информационная статья компании Полимернагрев на сайте tvoy-nagrev.ru
Нагрев холодной воды в бойлере осуществляется с помощью трубчатого электронагревателя (ТЭН). В конструкцию ТЭНа входит трубка, в которой размещена спираль, греющаяся от электрической подачи. Пространство между внутренней поверхностью трубки и греющей спиралью заполняется диэлектрическим наполнителем, предотвращающим короткие замыкания.
Конструктивно бойлер представляет собой емкость, к которой подведен приток холодной воды и вывод для горячей воды. ТЭН непосредственно помещается внутрь бойлера и производит прямой нагрев жидкости.
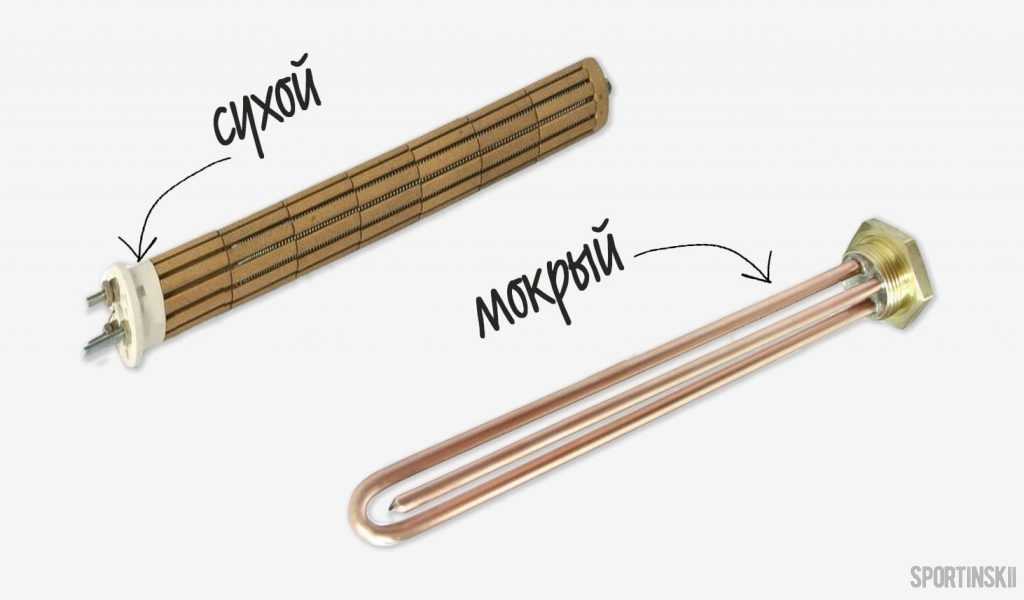
На обычных трубчатых нагревателях при длительной эксплуатации в бойлере со временем появляется накипь в виде солевых отложений магния и кальция. Солевой слой все время нарастает, что в значительной мере ухудшает тепловую отдачу нагревателя и увеличивает потребление электричества. Именно для решения этой проблемы и были разработаны сухие ТЭНы. В бойлер помещают стальную колбу, которая непосредственно контактирует с водой. Внутри колбы располагается нагревательное устройство. Защитная трубка (колба) значительно продлевает работу трубчатого нагревателя и упрощает его обслуживание.
Именно для решения этой проблемы и были разработаны сухие ТЭНы. В бойлер помещают стальную колбу, которая непосредственно контактирует с водой. Внутри колбы располагается нагревательное устройство. Защитная трубка (колба) значительно продлевает работу трубчатого нагревателя и упрощает его обслуживание.
Производители современных бойлеров все чаще отказываются от стандартных ТЭНов и устанавливают сухие керамические ТЭНы. Таким образом, они повышают спрос на свою продукцию, ведь приобретение такого бойлера гарантирует экономное потребление электричества и длительный срок его службы, что в значительной мере позволяет быстро окупить траты на товар потребителю.
Конструкцию сухих ТЭНов постоянно совершенствуют. На сегодняшний день есть несколько разных видов сухих нагревателей:
Защитную колбу, где установлен нагреватель, заполняют маслом. Его тепловая проводимость выше теплопроводности воздушной среды, поэтому нагрев происходит быстрее, экономя энергетические затраты.
Более простым и удобным вариантом исполнения является сухой ТЭН с керамической изоляцией. В данном случае нагреватель, размешенный в колбе, находится в воздухе. Эта недорогая конструкция отражается и на конечной стоимости нагревателя, выделяется высокой эффективностью, а также сказывается на легком обслуживании.
Работа сухого нагревателя исключает его непосредственный контакт с водой и опасность поражения электричеством. Если в обычном нагревателе резистивный элемент перегорел, то возможен его контакт со стенками трубки и на корпусе бойлера возникнет напряжение. У качественных сухих керамических нагревателей такое явление исключено. Если он вышел из строя, то попросту перестаю функционировать. Но, некоторые опасные явления все-таки присутствуют.
Стандартные трубчатые нагреватели можно увидеть в бытовых электротехнических приборах нагревающих жидкость. Воздушные сухие ТЭНы в быту встречаются реже, но они очень востребованы в промышленных отраслях. Их использую для термической обработки газовых смесей, воздушной среды, в электрических калориферах, саунах, конвертерах, пушках в тепловых завесах.
Их использую для термической обработки газовых смесей, воздушной среды, в электрических калориферах, саунах, конвертерах, пушках в тепловых завесах.
Виды сухих трубчатых электронагревателей
Электронагреватели разделены по классификациям, которые основываются, зависимо от принципиальных схем работы и рабочей среды. От указанных требований зависят показатели прочности нагревателя, его конструктивное решение и защита от высокой температуры.
В соответствии с областями использования воздухонагреватели делятся по значениям поддерживаемого напряжения в зависимости от решаемой проблемы. Универсальным обогревателем классического типа можно считать воздухонагреватель на 220 вольт. Используется в бытовой технике, в производственных помещениях для подогрева жидкостей в соответствии с технологическими процессами. В специальных областях промышленности применяют сухие нагревательные элементы на 380 или 660 вольт.
Материалы изоляции
Обычный сухой нагреватель для воздуха состоит из металлической трубки со спиралью из проволоки с высоким сопротивлением внутри нее. Чтобы обеспечить хорошую герметичность, компоненты должны плотно прилегать друг к другу, поэтому используется специальный изоляционный материал.
Потребитель должен знать, какие материалы входят в конструкцию электронагревателя. Сухие ТЭНы с металлическим оребрением выполнены из нержавеющей или углеродистой стали. Для каждого случая подходит индивидуальный вариант, поскольку рабочая среда предназначена для собственных параметров воздействия на материал. Универсальным свойством материала является коррозионная стойкость. Для сухих нагревателей такие требования невысоки по сравнению с жидкостными нагревателями.
Устройство сухого ТЭНа
- Разные виды нагревателей могут также отличаться и формой. Сухой ТЭН изготавливается только в прямой форме, т.
 к. размещается в специальной защитной колбе, а обычные нагреватели могут выполняться в самой различной форме.
к. размещается в специальной защитной колбе, а обычные нагреватели могут выполняться в самой различной форме. - Обычные трубчатые электронагреватели для нагрева воды устанавливаются непосредственно в жидкость. Сухие ТЭНы помещаются в герметично запаянную трубку, которая предотвращает непосредственный контакт нагревателя с обогреваемой средой.
- Обычные электронагреватели комплектуются анодом из магния, для предотвращения образования накипи внутри бака. При эксплуатации сухих ТЭНов анод помещают в бак через специально отведенное отверстие.
- Сухими нагревателями можно комплектовать только бойлера, у которых объем свыше 50 литров. Из-за своих размеров они не могут устанавливаться в меньшие емкости.
Особенности конструкции гибких сухих нагревателей
Гибкие нагреватели предназначаются для высоко технологичного нагрева определенных сред. Главным их отличием от стандартных элементов нагрева является то, что им можно придать абсолютно любой формы без использования каких-либо инструментов. Гибкость при этом никак не влияет на эксплуатационные свойства нагревательного прибора. Такие элементы нагрева полноценно конкурируют по своим свойствам и мощности со стандартными моделями включительно и с жидкостными устройствами. Гибкие элементы нагрева в основном используют для обогрева пресс-форм и горячеканальных систем.
Гибкость при этом никак не влияет на эксплуатационные свойства нагревательного прибора. Такие элементы нагрева полноценно конкурируют по своим свойствам и мощности со стандартными моделями включительно и с жидкостными устройствами. Гибкие элементы нагрева в основном используют для обогрева пресс-форм и горячеканальных систем.
Технические данные
Сухие ТЭНы могут изготавливаться в широком ассортименте. Зависимо от типа конструкции и материала оснастки их можно использовать в различных средах. Контактный стержень может иметь различную длину вплоть до 60 см. Именно это значение определяет сферу использования ТЭНа. На основе характеристик среды требующей обогрева и места монтажа подбираются размеры и определенные свойства нагревателя.
Диаметр трубки может изготавливаться с разными показателями. Различные модели электронагревателей с разной мощностью определяют скорость выхода на рабочую температуру. Высоким спросом пользуются сухие ТЭНы для нагрева воздуха с мощностью 2 кВт для напряжения 380 Вольт.
Особенности монтажа сухих ТЭНов
- Установку и фиксацию производят за счет механических средств, в качестве которых могут применяться хомуты, втулки, зажимы и скобы. Не исключен способ крепления пайкой, но его стоит выполнять с осторожностью. Важно выдерживать расстояние между точками пайки от торца нагревательного элемента на 50 миллиметров.
- Гибкие сухие ТЭНы обычно закрепляют с помощью специального клеевого раствора или механическим способом, укладывая нагреватель в специально отведенные пазы.
Особенности обслуживания
- Производители стараются изготавливать максимально качественные нагреватели, обладающие высокими защитными свойствами для работы в жидкой среде. Но, важно понимать, что своевременное обслуживание оборудования значительно продлевает работу любого нагревательного устройства.

- В эксплуатации гибких элементов нагрева необходимо использовать защитную смазку в местах контакта нагревательного прибора. Перед запуском оборудования нужно проводить удаление консервационной смазки, которая мешает оптимальной тепловой отдаче.
Слабые стороны сухих нагревателей
- Существует ложное мнение, что сухие нагреватели не экономичны, т. к. между защитной колбой и резистивным элементом есть зазор. Изначально прогревается трубка, а уже потом жидкость. Специалисты с уверенностью опровергают данное мнение. Теплоотдача происходит внутри среды, поэтому тепловые потери минимальны. Диаметр нагревателя меньше диаметра защитной колбы на 2 миллиметра, воздушная прослойка небольшая.
- Показатели мощности сухих ТЭНов ниже, чем у обычных нагревателей. Их мощность доходит до 1200 ватт, сравнительно с обычными на 2 кВт.
 Зато сухие нагреватели можно устанавливать по 2 штуки на один бойлер, общая разница в мощности получается незначительной.
Зато сухие нагреватели можно устанавливать по 2 штуки на один бойлер, общая разница в мощности получается незначительной.
Преимущества сухих ТЭНов
- Простота обслуживания. Чтобы провести замену нагревателя нужна всего лишь отвертка для открепления защитной оболочки (колбы) и для того, чтобы отвинтить распорной винт. Больше никакие инструменты не нужны. Нагреватель вынимается и на его место устанавливается новый. В случае замены мокрого нагревателя придется сливать полностью всю воду из бойлера, откреплять фланец, и еще остатки не слитой воды могут промочить вас. При каждой замене придется брать новую прокладку для фланца. Такая работа дорогостоящая и грязная.
- Если из строя вышел один установленный нагреватель вы можете его с легкостью заменить, не контактируя с другими. Воду сливать не нужно и даже нет необходимости снимать сам бойлер. Замена сухого ТЭНа максимально занимает около 10 минут, а у опытных пользователей и того меньше. Чтобы переустановить мокрый ТЭН, придется спустить воду, вынуть сам нагреватель, отвинтить гайки.

Какой нагреватель выбрать решать только потребителю. Ведь каждый из них имеет свои преимущества и недостатки. Если вы не можете определить для себя правильный вариант: сухой или мокрый ТЭН? Специалисты «Полимернагрев» с удовольствием помогут решить вам эту задачу и проведут полный расчет нужного устройства под ваше оборудование и среду.
Отличие Масляного Тэна от Водяного • Материалы изолятора
Что такое ТЭН
ТЭН – это трубчатый электронагреватель, который преобразует электроэнергию в тепло. Выполнен в виде металлической трубки, внутри которой находится токопроводящая нить из нихрома, окруженная изолятором.
ТЭНы чаще выполняются в виде спирали, патрона, в котором контакты расположены с двух сторон, спирального или продолговатого змеевика (см. фото). В качестве материалов для них используют:
Но не всегда можно определить из чего сделан ТЭН. Китайские элементы обычно покрывают каким-либо металлом, а внутри может быть совершенно другой. Они выходят дешевле отечественных и европейских, но имеют небольшой срок службы.
Они выходят дешевле отечественных и европейских, но имеют небольшой срок службы.
По способу установки различаются два варианта – сухой (закрытый) и мокрый (открытый). Они отличаются не конструкцией, а принципом установки. О них читайте ниже.
Что лучше: теплый пол или батареи?
Теплый полБатареи
Материал, из которого изготовлен нагревательный элемент должен совпадать как у вышедшего из строя ТЭН-а, так и у нагревательного элемента для замены, иначе по причине разности потенциалов срок службы не только ТЭН-а, но и бака существенно уменьшиться.
Что такое сухой и мокрый ТЭН в водонагревателе, бойлере, стиральной машине
ТЭН: что это за устройство. Для чего применяются ТЭНы
Благодаря новому технологическому подходу производства конструкцию сухих ТЭНов постоянно совершенствуют. На сегодня существует уже несколько различных варианта защищенного нагревателя:
Гибкие сухие нагреватели
Мнение эксперта
Стребиж Виктор Федорович, ведущий мастер строительных работ
Задать вопрос эксперту
Данные требования определяют уровень прочности выбранных материалов для нагревателя, его конструкцию и уровень защиты от температуры.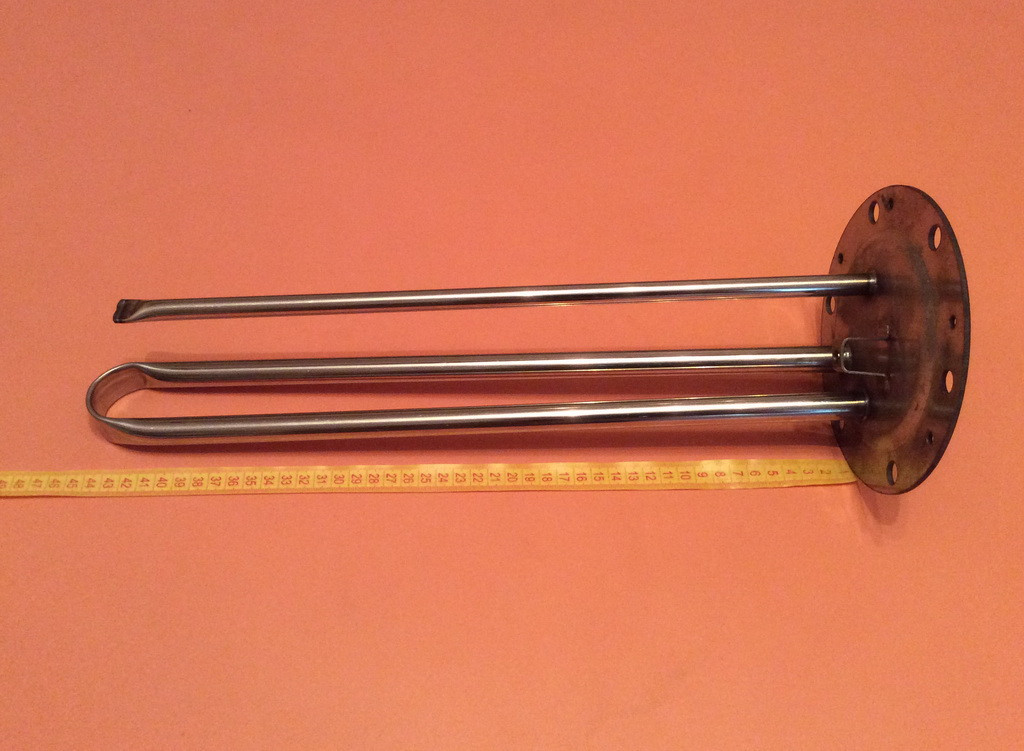 Нейтральная вода очень редкое явление в питьевом водоснабжении России, но таким счастливым пользователям рекомендуют использовать стальные элементы, которые значительно дешевле. Различные типы сухих ТЭНов: конструкции и особенности. Статья компании Технонагрев Задавайте мне вопросы, отвечу всем!
Нейтральная вода очень редкое явление в питьевом водоснабжении России, но таким счастливым пользователям рекомендуют использовать стальные элементы, которые значительно дешевле. Различные типы сухих ТЭНов: конструкции и особенности. Статья компании Технонагрев Задавайте мне вопросы, отвечу всем!
Трубчатый нагревательный элемент для водонагревателя что это
При эксплуатации гибких ТЭНов необходимо использовать защитную пасту в точках соприкосновения нагревательного прибора. Но, если вовремя не проводить обслуживание оборудования, то долговечная эксплуатация их невозможна.
Сухие ТЭНы. Устройство и особенности. Виды и преимущества
В зависимости от конкретного применения нагревания жидкости или воздуха , при производстве ТЭНов используются электрические изоляторы диэлектрики различного качества, которые должны сохранять свои диэлектрические свойства при низких, высоких и экстремально высоких температурах. Поэтому он изготавливается из сплавов, в состав которых входит константан или нихром.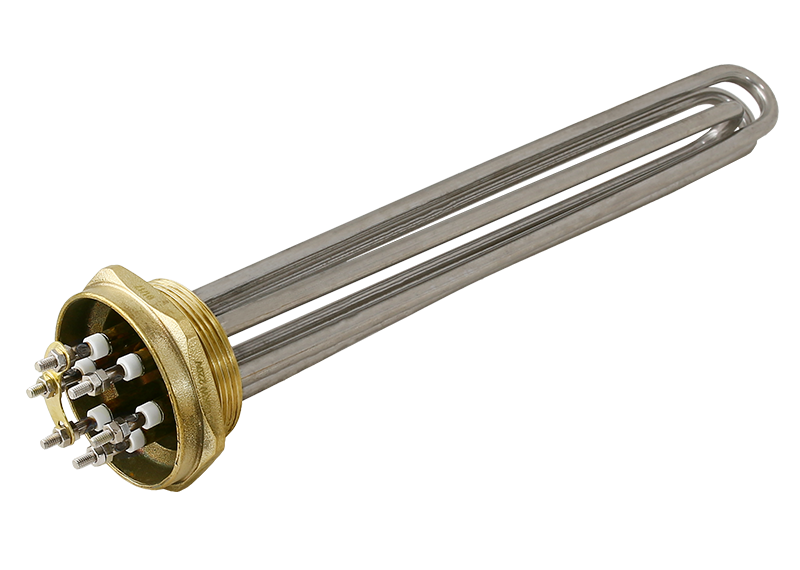
- Водонагревателях;
- Бойлерах;
- Котлах;
- Чайниках;
- Тостерах;
- Полотенцесушителях;
- Мультиварках;
- Кофемашинах;
- Электроплитках;
- Электрических духовках; (для оттаивания и разморозки).
Фланцевое крепление таких конструкций также способствует высокой коррозионной скорости и накипеотложения, что приводит к преждевременному выходу элемента из строя и повышенному расходу электроэнергии на нагрев единицы горячей воды. ТЭН для Ariston, преимущество медных нагревателей. Как Отличить Воздушный Тэн от Водяного
Виды ТЭНов для водонагревателей: сухой, медный, нержавейка и другие примеры Конструкция любого бойлера представлена в виде емкости с подводом притока холодной воды и отводом горячей. Нагревательный элемент (ТЭН) устанавливается непосредственно в емкость и производит прямой нагрев воды. Поэтому, если Ваш старый нагревательный элемент был таким, то новый нужно подбирать с отверстием для анода. Их применяют в установках по нагреву газов, масел, калориферов и другом оборудовании для обработки различных жидкостей даже с агрессивной средой.
Их применяют в установках по нагреву газов, масел, калориферов и другом оборудовании для обработки различных жидкостей даже с агрессивной средой.
Фланцевое крепление таких конструкций также способствует высокой коррозионной скорости и накипеотложения, что приводит к преждевременному выходу элемента из строя и повышенному расходу электроэнергии на нагрев единицы горячей воды.
Сухие ТЭНы. Устройство и особенности. Виды и преимущества: информационная статья компании Полимернагрев
Точно по центру изолятора проходит токопроводящая нить обычно нихромовая или фехралевая определённого сопротивления для передачи необходимой удельной мощности на поверхность ТЭН. ТЭНы чаще выполняются в виде спирали, патрона, в котором контакты расположены с двух сторон, спирального или продолговатого змеевика см.
Технические характеристики
Материал, из которого изготовлен нагревательный элемент должен совпадать как у вышедшего из строя ТЭН-а, так и у нагревательного элемента для замены, иначе по причине разности потенциалов срок службы не только ТЭН-а, но и бака существенно уменьшиться. Но появились бойлеры с инновационным решением в виде сухого ТЭНа.
Но появились бойлеры с инновационным решением в виде сухого ТЭНа.
- В колбу с ТЕНом залито масло. Его теплопроводность выше воздуха, возникает экономия энергии для нагревания воды.
- Наиболее простой вариант. ТЭН находится в колбе в воздухе. Это дешевая конструкция, техническое обслуживание и замену ТЭНа легко произвести.
В зависимости от конкретного применения нагревания жидкости или воздуха , при производстве ТЭНов используются электрические изоляторы диэлектрики различного качества, которые должны сохранять свои диэлектрические свойства при низких, высоких и экстремально высоких температурах. Доступные цены и простота обслуживания по сравнению с титановым аналогом. Как Отличить Воздушный Тэн от Водяного
Что такое ТЭН Тем не менее, медный медному, тоже рознь. Качество таких ТЭНов очень сильно зависит от бренда, а серьезный производитель никогда не откроет секреты своего мастерства. На российском рынке лучшими считаются ТЭНЫ «ARISTON» итальянских водонагревателей. Но после того как прогреется окружающая его жидкость или вещество, теплоотдача будет не хуже, чем у мокрого. Используются данный ТЭН исключительно для моделей Gorenje Electrolux Амина, Термекс, Гарантерм емкостью не выше 50 литров.
Но после того как прогреется окружающая его жидкость или вещество, теплоотдача будет не хуже, чем у мокрого. Используются данный ТЭН исключительно для моделей Gorenje Electrolux Амина, Термекс, Гарантерм емкостью не выше 50 литров.
Как обработать поверхность → Отделка помещений → Как правильно выбрать краску → Технологии обработки поверхностей → Выравниваем и отделываем стены → Выбор и нанесение грунтовки → Удаление с поверхности → Натяжные потолки и технологии→ Обзоры и отзывы
Типы подключения ТЭНов типа ЗВЕЗДА или ТРЕУГОЛЬНИК для трехфазной сети: схемы и примеры :: информационная статья компании Полимернагрев
Трубчатые электронагреватели являются самым популярным типом нагревательных элементов как в промышленности, так и в бытовых приборах. Каждый электрический ТЭН, даже если он рассчитан на 220В, может подключаться как к однофазной, так и к трехфазной сети. Давайте подробно рассмотрим, какие типы подключения к трехфазной сети для нагревателей существуют и какие требования к характеристикам ТЭНов предъявляются для них.
Для подключения электронагревательных элементов к 3-фазной сети применяются такие виды схем:
- Тип подключения ЗВЕЗДА
- Тип подключения ТРЕУГОЛЬНИК
Если мы имеем не специальные нагреватели, типа блок ТЭНов или сухие керамические ТЭНы, а обычные трубчатые ТЭНы, то для получения равномерной нагрузки необходимо иметь на каждой фазе трехкратное количество электронагревателей. То есть минимальное количество нагревателей будет равно 3. При этом в технических параметрах ТЭНов напряжение питания может быть как 380, так и 200 Вольт.
Для электронагревательных ТЭНов с параметрами напряжения электропитания 220 В нужно использовать тип подключения к 3-фазной сети типа ЗВЕЗДА. А для тех, которые производятся с характеристикой напряжения равной 380 Вольт, возможно применять обе схемы подключения: и вариант ЗВЕЗДА и вариант ТРЕУГОЛЬНИК.
Вариант подключения к трехфазной сети питания типа ЗВЕЗДА
Тип ЗВЕЗДА применяется в сухих ТЭНах от компании Полимернагрев в варианте подключения № 3 с четырьмя болтами в качестве типа токовывода. Также тип подключения «звезда» может применяться при подключении блок ТЭНов ТЭНБ. В данных случаях подключение нагревательных спиралей производится по следующей электрической схеме:
Также тип подключения «звезда» может применяться при подключении блок ТЭНов ТЭНБ. В данных случаях подключение нагревательных спиралей производится по следующей электрической схеме:
Давайте теперь рассмотрим, как можно подключить нагреватели по данной схеме, если у нас имеются в наличии не специальные, а стандартные электрические воздушные или водяные металлические ТЭНы.
К питающему напряжению должен подключаться только один вывод от каждого ТЭНа. Именно поэтому для подключения к трехфазной сети у нас должно быть кратное трем количество электронагревателей. Остальные же контактные выводы, которые не подключены к напряжению, должны быть соединены в одну так называемую нулевую точку. Таким образом, мы получаем трехпроводную соединенную нагрузку.
Давайте подробно рассмотрим схему трехпроводного соединения на 380 В для включения 3-х водяных ТЭНов. На первом рисунке вы можете рассмотреть описанную выше схему включения ТЭНов, а на втором к схеме добавляется специальное устройство для подачи напряжения на ТЭНы с защитными переключателями. Как четко видно на схеме, каждый второй токовывод нагревателя подается на фазы А, В и С, а остальные же соединяются вместе.
Как четко видно на схеме, каждый второй токовывод нагревателя подается на фазы А, В и С, а остальные же соединяются вместе.
Подключая ТЭНы таким образом мы получаем значение напряжения электропитания на каждом электротэне между подключением к сети и нейтральной точкой равное 220 В.
В приведенной схеме можно увидеть, что выводы нагревателей справа подсоединены к фазам А, В, С. Выводы, которые находятся слева — соединяются в общей нейтральной точке. Рабочее напряжение между выводами справа и нейтральной точкой равно 220 Вольт.
Также есть вариант подключения к трехфазной сети ЗВЕЗДА, который использует четырехпроводную схему. При таком способе применяют трехфазное питание с напряжением 230В, а нулевую точку подают на нейтраль источника электропитания.
Тут так же, как и в предыдущем случае, одни выводы соединяются в нулевую точку, а другие подводятся к трехфазной сети. Если соединение с нулевой точкой передавать на нулевую шину источника электропитания, мы получим на каждом нагревателе между питанием и нулем напряжение в 220-230В.
Когда возникает необходимость в полном отключении питания на нагреватели, нужно применять выключатели типа 3+n или же 3р+n, способные функционировать в автоматическом режиме. Автоматы данного типа могут использоваться для полного перевода всех силовых электроконтактов на полностью автоматический рабочий режим.
Давайте рассмотрим, как же на практике следует применять тип подключения ЗВЕЗДА, на примере монтажа ТЭНов в электрокотле.
Схемы подключения ТЭН котла
Вариант 1. Схема подключения к однофазной сети
Обычно, три одиночных Тэна в такой конструкции, размещены так, что контакты от разных тэнов располагаются друг напротив друга.
Чтобы подключить ТЭН на 220 Вольт, нужно соединить три контакта от разных одиночных спиралей перемычкой и подключить их к рабочему нулю.
Три оставшиеся контакта нужно, также соединить и подключить к рабочей фазе. Это обеспечит одновременное включение всех тэнов в нагрев при подаче питания.
Однако так напрямую подключение не делают, и на каждый второй контакт тэна подключают на фазу после своего автомата или, что делается чаще, подключают от своей линии управления (автоматики).
Вариант 2. Трехфазное подключение
Если мы посмотрим на продающиеся тэны для котлов, то увидим, что почти все маркируются, как Тэны 220/380 Вольт.
Если у вас такой вариант тэна, и вы имеете возможность подключиться к трехфазному питанию 220 Вольт или 380 Вольт, то нужно использовать схемы подключения называемые «звезда» и «треугольник».
По схеме «звезда» 220 Вольт три фазы, нужно пермячкой соединить три контакта одиночных тэнов и подключить их рабочему нулю. На вторые свободные контакты подать по фазному проводу. Каждый одиночный тэн будет работать от 220 Вольт, независимо друг от друга.
По схеме «треугольник» 380 Вольт, нужно перемычками соединять контакты 1-6, 2-3, 4-5, у одиночных тэнов 1-2,3-4,5-6 и подавать на них фазные провода. Каждый одиночный тэн будет работать от 380 Вольт, независимо друг от друга.
Подключение нагревателей по схеме ЗВЕЗДА для электрокотла
В электрических нагревательных котлах ТЭНы могут подключаться различными способами, но для демонстранции схемы подключения по типу ЗВЕЗДА опишем вариант установки сухих ТЭНов к 3-фазной сети питания с напряжением 220В.
Высокая мощность водяных сухих ТЭНов накладывает определенные требования к качеству соединений. Надежность соединений должна быть обеспечена высоким качеством термостойких проводов и строгим соответствием всех действий описанной в инструкции схеме.
Первое, что нужно сделать, это при подключении фазных поводов произвести накрутку гайки M4. Далее вам необходимо наложить шайбу и установить кольцевой наконечник провода питания. Следующим шагом будет наложение еще одной такой же шайбы, поверх которой помещается еще одна специальная пружинная шайба гровер. И это все нужно надежно зафиксировать гайкой M4.
Провода, которые выводятся на нейтральную фазу, крепятся при помощи болта типа M8. Провод нейтрали нужно поместить в перемычку, которая находится между контактами отверстий ТЭНа.
Обязательно заземлите корпус нагревательного элемента и проводов питания после того, как подключите все провода на питающие и нулевые контакты ТЭНа. В большинстве случаев в стандартных электрокотлах болт заземления располагается с левой стороны около блока с ТЭНами. К нему мы и должны присоединить провод для заземления.
К нему мы и должны присоединить провод для заземления.
После подключения проводов следует провести заземление корпуса нагревателя и проводов подключения ТЭНа. Обычно у котлов для заземления с левой стороны у блока электронагревателей находится болт, к которому и следует подключать проводник заземления.
Вы можете использовать для заземления как отдельный провод уравнения потенциалов, так и провод с клеммника заземления блока управления.
Наглядно все вышеописанное вы можете посмотреть на рисунке ниже в виде схемы и фото подключения ТЭНа.
Если вы сделали все в четком соответствии инструкции, подключение блок Тэна электрокотла можно считать завершенным. Останется лишь вернуть защитный кожух на блок нагрева.
В электрических котлах управление нагревом осуществляется на основе данных от термодатчиков. Терморегулирующие устройства находятся на основной панели управления котла. На терморегулятор будут подаваться данные о температуре ТЭНа и температуре теплоносителя. На основе этих показаний и установленных на терморегуляторе настройках автоматикой принимается решение о подаче или отключении питания нагревательных элементов. Пока температура будет меньше установленной, будет подаваться питание, и Тэны будут производить нагрев, а при достижении или превышении порогового значения питание будет отключено и ТЭН прекратит нагреваться. При остывании до нижнего порога ТЭН опять включится.
На основе этих показаний и установленных на терморегуляторе настройках автоматикой принимается решение о подаче или отключении питания нагревательных элементов. Пока температура будет меньше установленной, будет подаваться питание, и Тэны будут производить нагрев, а при достижении или превышении порогового значения питание будет отключено и ТЭН прекратит нагреваться. При остывании до нижнего порога ТЭН опять включится.
Терморегулятор позволяет человеку всего один раз установить температуру (верхний и нижний порог) и потом работа электрокотла будет осуществляться в автоматическом режиме, а температура будет поддерживаться на нужном уровне.
Есть вариант использования терморегуляторов с несколькими типами термодатчиков, которые будут не только контролировать нагревание самого ТЭНа, но и температуру воздуха в помещении. Для этого термодатчик нужно установить на расстоянии от котла и теплоносителя.
Схемы включения ТЭН в однофазную сеть.
Трубчатые электронагреватели рассчитаны на конкретное значение мощности
и
напряжения
, поэтому для обеспечения номинального режима работы их подключают к питающей сети с соответствующим напряжением. Согласно ГОСТ 13268-88 нагреватели изготавливаются на номинальные напряжения:
Согласно ГОСТ 13268-88 нагреватели изготавливаются на номинальные напряжения:
12
,
24
,
36
,
42
,
48
,
60
,
127
,
220
,
380 В
, однако наибольшее применение нашли ТЭНы рассчитанные на напряжение 127, 220 и 380 В.
Рассмотрим возможные варианты включения ТЭН в однофазную сеть.
2.1. Включение в розетку.
ТЭНы мощностью не более 1кВт (1000 Вт) можно смело включать в розетку через обычную штепсельную вилку, так как такой мощностью обладает основная масса электрических чайников и кипятильников, которыми мы разогреваем воду.
Через обычную вилку можно включить параллельно
два ТЭН, но у обоих нагревателей мощность должна быть не более 1 кВт (1000 Вт), так как при параллельном соединении их общая мощность увеличивается до 2 кВт (2000 Вт). Таким образом, можно включить несколько нагревателей, но их общая мощность должна составлять не более 2 кВт, а для включения в розетку необходимо использовать более мощную вилку.
Бывает ситуация, когда дома завалялись несколько нагревателей, рассчитанных на рабочее напряжение 127 В, выкинуть их рука не поднимается, а в домашнюю сеть не включишь. В этом случае нагреватели включаются последовательно
, что дает возможность подавать на них повышенное напряжение. При последовательном соединении двух нагревателей с напряжением 127 В их мощность остается прежней, а общее сопротивление увеличивается в два раза. Например, при включении двух нагревателей мощностью по 500 Вт их общая мощность составит 1000 Вт.
Однако в этой схеме есть один недостаток: если выйдет из строя любой из ТЭН, то работать не будут оба, так как разорвется электрическая цепь и прекратится подача питания.
Также надо помнить, что при последовательном соединении двух нагревателей с рабочим напряжением 220 В их общая мощность уменьшается
в два раза, так как из-за увеличения общего сопротивления каждый нагреватель будет получать около 110 В вместо положенных 220 В.
2.2. Включение через автоматический выключатель.
Будет на много удобнее, если на ТЭНы подавать напряжение с помощью автоматического выключателя. Для этого необходимо в домовом щитке предусмотреть автомат, или же автомат установить непосредственно рядом с нагревательным устройством. Подача и отключение напряжения будет осуществляться включением/выключением
автоматического выключателя.
Следующий вариант включения нагревателей осуществляется двухполюсным выключателем, что является наиболее предпочтительным, так как в этом случае фаза и ноль разрываются одновременно и ТЭН полностью отключается от общей схемы. Напряжение подается на верхние клеммы выключателя, а к нижним подключается нагреватель.
Если электрический нагреватель используется для нагрева воды и в доме , то для защиты от поражения электрическим током в случае пробоя изоляции нагревателя есть смысл или дифавтомат.
В этом случае заземляющий проводник
соединяют с корпусом ТЭНа или подключают на специальный винт, закрепленный на корпусе емкости. Рядом с таким винтом изображают знак заземления. Рассмотрим схему с дифавтоматом:
Рядом с таким винтом изображают знак заземления. Рассмотрим схему с дифавтоматом:
Защита с дифавтоматом работает следующим образом: при пробое изоляции нагревателя на его корпусе появляется фаза, которая используя наименьшее сопротивление «пойдет» по заземляющему проводнику РЕ
и создаст
ток утечки
. Если этот ток превысит уставку, то дифавтомат сработает и отключит подачу напряжения. Если в цепи произойдет
короткое замыкание
, то и в этом случае сработает дифавтомат и обесточит ТЭН.
При использовании УЗО между ним и нагревателем необходимо установить дополнительный однополюсный автомат, который в случае короткого замыкания отключит подачу напряжения на нагреватель и защитит УЗО от тока короткого замыкания. В случае пробоя изоляции УЗО отключит подачу напряжения.
Вариант подключения к трехфазной сети питания типа ТРЕУГОЛЬНИК
Рассмотрим на схеме второй вариант подключения нагревательных элементов к трехфазной сети под названием ТРЕУГОЛЬНИК.
При данном варианте нагреватели соединяются между собой последовательно. У нас в итоге должно сформироваться три плеча для фазы А, В и С. Для примера:
- Для А фазы – соединяем первый вывод ТЭНа №1 и первый вывод ТЭНа №2
- Для В фазы – соединяем второй вывод ТЭНа №2 и второй вывод ТЭНа №3
- Для С фазы – соединяем второй вывод ТЭНа №1 и первый вывод ТЭНа №3
Теперь, когда мы познакомились с двумя типами подключения ТЭНов, можно рассмотреть зависимость мощности и температуры нагревателей от типа схемы подключения.
Чем отличается воздушный тэн от водяного
Чем отличаются патронные ТЭНы от стандартных трубчатых нагревателей?
Несмотря на то, что патронные и трубчатые электронагреватели имеют некоторую внешнюю схожесть, служат они для решения совершенно разного рода задач.
Патронные нагреватели относятся к разряду промышленных нагревательных элементов резистивного типа действия. Конструкция включает в себя: металлический корпус, резистивный провод, изоляцию и контактные провода. Большая часть пальчиковых нагревателей используемых в промышленной сфере нагрева представлены в виде прямых цилиндрических трубок, диаметр которых позволяет с легкостью устанавливать их в специально отведенные отверстия. Эти отверстия сверлятся с использованием стандартных сверл соответствующего размера для нагревателя. Некоторые производители советуют удлинять отверстия после бурения для нагревателей высокой плотности.
Большая часть пальчиковых нагревателей используемых в промышленной сфере нагрева представлены в виде прямых цилиндрических трубок, диаметр которых позволяет с легкостью устанавливать их в специально отведенные отверстия. Эти отверстия сверлятся с использованием стандартных сверл соответствующего размера для нагревателя. Некоторые производители советуют удлинять отверстия после бурения для нагревателей высокой плотности.
Согласно стандартам сборки, диаметр тела нагревателя может составлять от 3 до 5 миллиметров. Мощность патронника ограничена площадью рабочей поверхности, которая зависит от диаметра греющего элемента. Длина также зависит от диаметра и может составлять не менее 50 мм и не более 1300 мм.
Как в патронных, так и в трубчатых нагревателях находится элемент высокого сопротивления из нихромовой проволоки, которая изолирована от металлического корпуса периклазом. Нагревательный элемент прикреплен к концу трубки, от которой отводятся штыри для внешнего подключения. Патронные нагреватели обычно комплектуются гибкой электропроводкой, которая прикреплена к специальным штырям питания или отведена снаружи изолированного обжимного соединения. Также она может быть протянута через внутреннее механическое соединение обжимом. В трубчатых нагревателях соединения обычно проходят через резьбовые стержни или клеммы.
Также она может быть протянута через внутреннее механическое соединение обжимом. В трубчатых нагревателях соединения обычно проходят через резьбовые стержни или клеммы.
Трубчатые электронагреватели
Иногда патронные ТЭНы ошибочно относят к разряду трубчатых элементов нагрева. Форма патронника может быть представленной только в форме цилиндра или прямоугольника без изогнутостей. Устанавливают их в предварительно высверленные отверстия пресс-форм или иные инструменты требующие нагрева. В свою очередь трубчатые устройства могут выполняться в самых различных форменных вариациях. Длина, диаметр, выводы и корпусная оболочка также могут изготавливаться под заказ в разных вариантах. В то время как патронные нагреватели обычно скользят в просверленные отверстия во время установки, трубчатые нагреватели привариваются к металлическим поверхностям или отливаются в металлы. Они часто используются в печах, камерах и другом высокотемпературном оборудовании.
Трубчатые нагреватели могут быть погружными (устанавливаться в емкости с жидкостью) или нагревать воздух. Их монтируют на такие объекты, как контейнеры и резервуары, устанавливаются в пластинах с фрезерованными канавками, погружаются непосредственно в жидкости или даже устанавливаются в устройствах для нагрева воздуха и газа. Они также могут быть доступны в одно- и двухстороннем исполнении, где провода присоединяются с одного или двух концов нагревателя одновременно. Типичное соединение трубчатого нагревателя представляет собой резьбовой стержень с керамическим или слюдяным изолятором.
Их монтируют на такие объекты, как контейнеры и резервуары, устанавливаются в пластинах с фрезерованными канавками, погружаются непосредственно в жидкости или даже устанавливаются в устройствах для нагрева воздуха и газа. Они также могут быть доступны в одно- и двухстороннем исполнении, где провода присоединяются с одного или двух концов нагревателя одновременно. Типичное соединение трубчатого нагревателя представляет собой резьбовой стержень с керамическим или слюдяным изолятором.
Внутренняя конструкция трубчатых нагревателей напоминает конструкцию пальчиковых нагревателей. Как правило, они содержат резистивный элемент, служащий непосредственным звеном, вырабатывающим тепловую энергию. Один конец имеет терминальное соединение. Нагревательный элемент центрируется в оболочке, заполненной изолятором MgO. Изоляционный материал уплотняется, чтобы стабилизировать катушку и способствовать передаче тепла на поверхность нагревателя.
Поскольку пальчиковые нагреватели имеют более простую геометрию, они иногда могут обеспечить более высокую поверхностную мощность, чем трубчатые нагреватели. Причина этого заключается в том, что их нагревательные элементы могут располагаться ближе к поверхности корпуса, чем в трубчатых нагревателях, где резистивная спираль адаптируется к изгибам или изменениям геометрии.
Причина этого заключается в том, что их нагревательные элементы могут располагаться ближе к поверхности корпуса, чем в трубчатых нагревателях, где резистивная спираль адаптируется к изгибам или изменениям геометрии.
Материалы для сборки патронных и трубчатых ТЭНов
Материал корпуса. Как патронные нагреватели, так и трубчатые нагреватели могут быть оснащены корпусом из сплава на основе никеля и нержавеющей стали. Кроме того, корпус из медного сплава часто используется для трубчатых нагревателей в тех случаях, когда устройство предназначено для нагрева воды. Низкоуглеродистая сталь для оболочки трубчатых нагревательных элементов используется в случаях воздействия тепла на смолы, асфальт или подобные материалы.
Электрические провода. У патронных нагревателей в стандартном варианте электровыводы находятся с одной стороны. Электропроводка может иметь изоляцию из различных материалов в зависимости от требуемых температур в процессе работы нагревательного устройства. Трубчатые нагреватели обычно имеют одну электрическую клемму на каждом конце трубки. Провода могут быть использованы в качестве проводов, но более типичными типами подключения к сети являются резьбовые стержни или клеммы с петельками, отделенные от корпуса нагревателя керамическим или слюдяным изолятором. По запросу могут быть изготовлены односторонние трубчатые нагреватели с двумя электрическими выводами, выступающими на одном конце, как пальчиковые нагреватели.
Трубчатые нагреватели обычно имеют одну электрическую клемму на каждом конце трубки. Провода могут быть использованы в качестве проводов, но более типичными типами подключения к сети являются резьбовые стержни или клеммы с петельками, отделенные от корпуса нагревателя керамическим или слюдяным изолятором. По запросу могут быть изготовлены односторонние трубчатые нагреватели с двумя электрическими выводами, выступающими на одном конце, как пальчиковые нагреватели.
Трубчатые нагреватели могут иметь ребра, обеспечивающие ускоренный теплообмен для естественной конвекции или принудительного нагрева воздушного пространства. Ребра прикреплены к стандартным трубчатым нагревателям с помощью специальных механизмов.
Монтаж: Патронные нагреватели обычно устанавливаются в открытых отверстиях. При монтаже, как правило, старайтесь держать его в открытых канавках, поскольку удаление нагревателя из глухого отверстия может быть проблематичным при наличии коррозии или мусора.
Трубчатые нагреватели могут быть припаяны или приварены к нагретым поверхностям. Но наиболее широко используемый способ монтажа — это применение монтажного кольца или кронштейна. Особенно часто такие подходы применимы в случае нагревания баков, которые не находятся под давлением и не герметичны. Обычный способ крепления нагревателя к кронштейну — специальные колышки или опрессовка. Фитинги переборки используются для крепления нагревателей через стенки резервуара. Способ подключения к нагревателю зависит от таких факторов, как количество присутствующего давления или вакуума и качество нагреваемого газа или жидкости.
Защита от воздействия влаги. Ни патронные нагреватели, ни трубчатые нагреватели не защищены полностью от влияния влаги из окружающей среды. Это следует помнить, так как оба типа нагревателей и их внутренний изолятор, оснащены периклазным порошком, который является гигроскопичным. Во многих случаях оба типа нагревателей высыхают при включении. Во влажных условиях можно использовать более экзотические уплотнительные материалы, такие как силиконы, RTV или эпоксидные смолы, чтобы минимизировать риск короткого замыкания, вызванного влагой.
Изменение формы оболочки. Корпуса, применяемые для пальчиковых нагревателей, обычно подвергаются холодному штампованию, когда цилиндрическая форма проходит через ограничивающую головку, чтобы уменьшить ее диаметр. В данном случае используется методика, аналогичная способу волочения проволоки. Указанное действие можно назвать «опрессовкой труб». Оболочки трубчатых элементов нагрева обычно проходят прокатку и отжиг для уменьшения затвердевания. Затем нагревателям придают необходимую форму на заводе изготовителя, или непосредственно перед установкой на объект нагрева. Если клиент самостоятельно формирует обогреватель, он должен проявить осторожность, чтобы не допустить разрушение оболочки или возникновение признаков растрескивания под нагрузкой.
Устройства обладающие жестким изгибом обязаны пропускаться сквозь специальные матрицы для сохранности свойств изоляционного материала, а именно его диэлектрических характеристик.
Заказать патронные нагреватели или нагреватели трубчатого типа от «Полимернагрев» можно в любое время, воспользовавшись контактными данными на сайте. В процессе заказа вы можете получить всю необходимую информацию по установке и эксплуатации электронагревателей.
В процессе заказа вы можете получить всю необходимую информацию по установке и эксплуатации электронагревателей.
ТЭН воздушный – составная часть большого числа отопительных устройств
Тэны представляет собой трубчатый электронагреватель, действующий по принципу трансформации энергии из электрической в тепловую.
На данный момент тэны являются очень распространенным устройством, которые применяются, как базовый элемент для обогревателей разной мощности. Конструкция тэнов достаточно проста.
В металлической трубке расположены навитая нить нихрома и изолятор, по краям выступают шпильки.
Спираль изолируется от внешних стенок специальным электроизоляционным песком. Для защиты тэна от влаги проводится надежная герметизация. Мощность тэна зависят от диаметра трубки, напряжения и длины тэна. Усложняется она в различных случаях дополнительными устройствами.
Устройство и использование
С целью создания благоприятной и комфортной атмосферы в любом помещении большую роль играет поддержание температуры воздуха. По этой причине большой популярностью пользуются воздушные тэны, которые служат комплектующими элементами для многих систем обогрева.
По этой причине большой популярностью пользуются воздушные тэны, которые служат комплектующими элементами для многих систем обогрева.
Воздушные тепловые электронагреватели применяются для нагрева воды либо всевозможных смесей газов. Выделяют два основных вида по принципу нагрева:
- Первый работает в условиях спокойной воздушной среды
- Второй – в движущемся воздухе.
Для производства тэнов используют углеродистую либо нержавеющую сталь.
Тэны делятся на три типа:
- открытые
- закрытые
- и герметичные, которые пользуются наибольшей популярностью на современном рынке.
Чаще всего для бытовых нужд применяют стандартные элементы. И только в случае технических особенностей, устанавливаются узконаправленные нагреватели. При оценке любого нагревателя основным критерием является характеристики и надежность работы тэна.
Основными характеристиками тэна являются:
- форма
- напряжение
- и мощность, которая может составлять от 200 ватт до 24 киловатт.

Повышение данных показателей свыше стандартов необходимо только в случае особых требований, таких как большая площадь, плохо утепленная либо другие специфические особенности планировки.
Воздушные элементы создаются в виде всевозможных форм. В последнее время можно установить специальный крепеж, благодаря которому есть возможность легко устанавливать нагревательные элементы на любой поверхности. Также тэны могут быть оребренными.
Воздушное отопление применяют во многих сферах, например, некоторые люди с успехом применяют воздушное отопление гаража.
А продвинутые садоводы делают у себя в теплицах отопление с помощью горячего воздуха, вот здесь описана технология: https://obogreem.net/otoplenie-zdanij/dom/otoplenie-teplici.html
Особенности и эксплуатация оребренных тэнов
Оребрение электрических нагревательных элементов выполняется для повышения теплоотдачи. Достигается это при помощи углеродистой ленты. Суть этого процесса заключается в том, что увеличение мощности можно достичь увеличением длины и количества нагревательных элементов, но граничные размеры не позволяют это сделать. В таких случаях и применяют оребрение тэнов. Как правило, эта необходимость возникает в промышленных помещениях. По такому прицепу производится большое количество нагревателей во всех странах. В зависимости от климатических условий и требований промышленности рынок наполняется данным видом тэнов.
В таких случаях и применяют оребрение тэнов. Как правило, эта необходимость возникает в промышленных помещениях. По такому прицепу производится большое количество нагревателей во всех странах. В зависимости от климатических условий и требований промышленности рынок наполняется данным видом тэнов.
По существующим стандартам выделяют несколько классов оребренных тэнов. Квалифицируют их по буквенному обозначению: R, S, N, К, O, T.
Между ними имеются отличия в материале, который используется для изготовления тэна и спецификой эксплуатации.
Воздушные нагревательные элементы с маркировками – О, R или S производятся из углеродистой стали, а тэны с обозначением Т изготавливают из нержавеющей стали.
Оребренные тэны можно эксплуатировать только в предназначенной для них среде.
Активная часть обязательно должна находиться полностью в рабочей среде. При работе такого тэна температура на корпусе тэна должна не превышать 450 °С.
Ремонт оребренных нагревательных элементов должны проводить только специалисты, так как это достаточно специфическая и опасная процедура. Нельзя проводить ремонт, когда элемент подключен к питанию.
Нельзя проводить ремонт, когда элемент подключен к питанию.
Системы отопления в которых воздух является теплоносителем, носят название: воздушное отопление частного дома. Помимо отопления данная система выполняет также роль вентиляции.
Конвекторы электрические используют электроэнергию, но перенос тепла осуществляется посредством воздуха. Чем они лучше других отопительных приборов? Об этом узнаете в этой статье.
С чем связаны значительные отличия цен на воздушные тэны
Тэны очень широко нашли свое применение в жилых домах, и в промышленных помещениях. В соответствии с требованиями к электрическому нагревателю формируется и цена, чем мощнее тэн тем выше стоимость.
Тэны используются при комплектации обогревателей. Конкретную стоимость назвать сложно, так как характеристики тэнов очень разнообразны, соответственно и цены значительно варьируют. Стоимость зависит от качества, мощности и производителя.
Важно то, что стандартных характеристик достаточно для решения бытовых потребностей. Только в промышленных целях или специфических требованиях жилого помещения устанавливаются более мощные тэны, которые значительно возрастают в цене.
Только в промышленных целях или специфических требованиях жилого помещения устанавливаются более мощные тэны, которые значительно возрастают в цене.
Стоит отметить, что при поломке обогревателя достаточно просто заменит тэн, и прибор благополучно продолжит служить хозяину.
Рост цены вызван сложностью сборки и качеством материалов. Также важна безопасность использования. Крупные фабрики – производители могут предложить создать под заказ тэн, который будет четко отвечать требованиям конкретного помещения. Цена также может при этом увеличится, но результат стоит того, так как правильно подобранный обогреватель сохранит целостность помещения и создаст комфортную атмосферу.
Стоимость электрических нагревательных элементов начинается от 6 – 7 $ и в соответствии с дополнительными потребностями цена будет расти. Фирма – производитель также играет большую роль в качестве воздушных тэнов. Стоит обращать внимание на страну, в которой произведен данные тэн, чем дальше она находится, тем дороже будет цена тэна, так как дороже транспортировка.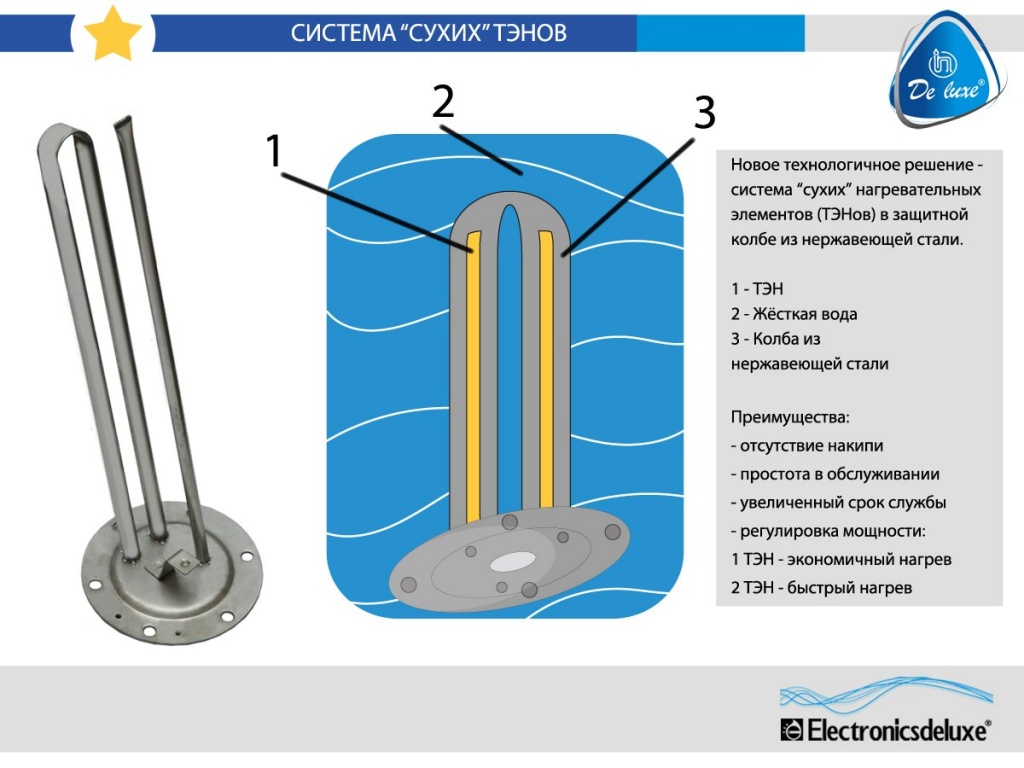 В остальном стоит руководствоваться только потребностями помещения, чем их больше, тем выше цена.
В остальном стоит руководствоваться только потребностями помещения, чем их больше, тем выше цена.
В стоимость воздушных тэнов входят меры безопасности, и это статья расходов, в которую стоит вложить деньги, это связано с тем, что устройство плохого качества может привести к тяжелым последствиям, начиная от ожогов, заканчивая пожарами.
ТЭНы для воды, воздуха и других сред.
Доброго времени суток, мои дорогие читатели! В моих статьях я часто упоминаю слово ТЭН, еще нигде толком о них ничего не рассказывал. Этот недочет необходимо исправить! Поэтому я и решил написать данную статью, в которой дам краткий ликбез по данной (достаточно обширной) теме. А в одной из следующих статей я расскажу как подключать ТЭНы у электрического котла. Сразу скажу, что не претендую на полноту обзора и буду рад вашим замечаниям и комментариям, на основе которых можно будет дополнить данную статью. Итак, начнем с определения.
Что такое ТЭН.
ТЭН (сокращение от трубчатый электронагреватель) — это простейший электрический нагревательный прибор, который имеет самые разнообразные области применения:
- Отопление — ТЭНы применяются в качестве нагревателей в электрических котлах, электрокаменках для саун, масляных радиаторах и так далее.

- Горячее водоснабжение — с помощью ТЭНов нагревают воду накопительные и проточные водонагреватели. Да и в обычных бытовых чайниках тоже установлен ТЭН.
В общем, сфера применения таких приборов очень широкая. Везде, где нужно что-либо нагреть можно задуматься о применении того или иного вида ТЭНов. Теперь давайте подробно рассмотрим основные виды трубчатых электронагревателей:
- ТЭНы для нагрева жидкостей — чаще всего при помощи таких приборов нагревают воду для тех или иных целей, но из этого правила есть исключения. Например, существуют модели, предназначенные для нагрева машинного масла или пищевых продуктов.
- ТЭНы для нагрева воздуха — и так понятно, что такими приборами нагревают воздух, но тут есть свои нюансы — наличие или отсутствие обдува и скорость обдувающего воздуха. Кроме того, воздушные ТЭНы могут быть с оребрением, при помощи которого увеличивается площадь их поверхности.
Основные характеристики и устройство ТЭНов.
Для того, чтобы понять как устроен трубчатый электронагреватель посмотрите ниже на рисунок:
- Оболочка — металлическая трубка.
 В качестве оболочки применяются медные, стальные или алюминиевые трубки разных диаметров.
В качестве оболочки применяются медные, стальные или алюминиевые трубки разных диаметров. - Контактный стержень — металлический стержень с резьбой на конце, через который подключается питание ТЭНа.
- Нагревательный элемент — спираль из сплава с высоким удельным сопротивлением.
- Наполнитель — в качестве наполнителя используется диэлектрик периклаз (белый порошок оксида магния).
- Герметизирующий материал — защищает наполнитель от попадания наружной влаги и тем самым сохраняет его свойства.
- Контактные шайбы и гайки нужны для крепления клемм.
- Изолятор — разделяет контактный стержень и оболочку ТЭНа. Нужен для защиты от утечки тока на корпус.
На рисунке указаны параметры длины. Давайте расшифруем их значение:
- L — развернутая длина нагревателя. По ГОСТу она равна сумме длин прямолинейных и изогнутых участков.
- Lа — активная длина. Равна длине нагревательного элемента.
- Lk — это длина заделки контактного стержня.
 Длина заделки нормируется и указывается в маркировке при помощи литеры.
Длина заделки нормируется и указывается в маркировке при помощи литеры. - Ly — это длина пути тока утечки. Специальная нормируемая величина.
- d — диаметр ТЭНа.
Как читать маркировку ТЭНов.
Для того, чтобы можно было отличать одни ТЭНы от других была разработана специальная маркировка, закрепленная государственным стандартом. Она наносится на поверхность при помощи пресса и должна находиться недалеко от изолятора. Рассмотрим для примера такую маркировку:
100А13/1,6р220 — 2R30
- Цифрой 100 обозначена развернутая длина ТЭНа в сантиметрах.
- Буквой «А» в маркировке зашифрована глубина заделки контактного стержня (расшифровку приведу ниже).
- Цифра 13 обозначает диаметр трубки в миллиметрах.
- Цифра 1,6 обозначает мощность нагревателя в кВт.
- При помощи буквы «р» зашифрованы нагреваемая среда (в данном случае вода и слабые растворы щелочей или кислот) и материал трубки (углеродистая сталь).
- Цифра 220 обозначает напряжение питания 220 В.
- Цифра 2 — это номер формы ТЭНа (в данном случае он U-образный).
- R30 — радиус загиба ТЭНа в миллиметрах.
Теперь давайте расшифруем длину заделки контактных стержней. Смотрим ниже на рисунок:
Теперь перейдем ко второй букве в маркировке. Приведу расшифровку наиболее популярных вариантов:
| Буква | Нагреваемая среда | Материал трубки | Максимальная удельная мощность, Вт/см 2 |
| X | Вода или слабые растворы щелочей и кислот | Медь или латунь | 9 |
| P | Вода или слабые растворы щелочей и кислот | Углеродистая сталь | 15 |
| J | Вода или слабые растворы щелочей и кислот | Нержавеющая сталь | 15 |
| Z | Жиры или масла | Углеродистая сталь | 3 |
| O | Воздух или другие смеси газов (с обдувом) | Углеродистая сталь | 5 |
| S | Воздух или другие смеси газов (без обдува) | Углеродистая сталь | 2,2 |
Более подробно все расшифровано в ГОСТе 13268-88. Для воздушных ТЭНов прописано наличие или отсутствие обдува и даже необходимая скорость воздуха. Если вы будете использовать ТЭНы предназначенные для обдува на спокойном воздухе, то они быстро перегорят из-за слишком большой удельной мощности. Для полноты обзора добавлю картинку с формами. Это поможет вам легче в них ориентироваться:
Для воздушных ТЭНов прописано наличие или отсутствие обдува и даже необходимая скорость воздуха. Если вы будете использовать ТЭНы предназначенные для обдува на спокойном воздухе, то они быстро перегорят из-за слишком большой удельной мощности. Для полноты обзора добавлю картинку с формами. Это поможет вам легче в них ориентироваться:
Какие ТЭНы применяются в электрических котлах и водонагревателях.
Ранее я писал отдельную статью по электрическим котлам, которую тоже рекомендую прочитать. Ну да ладно, давайте перейдем к делу. В качестве нагревательных элементов для электрических котлов применяются блоки ТЭНов. Представляют они из себя несколько нагревателей, которые объединены вместе при помощи гайки. Чтоб было понятнее смотрите ниже на рисунок:
Гайка может быть следующих диаметров: 1,25 дюйма, 2 дюйма и 2,5 дюйма. Уплотняется такой блок при помощи кольцевого резинового уплотнения (если оно предусмотрено конструктивно) или при помощи подмотки нитью или ФУМ-лентой. Что касаемо трубок, они могут быть изготовлены из углеродистой или нержавеющей стали. Нержавейка дороже, но значительно дольше живет чем черная сталь.При мощностях до 9 кВт, внутри котлов могут быть установлены блоки с напряжением питания 220 В. При большей мощности, в котлах устанавливаются блоки под трехфазное напряжение 380 В.
Что касаемо трубок, они могут быть изготовлены из углеродистой или нержавеющей стали. Нержавейка дороже, но значительно дольше живет чем черная сталь.При мощностях до 9 кВт, внутри котлов могут быть установлены блоки с напряжением питания 220 В. При большей мощности, в котлах устанавливаются блоки под трехфазное напряжение 380 В.
Теперь перейдем к ТЭНам для водонагревателей. Они могут быть выполнены на резьбовой гайке (чаще всего диаметром 1,25 дюйма) или на фланце, который зажимается при помощи болтов. Смотрим ниже на рисунок:
ТЭН для водонагревателя на фланце
Есть еще «сухие» ТЭНы. Они изолированы от воды в специальных колбах и производители утверждают, что они более безопасны, чем обычные. Хотя все их преимущества в безопасности можно свести на нет при помощи установки УЗО, которое будет отключать питание при наличии тока утечки больше 30 мА.
«Сухой» ТЭН
Резюме статьи.
Данная статья предназначена для тех, кто слабо представляет себе из чего сделан ТЭН и для чего он нужен, поэтому прошу специалистов не судить строго, а помочь дополнить ее при помощи хороших и интересных комментариев. На этом все, желаю всем удачи!
На этом все, желаю всем удачи!
Сообщества › Сделай Сам › Блог › Ребята подскажите по тэну
В гараже нашел 2 тэна. Но очкую его подключать. По надписи понятно что на 220 вольт. 2.5 это скорей всего мощность, но может быть и сила тока. 77 что такое не знаю. Подключать провода к двум концам? А если оба подключить то параллельно они подключаются?
Смотрите также
Метки: тэн
Комментарии 64
10 лет такими пользовался.
У меня тоже 2 таких было. Не помню как подключал, но без обдува. Расплавились…
Хорошо вовремя пришел в гараж, деревянный пол начал гореть в местах где раскаленный алюминий стёк на пол, весел перед воротами. Поэтому глаз да глаз в первый день ! Мало ли…
на улице какая температура была?
Середина осени. Где-то + 5-8
в минус 20 думаю не расплавится
Подключай 2 штуки последовательно, у меня в гараже такие.
Прочитал множество коментов и пришёл к выводу, как ни включай эти ТЭНы, а за расход электричества придётся заплатить))).
Закон Ома вам в помощь. Т.е. сила нагрева будет больше при параллельном подключение, но проводка может погореть . Вот как то так, вообще это дебри электротехники.
3 недели назад подключал такие в гараже в сеть, подключал последовательно. Через 10 минут работы, жарили хорошо. Вот фото vk.com/id113493420?z=phot…1481606%2Fphotos113493420
ТЭНР (ТЭН оребренный) бывают “обдуваемые” и “необдуваемые”, маркировка должна быть разная (O -подвижный воздух S -спокойный воздух)
параллельно включать ТОЛЬКО ПРИ ОБДУВЕ, если без обдува тогда последовательно. Мощность 2,5 кВТ напряжение 220 В
Последовательно включай, работают без обдува. Консервную банку с водой сверху, что бы воздух не сушили. Хорошая печка получается )
Скорее всего это простые оребренные воздушные ТЭНы мощностью по 2,5 кВт. Единственное надо смотреть для какой среды — либо для спокойной воздушной, либо с обдувом. В любом случае можно подключить через автомат или прозвонить на предмет обрыва/пробоя. Можно еще подключить через димер (регулятор мощности) в этом случае (если они живые) сможешь конролироать их мощность (нагрев)
Можно еще подключить через димер (регулятор мощности) в этом случае (если они живые) сможешь конролироать их мощность (нагрев)
к одному концу ноль, к другому-фаза. 2,5 это киловатты через 16 ый автомат пускай, если не исправно автомат отрубит
подключал последовательно, мерил токовыми клещами на проводе 20 ампер, что необходимо учитывать при подключении к слабой проводке.
Я включал два последовательно, все равно поплавились. Нужен обдув.
У меня с 1997 года работают последовательно.
Сухие ТЭНы. Устройство и особенности. Виды и преимущества
Холодная вода нагревается в бойлере ТЭНом. Это трубчатый электронагреватель. Он состоит из трубки, в которой расположена спираль из проволоки, нагревающейся от электрического тока. Между проволокой и трубкой засыпан песок с диэлектрическими свойствами для предотвращения замыкания.
Бойлер состоит из емкости с выводами для горячей и холодной воды. ТЭН находится в емкости, нагревает воду. На ТЭНе со временем появляется налет в виде солей магния и кальция. Слой соли становится все больше, передача тепла ухудшается, затрачивается больше времени на нагрев, а следовательно, повышаются расходы на электроэнергию.
На ТЭНе со временем появляется налет в виде солей магния и кальция. Слой соли становится все больше, передача тепла ухудшается, затрачивается больше времени на нагрев, а следовательно, повышаются расходы на электроэнергию.
Есть решения этой проблемы в виде различных фильтров воды и магниевых стержней. Но появились бойлеры с инновационным решением в виде сухого ТЭНа. В бойлерах располагают металлическую колбу, соприкасающуюся с водой. В колбу помещены сухие ТЭНы для нагревания. Все чаще изготовители оснащают водонагреватели таким сухим ТЭНом. Он продлевает работу устройства, упрощает обслуживание. Большинство изготовителей перешли на сухие нагреватели, так как это является перспективным направлением, снижающим затраты на электроэнергию и покупку бойлера.
Конструкция сухих ТЭНов постоянно совершенствуется. Существует несколько типов исполнения:
- В колбу с ТЕНом залито масло. Его теплопроводность выше воздуха, возникает экономия энергии для нагревания воды.

- Наиболее простой вариант. ТЭН находится в колбе в воздухе. Это дешевая конструкция, техническое обслуживание и замену ТЭНа легко произвести.
При работе на сухом ТЭНе нет контакта с водой и опасности поражения током. Когда спираль из проволоки перегорит, то она может прикоснуться к стенкам трубки, возникнет напряжение на корпусе бойлера. Качественные сухие ТЭНы надежные в плане безопасности. При выходе из строя они просто не работают, проволока не касается трубки. Но опасность все равно существует.
Обычные трубчатые нагреватели применяются в бытовой технике для нагрева жидкостей. Воздушные сухие ТЭНы применяются реже, но его свойства все чаще используются в различных сферах промышленности и быта. Они применяются для нагревания смесей газа, воздуха, в электрокалориферах, печах для сауны, конвертерах, пушках в тепловых завесах.
Виды сухих ТЭНовКлассы нагревателей основаны на принципиальных схемах работы в различных средах. Они отличаются тем, что могут работать в спокойных или движущихся средах. От этого зависит прочность конструкции, ее долговечность. Нагреватели для спокойных условий выполняют менее прочными и защищенными от температуры.
От этого зависит прочность конструкции, ее долговечность. Нагреватели для спокойных условий выполняют менее прочными и защищенными от температуры.
По сферам использования воздушные нагреватели разделяются по значению поддерживаемого напряжения, в зависимости от решаемой задачи. Универсальным ТЭНом классического типа можно считать воздушный нагреватель на 220 вольт. Его применяют в бытовых приборах, в областях производства для нагревания жидкостей согласно технологических процессов. В специальных сферах промышленности применяют сухие ТЭНы на 380 или 660 вольт.
Материалы изолятораОбычный воздушный сухой нагреватель состоит из металлической трубки со спиралью из проволоки с высоким сопротивлением внутри нее. Для поддержания хорошей герметичности, составные части плотно прилегают друг к другу, использован специальный изоляционный материал.
Покупатели должны знать, какой материал входит в состав элемента. Сухие тэны с металлическими ребрами выполняются из нержавеющей или углеродной стали. В каждом случае подходит индивидуальный вариант, так как рабочая среда предназначена для своих параметров действия на материал. Универсальным свойством материала является коррозионная стойкость. Для воздушных сухих нагревателей такие требования не высоки, по сравнению с нагревателями для жидкостей.
В каждом случае подходит индивидуальный вариант, так как рабочая среда предназначена для своих параметров действия на материал. Универсальным свойством материала является коррозионная стойкость. Для воздушных сухих нагревателей такие требования не высоки, по сравнению с нагревателями для жидкостей.
В обычных нагревателях воды (трубчатых) элемент нагрева помещается непосредственно в воду. В водонагревателях с вариантом сухого ТЭНа элемент нагрева располагают в запаянной трубке, контакта с водой нагреватель не имеет.
Обычный водяной нагреватель комплектуется анодом из магния, для защиты от накипи в баке. При использовании сухого нагревателя анод помещается в бак через отдельное отверстие.
По форме также нагреватели разных типов имеют отличия. Сухой нагреватель тонкий и прямой, так как он располагается в металлической трубе, а обычный ТЭН бывает самой разной формы.
Сухой нагреватель входит в комплект баков выше 50 литров, так как по своим размерам он не подойдет для бака меньшего размера.
Элементы нагревателя со свойствами гибкости показывают подход высоких технологий к осуществлению нагрева среды. Их отличие от обычных нагревателей в том, что человек может без специального инструмента задать ТЭНу любую необходимую форму. Свойство гибкости не снижает эксплуатационные качества изделия. Нагреватель конкурирует в свойствах мощности и термической стойкости с обычными моделями, в том числе и с жидкостными.
Гибкие сухие воздушные нагреватели используются в специальном оборудовании и пресс-формах с горячими каналами. Специфика производства создала условия необходимости конструирования гибкой структуры.
Технические данныеСухие тэны выпускаются в огромном ассортименте, несмотря на малую распространенность в сравнении с аналогами для жидкости. Их характеристики различны по рабочим свойствам и по конструкции. Длина контактного стержня достигает длины 60 см, от этого значения зависит сфера применения. По месту использования выбирают нагревательный элемент по конфигурации, свойствам и размерам.
По месту использования выбирают нагревательный элемент по конфигурации, свойствам и размерам.
Диаметр трубки колеблется в пределах 8-16 мм. Существуют разные варианты моделей нагревателей по быстродействию нагревания, которое обуславливается мощностью. Широкое распространение получил нагреватель воздушного сухого типа мощностью 2 кВт, на напряжение 380 вольт. Модели более 40 см могут работать в сети 220 вольт. Также применяются и другие нагреватели в широком диапазоне мощностей от 0,2 до 10 кВт.
Установка сухих нагревателейМонтаж и крепление производится механическими фиксаторами в виде хомутов, втулок, зажимов и скоб. Широко применяется способ пайки, который нужно выполнять осторожно. Точки пайки необходимо размещать от торца нагревателя на 50 мм. Сухой нагреватель гибкого типа закрепляется на раствор клея или механическим методом укладки в пазы.
Особенности обслуживанияФирмы изготовители производят все более качественные изделия для нагревания воды с высокими защитными свойствами. Но, если вовремя не проводить обслуживание оборудования, то долговечная эксплуатация их невозможна. Необходимо чистить поверхности нагрева от загрязнений с интервалом времени, зависящим от условий работы и свойств среды.
Но, если вовремя не проводить обслуживание оборудования, то долговечная эксплуатация их невозможна. Необходимо чистить поверхности нагрева от загрязнений с интервалом времени, зависящим от условий работы и свойств среды.
При использовании гибкого воздушного электронагревателя требуется защитная смазка мест прилегания элемента. Перед началом запуска оборудования необходимо удалить с него консервационную смазку, которая будет мешать для оптимальной тепловой отдачи.
Сухие ТЭНы имеют недостаткиБытует мнение, что сухой нагреватель не экономичный, так как в металлической трубке есть зазор между спиралью и стенкой трубки. Сначала греется трубка, а потом греется вода. Но это утверждение можно опровергнуть. Нагрев проходит внутри среды, потери для нагрева наименьшие. Диаметр ТЭНа меньше диаметра трубки на 2 мм, прослойка воздуха минимальная.
Мощность сухих нагревателей меньше обычных. Их мощность достигает 1200 ватт, по сравнению с обычными на 2 кВт. Зато сухие ТЭНы устанавливают 2 штуки на один бойлер, общая разница в мощности получается незначительная.
Недостаток, с которым не поспоришь, это высокая цена. Разница в стоимости примерно в 1,5 раза.
Преимущества- Простое обслуживание . Для замены элемента будет необходима отвертка для снятия корпуса из пластика и отвинчивания распорного винта. Больше никаких работ не требуется, только вытащить неисправный элемент и установить новый. А для замены «мокрого» ТЭНа вам нужно сливать воду, отвинчивать фланец, остатки воды могут вылиться на вас. Необходимо каждый раз менять прокладку под фланцем. Это грязная и дорогостоящая работа.
- Цена нагревателя . Сухой элемент стоит около 15 долларов. Это зависит от производителя и продавца. «Мокрый» элемент стоит от 26 долларов и выше. Если у вас титан малоизвестной марки, то купить мокрый ТЭН будет непросто, и цена будет высокой. Прокладка также будет стоить немало денег.
- Простота замены 1-го элемента . Если вышел из строя один элемент, то вы меняете его, не касаясь к другим элементам, не сливаете воду, и даже сам водонагреватель не нужно снимать со стены.
 Времени это займет не более 10 минут. Для замены мокрого элемента, тем более, если их два, нужно слить воду, снять сам нагреватель, открутить гайки. Затем нужно решать: менять сразу два элемента, или ждать, пока выйдет из строя второй, зная, что опять придется повторять эти неприятные процедуры.
Времени это займет не более 10 минут. Для замены мокрого элемента, тем более, если их два, нужно слить воду, снять сам нагреватель, открутить гайки. Затем нужно решать: менять сразу два элемента, или ждать, пока выйдет из строя второй, зная, что опять придется повторять эти неприятные процедуры. - Доступность в продаже . Сухие ТЭНы подобны по своему оформлению, отличаются только длиной или диаметром. Во многих магазинах по продаже электротоваров их можно легко найти. Мокрые нагреватели изготавливаются под конкретную марку изделия, заказываются отдельно. Необходимо ждать, когда его доставят.
При покупке водонагревателя с элементом «мокрого» типа можно сэкономить до 30 долларов. Но это не окупит стоимость замены нагревательного элемента, с множеством неприятных работ по обслуживанию.
Рекомендации по подбору ТЭНов для различных сред
Вы здесь
Нагреваемая среда – воздух
Для нагрева воздуха используется два типа ТЭНов:
- ТЭНы для «спокойного» воздуха.
 Маркировка таких ТЭНов по ГОСТ 13268-88 – «S» и «T». Удельная мощность на единицу поверхности соответственно 2,2 ватт/кв. см и 5,0 ватт/кв. см. Максимальная температура на поверхности – 450 и 650 градусов. Съем тепла с поверхности нагревателя происходит за счет конвекции «спокойного» воздуха, контактирующего с нагретой поверхностью.
Маркировка таких ТЭНов по ГОСТ 13268-88 – «S» и «T». Удельная мощность на единицу поверхности соответственно 2,2 ватт/кв. см и 5,0 ватт/кв. см. Максимальная температура на поверхности – 450 и 650 градусов. Съем тепла с поверхности нагревателя происходит за счет конвекции «спокойного» воздуха, контактирующего с нагретой поверхностью. - ТЭНы для «подвижного» воздуха, еще их называют «обдуваемые», с маркировкой «О» и «К», удельной мощностью 5,5 Вт/кв. см и 6,5 Вт/кв. см. Съем тепла с поверхности нагревателя осуществляется подвижной струей воздуха, создаваемой, например вентилятором и движется эта струя со скоростью не менее 6 м/с (по ГОСТ). Естественно, что «обдуваемый» ТЭН по сравнению со «спокойным», имея одинаковые характеристики (размеры, материал, напряжение и пр.), может иметь значительно большую мощность и генерировать на своей поверхности больше тепла. При этом «обдуваемый» ТЭН не перегревается, т.к. избыток тепла интенсивно отбирается движущимся воздухом.
Когда речь идет об обогреве обычных помещений, в которых температуру воздуха нужно поднять до уровня 20-25 градусов, выбор ТЭНов не представляет затруднений: из таблицы ТЭНов на сайте выбирается ТЭН нужного типоразмера, мощности и напряжения, количество ТЭНов определятся общей необходимой мощностью из расчета (в среднем) 1 кВт на 10-12 кв. м площади помещения при стандартной высоте потолка 3 м и общепринятой утепленности здания. При этом температура ТЭНа повышается незначительно, т.е. это собственная температура ТЭНа плюс 20-30 градусов. Иначе обстоит дело, когда температуру воздуха нужно поднять до 150, 200 и даже 250 градусов. Это происходит в сушилках, печках-пекарнях, окрасочных камерах. В этом случае общая температура ТЭНа будет очень высокая: собственная температура ТЭНа плюс 250 градусов окружающего воздуха. Такая температура может неблагоприятно сказаться на «здоровье» ТЭНа – он может попросту перегреться.
м площади помещения при стандартной высоте потолка 3 м и общепринятой утепленности здания. При этом температура ТЭНа повышается незначительно, т.е. это собственная температура ТЭНа плюс 20-30 градусов. Иначе обстоит дело, когда температуру воздуха нужно поднять до 150, 200 и даже 250 градусов. Это происходит в сушилках, печках-пекарнях, окрасочных камерах. В этом случае общая температура ТЭНа будет очень высокая: собственная температура ТЭНа плюс 250 градусов окружающего воздуха. Такая температура может неблагоприятно сказаться на «здоровье» ТЭНа – он может попросту перегреться.
Рассмотрим конкретный пример. Допустим, в камере для порошковой окраски изделий необходимо создать температуру +200 градусов. Опуская детали расчета, используем для этой цели ТЭН 140 В13/2,5 Т 220 (трубка длиной 140см, диаметром 13мм, мощностью 2,5кВт, из нержавеющей стали). Этот ТЭН имеет удельную мощность около 4,8 Вт/кв. см, а собственную температуру около 600 градусов. В рабочем режиме температура ТЭНа достигает 600+200=800 градусов, что превышает максимально допустимую температуру ТЭНа. А если учесть «разрешенные» скачки напряжения (+10%), разрешенное отклонение по мощности ТЭНа (+5%), то общая температура ТЭНа может быть еще выше. Долговечность такого ТЭНа становится под вопросом.
А если учесть «разрешенные» скачки напряжения (+10%), разрешенное отклонение по мощности ТЭНа (+5%), то общая температура ТЭНа может быть еще выше. Долговечность такого ТЭНа становится под вопросом.
Возьмем ТЭН 140 В13/2,0 Т 220 (такой же, как и предыдущий, только мощностью ниже -2,0 кВт вместо 2,5 кВт). У этого ТЭНа удельная мощность равна 3,86 Вт/кв. см, собственная температура – примерно 480 градусов, суммарная температура ТЭНа около 680 градусов, что уже не так критично.
Очевидно, первый ТЭН, как более мощный, разогреет камеру быстрее, количество этих ТЭНов, исходя из необходимой общей мощности для разогрева камеры до нужной температуры, потребуется меньше. Но в конечном итоге эти «плюсы» могут перекрыться «минусами»: более мощные, но перегретые ТЭНы будут чаще выходить из строя, а это потребует более частой остановки окрасочной камеры и сборки-разборки ТЭНовых узлов.
ВЫВОД: при подборе воздушных ТЭНов необходимо увязывать такие параметры, как:
- размеры и материал трубки ТЭНа;
- мощность и собственную температуру ТЭНа;
- эксплуатационные условия – температуру воздуха, качество обдува и др.

Нагреваемая среда – вода
Обозначение этих ТЭНов по ГОСТ 13268-88:
- «Р» – материал трубки ТЭНа – чёрная сталь;
- «J» – материал трубки ТЭНа – нержавеющая сталь.
Допускаемая удельная мощность (Р уд.доп.) на поверхности ТЭНа – 15 Ватт/кв.см. Этот показатель определяет максимально допустимую мощность ТЭНа. При подборе водяных ТЭНов необходимо соблюдать следующие правила:
- Эксплуатируя ТЭН, необходимо предпринять все меры для того, чтобы предотвратить образование на его поверхности «накипи» – это отложения на трубке ТЭНа различных примесей, присутствующих в жидкости. Примеси присутствуют, например, в грязной или жёсткой воде, они обволакивают трубку ТЭНа в виде плёнки различной толщины. Чем толще такая пленка, тем хуже теплопередача от ТЭНа к жидкости, и в какой-то момент ТЭН может перегреться и выйти из строя. Особенно опасна в этом смысле вода, добываемая из артезианских скважин. Поэтому с самого начала эксплуатации ТЭНов необходимо озаботиться установкой всевозможных фильтров и умягчителей жидкости, а также производить профилактическую чистку ТЭНов и резервуаров.

- Активная часть ТЭНа должна быть полностью погружена в жидкость. Напомним, что активная длина ТЭНа равна полной его длине за минусом длины «зоны непрогрева» ТЭНа (это величина, на которую контактная шпилька с торца входит внутрь ТЭНа). Большинство водяных ТЭНов имеют зоны непрогрева А=40 мм, и В=65 мм, поэтому такие ТЭНы должны быть погружены в жидкость практически полностью. В случае применения ТЭНов с другими зонами непрогрева (С=100 мм; D=125 мм; Е=160 мм; F=250 мм; G=400 мм и т.д.) уровень жидкости должен быть выше зоны непрогрева на 20 – 30 мм.
- Иногда по технологическим причинам нагреваемую жидкость необходимо с некоторой периодичностью сливать из резервуара. В этом случае ТЭНы оголяются и из водной среды переходят в воздушную, т.е. работают в режиме смены сред «вода-воздух» (конечно, при сливе жидкости ТЭНы отключают). В таких случая не рекомендуется применять ТЭНы из черной стали, т.к при нагреве, остывании и смене сред черная сталь начинает интенсивно корродировать (ржаветь) и быстро разрушается.
 А, например, на нержавеющую сталь такие условия пагубного воздействия не оказывают.
А, например, на нержавеющую сталь такие условия пагубного воздействия не оказывают. - Для установки ТЭНа в резервуаре и его герметизации (уплотнительная прокладка) на торцах ТЭНа закрепляют щтуцера – втулки с резьбой и фланцем под прокладку. Закрепление штуцера на торце ТЭНа производится разными способами. Один из них – опрессовка штуцера специальными пресс-ножницами. Этот способ создаёт прочное и достаточно герметичное соединение штуцера с трубкой ТЭНа, которое позволяет использовать ТЭН при нагреве жидкости в резервуарах с внутренним давлением не более 0,25 мПа ( 2,5 атм.). Т.е в обычных системах отопления, в обычных нагревательных резервуарах ТЭНы с опрессованными штуцерами используются очень широко.
Если же давление в резервуаре превышает 2,5 атм. (например, в парогенераторах), опрессовка штуцера уже не дает достаточной герметичности, и штуцер необходимо либо припаять, либо приварить к трубке ТЭНа. Об этом нужно помнить при заказе ТЭНа, иначе штуцер будет «пропускать» жидкость по трубке ТЭНа, что в конечном итоге выведет его из строя.
В остальном же выбор ТЭНа не должен вызвать затруднений: по таблице на сайте выбирайте мощность, напряжение, длину и диаметр трубки ТЭНа, её материал и форму, необходимые штуцер и контактную часть.
Компания “ПЕТРОТЭН” является узкопрофильным предприятием, сфокусировавшим свое внимание на производстве тэнов для различных сред, таких как вода, воздух, металл, масло.
ПРИБОРЫ ОСНОВАНЫ НА ФУНКЦИИ СЖИГАНИЯ ГАЗА БЕЗ ПЛАМЕНИ ВНУТРИ ИЗОЛИРОВАННОЙ КАМЕРЫ. ДЕЛАЙ САМ
Содержание статьи
- Чем отличается стандартный металлический сухой ТЭН от керамического нагревателя?
- Особенности стеатита
- Как устроен трубчатый электронагреватель
- Дополнительные преимущества
- Виды ТЭНов
- Основные разновидности газовых обогревателей
- Виды электрических обогревателей
- Масляные обогреватели
- Электрические конвекторы
- Инфракрасные обогреватели
- Теплый пол
- Теплогенераторы
- Тепловентиляторы
Какие бывают электрические тэны, виды трубчатых электрических нагревателей и принципы их работы. Электрические ТЭНы — для чего служат и какие бывают.
Электрические ТЭНы — для чего служат и какие бывают.
- Позисторный нагреватель MZFR-J-1500W-220V — мощность 2×750Вт, размеры 96x88x15
Код товара: 008.006.306В наличии: 472шт 681.00 - Полупроводниковый нагреватель MZFR-J-1800W-220V — мощность 2×900Вт, размеры 96x88x15
Код товара: 008.006.303В наличии: 298шт 780.00
- Нагревательный элемент MH-2150S — оребренный, номинальная мощность 1.5кВт
Код товара: 008.006.305Поставка под заказ по запросу
- Нагреватель MZFR-D-1800W-220V — Мощность 1800Вт. Размеры 130×107,4×20мм
Код товара: 008.006.300В наличии: 496шт 880.00
- Тепловентилятор Mh2398M — мощность 1850Вт при 230В АС, воздухопоток 100м³/ч
Код товара: 008.006.307Поставка под заказ по запросу
- Полупроводниковый нагреватель MZFR-D-2000W-220V — Мощность 2000Вт. Размеры 156,4×102,3×20мм
Код товара: 008.006.304В наличии: 5шт 1070.00
- Нагревательный элемент PTC 706 35×35 — мощность 80Вт 220В
Код товара: 008.
 017.001Поставка под заказ по запросу
017.001Поставка под заказ по запросу - Нагревательный элемент PTC 706 E — мощность 200Вт 220В
Поставка под заказ
Описание
- Керамическая нагревательная лампа КНЛ-100 — мощность 100Вт 220В
Поставка под заказ
Описание
- Керамические нагреватели плоского (КЭНП) и дугового типов (КЭНД)
Поставка под заказ
Описание
Всего позиций: 10
Страница: 1
Чем отличается стандартный металлический сухой ТЭН от керамического нагревателя?
Принцип работы обоих нагревателей не имеет особых отличий, а вот производительность, конструктивное решение и способ установки разные.
Сравнение сухих ТЭНов стандартной сборки и сухих керамических ТЭНов:
- Подвижность нагревательного элемента. В сухих стандартных электрических ТЭНах элемент нагрева состоит из медного сплава или стали не поддающейся коррозии.
 При вибрации, возникающей в процессе работы оборудования, данный элемент может смещаться внутри колбы. У керамического нагревателя элемент нагрева усажен плотно и в процессе работы не поддается влияниям вибрации. Теплообмен в данном случае будет совершаться на высоком качестве.
При вибрации, возникающей в процессе работы оборудования, данный элемент может смещаться внутри колбы. У керамического нагревателя элемент нагрева усажен плотно и в процессе работы не поддается влияниям вибрации. Теплообмен в данном случае будет совершаться на высоком качестве. - Комбинированное нагревательное устройство. У ТЭНа из керамики элемент нагрева размещается в керамической основе, которая имеет свойство длительного сохранения температуры. По этой причине даже после отключения ТЭНа от сети нагреватель удерживает набранное тепло еще длительный отрезок времени. Таким образом, экономится расход энергии, и тепловая энергия сохраняется долго.
Особенности стеатита
Стеатит является минеральным материалом природного происхождения. Добывают его из необработанной тальковой руды. В процессе изучения стеатита были выявлены его целебные свойства, но научные исследователи больше интересовались его теплоаккумулирующими свойствами. Первоначально свойства сохранения тепла были обнаружены после того, как минерал был нагрет, а затем помещен в холодную воду, где он не терял свою температуру в течение часа.
Первоначально свойства сохранения тепла были обнаружены после того, как минерал был нагрет, а затем помещен в холодную воду, где он не терял свою температуру в течение часа.
Первоначально люди использовали стеатит (керамику) для создания печей и теплоизоляционных покрытий, используя его как в чистом виде, так и в смеси с другими элементами. Со временем этот минерал стал широко использоваться при изготовлении электронагревателей.
Устройства нагрева, в основу которых входит стеатит или керамика в настоящее время используются для подогрева масла, воды, гальванических растворов и даже устанавливаются на пивоваренном заводе.
Как устроен трубчатый электронагреватель
Конструктивно термонагреватель представляет собой спираль из проводника с высоким удельным сопротивлением, свитым в спираль. Спираль помещается в металлическую или керамическую трубку той или иной формы, а свободное пространство внутри трубки заполняется специальной теплопроводной массой.
Как устроен ТЭН электрический
Эта масса служит не только для передачи тепла от спирали к трубке, но для и защиты самой спирали от окружающей среды, а также для электроизоляции. В отличие от открытой конструкции, когда токопроводящий материал открыт, такое устройство обеспечивает удобную и безопасную эксплуатацию нагревателя.
В отличие от приборов открытого типа (справа) трубчатые термоэлектронагреватели удобнее и безопаснее
Кроме того, трубчатая конструкция позволяет работать нагревателю непосредственно в агрессивных и токопроводящих средах, к примеру в воде.
Дополнительные преимущества
Керамика может поглощать избыточное тепло, при этом защищая металлический нагревательный элемент и другие металлические детали, входящие в конструкцию нагревателя. Процессы коррозии металлических компонентов в таком нагревателе значительно медленнее по сравнению со стандартными устройствами, и срок службы увеличивается.
Благодаря особой форме керамического компонента сухого тэна, его полезные качества могут быть использованы максимально, что увеличивает срок его службы.
Для замены керамического сухого нагревателя, как в случае стандартного, нет необходимости сливать жидкость из контейнера.
Керамические / стеатитовые сухие электронагреватели доказали свою практичность только с положительной стороны. Они способны работать в течение длительного периода и при правильном обслуживании обеспечивают равномерную подачу тепла по всей отапливаемой площади. Безопасность генерируемой энергии экономит и без того дорогостоящее электричество.
Заказать сухой керамический ТЭН от «Полимернагрев» можно заполнив заявку на сайте или в телефонном режиме. Вся контактная информация указана на сайте. Доставка осуществляется по всем регионам России.
Виды ТЭНов
Нагревательные элементы можно разделить на два вида:
- воздушные;
- водяные.

Воздушные ТЭНы, как можно догадаться из названия, предназначены для работы на воздухе и используются для непосредственного нагрева либо самого воздуха, либо тех или иных предметов, находящихся в воздушной среде. Подобные электронагреватели можно встретить в обычных электроплитках, духовых шкафах, комнатных обогревателях.
Назначение второго вида — нагрев жидкости. Такие нагреватели работают в электрочайниках, электротитанах, масляных или водяных отопительных системах. Отличным примером водяного ТЭНа может служить обычный бытовой кипятильник.
Классический пример водяного ТЭНа — обычный бытовой кипятильник
Отличия одного вида от другого невелики, но они есть. Прежде всего, водяной нагреватель отличается большим соотношением мощности к габаритам. Иными словами, он имеет высокую мощность при малых габаритах и площади поверхности. Обусловлено это тем, что прибор работает в среде с высокой теплопроводностью. Это позволяет быстро нагреть большой объем жидкости при минимальных затратах электроэнергии (меньше тепла в единицу времени расходуется на нагрев окружающего воздуха). Недостатком такой конструкции является то, что водяной ТЭН не может работать без погружения в рабочую среду (жидкость) — он сразу перегреется и сгорит, поскольку воздух имеет гораздо меньшую теплопроводность, чем те же вода или масло.
Недостатком такой конструкции является то, что водяной ТЭН не может работать без погружения в рабочую среду (жидкость) — он сразу перегреется и сгорит, поскольку воздух имеет гораздо меньшую теплопроводность, чем те же вода или масло.
Воздушные же нагреватели имеют довольно большую площадь поверхности для своей мощности и не нагреваются так сильно, хотя внешне могут ничем и не отличаться от жидкостных.
Внешне ТЭН электрический водяной (слева) может ничем не отличаться от воздушного
Основные разновидности газовых обогревателей
Такие приборы наиболее часто используются в условиях загородного дома, где нет возможности подключиться к магистральной сети отопления. Для подобных моделей общими конструктивными элементами выступают корпус, горелка, теплообменник, а также нагревательный элемент. Виды газовых обогревателей, представленных на рынке, позволят вам определиться, что предпочесть: каталитические или инфракрасные модели. Приборы основаны на функции сжигания газа без пламени внутри изолированной камеры. В начале энергоресурс заполняется воздушно-газовым смесителем, а после соединяется с инжектируемым воздухом.
Приборы основаны на функции сжигания газа без пламени внутри изолированной камеры. В начале энергоресурс заполняется воздушно-газовым смесителем, а после соединяется с инжектируемым воздухом.
В качестве основного недостатка таких приборов выступает зависимость от подачи газа, который является достаточно дорогим. Однако для дачного дома такое решение может являться единственно верным. Именно поэтому многие потребители целенаправленно посещают магазин с тем, чтобы приобрести подобное оборудование.
Виды электрических обогревателей
Далее мы рассмотрим основные виды электрических обогревателей и выясним их ключевые достоинства и недостатки. Первыми в линейке оборудования стоят распространенные масляные обогреватели.
Масляные обогреватели
Первые масляные радиаторы появились несколько десятков лет назад. По своей конструкции они напоминают самые обыкновенные радиаторы водяного отопления. Только теплоноситель здесь циркулирует в замкнутом объеме самого обогревателя. В качестве теплоносителя выступает минеральное масло, обладающее способностью долго удерживать накопленное тепло. Масляные обогреватели состоят из секций, количество которых определяет мощность оборудования. Управляет обогревом встроенный терморегулятор.
Только теплоноситель здесь циркулирует в замкнутом объеме самого обогревателя. В качестве теплоносителя выступает минеральное масло, обладающее способностью долго удерживать накопленное тепло. Масляные обогреватели состоят из секций, количество которых определяет мощность оборудования. Управляет обогревом встроенный терморегулятор.
Масляные радиаторы являются распространенным отопительным оборудованием. Они отличаются высокой эффективностью и активно используются для обогрева жилых и офисных помещений. Но чаще всего они выступают в качестве дополнительного оборудования, когда штатное отопление не работает или работает с постоянными сбоями. Некоторые масляные обогреватели комплектуются таймерами включения/выключения, что делает их еще более удобными в эксплуатации. А главным их недостатком является довольно большая температура корпуса – можно получить ожоги.
Масляные обогреватели нередко используются для подсушивания белья и детских вещей. Надо сказать, что с этой задачей они справляются великолепно, но производители запрещают подобную эксплуатацию, так как обогреватели могут перегреться.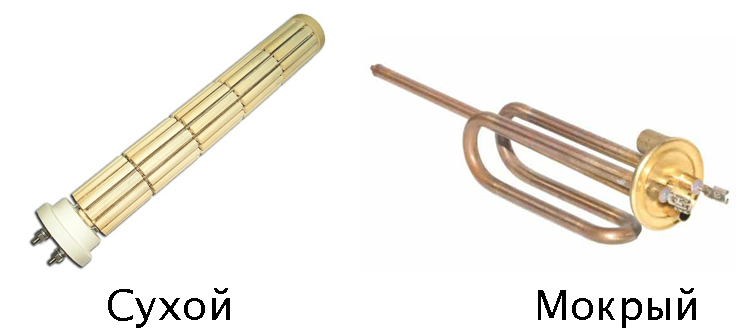
Электрические конвекторы
Нужен хороший электрообогреватель для дома? Тогда вам пригодятся электрические конвекторы. Принцип их работы очень прост – установленные внутри конвекторов нагревательные элементы обогревают воздух, после чего тот отправляется вверх. На его место поступает холодный воздух. Непрерывная циркуляция воздушных масс, создаваемая конвекцией, приводит к постепенному прогреву помещений. Электрические конвекторы используются для обогрева жилых домов, квартир, дачных домиков, офисных и производственных помещений, отличаясь высокой эффективностью.
На выбор потребителей представлено огромное количество конвекторов различной мощности. Также в продаже имеются дизайнерские модели, созданные специально для установки в помещениях с дизайнерской отделкой. Главные достоинства электрических конвекторов – низкая температура корпусов, небольшая стоимость оборудования, возможность поддержания температуры за счет механических или электронных терморегуляторов. Есть и некоторые недостатки – низкая скорость прогрева, низкая эффективность при работе в помещениях с высокими потолками.
Есть и некоторые недостатки – низкая скорость прогрева, низкая эффективность при работе в помещениях с высокими потолками.
Если вам нужны электрические обогреватели для дома, обратите внимание на электрические конвекторы – они являются идеальным решением для обогрева жилых помещений.
Инфракрасные обогреватели
Бытовые электрические обогреватели, работающие по инфракрасному принципу действия, характеризуются экономичностью. Например, при использовании карбоновых ИК-обогревателей затраты на электроэнергию будут почти в 2,5 раза ниже, чем при использовании любых других электрических обогревателей. Инфракрасное отопительное оборудование быстро прогревает помещения за счет мгновенно распространяющегося инфракрасного излучения, заставляющего испускать тепло окружающие предметы. Благодаря этому инфракрасные обогреватели характеризуются высокой эффективностью. Их другие преимущества:
- возможность работы в помещениях с высокими потолками;
- низкие затраты на электроэнергию;
- широкая сфера применения;
- изобилие разновидностей для решения любых задач по обогреву помещений;
- оптимальное распределение тепла (при использовании потолочных и настенных обогревателей температура воздуха вблизи полов будет выше, чем вблизи потолка).

Есть и некоторые недостатки:
- длительное нахождение в зоне действия неправильно установленных обогревателей может привести к плохому самочувствию и головной боли;
- высокая стоимость оборудования – некоторые ИК-обогреватели стоят дороже, чем другие обогреватели аналогичной мощности.
Несмотря на недостатки, инфракрасные электрические обогреватели продолжают набирать свою популярность.
Теплый пол
Электрические теплые полы нельзя назвать самыми распространенными отопительными приборами. Они встречаются в домах и квартирах нечасто, так как характеризуются некоторой сложностью в монтаже – для их укладки нужно срывать напольное покрытие. А лучше всего предусмотреть их наличие еще на этапе постройки дома. Кабельные теплые полы греют за счет специального кабеля, прокладываемого по черновому полу. В последние годы на отопительном рынке появились инфракрасные теплые полы, отличающиеся легкостью в укладке и высокой эффективностью.
Общие преимущества теплых полов – прогрев сразу по всей площади, никогда не мерзнут ноги, возможность работы в качестве основного или вспомогательного оборудования. Есть и недостатки – трудность в монтаже, высокое энергопотребление (это относится к кабельным теплым полам). Зато в некоторых помещениях они просто незаменимы – это кухни, ванные комнаты, туалеты, прихожие, коридоры и детские комнаты. Также можно проложить теплые полы в спальнях.
Некоторым людям не нравятся теплые полы из-за слишком высокой температуры напольного покрытия, некоторые любят прохладу.
Теплогенераторы
Теплогенераторами называют мощные электрические тепловые вентиляторы. Благодаря своей высокой мощности они могут использоваться для обогрева больших помещений – это жилые подвалы, складские помещения, офисные и производственные здания. Также их применяют для удаления влаги в строящихся зданиях. В жилых помещениях они эксплуатируются редко, так как обладают большой мощностью.
Главные преимущества теплогенераторов – высокая производительность, широкая сфера применения. Недостатки – шумная работа, так как в их конструкции используются мощные вентиляторы.
Тепловентиляторы
Электрические тепловентиляторы – это распространенное отопительное оборудование. На выбор потребителей представлено разнообразие данных электрических приборов – в продаже присутствуют напольные и настенные модели, вентиляторы с механическим и электронным управлением, модели различной мощности, тепловентиляторы с регулируемой температурой и интенсивностью обдува. В общем, изобилие моделей позволяет решать самые разные задачи по обогреву помещений.
Тепловентиляторы предназначены для работы в жилых, офисных и административных помещениях. Чаще всего их используют в качестве оборудования для локального обогрева, например, тепловентилятор можно поставить под ноги или направить на диван. Их достоинствами являются высокая производительность и небольшие размеры. А вот недостатков больше – они сжигают кислород, меняют влажность воздуха, сжигают пыль, становясь источником неприятного запаха, с трудом справляются с обогревом больших помещений.
А вот недостатков больше – они сжигают кислород, меняют влажность воздуха, сжигают пыль, становясь источником неприятного запаха, с трудом справляются с обогревом больших помещений.
Содержание статьи
- Чем отличается стандартный металлический сухой ТЭН от керамического нагревателя?
- Особенности стеатита
- Как устроен трубчатый электронагреватель
- Дополнительные преимущества
- Виды ТЭНов
- Основные разновидности газовых обогревателей
- Виды электрических обогревателей
- Масляные обогреватели
- Электрические конвекторы
- Инфракрасные обогреватели
- Теплый пол
- Теплогенераторы
- Тепловентиляторы
Сухие ТЭНы. Устройство и особенности. Виды и преимущества :: информационная статья компании Полимернагрев
Нагрев холодной воды в бойлере осуществляется с помощью трубчатого электронагревателя (ТЭН). В конструкцию ТЭНа входит трубка, в которой размещена спираль, греющаяся от электрической подачи. Пространство между внутренней поверхностью трубки и греющей спиралью заполняется диэлектрическим наполнителем, предотвращающим короткие замыкания.
В конструкцию ТЭНа входит трубка, в которой размещена спираль, греющаяся от электрической подачи. Пространство между внутренней поверхностью трубки и греющей спиралью заполняется диэлектрическим наполнителем, предотвращающим короткие замыкания.
Конструктивно бойлер представляет собой емкость, к которой подведен приток холодной воды и вывод для горячей воды. ТЭН непосредственно помещается внутрь бойлера и производит прямой нагрев жидкости.
На обычных трубчатых нагревателях при длительной эксплуатации в бойлере со временем появляется накипь в виде солевых отложений магния и кальция. Солевой слой все время нарастает, что в значительной мере ухудшает тепловую отдачу нагревателя и увеличивает потребление электричества. Именно для решения этой проблемы и были разработаны сухие ТЭНы. В бойлер помещают стальную колбу, которая непосредственно контактирует с водой. Внутри колбы располагается нагревательное устройство. Защитная трубка (колба) значительно продлевает работу трубчатого нагревателя и упрощает его обслуживание.
Производители современных бойлеров все чаще отказываются от стандартных ТЭНов и устанавливают сухие керамические ТЭНы.Таким образом, они повышают спрос на свою продукцию, ведь приобретение такого бойлера гарантирует экономное потребление электричества и длительный срок его службы, что в значительной мере позволяет быстро окупить траты на товар потребителю.
Конструкцию сухих ТЭНов постоянно совершенствуют. На сегодняшний день есть несколько разных видов сухих нагревателей:
Защитную колбу, где установлен нагреватель, заполняют маслом. Его тепловая проводимость выше теплопроводности воздушной среды, поэтому нагрев происходит быстрее, экономя энергетические затраты.
Более простым и удобным вариантом исполнения является сухой ТЭН с керамической изоляцией. В данном случае нагреватель, размешенный в колбе, находится в воздухе. Эта недорогая конструкция отражается и на конечной стоимости нагревателя, выделяется высокой эффективностью, а также сказывается на легком обслуживании.
Работа сухого нагревателя исключает его непосредственный контакт с водой и опасность поражения электричеством. Если в обычном нагревателе резистивный элемент перегорел, то возможен его контакт со стенками трубки и на корпусе бойлера возникнет напряжение. У качественных сухих керамических нагревателей такое явление исключено. Если он вышел из строя, то попросту перестаю функционировать. Но, некоторые опасные явления все-таки присутствуют.
Стандартные трубчатые нагреватели можно увидеть в бытовых электротехнических приборах нагревающих жидкость. Воздушные сухие ТЭНы в быту встречаются реже, но они очень востребованы в промышленных отраслях. Их использую для термической обработки газовых смесей, воздушной среды, в электрических калориферах, саунах, конвертерах, пушках в тепловых завесах.
Конструкция нагревающего устройства
Трубчатый электронагреватель конструктивно устроен не очень сложно. Стандартная конструкция ТЭНа для водонагревателя состоит из следующих элементов:
- различной формы пустотелые, медные или из нержавеющего металла трубки;
- внутри трубок располагается спираль из нихрома, которая имеет высокое удельное сопротивление;
- полость трубок заполнена диэлектриком с высокой теплопроводностью (оксид магния, кварцевый песок), который изолирует нагревательную спираль от корпуса;
- контактный стержень;
- терморегулятор;
- фарфоровые изоляторы.

Чтобы снизить риск выхода из строя водонагревателя с электрическим ТЭНом, в конструкцию устройства устанавливаются специальные магниевые аноды. Эти приспособления призваны уменьшить осадок на трубке, который возникает из-за гидролиза солей в водной среде при нагревании элемента.
В зависимости от конструктивных особенностей, ТЭНы для водонагревателей подразделяются на мокрые (открытые) и сухие (закрытые).
Особенности монтажа
При прокладке нагревательного кабеля важно соблюдать ряд правил, а именно:
- Температура окружающей среды на этапе монтажа системы обогрева должна быть не ниже +15ºС.
- Фиксацию на поверхности следует производить таким способом, чтобы не повредить конструктивные элементы нагревательных участков (заводскими фиксаторами, специальным скотчем, герметиком, мягкими накладками, хомутами и т.д.).
- При формировании трассы или сетки необходимо обеспечивать достаточную площадь обогрева для конкретного объекта в зависимости от его параметров.

- При поворотах нужно следить, чтобы радиус изгиба не превышал шести его диаметров.
- После завершения укладки обязательно проверяйте целостность изоляции и жил путем прозвонки и измерения уровня сопротивления.
Теперь рассмотрим несколько практических советов касательно особенностей прокладки в частных ситуациях. Если нагревательный кабель используется для обогрева кровли или других объектов, где он устанавливается под прямыми солнечными лучами, лучше использовать экранированные марки. Так как у моделей с оплеткой используется куда более устойчивая оболочка, чем у кабелей общего назначения.
При обогреве водостоков, необходимо выбирать место расположения в наиболее холодной точке или с наименее прогреваемой стороны. В горизонтальных желобах нагревающий кабель необходимо устанавливать в нижней части желоба, чтобы теплые массы поднимались вверх и плавили лед выше. В вертикальных трубах водосточной системы со стороны стены здания, как показано на рисунке, так как она прогревается хуже всего:
Рис. 6: Пример монтажа в водосточной системе
6: Пример монтажа в водосточной системе
Так как нагревательный кабель может располагаться в воде, им можно напрямую прогревать водопроводные трубы или системы отопления. Устанавливают его внутри трубы, как показано на рисунке:
Рис. 7: пример прокладки греющего кабеля внутри трубы
Следует отметить, что монтировать нагревательный проводник внутри канализационных и сточных труб запрещено, так как за него будет цепляться различный мусор. Из-за чего возникнут пробки, ухудшающие проходимость и приводящие к полному перекрытию. Поэтому полимерные и металлические трубы канализации прогреваются посредством установки нагревательных элементов с внешней стороны. Но стоит отметить, что нагревательный провод должен изолироваться от слоя теплоизоляции посредством специальной алюминиевой ленты.
Мокрые нагреватели
Такое название эти ТЭНы получили из-за наличия непосредственного контакта с подогреваемой жидкостью. По форме такие устройства могут быть как прямыми, так и вогнутыми в любую сторону, что существенно расширяет применение мокрых ТЭНов для накопительных баков различных производителей.
По отзывам и комментариям профессионалов, контакт корпуса открытого устройства с водой намного ускоряет процесс нагревания жидкости. Но такое технологическое решение уменьшает срок службы этих элементов, из-за появления накипи или налета ржавчины на корпусе. Этот недостаток существенно снижает коэффициент полезного действия ТЭНов для водонагревателей и увеличивает возможность поражения человека электрическим током.
Керамические инфракрасные излучатели
Являются обычными ТЭНами, которые размещены в керамическом корпусе. Теплом нагревается оболочка, а потом уже и внешняя среда. Благодаря значительной площади, которую имеет керамический нагревательный элемент, обогрев помещений осуществляется в ускоренном режиме (в сравнении с ТЭНом). Также их из-за размеров часто называют панельными инфракрасными нагревателями. Они могут быть вогнутыми, плоскими или выпуклыми. Рабочая температура, которую имеет керамический нагревательный элемент, колеблется обычно в диапазоне 700-750 градусов. Их параметры могут быть подобраны на все случаи. Существуют отдельные экземпляры, которые могут похвастаться значительными параметрами: так, открытый тип предназначен для быстрого обогрева помещения и может разогреваться до 900 градусов выше нуля!
Их параметры могут быть подобраны на все случаи. Существуют отдельные экземпляры, которые могут похвастаться значительными параметрами: так, открытый тип предназначен для быстрого обогрева помещения и может разогреваться до 900 градусов выше нуля!
Сухие ТЭНы
Устройства закрытого типа применяются в современных моделях ТЭНов для водонагревателя «Аристон». По отзывам, такая конструкция увеличивает срок службы элемента, так как корпус его находится в герметичной колбе, что исключает постоянное воздействие воды.
Корпус для сухого ТЭНа изготовлен из неорганического стеатита или магниевого силиката, правда, чаще из прочной керамики, но ни в коем случае не из металла. Нагревание жидкости происходит через колбу, а сам трубчатый элемент с водой не контактирует, поэтому и срок службы его увеличивается.
Все фланцы ТЭНа для водонагревателя «Термекс», как и внутренняя часть накопительного бака, покрыты специальным покрытием на основе титана, что создает отличную защиту от коррозии и накипи. Так как корпус закрытого ТЭНа является хорошим диэлектриком, то и поражение электрическим током в случае пробоя трубки сводится к минимуму.
Так как корпус закрытого ТЭНа является хорошим диэлектриком, то и поражение электрическим током в случае пробоя трубки сводится к минимуму.
По статистике, нагревательные элементы закрытого типа эксплуатируются в три раза дольше, нежели открытые ТЭНы. Срок службы сухих устройств составляет не менее 15 лет, в то время как мокрых — 5 лет. Это подтверждается отзывами покупателей водонагревательных баков.
Какие ТЭНы лучше – основные критерии выбора
Чтобы определить, какие ТЭНы лучше справятся с поставленными задачами, нужно учитывать назначение объекта, где будет установлен водонагреватель. Также в расчет берется множество других факторов, среди которых:
- Предполагаемое количество пользователей.
- Объем бака.
- Допустимая скорость нагревания.
- Экономичность расхода электроэнергии.
Выбирая ТЭНы широкого применения основным показателем, на который обращают внимание пользователи, является мощность. Изучив отзывы владельцев техники, и проконсультировавшись со специалистами, вы сможете подобрать надежные и долговечные модели. Среди недорогих и качественных производителей большой популярностью пользуются нагревательные элементы «Термекс».
Среди недорогих и качественных производителей большой популярностью пользуются нагревательные элементы «Термекс».
Разнообразные варианты конфигураций формы ТЭНов
Способы подключения нагревательных элементов
В зависимости от мощности бойлера может монтироваться несколько нагревателей. Причем мощность водонагревателя может зависеть не только от количества ТЭНов, но и способов их включения в схему агрегата.
Существует три основных варианта соединения:
- Последовательное соединение. При таком варианте все устройства включаются в электрическую схему последовательно. В этом случае общая мощность зависит от суммарной мощности каждого элемента. Недостатком такой схемы включения считается потеря работоспособности всей системы при выходе из строя хотя бы одного элемента.
- Параллельное включение предусматривает соединение ТЭНов параллельно друг другу. При этом варианте работоспособность системы не зависит от повреждения одного элемента.
- Комбинированный способ находит применение в основном при отсутствии ТЭНов необходимой мощности.
 В этом случае возможно как параллельное, так и последовательное включение ТЭНов в общую схему.
В этом случае возможно как параллельное, так и последовательное включение ТЭНов в общую схему.
Бойлеры больших объемов снабжаются несколькими устройствами подогрева жидкости. Чтобы сделать процесс нагрева более эффективным, один ТЭН для водонагревателя «Термекс» имеет мощность 1кВт, а второй — 1,5 кВт. Они могут функционировать по одному или вместе, что влияет на скорость нагрева воды и позволяет эффективно регулировать потребление электроэнергии.
Особенности конструкции и принцип работы
В основе отопительной техники данного типа лежит керамический нагревательный элемент. Причем он может быть задействован в абсолютно разных отопительных приборах, отличающихся не только внешним видом, но и принципом действия.
Исходя из способа подачи тепла, приборы делятся:
- На инфракрасные керамические нагреватели — нагревают предметы путем инфракрасного излучения;
- Керамические конвекторы — работают по принципу принудительной конвекции.
Керамические ИК-нагреватели оснащены нагревательной керамической трубкой с никель-хромированной спиралью внутри. Они могут быть полые, объемные или газовые. Такие приборы хотя и считаются лучшими среди аналогов, но используются не столь активно, потому как способны обогреть лишь определенный участок, находящийся в зоне действия инфракрасных лучей.
Они могут быть полые, объемные или газовые. Такие приборы хотя и считаются лучшими среди аналогов, но используются не столь активно, потому как способны обогреть лишь определенный участок, находящийся в зоне действия инфракрасных лучей.
На сегодняшний день большой интерес вызывают керамические панели (плиты), которые позволяют обеспечить теплом значительную площадь. Особенность обогрева заключается в том, что плита керамическая действует в двух направлениях одновременно: как конвектор и как инфракрасный обогреватель. Внутри конструкции находятся небольшие вентиляторы, которые прогоняют воздушные массы через теплообменник из керамики и равномерно выпускают в помещение уже прогретый поток воздуха. Плита керамическая имеет встроенный термостат, позволяющий устанавливать оптимальную температуру и предохраняющий само устройство.
Признаки появления неисправностей
Под влиянием внутренних или внешних факторов любая бытовая техника способна терять свою работоспособность. По отзывам, часто в поломках виновен именно нагревательный элемент бака.
Основные признаки того, что ТЭН неисправен:
- часто выбивает защитный автомат электрической сети;
- срабатывает периодически устройство защитного отключения агрегата;
- мутная, с неприятным запахом вода на выходе, а сам водонагреватель шипит:
- холодная вода на выходе может быть из-за нарушения контакта ТЭНа с терморегулятором;
- большой слой накипи приводит к постоянному включению и отключению прибора;
- неправильная установка бака может привести к образованию воздушной подушки, которая перекрывает доступ жидкости к нагревателю.
Если стали появляться такие признаки при эксплуатации любого водонагревателя, то в первую очередь следует заменить трубчатый нагреватель, как правило, в 90% случаев это восстанавливает работоспособность бойлера.
Предназначение ТЭНов
Для чего вообще нужны ТЭНы с терморегуляторами? На их основе проектируются автономные системы отопления, создаются бойлеры и проточные водонагреватели. Например, ТЭНы монтируются прямо в батареи, в результате чего на свет появляются секции, способные работать самостоятельно, без отопительного котла. Отдельные модели ориентированы на создание систем антизамерзания – они поддерживают невысокую положительную температуру, препятствуя замерзанию и последующему разрыву труб и батарей.
Отдельные модели ориентированы на создание систем антизамерзания – они поддерживают невысокую положительную температуру, препятствуя замерзанию и последующему разрыву труб и батарей.
В эту батарею встроен ТЭН с терморегулятором, с его помощью происходит отопление дома.
На основе ТЭНов создаются накопительные и проточные водонагреватели. Приобретение бойлера доступно далеко не для каждого человека, поэтому многие собирают их самостоятельно, используя отдельные комплектующие. Врезав ТЭН с терморегулятором в подходящую емкость, мы получим отличный водонагреватель накопительного типа – потребителю останется оснастить его хорошей теплоизоляцией и подключить к водопроводу.
Также на базе ТЭНов создаются накопительные водонагреватели наливного типа. Фактически, это емкость с водой, наполняемая вручную. ТЭНы встраиваются и в баки летнего душа, обеспечивая нагрев воды до заданной температуры в плохую погоду.
ТЭНы для нагрева воды с терморегулятором необходимы не только для создания водонагревательного оборудования, но и для его ремонта – если нагреватель вышел из строя, покупаем новый и меняем. Но перед этим нужно разобраться в вопросах выбора.
Но перед этим нужно разобраться в вопросах выбора.
Проверка работоспособности ТЭНа
Перед тем как проверить ТЭН водонагревателя на соответствие электрическим параметрам, необходимо произвести внимательный визуальный осмотр устройства. Нужно убедиться, чтобы на корпусе прибора отсутствовали сколы, трещины или потемнения.
Затем с помощью тестера необходимо произвести измерение сопротивления между контактами нагревательного прибора. Тестер выставляем в режим измерения сопротивления до 200 ом.
Итак, снимаем нижнюю крышку, именно там и находится вся электрическая часть. Это касается ТЭНа для водонагревателя на 80 литров и больше, в меньших баках электрика может располагаться сбоку. Желательно, сразу сделать фотографию расположения всех элементов, чтобы в дальнейшем не совершить ошибку при сборке.
Порядок проверки нагревателя:
- Не удаляя ТЭН из корпуса водонагревателя, проверяется наличие тока утечки. Для этого измеряется сопротивление между контактом ТЭНа и корпусом бойлера.
 Если сопротивление имеет большое значение, то ТЭН на корпус не пробит, ток утечки отсутствует.
Если сопротивление имеет большое значение, то ТЭН на корпус не пробит, ток утечки отсутствует. - Далее вынимаем ТЭН из корпуса и фиксируем сопротивление между контактами на стержнях, если оно близко к нулю, то значит, что произошло короткое замыкание нагревателя.
- В том случае, если сопротивление между контактами стремится к бесконечности, то это свидетельствует о наличии обрыва в цепи нагревательного элемента.
Ремонт неисправного ТЭНа во многих случаях не представляется возможным, поэтому требуется демонтаж старого элемента и установка нового, заведомо исправного нагревателя.
Электрические водонагреватели: советы по выбору
Электрические водонагреватели бывают двух видов – накопительные (бойлеры) и проточные. Устроены накопители довольно просто – внутри теплоизолированного резервуара помещен нагревательный элемент (ТЭН), а снаружи расположена панель управления температурой воды (от 45º до 80º С) и мощностью нагревателя. Поддержание заданного температурного режима обеспечено автоматической работой термостата, который при необходимости включает или выключает ТЭН, а современные теплоизоляционные материалы предотвращают остывание воды. Вдобавок, водонагреватели, как правило, оборудованы устройством, не допускающим охлаждения воды ниже 5-7º С. Накопительные водонагреватели, в свою очередь, делятся на напорные и безнапорные. Конструкция безнапорных накопителей вовсе не подразумевает, что вода будет заливаться в резервуар и вытекать из-под крана самостоятельно. Эти бойлеры устроены таким образом, что избыток нагретой воды будет сливаться через носик специально приспособленного для этого крана, предотвращая возникновение избыточного давления в баке. По этой причине для применения таких водонагревателей нужно будет дополнительно установить специальный смеситель, который бы перекрывал воду на входе в резервуар при закрытии кранов, и, следовательно, подключить их удастся только к одной точке водозабора.
Вдобавок, водонагреватели, как правило, оборудованы устройством, не допускающим охлаждения воды ниже 5-7º С. Накопительные водонагреватели, в свою очередь, делятся на напорные и безнапорные. Конструкция безнапорных накопителей вовсе не подразумевает, что вода будет заливаться в резервуар и вытекать из-под крана самостоятельно. Эти бойлеры устроены таким образом, что избыток нагретой воды будет сливаться через носик специально приспособленного для этого крана, предотвращая возникновение избыточного давления в баке. По этой причине для применения таких водонагревателей нужно будет дополнительно установить специальный смеситель, который бы перекрывал воду на входе в резервуар при закрытии кранов, и, следовательно, подключить их удастся только к одной точке водозабора.
В отличие от безнапорных водонагревателей, напорные можно просто встроить в систему горячего водоснабжения, и тогда он будет работать на всю квартиру. Стальной бак водонагревателя, покрытый изнутри антикоррозийной эмалью, обычно рассчитан на давление до 10 бар, в то время как давление воды водопровода, как правило, не превышает 2-6 бар. Дополнительная защита внутренней поверхности резервуара обеспечивается применением постепенно растворяющегося магниевого анода, который заполняет микротрещины в эмали. Каждые 2-3 года его необходимо менять.
Дополнительная защита внутренней поверхности резервуара обеспечивается применением постепенно растворяющегося магниевого анода, который заполняет микротрещины в эмали. Каждые 2-3 года его необходимо менять.
При монтаже напорных водонагревателей, широко используемых и в городских квартирах, и на дачах, также требуется установка предохранительного устройства, состоящего из клапана избыточного давления, обратного клапана и редуктора. Последний необходим, если давление в водопроводе превышает 6 бар.
Выбирая водонагреватель, необходимо учесть, что горячей воды, вырабатываемой устройством емкостью 5-15 литров, хватит лишь на мытье рук или посуды. Для душа вам понадобятся нагреватели, рассчитанные на 30-50 литров, а для принятия ванны объем резервуара никак не может быть меньше 80 литров.
Следует отметить, что производительность водонагревателя в немалой степени зависит еще и от его мощности. Устройства с небольшой пропускной способностью (до 50 литров) обычно питаются от сети 220В при потребляемой мощности 2 кВт. Причем заземление является обязательным условием не только безопасности прибора, но и правильной работы анода. Что касается водонагревателей больших объемов, то такая мощность для них не подходит, потому что тогда процесс нагревания воды будет слишком долгим.
Причем заземление является обязательным условием не только безопасности прибора, но и правильной работы анода. Что касается водонагревателей больших объемов, то такая мощность для них не подходит, потому что тогда процесс нагревания воды будет слишком долгим.
Намного более удобно применение проточных водонагревателей, основными достоинствами которых являются компактность и сколь угодно долгая и стабильная подача горячей воды. Температура воды повышается за время ее прохождения через колбу с нагревательным элементом, поэтому объемный резервуар, занимающий много места, не нужен. В качестве нагревательных элементов могут выступать ТЭН или спираль, причем применение любого из них никак не повлияет на безопасность использования устройства. В том случае, если вы живете в регионе с водой повышенной жесткости, то лучше выбирать водонагреватель со спиралью, конструкция которой предотвращает отложение на ней кальция. Чем выше мощность прибора, тем интенсивнее происходит этот процесс, поэтому вариант водонагревателя с ТЭНом не следует даже рассматривать, если устройство потребляет более 12 кВт.
Нагревательный элемент приводится в действие и отключается по сигналу датчика протока (гидрореле), который подается при скорости 2-2,5 л/мин. Эта величина называется минимальным показателем протока, при котором происходит включение водонагревателя. А поскольку обычно мы расходуем 3-8 л/мин, то нагрев при такой небольшой скорости и не нужен.
Простейший проточный водонагреватель оснащен гидравлическим управлением. Температура нагретой с его помощью воды находится в прямой зависимости от потребляемой мощности, начальной температуры потока и пропускной способности нагревателя. То есть, чем больше объем проходящей воды, тем ниже ее температура. В качестве датчика протока в подобных приборах выступает мембрана, замыкающая электрическую цепь при определенной скорости потока. Мощность в таких водонагревателях никак изменить нельзя.
Электронные проточники представляют собой более сложное и более дорогое устройство, которое обеспечивает постоянство температуры воды при любых условиях благодаря тому, что гидрореле регулирует интенсивность входящего потока и при необходимости плавно его уменьшает. Лучше всего при выборе электронных проточных водонагревателей руководствоваться показателями потребляемой ими мощности. Примерная формула выглядит так: количество воды с начальной температурой 15º С, которое за 1 минуту можно нагреть до 40º С, равно значению мощности, разделенному на 2 (если до 60º С, то делить на 3). При этом учтите, что в среднем для умывальника или мойки вам понадобится около 2-2,5 л,мин, а для принятия душа – 5-8 л/мин.
Лучше всего при выборе электронных проточных водонагревателей руководствоваться показателями потребляемой ими мощности. Примерная формула выглядит так: количество воды с начальной температурой 15º С, которое за 1 минуту можно нагреть до 40º С, равно значению мощности, разделенному на 2 (если до 60º С, то делить на 3). При этом учтите, что в среднем для умывальника или мойки вам понадобится около 2-2,5 л,мин, а для принятия душа – 5-8 л/мин.
Если вы собираетесь приобрести проточный водонагреватель для использования только в случаях летних отключений горячей воды, то лучше остановить свой выбор на однофазных водонагревателях мощностью около 6-8 кВт. Их можно встроить в систему горячего водоснабжения и тем самым обеспечить наличие горячей воды во всей квартире. При этом можно будет не только мыть руки и посуду, но и принимать полноценный душ.
Более мощные проточные водонагреватели питаются обычно от заземленной сети 380 В, и их мощность варьируется от 12 до 27 кВт. Благодаря большей производительности и компактным размерам таких устройств, они широко используются не только в квартирах, но и в коттеджах. При этом проточные водонагреватели более экономичны по сравнению с накопительными в плане потребления электроэнергии. К примеру, при одинаковом расходе энергии, составившем 2,9 кВт/ч, 100 литров воды, полученные в бойлере мощностью 2 кВт за 1,5 часа, были нагреты проточником на 8 кВт за 22 минуты, при этом разница температур входного и выходящего потоков составила 25º С. Вдобавок, накопителю требуется энергия еще и на поддержание требуемой температуры во время отсутствия ее потребления.
При этом проточные водонагреватели более экономичны по сравнению с накопительными в плане потребления электроэнергии. К примеру, при одинаковом расходе энергии, составившем 2,9 кВт/ч, 100 литров воды, полученные в бойлере мощностью 2 кВт за 1,5 часа, были нагреты проточником на 8 кВт за 22 минуты, при этом разница температур входного и выходящего потоков составила 25º С. Вдобавок, накопителю требуется энергия еще и на поддержание требуемой температуры во время отсутствия ее потребления.
Домостройкин — журнал о строительстве и ремонте
Замена открытого устройства
Для работы могут понадобиться следующие инструменты: пассатижи, накидные гаечные ключи, крестообразная и прямая отвертка, чистая ветошь.
Порядок ремонта ТЭНа для водонагревателя «Аристон» мало чем отличается от моделей других производителей:
- Производим отключение бойлера от электрической сети.
- Перекрываем подачу воды в накопительный бак.
- Через систему слива удаляем полностью воду из емкости.

- Снимаем защитную крышку с трубчатого нагревательного элемента.
- Для безопасности дальнейшей работы проверяем отсутствие напряжения на контактах терморегулятора.
- Откручиваем фланец ТЭНа или гайку крепления его к пластине.
- Затем нужно аккуратно выдавить нагреватель с анодом внутрь бака и, повернув его, вынуть наружу.
Карбоновая лампа
Является вакуумной трубкой, сделанной из кварцевого стекла. Внутри размещается излучающий элемент, который сделан из карбоновых (углеродсодержащих) волокон, свитых в жгут. Иногда его ещё называют спиралью, но это неправильно. Несмотря на то, что карбоновое волокно появилось относительно недавно, оно успешно завоевало себе место в ряде технологий, в том числе и при изготовлении нагревательных элементов. При подаче напряжения происходит моментальный разогрев. Благодаря волокнистой структуре увеличена площадь излучения, что ведёт к повышенной теплоотдаче. Это, в свою очередь, позволяет значительно экономить электроэнергию (по сравнению с использованием нихромовой основы).
Простые советы
Как известно, любую неисправность лучше предотвратить, чем потом тратить время и средства на ее устранение. Поэтому (следуя некоторым советам специалистов) можно значительно продлить безаварийную работу агрегата:
- Регулярно и своевременно производить очистку нагревательного элемента и самого бака бойлера.
- Во время чистки не забывайте осматривать и менять магниевый анод.
- На подачу воды в емкость желательно установить фильтр смягчения и очистки воды.
- При продолжительном отключении водонагревателя нужно закрывать вентили подачи и забора воды.
По отзывам, следование этим простым правилам позволяет значительно продлить срок службы ТЭНа.
Устройство и обслуживание водонагревателей не представляет особой сложности даже для человека без технического образования. Помните, что соблюдение всех правил эксплуатации агрегата принесет много положительных эмоций во время пользования горячей водой в домашних условиях.
Нагреваемая среда — воздух
Для нагрева воздуха используется два типа ТЭНов:
- ТЭНы для «спокойного» воздуха.
 Маркировка таких ТЭНов по ГОСТ 13268-88 – «S» и «T». Удельная мощность на единицу поверхности соответственно 2,2 ватт/кв. см и 5,0 ватт/кв. см. Максимальная температура на поверхности – 450 и 650 градусов. Съем тепла с поверхности нагревателя происходит за счет конвекции «спокойного» воздуха, контактирующего с нагретой поверхностью.
Маркировка таких ТЭНов по ГОСТ 13268-88 – «S» и «T». Удельная мощность на единицу поверхности соответственно 2,2 ватт/кв. см и 5,0 ватт/кв. см. Максимальная температура на поверхности – 450 и 650 градусов. Съем тепла с поверхности нагревателя происходит за счет конвекции «спокойного» воздуха, контактирующего с нагретой поверхностью. - ТЭНы для «подвижного» воздуха, еще их называют «обдуваемые», с маркировкой «О» и «К», удельной мощностью 5,5 Вт/кв. см и 6,5 Вт/кв. см. Съем тепла с поверхности нагревателя осуществляется подвижной струей воздуха, создаваемой, например вентилятором и движется эта струя со скоростью не менее 6 м/с (по ГОСТ). Естественно, что «обдуваемый» ТЭН по сравнению со «спокойным», имея одинаковые характеристики (размеры, материал, напряжение и пр.), может иметь значительно большую мощность и генерировать на своей поверхности больше тепла. При этом «обдуваемый» ТЭН не перегревается, т.к. избыток тепла интенсивно отбирается движущимся воздухом.
Когда речь идет об обогреве обычных помещений, в которых температуру воздуха нужно поднять до уровня 20-25 градусов, выбор ТЭНов не представляет затруднений: из таблицы ТЭНов на сайте выбирается ТЭН нужного типоразмера, мощности и напряжения, количество ТЭНов определятся общей необходимой мощностью из расчета (в среднем) 1 кВт на 10-12 кв. м площади помещения при стандартной высоте потолка 3 м и общепринятой утепленности здания. При этом температура ТЭНа повышается незначительно, т.е. это собственная температура ТЭНа плюс 20-30 градусов. Иначе обстоит дело, когда температуру воздуха нужно поднять до 150, 200 и даже 250 градусов. Это происходит в сушилках, печках-пекарнях, окрасочных камерах. В этом случае общая температура ТЭНа будет очень высокая: собственная температура ТЭНа плюс 250 градусов окружающего воздуха. Такая температура может неблагоприятно сказаться на «здоровье» ТЭНа – он может попросту перегреться.
м площади помещения при стандартной высоте потолка 3 м и общепринятой утепленности здания. При этом температура ТЭНа повышается незначительно, т.е. это собственная температура ТЭНа плюс 20-30 градусов. Иначе обстоит дело, когда температуру воздуха нужно поднять до 150, 200 и даже 250 градусов. Это происходит в сушилках, печках-пекарнях, окрасочных камерах. В этом случае общая температура ТЭНа будет очень высокая: собственная температура ТЭНа плюс 250 градусов окружающего воздуха. Такая температура может неблагоприятно сказаться на «здоровье» ТЭНа – он может попросту перегреться.
Рассмотрим конкретный пример. Допустим, в камере для порошковой окраски изделий необходимо создать температуру +200 градусов. Опуская детали расчета, используем для этой цели ТЭН 140 В13/2,5 Т 220 (трубка длиной 140см, диаметром 13мм, мощностью 2,5кВт, из нержавеющей стали). Этот ТЭН имеет удельную мощность около 4,8 Вт/кв. см, а собственную температуру около 600 градусов. В рабочем режиме температура ТЭНа достигает 600+200=800 градусов, что превышает максимально допустимую температуру ТЭНа. А если учесть «разрешенные» скачки напряжения (+10%), разрешенное отклонение по мощности ТЭНа (+5%), то общая температура ТЭНа может быть еще выше. Долговечность такого ТЭНа становится под вопросом.
Возьмем ТЭН 140 В13/2,0 Т 220 (такой же, как и предыдущий, только мощностью ниже -2,0 кВт вместо 2,5 кВт). У этого ТЭНа удельная мощность равна 3,86 Вт/кв. см, собственная температура – примерно 480 градусов, суммарная температура ТЭНа около 680 градусов, что уже не так критично.
Очевидно, первый ТЭН, как более мощный, разогреет камеру быстрее, количество этих ТЭНов, исходя из необходимой общей мощности для разогрева камеры до нужной температуры, потребуется меньше. Но в конечном итоге эти «плюсы» могут перекрыться «минусами»: более мощные, но перегретые ТЭНы будут чаще выходить из строя, а это потребует более частой остановки окрасочной камеры и сборки-разборки ТЭНовых узлов.
ВЫВОД: при подборе воздушных ТЭНов необходимо увязывать такие параметры, как:
- размеры и материал трубки ТЭНа;
- мощность и собственную температуру ТЭНа;
- эксплуатационные условия — температуру воздуха, качество обдува и др.
Типы нагревательных элементов
Ad· jlcelectromet.com/heating-alloys
Специальные никелевые сплавы мирового класса для нагревательных элементов
JLC Electromet Pvt. Ltd. является одним из ведущих мировых производителей из специальных сплавов на основе никеля в формах проволоки, прутка, полосы и ленты . Сертифицированный по стандарту ISO:9001 производитель никелевого сплава в Индии , который является вертикально интегрированным и поставка в более чем 50 стран . Никель-хромовые, медно-никелевые и другие сплавы для Нагрева и сопротивления .
E: [email protected]
Тел.: +91 (141) 233 1215
Нагревательный элемент преобразует электрическую энергию в тепловую посредством процесса Джоулев нагрев . Джоулев нагрев происходит, когда электрический ток, проходящий через электрический элемент, сталкивается с сопротивлением, что приводит к нагреву электрического элемента. Этот процесс не зависит от направления тока, проходящего через него.
Различные типы нагревательных элементов можно классифицировать на основе материала, используемого для их изготовления, который придает им соответствующие характеристики
- Основные типы нагревательных элементов:
- Metal Heating Elements
- Ceramic and Semiconductor Heating Elements
- Thick Film Heating Elements
- Polymer PTC Heating Elements
- Composite Heating Elements
- Combination Heating Element Systems
Metal Heating Elements
Resistance Wire Heating Elements
Нагревательные элементы с металлическим сопротивлением обычно представляют собой спираль, ленту (прямую или гофрированную) или полоску проволоки, которая выделяет тепло так же, как нить накала лампы. Они используются в обычных нагревательных устройствах, таких как подогрев полов, отопление крыш, тостеры, фены, промышленные печи, обогрев дорожек, сушилки и т. д. Наиболее распространенные классы используемых материалов включают:
- Никель-хромовый сплав: в большинстве нагревательных элементов с резистивной проволокой используется нихром 80/20 (80 % никеля, 20 % хрома) в форме проволоки, ленты или полосы. NiCr 80/20 является идеальным материалом, поскольку он имеет относительно высокое сопротивление и образует прилипший слой оксида хрома при первом нагревании. Материал под этим слоем не окисляется, что предотвращает разрыв или перегорание проволоки.
- Сплав FeCrAl: сплавы FeCrAl или железо-хром-алюминиевые сплавы представляют собой ферромагнитные сплавы, свойства электрического сопротивления которых аналогичны свойствам никель-хромовых сплавов, что делает их подходящими для электрообогрева. Хотя отсутствие никеля делает их дешевле, чем никель-хромовые сплавы, это также делает их более подверженными коррозии.
 Эти FeCrAl Ассортимент электрических нагревательных элементов имеет самый широкий рынок.
Эти FeCrAl Ассортимент электрических нагревательных элементов имеет самый широкий рынок. - CuNi Alloy: CuNi Alloy или медно-никелевые сплавы характеризуются низким удельным электрическим сопротивлением и низким температурным коэффициентом сопротивления. Они обеспечивают хорошую стойкость к окислению и химической коррозии и используются для низкотемпературного нагрева.
- Протравленная фольга: нагревательные элементы из протравленной фольги изготавливаются из тех же сплавов, что и проволочные элементы сопротивления, но производятся с использованием процесса субтрактивного фототравления. Этот процесс начинается с непрерывного листа металлической фольги и заканчивается сложной схемой сопротивления нагревательного элемента. Эти нагревательные элементы обычно используются в прецизионном нагреве, например, в медицинской диагностике и в аэрокосмической отрасли.
Керамические и полупроводниковые нагревательные элементы
- Нагревательные элементы из дисилицида молибдена: дисилицид молибдена (MoSi2) интерметаллическое соединение, силицид молибдена, представляет собой огнеупорную керамику, в основном используемую в нагревательных элементах. Он имеет умеренную плотность, температуру плавления 2030 °C и является электропроводным. При высоких температурах образует пассивирующий слой диоксида кремния, предохраняющий его от дальнейшего окисления. Применения этого типа нагревательных элементов включают печи для термообработки, производство стекла, спекание керамики и полупроводниковые печи.
- Нагревательные элементы из карбида кремния: Нагревательные элементы из карбида кремния обеспечивают более высокие рабочие температуры по сравнению с металлическими нагревателями. Нагревательные элементы из карбида кремния сегодня используются при термообработке металлов, плавке стекла и цветных металлов, производстве керамики, производстве флоат-стекла, производстве компонентов электроники, пилотных ламп, запальников газовых нагревателей и т. д.
- Керамические нагревательные элементы PTC : Керамические материалы PTC названы так за их положительный термический коэффициент сопротивления. Положительный температурный коэффициент нагревательных материалов, часто композитов титаната бария и титаната свинца, означает, что их сопротивление увеличивается при нагревании. В то время как большинство керамик имеют отрицательный температурный коэффициент, эти материалы имеют сильно нелинейную тепловую реакцию. Выше пороговой температуры, зависящей от состава, их сопротивление быстро увеличивается при нагревании. Такое поведение заставляет материал действовать как собственный термостат, потому что ток проходит, когда он холодный, и не проходит, когда он горячий.
- Кварцевые галогенные элементы: Кварцевые галогенные нагреватели также используются для обеспечения лучистого нагрева и охлаждения. Эти эмиттеры нагреваются и остывают в течение нескольких секунд, что делает их особенно подходящими для систем, требующих короткого времени цикла. Тепловая мощность также очень высока, что делает эти нагреватели полезными при высокой потребности в тепле или в быстрых процессах, таких как бумага, процессы и т. д. подложка. Толстопленочные нагревательные элементы имеют преимущества перед обычными резистивными элементами в металлической оболочке. Толстопленочные нагревательные элементы характеризуются низким форм-фактором, улучшенной однородностью температуры, быстрым тепловым откликом из-за малой тепловой массы, низким энергопотреблением, высокой удельной мощностью и широким диапазоном совместимости напряжений. Как правило, толстопленочные нагревательные элементы печатаются на плоских подложках и трубках с различными рисунками нагревателей. Схемы толстопленочных нагревателей легко настраиваются в зависимости от поверхностного сопротивления печатной резисторной пасты.
Эти нагреватели могут быть напечатаны на различных подложках, включая металл, керамику, стекло, полимер, с использованием толстопленочных паст из металла или сплава. Наиболее распространенными подложками, используемыми для печати толстопленочных нагревателей, являются алюминий, нержавеющая сталь и листы слюды из мусковита или флогопита.
Эксплуатационные характеристики и использование этих нагревателей сильно различаются в зависимости от того, какие материалы подложки выбраны. В первую очередь это связано с тепловыми характеристиками подложки нагревателя.Существует несколько обычных применений толстопленочных нагревателей. Для большинства применений тепловые характеристики и распределение температуры являются двумя ключевыми конструктивными параметрами. Чтобы избежать каких-либо горячих точек и поддерживать равномерное распределение температуры, конструкцию схемы можно оптимизировать, изменив плотность мощности цепи резистора. Оптимизированная конструкция нагревателя помогает контролировать мощность нагревателя и модулировать температуру. Их можно использовать в вафельницах, термопечатающих головках, водонагревателях, электронагревательных плитах, отпаривателях для белья, чайниках, увлажнителях, бойлерах, кроватях с подогревом, термосварочных устройствах, утюгах для белья, выпрямителях для волос, 3D-принтерах, сушилках для белья, клеевые пистолеты, лабораторное оборудование, устройства для предотвращения запотевания, автомобильные зеркала, устройства для борьбы с обледенением, нагревательные лотки, теплообменники и т.
д.Толстопленочные нагреватели можно разделить на две подкатегории: с отрицательным температурным коэффициентом (NTC) или с положительным температурным коэффициентом (PTC) в зависимости от влияния повышения температуры на сопротивление элемента.
- Нагреватели NTC или нагреватели с отрицательным температурным коэффициентом характеризуются уменьшением сопротивления по мере увеличения температуры нагревателя, обеспечивая более высокую выходную мощность при более высоких температурах для заданного входного напряжения. Нагреватели типа NTC обычно требуют термостата или термопары для контроля разгона нагревателя. Нагреватели NTC используются там, где требуется быстрое повышение температуры нагревателя до заданного заданного значения.
- Нагреватели PTC или нагреватели с положительным температурным коэффициентом ведут себя противоположным образом, увеличивая сопротивление и уменьшая мощность нагревателя при повышенных температурах. Эта характеристика нагревателей PTC делает их саморегулирующимися, поскольку их выходная мощность достигает насыщения при фиксированной температуре.
Полимерные нагревательные элементы с ПТКС
Резистивные нагреватели могут быть изготовлены из проводящих резиновых материалов с ПТКС, удельное сопротивление которых экспоненциально возрастает с повышением температуры. Такие резистивные нагреватели производят большую мощность, они холодны и быстро нагреваются до постоянной температуры. Из-за этого экспоненциально увеличивающегося удельного сопротивления при нагреве резиновый резистивный нагреватель PTC никогда не может нагреться до более высокой температуры, чем эта температура. Выше этой температуры резина действует как электрический изолятор. Эту температуру можно выбрать во время производства каучука, обычно она находится в диапазоне от 0°C до 80°C.
Полимерные нагревательные элементы PTC представляют собой точечные саморегулирующиеся нагреватели и саморегулирующиеся нагреватели. Саморегулирующийся означает, что каждая точка нагревателя независимо поддерживает постоянную температуру без необходимости регулирования электроники.
Самоограничение означает, что нагреватель никогда не может превысить определенную температуру в любой точке и не требует защиты от перегрева.Композитные нагревательные элементы
- Трубчатые нагревательные элементы с оболочкой : Трубчатые или покрытые оболочкой элементы обычно состоят из тонкой катушки из никель-хромовой проволоки из нагревательного сплава сопротивления, которая расположена внутри металлической трубки из меди или сплавов нержавеющей стали, таких как сплав NiCrFe ) и изолирован порошком оксида магния. Чтобы предотвратить попадание влаги в гигроскопический изолятор, концы элемента снабжены шариками из изоляционного материала, такого как керамика или силиконовый каучук, или их комбинации. Трубка проходит через матрицу для сжатия порошка и максимальной передачи тепла. Эти нагревательные элементы могут иметь форму прямого стержня, как в тостерных печах, или изогнутые в форме, чтобы охватывать нагреваемую область, например, в электрических духовках, электрических плитах и автоматических кофеварках.
- Нагревательные элементы с трафаретной печатью : Эти нагревательные элементы представляют собой трафаретные металлокерамические дорожки, нанесенные на металлические (обычно стальные) пластины с керамической изоляцией. Нагревательные элементы с трафаретной печатью нашли широкое применение в качестве элементов в электрочайниках и других бытовых приборах с середины 1990-х годов.
- Радиационные нагревательные элементы : Радиационные нагревательные элементы или тепловые лампы представляют собой мощные лампы накаливания, которые обычно работают с мощностью ниже максимальной и излучают в основном инфракрасный свет вместо видимого света. Обычно их можно найти в лучистых обогревателях и подогревателях пищи, они имеют либо длинную трубчатую форму, либо форму рефлекторной лампы. Рефлекторная лампа часто окрашена в красный цвет, чтобы свести к минимуму производимый видимый свет; трубчатая форма бывает разных форматов:
- Золотое покрытие — На внутренней стороне нанесена золотая дихроичная пленка, которая уменьшает видимый свет и пропускает большую часть коротковолнового и средневолнового инфракрасного излучения. В основном для обогрева людей.
- Рубиновое покрытие — Те же функции, что и у ламп с золотым напылением, но дешевле. Видимые блики намного выше, чем у золотого варианта.
- Прозрачный — Без покрытия и в основном используется в производственных процессах.
- Золотое покрытие — На внутренней стороне нанесена золотая дихроичная пленка, которая уменьшает видимый свет и пропускает большую часть коротковолнового и средневолнового инфракрасного излучения.
- Нагревательные элементы со съемным керамическим сердечником : В нагревательных элементах со съемным керамическим сердечником используется спиральная проволока из нагревательного сплава, продетая через один или несколько цилиндрических керамических сегментов для получения требуемой длины, соответствующей мощности нагревателя, с центром или без него. стержень. Этот тип нагревательного элемента, вставленный в металлическую оболочку или трубку, запаянную с одного конца, позволяет заменять или ремонтировать его без нарушения технологического процесса, обычно нагревания жидкости под давлением.
Комбинированные системы нагревательных элементов
Нагревательные элементы для высокотемпературных печей часто изготавливаются из экзотических материалов, включая платину, дисилицид вольфрама, дисилицид молибдена, молибден, используемый в вакуумных печах, и карбид кремния.
Воспламенители из карбида кремния обычно используются в газовых духовках.Лазерные нагреватели также используются для достижения высоких температур.
Статья предоставлена Википедией — зарегистрированным товарным знаком некоммерческой организации Wikimedia Foundation, Inc.
Типичный нагревательный элемент обычно представляет собой катушку, ленту (прямую или гофрированную) или полоску проволоки, которая выделяет тепло так же, как нить накала лампы. Когда через него проходит электрический ток, он раскаляется докрасна и преобразует электрическую энергию, проходящую через него, в тепло, которое излучается во всех направлениях.Объявление· jlcelectromet.com/heating-alloys
Специальные никелевые сплавы мирового класса для нагревательных элементов
JLC Электромет Pvt. Ltd. является одним из ведущих мировых производителей из специальных сплавов на основе никеля в формах проволоки, прутка, полосы и ленты .
Сертифицированный по стандарту ISO:9001 производитель никелевого сплава в Индии , который является вертикально интегрированным и поставляет в более чем 50 стран . Никель-хромовые, медно-никелевые и другие сплавы для Нагрева и сопротивления .E: [email protected]
Тел.: +91 (141) 233 1215Ad·
Для получения дополнительной информации посетите JLC Electromet Pvt. Ltd. — ведущий мировой производитель никелевых сплавов или свяжитесь с ними через форму ниже:
СПОСОБ СУШКИ ВЛАЖНОЙ ПОЛИМЕРНОЙ КОМПОЗИЦИИ
Изобретение относится к способу сушки влажной полимерной композиции, полученной в процессе полимеризации.
В ходе нескольких процессов полимеризации образуются полимерные порошки и/или полимерные лепешки, содержащие остаточный растворитель.
Эти влажные (содержащие растворитель) полимерные композиции часто сушат в сушилках с псевдоожиженным слоем. Сушилки с псевдоожиженным слоем обеспечивают высокую скорость тепло- и массообмена, но они подвержены полимерному загрязнению, особенно когда они содержат встроенные нагревательные элементы. Полимерное загрязнение сушилок требует периодической очистки и может привести к незапланированным остановкам процесса полимеризации, что приведет к временным и производственным потерям.Предшествующий уровень техники для снижения полимерного загрязнения в псевдоожиженных системах был сосредоточен на снижении полимерного загрязнения в реакторах газофазной полимеризации.
Патент США. В US-A-5200477 описано добавление противообрастающего порошка в газофазный реактор для уменьшения агломерации частиц и обеспечения возможности получения липких (средней плотности) полимеров.
Патент США. В US 8124697 описано добавление чистящих шариков для уменьшения агломерации частиц в распределительной решетке сосуда с псевдоожиженным слоем, в частности, реактора газофазной полимеризации.
Чистящие шарики действуют как механические чистящие средства, подпрыгивая внутри сосуда с псевдоожиженным слоем.В данной области техники существует потребность в способе уменьшения загрязнения в сушилках с псевдоожиженным слоем. Сушилки с псевдоожиженным слоем обладают функциями, которых нет в газофазных реакторах. Например, сушилки с псевдоожиженным слоем могут содержать встроенный нагревательный элемент для облегчения сушки. В состав газофазных реакторов не входят нагревательные элементы.
Целью настоящего изобретения является создание способа сушки влажной полимерной композиции, полученной в процессе полимеризации, при котором удовлетворяются вышеописанные и/или другие потребности.
Настоящее изобретение обеспечивает способ сушки влажной полимерной композиции, полученной в процессе полимеризации, включающий:
а) введение влажной полимерной композиции и сушильного газа в сушилку с псевдоожиженным слоем для образования псевдоожиженного слоя влажной полимерной композиции и
b) нагревание псевдоожиженного слоя для получения сухой полимерной композиции, где псевдоожиженный слой дополнительно содержит агент против обрастания, включающий инертные наночастицы.
Неожиданно было обнаружено, что снижение полимерного обрастания достигается за счет добавления в сушилку с псевдоожиженным слоем агента против обрастания, содержащего инертные наночастицы. Следует отметить, что добавление агента против обрастания в газофазный реактор известно из патента США No. № 5 200 477. Однако газофазный реактор принципиально отличается от сушилки с псевдоожиженным слоем тем, что в сушилке с псевдоожиженным слоем присутствуют значительно большие количества растворителя, а физика агломерации частиц отличается. Кроме того, сушилка с псевдоожиженным слоем имеет внутренние компоненты, такие как нагревательные элементы, которые особенно подвержены загрязнению и поэтому требуют предотвращения загрязнения. Газофазный реактор не имеет таких компонентов и, следовательно, решение проблемы осушителя с псевдоожиженным слоем не будет основываться на решении для газофазного реактора.
Средство против обрастания работает путем покрытия поверхности полимерных частиц, предотвращая как агломерацию частиц, так и отложение полимерных частиц на поверхностях компонентов сушилки с псевдоожиженным слоем, таких как внутренние нагревательные элементы.
Средство против обрастания также покрывает горячие металлические поверхности внутренних нагревательных элементов (при их наличии), так что загрязнение нагревательных элементов уменьшается.В соответствии с аспектом изобретения настоящее изобретение обеспечивает способ сушки влажной полимерной композиции, полученной в процессе полимеризации, включающий:
процесс полимеризации для получения влажной полимерной композиции, включающей порошки полимера и остаточные летучие углеводороды, используемые в процессе полимеризации полимера,
а) введение влажной полимерной композиции и сушильного газа в сушилку с псевдоожиженным слоем для образования псевдоожиженный слой влажной полимерной композиции и
b) нагревание псевдоожиженного слоя для получения сухой полимерной композиции, где псевдоожиженный слой дополнительно содержит агент против обрастания, содержащий инертные наночастицы.
Сушилка с псевдоожиженным слоем
Сушилки с псевдоожиженным слоем (FBD) сами по себе хорошо известны и широко используются для сушки влажных сыпучих и гранулированных материалов и даже шламов, паст и суспензий, которые могут псевдоожижаться при установке контакт с газами с соответствующей скоростью.
FBD обычно используются при обработке многих продуктов, таких как химикаты, углеводы, продукты питания, биоматериалы, напитки, керамика, фармацевтические препараты, моющие средства и поверхностно-активные вещества, полимеры и смолы.Сушилка с псевдоожиженным слоем образуется путем пропускания газового потока из нижней части колонны твердых частиц. При малых скоростях газа слой статичен (уплотнен). Слой частиц опирается на газораспределительную тарелку. При высоких скоростях газа твердые частицы взвешены в газе, и говорят, что слой псевдоожижен.
FBD может содержать внутренние нагревательные элементы. Способ согласно изобретению особенно выгоден, когда FBD содержит внутренние нагревательные элементы, поскольку внутренние нагревательные элементы особенно подвержены загрязнению, поскольку полимерные частицы размягчаются при высоких температурах.
Внутренние нагревательные элементы имеют температуру поверхности во время стадии b), которая ниже точки плавления полимера во влажной полимерной композиции.
Обычно для сушки порошка ПЭВП внутренние нагревательные элементы имеют температуру поверхности в диапазоне от 70 до 135°С, предпочтительно от 90 до 120°С и наиболее предпочтительно от 93 до 112°С на этапе b). При нормальной работе температура нагревателя начинается с нижней границы диапазона. Поскольку полимерное загрязнение нагревателя происходит, необходимо повысить температуру поверхности нагревателя, чтобы компенсировать потерю способности теплопередачи, вызванную слоем загрязнения. Более высокие температуры поверхности приводят к увеличению скорости загрязнения, что требует еще более высоких температур поверхности, что приводит к большему загрязнению. В конце концов, температура нагревателя достигает верхнего значения температурного диапазона. В этот момент необходимо остановить сушилку для очистки. Как правило, самую высокую температуру нагревателя необходимо поддерживать ниже точки плавления полимера, которая для ПЭВП составляет приблизительно 135°С. Другие полимеры, включая полиэтилены других типов, имеют более высокие или более низкие температуры плавления.В некоторых вариантах осуществления способ согласно изобретению представляет собой непрерывный процесс, в котором поток влажной полимерной композиции непрерывно подают в сушилку с псевдоожиженным слоем, а поток сухой полимерной композиции непрерывно собирают из сушилки с псевдоожиженным слоем. В других вариантах осуществления способ согласно изобретению представляет собой периодический процесс, в котором влажную полимерную композицию подают в сушилку с псевдоожиженным слоем и сушат, а сухую полимерную композицию собирают из сушилки с псевдоожиженным слоем.
Влажная полимерная композиция
В процессе полимеризации полимера летучие углеводороды используются для целей, хорошо известных специалисту в данной области техники. По способу получают влажную полимерную композицию, которая включает порошки целевого полимера и остаточные летучие углеводороды. Следует понимать, что влажная полимерная композиция, полученная в процессе полимеризации, не содержит противообрастающего агента.
Агент против обрастания не используется во время процесса полимеризации, посредством которого получают влажную полимерную композицию.Влажную полимерную композицию, полученную в процессе полимеризации, сушат способом согласно изобретению. Влажная полимерная композиция обычно может быть в форме полимерных лепешек. Влажная полимерная композиция включает порошки полимера и остаточные летучие углеводороды. Количество остаточных летучих углеводородов уменьшают методом сушки до получения сухой полимерной композиции.
Полимер во влажной полимерной композиции не ограничивается каким-либо конкретным типом. Обычно влажная полимерная композиция включает порошки одного или нескольких полимеров, выбранных из группы, состоящей из полиолефинов, таких как гомополимер этилена, гомополимер пропилена и сополимеры, полученные сополимеризацией этилена или пропилена с линейными альфа-олефинами или диенами. Примеры линейных альфа-олефинов включают 1-бутен, 1-гексен и 1-октен.
Примеры диенов включают этилиденнорборнен, винилнорборнен и 1,9-декадиен.Полимерный порошок сам по себе представляет собой смесь полимерных частиц разного размера. Полимерные порошки имеют размеры в диапазоне микрометров, что намного больше, чем у агента, препятствующего обрастанию. Как правило, полимерные порошки имеют d50 от 50 до 1000 мкм, например от 100 до 500 мкм, что определяется светорассеянием. Примером подходящего светорассеивающего устройства для определения d50 является сухое диспергирующее устройство ANALYSETTE 22 от Fritz International.
Остаточные летучие углеводороды могут быть любого известного типа, используемого во время полимеризации полимеров в полимерной композиции. Примеры включают остаточные сомономеры, линейные алканы, разветвленные алканы, циклоалканы и их смеси. Количество остаточных летучих углеводородов во влажной полимерной композиции обычно может составлять от 5 до 50 мас.%. Количество полимера во влажной полимерной композиции обычно может составлять от 50 до 9%.
5 мас.%.Сушильный газ
Предпочтительно сушильный газ выбирают из группы, состоящей из азота, воздуха и CO 2 . Более предпочтительно сушильным газом является азот. Воздух и другие кислородосодержащие газы используются в качестве сушильного газа, когда смесь влажной композиции и сушильного газа хранится вдали от взрывоопасных или потенциально взрывоопасных составов.
Средство против обрастания
Средство против обрастания вводят в сушилку с псевдоожиженным слоем для образования псевдоожиженного слоя вместе с влажной полимерной композицией.
Предпочтительно количество агента, препятствующего обрастанию, выбирают от 0,1 до 5 мас.%, наиболее предпочтительно от 0,3 до 1,5 мас.% сухой полимерной композиции. Количество противообрастающего агента, которое следует использовать по отношению к влажной полимерной композиции, можно легко рассчитать на основе количества полимера во влажной полимерной композиции.
Противообрастающий агент может быть введен в сушилку с псевдоожиженным слоем любым способом.
Например, противообрастающий агент может быть введен в сушилку с псевдоожиженным слоем вместе с сушильным газом. В качестве альтернативы или дополнительно агент против обрастания может быть введен в сушилку с псевдоожиженным слоем вместе с влажной полимерной композицией. Агент против обрастания может быть введен в сушилку с псевдоожиженным слоем в виде смеси с влажной полимерной композицией. Агент против обрастания может быть введен в полимеризационный реактор для получения влажной полимерной композиции, расположенный перед сушилкой с псевдоожиженным слоем, для образования смеси с влажной полимерной композицией, которую затем подают в сушилку с псевдоожиженным слоем.
В некоторых вариантах осуществления способ согласно изобретению представляет собой непрерывный процесс, и агент против обрастания вводят в сушилку с псевдоожиженным слоем вместе с влажной полимерной композицией.
В некоторых вариантах осуществления способ согласно изобретению представляет собой непрерывный процесс, и агент против обрастания вводят в сушилку с псевдоожиженным слоем вместе с сушильным газом.
В некоторых вариантах осуществления способ согласно изобретению представляет собой периодический процесс, и агент против обрастания вводят в сушилку с псевдоожиженным слоем вместе с влажной полимерной композицией.
В некоторых вариантах реализации агент против обрастания вводят в сушилку с псевдоожиженным слоем перед этапом а), а агент против обрастания не вводят в сушилку с псевдоожиженным слоем во время или после этапов а) и b). Этот способ может быть непрерывным процессом или периодическим процессом.
В некоторых вариантах осуществления способ согласно изобретению дополнительно включает следующие стадии:
c) удаление сухой полимерной композиции, полученной на стадии b), из сушилки с псевдоожиженным слоем и охлаждение сушилки с псевдоожиженным слоем,
d) введение дополнительной влажной полимерной композиции, полученной в процессе полимеризации, и дополнительного сушильного газа в сушилку с псевдоожиженным слоем для образования дополнительного псевдоожиженного слоя из дополнительной влажной полимерной композиции и
e) нагревание псевдоожиженного слоя для получения дополнительной сухая полимерная композиция, в которой агент против обрастания не вводят в сушилку с псевдоожиженным слоем после стадии b).
В этих вариантах осуществления дополнительную сухую полимерную композицию получают без дополнительного введения агента против обрастания. Дополнительная влажная полимерная композиция может быть такой же, как влажная полимерная композиция на стадии а). Дополнительный осушающий газ может быть таким же, как осушающий газ на стадии а).
Средство против обрастания содержит инертные наночастицы. Наночастицы склонны образовывать рыхлые агрегаты, которые рассыпаются при сдвиге. Понятно, что средство против обрастания содержит инертные наночастицы, даже если обнаруживаемые агрегаты находятся за пределами нанометрового диапазона. Инертность относится к отсутствию спонтанных химических реакций в интересующем диапазоне температур.
В псевдоожиженном слое средство против обрастания прилипает к более крупным полимерным частицам. Адгезия происходит на наиболее липкой поверхности полимера, что делает все полимерные частицы менее липкими после частичного покрытия.
Это можно определить, например. при наблюдении с использованием сканирующего электронного микроскопа, которое также показывает, что инертные наночастицы имеют размеры в нанометровом диапазоне.Инертные наночастицы предпочтительно имеют размер первичных частиц примерно от 1 до 100 нм и средний размер агрегата (первичная структура) от 0,01 до 10 мкм.
Примеры инертных наночастиц, используемых в данном изобретении, включают наночастицы коллоидального кремнезема, сажи и органоглины.
В некоторых вариантах реализации средство против обрастания содержит гидрофобное покрытие, нанесенное на инертные наночастицы. Это выгодно, если ожидается, что агент против обрастания будет поступать в полимеризационный реактор, расположенный до или после сушилки с псевдоожиженным слоем. Агент против обрастания может также оказывать противообрастающее действие в реакторе полимеризации.
Гидрофобное покрытие может содержать полидиметилсилоксан, такой как органомодифицированный полидиметилсилоксан, описанный в патенте США No.
№ 5 200 477. патент США. 5200477 включен сюда в качестве ссылки, в частности, описание органомодифицированного полидиметилсилоксана.В некоторых вариантах реализации средство против обрастания состоит из инертных наночастиц, то есть без какого-либо покрытия или другой предварительной обработки. Это экономически выгодно, так как снижает стоимость противообрастающего агента.
Следует отметить, что изобретение относится ко всем возможным комбинациям признаков, описанных здесь, предпочтительными, в частности, являются те комбинации признаков, которые присутствуют в формуле изобретения. Поэтому следует понимать, что здесь описаны все комбинации признаков, относящихся к способу согласно изобретению.
Далее следует отметить, что термин «содержащий» не исключает наличия других элементов. Однако также следует понимать, что описание продукта/композиции, включающей определенные компоненты, также раскрывает продукт/композицию, состоящую из этих компонентов.
Продукт/композиция, состоящие из этих компонентов, могут быть выгодны тем, что они предлагают более простой и экономичный способ получения продукта/композиции. Аналогичным образом также следует понимать, что описание процесса, включающего определенные этапы, также раскрывает процесс, состоящий из этих этапов. Способ, состоящий из этих стадий, может быть выгоден тем, что он предлагает более простой и экономичный процесс.Изобретение поясняется следующими примерами, но не ограничивается ими.
Экспериментальная часть
Для сушки полимерного осадка использовали сушилку с псевдоожиженным слоем (FBD). Полимерный кек представлял собой твердую смесь полимерного порошка и остаточных летучих углеводородов. Целью сушки было удаление летучих углеводородов до концентраций ниже 1% (начальная концентрация углеводородов перед сушкой может достигать 50%). Сушка осуществлялась двумя способами: 1) псевдоожижение кека инертным сушильным газом и 2) нагрев псевдоожиженного слоя с использованием встроенных нагревательных элементов.
Такой тип FBD со встроенными нагревательными элементами имеется в продаже у разных поставщиков. В приведенных ниже примерах использовался специально созданный FBD лабораторного масштаба, содержащий один внутренний нагревательный элемент. Специально созданный FBD лабораторного масштаба позволяет детально контролировать эксперименты по контролируемому загрязнению. Корпус FBD представляет собой сосуд из нержавеющей стали (316 SS) диаметром 45 мм и отношением L/D 12. Нагревательным элементом служил электрический патронный нагреватель (6,5 м × 75 мм, 150 Вт, 120 В переменного тока), подключенный к блоку питания (EA-PS 8000T) фирмы «Электро-Автоматик». Температура на поверхности нагревателя измерялась двумя термопарами, расположенными на поверхности нагревателя. Два взаимосвязанных контура контроля температуры, подключенные к ПИД-регулятору (программное обеспечение ПЛК), использовались для поддержания температуры на поверхности картриджного нагревателя на желаемом уровне, обычно 110°C.Осушающий газ, поступающий снизу FBD, представлял собой азот.
Поток азота устанавливали для поддержания скорости газа, равной трехкратной минимальной скорости псевдоожижения полимерной массы. Полимерный порошок представлял собой бимодальный порошок ПЭВП, производимый SABIC и продаваемый (в форме гранул) под торговым названием SABIC® Vestolen A 6060. Полимерный порошок имеет средний размер частиц (D50) 180 микрометров, внутреннюю плотность 950 кг. /м3 и минимальная скорость псевдоожижения 1,5 см/с.Во всех примерах, описанных ниже, температуру поверхности нагревательного элемента поддерживали на уровне 110°C, а псевдоожиженный слой (из азота, порошка ПЭВП и любого кремнезема) стабилизировали и поддерживали в контакте с горячим нагревательным элементом. на 1 час. Через 1 час FBD охлаждали и нагревательный элемент удаляли. Степень загрязнения определяли по массе полимерного материала, осевшего на нагревателе.
ПРИМЕРЫ
Сравнительный пример 1
Порошок ПЭВП без противообрастающих добавокКорка полимерного материала отложилась на патронном нагревателе после 1 часа выдержки при 110°C.
Полимерный материал был счищен щеткой и собран для дальнейшего анализа. Масса полимерного материала 6 грамм.
Пример 2
Порошок ПЭВП с 0,5 мас.% гидрофобного пирогенного диоксида кремния Порошок ПЭВПсмешивали с пирогенным кремнеземом, полученную порошковую смесь псевдоожижали и приводили в контакт с горячим нагревательным элементом в тех же условиях, что и в примере 1. Тонкий на нагревательный элемент наносился слой полимерного порошка.
Полимерный материал стряхивали и собирали для дальнейшего анализа. Масса полимерного материала составила 1,4 грамма.
Пример 3
Порошок ПЭВП с 1 массовым процентом гидрофобного пирогенного кремнеземаПорошок ПЭВП смешивали с пирогенным кремнеземом, полученную порошковую смесь псевдоожижали и приводили в контакт с горячим нагревательным элементом в тех же условиях, что и в примере 1. Тонкий на нагревательный элемент наносился слой полимерного порошка. Полимерный материал стряхивали и собирали для дальнейшего анализа.
Масса полимерного материала 0,5 грамма.Сканирующая электронная микроскопия (СЭМ) порошков, использованных в примерах 1, 2 и 3, показала, что коллоидальный диоксид кремния, если он присутствует, частично покрывает поверхность полимерных частиц. Частичное покрытие снижает адгезию полимерных частиц и их осаждение на горячие поверхности. Композиционный анализ материала, отложившегося на поверхности нагревателя, показал относительно высокую концентрацию коллоидального кремнезема в загрязняющем материале. В дополнение к частичному покрытию частиц полимера, пирогенная двуокись кремния также частично покрывает поверхность нагревательных элементов, дополнительно уменьшая осаждение частиц полимера на нагревателе.
The results are summarized in Table 1.
TABLE 1
Amount of
Amount of
fouling
средство против обрастания
материал
Уменьшение
средство против обрастания
средство
(г)
средство против обрастания
CE1
none
0
6. 00
E2
hydrophobic fumed
0.5 wt %
1.41
77%
silica
E3
hydrophobic fumed
1 wt %
0.54
91%
silica
В пересчете на массу полимерного материала, нанесенного на нагреватель, 0,5 % пирогенного кремнезема уменьшало загрязнение на 77 %, 1 % пирогенного кремнезема уменьшало загрязнение на 91 %.
Пример 4
Введение гидрофобного коллоидного кремнезема только в началеНагревательный элемент, покрытый коллоидным кремнеземом и полимерным порошком, был получен путем повторения условий примера 2 (загрузка полимера 0,5 мас. материала с поверхности нагревателя в конце цикла нагрева.
После этого начального этапа нагревательный элемент с покрытием был снят с оборудования; оборудование было полностью открыто и очищено для удаления любых следов коллоидального кремнезема и полимерного порошка.
Нагревательный элемент с покрытием был повторно введен в оборудование вместе с новой загрузкой порошка свежего полимера, не содержащего пирогенного кремнезема. Полимерный порошок, не содержащий диоксида кремния, псевдоожижали и нагревали в течение 1 часа, а степень загрязнения определяли путем измерения количества материала, осевшего на нагревателе.Масса полимерного материала, нанесенного на нагреватель после двух циклов нагрева, составила 3,0 грамма. Этот неожиданный результат указывает на то, что количество загрязнения за цикл нагревания сопоставимо (1,4 грамма для первого цикла, 1,6 грамма для второго цикла), даже несмотря на то, что кремнезем не добавляли к полимеру во втором цикле. Таким образом, загрязнение можно уменьшить путем пассивации нагревательных элементов с начальной загрузкой коллоидного кремнезема без обязательного добавления дополнительного количества кремнезема для сушки большего количества порошка в последующих циклах сушки.
Производители нагревательных элементов | Поставщики нагревательных элементов
Список производителей нагревательных элементов
Области примененияНагревательные элементы питают отопительные приборы современного поколения.
Электрические обогреватели, фены, паяльники, душевые кабины, водонагреватели, плиты, тостеры, сушилки для белья и т. д. — это лишь несколько примеров бесчисленного множества приборов, в которых используются нагревательные элементы. Нагревательные элементы также чрезвычайно важны в промышленных и коммерческих условиях, где они используются для питания таких механизмов, как: диффузионные насосы, печи для обжига, печи и погружные нагреватели жидкости из нержавеющей стали.Нагревательные элементы необходимы во всех отраслях промышленности. Некоторые из наиболее известных из этих отраслей включают: HVAC, электронику, здравоохранение, водоснабжение, отопление дома, бытовую технику, промышленное производство, металлообработку, коммерческое приготовление пищи, полупроводники, керамику и стекло.
История нагревательных элементовВ 1879 году Томас Эдисон использовал угольную нить, чтобы зажечь свою лампу накаливания. Поскольку эта нить также выделяла тепло, он получил признание за изобретение первого нагревательного элемента.
Однако мы начали использовать такие элементы специально для выработки тепла только в следующем столетии. Однако мы работали над формами отопления.Процесс, посредством которого работает отопление, был впервые описан и разработан как первый закон термодинамики в конце 19 века Джулиусом Робертом Майером и Джеймсом Прескоттом Джоулем. Вскоре после этого изобретатели того времени начали применять термодинамику для создания нагревательных элементов. Например, в 1868 году художник из Лондона Бенджамин Уодди Моган разработал первый газовый водонагреватель. Однако, поскольку у него не было системы вентиляции для рассеивания паров, он был небезопасен для домашнего использования. 21 год спустя Эдвин Рууд, американец норвежского происхождения, изобрел первый электрический водонагреватель, который работал намного лучше.
Одним из самых ранних обнаруженных нагревательных элементов, которые до сих пор используются, является карбид кремния. Он был открыт в 1891 году американским изобретателем Эдвардом Г.
Ачесоном, который обнаружил его случайно при попытке синтезировать алмазы. Вместо этого он получил синтетический материал, чрезвычайно твердый и идеально подходящий для высокотемпературных применений и полупроводников. В следующем десятилетии, в 1905 году, Альберт Марш открыл NiChrome (хромель). Поскольку NiChrome может достигать температуры в 300 раз выше, чем у конкурирующих нагревательных элементов того времени, он произвел революцию в отрасли. В 1906 марта Марш запатентовал свое открытие. Всего три года спустя General Electric начала продавать первый успешный электрический тостер с использованием NiChrome. Вскоре после этого производители электрифицировали чайники. Сначала их нужно было нагревать на змеевиковых элементах, но позже в них встроили нагревательные элементы.Раньше нагревательные элементы использовались только богатыми и прибыльными предприятиями. Однако во время экономического бума после Второй мировой войны электрические приборы с нагревательными элементами наводнили рынок и стали обычным явлением в доме.
Типичными отопительными приборами того времени были: барные обогреватели, электрические радиаторы и переносные масляные радиаторы. В 19В 50-х годах лучистое отопление бара было невероятно популярным, потому что модели были портативными и их можно было подключить где угодно. Кроме того, они очень быстро давали тепло. Однако, хотя они были менее опасны, чем нагреватели, работающие на топливе, они не имели достаточной защиты и подвергали пользователей возможности ожогов. Кроме того, если их опрокинуть или кто-то накинул на них одежду, они легко могли вызвать пожар. Сегодня некоторые люди все еще используют барные нагреватели, хотя они должны соответствовать гораздо более высоким стандартам безопасности, чем в 19-м веке.50-е годы. Из стержневого нагревателя родились многие другие нагреватели с проволочными элементами, такие как инфракрасные обогреватели, которые мы используем сегодня.В 1960-е годы, когда домовладельцы стали все больше и больше полагаться на домашнее отопление, цены взлетели до небес.
Чтобы снизить расходы на отопление, производители в Великобритании изобрели новый тип обогревателя — аккумулирующий. Накопительные нагреватели работали с использованием электрических ТЭНов, которые нагревали термокирпичи внутри теплового тела в течение ночи. Затем в течение дня пользователи могли бы отдавать тепло по мере необходимости, не вырабатывая больше электроэнергии. В 19В 70-х правительства всего мира столкнулись с нефтяным кризисом и поэтому обратились к большему количеству электрических нагревательных элементов. В конце концов, накопительные нагреватели вышли из моды, потому что ими приходилось управлять вручную и требовалось много предупредительных действий со стороны пользователей. Кроме того, они не были энергоэффективными. С наступлением 1990-х годов люди начали менять свои промышленные и домашние системы отопления на более современные электрические радиаторы, которыми легче управлять, они быстрее нагреваются и более энергоэффективны. Еще одно нововведение 90s — трафаретная печать металлокерамических дорожек на металле с керамической изоляцией. Нагревательные элементы, созданные таким образом, широко используются в бытовой технике, например, в чайниках.Цифровой рост 21 века позволил нагревательным элементам и системам, которые они обслуживают, стать намного более чувствительными, интуитивными и энергоэффективными. Узлы нагревательных элементов теперь включают в себя такие элементы, как светодиодные экраны, управление по Wi-Fi, интеллектуальные счетчики, цифровые клавиатуры и цифровые программаторы для температурных графиков нагрева. Подобные функции позволяют современным нагревательным элементам работать с предельной точностью и сложностью. Еще одним отличием нагревательных элементов 21 века является тот факт, что они гораздо меньше зависят от ископаемого топлива, поскольку устойчивость, энергоэффективность и здоровье стали гораздо важнее.
ХарактеристикиНагревательные элементы отвечают за преобразование электричества в тепло. Для перевода энергии они следуют теории джоулевого нагрева. Когда электрическая энергия проходит через элемент, она попадает на сопротивление большой емкости.
Типы нагревательных элементов Сопротивление преобразуется в электрическую энергию, которая преобразуется в тепловую энергию. Количество произведенной тепловой энергии коррелирует с тем, насколько материал сопротивляется приложенному электрическому току. Измерение удельного сопротивления провода элемента данной длины основано на сопротивлении по длине и площади поперечного сечения. Инженеры измеряют это в омах на метр. В свою очередь, они используют омы для расчета киловаттной (кВт) нагрузки элемента. Нагрузка в кВт показывает, сколько электроэнергии несет нагревательный элемент.Разновидности нагревательных элементов, используемых в промышленных, коммерческих и потребительских целях, включают: погружные, кварцевые, гибкие, инфракрасные, проволочные, керамические, электрические, металлические и композитные нагревательные элементы, среди многих других.
Погружной нагревательный элемент
Погружной нагревательный элемент используется для нагрева газов и жидкостей; у них есть особая способность погружаться в материалы, которые они нагревают, без сбоев. Погружные нагреватели также характеризуются быстрыми, эффективными и экономичными решениями для обогрева. Типы материалов, которые они обычно нагревают, включают гальванические ванны, слабые кислоты, масла, воду, соли, воздух и химические растворы. Погружные нагревательные элементы в основном используются в таких системах, как: технологические системы, котлы, водонагреватели, системы теплопередачи, масляные нагреватели и резервуары для хранения.Кварцевый нагревательный элемент
Кварцевый нагревательный элемент преобразует электрический ток в инфракрасное излучение, пропуская его через специальные резисторы. При этом они обеспечивают быстрый нагрев. Эти высокие скорости процесса делают их очень популярными для использования в промышленных приложениях, таких как отверждение пленки, термоформование, порошковые покрытия, герметизация клеем и сушка краски, а также в приложениях зонального контроля в автомобильной, полиграфической, нефтехимической, текстильной, стекольной и электронной промышленности.Гибкий нагревательный элемент
Гибкие нагревательные элементы могут соединяться с различными соединениями и формами и обеспечивать прямой нагрев. Эта универсальность возможна, потому что они очень тонкие и гибкие.Инфракрасный нагревательный элемент
Инфракрасные нагревательные элементы излучают тепло в виде инфракрасных волн, которые представляют собой тип электромагнитного излучения, известного своей эффективной передачей тепла. Инфракрасные нагревательные элементы используются в сочетании с излучающими нагревателями, такими как канальные, погружные и трубчатые нагреватели, которые нагревают воздух или жидкость в больших масштабах. Они поддерживают промышленные печи, обогрев сосудов под давлением, обогрев резервуаров для хранения, бойлеры, водоочистные сооружения, производство пара и многое другое.Проволочный нагревательный элемент
Обычно нагревательные элементы любого типа имеют форму змеевиков или проводов. Фактически, проволочные нагревательные элементы являются одними из наиболее широко используемых нагревательных элементов для промышленной и коммерческой сушки. Чтобы сделать их, производители наносят на них электрические схемы. Их можно найти в нагревателях для обработки поверхностей, печах и многих других сушилках.Керамический нагревательный элемент
Другой тип нагревательного элемента, керамический нагревательный элемент, используется в конвекционном нагреве; керамические элементы встроены в обогреватели, печи и полупроводники. Существует несколько типов керамических нагревательных элементов, включая дисилицид молибдена и PTC.Элемент из дисилицида молибдена
Дисилицид молибдена представляет собой материал, обладающий характеристиками как металла, так и керамики. Обладая чрезвычайно высокой температурой плавления (точнее, 3690 ºF), он считается идеальным для ряда нагревательных элементов большой мощности, используемых в различных отраслях промышленности, включая производство стекла.PTC
PTC, который распространяется на положительный термический коэффициент сопротивления, представляет собой высококачественный керамический материал, который используется в автомобильных обогревателях заднего стекла, обогревателях помещений и дорогих фенах. Также доступна керамика PTC на полимерной основе, которая используется во многих нагревателях специального назначения. Эти элементы увеличивают нагрев, так как их сопротивление усиливается. Управлять нагревом этих элементов просто, потому что они подходят для саморегулирующихся электронагревателей.Электрический нагревательный элемент
Электрические нагревательные элементы также широко распространены, особенно при обслуживании промышленных электрических нагревателей.Патронный нагреватель
Патронные нагреватели обеспечивают локальную подачу тепла к частям оборудования при производстве металлов, пенопласта, пластика, пищевой промышленности и упаковки.Металлические нагревательные элементы
Как следует из названия, металлические нагревательные элементы состоят в основном из металлов. Поскольку металл, как правило, является хорошим проводником тепла и электричества, элементы на основе металла являются одним из наиболее эффективных нагревательных элементов. Они используются как в бытовой, так и в промышленной технике. Их можно разделить на множество подтипов, включая нагревательные элементы на основе нихрома и нагревательные элементы на основе проволоки с резистивным элементом.Нихромовый нагревательный элемент
Многие электрические нагреватели имеют элементы из нихрома, который представляет собой сплав, состоящий в основном из никеля и хрома. В нагревателях на основе нихрома используются сплавы, содержащие 80% никеля и 20% хрома.Нагревательный элемент с резистивной проволокой
Некоторые детали на металлической основе состоят из набора высокопрочных проволок и лент. Эти провода иногда могут быть прямыми или спиральными, в зависимости от конструкции и нагревательной способности прибора. Эти провода используются в качестве сопротивления. Приложения, в которых вы можете найти такое обеспечение, — это тостеры и ручные массажеры для тела. Кантал, нихром и мельхиор – это несколько наиболее часто используемых металлов в конструкции проводов сопротивления.Спиральный нагреватель
Спиральные нагреватели, ленточные нагреватели или ленточные нагреватели помогают экструзионным каналам и бункерам поддерживать пластичность материалов во время их экструзии.Композитные нагревательные элементы
Композитные нагревательные элементы представляют собой нагревательные элементы, состоящие из смеси металлических и керамических материалов. Эти нагревательные элементы доступны во многих типах, включая, среди прочего, трубчатые элементы, радиоактивные элементы и нагревательные элементы со съемным керамическим сердечником.
Трубчатый нагревательный элемент
Трубчатые элементы в основном представляют собой металлические трубки с тонкой спиралью из нихрома, которая нагревает изделие. Названные в честь своей трубчатой формы, трубчатые нагревательные элементы используются в духовках, посудомоечных машинах и т. д. Им можно придать стандартную форму, или они могут принять индивидуальную форму для конкретного приложения.Радиоактивный нагревательный элемент
Радиоактивные элементы, также известные как тепловые лампы, представляют собой мощные лампы накаливания, излучающие преимущественно инфракрасные волны, а не видимый свет. Чаще всего они используются в лучистых обогревателях и многих типах подогревателей пищи. Они бывают двух основных видов: трубчатые и рефлекторные R40. Нагревательные элементы рефлекторных ламп бывают нескольких основных стилей: с золотым покрытием, с рубиново-красным покрытием и прозрачными.• Лампы с золотым покрытием имеют внутреннюю золотую дихроичную пленку. Это уменьшает видимый свет и пропускает большую часть коротких и средних инфракрасных волн. Они в основном используются для обогрева людей.
• Лампы с рубиновым покрытием выполняют те же функции, что и лампы с золотым покрытием. Они намного дешевле, чем лампы с золотым покрытием, но дают гораздо более сильное видимое свечение.
• Прозрачные лампы не имеют покрытия и используются в основном в промышленных производственных процессах.Съемный керамический стержень
Эти нагревательные элементы состоят из спиральной проволоки сопротивления, продетой через один или несколько цилиндрических керамических сегментов, которые могут иметь или не иметь центральный стержень. Они работают, когда вставлены в металлическую трубку или оболочку, запаянную с одного конца. Благодаря этому пользователи могут легко заменять или ремонтировать съемные элементы, не опасаясь что-либо сломать. Обычно они используются для нагрева жидкости под давлением.Композитный элемент из углеродного волокна
Принадлежности
Эти нагревательные элементы состоят из комбинации углеродного волокна и резистивного материала, такого как никель, термореактивного материала, такого как эпоксидная смола, или термопласта, такого как PEEK. Композитные элементы из углеродного волокна, как правило, устойчивы к коррозии, устойчивы к экстремальным температурам и имеют малый вес. Они часто используются для защиты от обледенения самолетов, бытового и промышленного отопления.Какие аксессуары для нагревательных элементов вам потребуются, зависит только от вашего применения. Вот несколько примеров того, что вы можете встретить: держатели проводов и элементов, термовыключатели, ручные соединительные зажимы, плоскогубцы, плетеный провод, силиконовые уплотнительные кольца, болты, адаптеры, удлинители, шнуры питания и электрические коробки.
Правильный уход за нагревательными элементамиДля обеспечения безопасной и эффективной работы необходимо правильно сочетать нагревательный элемент и его применение. Невыполнение этого требования может привести к короткому замыканию, возгоранию, повреждению продукта или потере оборудования.
Большинство обогревателей со временем теряют свою теплотворную способность. Когда производительность нагревателя снижается, это просто означает, что возникла проблема с его нагревательным элементом. Поэтому время от времени вам нужно будет заменить нагревательный элемент.
Как правило, производители предлагают варианты запасных элементов, которые можно приобрести или изготовить на заказ, в зависимости от потребностей клиента. Чаще всего этот процесс замены занимает довольно короткое время и считается частью регулярного графика технического обслуживания. Однако, если нагревательный элемент выходит из строя в предмете конечного пользователя, таком как фен, вероятно, более экономично заменить весь предмет, а не его нагревательный элемент.Производители могут предложить установить сменный элемент, либо вы можете сделать это самостоятельно. Чтобы получить пошаговое руководство по тестированию и замене старого нагревательного элемента, продолжайте читать. Наши советы способствуют безопасности пользователей; однако, если вы не уверены, вам следует попросить эксперта провести тестирование и замену.
1. Сначала выполните визуальный осмотр. Если вы видите какие-либо признаки обесцвечивания, повреждения или горения на катушке, элемент необходимо заменить.
Если вы не заметите ничего необычного при первоначальной оценке, то можете приступать.
2. Рассчитайте сопротивление элемента. Это математическое упражнение; Вы можете использовать калькулятор, чтобы найти сопротивление детали. Простая формула для этого расчета: R = (V x V) ÷ P. В этом уравнении R обозначает сопротивление, V — напряжение, а P — мощность, которая требуется элементу.
3. Как только вы определили сопротивление, пришло время проверить элемент с помощью измерительного инструмента – мультиметра. Настройте прибор на отображение сопротивления и выберите для этого подходящую измерительную шкалу. Убедитесь, что нагреватель не подключен к источнику питания. Теперь измерьте сопротивление элемента, прикоснувшись к клеммам нагревательных элементов проводами мультиметра.
4. Сопоставьте показания мультиметра с сопротивлением, рассчитанным вами.Если совпадение есть, то с элементом проблем нет. В этом случае, если в последнее время вы заметили какие-либо неравномерности нагрева вашего прибора, то, вероятно, с ним связана какая-то другая проблема.
Вам нужно проверить это в ремонтной службе.Однако, если наблюдаемое значение выше или ниже расчетного, элемент необходимо заменить. Вы можете сделать это с помощью профессиональной службы или посмотреть видео-учебник по замене элемента.
ПРИМЕЧАНИЕ. Если вы выполняете этот тест в водонагревателе, вам необходимо слить всю воду из бака и дать ей полностью высохнуть. Вы также должны отключить устройство и выключить панель выключателя. После этого осторожно отсоедините электрические провода и откройте бак, чтобы выполнить проверку и замену.
СтандартыВсе нагревательные элементы должны соответствовать стандартам безопасности UL (Underwriters Laboratories). UL имеет стандарты соответствия для широкого спектра применений нагревательных элементов, таких как электрический нагрев воздуховодов, коммерческое электрическое приготовление пищи и обогрев, а также электрические нагревательные элементы в оболочке. Мы также рекомендуем, чтобы все электрические нагревательные элементы соответствовали стандартам Национального электротехнического кодекса (NFPA 70).
Как найти подходящего производителя Хотя стандарты NFPA не применяются на национальном уровне, многие штаты приняли их в качестве законов. В зависимости от вашей отрасли, области применения и региона возможно, что ваши нагревательные элементы должны будут соответствовать дополнительным стандартам. Чтобы узнать больше, обсудите свои спецификации с поставщиком.Нагревательные элементы могут решить вашу проблему. Более того, при неправильном подборе или установке они могут быть опасны. Поэтому важно, чтобы вы работали только с надежным и опытным профессионалом. Более того, для достижения наилучших результатов вам необходимо работать с производителем нагревательных элементов, который стремится производить для вас самые лучшие и полезные продукты. Найдите такого производителя, просмотрев множество компаний, производящих высококачественные нагревательные элементы, которые мы перечислили на этой странице.
Посетите наш веб-сайт электрических нагревателей
Производители, поставщики и дистрибьюторы нагревательных элементов
Используйте наш подробный список производителей и поставщиков нагревательных элементов, чтобы изучить и отсортировать ведущих производителей нагревательных элементов с предварительным просмотром объявлений и подробным описанием каждого продукта.
Любой производитель нагревательных элементов может предоставить продукты для нагревательных элементов, отвечающие требованиям вашей компании. Также предусмотрена простая связь с производителями нагревательных элементов с помощью нашей формы быстрого запроса предложения. Этот источник подходит именно вам, будь то нагревательные змеевики, керамические нагревательные элементы или любые другие нагревательные элементы.Hotset America Corporation (GA)
Protherm Industries, Inc. (TN)
Raywall Comfort Conditioning Products (TN)
Southeast Specialties, Inc. (GA)
Thermal Products Company, Inc. (GA)
THERMOCOAX Inc. (GA)
Heatron, Inc. (KS)
Hi-Heat Industries, Inc. (MT)
Thermon Heating Systems Inc. (AB)
Benchmark Thermal (CA)
DS Fibertech Corporation ( CA)
GLO-QUARTZ® Inc. (AZ)
Heater Designs, Inc. (Калифорния)
International Heat Exchange Inc. (Калифорния)
Tayco Engineering, Inc.
(Калифорния)Technical Heaters, Inc./Thermolab (Калифорния)
Therm-x (Калифорния)
TSI Protherm (CA)
Accu-Therm®, Inc. (MO)
Backer Marathon, Inc. (TX)
Delta Manufacturing Company Incorporated (OK)
Electro Plastics, Inc. (MO)
Технологические нагреватели, системы и средства управления Gaumer (TX)
Heatrex Inc. (MO)
INDEECO (MO)
Protherm Industries, Inc. (TN)
Raywall Comfort Conditioning Products (TN)
Trasor Corp. (OK)
Watlow Electric Manufacturing Company (MO)
Benchmark Thermal (CA)
DS Fibertech Corporation (CA)
GLO-QUARTZ® Inc. (AZ)
Heater Designs, Inc. (CA)
International Heat Exchange Inc. (CA)
Tayco Engineering, Inc. (Калифорния)
Technical Heaters, Inc./Thermolab (CA)
Therm-x (CA)
TSI Protherm (CA)
Backer Marathon, Inc. (TX)
Delta Manufacturing Company Incorporated (OK)
Gaumer Process Heaters , Systems & Controls (TX)
GLO-QUARTZ® Inc.
(AZ)Heatron, Inc. (KS)
Trasor Corp. (OK)
Backer-Springfield (MA)
Birk Manufacturing, Inc. (Коннектикут)
Clark Power Systems Inc. (Коннектикут)
Duralite, Inc. (CT)
Eichenauer Inc. (NH)
George Ulanet Co. (CT)
Hi-Temp Products Corp. (CT)
Hubbell Electric Heater Co. (CT)
Industronics Service Company (CT)
Novy International (CT)
Tempora (QC)
Ulanet™ (IN)
Vulcan Electric Company (ME)
Warren Electric Corporation (RI)
Aitken Products, Inc. (OH)
Бакер-Спрингфилд (Массачусетс)
Birk Manufacturing, Inc. (CT)
BriskHeat (OH)
Clark Power Systems Inc. (CT)
Conrad-Kacsik Instrument Systems, Inc. (OH)
Duralite, Inc. (CT)
Durex Industries (IL)
Eichenauer Inc. (NH)
Fostoria Industries, Inc. (TN)
George Ulanet Co.
(CT)Hartzell Air Movement (OH)
Hi-Temp Products Corp. (CT)
Hubbell Electric Heater Co. (CT)
Industronics Service Company (CT)
ISE, Inc. (OH)
Micropyretics Heaters International (OH)
Novy International (CT)
Ogden Manufacturing (PA)
OMEGA Engineering, Inc. (OH)
Sentro Tech Corp. (OH)
Shealy Electrical Wholesalers, Inc (Южная Каролина)
Space-Ray, Inc./Gas-Fired Products (Северная Каролина)
The Conrad Company (OH)
Thermaltek, Inc. (Северная Каролина)
Thermcraft, Inc. ( Северная Каролина)
Тутко-Фарнам (Северная Каролина)
Ulanet™ (Индия)
Vulcan Electric Company (ME)
Warren Electric Corporation (RI)
Hotset America Corporation (GA)
Southeast Specialties, Inc. (GA)
Thermal Products Company, Inc. (GA)
THERMOCOAX Inc. (GA)
Fostoria Industries, Inc.
(TN)Hotset America Corporation (GA)
Protherm Industries, Inc. (TN)
Raywall Comfort Conditioning Products (TN)
Shealy Electrical Wholesalers, Inc (SC)
Southeast Specialties, Inc. (Джорджия)
Space-Ray, Inc./Gas-Fired Products (Северная Каролина)
Thermal Products Company, Inc. (Джорджия)
Thermaltek, Inc. (Северная Каролина)
Thermcraft, Inc. (Северная Каролина)
THERMOCOAX Inc. (GA)
Tutco-Farnam (NC)
Hi-Heat Industries, Inc. (MT)
ACC Climate Control (IN)
Accu-Therm®, Inc. (MO)
Aitken Products, Inc. (OH)
Akinsun Heat Co., Inc. (IL)
ARi Industries, Inc. (Иллинойс)
BriskHeat (OH)
Conrad-Kacsik Instrument Systems, Inc. (OH)
Custom Electric Manufacturing Co. (MI)
Detroit Radiant Products Company (MI)
Durex Industries (IL)
Electro Plastics, Inc. (MO)
Fast Heat, Inc.
(IL)Hartzell Air Movement (OH)
Heatrex Inc. (MO)
Hyndman Industrial Products Inc. (IN)
INDEECO (Миссури)
Industrial Furnace Interiors, Inc. (Мичиган)
Intek Corporation (MO)
ISE, Inc. (OH)
Jen-Ter Wire & Element Inc. (WI)
Micropyretics Heaters International (OH)
Minco (MN)
National Element, Inc. (MI)
Neptech Inc. (MI)
Nexthermal (MI)
Ogden Manufacturing (PA)
Ohmite Manufacturing (IL)
OMEGA Engineering, Inc. (OH)
Protherm Industries, Inc. (TN) )
PROTHERM™ (MN)
Raywall Comfort Conditioning Products (TN)
Sentro Tech Corp. (OH)
Solaronics, Inc. (MI)
Superior Radiant Products (IN)
TEMPCO Electric Heater Corporation (IL)
The Conrad Company (OH) )
Thermon Heating Systems Inc. (AB)
ThermTech (WI)
Thermtech Systems, Inc.
(IN)Ulanet™ (IN)
Watlow Electric Manufacturing Company (MO)
Wellman Furnaces, Inc. (В)
ACC Climate Control (IN)
Accu-Therm®, Inc. (MO)
Aitken Products, Inc. (OH)
Akinsun Heat Co., Inc. (IL)
ARi Industries, Inc. ( IL)
BriskHeat (OH)
Conrad-Kacsik Instrument Systems, Inc. (OH)
Custom Electric Manufacturing Co. (MI)
Detroit Radiant Products Company (MI)
Durex Industries (IL)
Electro Plastics, Inc. (Миссури)
Fast Heat, Inc. (Иллинойс)
Hartzell Air Movement (OH)
Heatrex Inc. (MO)
Hyndman Industrial Products Inc. (IN)
INDEECO (MO)
Industrial Furnace Interiors, Inc. (MI)
Intek Corporation (MO)
ISE, Inc. (OH)
Jen-Ter Wire & Element Inc. (WI)
Micropyretics Heaters International (OH)
National Element, Inc. (MI)
Neptech Inc.
(MI)Nexthermal (MI)
Ogden Manufacturing (PA)
Ohmite Manufacturing (IL)
OMEGA Engineering, Inc. (OH)
Protherm Industries, Inc. (TN)
Raywall Comfort Conditioning Products (TN)
Sentro Tech Corp. (OH)
Solaronics, Inc. (MI)
Superior Radiant Products (IN)
TEMPCO Electric Heater Corporation (IL)
The Conrad Company (OH)
Thermon Heating Systems Inc. (AB)
ThermTech (WI)
Thermtech Systems, Inc. (IN)
Ulanet™ (IN)
Watlow Electric Manufacturing Company (MO)
Wellman Furnaces, Inc. (IN)
ACC Climate Control (IN)
Accu-Therm®, Inc. (MO)
Akinsun Heat Co., Inc. (Иллинойс)
ARi Industries, Inc. (Иллинойс)
Electro Plastics, Inc. (Миссури)
Fast Heat, Inc. (Иллинойс)
Heatrex Inc. (Миссури)
Heatron, Inc. (KS)
INDEECO (MO)
Intek Corporation (MO)
Jen-Ter Wire & Element Inc.
(WI)Minco (MN)
Ohmite Manufacturing (IL)
PROTHERM™ (MN)
TEMPCO Electric Heater Corporation (IL)
ThermTech (WI)
Watlow Electric Manufacturing Company (MO)
Accu
Accu , Inc. (Миссури)Backer Marathon, Inc. (Техас)
Delta Manufacturing Company Incorporated (ОК)
Electro Plastics, Inc. (Миссури)
Gaumer Process Heaters, Systems & Controls (TX)
Heatrex Inc. (Миссури)
Heatron, Inc. (KS)
INDEECO (MO)
Trasor Corp. (OK)
Watlow Electric Manufacturing Company (MO)
ACC Climate Control (IN)
Accu-Therm®, Inc. ( MO)
Aitken Products, Inc. (OH)
Akinsun Heat Co., Inc. (IL)
ARi Industries, Inc. (IL)
BriskHeat (OH)
Conrad-Kacsik Instrument Systems, Inc. (OH)
Durex Industries (IL)
Electro Plastics, Inc. (MO)
Fast Heat, Inc.
(IL)Fostoria Industries, Inc. (TN)
Hartzell Air Movement (OH)
Heatrex Inc. (MO)
Hyndman Industrial Products Inc. (IN)
INDEECO ( MO)
Intek Corporation (MO)
ISE, Inc. (OH)
Micropyretics Heaters International (OH)
Ogden Manufacturing (PA)
Ohmite Manufacturing (IL)
OMEGA Engineering, Inc. (OH)
Protherm Industries, Inc. (TN)
Raywall Comfort Conditioning Products (TN)
Sentro Tech Corp. (OH)
Shealy Electrical Wholesalers, Inc (SC)
Space-Ray, Inc./Gas-Fired Products (NC)
Superior Radiant Products ( IN)
TEMPCO Electric Heater Corporation (IL)
The Conrad Company (OH)
Thermaltek, Inc. (NC)
Thermcraft, Inc. (NC)
ThermTech (WI)
Thermtech Systems, Inc. (IN)
Тутко-Фарнам (Северная Каролина)
Watlow Electric Manufacturing Company (MO)
Wellman Furnaces, Inc.
(IN)Backer Marathon, Inc. (TX)
Delta Manufacturing Company Incorporated (OK)
Gaumer Process Heaters, Systems & Controls (TX)
Trasor Corp. (OK)
Backer-Springfield (MA)
Birk Manufacturing, Inc. (CT)
Clark Power Systems Inc. (CT)
Duralite, Inc. (CT)
Eichenauer Inc. (НГ)
George Ulanet Co. (CT)
Hi-Temp Products Corp. (CT)
Hubbell Electric Heater Co. (CT)
Industronics Service Company (CT)
Novy International (CT)
Tempora (QC)
Ulanet™ (Индия)
Vulcan Electric Company (ME)
Warren Electric Corporation (RI)
Hi-Heat Industries, Inc. (MT)
Minco (MN)
PROTHERM™ (MN)
5 Aitken Products, Inc. (OH)Backer-Springfield (MA)
Birk Manufacturing, Inc. (Коннектикут)
BriskHeat (Огайо)
Clark Power Systems Inc. (Коннектикут)
Conrad-Kacsik Instrument Systems, Inc.
(Огайо)Creative Assembly, Inc. (MD)
Duralite, Inc. (Коннектикут)
Durex Industries (IL)
Eichenauer Inc. (NH)
Fostoria Industries, Inc. (TN)
George Ulanet Co. (CT)
Hartzell Air Movement (OH)
Hi-Temp Products Corp. (CT)
Hubbell Electric Heater Co. (CT)
Industronics Service Company (CT)
ISE, Inc. (OH)
Micropyretics Heaters International (OH)
Novy International (CT)
Ogden Manufacturing (PA)
OMEGA Engineering, Inc. (6 OH)
Sentro Tech Corp. (OH)
Shealy Electrical Wholesalers, Inc (SC)
Space-Ray, Inc./Gas-Fired Products (NC)
The Conrad Company (OH)
Thermal Devices (MD)
Термалтек, Инк. (Северная Каролина)
Thermcraft, Inc. (Северная Каролина)
Tutco-Farnam (Северная Каролина)
Ulanet™ (Индия)
Vulcan Electric Company (ME)
Warren Electric Corporation (RI)
Backer Hotwatt, Inc.
(MA)Backer-Springfield (Массачусетс)
Birk Manufacturing, Inc. (Коннектикут)
Clark Power Systems Inc. (Коннектикут)
Convectronics, Inc. (Массачусетс)
Custom Heat LLC (Массачусетс)
Dalton Electric Heating Co., Inc. (Массачусетс)
Duralite, Inc. (Коннектикут)
Eichenauer Inc. (NH)
George Ulanet Co. (CT)
Hi-Temp Products Corp. (CT)
Hotwatt, Inc. (MA)
Hubbell Electric Heater Co. (CT)
Industronics Service Company (CT)
Novy International (CT)
Tempora (QC)
Thermal Circuits Inc. (MA)
Ulanet™ (IN)
Vulcan Electric Company (ME)
Warren Electric Corporation (RI)
Климат-контроль ACC (IN)
Acrolab Ltd. (ON)
Aitken Products, Inc. (OH)
Akinsun Heat Co., Inc. (IL)
ARi Industries, Inc. (IL)
ASB Heating Elements, Ltd. (ON) )
BriskHeat (OH)
Conrad-Kacsik Instrument Systems, Inc.
(OH)Custom Electric Manufacturing Co. (MI)
Detroit Radiant Products Company (MI)
Durex Industries (IL)
Heat Fast , Inc. (Иллинойс)
Hartzell Air Movement (OH)
Hyndman Industrial Products Inc. (IN)
Industrial Furnace Interiors, Inc. (MI)
Intek Corporation (MO)
ISE, Inc. (OH)
Jen-Ter Wire & Element Inc. (WI)
Micropyretics Heaters International (OH)
National Element, Inc. (MI)
Neptech Inc. (MI)
Nexthermal (MI)
Ogden Manufacturing (PA)
Ohmite Manufacturing (IL)
OMEGA Engineering , Inc. (Огайо)Sentro Tech Corp. (OH)
Solaronics, Inc. (MI)
Superior Radiant Products (IN)
TEMPCO Electric Heater Corporation (IL)
The Conrad Company (OH)
Thermon Heating Systems Inc. (AB)
ThermTech (WI)
Thermtech Systems, Inc. (IN)
Ulanet™ (IN)
Wellman Furnaces, Inc.
(IN)Zesta Engineering Ltd. (ON)
Acrolab Ltd. (ON)
ASB Heating Elements, Ltd. (ON)
Jen-Ter Wire & Element Inc. (WI)
Minco (MN)
PROTHERM™ (MN)
Zesta Engineering Ltd. (ON)
Backer Marathon, Inc. (TX)
Delta Manufacturing Company Incorporated (OK)
Gaumer Process Heaters, Systems & Controls (TX)
Hotset America Corporation (GA)
Protherm Industries, Inc. (TN)
Raywall Comfort Conditioning Products (TN)
Southeast Specialties, Inc. (ГА)
Thermal Products Company, Inc. (GA)
THERMOCOAX Inc. (GA)
Trasor Corp. (OK)
ACC Climate Control (IN)
Accu-Therm®, Inc. (MO)
Akinsun Heat Co., Inc. (Иллинойс)
ARi Industries, Inc. (Иллинойс)
Delta Manufacturing Company Incorporated (ОК)
Electro Plastics, Inc. (Миссури)
Fast Heat, Inc. (Иллинойс)
Heatrex Inc.
(Миссури)Heatron, Inc. (Канада)
INDEECO (MO)
Intek Corporation (MO)
Jen-Ter Wire & Element Inc. (WI)
Ohmite Manufacturing (IL)
Protherm Industries, Inc. (TN)
Raywall Comfort Conditioning Products (TN)
TEMPCO Electric Heater Corporation (IL)
ThermTech (WI)
Trasor Corp. (OK)
Watlow Electric Manufacturing Company (MO)
Hi-Heat Industries, Inc. (MT)
Accu-Therm®, Inc. ( Миссури)
Electro Plastics, Inc. (Миссури)
Heatrex Inc. (Миссури)
Heatron, Inc. (KS)
INDEECO (MO)
Minco (MN)
PROTHERM™ (MN)
Watlow Electric Manufacturing Company (MO)
Benchmark Thermal (
Benchmark Thermal) CA)DS Fibertech Corporation (CA)
GLO-QUARTZ® Inc. (AZ)
Heater Designs, Inc. (CA)
International Heat Exchange Inc. (CA)
Tayco Engineering, Inc.
(CA) )Technical Heaters, Inc./Thermolab (CA)
Therm-x (Калифорния)
TSI Protherm (Калифорния)
American Heating Company, Inc. (Нью-Джерси)
Armstrong Engineering Associates, Inc. (Пенсильвания)
Backer Hotwatt, Inc. (Массачусетс)
Backer -Springfield (MA)
Birk Manufacturing, Inc. (CT)
Chromalox (PA)
Clark Power Systems Inc. (CT)
Convectronics, Inc. (MA)
Creative Assembly, Inc. (MD)
Custom Heat LLC (Массачусетс)
Dalton Electric Heating Co., Inc. (Массачусетс)
Duralite, Inc. (Коннектикут)
Eichenauer Inc. (Нью-Гэмпшир)
George Ulanet Co. (Коннектикут)
Glenro, Inc. (Нью-Джерси)
Hi-Temp Products Corp. (Коннектикут)
Hotwatt, Inc. (MA)
Hubbell Electric Heater Co. (CT)
I Squared R Element Company (NY)
Industronics Service Company (CT)
Kanthal Globar (NY)
Novy International (CT)
Omega Heater Company (Нью-Йорк)
Pelonis Technologies, Inc.
(Пенсильвания)Penn Radiant Products (PA)
Power Modules Inc. (PA)
Quartz Infrared Inc. (NJ)
Quartz Tubing, Inc. (PA)
Tempora (QC)
The Mellen Company (NH)
Thermal Circuits Inc. (MA)
Thermal Devices (MD)
TRENT, Inc. (PA)
Tutco Heating Solution Group (NH
Tutco SureHeat (NH)
Ulanet™ (IN)
66 900 Electric Heating Corp. (NY)
Vulcan Electric Company (ME)
Warren Electric Corporation (RI)
ZIRCAR Ceramics, Inc. (NY)
Backer-Springfield (MA)
Birk Manufacturing, Inc. (CT)
Clark Power Systems Inc. (CT)
Duralite, Inc. (CT)
Eichenauer Inc. (NH)
George Ulanet Co. (CT)
Hi-Temp Products Corp. (CT)
Hubbell Electric Heater Co. (CT)
Industronics Service Company (CT) )
Новый Интернэшнл (Коннектикут)
Tempora (QC)
The Mellen Company (NH)
Tutco Heating Solution Group (NH
Tutco SureHeat (NH)
Ulanet™ (IN)
Vulcan Electric Company (ME)
Warren Electric Corporation (RI)
American Heating Company, Inc.
(Нью-Джерси)Backer-Springfield (MA)
Birk Manufacturing, Inc. (CT)
Clark Power Systems Inc. (CT)
Duralite, Inc. (CT)
Eichenauer Inc. (NH)
George Ulanet Co. (CT)
Glenro, Inc. (NJ)
Hi-Temp Products Corp. (CT)
Hubbell Electric Heater Co. (CT)
Industronics Service Company (CT)
Novy International (CT)
Quartz Infrared Inc. (NJ)
Ulanet™ (IN)
Vulcan Electric Company (ME)
Warren Electric Corporation (RI)
Backer Marathon, Inc. (TX)
Delta Manufacturing Company Инкорпорейтед (ОК)
Gaumer Process Heaters, Systems & Controls (TX)
GLO-QUARTZ® Inc. (AZ)
Heatron, Inc. (KS)
Trasor Corp. (OK)
Backer-Springfield (MA)
Birk Производство, Inc. (Коннектикут)
Clark Power Systems Inc. (Коннектикут)
Duralite, Inc. (Коннектикут)
Eichenauer Inc.
(NH)George Ulanet Co. (Коннектикут)
Hi-Temp Products Corp. (CT)
Hubbell Electric Heater Co. (CT)
I Squared R Element Company (NY)
Industronics Service Company (CT)
Kanthal Globar (NY)
Novy International (CT)
Omega Heater Company (NY)
Tempora (QC)
Ulanet™ (IN)
ad(NY)
Vulcan Electric Company (ME)
Warren Electric Corporation (RI)
ZIRCAR Ceramics, Inc. (NY)
Creative Assembly, Inc. (MD)
Fostoria Industries, Inc. (TN)
Hotset America Corporation (GA)
Protherm Industries, Inc. (TN)
Raywall Comfort Conditioning Products (TN)
Shealy Electrical Wholesalers, Inc (SC)
Southeast Specialties, Inc. (GA)
Space-Ray, Inc./Gas- Fired Products (NC)
Thermal Devices (MD)
Thermal Products Company, Inc. (GA)
Thermaltek, Inc. (NC)
Thermcraft, Inc.
(NC)Термонагревательные элементы (SC)
THERMOCOAX Inc. (Джорджия)
Тутко-Фарнам (Северная Каролина)
Hi-Heat Industries, Inc. (MT)
Minco (MN)
PROTHERM™ (MN)
American Heating Company, Inc. (NJ)
Armstrong Engineering Associates, Inc. (PA)
Backer Hotwatt, Inc. (Массачусетс)
Backer-Springfield (Массачусетс)
Birk Manufacturing, Inc. (Коннектикут)
Chromalox (Пенсильвания)
Clark Power Systems Inc. (Коннектикут)
Convectronics, Inc. (Массачусетс)
Creative Assembly, Inc. (MD)
Custom Heat LLC (MA)
Dalton Electric Heating Co., Inc. (Массачусетс)
Duralite, Inc. (Коннектикут)
George Ulanet Co. (Коннектикут)
Glenro, Inc. (Нью-Джерси)
Hi-Temp Products Corp. (Коннектикут) )
Hotwatt, Inc. (MA)
Hubbell Electric Heater Co. (CT)
I Squared R Element Company (NY)
Industronics Service Company (CT)
Kanthal Globar (NY)
Novy International ( CT)
Omega Heater Company (NY)
Pelonis Technologies, Inc.
(PA)Penn Radiant Products (PA)
Power Modules Inc. (PA)
Quartz Infrared Inc. (NJ)
Quartz Tubing, Inc. (PA)
The Mellen Company (NH)
Thermal Circuits Inc. (MA)
Thermal Devices (MD)
Thermon Heating Systems Inc. (AB)
TRENT, Inc. (PA)
Tutco Heating Solution Group (NH
Tutco SureHeat (NH)
Ulanet™ (IN) )
Valad Electric Heating Corp. (Нью-Йорк)
Vulcan Electric Company (ME)
Warren Electric Corporation (RI)
ZIRCAR Ceramics, Inc. (NY)
Acrolab Ltd. (ON)
Aitken Products, Inc. (OH)
Armstrong Engineering Associates, Inc. (PA)
ASB Heating Elements, Ltd. (ON)
BriskHeat (OH)
Chromalox (PA)
Conrad-Kacsik Instrument Systems, Inc. (OH)
Creative Assembly, Inc. (MD) )
Custom Electric Manufacturing Co. (MI)
Detroit Radiant Products Company (MI)
Durex Industries (IL)
Hartzell Air Movement (OH)
Hyndman Industrial Products Inc.
(IN)I Squared R Element Company (NY)
Industrial Furnace Interiors, Inc. (MI)
ISE, Inc. (OH)
Kanthal Globar (NY)
Micropyretics Heaters International (OH)
National Element, Inc. (MI)
Neptech Inc. (MI)
Nexthermal (МИ)
Ogden Manufacturing (PA)
OMEGA Engineering, Inc. (OH)
Omega Heater Company (NY)
Pelonis Technologies, Inc. (PA)
Penn Radiant Products (PA)
Power Modules Inc. ( PA)
Quartz Tubing, Inc. (PA)
Sentro Tech Corp. (OH)
Solaronics, Inc. (MI)
Superior Radiant Products (IN)
The Conrad Company (OH)
Thermal Devices (MD)
Thermtech Systems, Inc. (IN)
TRENT, Inc. (Пенсильвания)
Valad Electric Heating Corp. (Нью-Йорк)
Wellman Furnaces, Inc. (IN)
Zesta Engineering Ltd. (ON)
ZIRCAR Ceramics, Inc. (NY)
Accu-Therm®, Inc.
(MO)Backer Marathon, Inc. (TX)
Delta Manufacturing Company Incorporated (OK)
Electro Plastics, Inc. (MO)
Gaumer Process Heaters, Systems & Controls (TX) )
Heatrex Inc. (Миссури)
Heatron, Inc. (KS)
INDEECO (MO)
Trasor Corp. (OK)
Watlow Electric Manufacturing Company (MO)
Acrolab Ltd. (ON)
Aitken Products, Inc. (OH)
ASB Heating Elements, Ltd. ( ON)
BriskHeat (OH)
Conrad-Kacsik Instrument Systems, Inc. (OH)
Custom Electric Manufacturing Co. (MI)
Detroit Radiant Products Company (MI)
Durex Industries (IL)
Hartzell Воздушное движение (Огайо)
Industrial Furnace Interiors, Inc. (MI)
ISE, Inc. (OH)
Jen-Ter Wire & Element Inc. (WI)
Micropyretics Heaters International (OH)
Minco (MN)
National Element, Inc. (MI)
Neptech Inc. (MI)
Nexthermal (MI)
Ogden Manufacturing (PA)
OMEGA Engineering, Inc.
(OH)PROTHERM™ (MN)
Sentro Tech Corp. (OH)
Solaronics, Inc. (MI)
Tempora (QC)
The Conrad Company (OH)
WATTCO™ (QC)
Zesta Engineering Ltd. (ON)
Benchmark Thermal (CA)
DS Fibertech Corporation (CA)
Heater 900s, Inc. (CA)
Hi-Heat Industries, Inc. (MT)
International Heat Exchange Inc. (CA)
Tayco Engineering, Inc. (CA)
Technical Heaters, Inc./Thermolab (CA)
Therm-x (CA)
TSI Protherm (CA)
Aitken Products, Inc. (OH)
Armstrong Engineering Associates, Inc. (PA)
Birk Manufacturing, Inc. (CT)
BriskHeat (OH)
Chromalox (PA)
Clark Power Systems Inc. (CT)
Conrad-Kacsik Instrument Systems, Inc. (OH)
Duralite, Inc. (CT)
Durex Industries (IL)
Eichenauer Inc. (NH)
George Ulanet Co. (CT)
Hartzell Air Movement (OH)
Hi-Temp Products Corp.
(CT)Hubbell Electric Heater Co. (CT)
Industronics Service Company (CT)
ISE, Inc. (OH)
Micropyretics Heaters International (OH)
Novy International (CT)
Ogden Manufacturing (PA)
OMEGA Engineering, Inc. (OH)
Pelonis Technologies, Inc. (PA)
Penn Radiant Products (PA)
Power Modules Inc. (PA)
Quartz Tubing, Inc. (PA)
Sentro Tech Корпорация (Огайо)
The Conrad Company (OH)
TRENT, Inc. (PA)
Ulanet™ (IN)
Vulcan Electric Company (ME)
Warren Electric Corporation (RI)
Acrolab Ltd. (ON)
American Heatwatt, Inc. (Нью-Джерси)
Armstrong Engineering Associates, Inc. (Пенсильвания)
ASB Heating Elements, Ltd. (Онтарио)
Backer Hotwatt, Inc. (Массачусетс)
Backer-Springfield (Массачусетс)
Birk Manufacturing, Inc. (Коннектикут)
Chromalox (Пенсильвания)
Clark Power Systems Inc.
(CT)Convectronics, Inc. (MA)
Creative Assembly, Inc. (MD)
Custom Heat LLC (MA)
Dalton Electric Heating Co., Inc. (MA)
Duralite, Inc. (Коннектикут)
Eichenauer Inc. (Нью-Гэмпшир)
George Ulanet Co. (Коннектикут)
Glenro, Inc. (Нью-Джерси)
Hi-Temp Products Corp. (Коннектикут)
Hotwatt, Inc. (MA)
Hubbell Electric Heater Co. (CT)
I Squared R Element Company (NY)
Industronics Service Company (CT)
Kanthal Globar (NY)
Novy International (CT)
Omega Heater Company (NY)
Pelonis Technologies, Inc. (PA)
Penn Radiant Products (PA) 5
Power Modules Inc. (PA)Quartz Infrared Inc. (NJ)
Quartz Tubing, Inc. (PA)
Tempora (QC)
The Mellen Company (NH)
Thermal Circuits Inc. (MA)
Тепловые устройства (MD)
TRENT, Inc. (Пенсильвания)
Tutco Heating Solution Group (NH
Tutco SureHeat (NH)
Ulanet™ (IN)
Valad Electric Heating Corp.
(NY)Vulcan Electric Company (ME)
Warren Electric Corporation (RI)
WATTCO™ (QC)
Zesta Engineering Ltd. (ON)
ZIRCAR Ceramics, Inc. (NY)
Birk Manufacturing, Inc. (CT)
Clark Power Systems Inc. (КТ)
Duralite, Inc. (КТ)
Eichenauer Inc. (NH)
George Ulanet Co. (CT)
Hi-Temp Products Corp. (CT)
Hubbell Electric Heater Co. (CT)
Industronics Service Company (CT)
Novy International (CT)
Tempora (QC)
Ulanet™ (IN)
Vulcan Electric Company (ME)
Warren Electric Corporation (RI)
Hi-Heat Industries, Inc. (MT)
Minco (MN)
PROTHERM™ (MN)
Fostoria Industries, Inc. (TN)
Hotset America Corporation (GA)
Protherm Industries, Inc. (TN)
Raywall Comfort Conditioning Products (TN)
Shealy Electrical Wholesalers, Inc (SC)
Southeast Specialties, Inc.
(GA)Space -Ray, Inc./Gas-Fired Products (NC)
Thermal Products Company, Inc. (GA)
Thermaltek, Inc. (NC)
Thermcraft, Inc. (NC)
Термонагревательные элементы (SC)
THERMOCOAX Inc. (Джорджия)
Tutco-Farnam (Северная Каролина)
Hi-Heat Industries, Inc. (MT)
Minco (MN)
PROTHERM™ (MN)
Accu-Therm®, Inc. (MO)
Electro Plastics, Inc. (MO)
Fostoria Industries, Inc. (TN)
Heatrex Inc. (MO)
Hotset America Corporation (GA)
INDEECO (MO)
Protherm Industries, Inc. (TN)
Raywall Товары для кондиционирования воздуха (TN)
Shealy Electrical Wholesalers, Inc (SC)
Southeast Specialties, Inc. (Джорджия)
Space-Ray, Inc./Gas-Fired Products (Северная Каролина)
Thermal Products Company, Inc. (Джорджия)
Thermaltek, Inc. (Северная Каролина)
Thermcraft, Inc. (Северная Каролина)
THERMOCOAX Inc.
(GA)Tutco-Farnam (NC)
Watlow Electric Manufacturing Company (MO)
Backer Marathon, Inc. (TX)
Delta Manufacturing Company Incorporated (OK)
Технологические нагреватели, системы и средства управления Gaumer (TX)
Heatron, Inc. (KS)
Trasor Corp. (OK)
Benchmark Thermal (CA)
DS Fibertech Corporation (CA)
GLO-QUARTZ® Inc. (AZ)
Heater Designs, Inc. (CA)
International Heat Exchange Inc. (CA)
Tayco Engineering, Inc. (CA)
Technical Heaters, Inc./Thermolab (CA)
Therm-x (CA)
TSI Protherm (CA)
Backer-Springfield (Массачусетс)
Birk Manufacturing, Inc. (Коннектикут)
Clark Power Systems Inc. (CT)
Duralite, Inc. (CT)
Eichenauer Inc. (NH)
George Ulanet Co. (CT)
Hi-Temp Products Corp. (CT)
Hubbell Electric Heater Co. (CT)
Industronics Service Company (CT)
Novy International (CT)
Tempora (QC)
Ulanet™ (IN)
Vulcan Electric Company (ME)
Warren Electric Corporation (RI) )
Aitken Products, Inc.
(Огайо)American Heating Company, Inc. (Нью-Джерси)
Armstrong Engineering Associates, Inc. (Пенсильвания)
BriskHeat (Огайо)
Chromalox (Пенсильвания)
Conrad-Kacsik Instrument Systems, Inc. (Огайо)
Creative Assemblys, Inc. (MD)
Durex Industries (IL)
Fostoria Industries, Inc. (TN)
Glenro, Inc. (NJ)
Hartzell Air Movement (OH)
I Squared R Element Company (NY) )
ISE, Inc. (Огайо)
Kanthal Globar (NY)
Micropyretics Heaters International (OH)
Ogden Manufacturing (PA)
OMEGA Engineering, Inc. (OH)
Omega Heater Company (NY)
Pelonis Technologies, Inc. (PA)
Penn Radiant Products (PA)
Power Modules Inc. (PA)
Protherm Industries, Inc. (TN)
Quartz Infrared Inc. (NJ)
Quartz Tubing, Inc. (PA)
Raywall Comfort Conditioning Продукция (ТН)
Sentro Tech Corp.
(OH)Shealy Electrical Wholesalers, Inc (SC)
Space-Ray, Inc./Gas-Fired Products (NC)
The Conrad Company (OH)
Thermal Devices (MD)
Thermaltek, Inc. (Северная Каролина)
Thermcraft, Inc. (Северная Каролина)
TRENT, Inc. (Пенсильвания)
Tutco-Farnam (Северная Каролина)
Valad Electric Heating Corp. (NY)
ZIRCAR Ceramics, Inc. (Нью-Йорк)
Benchmark Thermal (Калифорния)
DS Fibertech Corporation (Калифорния)
Heater Designs, Inc. (Калифорния)
Hi-Heat Industries, Inc. (MT)
International Heat Exchange Inc. (Калифорния)
Tayco Engineering, Inc. (Калифорния)
Technical Heaters, Inc./ Thermolab (Калифорния)
Therm-x (Калифорния)
TSI Protherm (Калифорния)
Aitken Products, Inc. (OH)
American Heating Company, Inc. (Нью-Джерси)
Armstrong Engineering Associates, Inc. (Пенсильвания) )
BriskHeat (OH)
Chromalox (PA)
Conrad-Kacsik Instrument Systems, Inc.
(OH)Creative Assembly, Inc. (MD)
Durex Industries (IL)
Fostoria Industries, Inc. (TN)
Glenro, Inc. (NJ)
Hartzell Air Movement (OH)
I Squared R Element Company (NY)
ISE, Inc. (OH)
Kanthal Globar (NY)
Micropyretics Heaters International (OH)
Ogden Manufacturing (PA)
OMEGA Инжиниринг, Инк. (Огайо)
Omega Heater Company (NY)
Pelonis Technologies, Inc. (PA)
Penn Radiant Products (PA)
Power Modules Inc. (PA)
Protherm Industries, Inc. (TN)
Quartz Infrared Inc. (Нью-Джерси)
Quartz Tubing, Inc. (Пенсильвания)
Raywall Comfort Conditioning Products (TN)
Sentro Tech Corp. (OH)
Shealy Electrical Wholesalers, Inc (SC)
Space-Ray, Inc./ Газовые продукты (NC)
The Conrad Company (OH)
Thermal Devices (MD)
Thermaltek, Inc. (Северная Каролина)
Thermcraft, Inc.
(Северная Каролина)TRENT, Inc. (PA)
Tutco-Farnam (Северная Каролина)
Valad Electric Heating Corp. ( NY)
ZIRCAR Ceramics, Inc. (NY)
ACC Climate Control (IN)
Acrolab Ltd. (ON)
Akinsun Heat Co., Inc. (IL)
ARi Industries, Inc. (IL)
ASB Heating Elements, Ltd. (ON)
Custom Electric Manufacturing Co. (MI)
Detroit Radiant Products Company (MI)
Fast Heat, Inc. (IL)
Industrial Furnace Interiors, Inc. (MI)
Intek Corporation (MO)
Jen-Ter Wire & Element Inc. (WI)
Minco (MN)
National Element, Inc. (MI)
Neptech Inc. (MI)
Nexthermal (MI)
Ohmite Manufacturing (IL)
PROTHERM™ (MN)
Solaronic Inc. (MI)
TEMPCO Electric Heater Corporation (IL)
ThermTech (Висконсин)
Zesta Engineering Ltd. (ON)
Hi-Heat Industries, Inc. (MT)
Улучшенная адгезия между нагревательным элементом из нержавеющей стали и полимером PPS при контактной сварке термопластичных композитов
ScienceDirectЗнак компании inSign in / register
PDFView PDF
- Access through your institution
Volume 188, 1 May 2020, 107876
https://doi.
org/10.1016/j.compositesb.2020.107876Get права и содержаниеСварка термопластичных композитов сопротивлением включает подачу электрического тока на нагревательный элемент, обычно сетку из нержавеющей стали (SS), которая нагревается за счет эффекта Джоуля, плавит окружающую полимерную матрицу и остается на границе соединения после операции сварки. В этом исследовании адгезия между термопластичной матрицей, то есть полифениленсульфидом (PPS), и сетчатым нагревательным элементом из нержавеющей стали оценивается и улучшается за счет нанесения поверхностных покрытий на нержавеющую сталь. Покрытия основаны на органосилане, двухвалентной молекуле, часто используемой для создания органического покрытия на металлах. Эффективность поверхностных покрытий оценивают путем измерения угла контакта с водой на обработанных пластинах из нержавеющей стали, характеристики покрытия с помощью ATR-FTIR, наблюдений с помощью SEM и TEM и механических испытаний квазиизотропного углеродного волокна (CF), сваренного контактной сваркой.
Соединения ППС. Сообщается об улучшении прочности на сдвиг внахлестку (LSS) на 32% для соединений, сваренных с использованием обработанных нагревательных элементов, по сравнению с соединениями, сваренными с использованием необработанных нагревательных элементов. Испытания с двойной консольной балкой между пластиной из нержавеющей стали и композитом CF/PPS также показали гораздо лучшую адгезию между PPS и нержавеющей сталью после поверхностного покрытия, с более высокой нагрузкой при разрушении и поверхностях разрушения, показывая, что полимер и волокно остаются прикрепленными к пластине из нержавеющей стали.В настоящее время композиты широко используются в аэрокосмической промышленности из-за их превосходных свойств и малого веса. Хотя термореактивные композиты используются в большинстве приложений, термопластичные композиты завоевывают долю рынка отчасти из-за их пригодности для повторного использования [1], хорошей ударопрочности [2] и коротких циклов обработки [3]. Термопластичные композиты можно расплавлять и реконсолидировать несколько раз, что позволяет повторно использовать их в других отраслях промышленности, помимо аэрокосмической [[4], [5], [6]].
Термопластичные композиты также можно соединять сваркой. Сварка термопластичных композитов требует нагрева поверхности соединения выше температуры стеклования полимера (для аморфных полимеров) или температуры плавления (для полукристаллических полимеров), чтобы полимерные цепи могли диффундировать через границу раздела. Затем соединение уплотняется под давлением во время охлаждения [7]. Ультразвуковая, индукционная и контактная сварка — это три сварочных процесса, предназначенных для аэрокосмической промышленности. Выбор того или иного процесса сварки зависит от многих факторов, в том числе от характера и архитектуры армирования свариваемых деталей. Например, индукционная сварка хорошо подходит для соединения деталей из углеродного волокна в форме ткани, но сварка сопротивлением предпочтительнее, когда соединяемые детали изготовлены из стекловолокна или однонаправленного углеродного волокна.Сварка сопротивлением оказалась относительно быстрой (порядка секунд или минут) и недорогой, и ее можно автоматизировать [8].
В этом процессе пористый электропроводящий нагревательный элемент (HE) помещается между двумя свариваемыми композитами (склеивается). В этот ВВ подается электрический ток, который нагревается за счет эффекта Джоуля и вызывает плавление полимера, находящегося в его окрестности. Композитные слои из углеродного волокна (CF) изначально использовались в качестве HE. При использовании в форме препрега с той же смолой, что и композитные адгезивы, они обеспечивают хорошую совместимость с исходной структурой. Однако у этих HE было несколько недостатков, в том числе сложность обеспечения хорошего соединения с источником питания, неравномерный нагрев и обрыв волокна. В частности, неоднородное распределение температуры, к которому приводит CF HE, может ограничивать размер зоны сварки в данном промышленном применении. Хотя несколько недавних исследований были сосредоточены на использовании CF в качестве HE [9,10], большинство исследователей предпочитают использовать сетку из нержавеющей стали [8,[11], [12], [13], [14], [15]], поскольку они обеспечивают лучшее распределение тепла и более легкое управление процессом [16].В процессе разработки сварочного процесса соединения часто свариваются в геометрии образцов с нахлестом внахлестку и испытываются для получения кажущейся прочности на срез внахлестку (LSS). Наблюдение за поверхностью излома часто показывает разрушение, происходящее как в сыпучих композитных соединениях , так и в на границе раздела сварных швов. Кроме того, поверхности излома обычно показывают, что сетка из нержавеющей стали и термопластичный полимер плохо сцепляются. Это наблюдалось для CF/полиэфирэфиркетона (PEEK) [17], CF/полиэфиркетонкетона (PEKK), CF/полиэфиримида (PEI) [18] и CF/полифениленсульфида (PPS) [11]. Напротив, Koutras et al. [14] и Дубе и соавт. [19] сообщили о режимах межслойного разрушения для композитов стекловолокна (GF)/PPS и GF/PEI, сваренных контактной сваркой, при этом разрушение происходит исключительно в адгезивных соединениях композита. В этих случаях природа волокна (GF в отличие от CF) была ответственна за этот вид разрушения, т. е. было показано, что композитные адгезивы GF «слабее», чем поверхность раздела HE/полимер.
В свете вышеизложенного считается, что лучшая адгезия между сеткой HE из нержавеющей стали и термопластичным полимером приведет к улучшению механических характеристик соединения, если рассматривать высокоэффективные склеивающие материалы из CF. Таким образом, целью данного исследования является улучшение адгезии между SS HE и термопластичным полимером, т. е. PPS, и проверка влияния этой лучшей адгезии на LSS композиционных материалов CF/PPS, сваренных контактной сваркой.Силаны обычно используются для улучшения адгезии между органическими и неорганическими материалами, будь то для композитных волокон, красок или для производства гибридов металла и пластика для автомобилей [20]. Они состоят из органических и неорганических групп на одной молекуле. Обычно используется следующая структура: YSi(OR) 3 , где -Y представляет собой органофункциональную группу, такую как алкокси, эпоксид, активный амин или тиол, и –OR представляет собой гидролизуемую алкоксигруппу. Молекулы силана реагируют с оксидами поверхностей по механизму, показанному на рис.
1. Сначала гидролизуются алкоксигруппы либо в растворе, либо при влажности окружающей среды. Вновь образованные гидроксильные группы могут затем конденсироваться с гидроксильными группами соседних молекул, образуя олигомеры. Затем олигомеры конденсируются на обрабатываемой поверхности посредством водородных связей. Наконец, сшивка осуществляется термически для образования ковалентных связей между силоксановой сеткой и поверхностью [[21], [22], [23]].Механизм покрытия, описанный выше, хорошо известен, но влияние факторов, влияющих на ряд вовлеченных реакций, не достигнуто консенсусом. Это объясняется различными факторами, влияющими на эти реакции: природой обрабатываемой поверхности, конкретной используемой молекулой силана и ее гидролизующим состоянием, природой растворителя и его pH, а также временем и температурой обработки, среди прочего. Чтобы силан мог быть привит к металлу, поверхность металла должна быть богата оксидами. Нержавеющие и оцинкованные стали, естественно, имеют оксидный слой на своей поверхности, но этот слой часто покрыт другим слоем углеродистых примесей, что препятствует правильному прививке силана на поверхности [24,25].
Таким образом, первым этапом нанесения силанового покрытия является полировка металлической поверхности для удаления загрязнений и окисления поверхности. В нескольких исследованиях металл подвергали воздействию воздуха при высоких температурах (350–380 °C) для создания реакционноспособного оксидного слоя с высокой концентрацией оксида [[19].], [20], [21]]. Для полированной стали оксидный слой быстро формировался при высоких температурах. Через 5 мин при 350 °C на поверхности образовывались островки оксидов, которые в конечном итоге сливались, образуя однородный и плотный слой [26]. Такая окисленная сталь была покрыта силаном Хонканеном [27] для улучшения адгезии с термопластичным уретаном (ТПУ). Для силанизированной и окисленной стали была получена лучшая прочность на отрыв по сравнению со сталью, обработанной силаном в полученном (не окисленном) состоянии. Для Хонканена [27] и Хойкканена [28] время окисления в пять или 100 минут, по-видимому, не повлияло на прочность на отрыв, в то время как в другом исследовании Хонканена [29] показали, что прочность на отрыв была выше, когда сталь подвергалась окислению в течение всего 5 мин, по сравнению со 100 мин. Это различие было связано с чрезмерно толстым силановым слоем, образовавшимся после 100 минут окисления, как было измерено с помощью СЭМ. Под действием напряжения отслаивания это привело к разрушению слоя силана, а также на границе ТПУ/силан.Наиболее часто используемой молекулой силана является аминопропилтриэтоксисилан (APTES), который совместим с большим количеством полимеров [21,22], включая ПФС. Силан может диффундировать через полимерную матрицу и создавать межфазную область, позволяющую связываться с термопластичными полимерами [22]. Перед нанесением силанового покрытия рекомендуется гидролизовать силан в растворе, обычно в этаноле, воде или их комбинации. Силановые группы –OR превращаются в группы –OH путем гидролиза. Эту стадию проводят при комнатной температуре, и время реакции варьируется. Юссила и др. [30] посчитали, что в растворе вода/этанол достаточно времени гидролиза в 1 мин; 75/25. Компания Gelest рекомендовала время гидролиза 5 мин [21]. Также использовалось более длительное время гидролиза, равное одному часу, которое не препятствовало связыванию силана с металлом, несмотря на возможность чрезмерной олигомеризации, т.
е. молекул силана, реагирующих друг с другом путем конденсации с образованием неупорядоченных олигомеров [23, 27]. Иногда в качестве растворителя использовалась комбинация воды и этанола. Этанол способствовал растворению APTES, а вода позволяла его гидролизу. При этом доля воды варьировалась от 5 [30] до 25 об.% [21,23].pH раствора может изменить механизм реакции между силаном и субстратом при использовании аминосилана. Было подчеркнуто, что взаимодействие между силаном и субстратом зависит от кислотно-щелочного взаимодействия между субстратом и раствором силана. Изоэлектрическая точка — это рН, при котором молекула, в данном случае оксиды, электрически нейтральна. Кислотный рН ниже этой точки положительно заряжает оксиды металлов, а щелочной рН выше этой точки отрицательно заряжает поверхность. В первом случае молекулы силана конденсируются гидроксильной группой, тогда как во втором случае аминная часть конденсируется с оксидами металлов [31,32]. Кроме того, нейтральное значение рН приводит к неупорядоченной силоксановой сетке, поскольку на поверхность металла могут быть привиты как аминогруппы, так и гидроксильные группы [33].
Для того же силана (APTES) в этаноле и аналогичных условиях кислый pH приводил к лучшей адгезии металла/полимера для Foerster et al. [25], в то время как щелочной рН обеспечивал лучшую адгезию в соответствии с Голазом и соавт. [32]. Следует отметить, что в случае Голаза и соавт. в качестве растворителя для основного рН использовалась только вода [32]. Уксусная кислота обычно используется для снижения pH. Его также можно использовать для гидролиза молекул силана [25]. Температуру раствора и время погружения металла в раствор силана можно варьировать. Очень короткое время 5 минут при комнатной температуре [29,34], но Foerster et al. [25] показали более высокую скорость прививки для реакции продолжительностью 60 мин при 60 °C. Последним этапом нанесения силанового покрытия является сшивание силоксановой сетки. Это можно сделать при комнатной температуре в течение 24 часов [23] или при температуре 93–110 °C в течение от 5 минут до одного часа [[28], [29], [30],34].В свете этого обзора литературы кажется, что наилучший набор параметров для процесса нанесения силанового покрытия трудно определить.
Эффективность покрытия сильно зависит от природы обрабатываемой подложки и молекулы силана. Для каждой пары субстрат/силан необходимы определенные наборы параметров. Эта работа направлена на улучшение интерфейса между SS и PPS путем нанесения силанового покрытия на HE для увеличения LSS сварных контактной сваркой соединений CF/PPS. Подход с планом эксперимента (DoE) используется для количественной оценки влияния выбранных факторов на LSS сварных соединений и определения параметров покрытия, обеспечивающих наилучшие механические характеристики. Покрытие и режимы отказа соединений анализируются, чтобы понять механизмы адгезии и их влияние на LSS. Адгезию между SS и полимером PPS дополнительно исследуют с помощью испытаний с двойной консольной балкой (DCB), в которых образцы состоят из пластины SS (с покрытием) и ламината CF/PPS.Фрагменты фрагментов
Композитный материал состоял из предварительно пропитанного однонаправленного (UD) CF/PPS (TC1100, Toray Advanced Composites).
Ламинаты состояли из 16 слоев UD, уложенных друг на друга в виде квазиизотропной укладки [0/90/±45] 2S . Их подвергали компрессионному формованию с получением ламинатов 2 размером 254 × 254 мм в горячем прессе. Температуру повышали до 320°C при контактном давлении 0,17 МПа. Затем давление повышали до 0,7 МПа и выдерживали в течение 15 мин. Затем материал охлаждали до температурыУглы контакта с водой (θ E ) на материале SS 304 представлены на рис. 5. Измерения проводились на полученном (необработанном) SS после кислотной коррозии с 0,2 M или 0,4 M H 2 2 SO 4 , а также после кислотной коррозии и окисления при 500 °C или 350 °C в течение 30 или 60 мин. Большие краевые углы смачивания водой являются индикатором гидрофобности, а малые краевые углы указывают на гидрофильность поверхности. Таким образом, мера угла контакта с водой является показателем эффективности
Измерения краевого угла смачивания водой выявили более активную поверхность нержавеющей стали после обработки кислотным травлением и окислением, особенно когда окисление проводилось при высокой температуре 500 °C.
Фактически, самые низкие краевые углы смачивания водой были получены после кислотного травления и окисления при 500 °C, при этом концентрация кислоты и время окисления мало влияли на краевые углы. Результаты Taguchi DoE, основанные на LSS сварных образцов, согласуются с этим наблюдением и показывают, чтоЭто исследование было направлено на повышение LSS сварных соединений сопротивлением за счет улучшения адгезии между обычно используемой нержавеющей сталью HE и термопластичным полимером PPS. Многие предыдущие исследования показали, что соединения термопластичных композитов, сваренные сопротивлением, разрушаются либо в местах склеивания (при использовании материалов с низкими эксплуатационными характеристиками), либо на границе раздела сварных швов (при использовании материалов с высокими эксплуатационными характеристиками). Лучшая адгезия HE/PPS была достигнута за счет разработки силанового покрытия, нанесенного на
Винсент Рохарт: Концептуализация, Методология, Исследование, Валидация, Формальный анализ, Написание — первоначальный проект, Написание — просмотр и редактирование.
Луи Лаберж Лебель: Концептуализация, надзор, написание — обзор и редактирование. Martine Dubé: Концептуализация, Надзор, Написание — обзор и редактирование, Привлечение финансирования.Нет.
Эта работа была поддержана Советом по естественным наукам и инженерным исследованиям Канады, номер гранта RGPIN-2018-03738 и CREPEC.
Ссылки (43)
- Л. Гарсия-Гусман и др.
Сопротивление разрушению 3D-печатных клеевых композитных образцов DCB с использованием структурированных интерфейсов: экспериментальное и теоретическое исследование
Compos Struct
(2018)
- Д. Ставров et al.
Сварка термопластичных композитов сопротивлением – обзор
Compos Appl Sci Manuf
(2005 г.) Гермас и др.
Сравнительное исследование коррозионного поведения аустенитной нержавеющей стали 304 в растворах сульфаминовой и серной кислот
Фотополимеризованная эпоксидная грунтовка для улучшения адгезии на стыках термопласт/металлическая проволока
Compos Appl Sci Manuf
(2013)
- B. Golaz et al.
Адгезия термопластичного полиуретанового эластомера к оцинкованной стали
(2011)
- М. Хойкканен и др.
Влияние параметров обработки силаном на формирование силанового слоя и связывание с термопластичным уретаном
Prog Org Coating
(2011)
- M. Honkanen
Характеристика силановых слоев на модифицированных поверхностях из нержавеющей стали и связанных с ними поверхностях из нержавеющей стали пластиковые гибриды
Appl Surf Sci
(2011)
- S. Bera и др.
Экологически чистое эпоксидно-силановое гибридное покрытие на водной основе для улучшенной защиты от коррозии и адгезии к оцинкованной стали гибридные технологии прямого склеивания металлов для несущих автомобильных компонентов
J Mater Process Technol
(2008)
- M. Dubé et al.
Характеристика усталостных характеристик термопластичных композитов, сваренных сопротивлением
Compos Sci Technol
(2008)
- M. Dubé и др.
Сварка сопротивлением соединений обшивки и стрингеров из термопластичных композитов
Compos Appl Sci Manuf
(2007)
- N. Koutras et al.
Влияние температуры на прочность соединений PPS, армированных стекловолокном контактной сваркой
Compos Appl Sci Manuf
(2018)
- М. Кропка и др.
От UD-ленты до готовой детали – комплексный подход к термопластичным композитам
Procedia CIRP
(2017)
- S. Boria et al.
Ударное поведение полностью термопластичного композита
Compos Struct
(2017)
- Y. Yang et al.
Переработка композитных материалов
Chem Eng Process Интенсификация процессов
(2012)
- Х. Ли и др.
Переработка отходов термопластичных композитов, армированных углеродным волокном, аэрокосмической промышленности
J Compos Mater
(2017)
- N. Benoit et al.
Долговременная замкнутая переработка композитов полиэтилена высокой плотности/льна
Prog Rubber Plast Recycl Technol
(2018)
- M. Roux et al.
«Обработка и повторное использование аэрокосмической детали из термопластичного композитного волокна/пика
- A. Yousefpour et al.
Fusion bonding/welding of thermoplastic composites
J Thermoplast Compos Mater
(2004)
- I. Fernandez Villegas
Process and performance evaluation of ultrasonic , induction and resistance welding of advanced thermoplastic composites
J Thermoplast Композитный материал
(2012)
- Д. Танабе и др.
Влияние параметров обработки на электромуфтовое соединение композитов CF/PPS с использованием нагревательных элементов из углеродного волокна обзор
2022, Композитные конструкции
С ростом применения композитных материалов в элементах конструкций возрастает важность контроля за состоянием конструкций в течение всего срока их службы.
В данной статье представлен всесторонний обзор методов мониторинга повреждений соединений из армированных волокном полимеров: склеивание, механическое скрепление и сварка. В этом обзоре методы мониторинга состояния конструкции (SHM) подразделяются на две основные группы: внутреннее зондирование (встроенное в линию соединения) и внешнее зондирование (размещенное за пределами интерфейса). Основные внутренние методы включают волоконно-оптические датчики, пьезоэлектрические датчики (например, электромеханический импеданс) и мониторинг на основе нанокомпозитов. Последнее вызвало значительный интерес в последние годы и подчеркивается его применением для различных методов соединения. Для внешнего зондирования рассматривается несколько методов неразрушающего контроля для оценки целостности композитных соединений, включая акустическую эмиссию, акусто-ультразвуковые волны (например, направленную волну), структурные вибрации и акустику, испытание на адгезию при ударе лазером, электромеханический импеданс (например, пьезоэлектрические датчики) и ультразвуковой неразрушающий контроль (НК). Для каждого метода зондирования мониторинг повреждений обсуждается с трех аспектов: i) тип повреждения, ii) местонахождение повреждения и iii) тяжесть повреждения. Обобщены новые методы, важные результаты, текущие тенденции и проблемы. Наконец, рекомендуются дальнейшие исследования, необходимые в этой области. Сверхвысокая прочность сцепления структуры композита полифениленсульфид-алюминий, достигаемая простыми методами формования композитные конструкции из сплава (Al) с легким весом и высокой прочностью сцепления на границе раздела. Поверхность Al была модифицирована синергетической обработкой пескоструйной обработкой и деионизированной водой. Количественно обсуждалось влияние шероховатости поверхности и структуры бемита, сформированной на поверхности Al, на прочность сцепления на границе раздела формованных композитных структур PPS-Al. Когда относительное содержание AlOOH, образующегося в результате реакции деионизированной воды с Al, составляло 0,236, прочность связи увеличивалась до 32,3 МПа, что было в 2,3 раза выше, чем до обработки.
Было обнаружено, что после отжига кристалличность ППС и прочность связи ППС-Al увеличились до 51,9.% и 35,6 МПа соответственно. Высокая прочность сцепления на границе раздела позволяет удовлетворить большинство инженерных требований и имеет ценный потенциал применения в аэрокосмической и автомобильной областях.Изготовление и испытание на осевое сжатие термопластичных композитных цилиндрических сэндвич-конструкций с иерархическим сотовым заполнителем Сердечник спроектирован и изготовлен методом навивки и блокировки. Были проведены испытания на осевое сжатие для оценки несущей способности и выявления видов разрушения. Результаты показывают, что локальная потеря устойчивости и разрушение торца были основными режимами разрушения многослойных цилиндрических конструкций. Механические свойства, включая удельное поглощение энергии (
SEA ), а предельная грузоподъемность многослойной цилиндрической конструкции в 5,45 и 15,24 раза больше, чем у иерархического ядра. Кроме того, иерархические сотовые многослойные цилиндрические конструкции из термопластичного композитного материала также лучше справляются с эффективностью несущей способности по сравнению с упомянутыми конструкциями.Повышение прочности сцепления между композитами полиэтилен/графеновые чешуйки и нержавеющей сталью и его применение в резервуарах для хранения типа IV
2021, Journal of Energy Storage
Низкая прочность сцепления между вкладышами из термопластика и металлическими втулками может легко привести к утечке водорода, что является одной из наиболее важных проблем при разработке резервуаров для хранения водорода типа IV. Здесь был применен метод включения графеновых чешуек (GFs) в полимерную матрицу для улучшения адгезии между полиэтиленом (PE) и нержавеющей сталью. Испытания на склеивание показали, что прочность сцепления композитов ПЭ/0,5 вес.% GFs с нержавеющей сталью была улучшена на порядок по сравнению с чистым ПЭ. Тесты угла контакта, цифровые изображения и наблюдения СЭМ использовались для изучения механизма повышения адгезии.
Результаты характеристических испытаний показали, что увеличение прочности сцепления связано с механическим сцеплением, вызванным стекловолокном, и сильным взаимодействием между стекловолокном и нержавеющей сталью. Этот метод послужит важным руководством для изготовления пластиковых вкладышей цистерн типа Ⅳ.Влияние скорости охлаждения на сварные контактной сваркой соединения CF/PEEK
2021, Journal of Materials Research and Technology
Влияние скорости охлаждения на механические свойства непрерывного углеродного волокна/полиэфира, сваренного контактной сваркой Были исследованы соединения эфир-кетон (CF/PEEK) и поведение кристаллизации PEEK в нагревательных элементах (ТЭ). Было разработано и изготовлено 6 видов соединений с различной скоростью охлаждения в процессах контактной сварки. Сообщается об улучшении прочности при сдвиге внахлестку (LSS) на 28% для соединений с более низкой скоростью охлаждения по сравнению с соединениями без контролируемого процесса охлаждения, а степень кристалличности, измеренная с помощью дифференциальной сканирующей калориметрии (DSC) соединений с более низкой скоростью охлаждения, также была выше.
Усталостные характеристики показали ту же тенденцию. Изображения, полученные с помощью поляризованного оптического микроскопа (POM), показали, что проволоки из нержавеющей стали (SS) в HE действовали как гетерогенные зародышеобразователи, способствуя образованию центров зародышеобразования с высокой плотностью и ускоряя образование транскристаллитности при скорости охлаждения ниже 80 °C/мин. транскристалличность почти не наблюдалась при более высоких скоростях охлаждения. Результаты кинетики кристаллизации также показали, что показатель Аврами n уменьшались с увеличением скорости охлаждения, указывая на то, что двумерный рост транскристаллитности преобладает при более низких скоростях охлаждения. Было высказано предположение, что качество сварных соединений контактной сваркой существенно зависит от кристалличности и морфологии, которые контролируются скоростью охлаждения.Влияние условий окружающей среды на сопротивление сдвигу внахлестку соединений углеродного волокна и термопластичного композита, сваренных контактной сваркой
2020, Композиты Часть B: Проектирование
Целью данного исследования является изучение влияния температуры и влажности на сопротивление сдвигу внахлест (LSS) сварных соединений углеродное волокно/полифениленсульфид (CF/PPS) контактной сваркой.
Сварные соединения кондиционируются при различных уровнях температуры и влажности и испытываются при температуре от 21 °С до 150 °С. Показано, что температура влияет на LSS со снижением на 26 % при 82 °C и на 61 % при 150 °C (примерно на 60 °C выше, чем у PPS T g ) по сравнению с комнатной температурой. Показано, что влага практически не влияет на LSS из-за полукристаллической природы ПФС и его хорошей устойчивости к водопоглощению. Наблюдение за поверхностями излома соединений показывает деградацию границы раздела волокно/матрица в суровых условиях окружающей среды и режим отказа, включающий отслоение как волокна/матрицы, так и нагревательного элемента/матрицы.
Исследовательская статья
Влияние термической предыстории горячего прессования на прочность соединения гибридной структуры A5052/полиамид-6 через пористый слой
Journal of Materials Processing Technology, Volume № 276, 2020, Артикул 116388
Исследовано влияние температурной предыстории соединения на механическое поведение соединения внахлестку алюминиевого сплава (А5052)/полиамида-6 (ПА6).
PA6 является полукристаллическим термопластом, и его механическое поведение зависит от его кристаллических свойств, на которые влияет термическая обработка. Процесс соединения A5052/PA6 проводили при 215°C с использованием гидравлического горячего пресса. Температуру снижали с 215°С до различных предварительно заданных температур при скорости охлаждения около 2°С/с с последующим воздушным охлаждением под давлением. Кристалличность ПА6 и прочность соединения внахлест увеличивались при снижении температуры соединения с 215 до 19°С.0°С и оставались постоянными при температурах ниже 190°С. Термоаналитическое исследование показало, что увеличение кристалличности было вызвано медленным охлаждением. Результаты показали, что медленное охлаждение является эффективным подходом к повышению прочности соединения. Результаты фрактографического анализа показали, что характер разрушения ПА6 изменился с вязкого на хрупкий с увеличением его кристалличности.Исследовательская статья
Подход, основанный на обнаружении смещения, для мониторинга процесса и определения окна обработки контактной сварки термопластичных композитов
Composites Part A: Applied Science and Manufacturing, Volume 74, 2015, pp.
1-9 при этом исследовалась возможность использования данных о перемещении для контроля процесса и определения окна обработки. Исследована контактная сварка полиэфиримида, армированного стеклотканью, с использованием металлической сетки в качестве нагревательного элемента, а смещение сварного шва регистрировалось с помощью лазерного датчика. Исследовано влияние параметров сварки на кривую смещения. Дефекты сварки, такие как пустоты и сжатие, могут быть обнаружены путем контроля смещения сварного шва. Было обнаружено, что быстрое определение окна обработки сварки возможно с использованием кривых смещения, и предсказанное окно обработки показало хорошее совпадение с окном обработки, определенным на основе механических испытаний.Исследовательская статья
Прочность и режимы разрушения в контактных сварных соединениях термопластичных композитов: влияние адгезии волокна к матрице и ориентации волокон
Исследованы прочность и режимы разрушения термопластичных композитов, сваренных контактной сваркой.
Особое внимание уделялось влиянию основных характеристик адгезивов, таких как адгезия волокон к матрице и ориентация волокон. Тканые 8HS композиты GF/PEI были сварены сопротивлением. Было обнаружено, что внутрипластинчатое разрушение является основным механизмом разрушения хорошо сваренных соединений, заключающимся либо в отслоении волокна от матрицы, либо в разрыве ламината. Было обнаружено, что улучшенная адгезия волокна к матрице приводит к значительно более высокой прочности на сдвиг внахлестку. Кроме того, установлено влияние основной кажущейся ориентации волокон на поверхностях сварки на прочность соединений.Научная статья
Сварка повышенным сопротивлением гибридных соединений титанового сплава/термопластичных композитов с использованием пластины из углеродных нанотрубок
Алмазы и родственные материалы, том 101, 2020 г., статья 107611 и композитные детали с уменьшением веса и экономией средств разрабатываются для улучшения характеристик самолетов.
В этой работе была изучена высокоэффективная технология контактной сварки для соединения пластин из титанового сплава и ламината из полиэфиримида (GF/PEI), армированного стеклотканью, а пластины, армированные углеродными нанотрубками (CNT), были встроены в поверхность раздела зоны сварки для повышения прочности. гибридных соединений Ti-GF/PEI. УНТ были выращены на месте на поверхности пластины из титанового сплава, а их структура и морфология были охарактеризованы с помощью спектров комбинационного рассеяния, сканирующего электронного микроскопа (СЭМ) и просвечивающего электронного микроскопа (ПЭМ). Прочность на сдвиг в один круг (LSS) гибридных соединений оценивали с помощью испытаний на растяжение. Значения LSS сначала увеличивались, а затем уменьшались со временем сварки ( t w ) из-за комбинированного воздействия улучшения расплавленного состояния смолы PEI и ее локальной термической деградации, вызванной избыточным накоплением тепла. Оптимальное LSS гибридного соединения с пластиной, армированной УНТ, увеличено на 146 % до 17,28 МПа по сравнению с гибридным соединением без УНТ. Виды разрушения смещаются от межслойного отслоения пластины из титанового сплава и имплантата к когезионному разрушению имплантата и расслаиванию ламината GF/PEI с увеличением т ш . Ультразвуковые изображения C-скана также показывают увеличение количества внутренних дефектов ламинатов GF/PEI с t w .Исследовательская статья
Механическое поведение AA5053/полиэфирэфиркетона (PEEK), полученного соединением с помощью трения
Composite Structures, Volume 189, 2018, pp. 70-78
Механическое поведение полимерно-металлической конструкции (PMCS) Соединение с помощью трения. Были приняты сплав Al-Mg и полиэфирэфиркетон (PEEK). Лазерное текстурирование было выполнено на алюминиевой подложке для повышения прочности соединений. Была проведена серия экспериментальных испытаний путем изменения энергии, подаваемой в процессе соединения. Во время фаз нагрева и охлаждения термическая история и температурные градиенты контролировались с помощью ИК-камеры.
Для определения механического поведения соединений были проведены испытания на сдвиг в один круг. Морфологический анализ и анализ поверхности излома были выполнены с помощью оптической микроскопии и сканирующей электронной микроскопии для оценки потока материала, полученного при различных условиях обработки, а также средних характеристик соединений. Наивысшая прочность соединения была достигнута после времени нагрева 25 с, которому соответствовала подведенная энергия 3,5 кДж, что привело к максимальной и средней температуре (достигнутой верхней алюминиевой поверхностью в процессе соединения) 390°С и 350°С соответственно. В таких условиях были достигнуты максимальная сила сдвига 6,9 кН и средняя прочность на сдвиг 47 МПа, что соответствует эффективности соединения 83%.Исследовательская статья
Соединение плавлением термореактивных композитных конструкций с термопластичным связующим сополимером и промежуточным слоем препрега при электросварке сопротивлением
Materials & Design, Volume 98, 2016, pp.
Предложено и исследовано совместное отверждение термопластичного связующего и промежуточного слоя препрега для склеивания плавлением термореактивных композитных конструкций. Три различных термопластичных связующих были нанесены на поверхность композитных ламинатов, армированных углеродным волокном, на основе эпоксидной смолы (CF/эпоксидная смола) для образования вспомогательной среды для сварки сопротивлением. В качестве нагревательного элемента был разработан промежуточный слой препрега связующего, армированного углеродным волокном (CF/Binder). Образцы с двойной консольной балкой (DCB) были изготовлены путем склеивания сплавлением композитных ламинатов CF/эпоксидной смолы. Влияние термопластичных связующих и промежуточных слоев препрега CF/Binder на межслойную вязкость разрушения в режиме I (G IC ) и морфологию поверхности излома изучали, соответственно, с помощью двухконсольного пучка и сканирующего электронного микроскопа. Результаты показывают, что максимальная средняя прочность на расслаивание G IC , равная 1879,6 Дж/м 2 , была получена в случае образцов, сваренных связующим AX8900 с использованием нагревательного элемента из ткани саржевого переплетения. 143-149 Визуально и под микроскопом можно наблюдать три типа картины разрушения, т. е. разрушение межфазного типа, разрушение когезионного типа и разрушение межслойного типа.
© 2020 Elsevier Ltd. Все права защищены.
Электропроводящие датчики и нагревательные элементы на основе проводящих полимерных композитов в тканых конструкциях
- Авторская панель Войти
Что такое открытый доступ?
Открытый доступ — это инициатива, направленная на то, чтобы сделать научные исследования бесплатными для всех. На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Наши авторы и редакторы
Мы являемся сообществом из более чем 103 000 авторов и редакторов из 3 291 учреждения в 160 странах, в том числе лауреатов Нобелевской премии и некоторых самых цитируемых исследователей мира. Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей.
Оповещения о содержимом
Краткое введение в этот раздел, описывающий открытый доступ, особенно с точки зрения IntechOpen
Как это работаетУправление предпочтениями
Контакты
Хотите связаться? Свяжитесь с нашим головным офисом в Лондоне или командой по работе со СМИ здесь:
Карьера:
Наша команда постоянно растет, поэтому мы всегда ищем умных людей, которые хотят помочь нам изменить мир научных публикаций.
Открытый доступ.0005
DOI: 10.5772/18274
СКАЧАТЬ БЕСПЛАТНОИз отредактированного тома
Под редакцией Савваса Вассилиадиса
Сведения о книге Заказать Печать
Обзор метрик главы
5 574 загрузки глав
Посмотреть полные показатели
СКАЧАТЬ БЕСПЛАТНОРекламное объявление
1. Введение
Использование интеллектуальных материалов, способных реагировать на внешние раздражители, растет в области текстиля. Проводящие материалы, металлы, а также проводящие полимеры уже используются во многих текстильных изделиях, таких как антистатические материалы, защита от электромагнитных помех, нагрев, передача электрических сигналов, датчики и т. д.
Проводящие полимеры представляют собой некоторые из разработок, которые, по-видимому, отвечают особым свойствам текстильных материалов, таким как гибкость и деформируемость. Можно выделить два подкласса проводящих полимеров: собственно проводящие полимеры и проводящие полимерные композиты.
Полимеры с собственной проводимостью состоят из полимерных цепей, содержащих длинные сопряженные двойные связи, которые обусловливают высокую проводимость, и они рассматриваются как многообещающие материалы (Heeger, 2002; Kumar et al., 19).98). Проводящие по своей природе полимеры подходят для применения во многих областях интеллектуального текстиля, но они имеют некоторые существенные недостатки, такие как неплавкость или нерастворимость в обычных органических растворителях, слабые механические свойства и плохая технологичность. Однако за последнее десятилетие была значительно развита передовая обработка растворов этого класса полимеров для улучшения их низкой растворимости. Например, химическая модификация мономеров добавками увеличила растворимость политиофена и полианилина (Haba et al., 19).99; Геттер и др., 1995).
Композитные проводящие полимеры, со своей стороны, получают путем смешивания (обычно путем смешивания в расплаве) изолирующей полимерной матрицы (термопласт или термореактивный пластик) с проводящими наполнителями, такими как сажа, углеродные волокна или нанотрубки, металлические частицы или проводящие полимеры. Присутствие частиц наполнителя в матрице может отрицательно сказаться на механических свойствах конечного композита (Крупа и др., 2001; Новак и др., 2002). Вместо этого разработка в области композиционных проводящих полимеров кажется многообещающим подходом к созданию интеллектуальных тканей благодаря простоте изготовления и низкой стоимости.
В этой главе представлены два приложения (датчик и привод), основанные на покрытии текстильных материалов проводящими полимерными композитами. Существует несколько различных технологий нанесения покрытий на интеллектуальные текстильные структуры. Метод, выбранный для обоих применений, был разработан в нашей лаборатории (Cochrane et al., 2007, 2010) на основе диспергированных частиц сажи (Printex® L6) в растворе полимера (стирол-бутадиен). -стирол или латекс), используя растворитель.
В первой части этой главы представлен новый подход NDE (неразрушающей оценки) с использованием волокнистых датчиков, вставляемых внутрь композитных тканых арматур во время их плетения. Использование трехмерных тканых материалов в качестве армирующей среды для композитов становится все более популярным благодаря различным преимуществам, таким как снижение стоимости и более короткий производственный цикл, большая гибкость дизайна и превосходные механические свойства (Kamiya et al., 2000). В последнее время эти высокоэффективные композиты, армированные трехмерными структурами, нашли широкое применение в различных областях промышленности, таких как аэрокосмическая промышленность, авиастроение, автомобилестроение, гражданское строительство и т. д. Хорошее качество и надежность являются основными требованиями к современным композитным конструкциям, которые часто используются в суровых условиях. Для повышения их эффективности, безусловно, необходим лечебный мониторинг технологического процесса. В то же время для обеспечения безопасной и надежной работы этих конструкций также необходим неразрушающий контроль в процессе эксплуатации.
Новый гибкий пьезорезистивный волокнистый датчик был разработан и оптимизирован для определения структурной деформации на месте в углеродных композитах. Эти датчики были вставлены в виде утка в трехмерную интерлочную арматуру в процессе ткачества на специальном ткацком станке. Затем арматуру пропитывали эпоксидной смолой, а затем подвергали квазистатической растягивающей нагрузке. Выяснилось, что датчик способен регистрировать деформации композитной конструкции вплоть до разрыва, так как он вставлен вместе с армирующими жгутами.
Морфологические и электромеханические свойства волокнистых сенсоров были проанализированы с помощью томографии и тестера прочности нити на растяжение. Также был разработан соответствующий модуль сбора данных, который используется для сбора данных и их дальнейшей обработки. Результаты, полученные для образцов углеродного композита в стандартных условиях испытаний, подтвердили концепцию мониторинга на месте с использованием наших сенсоров из волокнистого текстиля.
Во второй части этой главы представлена ткань, содержащая оригинальный нагревательный элемент. Текстильные приводы, такие как нагревательные ткани, могут найти применение в многочисленных и разнообразных областях, таких как спорт, отдых, медицина и автомобилестроение (Droval et al. , 2005; El-Trantawy et al., 2002). Обычно приводы нуждаются в тяжелых источниках питания, которые редко бывают гибкими и легкими, что плохо влияет на износостойкость. Наш нагревательный элемент предназначен для адаптации к гибким конструкциям. Металлические нити, используемые в качестве электродов, интегрированы в тканую структуру в виде гребенчатых зубцов. Эти электроды подключены к источнику питания. На поверхность ткани и на расположение электродов наносится тонкое токопроводящее покрытие для обеспечения равномерного распределения тепла. Покрытие представляет собой композиционный материал на основе водного латекса, диспергированного с техническим углеродом в качестве наполнителя. Таким образом, нагревательный элемент (гребенчатые электроды и электропроводящее покрытие) может принимать желаемую форму. Это важный аспект нашего нагревательного элемента, поскольку он позволяет интегрировать нагревательный элемент в различные ткани, предназначенные для самых разных применений. В нашем исследовании расстояние между электродами оставалось неизменным, единственной переменной величиной было процентное содержание наполнителя. Зарегистрированы результаты по энергопотреблению и температуре поверхности ткани при различном содержании наполнителя. Исходя из этих результатов, было определено оптимальное содержание наполнителя для обогрева. Дано тепловое изображение нагревательной ткани, работающей при низком напряжении, чтобы продемонстрировать эффективность нашей системы. Таким образом, возможно более точное измерение температуры поверхности. При приложенном напряжении 15 В максимальная набранная температура составила около 50 °С. Тепловизионное изображение также демонстрирует однородность нагрева, обеспечиваемого нашей системой. Потенциальные области применения этих самонагревающихся тканей включают одежду, предназначенную для обеспечения теплового комфорта и защиты от замерзания.
Объявление
2. Электрокондуктивные датчики для оперативных измерений структурной деформации в композитах, армированных трехмерными тканями
Техника ткачества уже давно используется для получения технических текстильных изделий промышленного назначения. Важным применением этой технологии является производство трехмерной арматуры с использованием высокоэффективных волокон (углеродных, стеклянных, арамидных и т. д.). Композиты на основе трехмерного армирования в сочетании с высокоэффективными волокнами все чаще используются в аэрокосмической промышленности (Ko, 2007). Особые преимущества этих тканей, упомянутые в литературе, включают в себя лучшие свойства по толщине, лучшие свойства вне плоскости, высокую ударопрочность, повышенную стойкость к расслаиванию, сопротивление распространению трещин, сопротивление удару/излому, улучшенные механические свойства после удара, устойчивость к повреждениям, размерные характеристики. стабильность, простота изготовления и минимальная потребность в резке, укладке и соединении.
В отношении этих свойств можно с уверенностью заключить, что трехмерные ткани представляют собой наиболее многообещающий класс армирующих материалов для композитных материалов для высокотехнологичных структурных применений. Для повышения их эффективности, безусловно, необходим лечебный мониторинг технологического процесса. В то же время для обеспечения безопасной и надежной работы этих сооружений также необходима неразрушающая оценка в процессе эксплуатации. В прошлом были разработаны неразрушающие методы оценки, включая ультразвуковое сканирование, акустическую эмиссию, ширографию, стимулированную инфракрасную термографию, датчики на основе волоконных решеток, вибрационные испытания и т. д. (Black, 2009).). Задача сегодня состоит в том, чтобы разработать новые недорогие методы, которые могут выполнять оценку состояния конструкции в режиме реального времени, начиная с изготовления композитной конструкции и заканчивая реальным обслуживанием этих конструкций в полевых условиях. Кроме того, методы неразрушающей оценки должны быть интегрированы на этапе проектирования, а датчики должны быть вставлены во время изготовления композитов, чтобы повысить точность и снизить их стоимость. Классические методы неразрушающей оценки трудно адаптировать. Они не очень подходят для оперативного мониторинга состояния конструкций из-за трудностей с внедрением на месте.
Одним из возможных решений является использование интеллектуальных текстильных материалов и конструкций, которые обеспечивают реальную возможность оперативного и локального мониторинга структурной целостности. Такие интеллектуальные материалы изготавливаются путем покрытия или обработки текстильных нитей, нитей или тканей наночастицами или проводящими и полупроводящими полимерами, придающими им особые свойства.
Обзор методов пьезорезистивного измерения, уже применяемых для измерения деформации тканей/композитов, показывает, что существует несколько механизмов измерения (Dharap et al., 2004; Lorussi et al., 2005; Scilingo et al., 2003; Fiedler et al. , 2004). Эти подходы могут быть классифицированы на основе технологии производства как сети из нанотрубок, использование углеродных жгутов для самочувствительных и полупроводниковых покрытий.
Нанотрубки были подробно исследованы для использования в качестве сенсорных механизмов, как для интеллектуальных текстильных приложений, так и для мониторинга структурного состояния композитов. При их разработке все еще существуют серьезные проблемы, например, эффективный рост углеродных нанотрубок макроскопической длины, контролируемый рост нанотрубок на желаемых подложках, долговечность сенсоров и исполнительных механизмов на основе нанотрубок, эффективное диспергирование в полимерных матрицах и их ориентация. Следовательно, необходимо разработать как экспериментальные, так и аналитические методы для объединения нано- и макромасштабов в целях оптимизации, чтобы использовать сети нанотрубок в качестве датчиков внутри макромасштабных (ткань) или мезомасштабных (жгут) композитов (Li et al., 2005).
Композиты, армированные углеродным волокном, предлагают уникальную возможность использования углеродных жгутов в качестве сенсорной сети благодаря их проводимости. Однако такой подход может быть использован только для композитов на основе проводящих волокон. Кроме того, прежде чем применять такой подход для мониторинга состояния конструкции, необходимо понять механизм деформации арматуры. Любая аномалия в механизме деформации может поставить под угрозу достоверность и эффективность механизма восприятия.
Что касается полупроводящих покрытий, то их легко реализовать, и их можно сделать устойчивыми к мытью. Их использование в качестве перколяционных сетей для датчиков в приложениях мониторинга состояния конструкций весьма многообещающе и нуждается в дальнейшем изучении.
Настоящее исследование направлено на проектирование, разработку и оптимизацию пьезорезистивных волокнистых датчиков, выполненных из полупроводящих покрытий, подходящих для конструкционных деталей из композитов, содержащих трехмерное армирование. Наши датчики могут быть встроены внутрь арматуры во время плетения и обладают всеми характеристиками традиционного текстильного материала (гибкость, легкость и способность принимать геометрию арматуры и становиться ее неотъемлемой частью).
Встраивание такого интеллектуального пьезорезистивного датчика внутрь арматуры в процессе плетения является наиболее удобным и экономичным способом установки датчика для контроля состояния конструкции.
Были проведены разработка и оптимизация таких пьезорезистивных датчиков, чтобы сделать их достаточно чувствительными для измерения деформации на месте внутри композитной детали. Чувствительность важна, так как целевое приложение обычно подвергается очень низким нагрузкам, и даже такие низкие деформации и/или вибрации в течение срока службы композитных деталей имеют решающее значение. Часто они используются в областях, где целостность конструкции не может быть нарушена (крылья самолетов, корпуса и т. д.).
2.1. Конструкция датчика и оптимизация
В качестве раствора покрытия был выбран токопроводящий полимерный композит на основе дисперсии частиц сажи (Printex® L6) в растворе полимера (Evoprene® 007) с использованием хлороформа в качестве растворителя (Cochrane et al, 2007, 2010).
Чтобы охарактеризовать чувствительность и адгезию покрытия к различным подложкам, 35 % раствор сажи наносили на различные нити (71 текс хлопковая пряжа; 482,3 текс полиэтиленовая мононить и 25 текс полиамидная мононить). Визуальный осмотр поверхностей нитей с покрытием показывает, что покрытие является более равномерным для синтетических моноволокон по сравнению с хлопковыми нитями. Хлопчатобумажные нити впитывают токопроводящий раствор, который проникает в поры и поры подобно красителю. Это конкретное явление может быть источником неоднородности электрических и механических свойств датчика, поскольку пряжа неоднородна по сравнению с нитями, покрытие и, следовательно, достигнутое удельное сопротивление могут быть неоднородными. Кроме того, наибольшим неудобством при использовании хлопчатобумажной пряжи с покрытием является ее низкая чувствительность во время начальной фазы растягивающей нагрузки.
Значения сопротивления были измерены на 12 образцах с покрытием каждого варианта с помощью мультиметра. Затем рассчитывали удельное сопротивление с использованием тонкости пряжи/филамента, длины пряжи/филамента и этих измеренных значений сопротивления. На рис. 1 приведено сравнение расчетных значений удельного сопротивления проводящего слоя, нанесенного на различные волокнистые подложки. Можно видеть, что полиэтиленовые нити с покрытием демонстрируют относительно более низкий разброс удельного сопротивления по сравнению с полиамидными нитями с покрытием.
Рис. 1.
Значения удельного сопротивления, рассчитанные для различных подложек, покрытых 35 мас.% раствором сажи. Образцы подвергались квазистатическому растягивающему нагружению при постоянной скорости испытания 5 мм/мин. Для измерения изменения электрического сопротивления во время испытаний на растяжение использовалась простая схема делителя напряжения и модуль сбора данных Keithley KUSB-3100. На рис. 2 показаны некоторые результаты изменения электрического сопротивления, выраженного как нормализованное сопротивление (ΔR/R) во время испытаний на растяжение, полученные с использованием различных подложек для покрытия.
Начальная стойкость покрытия на хлопчатобумажных нитях намного ниже, чем на мононитях. Но поскольку хлопчатобумажная пряжа по своей природе неравномерна, полученные покрытия неоднородны, и результаты для различных пряж с покрытием сильно различаются по их реакции на растягивающую нагрузку (рис. 2-а). Из-за особой тонкости полиамидной мононити было обнаружено, что незначительная неоднородность покрытия на поверхности может привести к пробою токопроводящего пути, что видно из рис. 2-б. В результате поведение полиамида весьма непостоянно. Полиэтиленовые мононити обеспечивают достаточно хороший компромисс в качестве подложки. Покрытия на полиэтилене легко получить благодаря хорошим свойствам поверхности раздела подложка/проводящий раствор. Как показывают кривые на рис. 2-с, полиэтиленовые покрытия воспроизводимы, поскольку кривые для всех четырех образцов практически идентичны, в отличие от полиамида и хлопка. Поэтому для разработки сенсора была выбрана полиэтиленовая мононить.
Два конца полиэтиленовых нитей с покрытием были дополнительно покрыты серебряной краской, и с помощью этой краски к двум концам была прикреплена тонкая медная проволока (как показано на рис. 3). Таким образом, были реализованы надежные соединения, позволяющие свести контактное сопротивление к минимуму.
Рис. 2.
Изменение электрического сопротивления при испытаниях на прочность при растяжении на различных основах из пряжи и филамента, покрытых 35 мас.% раствором сажи
Figure 3.
Carbon black coated sensor with polyethylene substrate
Sensor structural and geometrical parameters along with initial electrical resistance are shown in Table 1.
| PARAMATER | UM | ЗНАЧЕНИЕ | ||
| 1 | Линейная плотность нити | г/км | 48,23 | |
| 2 | Диаметр нити3048 | 0.70 | ||
| 3 | Average width of the sensor cross section | mm | 1.68 | |
| 4 | Average thickness of the sensor cross section | mm | ||
| 5 | Соотношение размеров датчика (ширина/толщина) | — | 1,33 | |
| 6 | Начальное сопротивление датчика | кОм | 9304 |
Таблица 1.
Свойства датчика
Для вставки в армирование на основе проводящего волокна, такого как тканое с использованием жгутов из углеродных мультифиламентов, датчик был покрыт Latex Abformmasse, поставляемым VossChemie®, чтобы изолировать датчик от окружающих углеродных жгутов. .
Подготовленный таким образом датчик с полиэтиленовой подложкой был повторно испытан на тестере MTS 1/2 при квазистатической растягивающей нагрузке при постоянной скорости испытания 5 мм/мин. Тот же модуль сбора данных Keithley® KUSB-3100 использовался для измерения изменения напряжения во время испытаний на растяжение. На этот раз для измерения неизвестного переменного сопротивления датчика в зависимости от выходного напряжения использовалась специальная установка, содержащая мост Уитстона и усилитель. Как видно из кривых, представленных на рис. 2-а, б и в, простая схема делителя напряжения не подходит для измерения изменения сопротивления в случае разработанных здесь датчиков. Эти пьезорезистивные датчики производят очень небольшое процентное изменение сопротивления в ответ на физические явления, такие как деформация. Кроме того, выходной сигнал имеет значительный шум. Как правило, мост косвенно измеряет сопротивление путем сравнения с аналогичным сопротивлением. Мосты Уитстона представляют собой привлекательное решение для сенсорных приложений, поскольку они способны точно измерять небольшие изменения сопротивления (Wilson, 2004).
На рис. 4 представлена схема модуля сбора данных, разработанного и используемого для сбора данных и их дальнейшей обработки.
Рис. 4.
Схема инструментального усилителя (INA 101), подключенного к мосту Уитстона
Данные об изменении сопротивления, полученные таким образом для различных результатов испытаний, были обработаны для снижения шума с помощью фильтра нижних частот. Результирующая кривая зависимости напряжения-деформации-сопротивления до 2,75 % удлинения датчика из композита (до введения в армирование) показана на рис. 5.
Рис. 5.
Нормализованное сопротивление и напряжение относительно деформации для датчика снаружи композита
На рис. 5 можно заметить, что кривая зависимости напряжения от деформации имеет ту же форму, что и кривая нормированного сопротивления (ΔR/R) от деформации . Это подтверждает электромеханические свойства нашего волокнистого датчика при деформации в диапазоне от 0 до 2,75 %.
На рис. 6 приведены результаты гистерезиса датчика для 10 циклов. Датчик подвергался растяжению на 0,5 % при постоянной скорости испытания 5 мм/мин с последующим сжатием в каждом цикле. Датчик следует шаблонам растяжения и сжатия в каждом цикле.
Гистерезис высокий для первого цикла, который постепенно уменьшается, а для 10-го -го -го цикла датчик демонстрирует почти линейное поведение.
2.2. Вставка датчика в армирование углеродной ткани
В качестве тканой структуры была выбрана ортогональная/послойная блокировка основы с 13 слоями утка и 12 слоями основы (рис. 7-a), а затем была соткана на модифицированном обычном ткацком станке (Patronic B60 ARM). . В обоих направлениях – по основе и утку – использовались многоволоконные углеродные жгуты 6K (поставляемые Hercules Inc.) плотностью 200 текс. Плотность пряжи составляла 24 нити/см в направлении основы и 170 нитей/см в направлении утка. Толщина и поверхностная плотность полученной арматуры составила 6,5 мм и 39 мм.08 г/м 2 соответственно.
Рисунок 6.
Нормализованное сопротивление (ΔR/R) и напряжение относительно деформации для датчика (гистерезис 10 циклов при удлинении 0,5 %)
Рисунок 7.
Переплетенная структура, используемая в качестве армирования – графическое представление (программное обеспечение TexGen)
Датчикиможно вставлять в направлении основы или утка во время ткачества. Учитывая технические сложности, связанные с введением датчика в направлении основы во время ткачества на ткацком станке, для предварительных исследований было проведено введение датчика в направлении утка. Размещение датчика в армировании было решено таким образом, чтобы датчик был вставлен в середину конструкции по толщине (рис. 7-b).
Датчик был вставлен в процессе ткачества в виде уточной нити и движется по той же траектории, что и углеродные уточные нити внутри арматуры. На рис. 8 показана фотография сухой арматуры со станка. Соединения датчика с латексным покрытием можно увидеть выступающими из армирования.
Рис. 8.
Усиление с выступающими соединениями датчиков
2.3. Пропитка и испытание арматуры из углеродного волокна
После плетения арматура была осторожно снята со станка и пропитана с помощью процесса инфузии в вакуумном мешке, чтобы сделать композитную деталь жесткой. В качестве смолы использовалась эпоксидная смола Epolam® 5015. Два соединения датчика, оставшиеся снаружи армирования на двух концах, были тщательно отделены от остальной части формы. Это было сделано путем создания двух вакуумных форм внутри большей формы, чтобы смола не могла пропитать два соединения датчика. Образцы пропитанного композита разрезали на пластины размером 25 х 2,5 см (рис. 9).).
Образцы композитов были испытаны на приборе Instron 8500. Испытания на прочность на растяжение композитных образцов проводились (в соответствии с ISO 527-4, 1997 г. ) в направлении утка, т.е. в направлении, параллельном вставленному датчику. Тот же мост Уитстона использовался для измерения изменения сопротивления. Конфигурация испытательного оборудования также осталась прежней. Деталь конструкции из композиционного материала испытывали при постоянной скорости испытания 5 мм/мин. Композит вытягивали до разрыва.
Рисунок 9.
Образец текстильного композита, содержащий волокнистый пьезорезистивный датчик
2.4. Измерения датчика в тканых композиционных материалах в режиме реального времени. Результаты
Результирующая кривая зависимости напряжения-деформации-сопротивления показана на рис. 10. Можно заметить, что нормализованное сопротивление соответствует кривой напряжения-деформации. Кривая сопротивления деформации может быть разделена на четыре области: начальная жесткая область — где композит проявляет ударную вязкость по отношению к приложенной нагрузке, представленной большим наклоном; участок выпрямления буксиров; вторую жесткую область и зону разрыва . Разрыв произошел при деформации 0,52 %, после чего прибор для определения прочности на разрыв возвращался в исходное положение с той же скоростью (5 мм/мин). Поскольку волокнистый датчик не был поврежден, нормализованное сопротивление (ΔR/R) уменьшалось до нуля по мере того, как тестер возвращался в исходное положение. Однако это уменьшение не было линейным, потому что датчик оставался неповрежденным, а интерфейс сенсор-смола был частично поврежден, что вызывало его нелинейное поведение.
Из-за большой разницы в плотности пряжи (24 нити основы/см против 170 нитей утка/см) уточные жгуты сильно извиты. В начальной области жесткости начинают появляться микротрещины по мере того, как композитный образец подвергается растяжению, но граница раздела смолы и жгутов мультифиламента остается нетронутой. Вот почему композит демонстрирует жесткое поведение. На рис. 10 можно увидеть
Рис. 10.
видно, что после начальной жесткой области сильно извитые жгуты имеют тенденцию выпрямляться из-за увеличения растягивающей нагрузки во второй области. В этой области микротрещины уступают место относительному проскальзыванию сильно извитых жгутов в гнездах, т. е. граница раздела смола-жгут относительно ослаблена. Также можно отметить, что сопротивление датчика соответствует кривой напряжения-деформации, но во втором участке кривая электрического сопротивления более зашумлена по сравнению с другими участками кривой, что может означать проскальзывание жгутов, а также датчика в их гнездах. За этой второй областью следует третья область, называемая второй жесткой областью, где жгуты зафиксированы в своих гнездах. В этой области жгуты сопротивляются приложенной нагрузке и проявляют жесткость, поскольку они восстанавливают часть своей первоначальной жесткости после выпрямления жгутов во второй области. Электрическое сопротивление в этой области изменяется почти линейно в зависимости от приложенной нагрузки. За третьей областью следует зона разрыва композита, в которой электрическое сопротивление, достигнув наибольшего значения, начинает падать. После разрыва нормированное сопротивление начинает падать. Тот факт, что после разрыва сопротивление датчика достигает исходного значения, означает, что датчик благодаря своим упругим свойствам не разрушается вместе с композитом. Этот факт подтверждается томографическим изображением образцов, подвергшихся растяжению, представленным на рис. 11-а) и б). Можно наблюдать поперечное сечение датчика и его путь в зоне разрыва и вблизи нее.
На рис. 11-а) и б) видно, что поверхность раздела сенсор-смола имеет много пустот. Это вызвано плохими свойствами поверхности раздела смола-сенсор. Изолирующая среда на поверхности сенсора должна иметь хорошее сцепление с эпоксидной смолой и углеродным волокном. Повреждение, произошедшее в основной зоне разрыва, распространилось вдоль границы сенсора, что привело к отклеиванию сенсора. В датчике можно наблюдать излом, вызванный релаксацией датчика, когда он пытается восстановить свои первоначальные размеры после того, как растягивающая нагрузка повреждает композитный образец. Изоляционное покрытие вокруг датчика также делает его толстым, что нежелательно для высокоэффективных композитных материалов, поскольку толстые изоляционные покрытия могут неблагоприятно повлиять на механические свойства.
Рисунок 11.
Томографические изображения датчика внутри испытуемого образца вблизи зоны разрыва
Реклама
3. Нагревательные элементы на основе токопроводящего полимерного композита
Во второй части данной главы представлена ткань, содержащая оригинальный нагреватель элемент. Текстильные приводы, такие как нагревательные ткани, могут найти применение в многочисленных и разнообразных областях, таких как спорт, отдых, медицина и автомобилестроение (Droval et al. , 2005; El-Tantawy et al., 2002). В предметах одежды на износостойкость влияет использование металлических компонентов (нагревательная проволока и/или нагревательная дорожка на полимерной гибкой основе), которые редко бывают эластичными, гибкими и легкими. Тем не менее, эти металлические нетекстильные элементы могут быть заменены другими проводящими волокнами, такими как посеребренные полиамидные волокна. В этом случае нагревательный текстиль становится легким, но очень дорогим (WarmX GmbH). Во всех случаях системы отопления нуждаются в мощных источниках питания. Таким образом, очень важно разработать отопительные текстильные системы, способные работать при низком напряжении.
Наш нагревательный элемент предназначен для использования в тканых гибких конструкциях. Дополнительные металлические нити, используемые в качестве электродов, интегрированы в тканую структуру (или вшиты в ткань) в виде гребенчато-зубчатого устройства. Функция этих электродов заключается в подключении нагревательного текстиля к источнику питания и распределении тока в слое токопроводящего покрытия, нанесенного на поверхность ткани. Расположение гребенчато-зубчатых электродов специально разработано для обеспечения равномерного распределения тепла. Покрытие выполнено композиционным материалом на основе водного латекса, диспергированного с техническим углеродом (ТУ) в качестве наполнителя. Таким образом, нагревательный элемент (гребенчатые электроды и электропроводящее покрытие) может принимать желаемую форму. Это важный аспект нашего нагревательного элемента, поскольку он позволяет интегрировать нагревательный элемент в различные ткани, предназначенные для самых разных применений.
3.1. Материалы и методы
Гребенчатая структура была изготовлена из нитей из нержавеющей стали (2 x 275 x 12 мкм от Bekintex®). Среднее количество пряжи составляло 500 текс при удельном сопротивлении 14 Ом/м. Эти нити были либо сотканы, либо пришиты к существующей ткани. Общей чертой всех конфигураций является то, что использовалась только одна зубчатая структура (рис. 12). Текстильная ткань была соткана на ручном ткацком станке (ткацкий станок ARM, оборудованный командным блоком Selectron). Было выбрано гладкое плетение. Хлопковая пряжа использовалась в качестве основы и утка с плотностью 27 и 10 нитей/см соответственно. Нити из нержавеющей стали вводили вручную в процессе ткачества по схеме (рис. 12).
Были приготовлены образцы с поверхностью нагрева (, т.е. L x L на рис. 12) площадью более 180 см². В типичных образцах размер L составлял около 140 мм, а размер l — около 150 мм. В данном исследовании расстояние между электродами ( lp ) осталось неизменным: 20 мм.
Покрытие выполнено с использованием токопроводящего полимерного композита (CPC), состоящего из сажи (CB, Printex® L6, Degussa), раствора латекса синтетического каучука (Kraton® IR-401, Kraton Polymers), диспергатора (Disperbyk®- 2010, SPCI) и вода.
Процедура приготовления следующая: диспергатор помещают в воду и постепенно добавляют частицы ТУ при непрерывном перемешивании. В заключение полимер добавляют при осторожном перемешивании, чтобы избежать слишком сильного сдвига. Затем покрытие наносили на ткань с помощью магнитного столика для нанесения покрытия, снабженного магнитным стержнем в качестве скребка. Было приготовлено 12 образцов с различным содержанием ТУ: 2,5, 5,0, 7,5, 10,0, 15,0, 20,0, 30,0, 35,0, 40,0, 45,0, 50,0 и 60,0 мас.%. Это содержание рассчитывали исходя из общей массы раствора CB + латекс. После покрытия образцы ткани сушили при 50°С в течение 12 часов. Для всех образцов толщина конечного слоя покрытия составляла 450 ± 50 мкм.
Удельное сопротивление поверхности каждого покрытия измеряли с помощью четырехточечного датчика (измеритель поверхностного сопротивления MR-1, Schuetz Messtechnik). Целью этих измерений является определение порога перколяции и минимального содержания CB, обеспечивающего достаточную электрическую проводимость для нашего приложения.
Рисунок 12.
Для характеристики нагревающего эффекта образцов использовали 2 процесса:
Питание нагревательного элемента с переменным напряжением питания (10, 15, 20 и 24 В). Температуру поверхности регистрировали с помощью термопары с 15-минутными интервалами в 5 различных местах ткани. Средняя температура рассчитывалась по 5 измерениям. Амперметр использовали для определения потребляемой мощности (Вт) нагревательного элемента. Это потребление выражается в мВт/см² (с учетом площади поверхности каждого образца),
Питание нагревательного элемента постоянным напряжением (15 В) в сочетании с ИК-камерой (Agema ThermoVision 900). Эта камера делала ИК-изображение каждые 20 секунд.
3.2. Результаты
На рис. 13 представлена зависимость удельного электрического сопротивления покрытий от содержания наполнителя (CB) в растворе латекса. Как и ожидалось, по этому графику можно определить порог перколяции, который составляет 12 ± 1 мас.%. Форма графика соответствует типичному поведению систем, состоящих из перколяционных сетей (Kirkpatrick, 1973).
Рис. 13.
Удельное электрическое сопротивление покрытия в зависимости от содержания CB в растворе латекса
Это пороговое значение в мас.% выражено для раствора жидкого латекса. Жидкий латекс содержит примерно 63 % сухого материала по весу. Таким образом, скорректированное значение порога перколяции составляет около 18 мас.%. Это значение относительно выше, чем значение, указанное в литературе для аналогичных систем (Grunlan et al. 1999, 2001). В нашем исследовании процесс диспергирования (включая разрушение заполнителя ТУ) и нанесения покрытия на ткань еще не оптимизирован. Полученные результаты показывают, что для получения проводящего покрытия необходимо 15 мас.% ТУ. Тем не менее, рис. 13 показывает, что удельное сопротивление в диапазоне от 15 до 40 мас. % не является оптимальным: поэтому для получения более низкого удельного сопротивления необходимо заполнить композит не менее чем на 45 мас. %.
Рис. 14.
Температура поверхности в зависимости от содержания CB при напряжении питания 10, 15, 20 и 24 В
На рис. 14 показана зависимость температуры поверхности покрытия от содержания наполнителя (в жидком латексе) для нескольких напряжений питания ( 10, 15, 20 и 24 В). Температура на графике (ΔT) выражается как разница между измеренной температурой и комнатной температурой (от 20 до 22 °C). Для образца ниже 30 мас.% ТУ повышения температуры не зарегистрировано. При содержании CB от 30% до 45% по массе ΔT увеличивается с увеличением содержания CB. Свыше 45 мас.% CB ΔT существенно не увеличивается при добавлении наполнителя. Эти результаты согласуются с предыдущими замечаниями относительно зависимости удельного сопротивления от содержания CB.
Эти результаты показывают, что в нашем случае наилучшее содержание CB составляло 45 мас.%. При этом значении нагревательный эффект был неоптимальным. Выше этого значения добавление CB не увеличивает нагревательную способность.
Максимальное значение ΔT (около 20 К) было зарегистрировано при напряжении образца 24 В и содержании ТУ 45 мас.% и 60 мас.%. На рис. 15 показано, что для этих нагревательных элементов подводимая электрическая мощность была близка к 250 мВт/см².
Рис. 15.
Повышение температуры поверхности (ΔT) в зависимости от потребляемой мощности нагревательного элемента
Инфракрасные изображения показывают распределение тепла в конструкции (гребенчатые электроды и проводящее покрытие) в зависимости от времени. На рис. 16 показана температура образца с 60 мас.% ТУ от t = 0 с (рис. 16-а) до t = 180 с (рис. 16-е). Напряжение питания было постоянным и равнялось 15 В.
На рис. 16 видно, что структура гребня (нерж. сталь) нагревается первой после включения. Максимальная температура этой пряжи составляла около 70°С. Эта температура достигается через 120 с. Покрытие из углеродного волокна нагревается относительно медленно, но можно предположить, что через 120 с температура всей площади поверхности превышает 35 °С, а через 180 с превышает 40 °С. Такое поведение ожидается, поскольку пряжа из нержавеющей стали имеет лучшую теплопроводность, чем композит на основе углерода.
Объявление
4. Заключение
Датчик на основе токопроводящего полимерного композита, разработанный для полевых измерений тканого композита на основе углеродного волокна, способен обнаруживать деформации в конструкции.
Рисунок 16.
интегрирован в структуру и повторяет структуру волокон армирования. Было показано, что встроенные текстильные датчики внутри арматуры могут использоваться в качестве датчиков деформации на месте для композитных материалов. Более того, если размещение этих датчиков внутри арматуры тщательно выбрано, их можно использовать для отслеживания локальной картины деформации, чтобы лучше понять механизмы деформации и прогнозировать срок службы композитных деталей. В настоящее время датчики испытаны на растяжение. Испытания на прочность на растяжение были выбраны для демонстрации основных особенностей этого нового подхода SHM. В будущем эти датчики будут использоваться для испытаний на изгиб и усталость аналогичных трехмерных композитов на основе тканого армирования из углеродного волокна. Однако необходимо провести оптимизацию датчиков, чтобы подготовить более тонкие датчики, оказывающие незначительное влияние на геометрические и механические свойства арматуры. Для армирования на основе углеродного волокна, для которого требуется изоляционное покрытие на поверхности датчика, необходимо наносить более качественное и тонкое покрытие. С учетом представленных результатов испытаний можно сделать вывод, что эти датчики можно использовать для мониторинга состояния различных типов композитов для промышленных применений (авиация, автомобилестроение и т. д.) на месте.
Мы также разработали нагревательный элемент на основе оригинальной зубчатой структуры (электрод из нержавеющей стали) и электропроводящего покрытия из латекса и сажи. Структура гребня может быть как тканой, так и вшитой в ткань. Конечный продукт гибкий и легкий. Это исследование показало, что идеальное содержание углерода в покрытии составляет 45 мас.% в растворе латекса. Наши нагревательные элементы (около 200 см²) позволяют повысить температуру (ΔT) на 20 K при низком напряжении (от 15 до 24 В). Температурная однородность нагревательных элементов лучше, чем у нагревательных элементов, изготовленных только из нитей из нержавеющей стали, потому что в последнем случае тепло вырабатывается и локализуется только на проводящих нитях. Кроме того, наша система экономична, поскольку мы использовали несколько нитей из нержавеющей стали.
Следующий шаг этого исследования позволит, во-первых, оптимизировать подготовку композита (жидкий латекс + CB) и, во-вторых, реализовать более крупные нагревательные элементы (> 0,5 м²). Потенциальное применение этих нагревательных элементов можно найти в одежде (для улучшения теплового комфорта), в транспорте, где требуется обогрев для комфорта пассажиров, и в некоторых промышленных системах (антифриз).
Реклама
Благодарности
Это исследование частично финансировалось Интеррег IV через программу TRITEX (Передача исследований и инноваций в TEXtiles) (FLV1.1.1). Особая благодарность лаборатории текстильного отдела из UGENT (Бельгия) за электрические измерения (часть 3) и использование ИК-камеры.
Ссылки
- 1. BlackS.2009Структурный мониторинг здоровья: Композиты становятся умнее, Composites World, http://www.compositesworld.com/articles/structural-health-monitoring-composites-get-smart
- 2. CochraneC. KoncarV.LewandowskiM.DufourC.2007Проектирование и разработка гибкого датчика деформации для текстильных конструкций на основе токопроводящего полимерного композита. Датчики, 7473492 .
- 3. Cochrane C.Lewandowski M.KoncarV.2010A Гибкий датчик деформации на основе проводящего полимерного композита для измерения деформации купола парашюта in situ. Датчики, 10823 .
- 4. Дхарап П. Жилинг Л. Нагараджаия С. Баррера Э. V.2004 Пленка нанотрубок на основе одностенных углеродных нанотрубок для измерения деформации, Нанотехнология, 15379382 .
- 5. Дроваль Г.Глоуаннек П.Феллер Дж. F.Salagnac P.2005Моделирование электрических и тепловых характеристик нагревательных элементов из проводящих полимерных композитов. Журнал теплофизики, 1381.
- 6. El-TantawyF.KamadaK.OhnabeH.2002Сетевая структура на месте, электрические и тепловые свойства проводящих композитов эпоксидной смолы и сажи для применения в электрических нагревателях. Материалы Письма, 56112126.
- 7. Европейский стандарт NF EN ISO52741997 (), Пластмассы – Определение свойств на растяжение, Часть 4: Условия для изготовления композитов, укрепляющих изотропные и ортотропные волокна.
- 8. ФидлерБ.ГойныФ. Х.ВихманнМ. H.G.BauhoferW.SchulteK.2004Можно ли использовать углеродные нанотрубки для обнаружения повреждений в композитах?, Annales de chimie, 29, 8194.
- 9. GeterC. Л.ХигерА. Дж.ПайнД. J.CaoY.1995 Характеристика раствора полианилина, солюбилизированного поверхностно-активным веществом. Синтез. Мет., 74, 8188.
- 10. Grunlan J.GerberichW.FrancisL.2001 Снижение порога просачивания проводящих композитов с использованием микроструктуры полимерных частиц. Журнал прикладных наук о полимерах, 8046
.
- 11. Grunlan J.GerberichW.FrancisL.1999 Переходы электрических и механических свойств в наполненном углеродом поли(винилпирролидоне). Журнал материаловедения, 141141324135.
- 12. Хабай.Сегал Э.Наркис М.ТительманГ. I.SiegmannA.1999Полимеризация анилина в присутствии ДБСК в водной дисперсии. Синтез. м., 1065966 .
- 13. Хигер А. J.2002Полупроводниковые и металлические полимеры: четвертое поколение полимерных материалов. Синтез. Встретились. 1252342 .
- 14. КамияР.ЧизманБ. A.PopperP.ChouT.W.2000Некоторые последние достижения в изготовлении и дизайне трехмерных текстильных заготовок: обзор. Наука и техника композитов, 603347.
- 15. Kirkpatrick S. 1973 Перколяция и проводимость. Обзоры современной физики, 454574588.
- 16. KoF.20073 -D текстильное армирование в композитных материалах, 3-D текстильное армирование в композитных материалах. об. ноль: Woodhead Publishing Limited.
- 17. КрупаИ.Чодаки.2001Физические свойства термопласт/графитовых композитов. Европа Полим Ю., 37, 215.
- 18. Кумар Д.ШармаР. C.1998 Достижения в области проводящих полимеров. Евро. Полим. Дж. 3410531060 .
- 19. LiC.ThostensonE. Т.ЧоуТ. W.2008 Датчики и приводы на основе углеродных нанотрубок и их композитов: обзор, Composites Science and Technology, 6812271249.
- 20. ЛоруссиФ.СкилингоЭ. P.TesconiM.TognettiA.De DossiD.2005Ткани, чувствительные к натяжению, для контроля положения рук и жестов, IEEE Transactions On Information Technology In Biomedicine, 9372381 .
- 21. Новак И. Крупа И. Чодак И. 2002 Исследование корреляции между электропроводностью и удлинением при разрыве клеев на основе полиуретанов. Синтез. Мет., 1319398.
- 22. ScilingoE. P.LorussiF.MazzoldiA.De RossiD.2003Ткани, чувствительные к деформации, для носимых кинестетических систем, журнал датчиков IEEE, 3460467.
- 23. Wilson J. 2004 Обработка сигналов датчиков, Справочник по технологиям датчиков. об. ноль: Newnes Publishing Limited.
- 24. www.nottingham.ac.uk/~emxmns/texgen.htm, консультация 01.10.2011
- 25. www.datasheetdir.com/INA101 -Инструментальные усилители, консультация 05.06.2010.
Сечения
Информация об авторе
- 1. Введение
- 2. Электропроводящие датчики для оперативных измерений структурной деформации в композитах, армированных трехмерными тканями
- 3. Нагревательные элементы на основе проводящего полимерного композита 904
- 4. Заключение
- Благодарности
Список литературы
Реклама
Автор:
Ирина Кристиан, Саад Науман, Седрик Кокрейн и Владан Конкар
Опубликовано: 26 октября 2010 г.