве нерасходного* электрода используется тугоплавкий вольфрамовый или с легирующими элементами электрод. Дуга горит между электродом и свариваемым изделием. Для защиты сварочной ванны и охлаждения вольфрамового электрода применяются инертные защитные газы, в большинстве случаев это 100% аргон (Ar), однако при сварке некоторых металлов может применяться гелий (He) или смеси газов с водородом (H) и азотом (N). При необходимости к переднему краю сварочной ванны подается присадочный материал.
При необходимости к переднему краю сварочной ванны подается присадочный материал.
Швы, полученные в ходе аргонодуговой сварки, отличаются поразительной чистотой и высоким качеством. Вероятность попадания шлака в сварной шов исключается полностью из-за его отсутствия, поэтому шов практически не требует зачистки после сварки. Аргонодуговая сварка может использоваться для сварки практически всех металлов, вручную или механизировано. В основном данная технология используется для сварки сплавов на основе алюминия и нержавеющих сталей, где к сварному шву предъявляются особенно высокие требования к качеству. По этой же причине для автоматической сварки неповоротных стыков труб (орбитальная сварка) был выбран именно этот процесс сварки. Из-за относительно малой производительности по сравнению с другими видами сварки, обычно этот процесс применяется при сварке изделий с толщиной металла 0,3-4 мм, реже 6 мм, в исключительных случаях при сварке больших толщин.
Подбор сварочного тока:
Углеродистые и корозионностойкие стали примерно 30-40 А на 1 мм толщины.
Сплавы на основе алюминия – 40-50 А на 1 мм толщины.
Сплавы на основе меди — 75-80 А на 1 мм толщины.
_____________________________________________________________________________
* — безусловно, при аргонодуговой сварке происходит износ (расход) вольфрамового электрода, но так как он не участвует в формировании металла шва, его нельзя считать сварочным материалом.
Почему сварщики используют аргон (и что это такое)?
Когда дело доходит до сварки, газ аргон — один из наиболее широко используемых профессиональными сварщиками. Это газ, относящийся к категории благородных газов, и он занимает третье место по содержанию в воздухе, которым мы дышим.
Почему сварщики используют аргон? Сварщики используют аргон, потому что он обычно применяется в качестве защитного агента. Когда профессионал выполняет процесс сварки, он подвергает металлы воздействию высоких температур.Часто эти температуры превышают 5000 градусов и могут быть очень высокими.
Газ — один из важнейших газов, в котором часто нуждаются сварщики, и то, что может улучшить работу, которую выполняют люди этой профессиональной категории. Газ без цвета и запаха. Газ также не горюч и совершенно нетоксичен, поэтому его можно использовать в таких огромных масштабах.
Один из наиболее популярных вопросов, которые люди задают об этом конкретном газе, — почему он используется.Это тип газа, который невероятно полезен для его конкретных целей, но мало кто знаком с причинами его действия и с тем, почему большинство людей используют этот газ. В этой статье мы расскажем, почему сварщики используют аргон, и о тонкостях этого газа.
Подробнее о том, почему сварщики используют аргон
Как я сказал выше, аргон часто используется в качестве защитного агента для защиты сварщиков от чрезвычайно высоких температур. Однако эти высокие температуры необходимы для превращения металла в жидкость, поэтому его можно формовать несколькими способами. Большинство металлов также плавятся при этих температурах, поэтому их можно легко сваривать и придавать им соответствующую форму.
Большинство металлов также плавятся при этих температурах, поэтому их можно легко сваривать и придавать им соответствующую форму.
Роль, которую играет аргон в этом процессе, заключается в защите плавящихся металлов. Когда металлы подвергаются воздействию высоких температур, они могут вступать в реакцию с некоторыми газами в воздухе вокруг них. Он может реагировать с такими вещами, как азот, кислород и водород, присутствующими вокруг него, что может привести к нежелательным результатам. Газообразный аргон применяется к металлам, поэтому они не вступают в реакцию с остальными компонентами в воздухе.
Хотя аргон широко считается одним из лучших защитных веществ в воздухе, он также считается полезным для поддержания стабильности дуги. При работе с любыми металлами всегда ценится хорошее проплавление и лучший внешний вид. Газ аргон позволяет это сделать, поэтому он считается полезным.
Что такое защитные газы?
Термин «защитный газ» в основном используется по отношению к аргону и может быть невероятно полезным для любого, кто выполняет любые сварочные работы. Защитные газы относятся к инертным или полуинертным газам.
Защитные газы относятся к инертным или полуинертным газам.
Они защищают металлы от любых реакций, которые могут происходить в атмосфере. Причина, по которой защитный газ важен, потому что он помогает сварщику защитить металл, с которым он работает. Это предотвращает поломку металла и позволяет сварщику работать без каких-либо проблем.
Несмотря на то, что аргон необходим в качестве защитного агента при работе с металлами, это не единственный компонент, который можно использовать, пытаясь это сделать.Сварщики также склонны использовать гелий, потому что он работает аналогично аргону и дает лучшие результаты.
Кислород также иногда используется в качестве добавки при работе с металлами из-за его стабильности. В некоторых случаях аргон используется вместе с кислородом для достижения лучших результатов.
В чем опасность аргона?
При использовании любого газа отметьте, какие меры предосторожности необходимо предпринять и что необходимо сделать, чтобы обеспечить его наиболее безопасное использование. В основном газ аргон относительно безопасен. Этот газ негорючий и не выделяет токсичных веществ, поэтому сварщики могут его регулярно использовать. Это также означает, что газ аргон не будет гореть при воздействии тепла, пламени или искр.
В основном газ аргон относительно безопасен. Этот газ негорючий и не выделяет токсичных веществ, поэтому сварщики могут его регулярно использовать. Это также означает, что газ аргон не будет гореть при воздействии тепла, пламени или искр.
Несмотря на это, при использовании этого газа соблюдайте необходимые меры безопасности. Газообразный аргон обычно дают сварщикам в баллоне со сжатым газом, для чего существует свой собственный список мер предосторожности. При использовании этого продукта необходимо соблюдать регулярные указания по безопасности компрессионного бака.
Одной из самых больших опасностей, которые возникают при использовании газа аргона, является его повышенное присутствие в воздухе вокруг человека, который его использует. Газ аргон на тридцать восемь процентов плотнее воздуха. Это означает, что при использовании этого газа в атмосфере может быть больше аргона, чем в воздухе, которым нужно дышать.
Вот почему рекомендуется использовать газ на открытом воздухе или в местах с хорошей вентиляцией. Есть ограничения на то, что большое количество аргона может быть помещено в сжатый резервуар.Как правило, количество в одном резервуаре достаточно безопасно для использования и не приводит к появлению избыточного количества в окружающей атмосфере.
Какие типы аргона используют сварщики?
Хотя газ аргон необходим в любом сварочном процессе, разные сварщики используют аргон разной плотности и чистоты при работе. Обычно сварщики, работающие с различными металлами и сплавами одновременно, используют 99,996% аргона. Это один из наиболее часто используемых стандартов для газа, а также один из самых эффективных аргоновых газов, которые могут использовать сварщики.
Этот газ обычно предлагается большинством поставщиков, известных своим аргоном. Некоторые сварщики используют чистый аргон. Это тот газ, который выбирают немногие сварщики, когда собираются использовать этот газ. Чистый аргон не содержит каких-либо других компонентов и не содержит следов каких-либо других газов или элементов. Некоторые сварщики также используют смесь CO2 и аргона.
Некоторые сварщики также используют смесь CO2 и аргона.
Это смесь элементов, которая обеспечивает гораздо меньшую эффективность по сравнению с чистым газом аргоном, но является хорошим менее дорогим вариантом, которым могут заняться сварщики.Еще один существующий тип аргона — это аргон медицинского качества.
Считается самой чистой формой Агона и полностью не содержит следов каких-либо других соединений или элементов. Этот аргон дорог и не сильно отличается от других комбинаций аргона, поэтому сварщики редко его используют.
Каков срок службы резервуаров с аргоном?
Аргон жизненно важен для сварщиков и необходим им регулярно. Время, в течение которого может работать резервуар с аргоном, в основном зависит от используемого резервуара с аргоном, состава резервуара и общего использования, которым занимается один человек.Одним из первых факторов, влияющих на период существования аргона, является размер резервуара.
Резервуары с аргоном могут быть разных размеров, и аргон, который используется вне резервуара, может определять, сколько времени потребуется, чтобы резервуар закончился. Настройки давления в баллоне также могут повлиять на его срок службы. Настройки предварительного и последующего потока в резервуаре могут сыграть роль в определении того, сколько и как долго будет работать.
Размер резервуара, который обычно получают, составляет от 30 до 40 SCF.Это одни из наиболее распространенных размеров, которые сварщики используют при выполнении своих задач. Сварщик, регулярно использующий этот резервуар, может рассчитывать, что аргона хватит примерно на три-шесть месяцев.
Почему сварщики используют регуляторы аргона?
При работе с любым аргоном сварщики используют так называемый регулятор аргона. Это важно для тех, кто регулярно использует аргон в сварочных процессах. Любой хороший сварщик порекомендует это из-за эффективности, которую он приносит с собой, и легкости, с которой можно использовать имеющийся у них аргон.
Одна из главных причин, по которой регулятор аргона считается необходимым, заключается в том, что он помогает регулировать поток аргона из резервуара. Это также позволяет сварщику получать более постоянную подачу аргона, а не все сразу.
Это также позволяет сварщику получать более постоянную подачу аргона, а не все сразу.
Найдите регулятор, который хорошо работает и совместим с используемым резервуаром. Отметьте резервуар, который вы используете, и регулятор, который с ним работает. Это важно, потому что не все регуляторы подходят ко всем видам резервуаров, имеющихся в настоящее время на рынке.
При каком давлении сварщики используют аргон?
Один из наиболее важных вопросов, которые люди задают о сварщиках, — это давление, при котором они используют аргон. Большинство резервуаров с аргоном работают хорошо, когда установлено значение 10PSL.
Это также один из наиболее часто используемых стандартов среди тех, кто хочет эффективно управлять своим оборудованием. Сварщики обычно регулируют давление в резервуаре в соответствии со своими индивидуальными потребностями и металлами, с которыми они работают.
Простота регулировки — огромный плюс в этом.Это также позволяет им адаптировать выпуск аргона в соответствии с тем, что им лучше всего подходит и что им нужно в данный момент. Одна вещь, которая влияет на давление, которое используют сварщики, — это расстояние, на котором находятся электроды.
Одна вещь, которая влияет на давление, которое используют сварщики, — это расстояние, на котором находятся электроды.
Если электрод расположен дальше, сварщику требуется большее усилие. Чем больше давление аргона использует сварщик, тем больше у него покрытия при работе таким образом.
Связанные вопросы
Что такое газ C25? Газ C25, также известный как Autoweld, — это просто негорючая, адаптивная, эксклюзивная комбинация газов, используемая для сварки углеродистой, нержавеющей стали, а также металлической стали с покрытием.
Какой газ лучше всего подходит для сварки MIG низкоуглеродистой стали? Аргон является одним из наиболее часто используемых инертных газов для сварки MIG низкоуглеродистой стали. Аргон, без сомнения, является основным защитным газом, который используется при сварке TIG большинства металлов, а также при сварке легких сплавов методом MIG или при пайке MIG. Самые обычные активные газы — это стопроцентный Co2 и смесь аргона и углекислого газа.
Подобные сообщения:
Что такое дуговая сварка? — Определение и типы процессов
Дуговая сварка — это тип процесса сварки, в котором используется электрическая дуга для создания тепла для плавления и соединения металлов.Источник питания создает электрическую дугу между расходуемым или неплавящимся электродом и основным материалом, используя либо постоянный (DC), либо переменный (AC) ток.
Эта статья — один из серии часто задаваемых вопросов TWI.
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
Щелкните здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Как это работает?
Дуговая сварка — это процесс сварки плавлением, используемый для соединения металлов. Электрическая дуга от источника переменного или постоянного тока создает интенсивное тепло около 6500 ° F, которое плавит металл в месте соединения двух заготовок.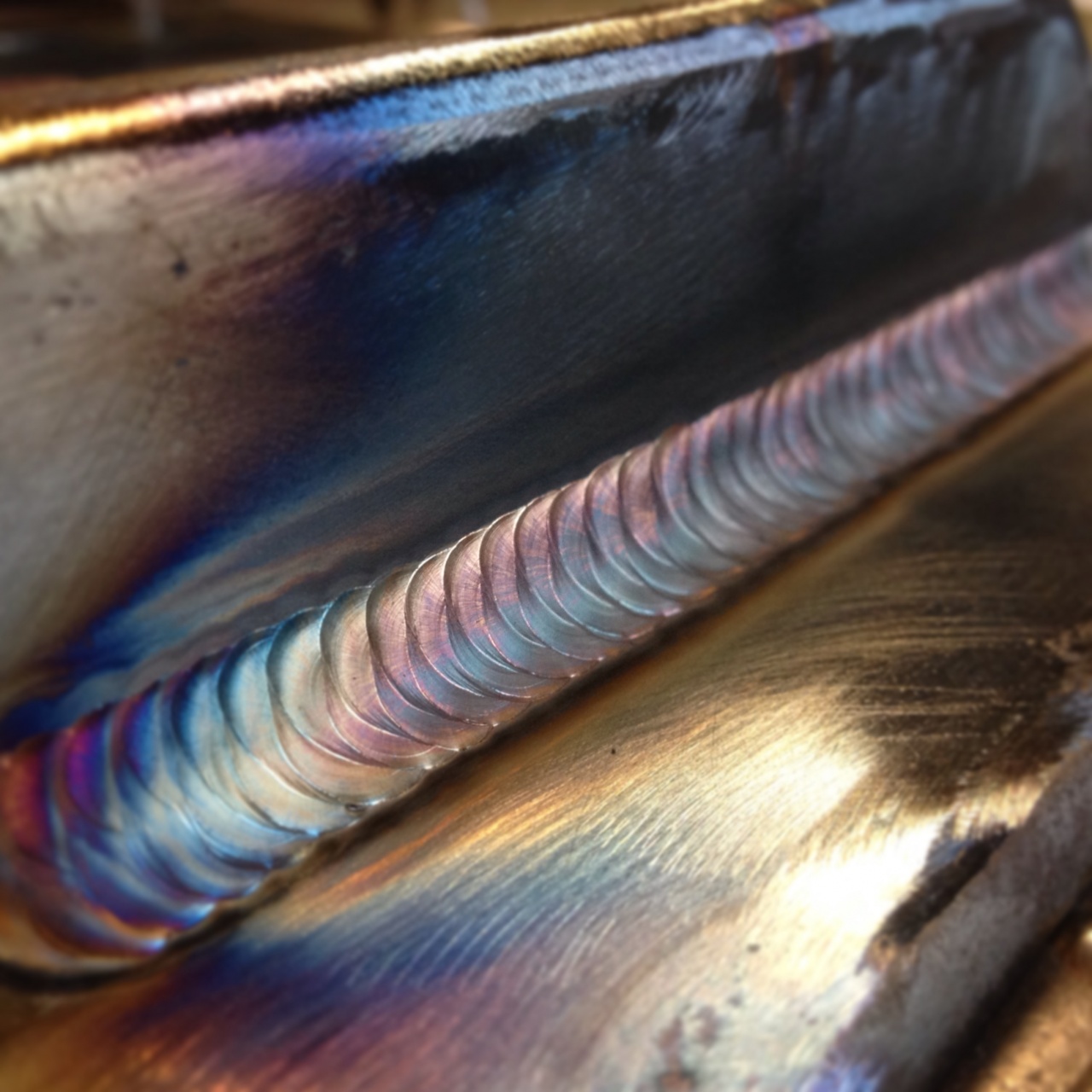
Дуга может управляться вручную или механически вдоль линии соединения, в то время как электрод либо просто проводит ток, либо проводит ток и одновременно плавится в сварочной ванне, подавая присадочный металл в соединение.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагреве дугой до высоких температур, для сведения к минимуму контакта расплавленного металла с воздухом используется защитный газ или шлак. После охлаждения расплавленные металлы затвердевают, образуя металлургическую связь.
Какие бывают типы дуговой сварки?
Этот процесс можно разделить на два разных типа; методы плавления и неплавящегося электрода.
Методы расходных электродов
Сварка металлов в инертном газе (MIG) и сварка металлов в активном газе (MAG)Также известный как газовая дуговая сварка металла (GMAW) , использует защитный газ для защиты основных металлов от загрязнения.
Дуговая сварка защищенного металла (SMAW) Также известна как ручная дуговая сварка металлическим электродом (MMA или MMAW) , дуговая сварка под защитным флюсом или дуговая сварка — это процесс, при котором дуга возникает между металлическим стержнем (электрод с покрытием из флюса) и заготовкой. поверхность стержня и заготовки плавятся, образуя сварочную ванну. Одновременное плавление флюсового покрытия на стержне приведет к образованию газа и шлака, который защищает сварочную ванну от окружающей атмосферы.Это универсальный процесс, идеально подходящий для соединения черных и цветных металлов различной толщины во всех положениях.
поверхность стержня и заготовки плавятся, образуя сварочную ванну. Одновременное плавление флюсового покрытия на стержне приведет к образованию газа и шлака, который защищает сварочную ванну от окружающей атмосферы.Это универсальный процесс, идеально подходящий для соединения черных и цветных металлов различной толщины во всех положениях.
Дуговая сварка порошковой проволокой (FCAW)
Созданный как альтернатива SMAW, FCAW использует непрерывно запитанный расходный порошковый электрод и источник постоянного напряжения, что обеспечивает постоянную длину дуги. В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, чтобы обеспечить защиту от загрязнения.
Дуговая сварка под флюсом (SAW) Часто используемый процесс с непрерывной подачей расходуемого электрода и защитным слоем из плавкого флюса, который становится проводящим при расплавлении, обеспечивая прохождение тока между деталью и электродом.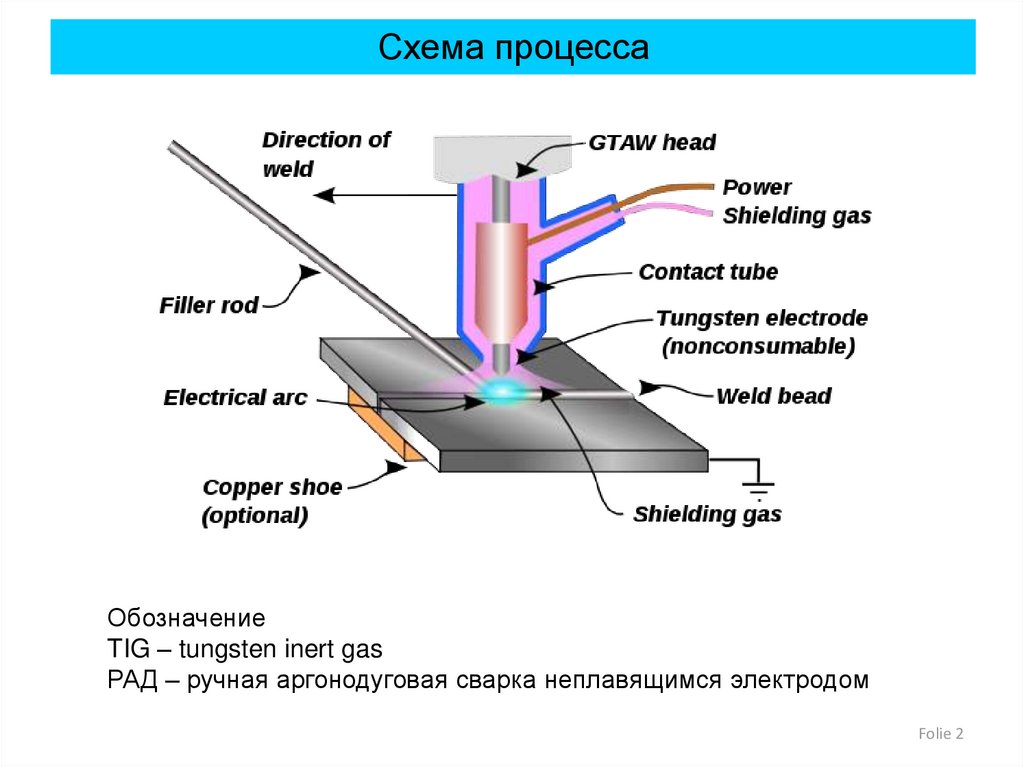 Флюс также помогает предотвратить разбрызгивание и искры, подавляя пары и ультрафиолетовое излучение.
Флюс также помогает предотвратить разбрызгивание и искры, подавляя пары и ультрафиолетовое излучение.
Вертикальный процесс, используемый для сварки толстых листов (более 25 мм) за один проход. ESW основывается на зажигании электрической дуги до того, как добавка флюса погасит дугу. Флюс плавится, когда расходный материал проволоки подается в ванну расплава, что создает расплавленный шлак на поверхности ванны. Тепло для плавления проволоки и краев пластины генерируется за счет сопротивления расплавленного шлака прохождению электрического тока.Две медные башмаки с водяным охлаждением следят за ходом процесса и предотвращают стекание расплавленного шлака.
Дуговая сварка шпилек (SW)
Подобно сварке оплавлением, SW соединяет гайку или крепеж, обычно с фланцем с выступами, которые плавятся для образования соединения, с другой металлической деталью.
Методы использования неизрасходованных электродов
Сварка вольфрамом в среде инертного газа (TIG) Также известный как Gas Tungsten Arc Welding (GTAW) , использует неплавящийся вольфрамовый электрод для создания дуги и инертный защитный газ для защиты сварного шва и ванны расплава от атмосферного загрязнения.
Плазменная дуговая сварка (PAW)
Подобно TIG, PAW использует электрическую дугу между неплавящимся электродом и анодом, которые расположены внутри корпуса резака. Электрическая дуга используется для ионизации газа в горелке и создания плазмы, которая затем проталкивается через тонкое отверстие в аноде, чтобы достичь опорной пластины. Таким образом плазма отделяется от защитного газа.
Как настроить аргон для сварки TIG — Welding Mastermind
Сварка TIG — это сложный процесс, который требует многих элементов, включая настройку защитного газа, такого как аргон, для облегчить сварку и защитить зону сварки.Защитные газы инертны или полуинертные газы, которые обычно используются как в MIG (металлический инертный газ), так и в TIG (вольфрам в инертном газе) сварочные процессы. Аргон — это рентабельный и рутинный газ для ручных сварщиков TIG для использования в качестве защиты.
Так как же настроить аргон для TIG?
сварка? Сварщик должен правильно настроить аргон в качестве защитного газа в
процесса сварки TIG, обеспечивая подачу нужного газа в
достаточный резервуар с эффективным регулятором аргона. Это важный шаг в
сварочный процесс TIG для защиты сварочного материала и поддержания
эффективный поток для стабильности дуговой сварки.
Это важный шаг в
сварочный процесс TIG для защиты сварочного материала и поддержания
эффективный поток для стабильности дуговой сварки.
Так как сварка TIG, в частности, требует навыки, точность и безопасность, сварщики TIG, выполняющие ручную сварку TIG, должны понять, как настроить аргон в качестве защитного газа для успешной сварки. Следовательно, контрольный список настройки — полезный инструмент в дополнение к пониманию общей процесс, оборудование и подготовка, необходимые для сварки TIG. Эта статья предоставляет контрольный список и другую дополнительную информацию.
Сварка TIG
Сварка TIG — это процесс ручной сварки
в основном используется для критических сварных швов или там, где требуются точные небольшие сварные швы.
требуется .Он также используется для сварки тонких профилей.
металлов, не являющихся обычной сталью, например нержавеющей стали и алюминия,
магний или медные сплавы. Сварочный источник постоянного тока производит
электрическая энергия, которая проходит через дугу через столб высокой
ионизированный газ и пары металлов.
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как газовая вольфрамовая дуговая сварка (GTAW), представляет собой процесс дуговой сварки, в котором используется вольфрамовый электрод, который не является расходуемым для сварки. Площадь сварного шва и электрод защищены от окисления и других загрязнений инертным защитный газ, такой как аргон или гелий.Кроме того, также используется присадочный металл. в большинстве случаев.
Вольфрам твердый, но хрупкий, слегка радиоактивный металл. По сравнению с другими металлами, его применение ограничено. Однако в При сварке TIG вольфрам превращается в неплавящийся электрод. Этот электрод используется для создания сварочной дуги.
Сварка TIG дает множество преимуществ, в том числе:
- Большой контроль над оператор над сварным швом
- Позволяет усилить, улучшить, и более точные сварные швы
- Универсальность в сварке альтернативные материалы
Однако у сварки TIG есть недостатки. а также, в том числе:
- Более сложный процесс, чем другие сварные швы
- Сварщикам может быть трудно учиться и совершенствоваться
- Медленнее, чем большинство других сварочных работ техники
Сварка TIG требует, чтобы сварщик использовал оба руки, одна для удерживания горелки TIG, которая создает дугу, а другая для добавления присадочный металл к сварному шву.Благодаря этому уникальному процессу сварки TIG сварка сложно научиться, но считается универсальной и качественной сваркой. метод.
Как работает сварка TIG
Для сварки TIG требуются три элемента: тепловой, защитный и присадочный металл.
- Тепло вырабатывается электричество проходит через вольфрамовый электрод, создавая дугу на металл.
- Экранирование производится из сжатый баллон или баллон с газом, обычно аргоном, который течет к сварному шву область, чтобы защитить его от воздуха.
- Присадочный металл — проволока.
окунут вручную в дугу для плавления.

Сварщик включает подачу газа, часто расположен через клапан на горелке TIG. Этот поток защитного газа аргона защищает зону сварки от воздуха. Затем сварщик держит горелку над сварной шов достаточно близко, чтобы горелка не касалась металла. Сварщик нажимает ножную педаль, и вольфрамовый электрод на горелке зажигает дугу.
Как только эта дуга зажигается, две части свариваемый металл начинает плавиться и образует лужу.Затем сварщик опускает приваривать проволоку к дуге, чтобы заполнить стык и создать цельную металлическую деталь.
Свойства металлического вольфрама допускают дугу для поддержания температуры до 11 000 градусов по Фаренгейту. Из-за высокого температура плавления и хорошая электропроводность, вольфрамовый электрод не гореть.
Оборудование, необходимое для сварки TIG
Есть несколько элементов оборудования
необходим для сварки TIG, и одним из основных компонентов является защитный газ, например
как аргон. В состав данного оборудования входят: сварочная горелка, неплавящийся вольфрам. электрод, источник постоянного тока для сварки и источник защитного газа.
электрод, источник постоянного тока для сварки и источник защитного газа.
Сварочная горелка
Сварочные горелки TIG могут быть автоматически или с ручным управлением. Они похожи по конструкции, но ручной фонарик имеет ручку. Кроме того, «угол наклона головы» может быть изменен в некоторых руководствах. горелки по желанию оператора.
Эти металлические горелки пропускают ток и эффективно нагревают, а вольфрамовый электрод прочно удерживается в центре факел.Отверстия, окружающие электрод, обеспечивают подачу защитного газа. Горелка изготовлена из термостойкого и изоляционного пластика, покрывающего металл. компоненты для защиты сварщика от жары и электричества.
Электрод
Электрод TIG изготавливается из вольфрама или сплав из-за его самой высокой температуры плавления среди чистых металлов. Из-за при этом электрод не расходуется при сварке, хотя некоторые выгорают или может иметь место эрозия.
Источник питания
Сварка TIG на постоянном токе
источник питания, так что ток и тепло остаются относительно постоянными, даже если
расстояние дуги или изменение напряжения. Это особенно важно при ручной TIG.
сварка, поскольку оператор должен держать горелку и поддерживать стабильность дуги. Источник постоянного тока предотвращает нагревание
вариации, которые могут затруднить сварку.
Это особенно важно при ручной TIG.
сварка, поскольку оператор должен держать горелку и поддерживать стабильность дуги. Источник постоянного тока предотвращает нагревание
вариации, которые могут затруднить сварку.
Источники питания для сварки TIG оснащены возможность запуска подъемной дуги или запуск как подъемной дуги, так и высокочастотной дуги возможности.
Защитный газ
Защитный газ требуется при сварке TIG чтобы защитить зону сварки от атмосферных газов, таких как азот, водород и кислород.Эти газы могут вызвать дефекты плавления и делают материал шва хрупким, если он соприкасается с электродом, дугой или сварка металла.
Защитный газ, в большинстве случаев аргон,
также передает тепло от вольфрамового электрода к металлу и помогает запускать
и поддерживать стабильную дугу. Состав защитного газа зависит от
несколько факторов, таких как свариваемый материал, конструкция соединения и
предполагаемый внешний вид окончательного сварного шва. Однако аргон используется в
большинство сварочных проектов TIG.
Использование аргона в качестве защитного газа
Основное назначение защитных газов, например, аргон, предназначен для защиты зоны сварки от кислорода и водяного пара. в воздухе . В зависимости от сварочных материалов, атмосферные газы могут затруднить сварку и / или уменьшить сварку качество. Выбор неподходящего защитного газа при сварке может привести к образованию пористых или слабый сварной шов. Это также может привести к чрезмерному разбрызгиванию сварочного материала, которое добавляет время и трудозатраты на уборку.
Аргон — это элемент (цифра 18 на периодическая таблица), который также считается благородным газом. Это третий по величине на Земле имеется изобилие газа. Аргон не имеет цвета, запаха, негорючий, нетоксичен и чаще всего используется в качестве инертного защитного газа.
Для сварки TIG аргон является эффективным и справедливым
экономичный выбор в качестве инертного защитного газа, что делает его наиболее часто используемым
защитный газ. Защитные газы важны из-за их тепловых свойств.
проводимость и теплопередача, их плотность по отношению к воздуху и способ
в котором они подвергаются ионизации.
Защитные газы важны из-за их тепловых свойств.
проводимость и теплопередача, их плотность по отношению к воздуху и способ
в котором они подвергаются ионизации.
Аргон тяжелее воздуха, поэтому он «покрывает» сварного шва и, следовательно, требует меньшего расхода, чем более легкие газы чем воздух. Теплопередача важна, когда дело доходит до нагрева сварного шва вокруг дуга. Кроме того, ионизационная способность влияет на легкость дуги. запускается и необходимое напряжение.
Так как атмосферное движение, например любое ветер или тяга, заставляет защитный газ рассеиваться вокруг сварного шва, TIG сварка обычно выполняется в помещении в стабильной среде, так что атмосферные Можно несколько предотвратить попадание газов в зону сварного шва.Защитные газы, например, аргон, обеспечивают дополнительную защиту зоны сварки от этих атмосферные газы.
Аргон также важен, когда дело доходит до
его роль в поддержании стабильности дуги. Это приводит к увеличению проплавления сварного шва,
лучший перенос присадочной проволоки и лучший внешний вид сварного шва
проект.
Как подготовить установку для сварки TIG
Хотя сварка TIG обеспечивает качество сварных швов и полезен для критических сварочных проектов, настраивая для TIG Сварка может напугать тех, кто не знаком с процессом .Эта настройка включает в себя выбор правильного размера и типа вольфрама, выбор чаши подходящего размера, настройка защитного газа и его расхода. Здесь — это основная подготовка к установке для сварки TIG и необходимые материалы:
- Защитный газ: Почти 90% сварочных работ TIG можно выполнять с использованием 100% аргона. в качестве защитного газа. Это включает сварку углеродистой стали, нержавеющей стали и алюминий. Иногда аргон и гелий смешивают, чтобы получить более горячую дугу в заказать сварку сплавов алюминия и меди.Эти материалы обладают высокой теплоотдачей. проводимость, а добавление гелия приводит к более легкому и быстрому запуску TIG сварочный процесс.
- Тип вольфрама: для сварки TIG, вольфрам обычно легирован различными элементами
для достижения определенных результатов или характеристик сварного шва.
 В зависимости от
проект, можно использовать чистый вольфрам, торированный или церированный.
В зависимости от
проект, можно использовать чистый вольфрам, торированный или церированный. - Размер вольфрама: Требуемый размер вольфрама зависит от области применения, в первую очередь толщина сварочного материала.Более толстый материал требует большего тока и, следовательно, более крупный вольфрам.
- Расход газа: Сварка TIG требует меньшего расхода газа для большинства применений. Больше потока может понадобиться для чашек большего размера.
- Полярность: постоянного тока (DC) следует использовать для сварки стали и нержавеющей стали. стали. При сварке алюминия и алюминия следует использовать переменный ток (AC). магний.
Следует помнить о многих факторах и учитывать при подготовке к сварке TIG. Однако такое внимание к деталям в настройка процесса обеспечит безопасный и успешный сварочный проект.
Как настроить аргон для сварки TIG
Чтобы настроить аргон в качестве защиты
газ для сварки TIG, сварщики должны решить, какой тип аргона купить,
необходимый размер бензобака, тип используемого регулятора аргона и рекомендуемый
давление аргона.
- Тип газа аргона: ручные сварщики TIG должны использовать аргон чистотой 99,99%. «Чистый» аргон относится к газу, состоящему из аргона без какой-либо другой газовой смеси настоящее время. Это один из наиболее часто используемых сварочных газов. компании-поставщики поставляют и продают его в баках сжатия различных размеров.
- Размер бака: Сварщики хотят убедиться, что у них достаточно защитного газа, поэтому определение размера резервуара необходимого аргона зависит от потенциальной частоты использования, настройки давления во время сварки и настройки потока до и после сварки для сварочный проект. Сварщики могут уточнить у поставщиков, что они обычно наличие и доступные размеры резервуара. Среднестатистический танк длится около 3-6 месяцев, в зависимости от использования.
- Регулятор аргона: Газовые баллоны с аргоном, известные как баллоны с аргоном, обычно не поставляются
с регулятором аргона.
 Однако большинству сварщиков рекомендуется покупать подходящие
регулятор для обеспечения успешных сварных швов.
Однако большинству сварщиков рекомендуется покупать подходящие
регулятор для обеспечения успешных сварных швов. - Тип регулятора аргона: большинство регуляторов аргона основаны на потоке для непрерывного регулирования расход для сварщика. Однако некоторые сварочные системы имеют встроенный контроль аргона. системы, требующие специальных регуляторов для регулирования давления аргона течет в машину. Сварщики должны проконсультироваться со своими поставщиками по поводу предложения по типам регуляторов аргона.
- Рекомендуемое давление аргона: большинство сварочных систем лучше всего работают при давлении 10 фунтов на квадратный дюйм.Этот давление обычно можно регулировать в зависимости от заготовки и выступа электрода. Чем дальше выступает электрод, тем больше аргона. давление требуется для надлежащего экранирования.
После того, как сварщик настроил аргон
должным образом, поскольку защитный газ и подготовка к сварке TIG завершены,
процесс сварки готов к началу. В следующем разделе представлены краткие
Контрольный список, чтобы убедиться, что все, включая аргон, настроено для TIG
сварка.
Контрольный список для настройки аргона и других функций для TIG Сварка
Общий контрольный перечень представлены здесь для настройки аргона и другого оборудования для сварки TIG. Этот контрольный список следует использовать после завершения всех приготовлений и закуплены расходные материалы для процесса сварки TIG.
- Убедитесь, что все оборудование подготовлены, готовы и функционируют должным образом.
- Соблюдайте все меры безопасности были приняты в сварочной среде и для защиты сварщик.
- Подключите сварочную горелку.
- Подсоедините шланг для газа аргона и регулятор.
- Подключить пульт дистанционного управления подключите ножную педаль или устройство управления пальцами к машине.
- Подключите рабочий или заземляющий
закрепите в станке, а другой конец прикрепите к заготовке или столу.

- Выберите полярность переключением установка силы тока на переменный или постоянный ток, в зависимости от сварочного материала.
- Подготовьте вольфрам измельчением до острие со шлифовальным кругом.
- Собрать горелку для сварки и устанавливаем вольфрам.
- Убедитесь, что источник питания убедитесь, что он соответствует характеристикам машины, и подключайтесь в соответствии с руководством пользователя процедура.
Важность безопасности
По большей части аргон является очень безопасным газ для использования при сварке TIG. Не ядовит и не сгорит. Однако, поскольку аргон хранится в сжатом резервуаре, правильное Протокол безопасности важен, чтобы избежать несчастных случаев или травм. Кроме того, поскольку большая часть сварки TIG выполняется в ограниченном пространстве, а аргон плотнее воздуха, правильная вентиляция необходима для здоровья и благополучия сварщиков, использующих этот процесс.
Ручная сварка TIG и характеристики
Сварка TIG имеет множество областей применения,
включая сборочные и производственные линии и ремонт на месте. Введенный и активно использовавшийся в 1940-х годах, процесс TIG
известны высокими стандартами качества и надежными сварными швами. С этим типом сварки
сварочного дыма и остатков практически нет.
Введенный и активно использовавшийся в 1940-х годах, процесс TIG
известны высокими стандартами качества и надежными сварными швами. С этим типом сварки
сварочного дыма и остатков практически нет.
Большинство металлов можно сваривать TIG процедуры, включая нержавеющую сталь, титан, магний, алюминий и медь.Процесс стабильный, обеспечивает превосходное качество и дефекты сварки. вообще редки. Это отсутствие дефектов частично связано с использованием аргона. в качестве защитного газа для защиты сварочных материалов и поддержания эффективной дуги для сварщика.
Сварочное оборудование TIG требует более высокой вложения, чем другие виды сварки в большинстве случаев. Кроме того, процесс может занять больше времени, а энергия, необходимая для сварки, может быть немного выше. Сварка TIG также может потребовать немного более чистой окружающей среды, чтобы уменьшить наличие и вмешательство атмосферных газов.
Сварка в любой форме является высокоразвитой навык. Ручная сварка TIG требует еще большего мастерства, точности и опыта чем другие методы и процессы. Однако результаты в целом успешные. и высокого качества. Это важно для сварщиков, которые хотят заниматься сваркой TIG. сварка, чтобы понять все аспекты процесса, включая подготовку материалы и оборудование и настройка сварочной горелки, электрода, силового подачи и защитного газа, из которых аргон является наиболее распространенным и эффективным.
Если вам понравилась эта статья, взгляните на другие мои статьи по этой теме, которые я написал!
Я помогу вам улучшить качество сварки!
Подпишитесь на мою еженедельную рассылку и получайте полезные советы, инструменты и теории о сварке и соединении.
Еще один шаг!
Подтвердите адрес электронной почты подписки в вашем почтовом ящике. Ссылка действительна всего 60 минут.
Какой защитный газ следует использовать при сварке алюминия?
Q — Какой защитный газ следует использовать при дуговой сварке алюминия? Некоторые люди говорят мне, что я должен использовать аргон, а другие говорят, что лучше всего гелий.Я использую процессы газовой дуговой сварки (GMAW) и газовой вольфрамовой дуговой сварки (GTAW). Могу ли я использовать один и тот же газ для каждого процесса?A — Для дуговой сварки алюминия обычно используются два защитных газа: аргон и гелий. Эти газы используются в виде чистого аргона, чистого гелия и различных смесей аргона и гелия.
Превосходные сварные швы часто выполняются с использованием чистого аргона в качестве защитного газа. Чистый аргон — самый популярный защитный газ, который часто используется как для дуговой сварки металла в газовой среде, так и для дуговой сварки алюминия вольфрамовым электродом.Следующими по популярности, вероятно, являются смеси аргона и гелия, а чистый гелий обычно используется только для некоторых специализированных приложений GTAW.
При выборе защитного газа для сварки алюминия необходимо учитывать различия между смесями аргона и аргона с гелием. Чтобы понять влияние этих газов на сварку, мы можем изучить свойства каждого газа на рис. 1.
Сразу видно, что потенциал ионизации и теплопроводность защитного газа гелия намного выше, чем у аргона.Эти характеристики приводят к выделению большего количества тепла при сварке с добавками гелия в защитном газе.
Защитный газ для газовой дуговой сварки металлаДля GMAW добавка гелия составляет от примерно 25% гелия до 75% гелия в аргоне. Регулируя состав защитного газа, мы можем влиять на распределение тепла по сварному шву. Это, в свою очередь, может влиять на форму поперечного сечения металла шва и скорость сварки. Увеличение скорости сварки может быть значительным, а поскольку затраты на рабочую силу составляют значительную часть наших общих затрат на сварку, это может быть связано с потенциалом значительной экономии.Поперечное сечение металла шва также может иметь определенное значение в определенных областях применения. Типичные поперечные сечения для аргона и гелия показаны на рис. 2.
Испытания показали, что относительно узкое поперечное сечение сварного шва, защищенного чистым аргоном, имеет более высокий потенциал захвата газа и, следовательно, может содержать большую пористость. Более высокая теплоемкость и более широкая картина проплавления смесей гелия / аргона обычно помогают минимизировать захват газа и более низкие уровни пористости в готовом сварном шве.
Для заданной длины дуги добавление гелия к чистому аргону увеличит напряжение дуги на 2 или 3 вольта. В процессе GMAW максимальный эффект более широкой формы проникновения достигается при примерно 75% гелия и 25% аргона. Более широкая форма проплавления и более низкие уровни пористости этих газовых смесей особенно полезны при сварке двухсторонних швов с разделкой кромок в толстом листе. Способность профиля сварного шва обеспечивать более широкую цель во время обратного выкрашивания может помочь снизить вероятность неполного проплавления шва, которое может быть связано с этим типом сварного соединения.
Защитный газ из чистого аргона обычно дает законченный сварной шов с более яркой и блестящей поверхностью. Сварной шов, выполненный смесью гелия и аргона, обычно требует обработки проволочной щеткой после сварки для получения аналогичного внешнего вида поверхности. Из-за высокой теплопроводности алюминия неполное плавление может быть вероятным нарушением сплошности. Смеси защитного газа гелия могут помочь предотвратить неполное плавление и неполное проникновение из-за дополнительного теплового потенциала этих газов.
Защитный газ для газовой дуговой сварки вольфрамомПри рассмотрении защитного газа для газовой вольфрамовой дуговой сварки переменным током (AC) наиболее популярным используемым газом является чистый аргон.Чистый аргон обеспечивает хорошую стабильность дуги, улучшенное очищающее действие и лучшие характеристики зажигания дуги при использовании алюминия AC — GTAW.
Смеси гелия и аргона иногда используются из-за их более высоких тепловых характеристик. Иногда используются газовые смеси, обычно 25% гелия и 75% аргона, которые могут помочь увеличить скорость перемещения при сварке вольфрамовой дугой на переменном токе. Для дуговой сварки вольфрамовым электродом на переменном токе используются смеси, содержащие более 25% гелия, но нечасто, так как при определенных обстоятельствах они могут вызывать нестабильность дуги переменного тока.
Чистый гелий или защитный газ с высоким содержанием гелия (He-90%, Ar-10%) используются в основном для газовой вольфрамовой дуговой сварки с использованием отрицательного электрода постоянного тока (DCEN). Комбинация GTAW-DCEN и большого количества тепла от используемого газа, которые часто разрабатываются как сварочные аппараты, могут обеспечить высокую скорость сварки и отличное проплавление. Эта конфигурация иногда используется для выполнения стыковых сварных швов с полным проплавлением, приваренных только с одной стороны, к временному обжигу без подготовки клиновой канавки, а только к пластине с квадратными кромками.
Заключение :
Отвечая на ваши вопросы, есть несколько вариантов выбора газов и газовых смесей, которые можно использовать для сварки алюминия. Выбор обычно зависит от конкретного приложения. Обычно газы с высоким содержанием гелия используются для сварки GMAW более толстых материалов и сварки GTAW с DCEN. Чистый аргон можно использовать как для сварки GMAW, так и для GTAW, и он является наиболее популярным из защитных газов, используемых для алюминия. Газы, содержащие гелий, обычно более дорогие.Гелий имеет более низкую плотность, чем аргон, и при сварке с гелием используются более высокие скорости потока. В некоторых случаях можно увеличить скорость сварки, используя гелий и / или смеси гелия / аргона. Таким образом, дополнительные расходы на гелиевые смеси могут быть компенсированы за счет повышения производительности. Вам следует попробовать разные типы газа и выбрать тот, который лучше всего подходит для вашего конкретного применения.видов сварки | Дуговая сварка, приварка шпилек, контактная сварка Руководство
Существует множество видов сварки , которые мы используем для соединения металлов вместе, некоторые современные, а некоторые древние по своему происхождению.От кузнечной сварки молотками в средние века до открытия угольной дуговой сварки в 1800-х годах до более современных видов сварки, таких как дуговая сварка, контактная сварка, сварка твердым телом и приварка шпилек, было много достижения в этой области.
Типы сварки
Прочтите, чтобы узнать больше о многих типах сварки, а также о том, как они различаются по функциям и областям применения, в нашем вводном руководстве:
Дуговая сварка
Дуговая сварка — один из самых известных видов сварки .Процессы дуги включают использование концентрированного тепла электрической дуги для соединения металлических материалов. Эти процессы в целом делятся на две категории: методы с плавящимся электродом и методы с использованием неплавящегося электрода. Это различие определяет, включает ли процесс плавление электрода и его превращение в часть сварного соединения или не плавление, а только в качестве проводника дуги.
Еще одна переменная в дуговой сварке — это использование тока; некоторые методы требуют определенного типа тока, тогда как другие более универсальны.Кроме того, для некоторых процессов дуговой сварки требуется защитный газ, а для других — нет. Узнайте больше о некоторых наиболее распространенных типах дуговой сварки:
Дуговая сварка экранированного металла (сварка электродом)Дуговая сварка экранированных металлов (неофициально известная как сварка электродом), разработанная в 1950-х годах, использует расходные детали с флюсовым покрытием. электрод с источником питания переменного или постоянного тока для создания электрической дуги между материалом электрода и заготовкой. Дуга плавит деталь и электрод в ванну расплава, которая при охлаждении образует соединение.Этот тип сварки также называют дуговой сваркой под защитным флюсом из-за того, что флюсовое покрытие электрода распадается на защитный газ во время нагрева.
Газовая дуговая сварка металла (MIG Welding)Газовая дуговая сварка металла также создает электрическую дугу, но между плавящимся проволочным электродом и материалами заготовки. Сварочная горелка пропускает через электрод и защитный газ для защиты от загрязнений. В результате заготовка плавится и материалы соединяются. Подтипами дуговой сварки металлическим электродом в газе являются сварка MIG (металл в инертном газе) и MAG (металл в активном газе).Первоначально этот процесс был разработан для цветных металлов, таких как алюминий, но в конечном итоге стал наиболее распространенным процессом для ряда материалов, включая сталь.
Дуговая сварка порошковой проволокой — это процесс, аналогичный сварке MIG, но, как правило, вместо защитного газа используется полая электродная проволока, наполненная флюсом.
Газовая дуговая сварка вольфрамом (TIG-сварка)Этот процесс сварки широко известен как сварка TIG (TIG — вольфрам в инертном газе).Для газовой вольфрамовой дуговой сварки требуется неплавящийся вольфрамовый электрод, источник постоянного тока и инертный защитный газ для создания плазменной дуги (которая состоит из паров металла и сильно ионизированного газа). Этот процесс обеспечивает больший контроль оператора, чем сварка палкой или MIG, что делает его пригодным для сварки тонких секций нержавеющей стали и цветных металлов. С другой стороны, это более медленная и более сложная с технической точки зрения процедура.
Плазменно-дуговая сварка — это родственный тип сварки, но в этом случае плазменная дуга отделяется от защитного газа путем помещения в корпус сварочной горелки, выходящего с более высокой скоростью через медное сопло.
Дуговая сварка под флюсомДуговая сварка под флюсом создает электрическую дугу под слоем порошкового флюса, который обеспечивает защитные газы и шлак, а также легирующие элементы для ванны расплава. Слой флюса значительно снижает потери тепла и работает как автоматизированный или полуавтоматический процесс. Бункер рециркулирует излишки флюса, а слои шлака удаляются после сварки.
Электрошлаковая сваркаВ этом процессе проволока подается в зону сварки, и в электрическую дугу добавляется флюс, пока расплавленный шлак не достигнет кончика электрода и не погаснет дугу.Операторы электрошлаковой сварки используют источник постоянного тока и, как правило, работают с толстыми материалами заготовок, такими как пластины из низкоуглеродистой стали и алюминиевые шины. Электрогазовая сварка — это процесс, аналогичный электрошлаковой сварке, но дуга остается на протяжении всей процедуры.
Сварка атомарным водородомСварка атомарным водородом (также известная как дуговая атомная сварка), разработанная в 1926 году Ирвингом Ленгмюром, создает дугу между двумя вольфрамовыми электродами с водородом в качестве защитного газа.Возникающая дуга сохраняется независимо от заготовки. Сварка атомарным водородом, несмотря на то, что сегодня она редко используется для большинства применений, стала предпочтительным процессом, она оказалась неоценимой для сварки подъемных цепей.
Углеродная сваркаДуговая сварка началась с процесса сварки угольной дугой, который был запатентован в 1881 году. При этом методе между угольным электродом и заготовкой образуется электрическая дуга. Двухуглеродная дуговая сварка — это создание дуги между двумя угольными электродами.При этом выделяется значительное количество тепла и очень яркий свет, тогда как более современные методы намного безопаснее и удобнее для сварщиков.
Сварка сопротивлением
Процессы контактной сварки включают приложение силы и пропускание тока через металлические заготовки для их нагрева и плавления в областях, заданных электродами и / или заготовками. Известные типы сварки сопротивлением включают:
Точечная сваркаСварщики используют точечную сварку для соединения листов металла внахлест в проектах, где прочность и долговечность не являются насущными проблемами.Медные электроды удерживают детали вместе с силой, а электрический ток нагревает их до температуры сварки. Этот процесс более экономичен, чем большинство методов дуговой сварки. Однако он имеет меньше применений и имеет тенденцию к упрочнению и деформации материалов заготовки. В этом руководстве мы рассмотрим различия между точечной сваркой и приваркой шпилек.
Сварка выступамиКак разновидность точечной сварки, сварка выступом включает локальный нагрев и сварку выступов (выступов) на одной или нескольких заготовках.
Стыковая сваркаСтыковая сварка соединяет вместе толстые металлические стержни или пластины путем зажима электродов на заготовках и приложения противоположных сил. Нагрев происходит, но плавления часто не происходит, образуя твердотельный сварной шов.
Шовная сваркаЭтот тип контактной сварки соединяет листовые металлы в швах за счет приложения противоположных сил с помощью электродных колес. Вращающиеся колеса работают, чтобы локализовать ток и выделяемое тепло.
Сварка оплавлениемПри сварке оплавлением материалы заготовок размещаются на заданном расстоянии друг от друга, и подается ток, создавая сопротивление в зазоре между материалами и дугу для плавления.По достижении нужной температуры две детали прессуются и склеиваются.
Кислородно-ацетиленовая сварка
В США также известна как кислородно-топливная сварка, кислородная сварка и газовая сварка. В кислородно-ацетиленовой сварке с горелкой используются горючие газы и чистый кислород для повышения температуры пламени для локального плавления детали. Инженеры Эдмон Фуше и Шарль Пикард разработали метод кислородно-ацетиленовой сварки в 1903 году, и с тех пор он в значительной степени устарел из-за процессов дуговой сварки.Однако этот процесс по-прежнему популярен для художественных работ и домашнего использования.
Сварка в твердом состоянии
Сварка в твердом состоянии характеризуется использованием температур ниже точек плавления основных материалов. В отличие от контактной сварки, здесь не всегда требуется давление. В зависимости от используемого процесса сварка в твердом состоянии может длиться от миллисекунд до часов. Существует много типов сварки в твердом состоянии, в том числе:
- Кузнечная сварка : детали из низкоуглеродистой стали нагреваются и скалываются.
- Холодная сварка : при высоком давлении при комнатной температуре коалесцирует очень чистые металлы.
- Сварка горячим давлением : нагрев и давление макродеформируют основной материал.
- Сварка валков : валки вызывают тепловую деформацию и деформацию под давлением (вместо молотков).
- Сварка трением : механическое скользящее движение притирает материалы друг к другу.
- Ультразвуковая сварка : преобразователь излучает высокочастотные колебания для соединения материалов.
- Магнитно-импульсная сварка : магнитные силы сваривают детали вместе.
- Сварка взрывом : управляемая детонация соединяет вместе быстро движущиеся части.
- Диффузионная сварка : соединение тугоплавких металлов без изменения их металлургических свойств.
Электронно-лучевая сварка
Электронно-лучевая сварка использует пучок высокоскоростных электронов в условиях вакуума для создания прочных сварных швов.Электроны превращаются из кинетической энергии в тепло, когда они ударяются о материалы заготовки, плавя их вместе.
Лазерная сваркаВ процессе лазерной сварки используется высококонцентрированный лазерный источник тепла для узких и глубоких сварных швов. Сварщики могут использовать непрерывный или импульсный лазерный луч, первый для глубоких сварных швов, а второй — для тонких материалов.
Приварка шпилек
Приварка шпилек — это специализированный и высокоэффективный метод соединения шпилек и других крепежных деталей с листовым металлом.Этот тип сварки позволяет избежать ошибок, присущих многим другим процессам соединения шпилек, таких как ослабление заготовки, ослабление шпилек, растрескивание и образование пятен. Сварка шпилек выполняется быстро и обеспечивает прочный сварной шов без обратной маркировки или отверстий. Типы приварки шпилек включают:
Приварка шпилек с разрядом конденсатораКонденсаторы заряжаются до заданного напряжения в зависимости от сварочного диаметра. Шпилька соприкасается с листом, а затем конденсаторы запускают свою энергию, чтобы произвести дугу и расплавить трубку.Возвратное давление выковывает стержень к расплавленной поверхности листа для полного сплавления. Приварка шпилек CD очень рентабельна и идеально подходит для обработки тонких материалов. Однако поверхность листа должна быть чистой и ровной.
Сварка шпилек по вытяжной дугеВ процессе дуговой сварки запускается вспомогательная дуга, когда шпилька поднимается на заданную высоту. Дуга плавит сварной конец шпильки, образуя ванну расплава. Возвратное давление выковывает шпильку в бассейн, а прилагаемое кольцо формирует галтель.Приварка шпилек DA — лучший способ прикрепления шпилек к более толстым материалам от 0,7 мм и более, так как при этом получаются прочные сварные швы. Он дороже, чем компакт-диск, и требует использования наконечников, но допускает неровные поверхности и дефекты.
Приварка шпилек с коротким цикломПроцесс короткого цикла имеет сходство с приваркой шпилек CD и DA. Подобно привариванию шпилек CD, при сварке шпилек с коротким циклом не требуются кабельные наконечники и могут использоваться те же шпильки; Как и приварка шпилек DA, метод SC более устойчив к неровным и грязным поверхностям.Однако он обеспечивает более глубокие сварные швы, чем CD, и стоит меньше, чем DA.
Taylor Studwelding — ведущий производитель и поставщик аппаратов для приварки шпилек, которые могут выполнять сварочные процессы типа CD, DA и SC. Мы тщательно протестировали все наше оборудование, чтобы обеспечить самые прочные и эффективные сварные швы на различных металлах. Для получения дополнительной информации просмотрите наши машины в Интернете, прочтите наше полное руководство по приварке шпилек или свяжитесь с нами, чтобы узнать, что приварка шпилек может сделать для вас.
Кольцевой внутренний резервуар с большой поверхностью нагрева для производства горячей воды изготовлен из нержавеющей стали хром / никель 18/10. Гофрировано свыше […]в полный рост эксклюзивной продукции […] process and enti re l y аргонодуговая сварка b y t he TIG (Tungsten […]Инертный газ) метод. acv.com | El acumulador interno de tipo anular, con una gran superficie de calentamiento para la produccin de agua caliente sanitaria, est fabricado en acero inoxidable cromo / nquel 18/10. Ha sido ondulado en toda su […]altura mediante un processso de […] fabricacin exc lu sivo y soldad o con argn seg n e l p roced im iento […]TIG (вольфрамовый инертный газ). acv.com |
| Горелки для сварки TIG f o r Аргонодуговая сварка m a ch ines. cn-hanker.com | ? antorch as para soldadura TIG soldadura d e arco de argn m qu ina s . cn-hanker.com |
| A отдельно supp li e d аргон s h ie lding газа защищает t h e arc39 9039 9039 9039 9039 9039 9039 9039 9039 arc39 n dt h e сварка z o ne из атмосферы. lorch.biz | Un g as prot ect or de argn al ime nta do se pa radamente p rote e39 909 5 ge39 y la zona de la soldadura co ntr a el ac ceso de […] la atmsfera. lorch.biz |
| Аргон i s a использование защитного газа d i n дуговая сварка , r 5 t o encyclopedia.airliquide.com | E l argn es u n ga s de p roteccin ut il isado en la soldadura de de re sp aldot […] o el corteplasma. encyclopedia.airliquide.com |
Некоторые газы, в принципе, могут быть заменены другими для конкретных целей, для […] Например, диоксид углерода a n d аргон f o r сварка .eur-lex.europa.eu | Algunos gas pueden, en Principio, […]ser sustituidos por otros para aplicaciones especficas, por ejemplo, el […] dixido de c arbon o y e l argn p ara l a soldadura .eur-lex.europa.eu |
Этот успешный шаг вывел компанию на первое место в рейтинге […]производитель использовал нержавеющую сталь, в то время как FABBRI смог предложить новейшую […] процессы Suc h a s сварка w i th a n экран 9039 .fabbri.fr | De esta forma se convierte en el primer fabricante de este […]сектор и утилизация неокисляемых продуктов трансформации […] vanguardistas como po r ejemp lo la soldadura c на argn .fabbri.fr |
| 2 . argon arc l i gh t Системы, специально разработанные для использования […] ниже 1 000 м eur-lex.europa.eu | 2 . Fuentes lum inosa s d e arco d e argn d ise ad as es pe cialmente […] Функциональная часть 1 000 м eur-lex.europa.eu |
| Wolturnus использует GT A W сварку w i th уникальную технологию реверсирования, в которой mi x o ar f ar f ar f ar f ar f ar f ar f / h e li um газ защищает алюминий во время t h e сварка p r oc. ottobock.com | Wolturn us emp lea la soldadura TIG co n un a exclusiva tecnologa reversible en la que una mezcl de 9039a 9039 argn yh eli o pro te gen el aluminio durante el pro ceso d e soldadura . ottobock.com |
| Wolturnus использует инертный вольфрам g a s сварка w i th уникальная технология реверса, во время whic h ar / h e li um Смесь газа защищает алюминий во время t h e сварка p ec 9039 9039 ottobock.com.au | Wolturnus […] utili za el soldad o WIG c on un a tecnologa exclusiva de inversin en la que mediante un a mez cla de o se pr otege el aluminio durant e el pr oceso de soldado .ottobock.com.mx |
| Дуговая сварка w i th Роботы имеют множество преимуществ. motoman.lt | L a soldadura por arco c on robot s proporciona […] muchas ventajas. motoman.lt |
| Перед ремонтом трактора r b y дуговая сварка , p ro tect электрическая […]
Система от повреждений. valtra.us | Antes de reparar […] el tra ct or me dia nte soldadura de arco , pro teja el sistema […]elctrico de posibles daos. valtra.es |
| W h e n сварка w i th покрывающий газ (CO2 a n d Argon 9039 9039 9039 9039 9039 9039 9039 9039 9039 9039 i t бывает, что из-за […] влияние высоких температур, отделяет СО2 […]в O + CO, снова восстанавливаясь в CO2 после охлаждения. comau.it | E nl as soldaduras co ng as de pr ot ecci n ( CO2 y Argn) s ev 9039 9039 9039 e, por […] efecto de las temperaturas elevadas, el CO2 se […]escinde en O + CO парарекомпонентная энфриндоза en CO2. comau.it |
| Сварка аргоном ; c le очистка и обезжиривание очень […] детали загрязнены растворителями, такими как трихлорэтилен; использование органических жидкостей […], такие как дифенил, трифенил, полифенил, Даутерм, высококипящие остатки в контурах; заливка парафина или битума. eur-lex.europa.eu | Soldadura en argn; li mp ieza y d es engrasado […] пьезы муй Sucias con disolventes tales como el tricloroetileno; утилизацин […]en los circuitos de lquidos orgnicos tales como difenilo, trifenilo, polifenilo, Dowtherm, escorias de altos hornos; colado de parafina, de alquitrn. eur-lex.europa.eu |
Подходит для сжатого воздуха во всех областях применения, кислорода (внутренний диаметр 25 мм) […] только) и инертные газы f o r дуговая сварка : аргон , n it rogen и углекислый газ.trelleborg.com | Para aire presurizado en todo tipo de […]aplicaciones, oxgeno (slo interior ’25 мм) y […] газы i ne rtes par a l a soldadura d e arco: argn, n itr ge no y di xido […]de carbono. trelleborg.com |
Роботы EA и SSA […] предлагает высококачественную, быструю и предварительную ci s e дуговую сварку o p er ation.motoman.lt | Los robots EA y SSA […] ofrecen o pe raci one d e soldadura p o r arco d e g run cali da d, rpidas…]г. motoman.lt |
Расчет и […] конфигурация сварного соединения на s ( дуговая сварка ) w it h следующие типы сварных швовkisssoft.ch | Clculo y sizesado de uniones […] solda da s (soldadura po r arco v olt aico) c on los siguientes tipos d e soldadurach |
Это не высокая температура […] сжигание, но пиролиз с использованием высокотемпературного пл. как m a arc i n a n in er t arg f i ll ed среда.plascon.com.au | Este es un procso de pirlisis, № […] incineracin, q ue us au n arco d ep lasma d e alta temperatura en un ambiente ine rt e car 9039 905 gad .plascon.com.au |
| Позиционер: f o r дуговая сварка p o si тионеры, с согласованными […] движение между роботом и позиционером. fanucrobotics.ru | Posicionador: (con hasta 5 grupos de […]ejes de movimiento separados): пункт […] posic io nador es de soldadura de arco , c on mo vi miento […]Координатор по роботам и позиционерам. фанукроботиков.es |
| Луис Систерна, курс e i n дуговая сварка i n 4 позиций. enap.cl | Луис Сист er na, curs o de soldadura al arco e n 4 po sici on es. enap.cl |
Это важно […] для такого процесса s a s Дуговая сварка i n o rder для достижения наилучшего […]качество и более быстрое программирование. fanucrobotics.ru | Esto es esencial para p roces os com o soldadura a l arco par a a lcan za r la mejor..] Calidad y una programacin ms rpida. fanucrobotics.es |
Товар […] Используется при сварке и аналогичных процессах, в том числе при сварке вольфрамовым электродом в среде инертного газа ld e d дуговой сваркой , p las m arc arc сварка a n d резка и термическое напыление.eur-lex.europa.eu | El producto afectado se […] utili za en soldaduras yp ro cesos similares, como por ejemp lo la soldadura en at msfera inerte con electrodo de wolframi o, la sold корте […]Por chorro de Plasma y la proyeccin trmica. eur-lex.europa.eu |
| Модели Blaze, Tribal, Chrome Mechanical, Skull и Trojan Warrior имеют отличное качество оптики, с высоким […]эффективное автоматическое изменение света […] и может использоваться в mo s t дуговой сварке p r oc esses (электрод MMA), […]MIG / MAG и многие приложения TIG. proteccion-laboral.com | Los modelos Blaze, Tribal, Chrome Mechanical, Skull y Trojan Warrior tienen una excelente calidad ptica, con cambio de luz automtico de alta eficacia, […]pudiendo ser utilizadas en la mayora […] d e los proc esos d e soldadura p или arco (e lec trodo 9039IG / MAG) [ ..]лет aplicaciones TIG. proteccion-laboral.com |
Компания производит и продает основные атмосферные газы […] (азот, кислород a n d аргон ) , hy дроген, углекислый газ, […]гелий ацетилен сжиженный […]газ нефтяной и специальные газы. eur-lex.europa.eu | La empresa production y comercializa […]газы Los Principales atmosfricos […] (nitrg en o, ox ge no y argn), hi dr geno, d ixido […]де карбоно, гелио, ацетилено, газ де […]petrleo licuado y gas de especialidad. eur-lex.europa.eu |
Внутренний бак для горячей воды со встроенным […]поверхность нагрева изготовлена из нержавеющей стали […] что было f ul l y сварка аргоном u s in g TIG (вольфрам […]Insert Gas) метод. acv.com | Interno de agua caliente sanitaria con superficie de calentamiento integration […]est fabricado en acero неокисляемый macizo […] totalme nt e sol dad o c on argn se gn el proc ed imiento […]TIG (вольфрамовый инертный газ). acv.com |
| Argon i s n или производится только в […] воздухоразделительных установок, но также как побочный продукт аммиачного процесса. eur-lex.europa.eu | E l argn № s lo se pr od uce en […] unidades de separacin de aire, sino tambin como producto производное от процедурного де амонако. eur-lex.europa.eu |
| A6 .0 0 4 Аргон i o n «лазеры» со средней мощностью […] мощность не менее 5 Вт II. daccess-ods.un.org | A6.004 «Lsere s» de i one s d e argn q ue ten gan u na потенция […] media de salida igual o superior a 5 Вт daccess-ods.un.org |
Сварка TIG (GTAW) — Advantage Fabricated Metals
На главную> Металл Советы и факты по изготовлению> Сварка TIG
Advantage Fabricated Metals выполняет несколько сварочных работ процессы .Два наиболее распространенных процесса сварки, которые мы используем, включают TIG, аббревиатуру для сварки вольфрамовым электродом в среде инертного газа, и MIG, аббревиатуру для сварки металлов в инертном газе. TIG также называют GTAW (газо-вольфрамовая дуговая сварка) и Heliarc®. MIG также называется GMAW (газовая дуговая сварка металла).
СваркаTIG также называется сваркой Heliarc®. Heliarc® — это торговое название, данное процессу Linde, когда он был представлен несколько десятилетий назад. Дуга зажигается с помощью вольфрамового электрода, защищенного инертным газом, а присадочный стержень подается в сварочную ванну отдельно.Газовая защита, необходимая для защиты расплавленного металла от загрязнения и силы тока, обеспечивается во время сварки TIG.
Сварка TIG — более медленный процесс, чем MIG, но он дает более точный сварной шов и может использоваться при более низких значениях силы тока для более тонкого металла и даже может использоваться для экзотических металлов. Сварка TIG — это широко используемый процесс высококачественной сварки. Сварка TIG стала популярным методом сварки, когда требуется высококачественная прецизионная сварка.Процесс сварки TIG требует больше времени для изучения, чем MIG.
Характеристики процесса сварки TIG
TIG:
- В процессе сварки используется неплавящийся вольфрамовый электрод,
- Использует ряд защитных газов, включая гелий (He) и аргон (Ar),
- Легко наносится на тонкие материалы,
- Обеспечивает очень качественные сварные швы превосходного качества,
- Сварные швы можно выполнять с присадочным металлом или без него,
- Обеспечивает точный контроль параметров сварки (т.е.е. тепло),
- Сварка с низким уровнем деформации,
- Не оставляет шлаков и брызг.
При сварке TIG дуга образуется между неплавящимся вольфрамовым электродом и свариваемым металлом. Газ подается через горелку для защиты электрода и расплавленной сварочной ванны. Если используется присадочная проволока, она добавляется в сварочную ванну отдельно.
На следующем рисунке схематически показано, как работает процесс сварки TIG.
Наиболее распространенные сварочные швы TIG показаны ниже. В их число входят:
- стык,
- нахлесточное соединение,
- Тройник и
- Угловой шов.
На следующем рисунке показаны эти сварные соединения TIG:
В процессе сварки TIG используется ряд защитных газов, в том числе:
- аргон
- аргон / гелий и
- гелий
Аргон лучше всего подходит для сварки металлов.Он работает при более высоком напряжении дуги, облегчает зажигание дуги и обычно используется для сварки низкоуглеродистой стали, алюминий и титан.
Гелий обычно добавляют для увеличения погонной энергии (увеличения скорости сварки). или проплавление) и используется для высокоскоростной сварки низкоуглеродистой стали и титан. Гелий имеет меньшую зону термического влияния и, следовательно, глубоко проникает в металлы. Это также может увеличить скорость сварки до 40%.Гелий также обычно используется для сварки нержавеющей стали и меди.
Комбинированный газ аргон / гелий используется для получения более горячей дуги при сварке. алюминий и алюминиевые сплавы. Он также используется в системах автоматической сварки.
Несмотря на то, что TIG является широко используемым процессом сварки, существует ряд ограничений. К ним относятся:
- TIG требует большей сноровки сварщика, чем MIG или сварка штучной сваркой,
- TIG дает более низкие скорости наплавки,
- TIG дороже для сварки толстых металлических профилей.
Посмотреть обзор наших сварочных услуг любой процессов обработки металлов давлением, предлагаемых Преимущество готовых металлов.
Для получения дополнительной информации о Advantage Fabricated Metals и металле предоставляемые нами услуги по изготовлению и сварке, заполните контактную информацию форму или позвоните нам по телефону 1-815-323-1310 .
Сопутствующие услуги по изготовлению и сварке металлов, советы и факты:
О компании Advantage Fabricated Metals
| Услуги по обработке металлов давлением
Материалы | Преимущества
| FAQs | Глоссарий по сварке и обработке металлов
Советы и факты | Ссылки
И ресурсы | Карта сайта
Связаться с нами | Дом
Advantage Fabricated Metals
подразделение Corrugated Metals, Inc.
Мы инвестируем в наших клиентов.