Эбонитовый стержень
Главная » Эбонит
Стержень эбонитовый — материал, обладающий отличными электроизоляционными свойствами, состоит из высоко-вулканизированного каучука с высоким содержанием серы (около 50%). Изготавливается путем прессования при высокой температуре. После остывания эбонит представляет собой твердый материал, черного или темно-коричневого цвета, который сохраняет свои свойства до + 50—60 гр.С., при дальнейшем увеличении температуры он становится эластичным и текучим. Эбонит стоек к воздействию солей, кислот, растительных и животных жиров, негигроскопичный. Легко обрабатывается механическим путем.
Применяется для изготовления шайб, прокладок, ручек, втулок, изоляторов, специального инструмента и пр. в электротехнической и имической промышленности,
Главный минус эбонита — высокая хрупкость при пониженных температурах.
Изготавливается по ГОСТ 2748-77
Основные электротехнические характеристики
Наименование показателя | Норма для эбонита марки | ||
А | Б | В | |
Плотность, кг/м3, не более | 1,25*103 | 1,25*103 | 1,4* 103 |
Водопоглащение, %, не более | 0,3 | 0,3 | 1 |
Хрупкость, М*Дж/м3 | 0,15 | 0,12 | 0,05 |
Прочность при статическом изгибе, Мпа, не менее | |||
для пластин | 69 | 59 | 39 |
для стержней | 59 | 59 | 39 |
Прочность при раздавливании, Мпа, не менее | 59 | 49 | 40 |
Прочность при разрыве, Мпа, не менее | 17 | 13 | 7 |
Твердость Мпа, не менее | 74 | 74 | 59 |
Теплостойкость по Мартенсу, С°, не менее | 50 | 50 | 40 |
Удельное поверхностное электрическое сопротивление, Ом, не менее | 1*1014 | 1*1012 | — |
Удельное объемное электрическое сопротивление, Ом*м, не менее | 1*1013 | 1*1012 | — |
Тангенс угла диэлектрических потерь, при 50 Гц, не более | 0,01 | 0,02 | — |
Электрическая прочность, кВ/мм, не менее | 15 | 15 | — |
Тангенс угла диэлектрических потерь, при 1*106Гц, не более | 0,01 | — | — |
Диэлектрическая проницаемость при 1*10б Гц, не более | 3,5 | — | — |
progress-rus.ru
Эбонит листовой, Эбонитовый стержень ГОСТ 2748-77

КОЭМЗ продает: Эбонит листовой ГОСТ 2748-77 от ф3 мм до ф40 мм.
Эбонит листовой — представляет собой продукт высокой степени вулканизации натурального или синтетического каучука серой. Связанной серы в эбоните около 32%, что соответствует формуле (C6H9S)2. Эбонит обычно бывает тёмно-бурого или чёрного цвета.
Область применения эбонита листового –
Эбонит применяется для изготовления деталей электрических приборов, аккумуляторных баков и ёмкостей для агрессивный жидкостей, а также для гуммирования химической аппаратуры.
Эбонит хорошо поддаётся механической обработке, негигроскопичен, газонепроницаем, стоек к действию растворов кислот, оснований, солей, растительных и животных жиров; разрушается сильными окислителями, ароматическими и хлорированными углеводородами.
1. Эбонитовый стержень ф8 мм L-900 мм.
2. Эбонитовый стержень ф10 мм L-900 мм.
3. Эбонитовый стержень ф14 мм L-550 мм.
4. Эбонитовый стержень ф17 мм L-550 мм.
5. Эбонитовый стержень ф18 мм L-550 мм.
6. Эбонитовый стержень ф20 мм L-600 мм.
7. Эбонитовый стержень ф23 мм L-600 мм.
8. Эбонитовый стержень ф26 мм L-500 мм.
9. Эбонитовый стержень ф27 мм L-500 мм.
10.Эбонитовый стержень ф28 мм L-500 мм.
11.Эбонитовый стержень ф30 мм L-700 мм.
12.Эбонитовый стержень ф37 мм L-500 мм.
13.Эбонитовый стержень ф38 мм L-500 мм.
14.Эбонитовый стержень ф39 мм L-500 мм.
15.Эбонитовый стержень ф40 мм L-500 мм.
16.Эбонитовый стержень ф41 мм L-500 мм.
17.Эбонитовый стержень ф42 мм L-650 мм.
19.Эбонитовый стержень ф48 мм L-700 мм.
20.Эбонитовый стержень ф58 мм L-600 мм.
21.Эбонитовый стержень ф60 мм L-600 мм.
22.Эбонитовая трубка ф16х8х4 мм L-670 мм.
Также продаем: Слюду, фторопласт, гетинакс, текстолит, оргстекло.
Подробности по телефону или на сайте:
Контакты
| Ф.И.О. | Симонов Валерий нет отзывов |
|---|---|
| Компания: | ООО»КОЭМЗ» |
| Страна: | Россия |
| Телефон: | +7 (495) 984-75-69, 504-15-60 Сообщите, что нашли информацию на сайте «Элек.ру» |
| Факс: | +7 (906) 034-97-58 |
| Web: | http://www.koemz.ru/ |
| Зарегистрирован: | 20 февраля 2008 г. Последний раз был на сайте 14 дней назад |
| Отправить сообщение |
- ВКонтакте
- Google+
- Mail.ru
- Одноклассники
Похожие объявления
Эбонит — Википедия
Материал из Википедии — свободной энциклопедии
Кружка из эбонита времен Вьетнамской войныЭбонит (др.-греч. ἔβενος, греч. ebenos — чёрное дерево) — высоко-вулканизированный каучук с большим содержанием серы (30–50 % в расчёте на массу каучука), обычно тёмно-бурого или чёрного цвета; химически инертен, имеет высокие электроизоляционные свойства.
Браслет из эбонита. XIX векru.wikipedia.org
Стержень — Изолитсервис
Эбонит представляет собой продукт высокой степени вулканизации натурального или синтетического каучука серой. Связанной серы в эбоните около 32%, что соответствует формуле (C6H9S)2. Эбонит обычно бывает тёмно-бурого или чёрного цвета.
Эбонит хорошо поддаётся механической обработке; негигроскопичен, не адсорбирует газов, стоек к действию кислот и щелочей, набухает в сероуглероде и нефтепродуктах, растворяется в парафине при температурах выше 300°С выделением сероводорода. При действии солнечного света вследствие окисления изоляционные свойства эбонита понижаются. Размягчается эбонит обычно между 70°С и 80°С и при остывании снова затвердевает; при температурах ≥200°С обугливается не плавясь.
Применяемый для изготовления эбонита каучук должен быть совершенно чист от загрязнений, ведущих к образованию пузырей, понижающих электроизоляционные свойства и затрудняющих механическую обработку. Самые ценные сорта эбонита содержат только каучук (~66 весовых частей) и серу (~34 весовые части).
В качестве наполнителей для эбонита применяют эбонитовую пыль, тальк, пемзу, белую сажу, инфузорную землю и другие. Сажу вводят в небольших количествах 3 — 5%) для окраски эбонита в чёрный цвет (большие дозировки сажи ухудшают диэлектрические свойства).
Эбонит выпускается в виде пластин, стержней и трубок и применяется для изготовления электротехнических изделий, особенно таких, которые должны быть стойки к действию кислот (аккумуляторные баки), а также тары для хранения кислот и щелочей.
Эбонит микропористый (микросепаратор)
Используется для разделения электродов в свинцовых стартерных аккумуляторных батареях.
Рабочий диапазон температур от -50°С до +60°С.
Существенный недостаток — хрупкость, особенно при пониженных температурах.
|
Свойства эбонита |
|
|
Плотность, г/см3 |
≥1,14 |
|
Предел прочности при разрыве, кг/см2 |
700 |
|
Относительное удлинение при разрыве, % |
3 |
|
Теплопроводность, кал/сек.см.град |
39.10^-5 |
|
Водопоглощение, % (на воздухе) |
0,005 — 0,02 |
|
Диэлектрическая проницаемость (1000 Гц) |
2,82 |
|
Удельное объёмное электрическое сопротивление, ом . см |
(2,6 — 8,4).10^15 |
|
Электрическая прочность, кв/мм |
~20 |
|
Тангенс угла диэлектрических потерь (1000 Гц) |
5,1.10^-3 |
|
Сортамент |
Размер |
Вес стержня кг длинной 600 мм |
|
Эбонит стержень |
Ø 8мм |
0,05 |
| Ø 10 мм | 0,055 | |
|
Ø 12 мм |
0,1 | |
|
Ø 13 мм |
0,1 | |
|
Ø 15 мм |
0,15 | |
|
Ø 18мм |
0,2 |
|
|
Ø 20-24мм |
0,3 |
|
|
Ø 24-27мм |
0,4 |
|
|
Ø 28-30мм |
0,5 |
|
|
Ø 33-35 |
0,8 | |
|
Ø 37-40мм |
1,0 |
|
|
Ø 45-48мм |
1,5 |
|
|
Ø 47-50мм |
1,65 |
www.izolitservice.kiev.ua
Стержни эбонитовые — Справочник химика 21
Опрессовка кернодержателя с целью проверки герметичности стыкованных манжет производится на полуторакратное рабочее давление по схеме рис. 3. При этом для предохранения манжет от разрыва во внутреннюю полость стыкованных манжет вставляют эбонитовый цилиндрический стержень диаметром 30 мм. После этого создается обжим газом и выдерживается в течение 30 мин. Если за это время снижение давления не происходит, кернодержатель считается герметичным. [c.52]Для осуществления вращения самого электрода могут быть предложены самые различные конструкции. Простейшая конструкция, очень удобная в работе, изображена на рис. 50. Два или три эбонитовых шкива / разного диаметра укреплены на металлической (латунной) трубке 2, проходящей через металлическую втулку 3, надетую на стержень, при помощи которого все устрой ство крепится к обычному лабораторному штативу. Диаметр латунной трубки должен соответствовать диаметру стеклянной трубки 6 электрода, которая соединяется встык с латунной трубкой при помощи резиновой трубки. Через трубку пропускается медная изолированная проволока, погружаемая зачищенным концом в [c.126]
Внутри корпуса помещен стальной стержень, нижний конец которого свободно опирается на мембрану, а на верхний эбонитовый его конец опирается нижняя пластинчатая пружина с контактом. Между нижним и верхним контактами имеется небольшой зазор (0,10—0,13 лж). К контактам через систему сопротивлений подводится постоянный ток (напряжением 30 в) от имеющихся на установке выпрямителя и стабилизатора. [c.49]
Устройство реактора мощностью 500—600 кет показано на рис. 25. В этом реакторе катод, дежурный анод, электродуговая камера, основной анод, закалочное устройство и смесительная камера были электрически изолированы друг от друга асбоцементными и эбонитовыми втулками. Основной частью катода являлся вольфрамовый стержень диаметром 10 мм, впаянный на серебряном припое в медный держатель. Вольфрамовый стержень катода охлаждался водой и обувался чистым азотом для предотвращения окислительного воздействия воздуха, который [c.98]
К рабочей частоте генератора. Для более устойчивой работы преобразователя частоту генератора с помощью конденсатора устанавливают немного ниже собственной частоты вторичного контура. Катушки трансформатора высокой частоты 4 и а) наматывают на каркасе из плексигласа. Все катушки насаживают на общий эбонитовый стержень и укрепляют на эбонитовом основании. Обмотка катушки разделена на 8 секций во избежание пробоя и для уменьшения собственной емкости. Характеристики катушек приведены ниже [c.103]
Калориметр опирается на тонкий эбонитовый стержень 5. [c.297]
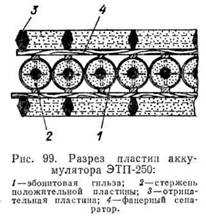
Каждый стержень представляет собой как бы1 сердечник карандаша, состоящего из активной массы, заключенной в эбонитовую трубку. Прорези в трубке обеспечивают доступ электролита к активной массе и предохраняют активную массу от вымывания. В крайних эбонитовых трубках каждой пластины наружные стороны в целях усиления оставляются сплошными. Эбонитовые трубки снабжены двумя укрепляющими продольными сплошными ребрами. Эти ребра, помимо придания трубке жесткости, служат в качестве изолирующих дистанционных прокладок, заменяя ребра деревянного сепаратора. Конструкция решетки показана на рис. 1-18. [c.84]
Эбонитовые стержни (палки) стандартных размеров изготовляют диаметром 5—75 мм и длиной до 300 см. Заготовку стержней производят профилированием на червячном прессе. Далее следует резка заготовок на отрезки требуемой длины и охлаждение в воде. Охлажденные заготовки помещают в трубки из дюралюминия толщиною стенок 1—2 мм и диаметром на 1,5—2 мм больше, чем выпускаемый стержень. Перед вулканизацией заготовки выдерживают в трубках 8—12 ч для завершения усадки. Вулканизация эбонитовых стержней производится в котлах, в ваннах, наполненных водой. Между стенками ванны и дорнами помещают уплотняющий материал. [c.151]
В эбонитовой связывающей системе стержень покрывают двумя или тремя слоями раствора эбонита, причем каждому слою дают высохнуть перед нанесением следующего. После этого наносят слой эбонита примерно 1 мм толщиной. [c.367]
Второй токоведущий стержень 13 электрически изолирован от корпуса фарфоровой втулкой и эбонитовой или фарфоровой прокладкой. Нижний конец этого стержня загнут в виде кольца, в которое вставляется тигелек с навеской (рис. 85). [c.133]
Для перемешивания ]юды в калориметре употребляют вертикально дви-лкольцевой формы или пронеллерную. Стержень мешалки особой изоляционной (эбонитовой, пластмассовой или деревянной) перемычкой разделяется на две части на погружаемую в воду и на ведущую к двигающему механизму. Перемешивающие части мешалки (лопасти) не должны выходить из воды. Мешалка приводится в движение маленьким электромотором (достаточно л. с.) и должна делать не менее 50 полных равномерных движений (подъем и опускание) в минуту для вертикально двин ущейся кольцевой и 400 — для пропеллерной, что достигается соответствующей регу [ировкой реостата, включенного последовательно с мотором. [c.353]Радиоактивное излучение обладает способностью ионизировать окружающий воздух. Это свойство можно показать на простом приборе. К металлическому стержню, укрепленному на изолирующей подставке, прикреплены тонкие полоски бумаги в виде султана. Если наэлектризовать эбонитовую палочку трением и зарядить металлический стержень, бумажки, с ним скрепленные, разойдутся в разные стороны из-за взаимного отталкивания, так сказать, встанут дыбом. Под-несем к султану радиоактивное вещество, например эмаль, содержащую Р-излучатель — изотоп прометия б1 Рт. Султан быстро опадает, бумажки перестают отталкиваться друг от друга и от стержня. При повторении опыта происходит все то же самое. [c.218]
Прибор заключен в криокамеру и представляет собой две плиты, связанные между собой колонками. Испытуемый образец, крепится в зажим 4, находящийся в нижней части эбонитового стержня 8. Стержень проходит через втулку 7 и удерживается в ней в верхнем положении защелкой 6. Спуск бойка 2 осуществляют вручную или автоматически рычагом 5, связанным с ртутным реле 13. При подъеме эбонитового стержня в верхнее положение рычаг поднимается и замыкает контакт реле 13. Цепь катушки электромагнита 15 включается, сердечник его втягивается и спускает защелку 14. Сжатие пружины и оттягивание бойка 2 производят винтом 12, на конце которого находится втулка 11 со штифтами, входящими в прорези муфты 10. [c.187]
А — миллиамперметр В — реостат С — серебряный гнод Д—серебряный катод —стеклянный стержень / —электромешалка G—эбонитовая подставка Я — серебряный бру( . [c.326]
А—трубчатая термопара. I—замерная гильза (щупы) 5—головка 5—стальная защитная гибкая трубка 4 и 5- компенсационные провода в защитной ободочке 6—трубка (электрод) 7— горячий спай —кольцо 9—винт 10—втулка эбонитовая. Б—игольчатая термопара. I—игла 2—иглодержатель 3—корпус медная проволока 5—константановая проволока 6—контакты 7—компенсационные провода В—колпак 9—регулирующий винт 10—отверстие в колпаке для прохода иглы Л—контактная втулка /2—втулка 13—винт ручка /5 — стальная защитная гибкая трубка. Д—лучковая термопара и Г—общий вид лучковой термопары. 1—стержень 2—щечки 3—ролики 4—лента 5— горячий спай 6—компенсационный провод 7—гальванометр 8—пружина —рукоятка /О—валок вальцев. [c.173]
Установка позволяет поляризовать исследуемые образцы при вращении. В цилиндрической части корпуса имеются 4 отверстия, через которые введены платиновые токоподводы 8. При помощи контактных приспособлений платиновые токоподводы соединяются с контактной шиной 9, к которой подключается один полюс источника тока. Другой полюс подводится через контактный провод 4, ленту и упругий стержень 10, имеющий контакт с образцами. Стержень и лента, изготовленные из коррозионностойкого танталонио-биевого сплава, снаружи закрываются верхней и нижней эбонитовыми втулками. При необходимости корпус прибора устанавливается в водяной или масляный термостат с автоматической регулировкой заданной температуры. [c.164]
Приборы для определения рассеивающей способности и удельной электропроводимости электролитов. Свойство электролита способствовать равномерному отложению металла на поверхности покрываемых предметов называется рассеивающей способностью. Для измерения рассеивающей способности электролита можно пользоваться электролизером размером 120x100x300 мм. Аноды размером 120Х 100×5 мм устанавливают у торцовых стенок ванны. Катод состоит из десяти латунных или стальных втулок, насаженных на латунный стержень. Крайние втулки и концы стержня имеют резьбу для более плотного соединения торцовых поверхностей втулок. С целью экранирования торцовых поверхностей крайних втулок на концы стержня навинчивают круглые эбонитовые гайки. Для увеличения степени рельефности катода между центральными втулками зажимают латунный диск.
Катод вводится в ячейку при помощи металлического стержня, который вставляется в крышку посредством эбонитовой муфточки и заливается сверху шеллаком. Стержень оканчивается муфточкой с двумя штырями, на которые устанавливается катод, закрепляющийся гайкой. Такое крепление катода обеспечивает постоянство его положения перед плоскопараллельным стеклом. Анод, вводимый аналогично в элек- [c.217]
Накатка. Операция накатки по существу представляет собой то же дублирование, но проводимое на цилиндрической поверхности металлического дорна. Накатывают листы резиновой смеси, прорезиненную ткань или их комбинацию. В результате такой операции на дорне образуется труба с более или менее толстой стенкой если накатка производилась без дорна, то получается массивный стержень. Накаточное устройство может быть агрегировано с каландром. Каландрованная резина накатывается под давлением дублирующего обложенного резиной ролика на барабан, установленный вблизи каландра. Накатная заготовка по достижении требуемой толщины может быть срезана с барабана по образующей цилиндра. Относительно небольшая длина пластины (4—5 м), недостаточная точность калибра и перерывы в работе при снятии пластины с барабана снижают значение этого метода по сравнению с дублированием. Цельнорезиновые трубчатые и массивные накатные заготовки выполняются в цехах технических и эбонитовых изделий для изготовления колец прямоугольного или фосонного сечения. Путем накатки производят обкладку валов резиновым слоем, изготавливают рукава с тканевыми прокладками и заготовки для клиновых ремней. [c.18]
I— винт, регулирующий натяжение нижней пружинной пластины 2 — центральный винт для изменения зазора между контактами 3 — винт плунжера, изменяющий на-тажение плунжерной пружины 4 — винт, регулирующий натяжение верхней пружинной пластины 5 — верхттяя пружинная пластина с вольфрамовым контактом — эбонитовый наконечник стержня 7 — стальной стержень (сердечник) —корпус датчика детонации 9—стальная мембрана 0 — гайка, прижимающая стальную мембрану П — нижняя пруживаая пластина с вольфрамовым контактом. [c.61]
Следует отметить, что устройство установок для измерения диэлектрической проницаемости обычно позволяет заземлить один из электродов конденсатора для вещества. В этом случае для измерения достаточно присоединять и отключать только одиш незаземленный провод этого конденсатора. Выключатель конденсатора для вещества представляет передвижной латунный стержень, настолько большого диаметра, чтобы сохранять жесткость длина его должна быть такая, чтобы он мог быть одним кондом погружен в ртутную чашечку жидкостного конденсатора, а другим присоединен к полюсу установки, т. е. погружен в другую чашечку с ртутью, укрепленную на бакелитовой илп эбонитовой пластинке, привинченной к экрану установки в 1—2 см от отверстия в экране, через которое проходит провод ко второй чашечке. [c.51]
chem21.info
Производство эбонитовых изделий — Резинщик.ру
Эбонитовые пластины, стержни и трубки (ГОСТ 2748—53). Э б о н и т о в ы е пластины представляют собой листы длиной 1000—500 мм, шириной 500—250 мм и толщиной 0,5—32 мм. Эбонитовые пластины толщиной свыше 1,5 мм изготовляют дублированием необходимого количества листов эбонитовой смеси. Дублирование производят на гладкой, стальной или чугунной плите; листы прикатывают во всю их ширину тяжелым роликом. На изготовленную пластину с обеих сторон накладывают листовое олово толщиной 0,2—0,8 мм (в зависимости от толщины пластины). Для лучшего прилегания оловянных листов к поверхности пластин листы эти слегка смазывают керосином.
Тонко прокатанные зеркально гладкие листы олова предохраняют пластину от непосредственного действия вулканизационной среды, обеспечивают гладкую поверхность и хороший отвод тепла. На поверхности пластин из смесей на синтетическом каучуке иногда наблюдается небольшая шагреневость. Применение мягчителей — растительных и минеральных масел — в этих смесях снижает такой дефект. Перед дублированием каландрованные эбонитовые смеси выдерживают в роликах 8—12 ч. Выдержку (12—24 ч) применяют и для покрытых оловом пластин, укладываемых друг на друга. Таким путем пластины подпрессовываются и получают усадку. Заготовки для эбонитовых пластин толщиной до 3—4 мм можно выполнять одновременно с листованием и дублированием смеси на каландре. Олово при этом прокатывают дублирующим валком со стороны нижнего валка каландра. Затем на другую сторону пластины вручную накладывают второй лист олова, пропускают пластину через дополнительный двухвалковый каландр и разрезают заготовку на отдельные пакеты.
Пачки эбонитовых пластин загружают в бак из дюралюминия, помещенный на тележке вулканизационного котла, подвешивают их на дюралюминиевых рейках или трубках, положенных на стенки бака, и наполняют водой, соблюдая, чтобы расстояние пластин от поверхности воды, дна и стенок бака составляло 100— 120 мм. Вулканизация в воде обеспечивает равномерный нагрев пластин и лучший отвод выделяющегося тепла. Режимы вулканизации зависят не только от рецептуры смеси, но также и от размеров пластин и конструктивных особенностей котла. Толстые пластины вулканизуют длительно, применяя цикловую вулканизацию (прерывную, с промежуточным охлаждением). Однако разрыв процесса вулканизации в начальной стадии недопустим и ведет к отрыву олова и порче поверхности пластин. С пластин, выгруженных из котла, снимают олово. Если при этом возникает необходимость, пластины подвергают правке, прокладывая между ними хромированные стальные листы.
Для удаления с поверхности пластин блесток отслоившегося олова пластины дополнительно обрабатываются 10—15%-ной соляной кислотой. Остатки кислоты тщательно нейтрализуют и удаляют. Листы олова, снятые с пластин, используются повторно не более одного раза, а затем направляются в переплавку и прокатку. При плавке тщательно удаляют окись олова, так как она является главной причиной образования блесток. Олово отливают в плитки размером 20 X 30 см и толщиной 10—15 см. Плитки прокатывают на мощном двухвалковом каландре с гладкой поверхностью валков без фрикции. Валки постепенно сближают до зазора 2 мм. Окончательную прокатку с приданием требуемого калибра- и блеска целесообразно производить на особом лощильном каландре с зеркально гладкими валками, применяя смазку их растительным маслом. Необходимость частой переплавки олова и связанная с этим потеря его, достигающая 1,5—2%, заставляет искать новые способы придания гладкости эбонитовой пластине. Рекомендуется применение алюминиевых листов толщиной 0,2—0,5 мм. Алюминиевые листы могут применяться повторно, но требуют после снятия их с пластин правки в прессе. Возможно применять прессовую вулканизацию пластин. Дублированную с некоторым припуском по толщине пластину, не покрывая оловом, укладывают в нагретую и слегка смазанную льняным маслэм форму. Форма изготовляется из полированных листов алюминия или стали и окаймляется стальной рамкой соответственной высоты.
На Ленинградском заводе РТИ операции призводства эбонитовых пластин организованы в едином производственном комплексе. Заготовка пластин гроизводится на дублировочном станке, выполняющем операции: дублирования, обрезки кромок и прикатки оловянных листов. Подготовленные пластины комплектуются в специальные рамки и мостовым краном, пачкой, загружаются в ванну, которая лебедкой закатывается в вулканизационный котел. После вулканизации эбонитовые пластины освобождаются от оловянной фольги и помещаются в кассету из фторопласта. Кассета тем же краном передается в облицованную фторопластом травильную панну с полуавтоматическим управлением процессами: заливки соляной кислотой, спуска кислоты, промывки пластин водой, сушки их теплым воздухом.
Олово для изготовления фольги плавится в том же помещении, в поворотной тигельной печи.
Эбонитовые стержни (палки) стандартных размеров изготовляют диаметром 5—75 мм и длиной до 300 см. Заготовку стержней производят профилированием на червячном прессе. Далее следует резка заготовок на отрезки требуемой длины и охлаждение в воде. Охлажденные заготовки помещают в трубки из дюралюминия толщиною стенок 1—2 мм и диаметром на 1,5—2 мм больше, чем выпускаемый стержень. Перед вулканизацией заготовки выдерживают в трубках 8—12 ч для завершения усадки, вулканизация эбонитовых стержней производится в котлах, в ваннах, наполненных водой. Между стенками ванны и дорнами помещают уплотняющий материал.
Еще недавно заготовки вулканизовали, забинтовывая их в мокрую ткань и подвешивая в баке, на таком расстоянии одну от другой, чтобы была обеспечена достаточная водяная прослойка. Стержни, вулканизованные в подвешенном состоянии, несколько деформировались при выгрузке и требовали последующей правки. Поверхностный слой стержней, вулканизуемых в условиях возможного доступа воды, значительно изменяется вследствие набухания. Отдача тепла таким слоем увеличивается, поэтому он остается менее вулканизованным, более мягким и рыхлым, чем внутренний слой, и более светлым. Последнее объясняется тем, что на бухшие при вулканизации частицы дальше отстоят одна от другой. Интенсивность цвета ослабляется. Оборачиваемость тканевой обертки была лишь двукратная, тогда как алюминиевые трубки служат до полугода. Поскольку стержни применяются в качестве поделочного материала, поверхностный слой их заводом-изготовителем обычно не снимается. В случае специальных требований потребителей обточка и калибровка стержней производятся обработкой их в специальных бесцентровых шлифовальных станках.
Эбонитовые трубки стандартных размеров изготовляют внутренним диаметром 3—50 мм, толщиной стенки 1,1 —12,5 мм и длиной не менее 400 мм. Трубки этих размеров заготовляют профилированием на червячном прессе; трубки большего размера, с значительной толщиной стенки, изготовляют викелеванием. Заготовки надевают на дорны и закатывают в ткань.
Аккумуляторные баки и детали. Эбонит как диэлектрик нашел особо широкое применение в производстве аккумуляторов. В кислотных аккумуляторах эбонитовыми деталями являются: бак, сепараторы (прокладки между смежными пластинами) и формовые детали — крышка с пробками и втулками. В трубчатых аккумуляторах, применяемых для электровозов, положительные электроды в своей основе имеют металлическую рамку (из сплава свинца с сурьмой) с промежуточными вертикальными стержнями, на которых надета перфорированная эбонитовая трубчатая пластина-панцирь (рис. 99). В пространстве между стержнем и перфорированной стенкой помещают активную массу.
Баки. Различают два типа эбонитовых аккумуляторных баков: од-ногнездные и многогнездные. Одногнездные баки изготовляют как ручной клейкой, так и формованием. Многогнездные баки (моноблоки), содержащие 3, 6, 12 и более гнезд, изготовляются формованием (ГОСТ 6980—54). Баки больших и некоторых средних размеров клеят на алюминиевых моделях, соответствующих по форме и размерам полости баков, с припуском на усадку. В целях повышения прочности и электроизоляционных свойств стенки баков иногда армируют, например стеклотканью. Клееные баки вы ходят из употребления, уступая место моноблокам, как более портативным в условиях применения, так и более прогрессивным по технологии их производства. Развитие производства многогнезд-ных аккумуляторных баков вызвано ростом автомобильной и авиационной промышленности. В целях снижения себестоимости формовых аккумуляторных автомобильных баков, ускорения их вулканизации и повышения теплостойкости применяют эбонитовые смеси, содержащие регенерат, минеральные наполнители, а также некоторые виды пластмасс и эбонитовую пыль. Вулканизация таких эбонитовых Смесей может проводиться при температуре до 170 С за 20—25 мин, в зависимости от введенного в смесь ускорителя и размеров изделия.
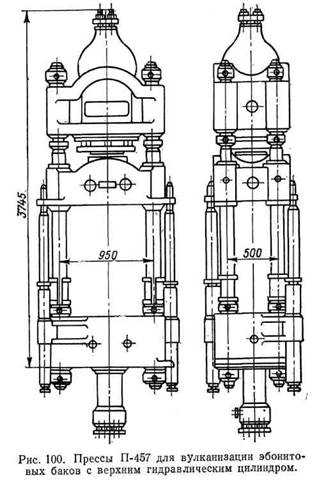
Формование и вулканизация баков производятся на специальных гидравлических прессах в особых пресс-формах. Форма состоит из матрицы, определяющей наружные габариты бака, укрепляемой па нижней плите пресса, и пуансона, оформляющего полость бака и межгнездные перегородки и прикрепляемого к верхней плите. Матрица имеет днище и четыре откидные стенки (щеки). Для удержания в вертикальном положении стенок матрицы в период формования и вулканизации бака между плитами пресса помещена подвижная траверса, имеющая пирамидальную полость. На отечественных заводах применяются прессы П-457 Серпуховского завода с верхним расположением гидравлического цилиндра (рис. 100). Известны также прессы с обычным, нижним, расположением этого цилиндра и верхней, неразъемной матрицей.
Для изготовления баков малых или средних размеров применяют формы, рассчитанные на выпуск нескольких баков, или помещают в пресс несколько единичных форм.
Испытание аккумуляторных баков. Аккумулятор-пые баки должны быть герметичны. Отсутствие в них мельчайших сквозных отверстий определяется испытанием электрическим током. Для такого испытания берут водопроводную воду. Испытание баков среднего размера проводится при напряжении 10—15 кВт, длительность испытания 10—15 с. Баки больших размеров ответственного назначения испытывают при напряжении 48—50 кВ в течение 16 с. В этих условиях металлические и иные включения выгорают, и в местах образующихся пустот происходит пробой бака.
При эксплуатации аккумуляторных батарей вследствие тепло-пых процессов нагревается электролит, а отсюда и баки. Это может вызвать выпучивание стенок бака, смещение пластин и порчу аккумулятора. Поэтому баки, имеющие особое назначение, испытывают на теплостойкость путем измерения величины выпучивания стенок: первоначально при наполнении бака холодной водой, а затем после подогрева воды до температуры, предусмотренной техническими условиями.
Сепараторы перфорированные. Для устранения контакта между разноименными пластинами, не нарушая доступа электролита к пластинам, в электрических аккумуляторах применяют сепараторы. Эбонитовый сепаратор представляет собою тонкий перфорированный эбонитовый лист, снабженный упрочняющими продольными ребрами. При сборке аккумулятора он накладывается на положительно заряженную пластину. В блоке с ним помещают сепаратор с микропорами, примыкающий к отрицательно заряженной пластине. Такие сепараторы изготовляют из тонких листов ольховой фанеры. В иных случаях применяют ребристый эбонитовый сепаратор и гладкую фанеру. Производство эбонитовых сепараторов близко к изготовлению эбонитовой пластины тонких калибров. Для изготовления сепараторов без ребер на каландрованные листы эбонитовой смеси сверху и снизу накладывают листы олова и полученные пакеты вулканизуют в котле острым паром. После снятия олова и усадки эбонитовые листы обрезают, согласно требуемым размерам, а затем следует пробивка отверстий на перфорационной машине. Перфорационная машина представляет собою штамп-пресс эксцентрикового типа с прерывной автоматической подачей материала посредством рифленых валиков. Штампующую часть пуансона составляют два ряда сталь-I ных закаленных штифтов, расположенных в шахматном порядке. Матрица имеет два ряда отверстий, соответствующих штифтам пуансона. Шаг подачи регулируют так, чтобы расстояние между центрами отверстий по длине листа было одинаково с расстоянием между штифтами пуансона.
Ребристые эбонитовые сепараторы заготовляют профилированием каландрованных листов, дополнительно пропуская их через профильный двухвалковый каландр. Нижний валок каландра гладкий, а верхний имеет узкие канавки. Перед пропуском через профильный каландр лист эбонитовой смеси накладывают на оловянный лист, обеспечивая гладкость сепаратора; толщина листа ребристого сепаратора 0,5—Э,6 мм, а высота ребра 2—3 мм. Наличие ребер сокращает перфорированную площадь сепаратора, поэтому ребристые сепараторы иногда заменяют гофрированными. Хрупкость, свойственная эбонитовым сепараторам, составляет существенный их недостаток.
Сепараторы микропористые. Действие аккумуляторной кислоты (серная кислота, плотность 1,28 г/см3) и повышенная температура вызывают довольно быстрый износ фанерных сепараторов. Вместо них в последнее время применяют сепараторы из микропористого эбонига, более стойкого в условиях работы аккумуляторов.
В последнее время на смену микропористым и перфорированным сепараторам приходят микропористые сепараторы из пластических масс, более гибких и менее хрупких, например пластмассовые сепараторы из полихлорвинила.
Формовые эбонитовые изделия. К числу многообразных эбонитовых изделий относятся: фасонные крышки аккумуляторных баков, втулки, пробки и гильзы трубчатых пластин, а также детали для магнето, изделия для предприятий химической промышленности, производства искусственного шелка и т. п. Заготовки для формовых эбонитовых изделяй выполняются описанными ранее приемами. Значительная усадка, свойственная эбонитовым смесям, требует соответственного увеличения полости формы. В тех случаях, когда вулканизованные изделия подвергаются последующей механической обработке, необходимо обеспечить достаточные припуски.
Так как процесс вулканизации мало наполненных эбонитовых смесей отличается больней длительностью, то для ускорения оборота форм вулканизацию иногда проводят в два приема. Кратковременной подвулканрзацией в прессе оформляют изделие, придавая ему прочность, достаточную для выемки из формы без повреждений. Последующей свободной вулканизацией в котле придают изделию необходимую твердость. Применение наполненных смесей с ускорителями при вулканизации в прессах, обогреваемых ч,о 160—170 °С, позволяет ограничиться вулканизацией в один прием. При конструировании форм для изделий, вулканизуемых в два приема, необходимо предусматривать припуск на усадку, несколько больший, чем у изделий одноразовой вулканизации, так как оба процесса сопровохдаются усадкой.
Введение талька и других наполнителей не ухудшает «распрессовки», а способствует лучшей текучести эбонитовых смесей при запрессовке форм.
Правка формовых эбонитовых изделий. Как и в производстве эбонитовых пластин, в ряде случаев применяется правка формовых аккумуляторных баков и эбонитовых изделий. Для этого изделия, нагретые в шкафах или на плитах, обогреваемых паром, закладывают в соответственную правку, зажимают в ней и охлаждают затем до 20—25 °С. Особо большое значение имеет правка в производстве формовых эбонитовых изделий с резь бой. Раньше такие изделия изготовляли, применяя станковую обработку (обточку, нарезку, шлифовку и т. п.). С введением правки вулканизованные в соответственных формах изделия по обрезке заусенцев вновь нагревают, ввертывают в правки с нарезкой и охлаждают в них.
Клееные эбонитовые изделия. Эбонитовые трубы, тройники, угольники, краны и другие изделия изготовляют преимущественно ручной клейкой с последующей механической обработкой.
Эбонитовые трубки с фланцами или без них, например полые цилиндры диаметром 800 мм и длиной 1500 мм с толщиной стенки 30 мм для пусковых реостатов к блюмингам, изготовляют посредством накатки на дорнах. Перед вулканизацией трубы плотно закатывают бинтами, применяя спиральную накладку ткани. Иногда трубы вулканизуют без дорна, наполнив их мелким речным песком и закрыв концы деревянными пробками. В этих пробках сделаны небольшие отверстия, чтобы дать возможность воздуху оставшемуся в трубе, постепенно, по мере его нагревания и расширения, выйти из трубы. Если требуются изогнутые трубы, то по соответственным лекалам выгибают наполненные песком и разогретые трубы. В случае необходимости изготовления труб, изогнутых без складок или с малым радиусом кривизны, применяют соответствующие цинковые дорны с последующим растворением цинка путем обработки готового изделия в соляной кислоте.
Однако неформовые, вулканизуемые в котле эбонитовые изделия могут иметь лишь относительно несложную конфигурацию, так как размягчение эбонита в начальной стадии вулканизации может повлечь изменение вида и размеров изделия. Отсюда наполнение эбонита целесообразно не только для удешевления, но и в целях устойчивости габаритов сырых заготовок, а также для устранения пор и уменьшения усадки.
Эбонитовая пыль. Эбонитовые лом и отходы поступают в цех размола эбонитовой пыли, где подвергаются сортировке для разделения материалов, дающих эбонитовую пыль 1 и 2-го сортов, а .также для устранения посторонних предметов и материалов, не идущих в размол. Крупные предметы и большие куски лома дробят на меньшие куски вначале на щековой, а затем на молотковой дробилках. Далее на магнитном сепараторе отделяют металлические включения. Дробленый материал поступает на рифленые вальцы, где он размельчается в крупу, а затем передается на гладкие вальцы с большой фрикцией, где размалывается в пыль. Поскольку металлические включения не вполне удаляются при первом пропуске через магнитный сепаратор или попадают в пыль вовремя размола вследствие срабатывания поверхности валков, необходимо полностью их удалить. Удаление металлических включении нз эбонитовой пыли производят на втором магнитном сепараторе; иногда на первый пропуск направляют крупу, полученную размолом на рифленых вальцах. Далее следует просев на вибрационных ситах, устанавливаемых под гладкими вальцами. В процессе размола на вальцах эбонитовая пыль сильно нагревается. Разогретая пыль способна к самовозгоранию; смесь ее с воздухом может дать взрыв. Нижним пределом взрыва эбонитовой пыли 1-го сорта М. Г. Годжелло называет 7,6 сН/м3, а серы (серного цнета)—2,3 сН/м3. Так как к 1-му классу (с наибольшей взрыво-опасностыо) относятся аэрозоли (взвеси) с нижним пределом до 15 сН/м3, то размол и просев названных продуктов и улавливание эбонитовой пыли требуют особой осторожности. Концентрация эбонитовой пыли в момент взрыва, при наличии раскаленного тела, составляет 40 сН/м3. Поэтому размолотую пыль необходимо охладить. Для охлаждения пыль распределяют на гладком полу или на специальном охлаждаемом снизу железном помосте слоем 5—6 см.
Вместо просева на ситах можно применять отвеивание пыли, которое необходимо производить в герметизированной аппаратуре в среде нейтрального газа.
Хранение эбонитовой пыли требует особой осторожности. Покушение пыли и образование комков сигнализируют о начинающемся горении. Влажность пыли, большая 0,5%, благоприятствует самовозгоранию. Отсюда в помещениях, где перерабатывается и хранится эбонитовая пыль, следует допускать относительную влажность воздуха 45—50%. Технические условия на эбонитовую пыль 1-го сорта не допускают зольности свыше 10%, а для пыли 2-го сорта — свыше 30%.
Иногда потребность в эбонитовой пыли 1-го сорта не обеспечивается наличием соответственных эбонитовых отходов и лома. В таких случаях практикуют изготовление специальных эбонитовых пластин и последующий размол их. Эбонитовую пыль изготовляют из ненаполненных вулканизатов мягкой резины путем размола их, добавления серы и последующей вулканизации до образования эбонита. Этот же путь позволяет получить низшие сорта эбонита из регенерата или из старой резины.
Асбесто-резиновые изделия. Известен ряд твердых изделий, получаемых на базе каучуковых смесей, но отличающихся от эбонита значительным содержанием волокнистого минерала наполнителя-асбеста.
Пластины с волокнистым наполнителем. Паронит — листовой материал, применяемый для изготовления прокладок для уплотнений в среде перегретого и насыщенного пара, горячего воздуха и газов, щелочных растворов, слабых кислот, аммиака, масел и погонов нефти. Паронит (ГОСТ 481—58) состоит из 60—70% асбестового волокна, 12—15% каучука, 15—18% минеральных наполнителей и 1,5—2,0% серы.
Для прокладок применяют также паронит марки Л, изготовляемый из асбеста, латексного каучука и наполнителей. Для приготовления паронита (резинопаронита) в клеемешалке готовят клей из каучука и бензина, а затем добавляют каолин, красящие вещества, серу и, наконец, асбест. Полученная густая паста обрабатывается на так называемых иттовых вальцах, у которых диаметр заднего валка значительно больше, чем диаметр переднего. Задний валок обогревается паром, передний охлаждается. Резиновая паста постепенно покрывает задний валок и, по мере испарения бензина, уплотняется на нем. Вальцованную пластину срезают в форме листа с заднего валка. Толстые листы паронита получают из тонких путем склейки и дополнительной прессовки в гидравлическом прессе.
Электронит — листовой материал, изготовляемый из асбестового волокна и синтетического каучука, применяется для теплостойких электроизоляционных прокладок.
Тормозные асбестовые накладки применяются для обеспечения необходимой силы трения при торможении автомобилей, автобусов и тракторов, а также для удержания машин на месте во время стоянок. Такие накладки изготовляют из смесей, содержащих асбест, каучук и пластические массы.
Асбоцементные плитки для полов промышленных сооружений относятся к числу многих изделий, изготовляемых на основе отходов старой резины. Им свойственны значительная химическая стойкость и высокая износостойкость, превышающая истираемость метлахских плиток.
reziny.ru
Лечение эбонитом | На пути к долголетию
• У этой панацеи есть свое имя — эбонит — и своя история. Таинственная, порой загадочная, изобилующая массой невероятных открытий и удивительных достижений. А точнее сказать, триумфальных побед над недугами, которые только в наше время находят полное и всестороннее осмысление.
Уважаемые целители! Недавно я узнала, что существует так называемое «эбонитовое лечение». Мне рассказал о нем бывший военный, с которым случайно познакомилась в поезде. Выйдя в отставку и поняв, что здоровье находится практически «на нуле», он занялся самолечением с помощью эбонита и за два года буквально поставил себя на ноги. Очень прошу вас рассказать, что и как лечат эбонитом, и дать рецепты для практического применения.
Эбонитовый круг— вашему здоровьюдруг!
Целебные свойства эбонитового диска до конца еще не раскрыты, но уже известно. что с его помощью успешно лечатязву, желудка и гипертонию, воспаление легких, и ревматизм , астму и полиартрит.
С МЕЧТОЙ О ПАНАЦЕЕ
Не знаю, как вы, но лично я не очень люблю ходить по врачебным кабинетам. Атмосфера поликлиники действует на меня угнетающе, и хотя знаю, что без помощи врача иную болезнь не одолеть, встреча с человеком в белом халате всегда внушает мне суеверный страх.
Порой кажется, лучше и вовсе не знать о своих хворях-недугах: меньше думаешь — лучше спишь.
Хотя умом понимаю — не лечиться тоже нельзя. Упустишь время,»- дашь болезни волю и не заметишь, как сам окажешься в неволе.
А точнее — станешь невольной жертвой коварного недуга.
В такие моменты и возникают мысли о панацее — универсальном средстве, с помощью которого можно избавиться от всех болезней. Вот бы заполучить ее в дар от целителя и не знать горя- беды. Ведь лечились же наши предки самостоятельно. И пребывали в добром здравии до преклонных лет.
Не то что мы, избалованные таблетками, микстурами и биодобавками. Средств больше, а толку меньше. Вот и получается, что цифра средней продолжительности жизни зачастую совпадает с возрастом выхода на пенсию.
Так неужели нельзя прожить на 20-30 лет дольше и сохранить при этом здоровье, как у кавказских долгожителей? Можно. Если следить за своим здоровьем, лечиться по правилам, а в качестве главного исцеляющего средства использовать ту самую панацею, о которой знали, в которую верили и с помощью которой успешно лечились наши далекие предки.
Современное название такой панацеи — эбонит.
Хотя в древности, конечно, такого материала не существовало. Но наши далекие предки использовали в лечении своеобразные аналоги эбонита и достигали в этом деле значительных успехов.
СЕКРЕТЫ ДРЕВНИХ ЦЕЛИТЕЛЕЙ
Недаром говорят, что новое — это хорошо забытое старое. Примером тому могут служить дошедшие до нас сведения из исторических хроник, повествующие о загадочной стране Атлантиде.
Историки, расшифровавшие письмена, посвященные таинственно исчезнувшей Атлантиде, утверждают, что эта цивилизация обладала уникальной медициной, позволяющей не только лечить серьезные болезни, но и продлевать жизнь человека до 150 лет.
В качестве главного и эффективного медицинского инструмента целители Атлантиды использовали наборы дисков, изготовленные из вулканического стекла, поверх которого наплавлялся слой янтаря. Такой диск назывался «Шугама», а способ лечения недугов с его помощью именовался «Шугамар».
Историки свидетельствуют, что некоторые медицинские секреты целителей Атланты по наследству достались жрецам древнего Египта. Они умели изготавливать вещество, напоминающее своими свойствами пластмассу, и, смешивая ее с природным каучуком, получали материал, по своим свойствам напоминающий эбонит.
К тому же им были известны палочки из каучука. Их терли о волосы, после чего водили над больным местом. Этими палочками излечивали около сотни болезней (рис.1).
На континенте Лемурия существовало подобное лечение с помощью деревянных палочек, которыми потирали обнаженную поверхность тела. Эти палочки были двух видов: из лиственницы — трехгранные, из вяза — круглые.
Перед лечением палочки заряжались на Солнце. Для того чтобы изгнать болезнь, использовались круглые папочки (ими терли и водили по коже). Чтобы придать силы организму — трехгранные. Лечебная процедура занимала 55 минут. Так, рожистое воспаление лечили круглыми палочками, после чего их сжигали. Трехгранные же не сжигали, а перезаряжали на Солнце. К тому же там использовали пластины из кипариса, нося их на груди. Толщина пластины была 2 см. На ней изображались священные знаки Солнца и Луны.  Шнурок, на который подвешивали пластину, был свит из волокон конопли. Пластину носили всю жизнь. Она постоянно оздоравливала легкие и была надежной защитой от дурного глаза (рис.2).
Шнурок, на который подвешивали пластину, был свит из волокон конопли. Пластину носили всю жизнь. Она постоянно оздоравливала легкие и была надежной защитой от дурного глаза (рис.2).
Как видим, история целительства насчитывает десятки, а то и сотни самых разнообразных методов и средств борьбы с недугами. Многие из них безвозвратно канули в Лету. А те, которые дошли до нас, благодаря стараниям летописцев, наводят на мысль, что к лечению с помощью эбонита человечество шло многие века.
Фактически эбонитовое лечение продолжает традиции древних целителей, хотя, конечно, сегодня мы выходим на новые уровни эбонитовой терапии.
Считается, что целебный эффект при лечении эбонитом обусловлен воздействием на организм человека лунной энергетики, так как энергия Луны соединяется с энергией эбонитового диска, воздействуя определенным образом на жидкости, находящиеся в человеческом организме.
КАК ИЗГОТОВИТЬ ЭБОНИТОВЫЙ ДИСК?
Для лечения вам следует изготовить из эбонита марки «А» диск диаметром 9,2 см, толщиной от 6 до 12 мм, так как толщина диска должна быть соизмерима с толщиной тонких тел человека, иначе он не будет притягивать к себе заряд. Диск нужно отполировать до зеркального блеска.
В центре диска следует прочертить окружность диаметром 1,5 см. (Рис.З)

Эбонитовые диски
Для удобства использования эбонитового диска к нему необходимо прикрепить деревянную ручку (желательно из ольхи). Высота ручки не должна превышать 7 см, а диаметр 1-1,5 см. Ручку желательно приклеить к центру диска.
В процессе лечения вам может понадобиться второй эбонитовый диск. Его вы сможете приклады вать к больному месту во время сна. Второй диск должен иметь диаметр 13 см и толщину б мм.
К нему не надо приделывать ручку. На нем никаких окружностей.
Теперь о том, как использовать в лечении эбонитовый диск. Необходимо медленно проводить диском над больным местом (по часовой стрелке, чуть касаясь кожи) до исчезновения боли.
Для улучшения скольжения кожу можно натереть детской присыпкой.
Сразу после использования (максимум через 5 минут) надо помыть диск холодной проточной водой с хозяйственным мылом.
Эбонит нельзя хранить на Солнце — он утрачивает свои лечебные свойства. Хранить диск лучше в шерстяной ткани, что способствует его полировке и очистке. Время от времени диск следует обезжиривать спиртом.
Эбонитовый диск можно также прикладывать на ночь, прибинтовывая его к больному месту мягкой тканью. Запрещается прикладывать диск на ночь на область сердца, печени и поджелудочной железы.
КАК ЛЕЧИТ ЭБОНИТ?
При потирании об кожу эбонитовый диск приобретает положительный заряд, который притягивает к себе отрицательный заряд из организма, образуя в нем биоток 8 ма, энергия которого стимулирует процессы обмена веществ в организме и способность к заживлению ран.
Когда эбонитовым диском водят над телом, не касаясь его, на нем скапливается только статическое электричество, и он воздействует на процессы обмена слабее, зато усиливается влияние на астральное тело.
Водить диском непосредственно по коже следует, когда надо активизировать жизненные процессы в организме, а в 2-3 мм над телом — если надо вывести отрицательную энергетику из организма.
При появлении неприятных ощущений процедуру следует немедленно прекратить.
Самопоглаживание диском по лицу круговыми движениями по часовой стрелке надо проводить строго в таком порядке: левая щека, лоб, правая щека, подбородок. Начинать обязательно с левой щеки и закончить на подбородке.
Эбонитовые свечи
ТЕХНИКА ЛЕЧЕНИЯ
При трении эбонита о дерево создается поток биоимпульсов, которые действуют на больное место, как руки экстрасенса.
Возьмите кружок за рукоятку и приложите к больному месту. Потирайте им тело: делайте один оборот в секунду по часовой стрелке без лишних усилий, нежно. При появлении неприятных ощущений процедуру прекратите. Для лучшего скольжения по коже можноиспользовать тальк.
Если процедуру производите не сами, а кто-то другой, то для создания замкнутой цепи этот человек в одной руке держит кружок, а второй касается тела больного в любом удобном месте.Один сеанс — не более пят надцати минут. Для детей и страдающих сердечными заболеваниями — не более десяти…
ЧТО ЛЕЧИТ ЭБОНИТ?
Эбонитовый браслет
Панариций.Лечаший должен взять в свою ладонь больной палец, а второй рукой выше кисти больного проводить массирование эбонитовым кружком. Делается это ежедневно по 15 минут. На ночь кружок можно привязать к больному месту. Через 3-10дней панариция не будет.
Воспалениесреднего уха.Лечащий должен средний палец левой руки вставить в ухо больному,, а второй рукой водить., кружок по кругу: лоб, левая щека, подбородок, правая щека, лоб. Всего — четверть часа. Повторять до прекращения болей. Но минут через 5-7нужно продолжить круговые движения по воздуху на расстоянии 1-2мм от лица. Почувствуется ощущение легкого покалывания. Делать так надо минуту. Потом снова массировать лицо больного еще 7-8минут. После процедуры можно приложить кружок к уху и привязать платком. (Кстати, во время сеанса пациенту обычно хочется спать.)
Грипп.2раза в день по 15 минут проводите массаж лица, как при воспалении среднего уха, а потом приложите кружок на рот и нос (держите по 3-5минут).
Запоры, колиты.Процедуры ежедневные. Лечащий проводит кружком по животу строго по часовой стрелке. Через 2-3минуты может возникнуть урчание в животе, выделение газов, а через 10-15 минут позывы в туалет. Вторую руку лечащий может положить под поясницу пациента или касаться любой части его тела. Время сеанса — четверть часа. Через 10 дней лечения нужно сделать пятидневный перерыв. Кстати, такие же процедуры можно проводить детям, у которых плохой аппетит.
Камни в печени, почке,мочеточнике.Массирование поясницы ежедневное по 10-15минут. Движения небольшими кругами. Вторая рука лечащего — ниже пупка. Камни постепенно растворяются, в моче появляется песок. Количество процедур — 10- 15.
Язва желудка, двенадцатиперстной кишки.Массирование живота небольшими кругами строго по часовой стрелке — 10-15 мин. Вторая рука лечащего — на пояснице или сзади напротив желудка.
Воспаление легких.Массаж помогает выделению мокроты и отхаркиванию. Массирование лопаток 10-15 минут. Вторая рука — на груди больного.
Астма, одышка.Как при воспалении легких. Можно изготовить пластинки и носить их как бусы (толщина — 2 мм, вся связка — 15 штук). Массаж делать через день со стороны груди и лопаток. Первый день — грудь, второй — лопатки, третий — опять грудь и т.д. По 10-15 минут.
Заболевания печени.Массаж в области печени со стороны живота. Вторая рука — на пояснице. Сеанс — 10-15 минут. Полезно на ночь привязать кружок к больному месту
Полиартрит.Массирование живота или спины больного круговыми движениями. При этом левой рукой сначала помощник держит пациента за пальцы левой стопы, затем правой, потом левой и правой руки — все по 5 минут. Если помощника нет, больной сам поглаживает суставы по кругу. На ночь нужно прибинтовать кружок к больному месту.
Радикулит.10-15-минутный массаж поясницы. Вторая рука — где удобно. Хорошо носить под рубашкой на голом теле пояс из пластин эбонита толщиной 3-4 мм. Делать массаж и носить пояс нужно до прекращения болей. На ночь можно прибинтовать кружок к болезненной области позвоночника.

Эбонит
Ревматизм.При небольших нагрузках на сердце — массирование болезненных мест 10-15 минут.
Гайморит.Массирование лица, как и при воспалении среднего уха, 10-15 минут. Положить кружок на ночь на область лба и носа.
Ячмень.При покраснении или нелопнувшем нарыве — массаж лица и вокруг глаза 10-15 минут. Когда нарыв вскроется — потрите кружок о ладонь и приложите ее к глазу. Потом на глаз — марлечку на 10-15 минут.
Миозит.Массаж плеча — 10— 15 минут, 5-7 процедур. На ночь можно прибинтовать кружок к больному месту.
После инфаркта.Пользоваться эбонитом можно, но очень осторожно. При легком покалывании в области сердца прекратить процедуры на 2 дня. Сеанс — 5- 10 минут.
Тромбофлебит.Воспаленный или покрасневший участок натирать, можно легко поглаживать вблизи участка. Надеть эбонитовый пояс на больное место или приложить на ночь кружок и прибинтовать его.
Гангрена.Массирование больного места, как и при других заболеваниях. После 10-15 процедур (по 15 минут каждая) появится ощущение тепла в больном месте.
Геморрой.Сделать из эбонита свечку и держать ее в анусе всю ночь. Если при введении появятся трещины и боль, на 2-4 ночи положите свечку между ягодицами, в следующие — снова вводите. Лечиться нужно до прекращения болей.
Ангина, воспаление миндалин.Массируется горло, лицо, лоб — все по 10-15 минут. Можно изготовить бусы из эбонита и носить на шее. Таким же образом лечится ларингит, фарингит, голосовые связки.
Гипотония.Массируется верхушка плеча, затылок, лицевая часть головы до 10 минут. Через 10 дней перерыв, и курс повторить.
Гипертония.Легкое поглаживание лица (10 минут). При появлении покалывания в области сердца сеанс прекратить.
Онемение конечностей, заболевание суставов.Массировать больные суставы. Через 10- 15 дней делать перерыв на 5-7 дней.
Список болезней, которые поддаются лечению с помощью эбонита, можно было бы продолжить. Но и приведенный здесь перечень недугов убеждает, что эбонит является универсальным лечебным средством.
wsezdrav.ru