Резьбонакатные/прикатные станки | Станкогрупп
Отображение 1–16 из 17 результатов
По популярностиПо новизнеЦены: по возрастаниюЦены: по убыванию-
Прикатные станки
ПодробнееДиаметр заготовки 2 — 50 мм Длина заготовки 300 мм Габариты станка (ДxШxВ) 1.200 x 1.700 x 2.200 мм Вес станка 3.000 кг Усилие прижатие 12 кН -
P100 CNC-AC
ПодробнееТехнические данные Усиление накатки 50 кН – 1. 000 кН Ø роликов 160 мм – 280 мм Ø накатного шпинделя 100, 00 мм / 120, 00 мм -
P85 CNC-AC
ПодробнееТехнические данные Усиление накатки 50 кН – 850 кН Ø роликов 160 мм – 280 мм Ø накатного шпинделя 100, 00 мм / 120, 00 мм -
P60 CNC-AC
ПодробнееТехнические данные Усиление накатки 50 кН – 600 кН Ø роликов 160 мм – 280 мм Ø накатного шпинделя 100, 00 мм -
P50 CNC-AC
ПодробнееТехнические данные Усиление накатки 50 кН – 500 кН Ø роликов 160 мм – 280 мм Ø накатного шпинделя 100, 00 мм -
P40 CNC-AC
ПодробнееТехнические данные Усиление накатки 10 кН – 400 кН Ø роликов 160 мм – 280 мм Ø накатного шпинделя 80, 00 мм / 100, 00 мм -
P30 CNC-AC
ПодробнееТехнические данные Усиление накатки 10 кН – 300 кН Ø роликов 160 мм – 280 мм Ø накатного шпинделя 80, 00 мм / 100, 00 мм -
P24 CNC-AC
ПодробнееТехнические данные Усиление накатки 10 кН – 240 кН Ø роликов 160 мм – 200 мм Ø накатного шпинделя 69, 85 мм / 80, 00 мм -
P20 CNC-AC
ПодробнееТехнические данные Усиление накатки 10 кН – 200 кН Ø роликов 130 мм – 200 мм Ø накатного шпинделя 54, 00 мм / 69, 85 мм -
P15 CNC-AC-SR-Z
ПодробнееТехнические данные Усиление накатки 10 кН – 150 кН Ø роликов 130 мм – 200 мм Ø накатного шпинделя 54, 00 мм / 69, 85 мм -
P10 CNC-AC
ПодробнееТехнические данные Усиление накатки 10 кН – 100 кН Ø роликов 130 мм – 180 мм Ø накатного шпинделя 54, 00 мм -
P5 CNC-AC
ПодробнееТехнические характеристики Усиление накатки 10 кН – 50 кН Ø роликов 90 мм – 110 мм Ø накатного шпинделя 40, 00 мм Ø детали под накатку 60 мм -
Р35 CNC
ПодробнееТехнические данные Усиление накатки 10 кН – 300 кН Ø роликов 160 мм – 220 мм Ø накатного шпинделя 69, 85 мм / 80, 00 мм -
Р30 CNC
ПодробнееТехнические данные Усиление накатки 10 кН – 300 кН Ø роликов 160 мм – 220 мм Ø накатного шпинделя 69, 85 мм / 80, 00 мм -
P24 CNC
ПодробнееТехнические данные Усиление накатки 10 кН – 240 кН Ø роликов 130 мм – 200 мм Ø накатного шпинделя 54, 00 мм / 69, 85 мм -
Р20 CNC
ПодробнееТехнические данные Усиление накатки 10 кН – 200 кН Ø роликов 130 мм – 200 мм Ø накатного шпинделя 54, 00 мм / 69, 85 мм
Код ТН ВЭД 8463200000 – станки резьбонакатные.
 Сертификация и декларирование по коду 8463200000. Код ТН ВЭД 8463200000 – станки резьбонакатные. Сертификация и декларирование по коду 8463200000.
Сертификация и декларирование по коду 8463200000. Код ТН ВЭД 8463200000 – станки резьбонакатные. Сертификация и декларирование по коду 8463200000.Услуги по сертификации
и промышленной безопасности
по всей России
Рассчитать стоимость
Телефон в Москве
+7 (495) 204-38-86
E-mail: [email protected]
- Главная
- ТН ВЭД
- 84-85
- 84
- 84630
- 8463200000
|
 ..
..
|
| Базовая ставка таможенной пошлины | 0 реш.  54 54 |
| Акциз | |
| НДС | 18% |
Соответствие тех. регламенту регламенту | Требуется подтверждение соответствия требованиям технического регламента |
| Декларация соответствия | Требуется декларация соответствия |
| Сертификат соответствия | Требуется сертификат соответствия ТР ТС |
Некогда читать и искать нужную информацию,
а ответ нужен срочно?
Бесплатная консультация по оформлению разрешительной документации.
Новости
15.04.2020
Сертификация антисептиков, масок и других изделий во время пандемии коронавируса
18. 10.2018
10.2018
Как узнать самостоятельно, какие документы нужно оформлять?
05.10.2018
Новые стандарты для автомобильной отрасли разработает обновленный ТК 056
03.10.2018
Российские и немецкие метрологи планируют разработать цифровой сертификат калибровки
19.09.2018
Представители коммерческих структур и Росаккредитация обсудили практику правоприменения
Вопросы и ответы
Маркировка ЕАС: значение, использование, требования к размещению и штрафы 17.09.2018
Что такое ЕАЭС? Договор о Евразийском экономическом союзе. 17.09.2018
Правила использования копий сертификата соответствия и свидетельства о государственной регистрации 02.05.2017
Как исправить ошибку в сертификате соответствия? 02.05.2017
Сертификат соответствия Ростехнадзора 10.03.2017
Закрыть
Подтверждение соответствия
- Сертификат соответствия ТР ТС
- Декларация о соответствии Таможенного Союза (ЕАЭС)
- Декларация о соответствии ТР ЕАЭС 043/2017
- Сертификат взрывозащиты Ex
- Сертификат пожарной безопасности
- Свидетельство о государственной регистрации (СГР)
- Отказное письмо
- Сертификат ИСО
Промышленная безопасность
- Сертификат промышленной безопасности
- Экспертиза промышленной безопасности зданий и сооружений на ОПО
- Экспертиза промышленной безопасности технических устройств
Разработка технической документации
- Разработка технических условий (ТУ)
- Перевод технической документации
- Разработка эксплуатационной документации по ЕСКД
ORT 3 RP 21 Резьбонакатный станок Б/у оборудование
- Описание
- Детальная информация
- Документы (2)
- Об этом продавце
ORT Typ 3 RP 21 станок для накатки тройной резьбы
21 тонна
Roll No. 3
3
Длина решетки радиатора 100 мм
Вместимость 20 ÷ 60 мм
Год выпуска 1989
Диаметр шпинделя 69,85 мм
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
| Макс. тяга | 21 T |
| Мин.-Макс. диаметр полотна | 20-60 |
| Мощность мотора | 18.5 kW |
| ——————- | |
| Длина х ширина х высота | 2100,0 × 1600,0 × 1900,0 |
| Вес | 4000 kg |
| Часы наработки | |
| Часы включения | |
| Состояние | в хорошем состоянии |
| Маркировка CE | ——— |
| Статус | возможность осмотра |
ort-3-rp-21-p10119048_5. pdf pdf | Скачать |
| ort-3-rp-21-p10119048_5.pdf | Скачать |
| Тип клиента | Перекупщик |
| Активный с | 2017 |
| Предложения онлайн | 92 |
| Последняя активность | 7 октября 2022 г. |
Описание
ORT Typ 3 RP 21 станок для накатки тройной резьбы
21 тонна
Roll No. 3
Длина решетки радиатора 100 мм
Вместимость 20 ÷ 60 мм
Год выпуска 1989
Диаметр шпинделя 69,85 мм
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Детальная информация
| Макс. тяга | 21 T |
| Мин.-Макс. диаметр полотна | 20-60 |
| Мощность мотора | 18.5 kW |
| ——————- | |
| Длина х ширина х высота | 2100,0 × 1600,0 × 1900,0 |
| Вес | 4000 kg |
| Часы наработки | |
| Часы включения | |
| Состояние | в хорошем состоянии |
| Маркировка CE | ——— |
| Статус | возможность осмотра |
Об этом продавце
| Тип клиента | Перекупщик |
| Активный с | 2017 |
| Предложения онлайн | 92 |
| Последняя активность | 7 октября 2022 г. |
ЦИЛИНДРИЧЕСКИЕ НАКАТНЫЕ МАШИНЫ С ДВУМЯ МАТРИЦАМИ
Особенности:
|
|
Технические характеристики серии B:
| Технические характеристики | Б105 | Б205 | Б305 | В805 |
Резьба . .. ..Диаметры …Проходная подача | до 1-1/2″ до 1″ | до 2-1/2″ до 2″ | до 3″ до 2-1/2″ | до 6 дюймов до 4 дюймов |
| Резьба Длина | до 3 дюймов до 20 футов | до 4-1/8″ до 20 футов | до 6 дюймов до 20′ | до 10 дюймов до 20 футов |
| Диаметр шпинделя | 1-1/2″ | 2-1/8″ | 3 дюйма | 4-3/4 дюйма |
| Матрицы | 5-1/4 дюйма 3 дюйма | 7 дюймов 4-1/8 дюйма | 8 дюймов 6 дюймов | 10 дюймов 10 дюймов |
| Скорость штампа (об/мин) | от 50 до 200 | от 50 до 180 | от 30 до 180 | от 25 до 100 |
| Привод шпинделя | 5 л. с. с. | 20 л.с. | 30 л.с. | 80 л.с. |
| Макс. Радиальная нагрузка на штамп (в тоннах) | 10 | 20 | 30 | 80 |
| Высота загрузки | 42 | 42 | 42 | 42 |
| Площадь пола (дюймы / Д x Ш) | 68 х 68 | 96 х 108 | 104 х 85 | 72 х 84 |
| Вес нетто (фунты) | 3000 | 7000 | 11 000 | 15 000 |
| Метрическая система | Б105 | Б205 | Б305 | В805 |
| Резьба Диаметры | до 38 мм до 25 мм | до 63 мм до 50 мм | до 76 мм до 63 мм | до 152 мм до 105 мм |
| Резьба Длина | до 76 мм до 6 метров | до 104 мм до 6 метров | до 152 мм до 6 метров | до 254 мм до 6 метров |
| Диаметр шпинделя | 38 мм | 53,9 мм | 76,2 мм | 120,6 мм |
| Матрицы | 133,3 мм 76 мм | 177,8 мм 104,7 мм | 203,2 мм 152,4 мм | 254 мм 254 мм |
| Скорость матрицы (об/мин) | от 50 до 200 | от 50 до 180 | от 30 до 180 | от 25 до 100 |
| Привод шпинделя | 3,7 кВт | 15 кВт | 22,2 кВт | 60 кВт |
Макс. Радиальная нагрузка на штамп Радиальная нагрузка на штамп | 89 кН | 178 кН | 267 кН | 712 кН |
| Высота загрузки | 1066 мм | 1066 мм | 1066 мм | 1066 мм |
| Площадь пола (мм / Д x Ш) | 1727 х 1727 | 2438 x 2743 | 2641 x 2159 | 1828 x 2133 |
| Вес нетто | 1360 кг | 3175 кг | 4990 кг | 6800 кг |
Все максимальные значения не могут быть получены одновременно.
2-штамповая цилиндрическая машина ФотографииФотографии серии B105
Серия B105
Серия B105
Серия B105
Серия B105
Серия B205 Фотографии
Серия B205
B205 Серия
Серия B205
Серия B205
Серия B305 Фотографии
Серия B305
Серия B305
Видеоролики двухштамповых цилиндрических станков
B105, Сквозная прокатка ½-20 стержней B105, Прикатывание со специальным приспособлением для предварительного вращения | B205, Подача со специальным креплением для концов прокатных стержней B305, Входная прямая накатка |
Инграматик — Выигрышные технологии
INGRAMATIC — компания с многолетним опытом производства станков для накатывания резьбы на винты и болты.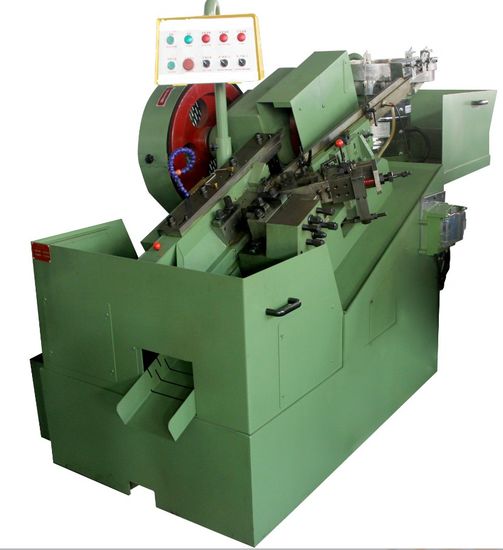 Компания начала свою деятельность в 1966 году и с тех пор произвела и продала более 3000 резьбонакатных станков по всему миру, став лидером рынка не только в Италии, но и во всем мире. В 2006 году в Кастельнуово-Скривия был построен новый завод площадью м². Этот
новый объект стал поворотным моментом с точки зрения логистики, организации
и эффективность для достижения новых целей и рынков.
Компания начала свою деятельность в 1966 году и с тех пор произвела и продала более 3000 резьбонакатных станков по всему миру, став лидером рынка не только в Италии, но и во всем мире. В 2006 году в Кастельнуово-Скривия был построен новый завод площадью м². Этот
новый объект стал поворотным моментом с точки зрения логистики, организации
и эффективность для достижения новых целей и рынков.
INGRAMATIC входит в группу SACMA с 2004 года, создавая уникальный технический, производственный и коммерческий союз.
Резьбовые ролики и изделия INGRAMATIC дополняют производственный ассортимент SACMA и могут использоваться вместе с прогрессивными головками для накатывания резьбы высокопрочных винтов, болтов и специальных крепежных изделий. Все механические компоненты для резьбонарезных станков производятся на заводах SACMA в Лимбиате и Вимеркате, где находится OBM, еще одна компания, входящая в группу.
На заводе в Кастельнуово-Скривия завершены сборочные, испытательные, складские и технические отделы.
Предлагая широкий ассортимент резьбонакатных станков, подходящих для изготовления мелких и крупных деталей для автомобильной, строительной и общей промышленности, продукты INGRAMATIC отличаются непревзойденной надежностью, производительностью, безопасностью и инновациями. INGRAMATIC не только производит машины, но и предлагает комплексные производственные системы.
ИНГРАМАТИЧ 9Компания 0004 использовала свой опыт, чтобы расширить стандартную универсальность станка с помощью узлов шайб, направляющих узлов и специальных версий, доступных по запросу. В дополнение к системе также доступны автоматические устройства подачи заготовок и шайб, устройства контроля загрузки и контроля отбраковки. Благодаря модульной конструкции станка эти дополнительные узлы легко интегрируются с резьбонакатными станками Ingramatic.
УЛЬТРА ТОЧНОСТЬ
Продукты на сегодняшних рынках требуют очень точных и воспроизводимых резьбонарезных станков, которые могут быть изготовлены только при сверхточной механической обработке компонентов. Только высочайшее качество материалов, дизайна и производства может обеспечить высокоэффективные и надежные резьбонарезные станки.
Только высочайшее качество материалов, дизайна и производства может обеспечить высокоэффективные и надежные резьбонарезные станки.
Чтобы воспользоваться преимуществами самых инновационных производственных технологий и передовых станков, все механические компоненты INGRAMATIC обрабатываются на заводах группы SACMA. Это не только обеспечивает сверхточную обработку компонентов, но и дает INGRAMATIC полный контроль качества своей продукции. Систематическая и строгая окончательная проверка всех деталей перед поставкой и инвентаризацией обеспечивает наилучшую гарантию соответствия и взаимозаменяемости. Выбор высокопрочных материалов в сочетании с применением сложной термической обработки и предельной точностью шлифовки и притирки поверхностей делают Резьбонакатные станки INGRAMATIC быстрые и надежные с минимальными эксплуатационными расходами.
ГЛАВНАЯ РАМА
Как и для любого станка, конструкция, материал и изготовление основной рамы имеют решающее значение для общей точности и надежности резьбонакатного станка. Надежная основная рама создается на основе многолетнего опыта и исследований с использованием чрезвычайно сложных систем моделирования и экспериментального анализа деформации.
Надежная основная рама создается на основе многолетнего опыта и исследований с использованием чрезвычайно сложных систем моделирования и экспериментального анализа деформации.
Рамы INGRAMATIC изготовлены из электросварной стали, которая перед механической обработкой подверглась снятию термических напряжений. Для машин до RP32 рама представляет собой литой моноблок из перлитного чугуна с шаровидным графитом, что гарантирует хорошее гашение вибраций, возникающих при высоких производственных скоростях.
Рама закреплена на платформе, которая ее поддерживает и служит сборным баком для охлаждающей жидкости. С конструктивной точки зрения получается чрезвычайно жесткая система с оптимальным управлением техническими жидкостями без риска загрязнения рабочей среды.
Рама новой конструкции оптимизирована с помощью программного обеспечения FEM для выявления и противодействия напряжениям, вызванным накатыванием резьбы термоопасных деталей и специальных профилей.
МОДУЛЬНАЯ СИСТЕМА
Концепция модульности при проектировании и конструировании машин имеет значительные преимущества для пользователей. Он упрощает настройку системы в соответствии с потребностями и требованиями заказчика, обеспечивая при этом наиболее эффективный метод инвентаризации и сборки деталей. Даже модернизация существующих систем становится намного проще.
В сотрудничестве с SACMA, INGRAMATIC является единственным производителем резьбонарезных станков, который строит свои машины с использованием концепции модульной системы, гарантируя, что все детали машин INGRAMATIC всегда доступны на складе.
Резьбонакатные станки были разработаны с учетом принадлежностей, включая:
- шайбы одинарные в сборе;
- двойная шайба в сборе;
- манипуляторов; 9системы подачи 0011 для шпилек и специальных винтов без головки;
- Накатные устройства для специальных работ на стержне или головке винта.

ВИБРОПИТАТЕЛЬ
Система подачи заготовок является очень важной частью резьбонакатного станка и поэтому должна быть полностью интегрирована с остальными частями станка.
Эффективность системы зависит от функциональности системы подачи, которая должна гарантировать постоянный поток правильно расположенных деталей.
Машины INGRAMATIC предназначены для установки различных типов систем кормления.
Резьбонакатные станки малогабаритные до серии 3, обычно используемые для изготовления винтов, оборудованы вибрационным питателем.
Вибрационные питатели с цифровыми системами технического зрения доступны для специальных деталей, которые требуют очень сложного выбора с максимальной гибкостью.
Вибрационный питатель или вертикальная система подачи доступны на средних и больших резьбонакатных станках.
На начальном этапе проектирования технический отдел INGRAMATIC проводит предварительное исследование, чтобы определить наилучшее решение для подачи корма для клиента.
ВЕРТИКАЛЬНАЯ ПОДАЧА
Для обеспечения эффективного производства резьбонакатные станки должны быть оснащены устройствами подачи, специально разработанными для типа детали, на которую нарезается резьба. Вертикальная система подачи доступна для тяжелых винтов, болтов и специальных деталей различной длины или для больших резьбонакатных станков с большой высотой загрузки.
Вертикальный питатель INGRAMATIC состоит из:
- загрузочный бункер с регулируемой вибрацией, который всегда подает правильное количество деталей на вертикальное подъемное устройство, не перегружая контейнер;
- вертикальное подъемное устройство с пролетами (рабочая ширина 1200 мм) с регулировкой скорости;
- вращающийся роликовый узел с линейной вибрацией для подбора и позиционирования деталей перед вводом их в направляющие подачи.
Эта система гарантирует идеальное выравнивание с направляющими резьбонакатного станка, поскольку она имеет моторизованную регулировку высоты для соответствия направляющим подачи резьбонарезного станка.

МОТОРИЗОВАННЫЕ НАПРАВЛЯЮЩИЕ
Направляющие подачи получают заготовки из питателя и передают их, идеально выровненные и правильно расположенные, на блок подачи, а затем на вальцовый инструмент. Компоненты такого типа должны легко регулироваться, быть стабильными и устойчивыми к износу. Направляющие INGRAMATIC изготовлены из специальной закаленной стали в зоне подачи, что гарантирует повышенную прочность и срок службы.
Направляющие соединены друг с другом сверху и благодаря большому диапазону регулировки высоты позволяют легко загружать очень длинные детали.
Регулировка высоты направляющих моторизована с возможностью запоминания положения высоты детали, которое можно быстро повторить при необходимости.
Моторизацию также можно использовать для автоматического выравнивания направляющих с вибрационным питателем. На более крупных машинах ширина раскрытия моторизованных направляющих также может регулироваться с помощью предварительной настройки.
СПЕЦИАЛЬНЫЕ НАПРАВЛЯЮЩИЕ СО ВСТАВКАМИ
Направляющие подачи представляют собой компоненты, подверженные износу, особенно при подаче закаленных, термообработанных деталей или при использовании направляющих профилей с уменьшенной контактной поверхностью для подачи деталей специальной формы. Для этого типа применения направляющие должны быть изготовлены из специальной стали и должны быть сконструированы так, чтобы упростить техническое обслуживание.
Чтобы решить эту проблему, INGRAMATIC производит специальные направляющие со вставками из быстрорежущей стали (M2), закаленными до высокой степени твердости, повышающими стойкость к износу, вызванному подачей.
Это решение особенно подходит для высокопрочных болтов, винтов и специальных деталей, таких как колесные болты с коническими головками.
Еще одним преимуществом направляющих вставок является возможность быстрой и простой замены изношенных вставок без замены направляющих.
ОДИНОЧНЫЙ СТАРТЕР
Стартовое устройство, которое вставляет деталь в резьбонарезные плашки, очень важно для достижения высокой эффективности и производительности станка. Важным требованием для пользователей является простота настройки и настройки этого устройства, которое должно быть идеально синхронизировано с движением слайда.
На станках размером до 4 INGRAMATIC использует одиночную систему запуска, которая очень проста и эффективна для легких, относительно коротких деталей. Нож стартера приводится в действие кинематической цепью, приводимой в движение главным валом.
Система имеет пневматический цилиндр, который позволяет стартеру двигаться назад во время работы, предотвращая повреждение при неправильной установке детали.
Упорная пластина отделяет заготовки, спускающиеся с направляющих. Это гарантирует правильное расположение заготовок до того, как стартовое лезвие поместит их между штампами, избегая риска двойного введения.
ДВОЙНОЙ СТАРТЕР
Система подачи крупных деталей требует специальных мер, чтобы гарантировать постоянное качество продукции даже на высокой скорости. Широкий ассортимент продукции, подвергаемой накатыванию резьбы, требует универсальной и эффективной системы ввода.
Компания INGRAMATIC разработала эксклюзивное двойное пусковое устройство для перемещения деталей с направляющих на матрицы в три этапа: разделение, перемещение и введение.
Каждая фаза имеет свой уникальный механизм:
- разделитель гарантирует, что при каждой вставке за раз проходит только одна часть;
- первый стартер перемещает деталь в рабочую зону и размещает ее перед подвижной матрицей;
- второй стартер синхронизируется с ползунком, чтобы поместить деталь точно под прямым углом к штампам.
Система двойного ввода доступна на резьбонакатных станках INGRAMATIC начиная с типоразмера 5.
ФИКСИРОВАННЫЙ ДЕРЖАТЕЛЬ МАТРИЦЫ
Стабильность фиксированного блока держателя штампа имеет решающее значение для обеспечения допусков размеров деталей во время производства. Эта важная функция также должна обеспечивать возможность выполнения необходимых регулировок с высокой повторяемостью при настройке инструментов.
Эта важная функция также должна обеспечивать возможность выполнения необходимых регулировок с высокой повторяемостью при настройке инструментов.
На станках среднего и крупного размера INGRAMATIC использует двойной гидравлический зажим, как вертикальный, так и горизонтальный, блока держателя штампа. Это обеспечивает правильное усилие зажима и чрезвычайно удобно и практично в использовании. На блоке держателя штампа можно выполнить следующие регулировки:
- регулировка по высоте с помощью сужающегося клина на нижней опорной поверхности;
- регулировка расстояния и угла задней опорной поверхности с помощью четырех градуированных регулировочных винтов со стороны оператора.
Рама в зоне крепления блока штамподержателя усилена ребрами жесткости, обеспечивающими необходимую жесткость.
НАПРАВЛЯЮЩИЕ С ГИДРОСТАТИЧЕСКИМИ НАПРАВЛЯЮЩИМИ
В автомобильной промышленности и в промышленности в целом растет спрос на винты и крепежные детали, которые нарезаются после закалки и отпуска для повышения точности нарезания резьбы и сопротивления усталости компонентов. Высокие напряжения качения, создаваемые этими деталями, требуют специально разработанных резьбонарезных станков и опций.
Высокие напряжения качения, создаваемые этими деталями, требуют специально разработанных резьбонарезных станков и опций.
Начиная с размера 5, INGRAMATIC использует гидростатическую систему направляющих, которая отличается высокой несущей способностью и значительным демпфированием.
Смазка под давлением подается распределителем на специальные бронзовые направляющие, закрепленные на основной раме. Благодаря гидростатическим карманам в направляющих образуется слой масла, который равномерно распределяет рабочую нагрузку и поглощает любые удары, создаваемые при помещении детали между штампами.
Салазки, изготовленные из высокопрочного легкого сплава, с пластинами из закаленной стали в зонах подачи и корпусе подвижной матрицы, уменьшают вес чередующихся масс и обеспечивают высокую скорость производства.
Замкнутый контур рециркулирует смазку направляющих после ее охлаждения и фильтрации. Это гарантирует, что охлаждающая жидкость не загрязняется, продлевая срок службы охлаждающей жидкости и снижая эксплуатационные расходы.
ЭЛЕКТРОННЫЙ МАХОВИК
При настройке резьбонакатного станка очень важно иметь возможность проверить работу вводного узла и правильно накатить резьбу. Операторам нужен простой в использовании инструмент, который позволит им работать в условиях максимальной безопасности и избежать любой возможности повреждения инструментов или машины. INGRAMATIC оснащает свои резьбонарезные станки электронным маховиком, который позволяет выполнять несколько простых операций по наладке:
- ползун может перемещаться и управляться на очень низкой скорости без использования узла тормоз-муфта, что устраняет ненужный износ и продлевает срок службы узла;
- проверку соответствия штампа можно очень легко выполнить, сделав деталь на пол-оборота, а затем перевернув ползун, возвращая заготовку в исходное положение;
- визуальный контроль ввода заготовки с контролируемой скоростью позволяет анализировать движение и реверсировать вращение в любой точке хода ползуна;
- резьбонакатное изделие на пониженной скорости позволяет просмотреть и проверить полный рабочий цикл перед запуском непрерывного производства.

SC-MATIC / МОТОРИЗАЦИЯ
В современной производственной среде с короткими партиями и частыми переналадками операторам приходится обрабатывать все больше и больше данных для настройки машины, которая должна выполняться быстро.
Сенсорная панель управления, установленная на Машины INGRAMATIC позволяют просто и интуитивно управлять машиной и ее принадлежностями. Система предоставляет информацию о производстве, планово-предупредительном ремонте и постоянной диагностике работы резьбонакатного станка. Система SC-MATIC может хранить большое количество кодов продуктов. Имеется порт Ethernet для передачи данных и модем для активации онлайн-поддержки клиентов. Программное обеспечение SC-MATIC было разработано SACMA на платформе Siemens с операционной системой Windows-CE, чтобы сделать работу с резьбонакатными станками более простой и удобной.
СИСТЕМА КОНТРОЛЯ НАГРУЗКИ
Для высококачественного производства преимущества и вклад системы контроля нагрузки на современных резьбонакатных станках имеют принципиальное значение. Помимо защиты инструментов и движущихся частей резьбонакатного станка, система контроля нагрузки также обеспечивает эффективную проверку соответствия размеров нарезаемых деталей.
Помимо защиты инструментов и движущихся частей резьбонакатного станка, система контроля нагрузки также обеспечивает эффективную проверку соответствия размеров нарезаемых деталей.
Устройство SC600 было разработано SACMA для контроля напряжения при накатывании резьбы и также доступно для всех ИНГРАМАТИК машины.
В системе предусмотрено несколько точек приложения тензометрических датчиков, результаты которых выводятся на дисплей, встроенный в панель управления станка. Система управления бывает абсолютной (предварительно калиброванные датчики) или относительной (самокалибровка в процессе работы). Каждая машина также может быть оборудована для установки других систем управления нагрузкой в соответствии с требованиями заказчика. Обнаруженный сигнал напряжения также можно использовать для активации устройства отбраковки деталей ЧПУ.
НАПРАВЛЯЮЩИЕ ДЛЯ ВЫПУСКА С ОТКЛОНЕНИЕМ ДЕТАЛЕЙ
Потребность отрасли в бездефектных продуктах требует функций машин, которые обеспечивают окончательный контроль продуктов для обеспечения высокого качества и исключения дефектных продуктов. Контроль движения деталей также имеет решающее значение для уменьшения повреждений готовых деталей от ударов о компоненты машины или друг о друга во время разгрузки.
Контроль движения деталей также имеет решающее значение для уменьшения повреждений готовых деталей от ударов о компоненты машины или друг о друга во время разгрузки.
Компания INGRAMATIC изобрела и разработала запатентованную систему направляющих для разгрузки готовых деталей в сочетании с устройством отбраковки деталей.
Неисправность, обнаруженная системой управления нагрузкой, приводит в действие заслонку отбраковки и отделяет дефектные прокатные детали от соответствующих деталей.
На выходе из инструмента нужные детали передаются к разгрузочным направляющим, которые снижают скорость разгрузки, обеспечивая значительное снижение повреждений от ударов конвейерной лентой и правильно прокатанных деталей.
ЭРГОНОМИКА И БЕЗОПАСНОСТЬ
Современные станки должны быть спроектированы таким образом, чтобы гарантировать наилучшие условия труда для операторов с акцентом на их безопасность и защиту окружающей среды.
На резьбонарезных станках кабина обеспечивает звукоизоляцию (уровень шума ниже 80 дБ) и защиту оператора от движущихся частей.
Кабины резьбонакатного станка INGRAMATIC разработаны с учетом особенностей, которые помогают:
- операторы, широкими лестницами и платформами, продуманной панелью управления, установленной на вращающейся опоре, удобными входными дверцами-люками и эффективным освещением рабочей зоны;
- техников по техническому обслуживанию с помощью панелей, которые легко снимаются для доступа к механическим частям и системам обслуживания.
Платформа, на которой закреплена рама машины, также содержит технические жидкости, предотвращающие случайное проливание и просачивание в рабочую среду.
ШАЙБА В СБОРЕ
Растущий спрос со стороны промышленности на винты с предварительно установленными шайбами побудил производителей машин предложить специальные автоматические сборочные устройства.
Эти устройства вставляют одну или две шайбы в заготовку перед нарезанием резьбы, чтобы они стали одним целым с винтом.
INGRAMATIC оснащает свои машины сборочными единицами для одной или двух шайб, которые компактны по размеру и чрезвычайно универсальны.
Без ущерба для надежности и производительности резьбонакатного станка эти устройства могут использоваться для сборки различных типов шайб (плоских, скошенных, конических, волнистых, зубчатых, разъемных и т. д.) с широким диапазоном диаметров и длин заготовок.
Программное обеспечение SC-MATIC позволяет ПЛК легко и интуитивно управлять узлом сборки шайбы. Система сенсорного контроля гарантирует, что все винты, отправляемые на резьбонакатную машину, имеют шайбы, и гарантирует, что винты без шайб продолжают вращаться до тех пор, пока они не будут правильно собраны.
Для небольших винтов, производимых с высокой скоростью, используется специальный узел, в котором рычаги с кулачковым приводом оказывают давление на головку винта, чтобы противостоять действию центробежной силы.
БЛОК ШАЙБЫ И ПОРТИЗАТОРА
Ценность автоматической производственной системы измеряется автономностью ее работы, то есть временем работы без вмешательства оператора. Таким образом может быть достигнута высокая эффективность производства, что является предпосылкой рентабельности системы.
Таким образом может быть достигнута высокая эффективность производства, что является предпосылкой рентабельности системы.
Резьбонакатные станки INGRAMATIC могут быть оснащены Porter, транспортным устройством для автоматической загрузки шайб и заготовок в соответствующие подающие вибраторы. Портер состоит из вибрирующего бункера и подъемной системы с неподвижной колонной и подвижным баком. Бункер загружает детали в лоток, который поднимается по запросу и перемещает детали в вибрационный питатель. Загрузочное устройство управляется ПЛК машины, который позволяет производить загрузку в соответствии с уровнем деталей в вибрационном питателе и сигнализирует оператору о необходимости перезагрузки бункера.
РЕЗЬБОНАКАТНЫЕ СТАНКИ ТИПА P
Накатка шпилек и деталей без головки на резьбонарезных станках с плоской матрицей чрезвычайно выгодна с точки зрения качества и производительности.
Для получения такого результата необходима надежная система подачи, которая была проверена и протестирована.
INGRAMATIC может поставлять версии P всей линейки станков от размера 1 до размера 7. Детали для накатывания резьбы размещаются на одной линии с толкателем через трубку.
Пневматическое разделительное устройство обеспечивает правильную подачу деталей в рабочую зону.
Есть два возможных решения для подачи правильно расположенных деталей.
Резьбонакатная машина напрямую соединена с прогрессивным коллектором соединительной трубкой. Сформованная деталь отправляется с последней станции прямо на резьбонакатный станок.
Второе решение включает систему подачи с вибрационным питателем или элеватором в зависимости от длины детали, а также систему ориентации, которая либо механическая, либо использует цифровую камеру.
БЛОК УКАЗАНИЯ
Многие винты или болты требуют фаски или заострения перед накатыванием резьбы.
Существует множество различных типов наконечников, которые можно легко и недорого изготовить путем резки, а не с помощью сложных и дорогостоящих формовочных инструментов.
Шпиндель указателя INGRAMATIC установлен на моторизованной направляющей, поэтому его можно легко установить в правильное положение для заготовок различной длины.
Это положение можно запомнить, чтобы ускорить время настройки.
Заготовку сначала помещают между двумя пальцами, которые зажимают деталь и опускают ее к остряку, где вырезается острие.
Скрап выбрасывается вместе с охлаждающей жидкостью и собирается в специальный контейнер, где жидкость фильтруется и рециркулируется.
В соответствии с предпочтениями заказчика узел наведения может представлять собой автономный станок или рабочую единицу, интегрированную с резьбонакатным станком, для наведения деталей перед накатыванием резьбы с использованием одного и того же сборочного узла.
ЦЕНТР НАКАТЫВАНИЯ РЕЗЬБЫ
Поскольку гибкое производство стало жизненно важным для проникновения на новые рынки, машины должны быть настроены в соответствии с требованиями и стратегиями клиентов. Используя машинное проектирование на рабочих станциях CAD 3D, можно очень быстро разрабатывать индивидуальные решения с высоким уровнем точности.
Используя машинное проектирование на рабочих станциях CAD 3D, можно очень быстро разрабатывать индивидуальные решения с высоким уровнем точности.
На базе стандартных машин INGRAMATIC предлагает решения, способные удовлетворить самые сложные требования. Например, и винты, и шпильки можно производить, применяя разные системы подачи на одном и том же станке. Некоторые клиенты хотят выделить машину только для одного типа продукта на высокой скорости, чтобы сократить время простоя машины. Чтобы удовлетворить эту потребность, мы предлагаем решения с непрерывной и автоматической загрузкой заготовок. Особое внимание уделяется подающим частям машины (направляющие HSS, датчики контроля, разгрузочные направляющие, конвейеры и т. д.), которые должны гарантировать максимальную надежность и долговечность.
КОНСТРУКЦИЯ ИНСТРУМЕНТА
Изменяющийся мир резьбонакатного производства побуждает конструкторов и техников разрабатывать все более сложные продукты с использованием доступных передовых технологий.
При планировании новых инвестиций очень важно иметь возможность рассчитывать на надежного партнера, имеющего опыт проектирования и разработки оборудования, способного удовлетворить особые запросы.
Обширный опыт INGRAMATIC в области накатывания резьбы и поиска технологических решений в тесном сотрудничестве с заказчиками делает ее идеальным партнером на этом критическом этапе, который поможет ускорить сроки разработки проекта.
Команда инженеров, использующая инновационное программное обеспечение для моделирования и проектирования, работает вместе с клиентами над поиском лучших решений для производства продукции.
Сотрудничая с ведущими компаниями в этой области, INGRAMATIC также может предложить эффективные производственные системы «под ключ».
Троговые ролики для продажи списки
См. Также: новые модели (358)
Троговые ролики
REED A22HD
Тренажные ролики
Как новая, восстановлена OEM в 2018 году.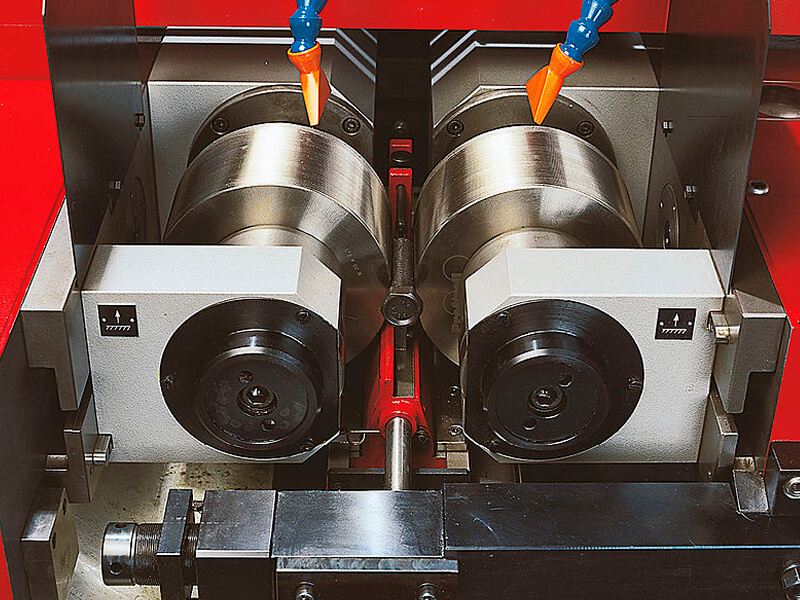 к Список запросов
к Список запросов
Запрос отправлен 11.10.22
Сравнить
Калифорния, США
Резьбовые ролики
GROW MORE РЕЗЬБОПРОКАТНЫЕ M3, M4, M5, M6
Резьбовые ролики
БРЕНД: GROW MORE, MACHINERY INTERNATIONAL, ТАЙВАНЬ-КИТАЙСКОЕ СОТРУДНИЧЕСТВО ВЫСОКОСКОРОСТНЫЕ РЕЗЬБОНАКАТНЫЕ СТАНКИ ДЛЯ РАЗМЕРОВ: M2 ДО M6 МАКСИМАЛЬНАЯ ДЛИНА: 3 ММ ДО 150 ММ ДОПОЛНИТЕЛЬНО: БЕЗ КРЫШЕК, SE…
Запросить цену
Добавлено в список запросов
Заявка отправлена 11.10.22
Сравнить
Haryana, India
Ride Rollers
4 Kinefac MC-5/10
Троговые ролики
Запрос.
Резьбовые ролики
CHUN ZU CTR-8 *3″
Резьбовые ролики
CHUN ZU — РЕЗЬБОНАКАТНЫЕ МАШИНЫ ДПР 5С — М5 Х 35 — 400 стр./мин.
DPR 5L — M5 X 50 — 400 частей на миллион
ДПР 6С — М6 Х 50 — 400 стр./мин.
ДПР 8С — М8 Х 50 — 350 стр. /мин.
DPR 8L — M8 X 75 — 320 стр./мин. С ВИБРАТОРНОЙ ПОДАЧЕЙ…
/мин.
DPR 8L — M8 X 75 — 320 стр./мин. С ВИБРАТОРНОЙ ПОДАЧЕЙ…
Запрос a Quote
Добавлено в список запросов
Запрос, представленная 10/11/22
Сравнение
Haryana, India
Ride Rollers
Waterbury #60 Feed
Ridelers
9 #waterbury #60. 60 МАШИНА С РУЧНОЙ ПОДАЧЕЙ
€51 487 — €102 971 EUR
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 11.10.22
Сравнить
United States 9 Pennsylvania, Pennsylvania,0005
Троговые ролики
Michigan 3237
Ride Rollers
Michigan/Excello Model 3237 «Roto-Flo» Spline Roller
. Сравнить
Соединенные Штаты
Резьбовые ролики
PEE-WEE P15 РЕЗЬБОНАКАТНЫЙ СТАНОК
Резьбовые ролики
4 Головка сегмента гнезда, разделитель деталей
Запросить предложение0005
Добавлено в список запросов
Запрос, представленная 10/11/22
Сравнение
Соединенные Штаты
Треневые ролики
Pee-wee P 15 CNC-AC
Rother Rollers
Roladora dece-ac
. (Алемана), Модель: P 15 U
Exelente condicion, Lista para trabajar.
(Алемана), Модель: P 15 U
Exelente condicion, Lista para trabajar.
19 608,61 € EUR
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 11.10.22
Сравнить
Мексика, Мексика
Рулоты потоков
BAD Duben PRZ 40 CNC-AC
Тренажные ролики
Запрос A Цитата
Добавлено в список запросов
Запрос. Предполагаемый 10/11/22
7777777777
.
Резьбовые ролики
REED A22
Резьбовые ролики
Запросить цену
Добавлено в список запросов
Запрос отправлен 11.10.22
7 Сравнить
50002 СШАРезьбовые ролики
REED A23
Резьбовые ролики
АРТИКУЛ #: BL8215 REED #A23 1/4″-3 3/4″ HORZ РЕЗЬБОВОЙ РОЛИК -3 МАТРИЦА ОСНАЩЕН: ПОДАЧА — ОТ 1/4″ ДО 3 3/4″
СКВОЗНАЯ ПОДАЧА — ОТ 1/4 ДЮЙМА ДО 1 ДЮЙМА
ДЛИНА РЕЗЬБЫ — ПОДАЧА ОТ 2 3/5″ ДО 20″
Вес: 5100 фунтов
ЦЕНА:.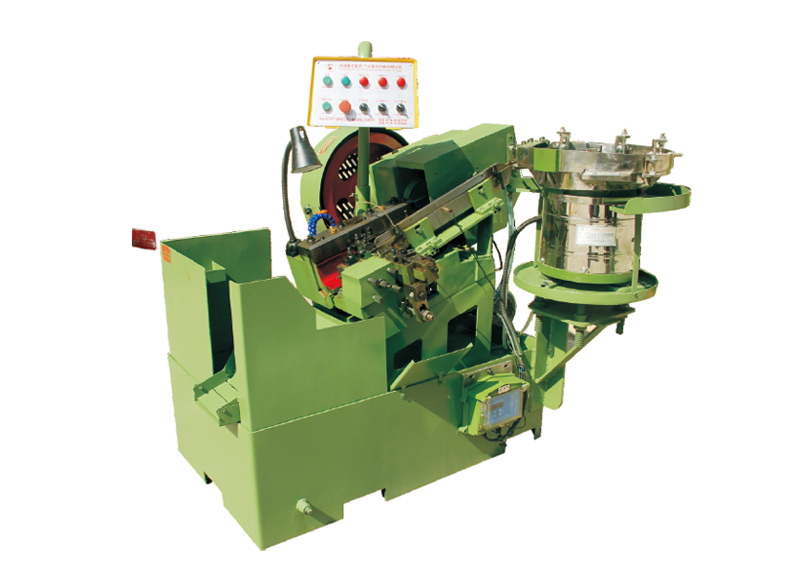 ..
..
8 186,19 € EUR
Запросить дополнительную информацию
Добавлено в список запросов
Заявка отправлена 11.10.22
Сравнение
Огайо, Соединенные Штаты
Треневые ролики
Tesker 840
Рулоны с потоком
Запрос A Цитата
Добавлено в список запросов
Запрос. Представленный 10/11/22
7777. Compare
9000.shipneshan. Штаты
Резьбовые ролики
CHIEN TSAI M10X150
Резьбовые ролики
Запросить цену
Добавлено в список запросов
Запрос отправлен 11.10.22
Сравнить
Тай-пей, Тайвань
Резьбовые ролики
EX-CELL-O 36-20
Резьбовые ролики
Информация скоро появится
Запросить цену
2
Запрос, представленная 10/11/22
Compare
США
Треневые ролики
Litton Reed A22B
Треневые ролики
Litton Reed A22B 3-Die Vertical Rollermanufficuer: Litton Reedmodel: A222B Условие/Последующее состояние. -2457WSТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:5/32″- 3 3/4″ ДИАМЕТР2 3/8″ ДЛИНА РЕЗЬБЫ НА ПОДАЧЕ1/4″- 1″ …
-2457WSТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:5/32″- 3 3/4″ ДИАМЕТР2 3/8″ ДЛИНА РЕЗЬБЫ НА ПОДАЧЕ1/4″- 1″ …
Запрос a Quote
Добавлено в список запросов
Запрос, представленная 10/11/22
Сравнение
Южная Каролина, США
Тренавые роллеры
Reed A22-704
Reed A22-704
. A22-704 ВЕРТИКАЛЬНЫЙ РЕЗЬБОВОЙ РОЛИКПРОИЗВОДСТВО: REED МОДЕЛЬ: A22-704 СОСТОЯНИЕ: НА ЗАПЧАСТИ / СОСТОЯНИЕ Б/У CW3041-2581E
Запросить цену
Добавлено в список запросов
Запрос отправлен 11.10.22
Compare
South Carolina, United States
Thread Rollers
REED A22B-1956
Thread Rollers
REED MODEL A22B-1956 VERTICAL THREAD ROLLERMANUFACTURE: REED MODEL: A22B -1956CONDITION: USED/GOOD CONDITIONCW3040-2581ESPECIFACTIONS:SERIAL : 1956НАПРЯЖЕНИЕ ПИТАНИЯ: 230ФАЗ: 3ЦИКЛ: 60ТОК ПОЛНОЙ НАГРУЗКИ.