Станки для токарно-фрезерных работ, основные виды и назначения
Назначение и виды станков
Область применения токарного оборудования достаточно широка – от единичного производства эксклюзивных изделий до серийных и даже крупносерийных заказов. В условиях сложных экономических взаимоотношений с западными поставщиками во многих отраслях оптимальным решением видится заказ деталей и комплектующих на токарных станках в нашей компании. Это обойдется кратно дешевле и быстрее, нежели пытаться искать новых поставщиков.
К токарным станкам относят специализированное оборудование, предназначенное для изготовления деталей из металла и некоторых видов пластмасс с обеспечением требуемой погрешности геометрических размеров и шероховатости поверхности.
| Токарные агрегаты | Высота центров, мм | РМЦ, мм |
|---|---|---|
| Мелкие | до 150 | до 750 |
| Средние | 150-300 | 750, 1000, 1500 |
| Крупные | от 300 | от 1500 |
Токарное оборудование с течением времени постоянно меняется, совершенствуется и модернизируется. Однако классификация станков осталась еще из ГОСТов Советского Союза.
Однако классификация станков осталась еще из ГОСТов Советского Союза.
Для комплексов токарной обработки металлов выделяют следующие группы:
- станки с ручным управлением и автоматы спецназначения;
- оборудование для полировки с применением различных типов резцов;
- токарно-винтовые;
- станки типа «карусель»;
- отрезное оборудование;
- «револьверные» вариации барабанов;
- многошпиндельные станки автоматического или полуавтоматического формата;
- системы с одним шпинделем;
- лобовые.
Каждая из групп далее подразделяется на типы. При этом все они характеризуются схожим принципом работы, структурными и технологическими особенностями, характерными конкретной группе.
При маркировке токарно-фрезерных станков вторя из цифр как раз характеризует ту группу, к которой конкретная модель относится. Первая цифра характеризует способ обработки металла. К примеру «1» обозначает, что перед нами токарный станок. Далее могут идти некоторые технические характеристики, такие как диаметр заготовки, максимальную высоту от центра и так далее.
Заказать расчет стоимости услуги
+7 (931) 291 03 69
Нажимая кнопку «Заказать», Вы даете согласие на обработку персональных данных и соглашаетесь c политикой конфиденциальности
Нужно отметить, что в оборудовании с числовым программным управлением окончание маркировки немного другое. Для данного типа оборудования это буква «Ф» и цифра, показывающая способ управления.
Классы точности для токарно-фрезерных станков могут быть следующие: указывают на тип системы управления.
- «Н» – нормальная – наиболее распространенный вариант, подходит для широкого круга производственных задач.
- «П» – повышенная – станки данного класса позволяют получать более высокие показатели точности, имеют в большей степени точную настройку хода резцов.
- «В» – класс высокий – при изготовлении используются только те комплектующие, которые удовлетворяют жестким требованиям качества.

- «А» – особой точности – еще более точное оборудование.
- «С» – оборудование, применяемое в качестве базы для изготовления комплектующих других станков предыдущих классов.

Устройство токарных станков
Токарное оборудование в любом случае имеет следующие блоки:
- Двигатель с приводным управлением. По мощности модели могут существенно отличаться, причем не просто в разы, а на порядки.
- Передаточный механизм, состоящий из шестерен, обеспечивающий изменение скорости вращения шпинделя.
- Суппорт – место крепления резаков.
- Передняя бабка. От качества исполнения данного модуля зависит точность движений в пространстве (относительно болванки) режущего инструмента.
- Фартук трансформирует вращательное движение в прямолинейное.
- Станина – основание станка – можно сказать, груда железа. Но от точности исполнения станины зависит простота и точность последующих регулировок.

Типы токарных станков
- Винторезное оборудование. Наиболее распространенный вариант, как для проведения токарных, так и фрезерных работ. Станок позволяет растачивать заготовки, нарезать резьбы, как наружные, так и внутренние, развертывать отверстия. На крупных производствах всегда присутствует такое оборудование. Также его можно встретить в частных мастерских и даже гаражах мастеров.
- Товарно-револьверные установки. Станки работают с откалиброванным прутом. Название следует из наличия 6-8 посадочных мест для резцов – напоминает барабан револьвера.
- Карусельные установки. На одном станке последовательно выполняются различные операции обработки, нарезания резьбы, формирования отверстий и так далее.
- Лоботокарное оборудование обеспечивает обработку конусных и цилиндрических заготовок с горизонтальной осью вращения.
- Затыловочные станки обрабатывают задние поверхности деталей, присутствует некоторая схожесть с заточными системами.

Капролон
Бронза
Латунь
Пластик
Алюминий
Нержавейка
Остались вопросы?
+7 (931) 291 03 69
Оставьте свои данные — и мы свяжемся с Вами в ближайшее время!
* — поля обязательны для заполнения
Нажимая кнопку «Уточнить», Вы даете согласие на обработку персональных данных и соглашаетесь c политикой конфиденциальности
Остались вопросы?
Оставьте свои данные и мы свяжемся с Вами в ближайшее время!
УДобное время для звонка
* — поля обязательны для заполнения
Нажимая кнопку «Отправить», Вы даете согласие на обработку персональных данных и соглашаетесь c политикой конфиденциальности
Оставить заявку
Оставьте свои данные и мы свяжемся с Вами в ближайшее время!
Прикрепить чертеж/эскиз/образец
* — поля обязательны для заполнения
Нажимая кнопку «Отправить», Вы даете согласие на обработку персональных данных и соглашаетесь c политикой конфиденциальности
Позвонить
What’s app
Основные типы токарных станков, их обозначение.

Что такое станок?
Начнем с азов. Среди других промышленных агрегатов главным отличием станков является наличие станины, на верхней поверхности которой, собственно, и устанавливается главный рабочий «орган». Металлообрабатывающим элементом может являться небольшой абразивный круг, алмазная коронка и даже сверло – все зависит от того, какую операцию необходимо выполнить. Зачастую общий вид металлообрабатывающего станка представлен массивной конструкцией с электродвигателем, платформой подачи, разнообразными фиксаторами, рабочей оснасткой и прочими элементами. Стоит заметить, что станки для дома (бытовые) и домашних мастерских выглядят намного скромнее, нежели промышленные агрегаты, используемые на предприятиях. Да и в последнее время станки уже выпускают не только стационарные. Сегодня можно встретить и мобильные настольные станки по металлу, а также мини-станки по металлу. Причем даже сами производители не всегда четко могут определить грань между малогабаритным компактным станком и ручным электроинструментом.
Одним из наиболее ярких представителей категории мобильных металлообрабатывающих агрегатов является настольный токарный станок по металлу. Конечно, купить настольные станки по металлу легче, так как их стоимость на порядок меньше, чем на стационарные аналоги, но при этом их компактность и отсутствие определенных органов обработки и управления не дает возможности поставить их в один ряд с крупногабаритным оборудованием.
Токарные станки
Наверное, это одна из популярнейших категорий металлообрабатывающих станков. Токарный станок по металлу способен выполнять практически весь спектр операций, связанных с обточкой деталей. На таком станке можно корректировать формы металлических заготовок, которые имеют свои тела вращения, а также осуществлять проточку пазов, резку и в некоторых случаях даже сверление. Подытожив, можно сделать вывод, что токарные станки служат для обработки заготовок в форме тел вращения. При этом в процессе обточки заготовки она приобретает цилиндрическую или коническую форму. На данный момент существуют различные виды токарных станков, применяемых в разнообразных областях промышленности. К примеру, в деревообрабатывающей промышленности используются крупногабаритные токарные станки для создания пиломатериала округлой формы, а для личного использования применяются токарные мини-станки по металлу, которые компактно размещаются в частном доме или гараже.
На данный момент существуют различные виды токарных станков, применяемых в разнообразных областях промышленности. К примеру, в деревообрабатывающей промышленности используются крупногабаритные токарные станки для создания пиломатериала округлой формы, а для личного использования применяются токарные мини-станки по металлу, которые компактно размещаются в частном доме или гараже.
Распиловочные станки
К этой категории станков относятся агрегаты, способные распилить заготовку на несколько частей. К таким режущим агрегатам относится ленточнопильный станок по металлу, а также циркулярный отрезной станок по металлу. Циркулярные устройства осуществляют только поперечный распил заготовок, делается это обычно в поточном режиме. Такие модели станков активно используются в домашнем хозяйстве, так как их операционные возможности являются весьма востребованными. Ленточнопильные станки могут выполнять продольный распил заготовки. К примеру, однопильный ленточный станок может разрезать заготовку вдоль на две одинаковые части, а двупильный агрегат сможет «поделить» заготовку в двух уровнях, таким образом, разрезав ее на три части.
Фрезерные станки
Агрегаты такого типа ориентированы на создание профилей определенного вида. Зачастую фрезеровка используется для обработки плоских заготовок путем снятия кромок на заданную высоту. Такие станки применяются как для обработки дерева, так и для работы по металлу. В деревянном производстве с помощью одного фрезера выпускают полноценные строительные материалы – шипы, вагонку, плинтусы и т.д.
Станки для сверления отверстий
Не менее востребованы в домашних мастерских, а также на производстве специальные сверлильные машины. С их помощью с легкостью можно создать сквозное или глухое отверстие. Данные станки, в отличие от обычных электродрелей, обеспечивают более точное сверление. Кроме того, сверлильные станки гораздо мощнее, что позволяет проделывать с их помощью отверстия большого диаметра. Самыми распространенными считаются вертикально-сверлильные станки с верхним расположением шпинделя. В отдельную категорию стоит выделить сверлильно-долбежные станки, которые, помимо сверлильных операций, могут выполнять и некоторые фрезерные действия. Но так как это все-таки сверлильный станок, то фрезеровка на нем получается не совсем традиционной, а несколько узконаправленной.
Но так как это все-таки сверлильный станок, то фрезеровка на нем получается не совсем традиционной, а несколько узконаправленной.
Станки для обработки поверхностей
Достаточно широкий ассортимент станочных агрегатов представлен в сегменте оборудования для поверхностной обработки заготовок и деталей. Обобщенно такие операции позиционируются как шлифовочные, но, стоит заметить, что это лишь часть функций, которые могут выполнять такие агрегаты. Тип обработки, который будет выполнять какая-то конкретная машина, зависит только от ее конструкционного исполнения.
ОСНОВНЫЕ СВЕДЕНИЯ О ФРЕЗЕРНЫХ СТАНКАХ
§ 61. ОСНОВНЫЕ ТИПЫ ОТЕЧЕСТВЕННЫХ ФРЕЗЕРНЫХ СТАНКОВ
Классификация фрезерных станков
Цифровое обозначение (шифр) металлорежущих станков в СССР построено по десятичной системе. Станки в зависимости от вида обработки делятся на девять групп: 1 — токарные; 2 — сверлильные и расточные; 3 — шлифовальные, полировальные, доводочные и заточные; 4 — специальные станки, 5 — зубо и резьбообрабатывающие; 6 — фрезерные; 7 — строгальные, долбежные, протяжные, 8 — разрезные; 9 — разные. Вот почему цифровое обозначение фрезерного станка начинается с цифры 6. В свою очередь станки каждой группы делятся на девять типов. Таким образом, вторая цифра обозначает тип станка. Фрезерные станки, составляющие 6-ю группу, делятся на следующие девять типов: 1 — консольные вертикально-фрезерные; 2 — фрезерные непрерывного действия; 3 — свободная группа; 4 — копировально- и гравировально-фрезерные; 5 — вертикальные бесконсольные; 6 — продольно-фрезерные; 7 — консольно-фрезерные операционные станки; 8 — консольные универсально-фрезерные; 9 — разные фрезерные станки. Третья цифра, а для крупных фрезерных станков и четвертая, условно обозначает основные размеры станка. Например, у станка 612 третья цифра 2 означает консольный вертикально-фрезерный станок второго размера или со столом 320Х 1250 мм. Продольно-фрезерный станок 6662 имеет стол 1800X6000 мм; У него размеры стола обозначены двумя цифрами. Кроме цифр, в шифр станка часто включаются также различные буквы. Если буква стоит между первой и второй цифрами, это означает, что конструкция станка подверглась усовершенствованию по сравнению с прежней моделью.
Вот почему цифровое обозначение фрезерного станка начинается с цифры 6. В свою очередь станки каждой группы делятся на девять типов. Таким образом, вторая цифра обозначает тип станка. Фрезерные станки, составляющие 6-ю группу, делятся на следующие девять типов: 1 — консольные вертикально-фрезерные; 2 — фрезерные непрерывного действия; 3 — свободная группа; 4 — копировально- и гравировально-фрезерные; 5 — вертикальные бесконсольные; 6 — продольно-фрезерные; 7 — консольно-фрезерные операционные станки; 8 — консольные универсально-фрезерные; 9 — разные фрезерные станки. Третья цифра, а для крупных фрезерных станков и четвертая, условно обозначает основные размеры станка. Например, у станка 612 третья цифра 2 означает консольный вертикально-фрезерный станок второго размера или со столом 320Х 1250 мм. Продольно-фрезерный станок 6662 имеет стол 1800X6000 мм; У него размеры стола обозначены двумя цифрами. Кроме цифр, в шифр станка часто включаются также различные буквы. Если буква стоит между первой и второй цифрами, это означает, что конструкция станка подверглась усовершенствованию по сравнению с прежней моделью. Например, модель станка 682 совершенствуется в течение ряда лет, хотя основные размеры стола оставались прежними. На многих заводах еще имеются станки 6Б82; 6К82; 6Н82, а в 1961 г. Горьковский завод фрезерных станков начал выпуск новой модернизированной модели 6М82. Если буква стоит в конце номера станка, это означает изменение основной, или, как принято говорить, «базовой», модели. Так, буква Г в конце номера 682 означает, что это — станок горизонтально-фрезерный, т. е. в отличие от базовой модели универсально-фрезерного станка верхний стол его не поворачивается. Другие буквы в конце номера станка имеют другие значения. Буква Ш в станке 6М82Ш означает широко-универсальную модель консольного горизонтально-фрезерного станка» имеющую, кроме горизонтального шпинделя, еще вертикальную головку на хоботе.
Например, модель станка 682 совершенствуется в течение ряда лет, хотя основные размеры стола оставались прежними. На многих заводах еще имеются станки 6Б82; 6К82; 6Н82, а в 1961 г. Горьковский завод фрезерных станков начал выпуск новой модернизированной модели 6М82. Если буква стоит в конце номера станка, это означает изменение основной, или, как принято говорить, «базовой», модели. Так, буква Г в конце номера 682 означает, что это — станок горизонтально-фрезерный, т. е. в отличие от базовой модели универсально-фрезерного станка верхний стол его не поворачивается. Другие буквы в конце номера станка имеют другие значения. Буква Ш в станке 6М82Ш означает широко-универсальную модель консольного горизонтально-фрезерного станка» имеющую, кроме горизонтального шпинделя, еще вертикальную головку на хоботе.
Консольно-фрезерные станки
Консольно-фрезерные станки являются наиболее распространенными, и все примеры обработки, рассматриваемые в настоящей книге, выполнялись на консольных универсально-, горизонтально- или вертикально-фрезерных станках. Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей. Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными. В настоящее время освоено производство консольно-фрезерных станков пяти размеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускается полная гамма станков — горизонтальные, универсальные и вертикальные. Кроме того, на базе некоторых основных моделей выпускаются модификации.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей. Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными. В настоящее время освоено производство консольно-фрезерных станков пяти размеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускается полная гамма станков — горизонтальные, универсальные и вертикальные. Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п. Широкоуниверсальный станок 6Н81А (рис, 264, а) имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки (рис. 264, в) станок работает, как горизонтально-фрезерный, а в вертикальном положении (рис. 264, б), как вертикально-фрезерный. Широкоуниверсальный станок 6М82Ш (см.
Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п. Широкоуниверсальный станок 6Н81А (рис, 264, а) имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки (рис. 264, в) станок работает, как горизонтально-фрезерный, а в вертикальном положении (рис. 264, б), как вертикально-фрезерный. Широкоуниверсальный станок 6М82Ш (см. рис. 11) и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей.
рис. 11) и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей.
Продольно-фрезерные станки
Продольно-фрезерные станки предназначены для обработки поверхностей больших и тяжелых деталей. Простейшие виды продольно-фрезерных станков — односторонний модели А662В (см. рис. 13) и двухсторонний модели А662 (см. рис. 14) — имеют механическое продольное перемещение стола и ручные установочные перемещения шпиндельной головки вверх и вниз по стойке и поперечное перемещение шпинделя вперед и назад по шпиндельной бабке. Более сложные конструкции продольно-фрезерных станков, подобно показанному на рис. 15 четырехшпиндельному станку модели 6682, имеют механические вертикальные и поперечные перемещения шпиндельных головок. Продольно-фрезерные станки строятся одно- и многошпиндельными (с одной или несколькими шпиндельными головками). Шпиндельные головки могут быть горизонтальными и вертикальными. Горизонтальные
Более сложные конструкции продольно-фрезерных станков, подобно показанному на рис. 15 четырехшпиндельному станку модели 6682, имеют механические вертикальные и поперечные перемещения шпиндельных головок. Продольно-фрезерные станки строятся одно- и многошпиндельными (с одной или несколькими шпиндельными головками). Шпиндельные головки могут быть горизонтальными и вертикальными. Горизонтальные
шпиндельные головки располагаются на правой и левой стойках и называются соответственно правой и левой.
Вертикальные
шпиндельные головки, располагаются на траверсе (поперечине). Каждая головка многошпиндельного продольно-фрезерного станка имеет самостоятельный привод вращения шпинделя и может получать независимые горизонтальные и вертикальные подачи. Для возможности обработки наклонных поверхностей некоторые шпиндельные головки можно поворачивать на ±45°. Такие головки называют
поворотными
.
предыдущая страница
| оглавление | следующая страница |
Классификация станков по возможному материалу обработки
Все производственные станки разделяются по своим техническим характеристикам, исходя из материала заготовок, которые они будут обрабатывать. Так, металл и древесина считаются основными материалами, с которыми работает станочное оборудование. Для работы с деревянными заготовками подходят станки с более слабыми показателями мощностями. Но, с другой стороны, деревообрабатывающие станки должны обеспечиваться более гибкими настройками по операциям. Что касается станков для металлообработки, то они требуют более высокой мощности и надежной элементной базы. Наиболее популярными считаются токарные, фрезерные и сверлильные станки.
Так, металл и древесина считаются основными материалами, с которыми работает станочное оборудование. Для работы с деревянными заготовками подходят станки с более слабыми показателями мощностями. Но, с другой стороны, деревообрабатывающие станки должны обеспечиваться более гибкими настройками по операциям. Что касается станков для металлообработки, то они требуют более высокой мощности и надежной элементной базы. Наиболее популярными считаются токарные, фрезерные и сверлильные станки.
Токарные станки с ЧПУ: назначение и классификация
Оснащенность современного оборудования системами ЧПУ давно стала привычной, поскольку влияние человеческого фактора на производственные процессы может привести к снижению производительности, ухудшению качества выпускаемой продукции, а также выпуску огромного количества брака, что в условиях современной рыночной экономики является недопустимым. Таким образом, станки с чпу плотно вошли в производственные мастерские и цеха, и сегодня без их участия не обходится ни одно предприятие по обработке изделий из металлов, дерева, пластика и стекла.
Токарные станки с ЧПУ представляют собой обрабатывающие станки, на которых выполняется нарезка резьбы, выточка деталей различной формы, работа с заготовками разнообразных размеров. Особенностью станков является встроенная компьютерная программа, которая позволяет задавать станку определенный набор параметров для обработки той или иной заготовки. Конструкция современных станков с чпу, как правило, позволяет совмещать некоторые виды работ: фрезерование и точение, шлифование и фрезерование, и т.д.
Кроме того, станки с ЧПУ дополнительно оснащаются автоматизированными системами загрузки и выгрузки деталей, что очень важно в условиях автоматизированных производств, а также автоматическими пультами управления для возможности удобного и комфортного контроля за выполняемыми операциями.
В зависимости от выполняемых на них операций и назначения станки с чпу делятся на:
— Вертикально и горизонтально-фрезерные; — Консольные; — Продольные; — Широкоуниверсальные; — Инструментальные.
() уже многие годы работает в области поставки высококачественного производственного оборудования на отечественный рынок от ведущих европейских производителей. В наших каталогах представлен широкий спектр обрабатывающих станков с чпу, имеющих самые различные технические и эксплуатационные характеристики. Обратившись к нам, вы можете получить не только высококачественное современное оборудование, но и профессиональную консультацию о работе того или иного производственного оборудования, представленного у нас. Именно поэтому сотрудничество с нами — это залог увеличения эффективности вашего производства и повышение конкурентоспособности выпускаемой продукции.
Именно поэтому позвонив к нам, Вы получите качественную помощь в приобретении станка или режущего инструмента.
Классификация станков по типу управления
Станки с ручным управлением постепенно уходят в прошлое. Конечно, сейчас купить токарный станок по металлу с ручным управлением легко, но их приобретают все реже и используются они зачастую в небольших мастерских для производства штучных деталей. В то же время, крупные предприятия стремятся переориентировать свои мощности на автоматизированные установки. К этому сегменту относятся различные станки, отличающиеся своим уровнем автоматизации. Одним из наиболее востребованных считается станок с ЧПУ по металлу, с помощью которого можно выставить высокоточные настройки обработки.
В то же время, крупные предприятия стремятся переориентировать свои мощности на автоматизированные установки. К этому сегменту относятся различные станки, отличающиеся своим уровнем автоматизации. Одним из наиболее востребованных считается станок с ЧПУ по металлу, с помощью которого можно выставить высокоточные настройки обработки.
Классификация
Металлорежущие станки в зависимости от характера выполняемых работ и типа применяемых режущих инструментов подразделяются на 11 групп (см. рисунок).
- Группа токарных станков (поз. 1 — 6) состоит из станков, предназначенных для обработки поверхностей вращения. Объединяющим признаком станков этой группы является использование в качестве движения резания вращательного движения заготовки.
- Группа сверлильных станков (поз. 7 — 10) включает также и расточные станки. Объединяющим признаком этой группы станков является их назначение — обработка круглых отверстий. Движением резания служит вращательное движение инструмента, которому обычно сообщается также движение подачи. В горизонтально-расточных станках подача может осуществляться также перемещением стола с обрабатываемой деталью.
 В горизонтально-расточных станках подача может осуществляться также перемещением стола с обрабатываемой деталью.
В горизонтально-расточных станках подача может осуществляться также перемещением стола с обрабатываемой деталью.- Группа шлифовальных станков (поз. 20 — 24) объединяется по признаку использования в качестве режущего инструмента абразивных шлифовальных кругов.
- Группа полировальных и доводочных станков объединяется по признаку использования в качестве режущего инструмента абразивных брусков, абразивных лент, порошков и паст.
- Группа зубообрабатывающих станков включает все станки, которые служат для обработки зубьев колес, в том числе шлифовальные.
- Группа фрезерных станков (поз. 11 — 14) состоит из станков, использующих в качестве режущего инструмента многолезвийные инструменты — фрезы.
- Группа строгальных станков (поз. 15 — 17) состоит из станков, у которых общим признаком является использование в качестве движения резания прямолинейного возвратно-поступательного движения резца или обрабатываемой детали.

- Группа разрезных станков включает все типы станков, предназначенных для разрезки и распиловки катаных материалов (прутки, уголки, швеллеры и т. п.).
- Группа протяжных станков (лоз. 18 и 19) имеет один общий признак: использование в качестве режущего инструмента специальных многолезвийных инструментов — протяжек.
- Группа резьбообрабатывающих станков включает все станки (кроме станков токарной группы), предназначенные специально для изготовления резьбы.
- Группа разных и вспомогательных станков объединяет все станки, которые не относятся ни к одной из перечисленных выше групп.
Прочие приспособления для токарных станков
Прочие приспособления для токарных станков
Я приобрел несколько приспособлений для токарных станков, произведенных не компанией Cowells, и я подумал, что их следует упомянуть где-нибудь в этом информационном лабиринте.

Цанги
Тема, которая вызвала у меня некоторое замешательство на начальных этапах выбора токарного станка, это понятие цанги. Цанги или проволочные патроны, если хотите, являются очень важной принадлежностью токарного станка часовщика. Возможность их использования является одной из основных причин выбора токарного станка в стиле часовщика, а не другого. Например, Коуэллс 90ME имеет некоторые преимущества перед 90CW, но возможность 90CW использовать цанги в передней и задней бабке является определенным преимуществом для часовых целей.
Существуют различные размеры, с которыми нужно ознакомиться, и это выходит за рамки этой веб-страницы.
Количество производителей, выпускающих цанги такого типа, относительно невелико. Для цанги B-8 преобладающим производителем является компания Schaublin.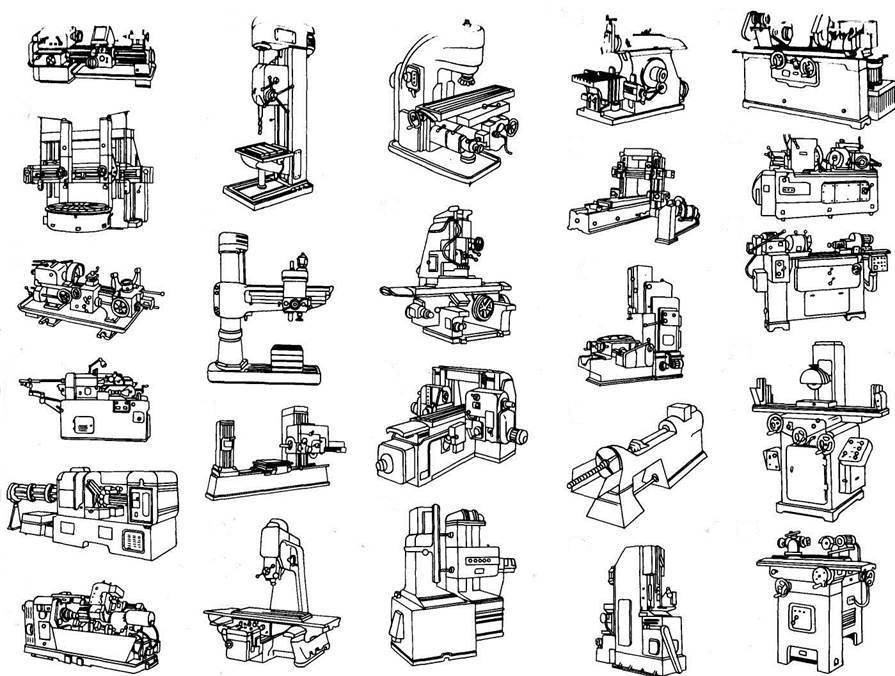
Я купил несколько цанг марки Sherline и очень ими доволен, у них хорошее сцепление и они недорогие по сравнению с другими производителями.
Ниже приведены страницы каталога, относящиеся к цангам B-8 из каталога Schaublin.
| Цанги Schaublin B8 |
В основном я использую цанги Schaublin и несколько, но постоянно увеличивающееся количество цанг Sherline.
 Покупая набор подержанных цанг Schaublin, я также получил несколько разных цанг. Ниже показан выбор цанг, все из которых «работают» в Cowells с использованием дышла B-8 или WW.
Покупая набор подержанных цанг Schaublin, я также получил несколько разных цанг. Ниже показан выбор цанг, все из которых «работают» в Cowells с использованием дышла B-8 или WW. A — Schaublin (Швейцария) — текущее производство
B — Schaublin (Швейцария) — Старый стиль или очевидно старый склад при заказе нестандартных размеров (английский)
F — Sherline (США)
Старая стандартная цанга Шаублина с маркировкой «Тип 8-B». На старых прикладах обычно выгравирован перекрывающийся логотип Sv на лицевой стороне цанги вместе с размером. Это крепление размером 1/8 дюйма, очень удобный размер в США для крепления сверл, зенкеров, а также металлического инвентаря, который легко доступен в дюймовых размерах.0026
Ряд различных проектов на этом объекте включает изготовление оснастки с цанговым хвостовиком. Они, конечно же, предназначены для установки в переднюю бабку, заднюю бабку или другую цангу, удерживающую шпиндель токарного станка.
 Резьба B8 формируется с помощью штампа, однако эти штампы не всегда доступны. Ближайший доступный (на момент его покупки) был у торговца инструментами в Германии (GG Tools), это не совсем B8, но был достаточно близок к работе (6,85 мм x 40 TPI (0,635 мм). Позже я получил дружеское предложение от посетителя этого сайта, который собирал группу, заказать партию изготовленных на заказ штампов в соответствии со спецификациями Schaublin B8. гребень и корень) Матрица, полученная от GG Tools в Германии
Резьба B8 формируется с помощью штампа, однако эти штампы не всегда доступны. Ближайший доступный (на момент его покупки) был у торговца инструментами в Германии (GG Tools), это не совсем B8, но был достаточно близок к работе (6,85 мм x 40 TPI (0,635 мм). Позже я получил дружеское предложение от посетителя этого сайта, который собирал группу, заказать партию изготовленных на заказ штампов в соответствии со спецификациями Schaublin B8. гребень и корень) Матрица, полученная от GG Tools в ГерманииМатрица TAPCO, изготовленная по индивидуальному заказу B8
Другие типы специальных цанг, такие как патроны, доступны через Sherline, а также Derbyshire и Levin. Это обрабатываемая цанга для удержания предметов большего диаметра. Они доступны в различных диаметрах, и это заготовка 1,25-дюймового патрона, которую я использую, например, при установке оправки ствола. Они снабжены съемным центральным штифтом, так что цангу можно затянуть в передней обработка до требуемых размеров
Ассортимент ступенчатых патронов — это стандартная принадлежность, которая была/доступна у производителей часовых токарных станков. Они похожи на патрон, показанный выше, и предназначены для удерживания тонкой заготовки в форме диска и могут быть очень удобны, если диаметр заготовки соответствует одной из предварительно обработанных ступеней. Ниже показаны два набора, которые были изготовлены Levin и называются «большой» тип (головка диаметром 1 дюйм) и «маленький» тип (головка диаметром 5/8 дюйма). Оба набора имеют пять патронов по девять ступеней в каждом. Большие патроны имеют шаг с шагом 0,4 мм, а маленькие патроны — с шагом 0,2 мм. Диаметры ступеней, доступные между двумя наборами, перекрываются, но дополняют друг друга. См. PDF-файл ниже для таблицы указанных диаметров ступеней. Я полагаю, что изначально они поставлялись в небольшой коробке из искусственной кожи, но, как и здесь, патроны, как правило, переживают коробку.
Они похожи на патрон, показанный выше, и предназначены для удерживания тонкой заготовки в форме диска и могут быть очень удобны, если диаметр заготовки соответствует одной из предварительно обработанных ступеней. Ниже показаны два набора, которые были изготовлены Levin и называются «большой» тип (головка диаметром 1 дюйм) и «маленький» тип (головка диаметром 5/8 дюйма). Оба набора имеют пять патронов по девять ступеней в каждом. Большие патроны имеют шаг с шагом 0,4 мм, а маленькие патроны — с шагом 0,2 мм. Диаметры ступеней, доступные между двумя наборами, перекрываются, но дополняют друг друга. См. PDF-файл ниже для таблицы указанных диаметров ступеней. Я полагаю, что изначально они поставлялись в небольшой коробке из искусственной кожи, но, как и здесь, патроны, как правило, переживают коробку.
| Патроны Levin Step |
Цанговый держатель может пригодиться для решения различных задач.
 Я не уверен, для чего предназначалась эта конкретная установка, но она содержит стандартные 8-миллиметровые цанги с дышлом. Полезно для удержания патронов при монтаже изделия или для использования в качестве специальных тисков для удержания более тонких деталей в цанге.
Я не уверен, для чего предназначалась эта конкретная установка, но она содержит стандартные 8-миллиметровые цанги с дышлом. Полезно для удержания патронов при монтаже изделия или для использования в качестве специальных тисков для удержания более тонких деталей в цанге.Патрон для воска
Стандартным аксессуаром часового станка является патрон для воска. Я использую этот тип крепления для ряда различных работ, описанных на этом сайте. Я обычно использую суперклей вместо шеллака или воска, как это было в традиционной технике. Цанга имеет резьбу 5 мм, и на нее можно прикрутить различные латунные оправки. На фото представлены стоковые беседки. Эти беседки достаточно просты в изготовлении и могут быть изготовлены под конкретную задачу.
Четырехкулачковый патрон Sherline (№ 1035)
Я приобрел четырехкулачковый патрон Sherline для использования на токарном станке Cowells.
 Они предлагают версию своего стандартного патрона 2,5 дюйма с резьбой M14x1. Их патроны сделаны хорошо. Проблема, которую я не учел при покупке, заключается в том, что патрон имеет другой диаметр приводки по сравнению с 3-кулачковым патроном Bison. , и, следовательно, не навинчивается на адаптер шпинделя должным образом. Патроны, продаваемые Cowells (например, 3-кулачковый Bison 7-810-0214), имеют регистр 0,56 дюйма (14,224 мм), однако Sherline меньше. Обсуждая это с мистером Чайлдсом (в Cowells), он указал, что регистр Шерлайна равен 14,013 мм (на сайте Шерлайн я не нашел этой информации). Для установки этого патрона в Cowells был приобретен второй адаптер патрона G13, укороченный для соответствия диаметру Sherline.
Они предлагают версию своего стандартного патрона 2,5 дюйма с резьбой M14x1. Их патроны сделаны хорошо. Проблема, которую я не учел при покупке, заключается в том, что патрон имеет другой диаметр приводки по сравнению с 3-кулачковым патроном Bison. , и, следовательно, не навинчивается на адаптер шпинделя должным образом. Патроны, продаваемые Cowells (например, 3-кулачковый Bison 7-810-0214), имеют регистр 0,56 дюйма (14,224 мм), однако Sherline меньше. Обсуждая это с мистером Чайлдсом (в Cowells), он указал, что регистр Шерлайна равен 14,013 мм (на сайте Шерлайн я не нашел этой информации). Для установки этого патрона в Cowells был приобретен второй адаптер патрона G13, укороченный для соответствия диаметру Sherline.Этот тип патрона очень удобен для точения некруглых объектов или для поворота объектов не по центру. Их также можно использовать для очень точного центрирования объекта, поскольку челюсти могут перемещаться независимо друг от друга.
Поворот куба | Нецентральное растачивание |
Большой сверлильный патрон Я также приобрел патрон Jacobs размером 3/8 дюйма с цанговым хвостовиком WW.
 Это была покупка на Ebay, хотя аналогичный патрон можно приобрести у Cowells. Сверхбольшая емкость полезна в некоторых случаях. , однако, как правило, он немного великоват для токарного станка такого размера. большие шестерни или колеса, или безель корпуса (отсюда и название). Существует всего пара производителей патронов такого типа, и они довольно дороги. Они были включены в мой список долгосрочных покупок. Maprox gmbh (Швейцария) производит различных патронов этого типа (а также трех- и четырехкулачковых патронов) и является поставщиком различных производителей токарных станков, таких как Levin, Schaublin, Horia-Steiner, Bergeon, Boley и т. д. См. их каталог ниже. Немецкая компания, Koch Maschinebau также производит такие патроны. д., по более доступной цене.
Это была покупка на Ebay, хотя аналогичный патрон можно приобрести у Cowells. Сверхбольшая емкость полезна в некоторых случаях. , однако, как правило, он немного великоват для токарного станка такого размера. большие шестерни или колеса, или безель корпуса (отсюда и название). Существует всего пара производителей патронов такого типа, и они довольно дороги. Они были включены в мой список долгосрочных покупок. Maprox gmbh (Швейцария) производит различных патронов этого типа (а также трех- и четырехкулачковых патронов) и является поставщиком различных производителей токарных станков, таких как Levin, Schaublin, Horia-Steiner, Bergeon, Boley и т. д. См. их каталог ниже. Немецкая компания, Koch Maschinebau также производит такие патроны. д., по более доступной цене. Тем временем я взял подержанный. Это комбинированный тип, имеющий как внутренние, так и внешние удерживающие губки (кулачки нельзя переставлять). Он находится в удовлетворительном состоянии и весьма полезен для различных задач. Я надеялся, что он будет достаточно большим, чтобы вместить основную плату часов, но для этого потребуется полноразмерный внешний зажимной патрон (например, Maprox).
Я надеялся, что он будет достаточно большим, чтобы вместить основную плату часов, но для этого потребуется полноразмерный внешний зажимной патрон (например, Maprox).
| Зажим Maprox |
Приводная пластина (она же Carrier Chuck)
Я уже упоминал этот аксессуар на главной странице Cowells. Это самодельный приводной патрон, изготовленный мастером-инструментальщиком в Канаде. Он был снабжен тремя собаками, различными центрами (мягкий и жесткий кобель), двумя размерами самки, латунным кобелем и деревянным центром; и набор шестигранных ключей, чтобы соответствовать.
Последнее слово Starrett — индикатор набора номера (DTI)
Этот инструмент можно использовать на токарном станке для различных целей. Выравнивание вертикальных суппортов на поперечных суппортах, центрирование в четырехкулачковом патроне и т. д. Инструмент имеет различные насадки для установки различными способами.
д. Инструмент имеет различные насадки для установки различными способами.
_
| ||||
Инструмент для центрирования микрометров
Этот инструмент изготовлен J. Malcolm Wild (Ref. No. JMW1588), и его использование подробно описано в его книге «Обрезка колес и шестерен в часовом деле». Проще говоря, это позволяет очень точно позиционировать фрезы на токарном станке относительно центра передней бабки. Эта версия инструмента имеет цанговый хвостовик диаметром 8 мм и поэтому может быть установлена на шпиндельную бабку Cowells 90CW. Опорный штифт 3,00 мм вставляется в инструмент. Микрометр устанавливается на 1,50 мм (т. е. половина от 3,00), а поверхность наковальни устанавливается заподлицо со штифтом. Затем микрометр эффективно совмещается с линией центров токарного станка, т.
 е. если установлено значение 0, он будет выровнен по центру, если установлено значение 3,00 мм, поверхность микрометра находится точно в 3 мм от центра станка и т. д. При использовании микрометр можно устанавливается на половину толщины колесной или зубчатой фрезы (например, колесные и зубчатые фрезы PP Thornton отшлифованы до требуемой толщины), а ступица фрезы устанавливается заподлицо с поверхностью микрометра. Тогда фреза окажется точно в центре токарного станка. Еще одно очень важное применение, и причина, по которой я, наконец, сломался и купил его, заключается в том, что его можно использовать для точной установки смещения фрезы, просто установив микрометр на необходимое расстояние. Это избавляет от необходимости устанавливать фрезы на токарном станке. Раньше я использовал охватываемый центр в передней или задней бабке и выравнивал фрезы визуально (хотя и через очки с 10-кратным увеличением). Этот последний метод может работать довольно хорошо и звучит достаточно просто, но на практике это не всегда верный выбор.
е. если установлено значение 0, он будет выровнен по центру, если установлено значение 3,00 мм, поверхность микрометра находится точно в 3 мм от центра станка и т. д. При использовании микрометр можно устанавливается на половину толщины колесной или зубчатой фрезы (например, колесные и зубчатые фрезы PP Thornton отшлифованы до требуемой толщины), а ступица фрезы устанавливается заподлицо с поверхностью микрометра. Тогда фреза окажется точно в центре токарного станка. Еще одно очень важное применение, и причина, по которой я, наконец, сломался и купил его, заключается в том, что его можно использовать для точной установки смещения фрезы, просто установив микрометр на необходимое расстояние. Это избавляет от необходимости устанавливать фрезы на токарном станке. Раньше я использовал охватываемый центр в передней или задней бабке и выравнивал фрезы визуально (хотя и через очки с 10-кратным увеличением). Этот последний метод может работать довольно хорошо и звучит достаточно просто, но на практике это не всегда верный выбор. При фрезеровании маленьких шестерен малейшее смещение приведет к получению лепестков неправильной формы (т. е. «наклоненных» лепестков), и в этом случае работа будет испорчена.
При фрезеровании маленьких шестерен малейшее смещение приведет к получению лепестков неправильной формы (т. е. «наклоненных» лепестков), и в этом случае работа будет испорчена.Головка микрометра Mitutoyo (№ 148-220), точность до 5 микрон, со стопорным винтом.
Дополнительную информацию об этом инструменте можно найти на веб-сайте Mr. Wild:
| Каталог Mitutoyo 148-220.pdf |
6
6
6
Установка микрометра на эталонный штифт
| |
Установка смещения с помощью фрезы с храповым механизмом на расстоянии 1500 мм от центра станка.
Я собирался поставить резак по центру фото, но, глядя на фото, я этого явно не сделал!
Оправка для зубчатых фрез, поставляемая Cowells, слишком длинная, чтобы поместиться в скобе центрирующего инструмента, что необходимо при использовании крошечных часовых фрез. Была изготовлена новая оправка 3,50 мм (подробности можно найти на странице инструментов спускового колеса), которая имеет более короткую длину крепления / винта.
Arthur R. Warner Инструментальная оснастка HSS
Компания Arthur R. Warner в Латробе, штат Пенсильвания, помимо прочего, производит наборы токарных инструментов различных стандартных форм. Они отличаются от многих инструментов с пластинами тем, что они изготавливают пластины из «быстрорежущей стали» (HSS), а не из карбида. Быстрорежущая сталь более щадящая, чем твердосплавная, и менее склонна к сколам. Их часто можно несколько раз затачивать на верстачном камне, прежде чем они израсходуются. Показаны правосторонний токарный инструмент, комбинация левостороннего токарного инструмента и торцовочного инструмента, а также инструмент для нарезания канавок/отрезки. Пластины одинаковы для токарных инструментов (CCMW-2-1.5-*) и доступны различные радиусы наконечника (*), но я предпочитаю использовать наименьший. Для отрезного инструмента доступны вставки различной толщины, показаны те, которые поставлялись в комплекте (0,015″, 0,031″ и 0,062″), и снова я считаю, что самый тонкий размер наиболее удобен для отрезки мелких деталей.
Показаны правосторонний токарный инструмент, комбинация левостороннего токарного инструмента и торцовочного инструмента, а также инструмент для нарезания канавок/отрезки. Пластины одинаковы для токарных инструментов (CCMW-2-1.5-*) и доступны различные радиусы наконечника (*), но я предпочитаю использовать наименьший. Для отрезного инструмента доступны вставки различной толщины, показаны те, которые поставлялись в комплекте (0,015″, 0,031″ и 0,062″), и снова я считаю, что самый тонкий размер наиболее удобен для отрезки мелких деталей.
Зажим для держателя инструмента Foredom Это адаптер, который можно установить в держатель инструмента с поперечным скольжением, который подходит для наконечника Foredom No.30 с гибким стержнем. Их изготавливает Alisam Engineering, однако обычно они не изготавливают модели, которые подходят к резцедержателю 1/4 дюйма. Они модифицировали одну из моделей 1/2 дюйма по индивидуальному заказу.
Традиционная лицевая панель
Я купил подержанную лицевую панель в надежде использовать ее на Cowells 90.
 Это M J L & S, сделано в США. На данный момент ничего не знаю о производителе. К сожалению, диаметр этой лицевой панели сделал ее слишком большой для установки. Я решил оставить его пока, так как, по крайней мере, зажимы можно использовать на планшайбе Cowells, а на Cowells его можно использовать в других емкостях, например, в делительной головке.
Это M J L & S, сделано в США. На данный момент ничего не знаю о производителе. К сожалению, диаметр этой лицевой панели сделал ее слишком большой для установки. Я решил оставить его пока, так как, по крайней мере, зажимы можно использовать на планшайбе Cowells, а на Cowells его можно использовать в других емкостях, например, в делительной головке.Зажимы, установленные на планшайбе Cowells
Шлифовка Шлифовка на токарном станке, как правило, не рекомендуется, шлифовальная пыль, очевидно, очень абразивна, и если позволить ей попасть в сопрягаемые/подвижные части токарного станка, она может вызвать ускоренный износ и/ или повреждения. Однако, если делать это экономно и с осторожностью, некоторые шлифовальные работы могут быть выполнены. Ниже показаны Norton 38A80-K5VBE и 38A400-T9.V-образные шлифовальные камни, установленные на оправках Levin #0041-03 WW (крепление 1/4″). Эти круги также продаются Levin и имеют зернистость 80 и 400.
 Ниже также показан твердый круг Arkansas с центральным отверстием 1/4 дюйма. .
Ниже также показан твердый круг Arkansas с центральным отверстием 1/4 дюйма. .Для шлифовки карбида необходимы алмазные круги. Eternal Tools в Великобритании продает алмазные круги различной степени зернистости. Они имеют отверстие 1/4 дюйма и могут использоваться с теми же оправками Levin, или Eternal также продает оправки с цанговым хвостовиком.
Объем рынка токарных станков, доля, рост
Объем мирового рынка токарных станков в 2018 году составил 25,01 млрд долларов США, а к 2026 году, по прогнозам, достигнет 40,22 млрд долларов США, при среднегодовом темпе роста в 6,0% в течение прогнозируемого периода.
Мы находимся в процессе модернизации рынка токарных станков с учетом воздействия COVID-19.
Образец запроса
Токарные станки играют важную роль в металлообрабатывающей промышленности. Токарные станки имеют широкое применение, включая торцевание, шлифование, накатку, резку и сверление. Кроме того, растущая популярность токарных станков с числовым программным управлением (ЧПУ) приводит к росту доходов рынка токарных станков. Это связано с увеличением числа автоматизированных производств. Чтобы повысить производительность и качество продукции, производственный сектор постоянно переходит на автоматические токарные станки. Производители более склонны к гибкой деятельности и поэтому охотно осваивают технологически продвинутые станки.
Токарные станки имеют широкое применение, включая торцевание, шлифование, накатку, резку и сверление. Кроме того, растущая популярность токарных станков с числовым программным управлением (ЧПУ) приводит к росту доходов рынка токарных станков. Это связано с увеличением числа автоматизированных производств. Чтобы повысить производительность и качество продукции, производственный сектор постоянно переходит на автоматические токарные станки. Производители более склонны к гибкой деятельности и поэтому охотно осваивают технологически продвинутые станки.
Запросите бесплатный образец , чтобы узнать больше об этом отчете.
Внедрение станков с поддержкой Интернета вещей — одна из новых тенденций на рынке токарных станков. Растущее внедрение и использование доступа к информации в реальном времени приводит к появлению устройств с поддержкой IoT. Всплеск спроса на время, затраты и энергоэффективность приводит к росту рынка токарных станков с поддержкой IoT. Машины с поддержкой Интернета вещей могут отслеживать потребление энергии и обеспечивать большую наглядность оптимизации производственных графиков и экономии энергии. Чтобы лучше понять работу производственного оборудования, оно оснащено датчиками, а полученные таким образом данные сохраняются и анализируются для будущих нужд. Кроме того, появление таких технологий, как IoT, привело к разработке новых функций машины, таких как приложение, которое контролирует машину и своевременно уведомляет операторов о ее состоянии через компьютеры и мобильные телефоны. Производственный сектор сосредоточен на оптимальном использовании инструмента за счет ввода подачи в режиме реального времени, что, вероятно, будет стимулировать рыночный спрос на токарные станки с поддержкой IoT. Ожидается, что растущая потребность во взаимодействии человека и машины будет стимулировать спрос на производственные устройства с поддержкой IoT.
Чтобы лучше понять работу производственного оборудования, оно оснащено датчиками, а полученные таким образом данные сохраняются и анализируются для будущих нужд. Кроме того, появление таких технологий, как IoT, привело к разработке новых функций машины, таких как приложение, которое контролирует машину и своевременно уведомляет операторов о ее состоянии через компьютеры и мобильные телефоны. Производственный сектор сосредоточен на оптимальном использовании инструмента за счет ввода подачи в режиме реального времени, что, вероятно, будет стимулировать рыночный спрос на токарные станки с поддержкой IoT. Ожидается, что растущая потребность во взаимодействии человека и машины будет стимулировать спрос на производственные устройства с поддержкой IoT.
ОСНОВНЫЕ ДВИГАТЕЛИ РЫНКА
«Ожидается, что токарный станок с ЧПУ увеличит рыночную выручку благодаря таким преимуществам, как высокая точность и снижение эксплуатационных расходов»
Ожидается, что растущий спрос на токарные станки с ЧПУ будет стимулировать развитие токарных станков. рост рынка машин. Это связано с различными преимуществами, включая увеличение производительности, высокую скорость, повышенную безопасность, высокую эффективность и точность, а также снижение производственных затрат. Высокая точность работы станков с ЧПУ приводит к оптимальному использованию сырья и сокращению отходов. Кроме того, растущий спрос на массовое производство в короткие сроки приводит к более широкому внедрению токарных станков с ЧПУ. Кроме того, станки с ЧПУ можно обновлять путем усовершенствования существующего программного обеспечения, используемого для управления станками. Это также сокращает время, затрачиваемое на создание прототипа, поскольку дизайн может быть непосредственно разработан. Ожидается, что это приведет к эффективности затрат и времени с точки зрения производства продукта. Кроме того, станки с ЧПУ значительно снизили стоимость рабочей силы в обрабатывающей промышленности, поскольку оператор может одновременно контролировать несколько станков с ЧПУ. Ожидается, что растущий спрос со стороны производства критически важных компонентов будет стимулировать рынок токарных станков с ЧПУ благодаря их высокой точности.
рост рынка машин. Это связано с различными преимуществами, включая увеличение производительности, высокую скорость, повышенную безопасность, высокую эффективность и точность, а также снижение производственных затрат. Высокая точность работы станков с ЧПУ приводит к оптимальному использованию сырья и сокращению отходов. Кроме того, растущий спрос на массовое производство в короткие сроки приводит к более широкому внедрению токарных станков с ЧПУ. Кроме того, станки с ЧПУ можно обновлять путем усовершенствования существующего программного обеспечения, используемого для управления станками. Это также сокращает время, затрачиваемое на создание прототипа, поскольку дизайн может быть непосредственно разработан. Ожидается, что это приведет к эффективности затрат и времени с точки зрения производства продукта. Кроме того, станки с ЧПУ значительно снизили стоимость рабочей силы в обрабатывающей промышленности, поскольку оператор может одновременно контролировать несколько станков с ЧПУ. Ожидается, что растущий спрос со стороны производства критически важных компонентов будет стимулировать рынок токарных станков с ЧПУ благодаря их высокой точности.
«Растущее стремление к Индустрии 4.0 благодаря функции профилактического обслуживания является движущей силой рынка»
Растущее внедрение решений Индустрии 4.0 способствует развитию умных заводов. Растущий спрос на связь в режиме реального времени приводит к росту количества умных машин. Это связано с растущим спросом на высокую эффективность, производительность, надежность и сокращение образования отходов. Индустрия 4.0 предлагает возможности для оптимизации операций за счет проектирования областей, требующих быстрого внимания. Необходимость значительно сократить время простоя и стоимость ремонта приводит к популярности профилактического и профилактического обслуживания в обрабатывающей промышленности. Планирование графика технического обслуживания на основе данных в режиме реального времени помогает понять точную потребность в машине и помогает сократить время простоя и затраты на ремонт. Таким образом, профилактическое обслуживание помогает улучшить принятие решений, значительно сокращая время ремонта. Согласно многочисленным источникам, профилактическое обслуживание позволяет избежать отказов оборудования, сокращая время простоя примерно на 50%. Кроме того, всеобщее управление качеством (TQM) еще больше стимулирует профилактическое обслуживание, поскольку оно фокусируется на способности машин соответствовать требованиям к точности, что в конечном итоге снижает потребность в окончательной проверке.
Согласно многочисленным источникам, профилактическое обслуживание позволяет избежать отказов оборудования, сокращая время простоя примерно на 50%. Кроме того, всеобщее управление качеством (TQM) еще больше стимулирует профилактическое обслуживание, поскольку оно фокусируется на способности машин соответствовать требованиям к точности, что в конечном итоге снижает потребность в окончательной проверке.
СЕГМЕНТАЦИЯ
Анализ по продуктам
«ЧПУ занимает основную долю рынка и, как ожидается, останется доминирующим благодаря росту автоматизации в производственном секторе»
рынок ЧПУ сегментирован на продукты (компьютеризированное числовое управление) и обычные. Ожидается, что растущая потребность в высокой гибкости и производстве по требованию будет стимулировать автоматизацию в обрабатывающей промышленности. Потребность в индивидуальном массовом производстве на производстве приводит к высокой скорости и качеству производства, что, как ожидается, в дальнейшем приведет к росту рынка токарных станков с ЧПУ. Кроме того, аддитивное производство, вероятно, приведет к более широкому внедрению токарных станков с ЧПУ. Ожидается, что рост использования 3D-печати в различных приложениях, таких как аэрокосмическая, оборонная и автомобильная промышленность, будет стимулировать рынок. Горизонтальные токарные станки с ЧПУ занимают большую долю рынка, и ожидается, что она останется неизменной в течение определенного периода времени в результате растущего спроса со стороны автомобильного сектора. В автомобильной промышленности широко применяются токарные станки, включая распредвалы, коробки передач, ШРУСы и коленчатые валы. Таким образом, производители сосредотачиваются на разработке токарных станков, которые могут выполнять несколько операций для разработки сложного продукта. Например, многофункциональный токарный станок с ЧПУ Lunan 400MF, разработанный Dugard, отличается высокой жесткостью и низкой себестоимостью изготовления одной детали. Кроме того, ожидается, что растущий спрос на точность и качество токарных, шлифовальных и измерительных операций приведет к росту рынка токарных станков с ЧПУ.
Кроме того, аддитивное производство, вероятно, приведет к более широкому внедрению токарных станков с ЧПУ. Ожидается, что рост использования 3D-печати в различных приложениях, таких как аэрокосмическая, оборонная и автомобильная промышленность, будет стимулировать рынок. Горизонтальные токарные станки с ЧПУ занимают большую долю рынка, и ожидается, что она останется неизменной в течение определенного периода времени в результате растущего спроса со стороны автомобильного сектора. В автомобильной промышленности широко применяются токарные станки, включая распредвалы, коробки передач, ШРУСы и коленчатые валы. Таким образом, производители сосредотачиваются на разработке токарных станков, которые могут выполнять несколько операций для разработки сложного продукта. Например, многофункциональный токарный станок с ЧПУ Lunan 400MF, разработанный Dugard, отличается высокой жесткостью и низкой себестоимостью изготовления одной детали. Кроме того, ожидается, что растущий спрос на точность и качество токарных, шлифовальных и измерительных операций приведет к росту рынка токарных станков с ЧПУ. Вертикальные токарные станки с ЧПУ используются для обработки и растачивания конических, цилиндрических и контурных поверхностей, что, как ожидается, в дальнейшем будет способствовать росту рынка токарных станков. Однако ожидается, что в сегменте обычных токарных станков будет наблюдаться стабильный рост из-за нехватки квалифицированной рабочей силы.
Вертикальные токарные станки с ЧПУ используются для обработки и растачивания конических, цилиндрических и контурных поверхностей, что, как ожидается, в дальнейшем будет способствовать росту рынка токарных станков. Однако ожидается, что в сегменте обычных токарных станков будет наблюдаться стабильный рост из-за нехватки квалифицированной рабочей силы.
По анализу применения
В зависимости от применения рынок делится на автомобильное, общее машиностроение, точное машиностроение, транспортное оборудование и другие.
Серийное производство в автомобильной промышленности требует серийного производства аналогичной продукции через равные промежутки времени. Это приводит к росту спроса на токарные станки с ЧПУ. Автомобильной промышленности требуются различные детали для производства, включая головки цилиндров двигателей, коробки передач, изготовленные с использованием токарных станков, что, вероятно, приведет к росту рынка. Кроме того, ожидается, что растущий спрос на дисковые тормоза будет стимулировать развитие этого рынка в ближайшем будущем. Рост объясняется преимуществами, предоставляемыми дисковыми тормозами, включая их большую тормозную способность, предотвращение повреждения обода и точное торможение с меньшей вероятностью блокировки колеса.
Рост объясняется преимуществами, предоставляемыми дисковыми тормозами, включая их большую тормозную способность, предотвращение повреждения обода и точное торможение с меньшей вероятностью блокировки колеса.
Чтобы узнать, как наш отчет может помочь оптимизировать ваш бизнес, обратитесь к аналитику
Рост спроса на оборудование в различных отраслях, включая пищевую промышленность, строительство и упаковку, стимулирует сегмент общего машиностроения. Кроме того, ожидается, что растущий спрос на производство сложных деталей в аэрокосмической и военной отраслях будет стимулировать сегмент точного машиностроения в течение прогнозируемого периода. Увеличение мировой торговли приводит к росту транспортного оборудования и, в свою очередь, ожидается, что оно принесет большую долю рынка токарных станков.
РЕГИОНАЛЬНЫЙ АНАЛИЗ
В географическом плане исследование сегментировано по пяти основным регионам, таким как Северная Америка, Европа, Азиатско-Тихоокеанский регион, Ближний Восток и Африка и Латинская Америка, которые далее подразделяются на страны.
Объем рынка токарных станков в Азиатско-Тихоокеанском регионе, 2018 г. (млрд долларов США)
Чтобы получить дополнительную информацию о региональном анализе этого рынка, запросите бесплатный образец
растущий спрос со стороны развивающихся стран, таких как Китай и Индия. Ожидается, что инициативы китайского правительства, такие как «Сделано в Китае 2025», направленные на то, чтобы стать производителем товаров высокого класса, приведут к увеличению спроса на машины и оборудование. Таким образом, инициативы правительства по индустриализации, как ожидается, приведут к росту рынка токарных станков в ближайшем будущем.
Ожидается, что растущий спрос на производство сборных металлических конструкций принесет высокие доходы в Северной Америке и Латинской Америке. Ожидается, что растущая популярность токарных станков с ЧПУ будет стимулировать рынок токарных станков в Европе.
КЛЮЧЕВЫЕ ИГРОКИ ОТРАСЛИ
«Ведущие игроки сосредотачиваются на разработке токарных станков с ЧПУ»
Производители сосредотачиваются на расширении ассортимента своей продукции и географического охвата, чтобы лучше обслуживать своих клиентов. Растущее внедрение Индустрии 4.0 привело к увеличению проникновения интеллектуальных машин. Таким образом, ключевые игроки сосредоточены на разработке многоцелевых токарных станков, таких как 5-осевые многоцелевые токарные станки.
Растущее внедрение Индустрии 4.0 привело к увеличению проникновения интеллектуальных машин. Таким образом, ключевые игроки сосредоточены на разработке многоцелевых токарных станков, таких как 5-осевые многоцелевые токарные станки.
Список ключевых компаний, профилированных:
- Dmg Mori Co., Ltd.
- Dalian Stice Tool Corporation
- CORPORATION
- DOOSAN MACHITER MACHITY MACHITY MACHITY MACHITE MACHITE. Inc.
- Hardinge Inc.
- HMT Machine Tools Ltd.
- Samsung Machine Tools
- Yamazaki Mazak Corporation
- Yamazaki Mazak Pvt. ООО
- Ace Micromatic Group
ПОКРЫТИЕ ОТЧЕТА
Инфографическое представление рынка токарных станков
Просмотреть полную инфографику
Чтобы получить информацию о различных сегментах, поделитесь с нами своими запросами. Несколько методологий и подходов приняты для того, чтобы сделать осмысленные предположения и взгляды. Кроме того, отчет предлагает подробный анализ и информацию по сегментам рынка, помогая нашим читателям получить всесторонний обзор мирового рынка токарных станков.
Несколько методологий и подходов приняты для того, чтобы сделать осмысленные предположения и взгляды. Кроме того, отчет предлагает подробный анализ и информацию по сегментам рынка, помогая нашим читателям получить всесторонний обзор мирового рынка токарных станков.
Report Scope and Segmentation
ATTRIBUTE | DETAILS |
Study Period | 2015 -2026 |
Базовый год | 2018 0003 |
Forecast Period | 2019-2026 |
Historical Period | 2015-2017 |
Ед. Segmentation | By Product
|
По заявке
| |
By Region
|
 0618
0618