Строгальные валы (ножевые) по дереву для станков
Строганием обрабатывают металлические и деревянные заготовки. С помощью этого процесса будущей детали придают необходимую форму и качество поверхности. Рабочие валы в строгальных станках называют строгальными валами.
Строгальные валы
Классификация строгальных валов
В строгальных станках применяются следующие виды режущих валов:
- горизонтальные верхние;
- горизонтальные нижние;
- прямые;
- валы с фасонными ножами;
- шейперные;
- секционные.
По геометрическим размерам все они делятся на две категории: тонкие и толстые. К толстым относятся валы, имеющие толщину от 8 до 12 мм. Их длина составляет от 50 до 1200 мм. Наиболее часто строгальные валы изготавливают длиной 200 мм, 400мм и ножевой вал 600 мм. Ширина варьируется от 80 до 100 мм. К тонким относятся ножи с размерами: толщина 2,5-5 мм, длинна такая же, как у предыдущих, ширина равна 40 мм.
По форме они бывают круглые и квадратные. Современные производители выпускают большое количество разновидностей строгальных ножей. Это вызвано постоянным совершенствованием технологии обработки деталей, стремлением дизайнеров создавать всё боле оригинальные конструкции, борьбой за экономию ресурсов и сокращением времени на обработку.
Самые простые имеют цилиндрическую конструкцию, в которую вмонтированы специальные ножи. Таким образом, создаётся режущий инструмент для деревообрабатывающего станка.
Секционный — конструктивно выполнен в виде отдельных секций. Такая конструкция позволяет осуществлять подачу заготовок, у которых имеется различная толщина. Подобная конструкция строгального вала значительно снижает время на обработку детали.
Секционный вал
Шейперный вал отличается от остальных тем, что сами ножи располагаются по спирали. Кроме этого они повёрнуты на небольшой угол относительно направления оси самого вала. Применение такой конструкции позволяет обеспечить плавный вход ножей в обрабатываемую деталь. Повышается качество обрабатываемой поверхности и исключается эффект надрыва поверхности деталей.

Шейперный вал «кукуруза»
Особое место занимают строгальные валы, которые имеют наименование «кукуруза». Их конструкция достаточно многообразна. Самыми простыми являются шейперные. Они представляют собой стержень, на котором нарезано специальное сечение. С его помощью осуществляют обработку детали. Более сложные, относящиеся к классу кукуруза – это режущий инструмент наборной конструкции. Отдельные детали представляют собой резцы, расположенные таким образом, что они отдалённо напоминают кукурузный початок. Если подходить более строго к терминологии, они имеют более точное наименование — фрезы.
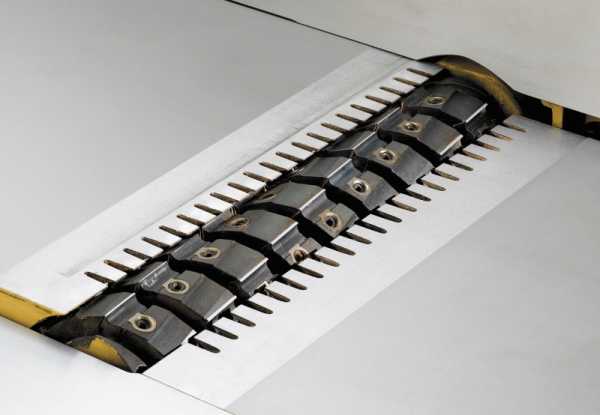
Сегодня многие производители ножей для рейсмусов и фуганков пытаются добиться многофункциональности, высокого качества обработки и снижения уровня шума. Так ножевой вал JET «helical» относится к категории сегментированных строгальных валов. В своём составе он имеет большое количество лезвий, выполненных из твёрдых сплавов. За счёт этого удалось добиться высокого качества обработки и существенно снизить уровень шума.
Приобрести ножи Jet можно в компании Стербруст на странице «Ножи и валы Helical».

Ножевой вал JET «helical»
В этом же направлении двигались разработчики ножей «Xylent». После нескольких лет научной и экспериментальной работы им удалось создать ножи с пониженным уровнем шума. Этот вал специально был разработан для рейсмусовых, фуговальных и комбинированных станков Scm.
К высококачественным строгальным ножам профессионалы относят ножи марки Tersa (Терса). Их конструкция имеет следующую особенность. Ножи устанавливаются в специальные выемки на валу, которые крепится на шпинделе станка или в головку фрезы.

Строгальный вал Tersa
Наиболее распространёнными и относительно недорогими являются строгальные валы, которыми оснащаются деревообрабатывающие станки муравей. К этому классу относиться и строгальный вал Белмаш. Он достаточно прост и оснащён тремя ножами, но показывает достаточно неплохое качество обрабатываемых поверхностей.

Ножевой вал Белмаш
Классификация станков для обработки поверхности
Подобные станки бывают трёх видов:
- односторонние;
- двухсторонние;
- четырёхсторонние.
Однако независимо от количества обрабатываемых сторон, от которого зависит точность и качество детали, основным элементом является применяемый режущий инструмент. С его помощью на деревообрабатывающем оборудовании производят: доски высокого качества, погонажные изделия (плинтусы, наличники, паркет), элементы строительной отделки. Используя различные виды такого инструмента, с хорошо заточенными ножами можно производить конечную отделку любой поверхности (горизонтальной, вертикальной, наклонной).
При изготовлении деревянных изделий применяется более подробная классификация таких станков:
- продольно строгальные;
- поперечно строгальные;
- рейсмусовые;
- фуговальные.
На современном оборудовании часто несколько операций совмещается. Это позволяет экономить время на доведение деталей до нужного качества и сократить затраты энергии.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Деревообрабатывающие станки Белмаш и расходники по ценам производителя
Официальный сайт АО Белмаш в России
Бренд BELMASH – это собственное видение деревообрабатывающего оборудования. Самая значимая доля продукции бренда – бытовые многофункциональные деревообрабатывающие станки и дополнительные приспособления к ним.
Производство
Деревообрабатывающее оборудование торговой марки BELMASH выпускает СООО «Завод Белмаш» – современное производство полного цикла. Производственный комплекс расположен в городе Могилев, Республика Беларусь. Кадровый состав предприятия – это команда высококвалифицированных специалистов. Уровень технической оснащенности и квалификация персонала позволяет выполнять работы высокой степени сложности.
Продукция
Наш ассортимент – станки для работы по дереву и дополнительное оборудование к ним, с которыми вы сможете воплощать идеи в обустройстве быта. Они станут частью вашей мастерской и вашей жизни. В наших изделиях реализованы уникальные разработки конструкторского бюро. Надежность, продуманность, безопасность – вот, что отличает продукцию Белмаш в первую очередь.
Ассортиментная политика учитывает требования рынка, поэтому новинки не имеют прямых аналогов. Инновации и контроль при изготовлении дают уверенность в качестве продукта.
Простота, удобство и средний ценовой сегмент позиционируют бытовые деревообрабатывающие станки Белмаш как оптимальный выбор для домашнего мастера.
Распространенность
Центральный офис компании находится в Москве. Представительства фирмы есть в Самаре, Екатеринбурге, Красноярске, Новосибирске. География наших продаж распространяется на территорию Российской Федерации, Казахстана, Армении, Киргизии.
Миссия
Мы стремится к тому, чтобы каждый мог лучшим для себя способом купить деревообрабатывающие станки и дополнительное оборудование для них, а также получить информационную поддержку и качественное сервисное обслуживание. Сотрудники компании объединены одной целью – сделать вашу покупку удобной и приятной, а техническую помощь – высококачественной и своевременной.
belmash.ru
Строгальные ножи и ножевые валы
Строгальные ножи и ножевые валы
Категория:
Столярное дело
Строгальные ножи и ножевые валы
Строгальные ножи. Строгальные ножи подразделяют на тонкие и толстые. Размеры ножей тонких: длина от 40 до 1810 мм, ширина 30, 35, 40 и 45 мм, толщина — 3 мм; толстых соответственно: 40 — 800, 75 — 120; 6, 8 — 10 мм. Тонкие ножи изготовляют целиком из высококачественной инструментальной стали. У толстых ножей из такой стали наваривают со стороны режущей кромки по всей ее длине и на половину ширины ножа слой толщиной 1,5 — 2 мм.
Толстые ножи имеют со стороны обушка прорези для зажимных болтов. Глубина прорезей равна 0,55 ширины ножа, ширина прорезей на 1 — 1,5 мм больше диаметра зажимного болта. Количество прорезей — от 2 до 10, расстояние между ними 60 и 80 мм, в зависимости от длины ножа. Тонкие ножи прорезей не имеют.
Строгальные ножи со стороны режущей кромки нередко имеют равномерный прогиб по ширине величиной 0,25 — 0,5 мм. При зажиме ножа в ножевом валу прогиб увеличивает прочность крепления ножа, кроме того, повышается жесткость режушей кромки.
Рис. 1. Строгальные ножи: а — тонкий; б — толстый; в — прогиб ножа по ширине
Передняя грань ножа должна быть ровной, шлифованной; задняя грань может быть гладкой или рифленой. Рифление способствует лучшему сцеплению ножа с ножевым валом. Ножи с трещинами для работы не пригодны. Не допускаются на ножах раковины, ржавчина.
Угол заострения строгальных ножей 40°. Заточку ножей производят в ножепилоточной мастерской на точильных станках; вручную можно только править ножи оселком.
Рис. 2. Весы для выбалансирования строгальных ножей: 1 — коромысло весов; 2 — нож; 3 — упор; 4 — навески
Все ножи, устанавливаемые на одном ножевом валу, должны иметь одинаковую толщину и одинаковый вес. Вес ножей проверяют поочередным их взвешиванием. Кроме того, каждый нож должен быть выбалансирован, т. е. уравновешен так, чтобы его Центр тяжести был точно посередине. Выбалансировку ножей производят на специальных балансировочных весах (рис. 80). Нож укладывают на коромысле весов концом вплотную к Упору и весы приводят в равновесие при помощи навески. После этого нож переворачивают и укладывают вплотную к упору другим концом. Если при этом равновесие весов нарушилось, значит нож по отношению к оси симметрии не сбалансирован,
Для уравнивания веса обеих половин ножа и веса всех ножей одной головки стачивают часть металла с обушка того или иного ножа. Реже производят наваривание металла на обушок.
Ножевые валы. Рабочие валы в строгальных станках чаще называют ножевыми валами, иногда — ножевыми головками, патронами. Ножевой вал может быть цельным, изготовленным из одной поковки и составным. У составного вала ось вытачивается отдельно и на нее наглухо насаживается на шпонках патрон для ножей.
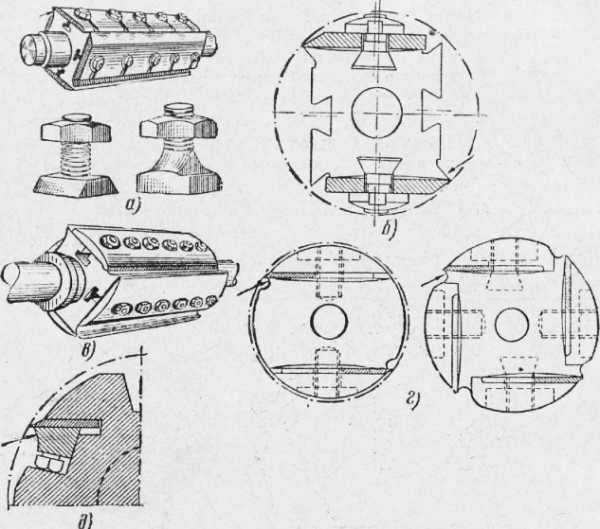
Рис. 3. Ножевые валы: а — квадратный вал и болты для крепления ножей; б — крепление на квадратном валу толстых ножей; в — крепление на квадратном валу тонких ножей при помощи накладок; г — превращение квадратного ножевого вала в круглый посредством сегментообразных накладок; д — крепление ножей в круглых валах (стрелками показаны сгружколомательные откосы)
Ножевые валы бывают квадратные и круглые.
Квадратные валы (рис. 3, а) имеют на гранях продольные канавки Т-образного или трапециевидного сечения, в которые заводятся болты для крепления ножей. Вид болтов показан на рис. 3, а, крепление — на рис. 3,б. При установке тонких ножей применяются накладки (рис. 3, в).
Основной недостаток квадратных валов состоит в том, что во время их вращения между валом и краями рабочего стола при каждом ббороте образуются значительные расстояния, представляющие опасность, так как в эти промежутки станочник может попасть пальцами рук. В открытых строгальных станках квадратные ножевые валы не допускаются. Другие недостатки квадратных валов заключаются в следующем: 1) ножи получают крепление только в местах, где ставятся болты, поэтому в промежутках между болтами возможна вибрация (дрожание) ножей во время работы; 2) на валу нельзя крепить больше четырех ножей. Чтобы устранить квадратносгь валов, применяют под болты накладки сегментообразной формы (рис. 3, г).
Наиболее безопасны цельноточеные круглые валы. Для крепления ножей на боковой поверхности этих валов имеются продольные пазы, в которые вставляются ножи и трапециевидные прижимные вкладыши с винтами (рис. 3, д). Такой способ крепления ножей вполне надежный, исключающий возможность вылета ножа и вкладыша из паза во время работы, а также вибрацию режущей кромки, так как нож равномерно зажимается по всей его длине. Кроме того, этот способ позволяет устанавливать на круглом валу значительно большее количество ножей, чем на квадратном.

Рис. 4. Определение угла заточки, угла резания и угла наклона строгального ножа, вставленного в ножевой вал
Для образования сгружколомателя делают в квадратных валах перед режущей кромкой ножа откос, а в валах с накладками — сегментообразную продольную выемку. В круглых валах откос делают во вкладышах.
Ножевой вал при любой его форме должен быть прямым и выбалансированным, т. е. иметь по всей длине одинаковую толщину (диаметр), одну и ту же плотность и одинаковый объемный вес.
Угол резания установленных на валу строгальных ножей 50 — 65°, угол уклона равен 10 — 15°. Углы определяют, как показано на рис. 4.
Режущие кромки всех установленных ножей должны располагаться на одинаковом расстоянии от центра вала и равномерно выступать над кромкой стружколомателя на 0,5 — 1,5 мм. Затягивают болты от середины к концам ножа. После того как станок поработает 5 — 10 мин., его останавливают и болты подтягивают.
Выбалансированность вала с ножами проверяют повертыванием его вокруг оси вращения с остановками. Если вал после остановок сохраняет полную неподвижность, его считают выба-лансированным. Невыбалансированный вал, как принято говорить, «скатывается вниз», т. е. делает до полной остановки еще какое-то дополнительное вращательное движение. Перед проверкой выбалансированности обязательно снимают приводной ремень.
Более точную выбалансировку вала делают путем провертывания его на балансировочных ножах (рис. 5).

Рис. 5. Ножевая головка на балансировочных ножах

Рис. 6. Строгание вращающимися ножами: а — длина волны; б — высота гребня
Для проверки правильности установки ножей по высоте подводят к кромке какого-нибудь одного ножа точно отфугованную линейку и провертывают ножевой вал. Если при этом режущие кромки всех ножей не цепляют за линейку и зазор между ними и линейкой остается одинаковым, считают, что ножи по высоте установлены правильно.
Строгание вращающимися ножами отличается от строгания ручным инструментом. При строгании ручным фуганком, например, получается длинная непрерывная стружка, при строгании вращающимися ножами вырезается короткая стружка в виде сегмента. В материале поперек его волокон образуется на месте срезанной стружки впадина, которую принято называть волной. Строганая поверхность получается волнистой (рис. 6).
Чем короче волны, чем ниже гребни между ними, тем строганая поверхность чище. Чистота строгания (длина волн) зависит от числа оборотов ножевого вала, количества ножей на валу и
скорости подачи материала. Чем выше число оборотов вала и чем больше ножей на нем, тем чище строгание. Строгальные станки прежних конструкций делали всего 3000 — 4000 об/мин, в современных строгальных станках вал делает 5000 — 6000 об/мин; устанавливают на нем 4 — 8 ножей.
Уменьшение скорости подачи повышает чистоту строгания, но одновременно снижает производительность труда. Поэтому уменьшать скорость подачи можно лишь в исключительных случаях, например, при строгании древесины очень свилеватой, древесины ценных пород.
Рис. 7. Схема конструкции фуговального станка: 1 — станина; 1 — ножевой вал; 3 — винт для подъема и опускания плиты; 4 — рабочий стол; 5 — направляющая линейка
Читать далее:
Строгание на фуговальном станке
Статьи по теме:
pereosnastka.ru
Вал строгальный в сборе BELMASH SDM 270/3
Официальный сайт АО Белмаш в России
Бренд BELMASH – это собственное видение деревообрабатывающего оборудования. Самая значимая доля продукции бренда – бытовые многофункциональные деревообрабатывающие станки и дополнительные приспособления к ним.
Производство
Деревообрабатывающее оборудование торговой марки BELMASH выпускает СООО «Завод Белмаш» – современное производство полного цикла. Производственный комплекс расположен в городе Могилев, Республика Беларусь. Кадровый состав предприятия – это команда высококвалифицированных специалистов. Уровень технической оснащенности и квалификация персонала позволяет выполнять работы высокой степени сложности.
Продукция
Наш ассортимент – станки для работы по дереву и дополнительное оборудование к ним, с которыми вы сможете воплощать идеи в обустройстве быта. Они станут частью вашей мастерской и вашей жизни. В наших изделиях реализованы уникальные разработки конструкторского бюро. Надежность, продуманность, безопасность – вот, что отличает продукцию Белмаш в первую очередь.
Ассортиментная политика учитывает требования рынка, поэтому новинки не имеют прямых аналогов. Инновации и контроль при изготовлении дают уверенность в качестве продукта.
Простота, удобство и средний ценовой сегмент позиционируют бытовые деревообрабатывающие станки Белмаш как оптимальный выбор для домашнего мастера.
Распространенность
Центральный офис компании находится в Москве. Представительства фирмы есть в Самаре, Екатеринбурге, Красноярске, Новосибирске. География наших продаж распространяется на территорию Российской Федерации, Казахстана, Армении, Киргизии.
Миссия
Мы стремится к тому, чтобы каждый мог лучшим для себя способом купить деревообрабатывающие станки и дополнительное оборудование для них, а также получить информационную поддержку и качественное сервисное обслуживание. Сотрудники компании объединены одной целью – сделать вашу покупку удобной и приятной, а техническую помощь – высококачественной и своевременной.
belmash.ru
Строгальные ножи и ножевые валы
СТОЛЯРНОЕ ДЕЛО
Строгальные ножи. Строгальные ножи подразделяют на тонкие и толстые (рис. 79). Размеры ножей тонких: длина от 40 до 1810 мм, ширина 30, 35, 40 и 45 мм, толщина — 3 мм; толстых соответственно: 40—800, 75—120; 6, 8—10 мм. Тонкие ножи изготовляют целиком из высококачественной инструментальной стали. У толстых ножей из такой стали наваривают со стороны режущей кромки по всей ее длине и на половину ширины ножа слой толщиной 1,5—2 мм.
Толстые ножи имеют со стороны обушка прорези для зажимных болтов. Глубина прорезей равна 0,55 ширины ножа, ширина прорезей на 1—1,5 мм больше диаметра зажимного болта. Количество прорезей — от 2 до 10, расстояние между ними 60 и 80 мм, в зависимости от длины ножа. Тонкие ножи прорезей не имеют.
Строгальные ножи со стороны режущей кромки нередко имеют равномерный прогиб по ширине величиной 0,25—0,5 мм (рис. 79, в). При зажиме ножа в ножевом валу прогиб увеличивает прочность крепления ножа, кроме того, повышается жест — кость режущей кромки.
JU^
Б) 0.25-0,5мм,
Рнс. 79. Строгальные ножн:
А — тонкий; 6 — толстый; в — прогиб иожа по ширине
Передняя грань ножа должна быть ровной, шлифованной; задняя грань может быть гладкой или рифленой. Рифление способствует лучшему сцеплению ножа с ножевым валом. Ножи с трещинами для работы не пригодны. Не допускаются на ножах раковины, ржавчина.
Угол заострения строгальных ножей 40°. Заточку ножей производят в ножепилоточной мастерской на точильных стан-
Рнс. 80. Весы для выбаланснровання строгальных ножен; / — коромысло весов; 2 — нож; 3— упор; 4 — навески |
Все ножи, устанавливаемые на одном ножевом валу, должны иметь одинаковую толщину и одинаковый вес. Вес ножей проверяют поочередным их взвешиванием. Кроме того, каждый нож должен быть выбалансирован, т. е. уравновешен так, чтобы его Центр тяжести был точно посередине. Выбалансировку ножей производят на специальных балансировочных весах (рис. 80), Нож 1 укладывают на коромысле весов 2 концом вплотную к Упору 3 и весы приводят в равновесие при помощи навески 4 После этого нож переворачивают и укладывают вплотную к Упору другим концом. Если при этом равновесие весов нарушилось, значит нож по отношению к оси симметрии не сбалансирован.
Для уравнивания веса обеих половин ножа и веса всех ножей одной головки стачивают часть металла с обушка того или иного ножа. Реже производят наваривание металла на обушок.
Рис. 81. Ножевые валы: A — квадратный вал н болты для крепления иожей; б — крепление на квадратном валу толстых ножей; в — крепление иа квадратном валу тонких ножей при помощи накладок; г — превращение квадратного ножевого вала в круглый посредством сегмеитообразиых иакладск; д — крепление иожей в круглых валах (стрелками показаны сгружколомательные откосы) |
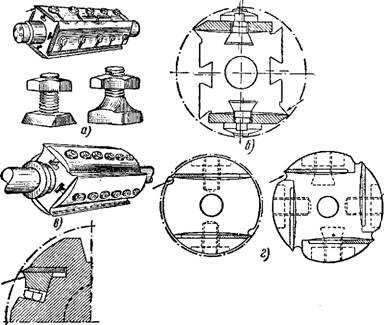
Из одной поковки и составным. У составного вала ось вытачивается отдельно и на нее наглухо насаживается на шпонках патрон для ножей. Ножевые валы бывают квадратные и круглые. Квадратные валы (рис. 81, а) имеют на гранях продольные канавки Т-образного или трапециевидного сечения, в которые заводятся болты для крепления ножей. Вид болтов показан на рис. 81, а, крепление — на рис. 81,6. При установке тонких ножей применяются накладки (рис. 81, в). Основной недостаток квадратных валов состоит в том, что во время их вращения между валом и краями рабочего стола при 104 |
Ножевые валы. Рабочие валы в строгальных станках чаще называют ножевыми валами, иногда — ножевыми головками, патронами. Ножевой вал может быть цельным, изготовленным
каждом обороте образуются значительные расстояния, представляющие опасность, так как в эти промежутки станочник может попасть пальцами рук. В открытых строгальных станках квадратные ножевые валы не допускаются. Другие недостатки квадратных валов заключаются в следующем: 1) ножи получают крепление только в местах, где ставятся болты, поэтому в промежутках между болтами возможна вибрация (дрожание) ножей во время работы; 2) на валу нельзя крепить больше четырех ножей. Чтобы устранить квадратность валов, применяют под болты накладки сегментообразной формы (рис. 81, г).
Наиболее безопасны цельноточеные круглые валы. Для крепления ножей на боковой поверхности этих валов имеются продольные пазы, в которые вставляются ножи и трапециевидные прижимные вкладыши с винтами (рис. 81, (3). Такой способ крепления ножей вполне надежный, исключающий возможность вылета ножа и вкладыша из паза во время работы, а также вибрацию режущей кромки, так как нож равномерно зажимается по всей его длине. Кроме того, этот способ позволяет устанавливать на круглом валу значительно большее количество ножей, чем на квадратном.
Рис. 82. Определение угла заточки, угла резания и угла наклона строгального ножа, вставленного В ножевой вал |
Для образования стружколомателя делают в квадратных валах перед режущей кромкой ножа откос, а в валах с накладками — сегментообразную продольную выемку. В круглых валах откос делают во вкладышах (рис. 81, д).
Ножевой вал при любой его форме должен быть прямым и выбалансированным, т. е. иметь по всей длине одинаковую толщину (диаметр), одну и ту же плотность и одинаковый объемный вес.
Угол резания установленных иа валу строгальных ножей 50—65°, угол уклона равен 10—15°, Углы определяют, как показано на рис. 82.
Режущие кромки всех установленных ножей должны располагаться на одинаковом расстоянии от центра вала и равномерно выступать над кромкой стружколомателя на 0,5—1,5 мм. Затягивают болты от середины к концам ножа. После того как станок поработает 5—10 мин., его останавливают и болты подтягивают.
Выбалансированность вала с ножами проверяют повертыванием его вокруг оси вращения с остановками. Если вал после остановок сохраняет полную неподвижность, его считают выба- лансированным. Невыбалансированный вал, как принято говорить, «скатывается вниз», т. е. делает до полной остановки еще какое-то дополнительное вращательное движение. Перед проверкой выбалансированности обязательно снимают приводной ремень.
Более точную выбалансировку вала делают путем провертывания его на балансировочных ножах (рис. 83),
Рис. 83. Ножевая головка на балансировочных ножах |
Рис, 84. Строгание вращающи’ Мися ножами: а—длина волны: б—высота гребня |
Для проверки правильности установки ножей по высоте подводят к кромке какого-нибудь одного ножа точно отфугованную линейку и провертывают ножевой вал. Если при этом режущие кромки всех ножей не цепляют за линейку и зазор между ними и линейкой остается одинаковым, считают, что ножи по высоте установлены правильно.
Строгание вращающимися ножами отличается от строгания ручным инструментом. При строгании ручным фуганком, например, получается длинная непрерывная стружка, при строгании вращающимися ножами вырезается короткая стружка в виде сегмента. В материале поперек его волокон образуется на месте срезанной стружки впадина, которую принято называть Волной. Строганая поверхность получается волнистой (рис. 84).
Чем короче волны, чем ниже гребни между ними, тем строганая поверхность чище. Чистота строгания (длина волн) зависит or числа оборотов ножевого вала, количества ножей на валу и 106
скорости подачи материала. Чем выше число оборотов вала и чем больше ножей на нем, тем чище строгание. Строгальные станки прежних конструкций делали всего 3000—4000 об/мин, в современных строгальных станках вал делает 5000—6000 об/мин; устанавливают на нем 4—8 ножей.
Рис. 85. Схема конструкции фуговального станка: / — станина: 2— ножевой вал: 3 — виит для подъема и опускания плнты; 4 — Рабочий стол; 5 — направляющая линейка |
Уменьшение скорости подачи повышает чистоту строгания, но одновременно снижает производительность труда. Поэтому уменьшать скорость подачи можно лишь в исключительных случаях, например, при строгании древесины очень свилеватой, древесины ценных пород.
Выбор двери — это достаточно ответственное решение, ведь только качественное и надежное изделие сможет верно прослужить вам длительный срок. Наша компания «Бережа» предлагает великолепную продукцию от ведущих производителей. Ознакомиться с …
Вскрытие замков аварийное может понадобиться каждому человеку, так как причин из-за которых не получается открыть запирающий механизм много. Чаще всего люди просто теряют ключи или захлопывают их внутри квартиры, хотя …
Дверь должна иметь набор надежных дополнительных элементов. Без таких простых деталей, как петли и ручки, не будет работать открывающий механизм. При покупке различных дверных аксессуаров надо заострять внимание не только …
msd.com.ua
строгальный вал Лучшее видео смотреть онлайн
7 мес. назад
Вал строгальный по дереву. Три ножа позволяют добиться качественной чистоты обработки. Кроме этого на валу…
2 г. назад
Телефон : 8-952-588-11-25. E-mail: [email protected] Выполняем заказ любых объемов! Изготовим партии деталей до 20 000 шт! Наша…
11 мес. назад
Сравнение валов на станок Белмаш СДМ 2500 При покупке станка обращайте внимание на валы.
3 г. назад
http://www.220-volt.ru/catalog-29253/?ref=yb Профессиональный напольный станок для фугования с длинным рабочим столом (1840…
6 г. назад
Автоматически самоустанавливающий 3-х ножевой вал Hammer обеспечивает молниеносную замену ножей без регулиро…
2 г. назад
Токарная обработка вала.
2 г. назад
Станок ЧПУ четырех осный. Нарезание резьбы на спиральном валу для рейсмуса, для установки ножей в пазы.
8 мес. назад
Группа https://vk.com/public151927902 Группа Токарка 42 https://vk.com/tokarka42 Сайт http://tokarka42.ru/
1 г. назад
Деревообрабатывающий станок — биение пильного диска, замена подшипников двигателя и вала фуганка.
8 мес. назад
Приобрел станок со склада в Киеве. Приехали, собрали, все выставили а двигатель не тянет, точнее не раскручи…
1 г. назад
Первое мнение о станке, возможно кому то поможет с выбором фуганка. Спасибо за просмотр. Моя группа в ВК:…
3 г. назад
Самодельный станок. Мощность 4 кВт Вал 300 мм. 3000 об. распил. 5000 об. фугование.
2 г. назад
Подробно рассмотрим флагман линейки фуговально-рейсмусового направления от известного швейцарского прои…
6 мес. назад
Выбираем и покупаем новые станки для мастерской Нам нужны: Циркулярный станок Фуганок Рейсмус Барабанно-шл…
3 г. назад
JWP-201 HH Рейсмусовый станок со строгальным валом «helical» Под американской маркой Powermatic предлагаются лучшие…
1 г. назад
Фуговально-рейсмусный станок Деволт (DeWALT D 27300) LIVE Десногорск 2017 — двухоперационный станок, на котором произв…
2 г. назад
СТАНОК СВОИМИ РУКАМИ.
1 г. назад
Отличный результат.
3 г. назад
Как сделать строгальный станок из доступных материалов, в короткий срок. Для этого необходимо: 1. Уметь рабо…
luchshee-video.ru
Перфораторы, шуруповерты, сварочные аппараты, генераторы
По умолчаниюПо датеДешевлеДороже
Компания3 дня назад
1 неделю назад
1 неделю назад
Компания1 неделю назад
Компания1 неделю назад
1 неделю назад
1 неделю назад
1 неделю назад
2 недели назад
1 неделю назад
2 недели назад
2 недели назад
2 недели назад
1 неделю назад
2 недели назад
2 недели назад
3 недели назад
2 недели назад
3 недели назад
3 недели назад
3 недели назад
3 недели назад
Компания2 недели назад
3 недели назад
Компания3 недели назад
3 недели назад
www.avito.ru