Комбинированные станки: плюсы и минусы
Малым деревообрабатывающим компаниям сложно создать собственный цех станков. Этому может помешать недостаток финансирования или ограниченная площадь производственных помещений. Для выпуска небольших партии изделий из дерева можно использовать один комбинированный станок.
Парк универсальных станков различного технологического назначения, необходимый для изготовления даже несложных деревянных изделий, может состоять из целого ряда разных станков: круглопильных, фуговальных, рейсмусовых, фрезерных, сверлильно-пазовальных и шлифовальных. Для создания такого цеха требуется большая производственная площадь и разветвленная система удаления отходов обработки, что в итоге приводит к значительным инвестициям в приобретение, установку и эксплуатацию этого оборудования. Однако для изготовления многих видов изделий из древесины все эти станки не нужны. Малые деревообрабатывающие предприятия могут создать производство на основе комбинированных деревообрабатывающих станков
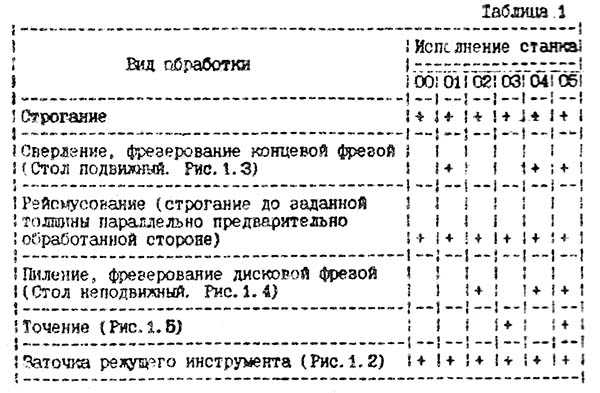
Комбинированные станки относятся к группе универсальных станков и предназначены для последовательного выполнения основного ряда технологических операций по обработке древесины. На этих станках может выполняться фугование, пиление – продольное, поперечное (торцевание) и под углом, фрезерование, сверление, пазование и т.д. В наименовании таких станков, сконструированных в советское время, вначале стоит буква «К» (комбинированный), за ней обычно следует цифровое обозначение ширины фуговального или рейсмусового стола, а затем – номер модификации: К-40М-1, КС-1 и т.д. Конструкции таких станков разрабатывались в соответствии с ГОСТ 15995 «Станки комбинированные и универсальные по дереву. Основные параметры и размеры». Модели отличаются не только набором выполняемых технологических операций, но и техническими параметрами: размерами обрабатываемой заготовки, частотой вращения инструмента и его диаметром, степенью механизации, установленной мощностью. Масса комбинированного станка может достигать одной тонны. В таблице 1 представлены примерные характеристики деревообрабатывающих комбинированных станков.

К комбинированным станкам относятся и многие бытовые станки, мощность которых не превышает 3 кВт. Каждое предприятие выпускает бытовые станки по собственным техническим условиям. Они могут выполняться конструктивно как в напольном, так и настольном варианте. Габариты настольного станка небольшие: высота стола относительно основания не более 300 мм, длина – около 750 мм, ширина – до 500 мм. Вес станка – 35–50 кг. Мощность электродвигателя настольных станков редко превышает 1 кВт (рис. 1).

Рис. 1. Настольный комбинированный станок Jet Performax-320
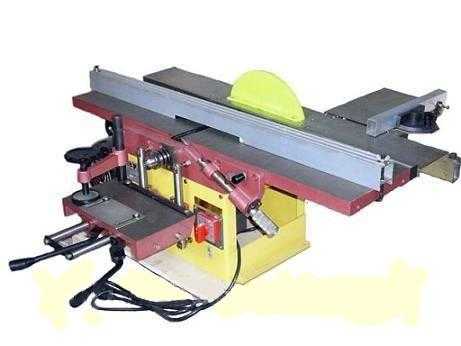
Габариты напольных станков больше, чем настольных, а вес их может достигать 200 кг (рис. 2). Для удобства перемещения некоторые станки оснащены опускающимися транспортными колесиками. Недостаточная мобильность напольных станков компенсируется более точной и качественной обработкой деталей – этому способствуют увеличенные базовые поверхности столов и направляющих линеек. В качестве примера можно привести российские станки «Энкор Корвет-320», «Фермер-4» и КЛ-96, китайские Master-200 и JWP-15, белорусский станок ИЭ-6009 А2 и немецкий MULTI 310 G. Существуют станки, комплектующиеся дополнительными модулями, позволяющими выполнять и более сложные операции – токарные, шипорезные, шлифовальные и т.д. Разработана даже конструкция комбинированного станка для фермеров, комплектующаяся дробилкой для зерна и грубых кормов. Торговые компании предлагают широкий выбор комбинированных станков на любой вкус и кошелек.

Рис. 2. Напольный комбинированный станок «Энкор Корвет-323»
Устройство комбинированного станка
Основой комбинированного станка является чугунная литая или стальная сварная станина, иногда даже сборная из штампованных элементов. Естественно, чем жестче и тяжелее станина, тем выше качество обработки из-за сокращения вибраций, но мобильность станка при этом снижается. На верхней части станины монтируется механизм резания – ножевой вал с дополнительными посадочными местами под крепление режущего инструмента – шейками для установки круглой пилы, фрезы либо шлифовального круга, конусом Морзе (внутренним или наружным) под крепление сверлильного патрона, сверл большого диаметра или опционных насадок, например, шлифовальной оправки.
На большинстве комбинированных станков рабочие зоны разнесены на разные стороны станины, например, на станке К5-400 можно работать с четырех сторон. Справа находится первая зона обработки, где осуществляется продольное распиливание заготовок по длине круглой пилой с помощью продольной направляющей линейки, а также их торцевание и зарезка «на ус» под углом. Причем подача заготовок на пилу может осуществляться как по столу, что оптимально для длинных, но узких заготовок, так и с использованием каретки, что особенно удобно при раскрое древесных плитных материалов по формату. С этой же стороны расположен вертикальный фрезерный шпиндель с направляющими линейками для продольного фрезерования. При фрезеровании с помощью этого шпинделя шипов на торцах деталей используется та же каретка, что и при пилении.
Вторая зона включает установленные на левой стороне станины фуговальные столы, а между ними – ножевой вал фуганка. Этот же ножевой вал используется и совместно со сверлильным и пазовальным устройством для формирования отверстий и скругленных продольных пазов, образуя третью рабочую зону. Четвертая рабочая зона находится с противоположной зоне пиления торцевой стороны станка и используется при рейсмусовании заготовок. Если при фуговании подача заготовок осуществляется на станке справа налево, то при рейсмусовании – в противоположную сторону.
Механизмом резания в обоих случаях является один и тот же ножевой вал, расположенный в этих процессах относительно заготовки, соответственно, снизу или сверху, а подача заготовок всегда направлена навстречу вращению резцов. Приводом механизма резания в большинстве случаев является асинхронный электродвигатель, схема подключения которого дает возможность станку работать как от промышленной сети трехфазного тока, так и от бытовой однофазной. Последний вариант включения наиболее характерен для комбинированных бытовых станков.
Напряжение сети может значительно отличаться от номинального изза неравномерной загрузки фаз. Это вызывает определенные проблемы с запуском электродвигателя, так что возможность выбора способа подключения станка к сети дает его владельцу определенные преимущества. Для станков российского производства наиболее характерно включение трехфазного электродвигателя в однофазную сеть с использованием конденсаторной схемы. Несмотря на то, что это снижает мощность, развиваемую двигателем, такой способ его запуска проще и дешевле в реализации, обладает высокой надежностью и не требует квалифицированного технического обслуживания. В большинстве конструкций импортных станков устанавливается электронный блок, позволяющий обеспечивать плавный запуск двигателя и регулировать его обороты.
Крутящий момент от электродвигателя на ножевой вал передается через ременную передачу, чаще всего клиновую. Электродвигатель устанавливается внутри станины и может либо перемещаться по направляющим, либо качаться вокруг оси подмоторной плиты, что позволяет регулировать усилия натяжения ременной передачи. Относительно ножевого вала на станине компонуются и остальные элементы станка, в первую очередь, базирующие – передний и задний фуговальные столы, пильный стол, пазовальный стол, направляющие линейки, прижимы, защитные элементы. В станках, способных осуществлять рейсмусование, под ножевым валом на станине монтируется рейсмусовый стол, настраиваемый по высоте. С боковой стороны станины монтируется приспособление для сверления, пазования, шлифования, а иногда и для заточки инструмента.
Основные технологические схемы обработки заготовок
Первой технологической операцией является продольный и поперечный раскрой пиломатериала. В первом случае (рис. 3) заготовка 3 укладывается на пильный плоский стол 1 и базируется своей кромкой по направляющей линейке 4, установленной параллельно плоскости пильного диска 2. Ширина отпиливаемой заготовки устанавливается по расстоянию между диском пилы и плоскостью направляющей линейки.
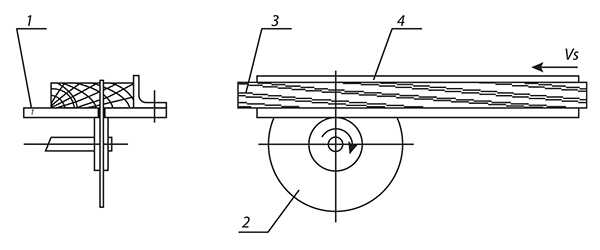
Рис. 3. Схема продольного пиления
Направляющая линейка перемещается относительно пилы вручную чаще с помощью винтового механизма, а величина перемещения контролируется по шкале. Во втором случае, когда возникает необходимость распиливания деталей поперек волокон и под другими углами к продольной оси заготовки, используют базирующий поворотный кронштейн. Для этого в продольный паз вдоль пильного стола станка, также параллельный пильному диску, устанавливается этот кронштейн, позволяющий базировать заготовку на столе под нужным углом и перемещаться вручную вместе с ней на вращающийся пильный диск. Иногда такой кронштейн снабжается эксцентриковым зажимом заготовки. Зона резания круглой пилы защищается специальным приспособлением. Сама пила закрывается регулируемым защитным кожухом, устанавливаемым по высоте в соответствии с толщиной распиливаемой заготовки. Иногда на этом кожухе может быть установлена когтевая завеса, препятствующая выбросу детали при встрече пилы с крупным сучком или гвоздем, а также вылету сучков и щепок из зоны резания в сторону оператора.
Вместо пилы на консольной посадочной шейке ножевого вала может устанавливаться цилиндрическая или профильная фреза, позволяющая осуществлять операции плоского или профильного фрезерования. В этих случаях появляется возможность с помощью направляющей линейки выбирать по кромке детали четверть или профиль – калевку. Следующей технологической операцией после раскроя является фугование – создание плоской поверхности заготовки по пласти или кромке как базы для дальнейшей обработки. Режущим элементом фуговального станка является ножевой вал 5, установленный между двумя столами – передним и задним. Столы параллельны друг другу и оси ножевого вала. Задний стол устанавливается неподвижно на станине станка по высоте в плоскости, касательной окружности резания ножей вала. Передний стол может перемещаться по высоте параллельно заднему с целью настройки на величину снимаемого припуска. Заготовка 3 укладывается на передний стол кривизной (выпуклостью) вверх, прижимается к нему вручную и обеими руками подается на ножевой вал. При наличии значительной кривизны заготовка может пропускаться на станке несколько раз.
В большинстве конструкций станков передний стол фуговального станка, а следовательно, и снимаемый припуск, имеет плавную ручную регулировку по высоте. Существуют станки, в которых для упрощения конструкции фуговальные столы представляют собой единую плоскую плиту, на заднюю поверхность которой за ножевым валом крепится стальная пластина толщиной 1–1,5 мм, что соответствует постоянной (нерегулируемой) толщине снимаемого припуска. Иногда литой задний стол относительно переднего имеет ступеньку по высоте, равную, как и в первом случае, толщине пластины. Операция фугования является одной из наиболее опасных в деревообработке. В фуговальных станках вращающийся между передним и задним столами ножевой вал закрывается подвижной шторкой, отодвигаемой в процессе подачи самой заготовкой, что исключает попадание пальцев рук в зону резания. Комбинированные станки, оснащенные рейсмусовым столом 1 (рис. 4), позволяют производить обработку детали в заданный размер по толщине. Подача заготовки 3 может осуществляться по направляющей линейке 4 либо с помощью ручного привода подачи заготовки (за счет вращения маховика, приводящего во вращение подающие вальцы 6), либо электромеханическим приводом. Для исключения выброса заготовки из зоны резания в сторону оператора предусмотрена когтевая завеса 7. Перемещением стола по высоте регулируется размер детали по толщине.
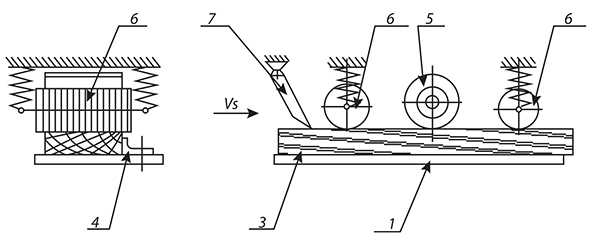
Рис. 4. Схема обработки детали при одностороннем рейсмусовании
Сверление и пазование на комбинированном станке осуществляется следующим образом (рис. 5): в закрепленный на консольном конце ножевого вала цанговый или трехкулачковый патрон устанавливается сверло 8 (или фреза) диаметра, соответствующего диаметру отверстия или ширине паза. Затем настраивается положение оси отверстия относительно базовой поверхности детали, для чего базирующий столик 1 сверлильно-пазовального приспособления ставится на нужный размер по высоте. Обрабатываемая заготовка 3 базируется по направляющей линейке 4, фиксируется на столике и далее надвигается на вращающееся сверло или концевую фрезу. При пазовании после заглубления концевой фрезы на заданную глубину заготовка со столиком перемещается на длину паза по упорам или разметке. При большой глубине паза его обработка возможна за несколько проходов последовательным ступенчатым заглублением вдоль оси фрезы до нужной глубины.
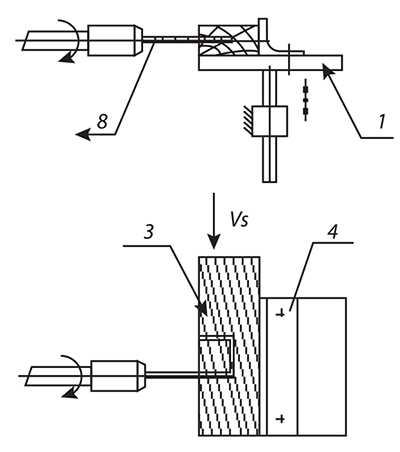
Рис. 5. Схема сверления и пазования детали
Установив на посадочную шейку станка вместо пилы абразивный отрезной диск, можно с помощью поворотного кронштейна выполнять резку металлических профилей – труб, уголков и тому подобное. Иногда на комбинированных станках производят заточку инструмента, заменив пилу на абразивный круг. Выполнение подобных операций без специальной оснастки и надежных ограждений режущего инструмента и зоны резания категорически запрещается. Как правило, подача заготовок на комбинированном станке осуществляется вручную. Но существуют станки, на столе которых монтируется съемный вальцовый автоподатчик, позволяющий механизировать подачу заготовок при их продольной обработке – фуговании, фрезеровании или пилении.

Рис. 6. Вальцовый автоподатчик заготовок
Техника безопасности при работе на комбинированном станке
Стремление создать станок с большим числом функций не всегда способствует удобству работы на нем, а зачастую и повышает вероятность получения травм. Поскольку каждая из опций требует защитного кожуха, а на столах станка установлен ряд таких устройств, получается, что зона обработки достаточно сужена. Это требует от станочника внимания, определенных навыков и четкого соблюдения требований техники безопасности при работе на станке. В вопросах безопасности на первый план нередко выходит человеческий фактор. Зачастую лень снять мешающее устройство или установить требуемое ограждение при обработке одной-двух заготовок приводит к травмам. Станки, выпускаемые ведущими зарубежными компаниями, предназначены для выполнения не более шести функций. Чем выше класс станка, его точность и габариты, тем меньше операций он позволяет выполнять. Австрийские промышленные комбинированные станки линейки CF7 фирмы Felder делают не более трех-четырех операций: фугование-рейсмусование, пиление-фрезерование-фугование, пиление-фрезерование-фугование-рейсмусование.
Немецкая компания Metabo выпускает линейку небольших комбинированных станков, которые позволяют выполнять от одной до пяти технологических операций. Причем внутри этой линейки станки различаются по значениям предельных параметров обработки. Например, ширина продольного фрезерования при фуговании и рейсмусовании имеет четыре типоразмера – от 260 до 410 мм. При этом на некоторых станках установлено до трех электродвигателей. Например, комбинированный станок Multi 310G (рис. 7), выпускаемый как для промышленной трехфазной сети 400 В, так и для бытовой 230 В, оснащен тремя электродвигателями. Первый двигатель с частотой вращения ножевого вала порядка 6000 оборотов в минуту используется для привода механизма резания, второй – для привода механизма подачи, третий – для привода резания вертикального шпинделя при фрезеровании. Скорость вращения фрезерного шпинделя может меняться простой переброской рычагом ремня на трехступенчатых шкивах – 4300, 6750 и 8500 оборотов в минуту.

Рис. 7. Напольный комбинированный станок Multi 310G
Станок Multi 310G может оснащаться кареткой для форматного раскроя, а также сверлильно-пазовальным устройством. С помощью каретки можно выполнять как раскрой плитных материалов по формату, так и шипорезные работы на вертикальном фрезерном шпинделе. Станина у станка сварной конструкции, а столы сделаны литыми чугунными. Станок имеет патрубок для подключения к индивидуальному или централизованному устройству сбора стружки и опилок. В одном из отечественных комбинированных станков, выпускавшихся ранее Боровичским заводом деревообрабатывающих станков, для большей безопасности эксплуатации независимые пильный и ножевой валы установлены в виде отдельных механизмов резания на качающемся суппорте. Причем при фрезеровании круглая пила пильного механизма утапливается в станину ниже уровня стола и суппорт жестко фиксируется, и наоборот – при подъеме пилы ножевой вал опускается под стол. Привод обоих механизмов осуществляется от одного электродвигателя разными ветвями клиноременной передачи.
Еще одной разновидностью комбинированного оборудования являются станки револьверного типа. Такой станок состоит из двух жестких торцовых стенок, на которых по продольной оси станка установлен поворотный суппорт. Этот суппорт выполнен в виде квадратной призмы, три боковые стенки которой являются базовыми столами при пилении, фуговании и фрезеровании. На торцах призмы смонтированы цапфы, входящие в расточки боковых стенок станка, вокруг которых осуществляется разворот суппорта из исходного состояния на 90 или 180 градусов при выборе для работы нужной технологической операции. При развороте суппорта на 90 градусов происходит замена пильного стола на фуговальный, а при дальнейшем развороте – на фрезерный стол. При этом рабочий уровень любого из столов относительно уровня пола остается постоянным. В торцовых стенках станка выполнены также специальные отверстия для установки фиксаторов положения суппорта. Внутри суппорта смонтирован электродвигатель привода, ременные передачи, пильный, фрезерный и фуговальный валы, а на наружной поверхности – на базовых столах – крепятся направляющие и прижимные элементы, защитные ограждения.
www.lesindustry.ru
МП8-1540 Станок деревообрабатывающий комбинированныйСхемы, описание, характеристики
Сведения о производителе деревообрабатывающего комбинированного станка МП8-1540
Разработчиком и изготовителем деревообрабатывающего комбинированного станка МП8-1540 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
МП8-1540 станок деревообрабатывающий комбинированный. Назначение, область применения
Бытовой комбинированный деревообрабатывающий станок МП8-1540 предназначен для комплексной обработки деталей из различных сортов дерева.
Станок МП8-1540 имеет простую конструкцию: электродвигатель с двухступенчатым шкивом и строгальный вал (шпиндель) с приемным шкивом соединены клиновым ремнем. Строгальный вал (шпиндель) имеет две скорости вращения — 1745 и 4465 об/мин при перестановке клинового ремня.
В одном торце строгального вала крепится приемный шкив в другом дисковая пила (дисковая фреза), сверлильный патрон, шлифовальный диск или гребенка токарного приспособления.
Станок выполняет следующие операции:
- Строгание (фугование) по плоскости до 200 мм по ширине и до 2,5 мм в глубину за один проход при скорости подачи заготовки до 5,4 м/мин. Скорость вращения ножевого вала — 4465 об/мин;
- Строгание в размер (ресмусование) по ширине до 200 мм и до 50 мм тощиной за один проход при скорости подачи заготовки до 5,4 м/мин. Скорость вращения ножевого вала — 4465 об/мин;
- Строгание по ребрам (кромке) под углом от 0 до 45°;
- Распиловка вдоль и поперек волокон доски толщиной до 50 мм при скорости подачи заготовки до 1,0 м/мин. Скорость вращения дисковой пилы 1745 об/мин;
- Фрезерование дисковой фрезой глубиной до 16 мм при скорости подачи заготовки до 2 м/мин;
- Сверление отверстий диаметром до 16 мм и Фрезерование торцовой фрезой диаметром до 16 мм;
- Токарная обработка заготовки диаметром до Ø 60 мм и длиной до 450 мм;
- Заточка инструмента шлифовальным кругом.
Принцип работы и конструктивные особенности комбинированного станка МП8-1540
Станок состоит из трех основных частей (см.рис.5.1):
- Строгальный механизм, закрепленный стойками на корпусе
- Привод
- Рейсмусовый стол
Электродвигатель закреплен внутри корпуса привода 3
Электрические аппараты, обеспечивающие работу электродвигателя, размещены в электрошкафу 5. Подвод электроэнергии производится, через шнур с вилкой 13.
Ограждение 4 закрывает вращающиеся части.
На строгальном механизме может быть установлено прижимное приспособление (рис. 6.2). В этом случае обрабатываются пиломатериалы толщиной до 50 мм. При большей толщине обработка ведется без прижимного приспособления.
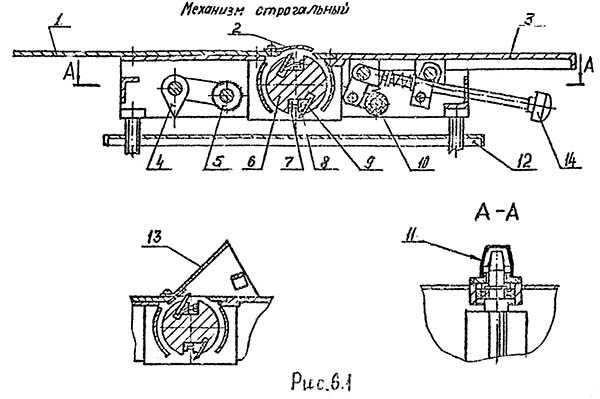
В строгальном механизме (рис.6.1) на подшипниках установлен ножевой вал 6, получающий вращение от электродвигателя через клиновую передачу.
МП8-1540 Общий вид комбинированного станка

Фото комбинированного станка мп8-1540

Фото комбинированного станка мп8-1540

Фото комбинированного станка мп8-1540

Фото комбинированного станка мп8-1540
Расположение составных частей и органов управления станком мп8-1540

Расположение составных частей и органов управления станком мп8-1540
- Механизм строгальный — МП8-1540.100.002.00
- Стол рейсмусовый — МП8-1540.200.002.00
- Привод — МП8-1540.410.001.00
- Ограждение — МП8-1540.450.000.00
- Электрошкаф — МП8-1540.610.003.00
- Кнопка пуска станка
- Кнопки отключения электродвигателя
- кнопка ввода в рабочее состояние теплового реле
- Вилка электрокабеля
- Рукоятка перемещения рейсмусового стола
Исполнения комбинированного деревообрабатывающего станка МП8-1540
Исполнения комбинированного станка мп8-1540
Строгальный механизм комбинированного деревообрабатывающего станка МП8-1540
Строгальный механизм комбинированного станка мп8-1540
Ножевой вал имеет конусную часть, на которую устанавливается рабочий инструмент (патрон) или переходная втулка для закрепления режущего инструмента (дисковая Фреза, пила, шлифовальный круг).
При пилении клиновой ремень с большего шкива электродвигателя перебрасывается на малый шкив для снижения числа оборотов.
При рейсмусовании пиломатериалы подаются под строгальным механизмом по поверхности рейсмусового стола 12 (см. рис.6.1). Загрузка производится со стороны, противоположной электрошкафу. Вертикальное перемещение рейсмусового стола производится цепной передачей при вращении рукояток 15 (см.рис.5.1).
Подачу пиломатериала обеспечивают ведущие валы 5 и 10 (см.рис.6.1), получающие вращение от электродвигателя черев зубчатую и цепную передачи.
Детали 4 «коготь», смонтированные на оси, предотвращают выбрасывание пиломатериала при работе ножевого вала.
Строгальный механизм (рис.6.1.) имеет неподвижный 1 я подвижный 3 столы. Глубина строгания выбирается установкой Подвижного стола, перемещаемого поворотом ручки 14.
Для нормальной работы строгального механизма необходимо:
1) Правильно установить и надежно закрепить ножи 9 на ножевом валу 6. Установка ножей проверяется с помощью шаблона, прижатого гранью к неподвижному столу 1. Шаблон входит в комплект поставки.
При повороте ножевого вала 6 правильно установленные ножи должны слегка касаться режущей кромкой нижней грани шаблона. После установки ножей 9 болты 7 крепежных клиньев 8 необходимо надежно затянуть.
Установленные заводом-изготовителем в ножевой вал ножи, клинья и болты комплектно подобраны по массе. Во избежание вибрации станка запрещается переводить детали из одного комплекта в другой.
2) Проверить натяжение ремня и цепной передачи, открыв ограждение 4 (см.рис.5.1). Натяжение контролируется путем приложения к середине ветви усилия 7Н(0,7кгс), при этом величина прогиба не должна превышать 12мм. Натяжение ремня регулируется поворотом электродвигателя после отпускания стопорной гайки рукояткой 14 (см. рис. 5.1). После натяжения ремня затянуть стопорную гайку поворотом рукоятки 14.
Натяжение цепи регулируется поворотом кривошипа, на котором установлен блок шестерня-звездочка. После регулировки затянуть стопорную гайку кривошипа.
3) Установить прижимное приспособление (рис.6.2) и закрепить его винтами. Рукояткой 1, расположенной сверху приспособления, установить прижимные ролики 2 на нужную толщину обрабатываемого материала
При строгании без прижимного приспособления оставлять открытой рабочую часть ножевого вала 6 (рис.6.1) на ширину обрабатываемого материала. Неработающая часть ножевого вала должна быть закрыта защитным кожухом 2.
При строгании коротких брусьев (до 500 мм) следует обязательно пользоваться дополнительным брусом для подталкивания, при этом работающий не должен находиться позади обрабатываемого материала. Строгание коротких брусьев производится только с прижимным приспособлением.
Конусный конец ножевого вала при строгании должен быть закрыт кожухом 11.
Комбинированный деревообрабатывающий станок МП8-1540 с фрезерным и сверлильным приспособлением
Комбинированный станок мп8-1540 с фрезерным и сверлильным приспособлением
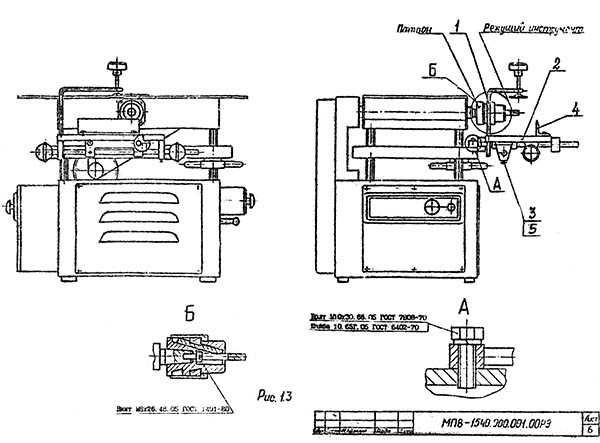
Стол для сверления и фрезерования (рис. 1.3) устанавливается на плоскость рейсмусового механизма и может перемещаться по высоте.
Предназначен стол для выполнения сверлильных и фрезерных работ инструментом, закрепленным в патроне. Патрон устанавливается на конический конец ножевого вала и крепится винтом через центральное отверстие.
Плита стола 2 переметается по скалкам 6,7 в двух направления. Стол после перемещения в нужном направлении фиксируется винтами 3.
ВНИМАНИЕ! ПРИ РАБОТЕ НА СТОЛЕ ДЛЯ СВЕРЛЕНИЯ И ФРЕЗЕРОВАНИЯ НОЖЕВОЙ ВАЛ ДОЛЖЕН БЫТЬ ЗАКРЫТ КОЖУХОМ.
Комбинированный деревообрабатывающий станок МП8-1540 с дисковой пилой
Комбинированный станок мп8-1540 с дисковой пилой
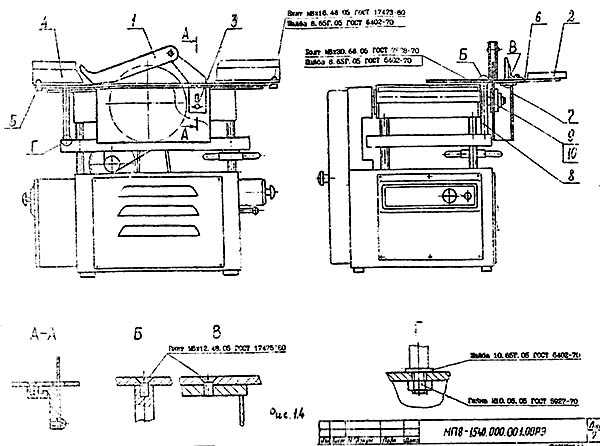
Стол для пиления и фрезерования устанавливается над строгальным механизмом (см. рис. 1.4).
Для пиления и фрезерования дисковой фрезой используется конусный конец ножевого вала, на который одевается переходная втулка 12 и крепится винтом. На втулку устанавливается дисковая фреза или пила, закрепляемые гайкой 10. Плита стола 6 крепится на стояках 13 к рейсмусовому механизму и может перемешаться в вертикальном направлении. Коническая втулка (патрон) снимается вращением гайки 11 при помощи ключа S-32. Пила (фреза) проходит через паз стола
Для защиты пильного диска в зоне резания устанавливается защитное приспособление 1, состоящее из расклинивающего ножа и козырька, и кожух 7. Для упора заготовки, при продольной распиловке, на столе . устанавливается направляющий уголок 4. Для распиловки под углом применяется направляющая 2, которая монтируется в паз стола 6 и устанавливается под нужным углом пропила
Комбинированный деревообрабатывающий станок МП8-1540 с токарным приспособлением
Комбинированный станок мп8-1540 с токарным приспособлением
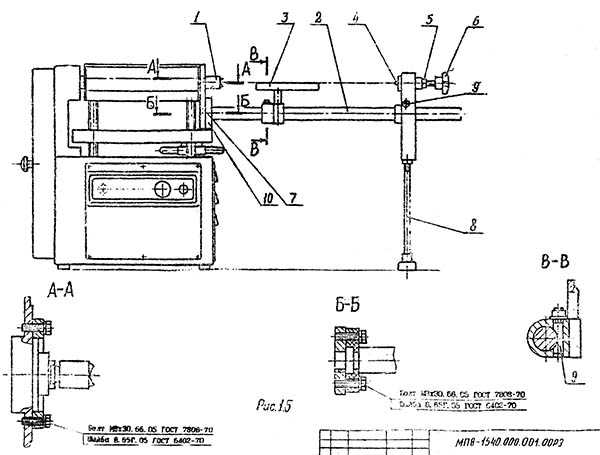
Приспособление для точения (см. рис. 1.5) крепится к строгальному механизму станка.
Состоит приспособление из гребенки 1, установленной на ножевом валу, скалки 2, закрепленной через переходную плиту 7 на строгальном механизме. На скалке устанавливается подручник 3 и задний центр 4. Задний центр устанавливается на длину заготовки и закрепляется на скалке.
Для выполнения токарных работ заготовка устанавливается между гребенкой и задним центром. Задний центр вращением маховичка 8 поджимает заготовку и контрится гайкой 5.
Заготовка для точения готовится в виде восьмигранника, имеющего описанную окружность 30 мм для древесины твердых пород, 40 мм для пород средней твердости и 60 мм для мягких пород. Максимальная длина заготовки 450 мм. Перед закреплением заготовки в станок для центра на одном торце необходимо пробить или высверлить отверстие глубиной 5-7мм. При точении обеспечить расстояние между подручником и заготовкой не более 5 мм.
ВНИМАНИЕ! ПРИ ТОЧЕНИИ ПОЛЬЗОВАТЬСЯ ЗАЩИТИЛИ ОЧКАМИ, НЕ ДОПУСКАТЬ ПРИСУТСТВИЯ ПОСТОРОННИХ ЛЮДЕЙ В ЗОНЕ ОБСЛУЖИВАНИЯ СТАНКА, НОЖЕВОЙ ВАЛ ЗАКРЫТЬ ЗАЩИТНЫМ КОЖУХОМ.
ЗАПРЕЩАЕТСЯ ЗАЧИЩАТЬ. ВРАЩАЮЩУЮСЯ ЗАГОТОВКУ ПРИЖАТИЕМ НАЖДАЧНОЙ ШКУРКИ РУКАМИ.
Комбинированный деревообрабатывающий станок МП8-1540 с прижимным и заточным приспособлением
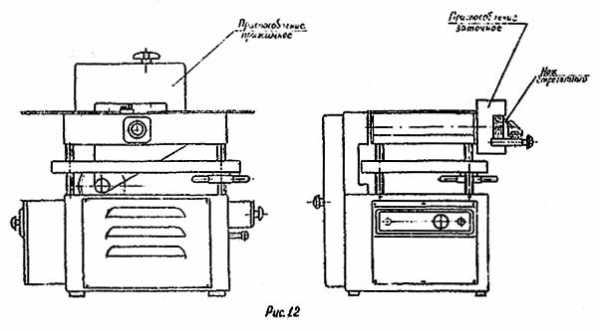
Станок мп8-1540 с прижимным и заточным приспособлением
Приспособление заточное (рис. 6.3) предназначено для заточки строгальных ножей.
Корпус 1 приспособления крепится к строгальному механизму. Шлифовальный круг через мягкие прокладки 6 крепится гайкой 5 на переходной втулке, установленной на конический конец ножевого вала. Для установки шлифовального круга необходимо снять направляющую планку 3.
Затачиваемый нож 8 крепится винтами 9 в каретке 4 и механизмом подачи 2 плавно подводится к шлифовальному кругу до появления слабой искры. Продольным перемещением каретки вдоль шлифовального круга производится заточка ножа.
Электрооборудование деревообрабатывающего комбинированного станка МП8-1540
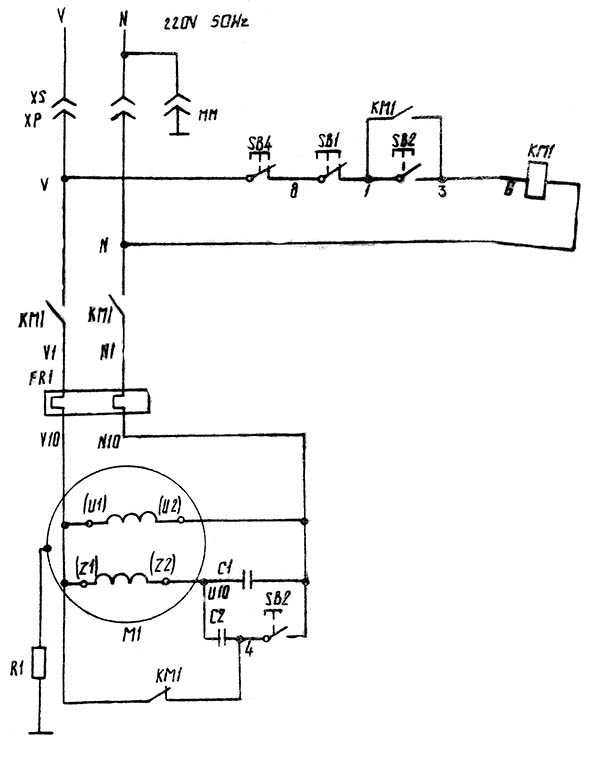
Электрическая схема станка МП8-1540 на 220 В
Станок имеет исполнения:
- МП8-1540 с однофазным электродвигателем;
- МП8-1540-600 с трехфазным электродвигателем
Станок комбинированный МП8-1540
Станок обеспечивает работу от однофазной сети напряжением 220 В +10% при частоте 50 Гц.
Подключение у потребителя провода ММ к розетке осуществляется к клемме «Заземление», а второй конец провода ММ подсоединить к винту на щитке счетчика, к которому подсоединен нулевой провод.
Станок не заземлять.
Потребитель должен установить на электрощитке стандартные плавкие вставки на ток 15-20 А или автоматический двухполюсный (трехполюсный) выключатель на ток 8-10 А.
Работа станка на холостом ходу более 10 минут недопустима.
Режим работы станка — повторно-кратковременный S3, ПВ60%, указанный в разделе 2.2. п.6 означает, что в течении каждого часа должно быть не более б включений, в каждом 10 минутном цикле между включениями обеспечить 6 минут работы и 4 минуты паузы, при этом во время паузы электродвигатель допускается не отключать.
Станок комбинированный МП8-1540-600
Станок обеспечивает работу от трёхфазной четырехпроводной сети с глухозаземленной нейтралью напряжением 380 В +10% при частоте 50 Гц.
Станок имеет заземление. Защитный зяземляющий провод является частью гибкого кабеля, подключаемого к питающей сети четырехштырковой вилкой.
Потребитель должен установить на электрощитке стандартные плавкие вставки на ток 10 А или автоматический трехполюсный выключатель на ток 4 А.
Получить от местных органов энергонадзора разрешение на подключение станка в электросеть и инструктаж по технике электробезопасности.
Подготовительные операции для МП8-1540

Углы заточки дереворежущего инструмента

Регулировка ножей в строгальном барабане станка МП8-1540

Планка для калибровки ножей в строгальном барабане станка МП8-1540
Ножи необходимо устанавливать так, чтобы они выступали на 1 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина, выставку ножей произвести по калиберной планке. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
Технические характеристики комбинированного станка МП8-1540
| Наименование параметра | БДС-4 | БДС-5 | МП8-1540 |
|---|---|---|---|
| Пиление дисковой пилой | |||
| Диапазон глубины пропила, мм | 50 | 50 | 50 |
| Наибольший диаметр пильного диска, мм | Ø250 | Ø250 | Ø200 |
| Посадочный диаметр пилы, мм | 32, 50 | ||
| Частота вращения пилы, об/мин | 2400, 4000 | 3000, 4500 | 1745, 4465 |
| Размеры рабочей поверхности пильного стола, мм | Наибольший диаметр дисковой фрезы, мм | 180 | 180 | 125 | Наибольшая глубина фрезерования, мм | 16 | 16 |
| Фугование (строгание) | |||
| Наибольшая ширина фугования (строгания), мм | 200 | 200 | 200 |
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 3 | 3 | 3 |
| Частота вращения ножевого вала на холостом ходу, об/мин | 2400, 4000 | 3000, 3900 | |
| Размеры строгального ножа, мм | |||
| Количество строгальных ножей в ножевом барабане | 2 | 2 | |
| Ширина строгальных столов, мм | |||
| Общая длина строгальных столов, мм | 1300 | ||
| Рейсмус | |||
| Максимальная и минимальная толщина заготовки при рейсмусовании (Высота подъема рейсмусового стола), мм | нет | нет | 60 |
| Наименьшая длина обрабатываемой заготовки при рейсмусовании, мм | нет | нет | 400 |
| Скорость подачи заготовки в режиме рейсмуса, м/мин | нет | нет | 5,4 |
| Размеры рабочей поверхности рейсмусового стола, мм | нет | нет | |
| Максимальная ширина рейсмусования, мм | нет | нет | 200 |
| Наибольшая толщина срезаемого слоя при рейсмусовании, мм | нет | нет | 3 |
| Сверление. Фрезерование концевой фрезой | |||
| Наибольший диаметр сверла, фрезы, мм | нет | нет | 16 |
| Размеры посадочных мест сверла, фрезы, мм | Морзе В18 | ||
| Размеры рабочей поверхности стола, мм | нет | нет | |
| Глубина сверления, мм | нет | нет | |
| Продольный ход стола, мм | нет | нет | |
| Устройство токарное | Частота вращения токарного шпинделя, об/мин | нет | 1300 | Наибольшая длина заготовки при токарной обработке, мм | нет | 630 | 450 | Наибольший диаметр заготовки при токарной обработке в центрах, мм | нет | 100 | 60 | Наибольший диаметр заготовки при токарной обработке на план-шайбе, мм | нет | 200 | Вес токарного приспособления, кг | нет | 26 |
| Электрооборудование станка | |||
| Род тока питающей сети | ~220В | ~220В / ~380В | ~220В / ~380В |
| Количество электродвигателей на станке, шт | 1 | 1 | 1 |
| Электродвигатель, кВт | 2,2 | 1,5/ 2,2 | 1,1 |
| Габарит и масса станка | |||
| Габарит станка (длна х ширина х высота), мм | 1035 х 560 х 1280 | 825 х 580 х 1000 | 720 х 525 500 |
| Масса станка, кг | 140 | 125 | 93 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник деревообрабатывающих станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Комбинированные станки в Санкт-Петербурге. | ООО Станкоинструмент
Главная » Каталог деревообрабатывающего оборудования » Комбинированные станки
Товары и услуги
Одним из наиболее востребованных на производстве станков являются деревообрабатывающие комбинированные станки. По конструктивным особенностям комбинированные станки подразделяются на следующие виды: окорочные, лесопильные рамы и ленточнопильные, круглопильные, продольно-фрезерные и фрезерные, шипорезные и сверлильные, сверлильно-пазовальные, долбежные, шлифовальные и токарные. Комбинированный станок является одним из универсальных решений проблемы деревообработки, так как деревообрабатывающее производство – это популярная в наше время сфера. Производители предлагают качественное оборудование и дополнительные инструменты: сменные ножи, точильное оборудование и фрезы. Комбинированный станок – это универсальное оборудование для задач по деревообработке. С его помощью осуществляется строгание, пиление, фрезерование. В итоге получается максимально профессиональный результат, которого можно достичь находясь в любых условиях. Широкопрофильный деревообрабатывающий станок – это универсальный помощник в любых начинаниях по обработке древесины. Чаще всего, станки этого типа используются небольшими фирмами для разнообразной обработки древесных заготовок.

Приобретая комбинированный станок следует помнить о двух вещах: номинальной мощности станка и его технологической цели. Деревообрабатывающий станок предназначен для продольного, углового и поперечного пиления, профильного фрезерования и рейсмусования, а так же сверления и строгания по плоскости. Сравнительно недавно компании, выпускающие промышленные деревообрабатывающие станки, старались повысить мощность и бесперебойность производимых агрегатов. Однако со временем тенденция изменилась и ставку начали делать на многофункциональность отдельного станка. В области деревообработки и смежной промышленности приобрели популярность многофункциональные комбинированные станки. Модификация старых агрегатов была заброшена и разработан принципиально новый аппарат с единственной целью: максимально расширить диапазон возможностей деревообработки единственного станка. Таким образом установка сумела скомбинировать в себе ряд функций фрезера, фуганка, точного рейсмусования и пилы.
Деревообрабатывающий станок комбинированного типа применяется не только крупными фирмами, но так же и небольшими столярными мастерскими с небольшой квадратурой помещений. Последние модели комбинированных станков по дереву имеют хорошие технические характеристики: мощность от полутора киловатт, пропильная глубина до 77 миллиметров, ширина строгания 0.25 метра. Доля рекламаций не достигает даже одного процента, что свидетельствует о высокой надёжности станка. Неудивительно, что данный тип установки приобрёл популярность по всему миру. Подбирая модель станка для своего предприятия необходимо принимать во внимание сразу несколько моментов: производительность, мощность, цели и задачи производства. Сегодня деревообработка занимает первое место по популярности, так как дерево по-прежнему активно применяется человеком в разных сферах его жизнедеятельности. Таким образом, создание и внедрение в производство комбинированных станков позволяет выполнять большее число операций за один проход.
stanokspb.ru
Деревообрабатывающие станки комбинированные
Характеристики Мощность 2200 Вт Обороты 4400 об/мин Вес брутто 240 кг Вес нетто 200 кг Гарантия 12 мес. Станок деревообр. универсальный ЭНКОР Корвет-323 1500Вт 3500об/мин макс.пропил.270мм В КОРОБКЕУниверсальный деревообрабатывающий станок «Корвет 323» предназначен для обработки заготовок из дерева и его производных: строгания по направляющей планке (строгальный станок), строгание по толщине в размер (рейсмусовый станок), продольного и поперечного пиления (пильный станок), выполнения рада сверлильно-фрезерных операций. Данные станки незаменимы в условиях мастерских ограниченной площади для изготовления широкого спектра столярных изделий. →
Характеристики Мощность 2200 Вт Обороты 3500 об/мин Вес брутто 295 кг Вес нетто 230 кг Гарантия 12 мес. Станок деревообр. универсальный ЭНКОР Корвет-321 2200Вт 3500об/мин В КОРОБКЕУниверсальный деревообрабатывающий станок «Корвет 321» предназначен для обработки заготовок из дерева и его производных: строгания по направляющей планке (строгальный станок), строгание по толщине в размер (рейсмусовый станок), продольного и поперечного пиления (пильный станок), сверлильно-долбежные операции (сверлильно-долбежный станок), выполнения ряда фрезерных операций (фрезерный станок).Данные станки незаменимы в условиях мастерских ограниченной площади для изготовления →
Характеристики Мощность 1500 Вт Обороты 3500 об/мин Вес брутто 135 кг Вес нетто 135 кг Гарантия 12 мес. Станок деревообр. универсальный ЭНКОР Корвет-322 1500Вт 3500об/мин макс.пропил.270мм В КОРОБКЕУниверсальный деревообрабатывающий станок «Корвет 322» предназначен для обработки заготовок из дерева и его производных: строгания по направляющей планке (строгальный станок), строгание по толщине в размер (рейсмусовый станок), продольного и поперечного пиления (пильный станок), выполнения рада сверлильно-фрезерных операций.Данные станки незаменимы в условиях мастерских ограниченной площади для изготовления широкого спектра столярных изделий. Переход →
Характеристики Мощность 2400 Вт Обороты 5400 об/мин Вес брутто 70 кг Вес нетто 69 кг Станок деревообр. универсальный МОГИЛЕВ ИЭ-6009А4.2 2400Вт 5400об/мин Машина предназначена для выполнения следующих видов механической обработки древесины: строгание по плоскости при ширине до 280 мм строгание под углом и по ребру распиловка вдоль и поперек волокон, под углом от 0 до 45 градусов фрезерования пазов дисковой и концевыми фрезами Преимущества: установлен автоматический выключатель, защищающий машину от перегрузки и позволяющий быстро отключить ее от →
Характеристики Мощность 2200 Вт Обороты 5500 об/мин Вес брутто 63 кг Вес нетто 59.5 кг Станок деревообр. универсальный МАСТЕР-УНИВЕРСАЛ 2200Вт 5500об/мин Многофункциональная переносная деревообрабатывающая машина МАСТЕР-УНИВЕРСАЛ, может использоваться в качестве строгальной, распиловочной и сверлильно-фрезерной машины. Максимальный размер пильного диска до 250 мм.Функции: строгание по плоскости строгание под углом строгание с прижимным устройством продольная распиловка продольная распиловка по ребру под углом отбор четверти поперечная распиловка поперечная распиловка под углом фрезерование сверление. Станок оснащен мощным асинхронным электродвигателем с температурной →
Характеристики Мощность 1700 Вт Обороты 5000 об/мин Вес брутто 57 кг Вес нетто 53 кг Станок деревообр. универсальный МОГИЛЕВ ИЭ-6009А2.1 1700Вт 5000об/мин Деревообрабатывающий станок ИЭ 6009А2.1 предназначен для: строгания с прижимным приспособлением по плоскости при толщине заготовки не более 50 мм строгания под углом и по ребру распиловки вдоль и поперёк волокон продольной распиловки под углом от 0 до 45 градусов фрезерования пазов дисковой фрезой Преимущества: в обмотке двигателя станка установлен термовыключатель, защищающий его от перегрева имеются →
Характеристики Мощность 2000 Вт Обороты 5500 об/мин Вес брутто 24 кг Вес нетто 43.6 кг Станок деревообр. универсальный МАСТЕР-УНИВЕРСАЛ 2000 2000Вт 5500об/мин Многофункциональная переносная деревообрабатывающая машина МАСТЕР-УНИВЕРСАЛ 2000 — это самый компактный и лёгкий станок. Основные функции: строгание, распиловка. Максимальный размер пильного диска — 210 мм.Функции: строгание по плоскости строгание под углом (по ребрам) строгание с прижимным устройством продольная распиловка продольная распиловка по ребру под углом поперечная распиловка поперечная распиловка под углом. Машина оснащена запатентованным устройством установки →
Модель MF 5-26 Пильный узел Характеристики Габаритные размеры стола, мм 1060х560 Габаритные размеры каретки, мм 1169х180 Ход каретки, мм 1270 Высота пиления при 0/45 град., мм 60/40 Диаметр пильного диска, мм 200 Посадочный диаметр пильного диска, мм 30 Частота вращения пильного диска, об/мин. 4800 Ширина пиления по направляющей, мм 540 Мощность двигателя, кВт 1,5 Фрезерный узел Характеристики Габаритный размер стола, мм 1060х560 Максимальный диаметр фрезы, мм 150 Максимальная высота/ход →
Станок деревообрабатывающий Фермер-4М предназначен для выполнения следующих видов механической обработки древесины: — строгания по плоскости при ширине обрабатываемой поверхности за один проход до 250 мм и толщине не более 80 мм; — строгания под углом и по ребру: — распиловки вдоль и поперек волокон; — продольной распиловки под углом от 0° до 45°; — фрезерование пазов дисковой и концевыми фрезами; — сверление диаметром от 3 мм до 16 мм. →
Станок деревообрабатывающий Фермер-4М предназначен для выполнения следующих видов механической обработки древесины: — строгания по плоскости при ширине обрабатываемой поверхности за один проход до 250 мм и толщине не более 80 мм; — строгания под углом и по ребру: — распиловки вдоль и поперек волокон; — продольной распиловки под углом от 0° до 45°; — фрезерование пазов дисковой и концевыми фрезами; — сверление диаметром от 3 мм до 16 мм. →
Станок деревообрабатывающий Фермер-4 предназначен для выполнения следующих видов механической обработки древесины: — строгания по плоскости при ширине обрабатываемой поверхности за один проход до 250 мм и толщине не более 80 мм; — строгания под углом и по ребру: — Рейсмусование шириной до 250 мм: — Шлифование: — распиловки вдоль и поперек волокон; — продольной распиловки под углом от 0° до 45°; — фрезерование пазов дисковой и концевыми фрезами; — →
Станок деревообрабатывающий Фермер-4 предназначен для выполнения следующих видов механической обработки древесины: — строгания по плоскости при ширине обрабатываемой поверхности за один проход до 250 мм и толщине не более 80 мм; — строгания под углом и по ребру: — Рейсмусование шириной до 250 мм: — Шлифование: — распиловки вдоль и поперек волокон; — продольной распиловки под углом от 0° до 45°; — фрезерование пазов дисковой и концевыми фрезами; — →
Технические данные: Глубина пропила, мм. не более…
i-perf.ru