Станки для производства саморезов в России
- Главная
- Продажа
- Специализированные станки и оборудование
- Станок для производства саморезов
Вы можете очень быстро сравнить цены станка для производства саморезов и подобрать оптимальные варианты из более чем 110056 предложений
Резьбонакатный станок для производства саморезов
Состояние: Новый
Резьбонакатный станок для производства саморезовХарактеристики:Максимальный диаметр: 6 мм.Максимальная длина: 75 мм.Спецификация динамической / Статической Зубчатой платы: 127/208 *25 мм.Макс….
01.07.2022 Москва (Россия)
20 500
Станки для производства саморезов
Состояние: Новый Производитель: Китай
В наличии
Станки для изготовления саморезов:1.
30.07.2021 Абакан (Россия)
1 495 000
Станки для производства саморезов
Состояние: Б/У Год выпуска: 2015 Производитель: SIMSOR TSIMSON Coch Com Dujiangyan Beyond Machinery Manufacturing Co., Ltd. (Китай)
Станок для холодной высадки SH-15B, двух-ударный, однопозиционный,SIMSOR TSIMSON Coch Com Dujiangyan Beyond Machinery Manufacturing Co., Ltd. в количестве 3 штуки.Технические характеристики…
20.12.2019 Казань (Россия)
6 250 000
Оборудование для производства саморезов Москва станок
Состояние: Новый Производитель: Китай (Китай)
В наличии
Продаем станок для производства саморезов в Москве с доставкой из Китая. Линия по производству саморезов (шурупов) купить с доставкой от производителя.Производственная мощность 120 винт /…
Линия по производству саморезов (шурупов) купить с доставкой от производителя.Производственная мощность 120 винт /…
05.09.2022 Москва (Россия)
Cтанок для производства саморезов по дереву в мск и нск
Состояние: Новый Производитель: Китай
Хотите начать свой бизнес и купить станок для производства саморезов по дереву? Компания ООО «Альфа «предлагает производственные линии для изготовления метизов по выгодной стоимости для…
05.09.2022 Москва (Россия)
Станок для производства стальных отводов
Состояние: Новый
В наличии
Станок для производства стальных крутоизогнутых отводов с помощью холодного изгибания труб,наматыванием на гибочный ролик.
levon.stepanian2012@yandex. ruСтанок для производства стальных…
ruСтанок для производства стальных…
21.04.2014 Москва (Россия)
390 000
Станок для производства колючей проволоки
Состояние: Новый
В наличии
Компания Siman выпускает различные виды автоматических станков для производства колючей проволоки. В наличии и под заказ станки для выпуска одноосновной и двухосновной колючей проволоки, а также…
15.06.2016 Москва (Россия)
Станок для производства шарнирной сетки
Состояние: Новый
В наличии
Завод строительных сеток Siman выпускает и предлагает уникальный станок для производства шарнирной сетки. Шарнирная сетка применяется по всем мире как №1 для ограждения больших сельскохозяйственных…
15.06.2016 Москва (Россия)
Станки для производства окоренных кольев фирмы Bezner
Состояние: Б/У
Станки для производства окоренных кольев фирмы Bezner
1. Окорочный станок
Тип – WP-35T
Год выпуска – 1977
Диаметры готовой продукции – 3 – 20 см
Максимальный диаметр сырья – 250 мм
Длина…
Окорочный станок
Тип – WP-35T
Год выпуска – 1977
Диаметры готовой продукции – 3 – 20 см
Максимальный диаметр сырья – 250 мм
Длина…
26.08.2020 Рязань (Россия)
Станок для производства полукруглого водосточного желоба
Состояние: Новый Год выпуска: 2015
Мобильный прокатный станок для производства полукруглого водосточного желоба 125 и 150 мм. Производительность — 9 или 15 м/мин (в зависимости от комплектации). Бесшовный полукруглый…
28.05.2019 Санкт-Петербург (Россия)
27 500
Станок для производства отводов YDM
Состояние: Новый Год выпуска: 2016
Компания «Вентас» представляет станок по производству отводов YDM (ILMAKSAN, Турция) по заводским ценам. Назначение данного оборудования – фальцевое соединение сегментов фасонного изделия.Станок…
Назначение данного оборудования – фальцевое соединение сегментов фасонного изделия.Станок…
18.10.2018 Москва (Россия)
2 342 205
Станок по производству колена водосточной трубы. Листогиб
Состояние: Новый Год выпуска: 2015 Производитель: США
В наличии
Компания «ГЛОБАЛ ТРЕЙД» эксклюзивный официальный поставщик полного комплекта водосточного и кровельного оборудования: станков по производству водосточной трубы, водосточного желоба, колена…
30.09.2022 Ростов-на-Дону (Россия)
400 000
станок для производства бескаркасных арочных ангаров
Состояние: Новый Год выпуска: 2014
В наличии
Мобильный станок для производства бескаркасных арочных ангаров.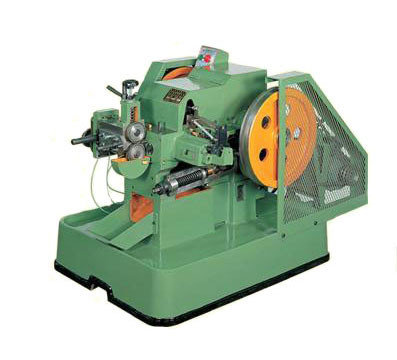
21.07.2015 Первоуральск (Россия)
1 800 000
Экструзионная линия (станок) для производства профиля ПВХ для натяжных потолков, багет, гарпун, вставка
Состояние: Новый
Экструзионная линия (станок) для производства профиля ПВХ для натяжных потолков, багет, гарпун, вставка. Гарантия качества. Доставка до Вас+пусконаладка и обучение. (Экструзионная линия + 3…
18.05.2016 Дзержинск (Россия)
32 000
Ручной станок для производства профнастила ZT 2150
Состояние: Новый
В наличии
Описание:
• глубина подачи листа не ограничена
• Толщина листа до 0,7мм
• Рабочая длина 2150 мм
• Профиль С18 (С8 ; С10 под заказ)
• производительность в смену 8 часов: до 250 погонных. ..
..
25.10.2016 Москва (Россия)
162 400
Ручной станок для производства профнастила ZT 2150
Состояние: Новый
В наличии
Описание: • глубина подачи листа не ограничена • Толщина листа до 0,7мм • Рабочая длина 2150 мм • Профиль С18 (С8 ; С10 под заказ) • производительность в смену 8 часов: до 250 погонных…
25.10.2016 Москва (Россия)
162 500
Состояние: Б/У Год выпуска: 2012 Производитель: Россия
Станок для производства штукатурной сетки ПВС-1250У плюс два комплекта ножей
20.01.2016 Нарофоминск (Россия)
1 000 000
Экструзионно-выдувные станки по производству канистр 5 литров, 10 литров
Состояние: Б/У
Компания купит экструзионно-выдувные станки для производства штабелируемых полиэтиленовых канистр 5 и 10 литров.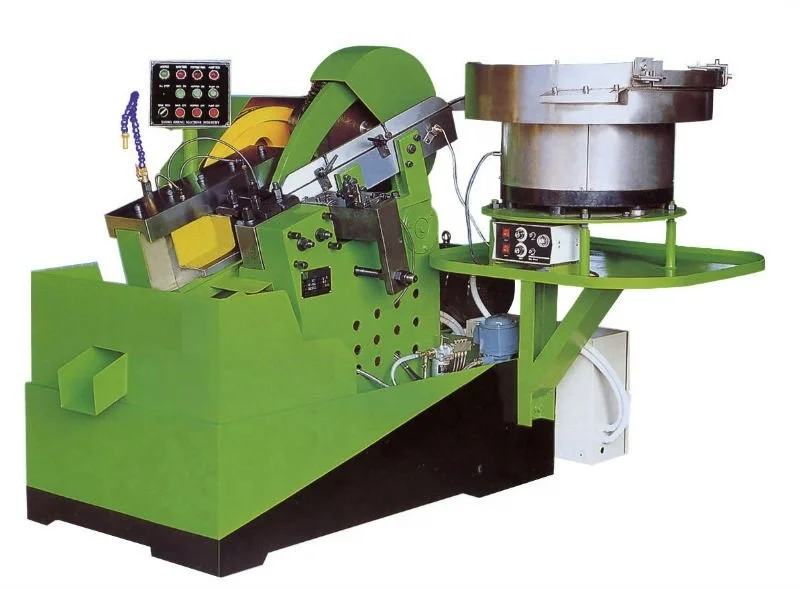 Нужны станки с автоматической обрезкой облоя, паризон контроль, двухсекционные….
Нужны станки с автоматической обрезкой облоя, паризон контроль, двухсекционные….
25.01.2016 Армавир (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку для производства саморезов почти как на Авито и TIU
Видео станка для производства саморезов
Станки для изготовления саморезов оптом от производителя с Express China
На наших складах в Китае нет товарных остатков станка для изготовления саморезов для реализации юридическим или физическим лицам. НО! Мы легко можем найти и провести переговоры непосредственно с производителем, заключить контракт и проконтролировать производство. Проверить на качество перед отправкой из Китая.
Характеристики станка для изготовления саморезов
- Холодновысадочный станок WN0564
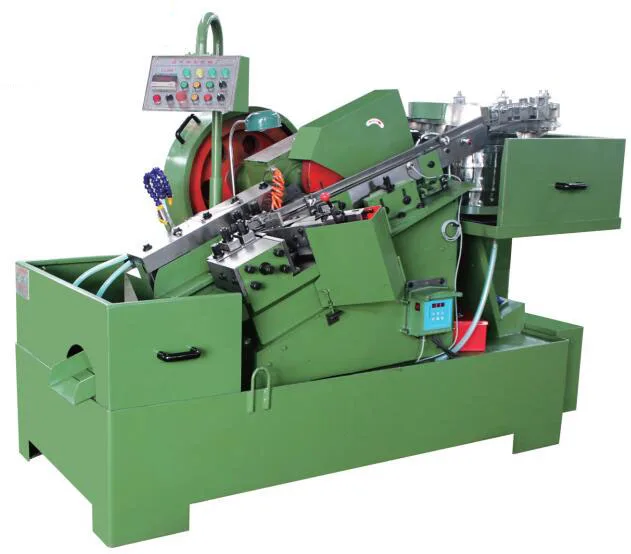
- Резьбонакатный станок WN06050
Сырье для производства:
Как правило, для производства такого рода крепежных изделий используются:
• латунь,
• высокоуглеродистая и нержавеющая сталь.
• в Китае большинство саморезов из углеродистой стали марки 1008,1018,1022.
Выбирая сырье, необходимо учитывать и вид выпускаемой продукции, и конструктивные особенности приобретенного оборудования.
• заготовки,
• определенного диаметра проволока для производства саморезов в бобинах.
Вряд ли у вас возникнут сложности с поиском поставщиком. Ведь на территории России функционируют множество заводов, работающих с металлопрокатом. Основополагающие здесь факторы: стоимость сырья и сроки его доставки.
Для производства саморезов необходимы следующие оборудование:
• Растягивающая машина (для растяжки круглой арматуры)
• Станок для изготовления головки
• Резьбонакаточная машина
• Оборудование для отжига и пропитки углеродом.
• Оборудование для оцинковки.
Стоимость и сроки поставки
Почему не указана цена?
Мы не являемся продавцами станков для изготовления саморезов и не держим в наличии никакой товар. Наша задача найти самых надёжных производителей или поставщиков на любых китайских интернет-площадках и на оптовых рынках. Дать вам всю необходимую информацию для заказа нужной партии с требуемыми вам характеристиками. Цена меняется от фабрики к фабрике и очень сильно зависит от объема закупки и характеристик.
Наша задача найти самых надёжных производителей или поставщиков на любых китайских интернет-площадках и на оптовых рынках. Дать вам всю необходимую информацию для заказа нужной партии с требуемыми вам характеристиками. Цена меняется от фабрики к фабрике и очень сильно зависит от объема закупки и характеристик.
Какая может быть наценка?
Из личного опыта можем сказать, что разница между ценой в Китае и ценой у оптовиков в странах СНГ может отличаться на 80 и более процентов. Но тут есть нюансы с затовариванием у оптовиков.
Например, крупный оптовик в столице или регионе заказал большую партию станков для изготовления саморезов по очень низкой цене. Реализовал большую часть партии с хорошей наценкой и распродаёт остатки по себестоимости или даже ниже. В таком случае цена на станки для изготовления саморезов может быть очень низкой, даже меньше, чем у производителя в Китае.
Со среднестатистическими тарифами и сроком перевозки из Китая можете ознакомиться ниже. Имейте ввиду, что это среднее значение для всех видов товаров и уже включает таможенное оформление. Стоимость поставки станка для изготовления саморезов может отличаться как в меньшую, так и в большую сторону
Имейте ввиду, что это среднее значение для всех видов товаров и уже включает таможенное оформление. Стоимость поставки станка для изготовления саморезов может отличаться как в меньшую, так и в большую сторону
Где же купить станки для изготовления саморезов?
Компания Express China в течение многих лет сотрудничает с китайскими фабриками и поставщиками, поэтому мы знаем все о новейших поступлениях и можем оказать вам поддержку в приобретении оптовой партии недорого. Сотрудничая с нами, вам не нужно будет тратить время на поиски поставщика станка для изготовления саморезов, сравнение цен, оформление документов и решение вопросов, связанных с доставкой и растаможкой. Наши специалисты все это сделают за вас
Китай всегда славился стремительно развивающимся производством, доступной стоимостью товара и множеством оригинальных решений, аналоги которым найти сложно. Производство этой страны всегда идет вперед, ставя цель быть первыми на рынке и предлагать станки для изготовления саморезов по конкурентным ценам. Именно поэтому сотрудничество с поставщиками из Поднебесной является привлекательным для вашего бизнеса решением. Сложно найти более выгодного партнера.
Именно поэтому сотрудничество с поставщиками из Поднебесной является привлекательным для вашего бизнеса решением. Сложно найти более выгодного партнера.
Пользуясь нашими услугами, вы можете заказать в Китае товар, аналогов которому еще нет в России, а также приобрести то, что уже известно покупателям и завоевало популярность. В любом случае вы выигрываете, поскольку обеспечен стабильно высокий спрос и минимальные вложения в закупку и транспортировку. Воспользовавшись нашими услугами, вы можете заказать все для одностраничника или магазина.
Мы работаем с проверенными поставщиками, которые предоставляют только качественный товар и предлагают наиболее доступные цены. Для того, чтобы отыскать на китайском рынке таких выгодных партнеров самостоятельно, вам придется потратить много времени и, возможно, совершить ряд неудачных покупок.
С нами вы экономите время и можете заказать станки для изготовления саморезов уже сейчас.
Как заказать станки для изготовления саморезов
Укажите требуемые характеристики и объем партии в простой форме
Мы оперативно свяжемся с производителем или поставщиком и обсудим варианты взаимовыгодного сотрудничества
Запросить цену
Видео с канала компании Express China
C 2019 года мы активно ведем канал на YouTube, где регулярно публикуем видео с инструкциями, обзорами рынков и фабрик. Всю эту информацию мы готовим для вас бесплатно, чтобы дать представление о бизнесе с Китаем. Также мы хотим оградить от возможных ошибок новичков, которые могут довериться большому числу личностей, предлагающих сомнительные базы поставщиков за деньги, за очень большие деньги.
Всю эту информацию мы готовим для вас бесплатно, чтобы дать представление о бизнесе с Китаем. Также мы хотим оградить от возможных ошибок новичков, которые могут довериться большому числу личностей, предлагающих сомнительные базы поставщиков за деньги, за очень большие деньги.
Если вы решили заказать товар из Китая, то вы приняли верное решение, а вложенные средства окупятся в минимальные сроки. Сотрудничая с нами, сделать заказ очень просто. Для этого вам достаточно связаться с нашими специалистами и сказать, что бы вы хотели заказать и в каком объеме.
Мы в минимальные сроки подберем для вас поставщика, который предоставит качественный товар недорого. В течение многих лет мы сотрудничаем с большим количеством производителей, поэтому поиск не займет много времени. Мы предлагаем только те варианты, надежность которых проверена временем.
В течение многих лет мы сотрудничаем с большим количеством производителей, поэтому поиск не займет много времени. Мы предлагаем только те варианты, надежность которых проверена временем.
Вопросы с заключением договора на поставку, переговоры с поставщиком мы также берем на себя. Вам не обязательно лично ехать в Китай для того, чтобы приобрести станки для изготовления саморезов. Вы можете уделить время решению других вопросов, а наш представитель в Поднебесной сделает все быстро и качественно.
Если вас волнует вопрос доставки станка для изготовления саморезов, то и эту проблему мы решаем. Вам нужно всего лишь обозначить приемлемые сроки доставки. Мы поможем вам определиться, какому виду транспорта отдать предпочтение, чтобы получить оптимальное соотношение финансовых расходов и сроков доставки. Наши специалисты разработают логистическую схему, которая значительно сократит сроки пребывания товара в пути. При необходимости будет задействовано несколько видов транспорта и обеспечена возможность хранения товара на складе.
Вопросы растаможки волнуют многих бизнесменов, которые планируют поставлять товар из Китая. Для человека, не имеющего опыта и знаний в данной сфере, этот процесс действительно может затянуться, а цена процедуры будет обременительной для бюджета. Мы знаем все тонкости законодательства и порядок оформления документов, поэтому с нами ваш товар пройдет растаможку без заминок.
Стоимость наших услуг минимальна, а время, которое вы сэкономите, и выгодная цена приобретенного товара будут работать на вас.
Воспользовавшись нашими услугами, вы можете заказать абсолютно все. Мы предлагаем самый широкий спектр выгодных решений. Можете быть уверены, что товар будет соответствовать заявленным вами характеристикам, а качество окажется на высоте. Мы не работаем с сомнительными поставщиками, поэтому вы не будете разочарованы.
Компания Express China имеет в Китае собственных представителей, которые свободно владеют китайским языком и могут грамотно вести переговоры. Если вы захотите присутствовать при переговорах лично, то наш переводчик поможет вам преодолеть языковой барьер, а если вы ограничены временем, то мы всю работу можем взять на себя.
Мы имеем большой опыт грузоперевозок из Китая. Ваш товар будет доставлен в минимальные сроки, а его безопасность в пути мы гарантируем. Если для вас в приоритете низкая стоимость доставки, то мы можем предложить вам бюджетные варианты, которые займут больше времени, но выгодны для бюджета. Если товар нужно доставить срочно, то и этот вопрос мы можем решить.
Сотрудничество с Китаем открывает широкие возможности для успешного бизнеса, которые теперь доступны Вам благодаря Express China. Заполните простую форму на сайте или свяжитесь с менеджером для бесплатной консультации
Станок для производства саморезов цена
Содержание:- Производительность станков
- Фирмы, производящие станки
- Станок для саморезов в работе:
- Станки для производства саморезов цена:
Среди самых различных материалов, которые используются для ремонтных и для строительных работ, отдельно можно говорить о саморезах. На сегодняшний день они не зря считаются достаточно востребованным видом продукции – без саморезов, в принципе, не мыслим не один ремонт, и не одно строительство. А потому производство саморезов становится довольно популярным видом современного бизнеса и приносит стабильный доход. Такое оборудование, предназначенное для изготовления саморезов, представлено не только отечественными, но и зарубежными фирмами. Такое оборудование обладает традиционно самыми различными техническими характеристиками, довольно широким ценовым диапазоном и отличаются по своей конструкции.
А потому производство саморезов становится довольно популярным видом современного бизнеса и приносит стабильный доход. Такое оборудование, предназначенное для изготовления саморезов, представлено не только отечественными, но и зарубежными фирмами. Такое оборудование обладает традиционно самыми различными техническими характеристиками, довольно широким ценовым диапазоном и отличаются по своей конструкции.
Производительность станков
К примеру, одни из самых последних и новейших станков обладают производительностью, определяющейся количеством произведенных саморезов – до шестидесяти штук в минуту. Обычно такие станки рассчитаны на выпуск конкретной продукции и ассортимент ограничен.
Оборудование, которое в большинстве случаев способно выпускать около двухсот пятидесяти саморезов за одну минуту. Можно говорить о большом разнообразии продукции, которая отличается по диаметру, по длине, по материалу, из которого изготовлены изделия. А потому не может быть одинаковой цена станков. Самое простое оборудование может стоить около двух тысяч долларов, а оборудование сложнее по конструкции и техническим характеристикам стоит намного выше. Цена будет зависеть также от вида станка и компании, которая его произвела.
Самое простое оборудование может стоить около двух тысяч долларов, а оборудование сложнее по конструкции и техническим характеристикам стоит намного выше. Цена будет зависеть также от вида станка и компании, которая его произвела.
Фирмы, производящие станки
На современном рынке строительного оборудования станки, предназначенные для производства саморезов, выпускаются большим множеством компаний-производителей. Одним из самых больших показателей спроса имеет оборудование, которое выпускает Тайваньская фирма LianTeng, а также компания FOB. Они выпускают оборудование марок YH и NF.
К примеру, холодновысадочные станки для производства саморезов Yh3076 способены выдавать около ста двадцати саморезов за одну минуту. Следует отметить надежность этого оборудования на протяжении длительного времени и достаточную простоту его эксплуатации. Поэтому станок этой марки сегодня используется на многих предприятиях. Подобные холодновысадочные автоматы ориентированы на производство саморезов необыкновенно высокого качества и могут работать на достаточно высоком уровне точности. Но такой станок для производства саморезов цена ожидает довольно приличная. Тем не менее, они могут похвастаться небольшим сроком своей полной окупаемости. Спрос на станки этой марки сегодня только продолжает расти.
Но такой станок для производства саморезов цена ожидает довольно приличная. Тем не менее, они могут похвастаться небольшим сроком своей полной окупаемости. Спрос на станки этой марки сегодня только продолжает расти.
Станок для саморезов в работе:
Станки для производства саморезов цена:
Сам процесс обыкновенного изготовления саморезов не несет в себе никаких особенных «подводных камней» и является достаточно простым. Более точно о цене той или иной марки оборудования, служащего для выше описанных целей, можно узнать в интернете. Введите в поисковик «станок для производства саморезов цена» и Вы будете вознаграждены списком всевозможным фирм-производителей и марок станков для производства саморезов.
Цену на станки можно узнать по запросу у компаний, приведенных ниже.
Купить станок для производства саморезов можно здесь:
ЗАО «Монолит»
Адрес: г. Москва, Авангардная, 5
Москва, Авангардная, 5
Телефоны: (495) 452-18-92
ООО «Авто»
Адрес: г. Казань, ул. Восстания, 60
Телефоны: (843) 245-14-45
ООО «Техносервис Красная заря»
Адрес: г. Санкт-Петербург, Большой Сампсониевский проезд, 60
Телефоны: (812) 333-26-58
Читаем дальше — узнаём больше!
Прочный монтаж: использование закладных деталей и анкеров
Монтаж водяного теплого пола
Новые технологичные материалы, используемые в строительстве
Какие виды болтов востребованы в сферах быта и промышленности?
Саморезы по металлу со сверлом
- 2.
 68
68 - 1
- 2
- 3
- 4
- 5
Голосов: 250
Ответить
Загрузить ещё
Тайваньская линия для изготовления саморезов по дереву
новинка
Артикул: 619
92500 USD
Купить в 1 клик
Тайваньская линия для изготовления саморезов по дереву
Тайваньская линия для изготовления саморезов по дереву
Данные модели станков производят популярные размеры саморезов по дереву и металлу, станки тайваньского производства обладают повышенным ресурсом эксплуатации, позволяют производить наиболее востребованные типы саморезов по дереву, а также по металлу (требуется последующая обработка в термозакалочной печке), сборка станков осуществляется из материалов высокого качества и с привлечением профессиональных инженеров и технических специалистов различного профиля. Ресурс работы расходных материалов – 1 год при 12 часовой рабочей смене, либо более 1./3a42c959cc31fd7.ru.s.siteapi.org/img/e1559ab039e15f71349ce880bdae3138124297f1.jpg) 3-1.6 года при 8 часовой смене. Для работы за станками нужен опытный оператор, это поможет избежать поломок и внезапного выхода станков из строя. Станки достаточно легковесные, что позволяет сэкономить на стоимости доставки и таможни.
3-1.6 года при 8 часовой смене. Для работы за станками нужен опытный оператор, это поможет избежать поломок и внезапного выхода станков из строя. Станки достаточно легковесные, что позволяет сэкономить на стоимости доставки и таможни.
Холодновысадочный автомат BE-2/50 — 56 500 USD
Технические характеристики
Диаметр конечного продукта: 2-5 мм
Длина конечного продукта: 10-50 мм
Производительность: 180 шт/мин
Мощность: 2.2 кВт
Размеры станка: 2.3×1.3×1.3 м
Вес: 1600 кг
Вес в упаковке: 1800 кг
Резьбонакатной станок DF-2/75 — 36 000 USD
Технические характеристики
Диаметр конечного продукта: 2-5 мм
Длина конечного продукта: 10-75 мм
Производительность: 280 шт/мин
Мощность: 5.6 кВт
Размеры станка: 1.8×1.7×1.6 мм
Вес: 1400 кг
Вес в упаковке: 1600 кг
ОСНОВНЫЕ ВОПРОСЫ ПО ПРОИЗВОДСТВУ САМОРЕЗОВ
Прессформы изготавливаются заводом под конкретный диаметр саморезов (предварительно согласованный с покупателем), поменять его невозможно
Прессформа на холодновысадочный автомат формирует дизайн головки, диаметр и длину самореза
Прессформа (состоит из 2 плашек, одна крепится на станке, другая подвижна) на резьбонакатной станок накатывает резьбу на саморезах
Чтобы производить саморезы одного диаметра, с одинаковым дизайном головки, с одинаковой резьбой, но с разной длиной нужно приобрести: 1 прессформу на холодновысадочный автомат и несколько прессформ на резьбонакатной станок в зависимости от диаметра и длины самореза), а длину самореза регулировать с помощью замены стержней в прессформе
Стержень выталкивает (высаживает заготовку), пробойник формирует тип шлица самореза, устанавливаются в прессформу на холодновысадочном автомате
Со станками поставляется инструменты: набор гаечных ключей, крестовая отвёртка, шестигранный ключ, инструкция на английском языке
Рекомендованное сырье: проволока из углеродистой стали, медь, нержавеющая сталь, карбоновая сталь можно использовать без термозакалки для дерева, гипсокартона, проволока ГОСТ 5663-79, Применяемые марки стали: 08-20 кп, 08-45, СТАЛЬ 10, 08; 08кп; 10-10кп; 15-15кп; 20; 20кп; 25; 30; 35; 40; 45./3a42c959cc31fd7.ru.s.siteapi.org/img/f06002551cd7158e5bfd4914647286e4c74571b0.jpg)
Cырье можно купить в РФ цена за 1 тонну: 70-110 т.р. на Урале (Челябинск, Магнитогорск, Екатеринбург и т.д.), проволока из Китая обойдется в 5700-6500 USD/тонна
Данные станки без ЧПУ
Для производства черных саморезов необходимо использовать термозакалочную печь
Для защиты от ржавчины саморезы должны обрабатываться в линии гальванизации, где на них наноситься защитное покрытие
За станками должен работать высококвалифицированный оператор (1-2 человека в зависимости от количества станков)
Прессформы для холодновысадочного автомата могут эксплуатироваться довольно длительный срок, прессформы для резьбонакатного станка подлежат замене, если возникают проблемы с нарезанием резьбы
Себестоимость самореза – 30-50 копеек, с учетом всех затрат на электроэнергию, зарплату, аренду и т.д
Станки охлаждаются маслом, масло подается с помощью насоса, которым оборудован станок, расход масла минимален, т.к. используется система циркуляции масла, в новых станках масло меняется раз в месяц, в редукторе масло меняется раз в 6 месяцев, количество масла определяется конкретной моделью станка, раз в месяц необходимо производить чистку масляного насоса. Смазочные материалы: любое машинное масло, летом №40, зимой №10 (Вязкость моторного масла по SAE)
Смазочные материалы: любое машинное масло, летом №40, зимой №10 (Вязкость моторного масла по SAE)
Количество саморезов в 1 тонне зависит от каждого конкретного типа, длины и диаметра самореза
Из 1 тонны получается 980 кг саморезов
Для правильного подбора станков необходимо предоставить чертеж конечного самореза с указанием всех размеров
РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СТАНКОВ
Для производства одного диаметра самореза необходимы 2 прессформы –
1 на холодновысадочный автомат и 1 на резьбонакатной станок:
стоимость 1 прессформы на холодновысадочный автомат – 2800 USD
стоимость 1 прессформы на резьбонакатной станок – 1900 USD
Прессформы для холодновысадочного автомата рассчитаны на производство
45 000 000 — 48 000 000 шт / (1 комплект)
Прессформы на резьбонакатной станок рассчитаны на производство
45 000 000 — 48 000 000 шт / (1 комплект)
стоимость пробойника – 25 USD/шт
стоимость стержня – 25 USD/шт
Пробойники для холодновысадочного автомата рассчитаны на производство
5 000 000 – 7 500 000 шт / (1 шт)
Стержни для холодновысадочного автомата рассчитаны на производство
5 000 000 – 7 500 000 шт / (1 шт)
КЛЮЧЕВЫЕ МОМЕНТЫ
ДОСТАВКА – 25 ДНЕЙ
СРОК ИЗГОТОВЛЕНИЯ ЛИНИИ – 120 ДНЕЙ
ОПЛАТА ОСУЩЕСТВЛЯЕТСЯ ТРЕМЯ ТРАНШАМИ:
50% — ПРЕДОПЛАТА
30% — ПЕРЕД ОТПРАВКОЙ ОБОРУДОВАНИЯ С ЗАВОДА ИЗГОТОВИТЕЛЯ
20% — ПОСЛЕ ТАМОЖЕННОЙ ОЧИСТКИ В РОССИИ (ПЕРЕД ОТПРАВКОЙ КЛИЕНТУ)
ГАРАНТИЯ – 1 ГОД
ЦЕНА УКАЗАНА БЕЗ УЧЕТА УСТАНОВКИ, НАСТРОЙКИ И ПУСКО-НАЛАДОЧНЫХ РАБОТ
ЦЕНА ВКЛЮЧАЕТ ДОСТАВКУ ИЗ ТАЙВАНЯ В НОВОСИБИРСК И ПОЛНУЮ ТАМОЖЕННУЮ ОЧИСТКУ
ДОСТАВКА ИЗ НОВОСИБИРСКА В ДРУГИЕ ГОРОДА — ЗА СЧЁТ ПОКУПАТЕЛЯ
Оборудование для производства саморезов: технология и применение
В строительной сфере основным видом крепежного изделия является саморез. Конструкция устроена таким способом, что при процессе вкручивания в изделие, происходит нарезание резьбы. Саморезы широко распространены при машиностроении, сборке бытовой техники, других производствах. Материалы соединений могут состоять из дерева, ластика, других полимерных изделий и тонкого листового металла. Различные сферы использования саморезов предполагают к открытию небольшого производства, при небольшой цене, оборот компенсируется высокими объемами на рынке сбыта.
Конструкция устроена таким способом, что при процессе вкручивания в изделие, происходит нарезание резьбы. Саморезы широко распространены при машиностроении, сборке бытовой техники, других производствах. Материалы соединений могут состоять из дерева, ластика, других полимерных изделий и тонкого листового металла. Различные сферы использования саморезов предполагают к открытию небольшого производства, при небольшой цене, оборот компенсируется высокими объемами на рынке сбыта.
Оборудование для производства саморезов
Содержание
Технология производства саморезов
Технологические процессы при производстве саморезов начинается с выбора подходящей стали, она может быть углеродистой, латуниевой, нержавеющей. Сырьё приобретается на специализированных металлопрокатных заводах, в форме прута или проволоки. Производство саморезов схоже с изготовлением гвоздей, но процесс отличается некоторыми нюансами и требованиями к оборудованию. Изготовление саморезов требует специально подготовленного оборудования, происходит поэтапно:
- Из металлической проволоки нужного диаметра создается болванка.
 Длина заготовки должна соответствовать готовому изделию, для изготовления шляпки используется холодновысадочное оборудование.
Длина заготовки должна соответствовать готовому изделию, для изготовления шляпки используется холодновысадочное оборудование. - Перед нанесением резьбы, заготовки саморезов попадают в бункер, где подготавливаются к передаче к станку, на котором производится нанесение резьбы.
- Параметры прочности, выносливости саморезов при соответствии с заявленными показателями достигаются путем закаливания в печи. Температура достигает свыше 900 градусов, затем происходит сброс напряжения металла в печи с более низкой температурой.
- Антикоррозийные свойства почти готового изделия достигаются за счет погружения их в специальные ванны, гальваническое покрытие наносится поэтапно, в конце обрабатывается электролитом из цинковых анодов для закрепления результата.
При производстве шурупов, для сушки используется машина – центрифуга, после которой можно увидеть готовое изделие. Размеры производства влияют лишь на пропускную способность используемых машин и станков, контроль за качеством продукции, производственным процессом, может осуществлять один человек.
Размеры производства влияют лишь на пропускную способность используемых машин и станков, контроль за качеством продукции, производственным процессом, может осуществлять один человек.
Проволока для производства саморезов
Любое производство требует оптимального сырья и технологии. Все виды и разновидности крепежей описаны ГОСТом, поэтому материал изделия должен соответствовать техническим параметрам. Различные характеристики металла позволяют производить целый ряд саморезов с отличными параметрами прочности, пластичности и химическому составу. Проволока для производства саморезов в большинстве случаев используется из высокоуглеродистой или нержавеющей стали.
Проволока для производства саморезов
При использовании станков для изготовления саморезов важно учитывать форм – фактор поставляемой проволоки. Наиболее предпочтительным вариантом является бобинный тип, такое устройство легко помещается на волочильный станок без предварительной подготовки. Химический состав металла должен отвечать многим требованиям, для саморезов по металлу используются более твердые сплавы, а для дерева пластичные. Условия использования продукта немаловажны, если строительные работы и крепежные элементы располагаются внутри помещения, обработка выполняется в несколько простых шагов и не столь важна.
Условия использования продукта немаловажны, если строительные работы и крепежные элементы располагаются внутри помещения, обработка выполняется в несколько простых шагов и не столь важна.
Применение метизной продукции
Применяются саморезы при разных направлениях и сферах. Производство может обеспечить не одну строительную компанию или оптового клиента. Основные потребители метизной продукции:
- Организации по строительству, крупные и малые бригады.
- Производства по выпуску бытовой и промышленной техники.
- Цеха по изготовлению мебели, небольшие мастерские.
- Рынки, которые представляют строительную продукцию.
- Крупные торговые организации.
Завод по изготовлению метизной продукции
Показатели рентабельности метизного бизнеса всегда остаются на высоком уровне. Открытие производства на слабо конкурентом рынке позволит окупить оборудование менее, чем за полгода в строительный сезон. Стоит отметить, что приобретаемое оборудование не столь подвергается износу, поэтому вложения будут приносить прибыль долгие годы. Строительные работы всегда будут существовать в обиходе человечества, ремонт помещений различного типа не может быть произведен без соответствующих материалов.
Строительные работы всегда будут существовать в обиходе человечества, ремонт помещений различного типа не может быть произведен без соответствующих материалов.
Необходимое оборудование
Цена на производственное оборудования для саморезов высока, поэтому необходимо внимательно изучить конструкцию, производительность. На рынке представлено множество моделей, ценовой диапазон колеблется от назначения, страны производителя, скорости выпуска продукции. Наиболее распространено устройство линии по производству саморезов, где осуществляется заготовка метала, нанесение резьбы и изготовка шляпки, сушка и гальваническая обработка.
Линия по изготовлению саморезов
Производительность станков подбирается при соответствии с нуждами производства. Существуют различные автоматические модели, производящие от 30 до 300 саморезов в минуту, важно понимать, что от этого показателя зависит цена устройства. Контроль за качеством продукции, техническим состоянием оборудования производят подготовленные операторы. Количество людей на производстве зависит от объема линии и плана работ.
Количество людей на производстве зависит от объема линии и плана работ.
Волочильный станок
Осуществляет заготовку прутьев на изначальной стадии процесса. Производство начинается с печи с фильерными отверстиями, через которые проходит проволока и уменьшается в диаметре. Используется для процесса сырьё барабанного типа, так как его легко устанавливать в посадочные места. Для продолжительного использования и соблюдения температурных режимов, оборудование охлаждается смазочно-охлаждающей жидкостью.
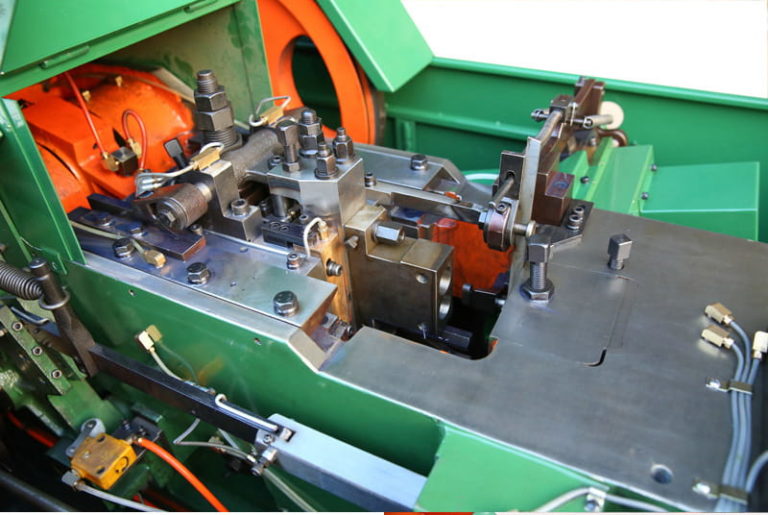
Холодновысадочное оборудование
Главной работой холодновысадочного станка для саморезов представляется изготовление шляпок и специальных отверстий на них для работы инструментом. Перед обработкой сырьё делится на равномерное количество изделий, затем производится формирование головки самореза.
Холодновысадочный станок
Холодновысадочное оборудование требует наладки, технического ухода. Правильная центровка всех систем позволит добиться качественного самореза на выходе, удобного для работы клиенту. Оборудование контролирует подачу сырья автоматически, затем после проведения работ, сбрасывает его в бункер или корзину.
Оборудование контролирует подачу сырья автоматически, затем после проведения работ, сбрасывает его в бункер или корзину.
Станок для накатки резьбы
Оборудование оснащено небольшим конвейером с закрепляющими элементами. Далее заготовка подвергается обработке плашками с обеих сторон. Накаточные элементы регулируются по доступному ходу, это происходит при смене типа детали. Шаг, форма и количество витков на изделии полностью зависят от используемого элемента, правильной настройки. Каждый разнообразный вид требует наличия отдельного съемного инструмента.
Оборудование для закалки
После вышеперечисленных процессов, изделие выглядит в готовом виде, однако не применимо к использованию. Станки по производству саморезов не способны работать с твердотелой продукцией, поэтому закалка происходит при конце процесса. Закалочная печь настраивается при температурном режиме порядка 900 градусов, после процесса изделия помещают в печь с низким градусом.
Закалочная печь
За счет перепада температур, металл снимает напряжение, менее склонен к изломам. После закаливания производится мойка для очистки готового продукта от следов грязи и нагара, а также происходит охлаждение.
После закаливания производится мойка для очистки готового продукта от следов грязи и нагара, а также происходит охлаждение.
Оборудование для нанесения гальваники
Гальваническое покрытие необходимо для антикоррозийных свойств, повышенным механическим параметрам саморезов. Процесс производиться с использованием нескольких ванн с различными растворами, обработка детали при которых производится последовательно. Начальным этапом является погружение в ванну с обезжиривателем, далее происходит нанесение фосфатного раствора, затем оксидными и т. д. После всех обработок происходит промывка водой, наносится цинковое покрытие под электрическим воздействием.
Станки для сушки и упаковки
Для сушки готового продукта используется барабан с центрифугой, работа производится по принципу стиральной машины.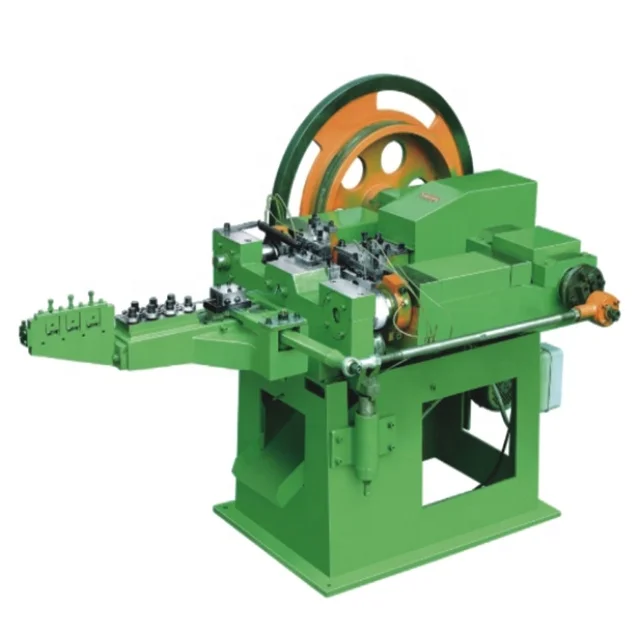 Для упаковки используются пакеты с возможностью расфасовки по несколько десятков штук. При оптовой торговле производится расфасовка в ящики или другую металлическую тару.
Для упаковки используются пакеты с возможностью расфасовки по несколько десятков штук. При оптовой торговле производится расфасовка в ящики или другую металлическую тару.
Станки для изготовления саморезов и материалы для производства крепёжных деталей, технология процесса
Крепёжное изделие, которое при соединении двух разнородных материалов, способно в одном из них нарезать резьбу называется саморезом.
Отсутствие необходимости просверливания отверстия под элемент соединения, обуславливает широкое применение таких крепежей во многих отраслях народного хозяйства (промышленное и гражданское строительство, производство бытовой техники, машиностроение).
- Ассортимент продукции
- Технология производства саморезов
- Станки для изготовления саморезов
- Принцип работы оборудования
- Проволока для производства саморезов
Ассортимент продукции
В России производство металлических изделий (метизов) в основном освоено на базе крупных предприятий по металлообработке, но наладить выпуск качественной продукции можно и основываясь на небольшие цеха. Рентабельность таких предприятий напрямую зависит от качества и ассортимента метизов. Выпускаемые крепления могут быть самых разных видов:
Рентабельность таких предприятий напрямую зависит от качества и ассортимента метизов. Выпускаемые крепления могут быть самых разных видов:
- Кровельные.
- Для деревянных изделий.
- Для соединения металлических частей.
- Для гипсового картона.
- Создания сэндвич панелей.
- Крепления и производства оконных профилей.
- Универсального применения.
- С прессованной шайбой.
- Типа «клоп».
Ограничиваться только выпуском одного вида продукции — совершенно непрактично. Поэтому, чтобы удовлетворить запросы и потребности строительного рынка, желательно освоить производство нескольких видов одновременно, благо, оборудования для производства саморезов выпускается большое количество.
Технология производства саморезов
Всю технологию производства металлического крепежа можно разделить на несколько ключевых операций:
- Стальная проволока, выступающая в качестве основного сырья для производства саморезов, подаётся на автоматически управляемый станок, где происходит формирование промежуточного полуфабриката.
 Сразу же прессуется шляпка будущего металлического самореза, посредством холодновысадочного процесса.
Сразу же прессуется шляпка будущего металлического самореза, посредством холодновысадочного процесса. - Далее, заготовка по ленте конвейерного типа подаётся в станок, где, с помощью виброзахватывающего механизма направляется на образование резьбы в специальном станке.
- Следующим этапом происходит термообработка заготовки, с последующим удалением крупных включений и мойкой метиза.
- Следующей операцией будет химическая обработка, которая проводится с целью нанесения на металлическую основу защитного антикоррозийного покрытия.
- Затем происходит окончательная сушка готового крепежа.
- Заканчивается технологический процесс проверкой качественного соответствия детали и упаковкой её.
Как видно, весь технологический процесс разбит на несколько разнохарактерных этапов, поэтому для производства самореза потребуется наличие многофункциональных станков.
Станки для изготовления саморезов
Процесс производства саморезов происходит на нескольких станках, различной функциональной направленности. В состав такой небольшой производственной линии входят:
В состав такой небольшой производственной линии входят:
- Оборудование холодновысадочное. Условно такое оборудование можно разделить на две группы: с защитным кожухом и полузащитным кожухом. Наиболее простые модели предназначены для выпуска одного вида продукции. Отличаются между собой системой управления, производительностью, автоматизацией работы агрегата, ассортиментом выпускаемых изделий. Более производительные и дорогостоящие станки позволяют расширить ассортимент до возможности изготовления винтов, шурупов и других видов металлических изделий. Некоторые модели способны формировать на носике изделия сверлящий наконечник. Производительность таких станков находится в пределе 250 штук в минуту.
- Станок — резьбонакатной. Имеет возможность обеспечить изготовление резьбы на изделие, посредством сменной плоской плашки. В зависимости от модели станка, можно варьировать шаг резьбовой нарезки.
- Печь терм закалочная. Применение её необходимо для проведения закаливания поверхности изделия до прочности не менее 55 единиц по шкале Бринелля.
 В такой печи происходит нагревание заготовки до температуры 1 тыс℃, с последующим отпуском металла, через одну минуту, и охлаждением его в специальной закалочной среде.
В такой печи происходит нагревание заготовки до температуры 1 тыс℃, с последующим отпуском металла, через одну минуту, и охлаждением его в специальной закалочной среде. - Гальваническая линия. Используется для создания на поверхности защитного антикоррозийного покрытия, которое придаёт способность использования саморезов в различных влажных средах. Покрытие может наноситься процессом фосфатирования, оксидирования и нанесением цинка. Конструктивно такая линия имеет несколько ванн, где происходят электрохимические реакции по нанесению защитного слоя.
- Центрифуга. С помощью такой установки осуществляется сушка горячим воздушным потоком готовых изделий, после проведения операции мойки от остатков химических веществ и гальванических процессов.
Принцип работы оборудования
Принцип работы такого оборудования, несмотря на особую сложную форму готовых изделий практически ничем не отличается от изготовления обычных гвоздей. Сначала в автомат для обрезки поступает различного диаметра стальная проволока.
Ширина сырья будет определять исходные размеры изделия. Попадая в автомат, проволока разрезается на отдельные куски, после чего на этом же станке происходит штамповка головки самореза.
Следующим этапом будет подача изделия в аппарат для нарезания резьбы. Причём длина будущего готового изделия определяется ещё до подачи детали в этот станок.
Следующим этапом будет проводиться термическая обработка детали, посредством помещения её в специальную закалочную печь.
Заключительным этапом будет производиться мойка готовых деталей и антикоррозийная обработка. В итоге на выходе получается готовая крепёжная деталь, в зависимости от оборудования.
Проволока для производства саморезов
Для изготовления метизов необходимо подбирать соответствующее сырьё. Каждый определённый тип крепёжных изделий имеет соответствующие требования по ГОСТу. Все металлы отличаются по основным характеристикам — пластичности, твёрдости, химическому составу и т. д. Для производства крепёжных изделий, чаще всего применяется латунь, нержавеющая и высокоуглеродистая сталь.
По ряду технических особенностей, проволока, поставляемая в бобинах, более предпочтительна для изготовления крепёжных изделий. При выборе сырья, важно точно выяснить, для каких целей планируется дальнейшее применение крепёжных изделий. Требования очень отличаются для различных видов крепления (дерево, металл, гипсокартонной), а также среды, в которой они будут применяться (уличный вариант, помещение, агрессивная среда).
На практике доказано, что изготовление металлических крепёжных изделий — бизнес выгодный и высокорентабельный. И если имеются надёжные покупатели ваших изделий, выручка может быть очень высокой.
Наиболее качественными и высокотехнологичными считаются станки для изготовления саморезов китайских и тайваньских фирм. Их оборудование отличается и дешёвой ценовой характеристикой.
▷ Станки для производства винтов б/у на продажу (143 машины) » Machineseeker
143 результатов для
Отменить
Оборудование для обработки проволоки Машины для производства винтов
КАРЛО САЛВИ 780/СВКАРЛО САЛВИ 780/СВ
Арлуно
651 км
1988
хороший (б/у)
CARLO SALVI 780/SV Полностью рабочий, в хорошем состоянии ГОД 1988 Двойные заголовки Qwlpz 6,35х80 мм, 360 частей на миллион
1
2 головки — 2 ударно-перегрузочных коллектораОМЕГА 122кл
338 км
1989
б/у
втулка отсечка диапазон диаметров 8,5 мм количество штампов 2 количество станций (включая отсечку) 3 длина резки 100 мм Fb8qclx длина вала под головкой 80 мм производительность — шт/мин 300 мощность пресса 30 т
Машина для холодной штамповки 1 МАТРИЦА 2 УДАРКАРЛО САЛВИ 635/СВ
Арлуно
651 км
1988
требуется ремонт (б/у)
CARLO SALVI 635 SV на доработку
6,35х70 мм. 360 частей на миллион
Cbpo07dk8w
— Новая электрическая система в соответствии со стандартами CE с инвертором и ПЛК
— Новая система смазки
— Новый двигатель с диском, шкивом и тормозом
— Новый роликовый насос нитепритягивателя
— Новые ремни
— Ректификация всех частей Центрального
— Замена пальцев, втулок и гаек
— Новые подшипники
Доступен в CALOLZIOCORTE (LC) c/o HBR srl
HBR предоставит при полной проверке.
360 частей на миллион
Cbpo07dk8w
— Новая электрическая система в соответствии со стандартами CE с инвертором и ПЛК
— Новая система смазки
— Новый двигатель с диском, шкивом и тормозом
— Новый роликовый насос нитепритягивателя
— Новые ремни
— Ректификация всех частей Центрального
— Замена пальцев, втулок и гаек
— Новые подшипники
Доступен в CALOLZIOCORTE (LC) c/o HBR srl
HBR предоставит при полной проверке.
АСАХИ ОКУМА ОРх220
338 км
1988
б/у
втулка отсечка диапазон диаметров 14 мм количество штампов 2 количество станций (включая отсечку) 4 длина резки 100 мм длина вала под головкой 90 мм Бексна9jlqm производительность — шт/мин 100 мощность пресса от 120 до
Машина для холодной штамповки 1 МАТРИЦА 2 УДАРКАРЛО САЛВИ 476/СВ
Арлуно
651 км
1985
требуется ремонт (б/у)
CARLO SALVI 476 SV на доработку
4,76х45 мм. 450 частей на миллион
— Новая электрическая система в соответствии со стандартами CE с инвертором и ПЛК
— Новая система смазки
Qm32x
— Новый двигатель с диском, шкивом и тормозом
— Новый роликовый насос нитепритягивателя
— Новые ремни
— Ректификация всех частей Центрального
— Замена пальцев, втулок и гаек
— Новые подшипники
Доступен в CALOLZIOCORTE (LC) c/o HBR srl.
HBR предоставит полную версию.
450 частей на миллион
— Новая электрическая система в соответствии со стандартами CE с инвертором и ПЛК
— Новая система смазки
Qm32x
— Новый двигатель с диском, шкивом и тормозом
— Новый роликовый насос нитепритягивателя
— Новые ремни
— Ректификация всех частей Центрального
— Замена пальцев, втулок и гаек
— Новые подшипники
Доступен в CALOLZIOCORTE (LC) c/o HBR srl.
HBR предоставит полную версию.
Узнайте больше о подержанных машинах
2 матрицы — 3-ударная передаточная головкаАСАХИ ОКУМА РХ60
338 км
1989
б/у
втулка отсечка диапазон диаметров 3-8,5 мм количество штампов 2 Bvxei8yfws количество станций 4 длина резки 55 мм длина вала под головкой 55 мм производительность — шт/мин 200 нажмите мощность от 30 до
2 матрицы — 3-ударная передаточная головкаАСАХИ ОКУМА РХ60
338 км
1988
б/у
втулка отсечка диапазон диаметров 8,5 мм количество штампов 2 Pfocv количество станций 4 длина резки 55 мм длина вала под головкой 55 мм производительность — шт/мин 200 нажмите мощность от 30 до
2 матрицы — 3-ударная передаточная головкаНАЦИОНАЛЬНЫЙ №89
338 км
1977
б/у
втулка отсечка диапазон диаметров 6-14 мм количество штампов 2 количество станций (включая отсечку) 4 длина резки 150 мм длина вала под головкой 125 мм Bvxemrgjg8 производительность — шт/мин 100
2 матрицы — 3-ударная передаточная головкаХИЛЬГЕЛАНД CF5AZ
338 км
1979
б/у
втулка отсечка диапазон диаметров 8-16 мм количество штампов 2 количество станций (включая отсечку) 4 длина резки 160 мм длина вала под головкой 130 мм производительность — шт/мин 100 Бекснби0рен
2 матрицы — 3-ударная передаточная головкаХУЙ ХУН ХБФ-823
338 км
2015
б/у
диапазон диаметров 10 мм количество штампов 2 количество станций (включая отсечку) 4 производительность — шт/мин 60-100 Gxoek ход 100 мм
2 матрицы — 3-ударная передаточная головкаНАЦИОНАЛЬНЫЙ №56 CH
338 км
1976
б/у
втулка отсечка диапазон диаметров 4-10 мм Икивидб количество штампов 2 количество станций 4 длина резки 75 мм длина вала под головкой 65 мм производительность — шт/мин 150 мощность пресса 55 т
2 матрицы — 3-ударная передаточная головкаОМЕГА 123G
338 км
1995
б/у
диапазон диаметров 3-8,5мм количество штампов 2 количество станций (включая отсечку) 4 Bvxepha22h производительность — шт/мин 250 длина вала под головкой 55 мм длина резки 60 мм
4 головки — 4-ударная передаточная головкаМАЛЬМЕДИ КЛ34
338 км
1980
б/у
втулка отсечка Qdqi9 диапазон диаметров 6-14 мм количество штампов 4 количество станций (включая отсечку) 5 длина резки 300 мм длина вала под головкой 260 мм производительность — шт/мин 40-60
4 головки — 4-ударная передаточная головкаМАЛЬМЕДИ QPB161
338 км
1972
б/у
втулка отсечка количество станций 10-26 мм количество штампов 4 количество станций (включая отсечку) 5 длина резки 220 мм длина вала под головкой 165 мм производительность — шт/мин 35-70 нажмите мощность 380 до Кепка9номер
1
4 головки — 4-ударная передаточная головкаДЖЕРН ЯО JBF-24B4S
338 км
1997
б/у
втулка отсечка диапазон диаметров 18 мм количество штампов 4 количество станций (включая отсечку) 4 Idwocoqrg длина резки 43-185 мм производительность — шт/мин 120 нажмите силу 200 до
1
4 головки — 4-ударная передаточная головкаПЕЛЬЦЕР-ЭЛЕРС ГБ1
338 км
1970
б/у
диапазон диаметров 12 мм количество штампов 4 количество станций 5 длина резки 100 мм всп7ак длина вала под головкой 80 мм производительность — шт/мин 125 нажмите мощность 65 до
1
4 головки — 4-ударная передаточная головкаДЖЕРН ЯО JBF-30B4S
338 км
1997
б/у
втулка отсечка диапазон диаметров 23 мм количество штампов 4 количество станций (включая отсечку) 4 длина резки 270 мм производительность — шт/мин 100 нажмите мощность 265, чтобы Xhm33no
4 головки — 4-ударная передаточная головкаАСАХИ ОКУМА АФ1513-4
338 км
1988
б/у
втулка отсечка диапазон диаметров 7-15 мм Bvxer32opq количество штампов 4 количество станций (включая отсечку) 5 длина резки 10-160 мм длина вала под головкой 15-130 мм производительность — шт/мин 130 нажмите силу 150 до
4 головки — 4-ударная передаточная головкаМАЛЬМЕДИ К64
338 км
1981
б/у
втулка отсечка диапазон диаметров 16-30 мм количество штампов 4 количество станций (включая отсечку) 5 длина резки 235 мм Нксаджб длина вала под головкой 180 мм производительность — шт/мин 90 мощность пресса от 380 до
1
4 головки — 4-ударная передаточная головкаХАТЕБУР БКА3
338 км
1975
б/у
диапазон диаметров 8-16 мм Gvxst8 количество штампов 4 количество станций (включая отсечку) 5 длина резки 150 мм длина вала под головкой 130 мм производительность — шт/мин 90 мощность пресса от 180 до
5 головка — 5-ударная передаточная головкаХАТЕБУР АКП 4-5
338 км
1978
б/у
втулка отсечка диапазон диаметров 10-20 мм количество штампов 5 количество станций (включая отсечку) 6 длина резки 125 мм ligfms3t длина вала под головкой 125 мм производительность — шт/мин 160 сила пресса 170 на
8 головка — 8-ударная передаточная головкаЛАХОСЗЕ 712
338 км
1984
б/у
втулка отсечка диапазон диаметров 6,5 мм количество штампов 8 количество станций (включая отсечку) 9длина резки 6-10 мм Биввмвк8рт производительность — шт/мин 150
1
обрезка машиныХИЛЬГЕЛАНД МЭ2СП
338 км
1965
б/у
диапазон диаметров 2,6-8 мм длина вала под головкой 6-50 мм производительность штук/мин 260 Bhhcqrou9б
обрезка машиныПЕЛЬЦЕР-ЭЛЕРС ААГ10
338 км
1962
б/у
диапазон диаметров 6-10 мм Bexnd8vdyw длина вала под головкой 10-110 мм производительность — шт/мин 75
обрезка машиныХИЛЬГЕЛАНД МЭ2ВСП
338 км
1977
б/у
диапазон диаметров M8 длина вала под головкой 6-80 мм C07tlipla производительность шт/мин 200
обрезка машиныХИЛЬГЕЛАНД МЕ4
338 км
1965
б/у
диапазон диаметров 6-12 мм длина вала под головкой 10-130 мм Bexnerxpay производительность шт/мин 150
обрезка машиныХИЛЬГЕЛАНД ME2VM
338 км
1983
б/у
диапазон диаметров 2,2-8 мм длина вала под головкой 6-40 мм Dtucy7w9производительность шт/мин 250
обрезка машиныХИЛЬГЕЛАНД ME2V
338 км
1979
б/у
вибрационный питатель Пфодт диапазон диаметров 2,2-8 мм длина вала под головкой 6-80 мм производительность шт/мин 200
обрезка машиныХИЛЬГЕЛАНД ME4SP
338 км
1978
б/у
диапазон диаметров 5-12 мм длина вала под головкой 10-130 мм Касвнехв производительность — шт/мин 120
обрезка машиныХИЛЬГЕЛАНД ME2V
338 км
1978
б/у
диапазон диаметров 2,2-8 мм длина вала под головкой 6-80 мм производительность штук/мин 200 Bvxeuswbdz
указательно-зажимная машинаИНГРАМАТИЧЕСКИЙ ПА3
338 км
1977
б/у
диапазон диаметров 4-8 мм длина вала под головкой 40-110 мм Лижойки8 производительность шт/мин 600
указательно-зажимная машинаИНГРАМАТИЧЕСКИЙ ПА2
338 км
1976
б/у
диапазон диаметров 1,7-6,4 мм Лиджейле7 длина вала под головкой 4,5-75 мм производительность шт/мин 1000
болтовщик 4 штамп 4 ударСАКМА СП37
338 км
1987
б/у
втулка отсечка
диапазон диаметров 15 мм
количество штампов 4
Bvxevpjr93
количество станций 6
длина резки 127 мм
длина вала под головкой 20-90 мм
производительность — шт/мин 200
Максимум. длина резьбы 63,5 мм
мощность пресса от 130 до
длина резьбы 63,5 мм
мощность пресса от 130 до
НЕДШРОФ HPT6
338 км
1968
б/у
втулка отсечка
E7wb8ixpy
диапазон диаметров 10-22 мм
количество штампов 4
количество станций (включая отсечку) 7
длина резки 200 мм
длина вала под головкой 160 мм
производительность — шт/мин 60
Максимум. длина резьбы 95 мм
Максимум. ширина под ключ 32 мм
длина резьбы 95 мм
Максимум. ширина под ключ 32 мм
НЕДШРОФ БЛ4
338 км
1984
б/у
диапазон диаметров 8-16 мм
количество штампов 4
количество станций 7
длина резки 340 мм
Pqd9вла
длина вала под головкой 300 мм
производительность — шт/мин 60-90
Максимум. длина резьбы 150 мм
мощность пресса от 150 до
длина резьбы 150 мм
мощность пресса от 150 до
ХИЛЬГЕЛАНД ЛИЗ Ч3
338 км
1983
б/у
диапазон диаметров 4-8 мм
Cq9ejpzg
длина вала под головкой 8-80 мм
Максимум. длина отрезка 110 мм
производительность шт/мин 140
длина отрезка 110 мм
производительность шт/мин 140
ХИЛЬГЕЛАНД Ч0К
338 км
1964
б/у
диапазон диаметров 2-5 мм
Ehxvacpy3
длина вала под головкой 25 мм
Максимум. длина резки 37 мм
производительность шт/мин 330
длина резки 37 мм
производительность шт/мин 330
ЗАКРЫТЬ ДПЛ9
338 км
1978
б/у
диапазон диаметров 4-9 мм Bexnj7mujk длина вала под головкой 100 мм длина резки 120 мм производительность шт/мин 100
1
заголовок с двойным ударомВМВ ПАЗМ4
338 км
1960
б/у
диапазон диаметров 2-4 мм
длина вала под головкой 40 мм
Максимум. длина резки 50 мм
производительность шт/мин 120
Бекснкко9
длина резки 50 мм
производительность шт/мин 120
Бекснкко9
1
заголовок с двойным ударомВМВ ПКХЕМ6
338 км
1957
б/у
диапазон диаметров 3-6 мм
Нмнвн
длина вала под головкой 40 мм
Максимум.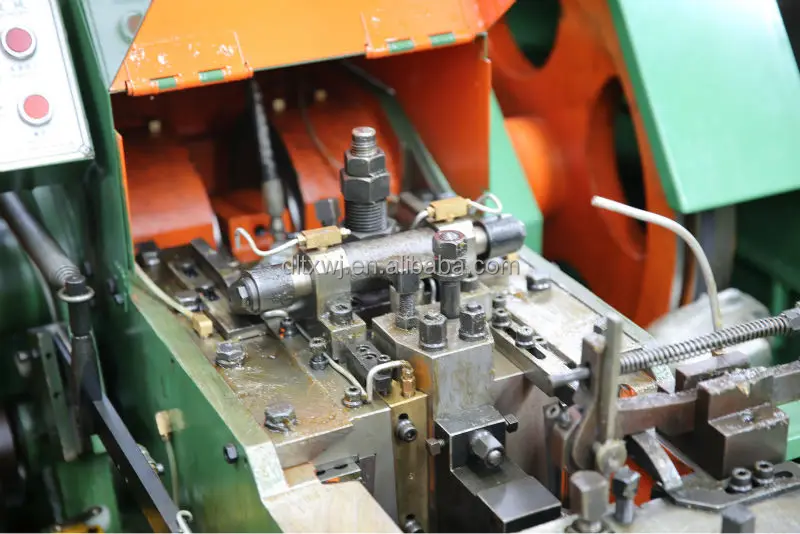 длина резки 50 мм
производительность шт/мин 120
длина резки 50 мм
производительность шт/мин 120
ХИЛЬГЕЛАНД Ч6В
338 км
1972
б/у
хорошее состояние диапазон диаметров 10-20 мм длина вала под головкой 180 мм Gruf0np длина резки 230 мм производительность — шт/мин 45/50/56/63 мощность пресса 160 т плоскость хода 240 мм
заголовок с двойным ударомХОЙЕР DM5LS
338 км
1972
б/у
диапазон диаметров 2-5,2 мм длина вала под головкой 120 мм длина резки 146 мм Сxf9идиий производительность шт/мин 105
заголовок с двойным ударомХОЙЕР ДЛ6
338 км
1974
б/у
диапазон диаметров 3-6 мм длина вала под головкой 75 мм Цибосвш0 длина резки 100 мм производительность шт/мин 140
заголовок с двойным ударомХОЙЕР DSL6
338 км
1978
б/у
диапазон диаметров 3-6 мм
длина вала под головкой 35-120 мм
Максимум. длина резки 146 мм
бгугмл8дд7
производительность шт/мин 90
длина резки 146 мм
бгугмл8дд7
производительность шт/мин 90
ХОЙЕР DSL4
338 км
1985
б/у
диапазон диаметров 2-4 мм
длина вала под головкой 100 мм
Максимум. длина резки 117 мм
производительность — шт/мин 110
bgugmcm7p3
длина резки 117 мм
производительность — шт/мин 110
bgugmcm7p3
ХИЛЬГЕЛАНД Ч4
338 км
1984
б/у
диапазон диаметров 5-10 мм
Бексннгджсфв
длина вала под головкой 140 мм
Максимум. длина отрезка 160 мм
производительность шт/мин 115
длина отрезка 160 мм
производительность шт/мин 115
КЛОЗЕ — НАЦИОНАЛЬНЫЙ МТХЛ 8
338 км
1984
б/у
диапазон диаметров 4-8 мм Bexnnp0xzw длина вала под головкой 165 мм длина резки 200 мм производительность шт/мин 100
1
заголовок с двойным ударомХИЛЬГЕЛАНД Ч2Л
338 км
1959
б/у
диапазон диаметров 3-6 мм
длина вала под головкой 6-60 мм
Максимум. длина резки 75 мм
производительность шт/мин 180
Дуйлри
длина резки 75 мм
производительность шт/мин 180
Дуйлри
ПЕЛЬЦЕР-ЭЛЕРС ДКП16
338 км
1972
б/у
диапазон диаметров 8-18 мм
длина вала под головкой 180 мм
Гутрсвз
Максимум.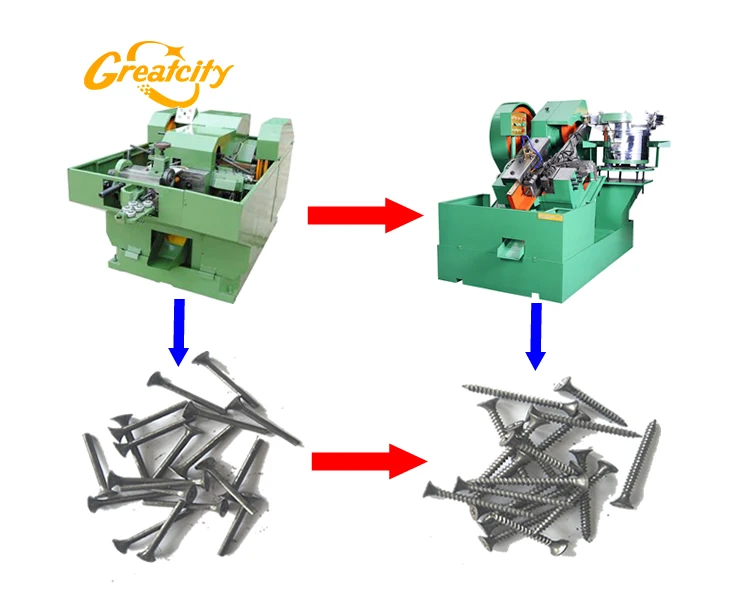 длина отрезка 220 мм
производительность — шт/мин 70
длина отрезка 220 мм
производительность — шт/мин 70
1
заголовок с двойным ударомСАЛВИ 476СВ
338 км
1980
б/у
диапазон диаметров 2-4,76 мм
длина вала под головкой 46 мм
Максимум. длина отрезка 60 мм
bexnp3eez8
производительность шт/мин 470
длина отрезка 60 мм
bexnp3eez8
производительность шт/мин 470
Вы будете получать новые предложения немедленно и бесплатно по электронной почте
Вы можете легко прекратить поисковый запрос в любое время
Найдите Machineseeker с более чем 200 000 подержанных машин:
Расширенный поиск
Это может вас заинтересовать
Продавайте сейчас на Machineseeker! Более 250 000 запросов в месяц
Machineseeker по-прежнему является крупнейшим спонсором 2-й немецкой футбольной лиги
10 полезных советов по покупке подержанных машин в Интернете
Morlock Motors официальный партнер Machineseeker и Truckscout24
Фотогалерея: 10 самых больших экскаваторов в мире
Фотогалерея: 10 самых мощных вилочных погрузчиков в мире
Типы винтовых станков — руководство по покупке Томаса
Введение
Винтовые станки — это автоматизированные токарные станки для металлообработки, которые были разработаны в Швейцарии в конце 1800-х годов для производства большого количества одинаковых деталей, таких как винты. В то время Швейцария была ведущим производителем часов, измерительных приборов, машин и оптики, и это лишь некоторые из них. Для этих продуктов требовались прецизионные детали, включая штифты, винты, валы и болты. Производство многих из этих продуктов было бы чрезвычайно дорогим без надежного оборудования для массового производства этих критически важных деталей с высоким контролем качества и повторяемостью.
В то время Швейцария была ведущим производителем часов, измерительных приборов, машин и оптики, и это лишь некоторые из них. Для этих продуктов требовались прецизионные детали, включая штифты, винты, валы и болты. Производство многих из этих продуктов было бы чрезвычайно дорогим без надежного оборудования для массового производства этих критически важных деталей с высоким контролем качества и повторяемостью.
Типы винтовых станков
Два типа винтовых станков: Swiss и Turret. Swiss Screw Machine названа в честь своего происхождения, Швейцарии, где часовщики использовали его для точных компонентов, где заготовка устанавливается на поворотный суппорт, который затем поворачивается, чтобы позволить винтовому станку отрезать инструмент в соответствии с требуемой спецификацией. Тип револьверной головки, также известный как Brown & Sharpe в честь производителя, помещает заготовку на вертикальный поршень, который работает в токарном станке, что позволяет производить высокоточные детали в больших объемах.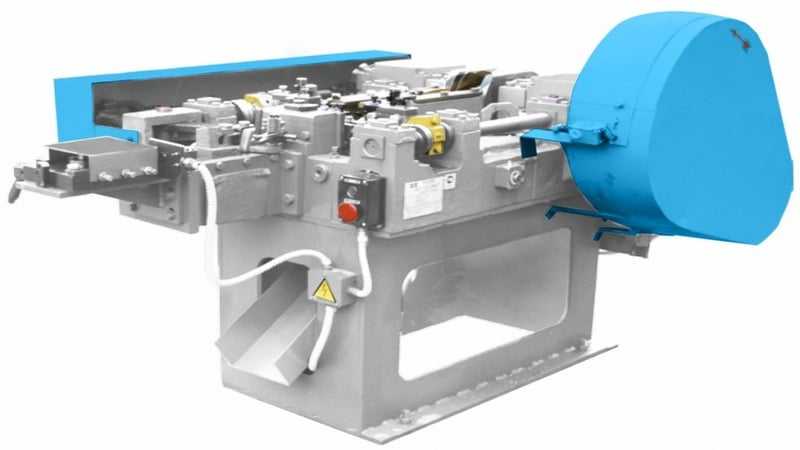
Швейцарский винтовой станок
Идеальное решение для создания высокоточных инструментов – обработка швейцарскими винтами. В дополнение к точной резке швейцарского станка с ЧПУ, он может одновременно выполнять множество других операций, что может значительно ускорить процесс обработки. Swiss Screw Machine можно запрограммировать на резку с допуском 0,0002 дюйма при скорости 10 000 об/мин. Эта скорость недостижима на других станках с ЧПУ.
Этот процесс можно использовать во многих приложениях, и одной из отраслей, которые в значительной степени зависят от этого процесса, является автомобильная промышленность. Причина в том, что они производят детали в больших объемах по низкой цене и с высокой скоростью выпуска автомобилей в день.
Швейцарский винтовой станок Особенности:
- Модификация микрометра на держателях инструмента
- Массивная конструкция, короткий ход инструмента и высокая жесткость
- Высокоточный выход
- Короткое время цикла
- Заготовку можно перемещать в осевом направлении относительно инструментов для создания элементов вдоль ее длины вместо перемещения инструмента
Револьверно-винтовой станок
Винтовые станки револьверного типа дают результаты, очень похожие на швейцарские винтовые станки. Однако разница в точности варьируется.
Однако разница в точности варьируется.
Токарно-револьверный станок представляет собой вращающиеся круглые тиски, которые зажимают круглую часть, как вал, вращают ее вокруг своей оси или удерживают неподвижно, позволяя инструменту входить под любым углом вокруг нее для выполнения процедуры обработки на части. проводится. Башня поддерживает его до тех пор, пока не будет завершена вся последовательность операций, после чего башня освобождает часть и падает на дно машины.
Машина перемещает отрезок стального стержня на место для создания винтов, блокирует револьверную головку, начинает вращаться и использует инструменты для формирования головки винта, еще один инструмент сбоку для нарезания резьбы. Затем диск спереди, чтобы отрезать паз отвертки в головке винта, и, наконец, отрезной инструмент, чтобы отрезать готовый винт от стержня. Затем турель освобождает винт, толкает шток вперед, снова блокирует турель и повторяет процесс изготовления другого винта. Для каждого винта требуется около 10 секунд.
Револьверно-винтовой станок, за исключением подачи инвентарных длин, может повторять процесс быстро и точно с минимальным вмешательством человека. Операция изначально программируется пользователем механически с помощью последовательности кулачков, рычагов, изменений индексации, приспособлений и зажимов. Каждое движение было точно рассчитано по времени и настроено на мастер-камеру для всей последовательности.
Большинство современных винтовых станков можно запрограммировать с персонального компьютера, и программа может быть приобретена за считанные секунды по сети или по телефонной линии для определенной части собственного управляющего компьютера винтового станка. Измерения контроля качества могут автоматически отслеживаться, поскольку компоненты изготавливаются винтовым станком.
Резюме
В этой статье представлено понимание типов винтовых машин. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Прочие изделия для механической обработки
- Различные процессы обработки
- Современные инструменты для обработки
- Процессы микросверления
- Ресурсы по обработке — руководство по домашней автоматизации
- Ведущие поставщики услуг EDM в США
- Ведущие поставщики услуг по обработке винтов в США
- История промышленной революции: от рукотворного до механической обработки
- О прецизионной обработке — краткое руководство
- Что такое обработка? Руководство по различным типам операций механической обработки
- Типы формовочного оборудования — Руководство для покупателей ThomasNet
- Типы обрабатывающих тисков — Руководство по покупке ThomasNet
- Все о КИМ
- СОЖ для механической обработки
- Об удалении заусенцев
- Будущее автоматизации обработки с ЧПУ: интервью с Сарой Бойсверт
- Лучшие мини-мельничные станки
- Все о 5-осевой обработке с ЧПУ
Прочие «Типы» изделий
- Типы энкодеров
- — Руководство по покупке ThomasNet
- Типы фильтров — Руководство для покупателей ThomasNet
- Типы элементов управления и контроллеров — руководство по покупке ThomasNet
- Различные типы воздушных фильтров
- Типы катушек индуктивности и сердечников
- Аэрокосмический крепеж: типы и материалы
- Типы защелок
- Типы труб из нержавеющей стали
- Типы медицинской упаковки — Руководство для покупателей ThomasNet
- Типы контроллеров двигателей и приводов
- Типы ЧПУ
- Типы порошковых покрытий
- Типы фенолов и фенольных материалов — Руководство для покупателей ThomasNet
- Типы операций высечки
- Типы сверл с ЧПУ
- Типы мультиплексоров
- Типы кримперов — Руководство по покупке ThomasNet
- Типы датчиков температуры
- Типы розеток
- Три типа медицинских покрытий
Больше из Изготовление и изготовление на заказ
Автоматическая машина для изготовления винтов с шестигранной головкой — Машина для изготовления болтов и гаек | Машина холодной ковки | Машина для производства винтов | Прогрессивный штамповочный пресс и форма | Шнекорезная машина | Резьбонакатная машина
Описание
Размеры винтов с шестигранной головкой и чертеж
Основные характеристики автоматической машины для изготовления винтов с шестигранной головкой| Модель | Блок | 10Б-4С(64С) |
| Станции | шт. | Четыре |
| Сила ковки | тонн | 40 |
| Макс. Диаметр резки материала | мм | 8 |
| Макс. Длина резки материала | мм | 70 |
| K.O Длина | мм | 60 |
| Длина P.K.O. | мм | 13 |
| Размер штампа для резки | мм | 28*46 |
| Размер основного штампа | мм | 50*65 |
| Шаг штампа | мм | 60 |
| Размер пуансона | мм | 40*80 |
| Подходящий размер изделия | М3-М6 | |
| Макс. Длина продукта | мм | 50 |
| Мин. Длина продукта | мм | 10 |
| Макс. Скорость производства | шт/мин. | 300 |
| Мощность главного двигателя | кВт | 11 |
Прим. Вес машины Вес машины | тонн | 7,5 |
1. Мы оставляем за собой право изменять вышеуказанные параметры и не можем быть уведомлены о любых изменениях;
2. Наиболее подходящая скорость производства продукта зависит от формы, размера и материала продукта;
3. Максимальный диаметр сдвига материала и подходящий диаметр продукта, указанные в таблице, рассчитаны для стали со средним содержанием углерода, что эквивалентно высокопрочным винтам 10,9.
Готовые установочные винты из нержавеющей стали с внутренним шестигранником
Готовый установочный винт с шестигранной головкой из нержавеющей стали
Область применения Автоматическая машина для изготовления винтов с шестигранной головкой
10B-4S / 64S 4 станции Progressive Bolt Former — это один из видов специализированных машин с высокой эффективностью и автоматизацией среди кузнечных машин. Метод холодной ковки и автоматические машины для холодной ковки используются для производства различных видов болтов, винтов, заклепок, специальных деталей и гаек в области крепежной промышленности. Из-за преимущества самого оборудования для холодной ковки и превосходства метода холодной ковки, прогрессивный станок для болтов 10B-4S/64S с 4 станциями также широко используется в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для авиационной промышленности. пароход, машины, железнодорожное сообщение, автомобиль, мотоцикл, велосипед, швейная машина, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
Из-за преимущества самого оборудования для холодной ковки и превосходства метода холодной ковки, прогрессивный станок для болтов 10B-4S/64S с 4 станциями также широко используется в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для авиационной промышленности. пароход, машины, железнодорожное сообщение, автомобиль, мотоцикл, велосипед, швейная машина, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
Изделия могут быть изготовлены на автоматическом станке для изготовления винтов с шестигранной головкой
Фланцевые болты, болты с головкой под торцевой ключ, болты с шестигранной головкой, крепежные детали и болты, винты с шестигранной головкой, центральные пружинные болты, винты с шестигранной головкой, болты с квадратным подголовком, цельные заклепки, установочные винты с квадратной головкой, болты с ферменной головкой, U-образные болты, болты с ребрами, болты с буртиком, болты с винтовой резьбой, болты для вкладыша конструкции, удлиненные болты, болты ступицы, болты крепления, колесные болты, болты с Т-образной головкой, фланцевые болты, проушина болты, стяжные болты, гусеничные болты, колесные болты, винты с шестигранной головкой, автомобильные крепежные детали и т. д.
д.
Отличительные особенности автоматического станка для изготовления винтов с шестигранной головкой
1. Тормозная система с пневматической муфтой была разработана для срабатывания с малым током и как «толчковый», «одиночный ход» и «непрерывный ход». За исключением медленного перемещения, машина всегда будет останавливаться в положении главного ползуна назад, работая в максимальном пространстве.
2. Два вида системы перемещения на выбор клиента: поворотного типа (в общем оснащении) и универсального типа (дополнительно), оснащенного пневматическим захватом, он может упростить работу и более стабилен, когда машина работает на высокой скорости. .
3. Главный двигатель оснащен преобразователем с регулировкой скорости, системой управления ПЛК, компьютерной автоматической системой человеко-машинного интерфейса (дополнительно), это оборудование обеспечивает удобство для заказчика при регулировке размеров нестандартных изделий.
4. Подающее колесо и кулачковая система приводятся в действие цилиндром, кулачок может автоматически растягиваться, когда он возвращается, чтобы уменьшить истирание и шум.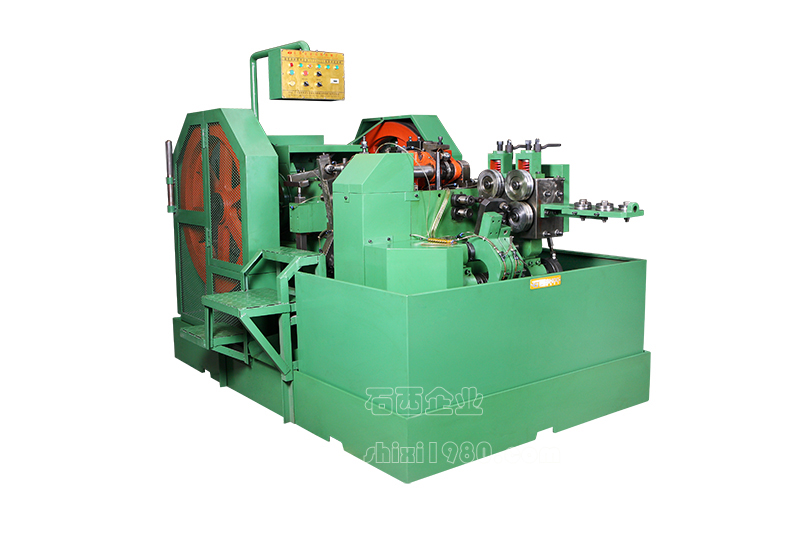 Подача материала и остановка подачи материала контролируются двумя кулачками, система подачи материала оснащена устройством, предотвращающим возврат материала.
Подача материала и остановка подачи материала контролируются двумя кулачками, система подачи материала оснащена устройством, предотвращающим возврат материала.
5. Идеальная система контроля: проверка и удаление короткого материала, проверка низкого давления масла и давления воздуха, плавающая система проверки системы передачи, система остановки перегрузки и легкой нагрузки для защиты токарного станка и штампов и продления их срока службы. .
6. Когда клиент готовится отрегулировать винт бокового резания, ему нужно только отрегулировать положение станции бокового кулачка, после чего он может достичь цели бокового резания. Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
7. Станина токарного станка из высокопрочного материала, удлиненная конструкция главного и вспомогательного ползуна и ползун «педального типа», который впервые применяется внутри страны, реализуют сборку «с нулевым пространством», что обеспечивает точность движения основного ползуна и продлевает срок их службы.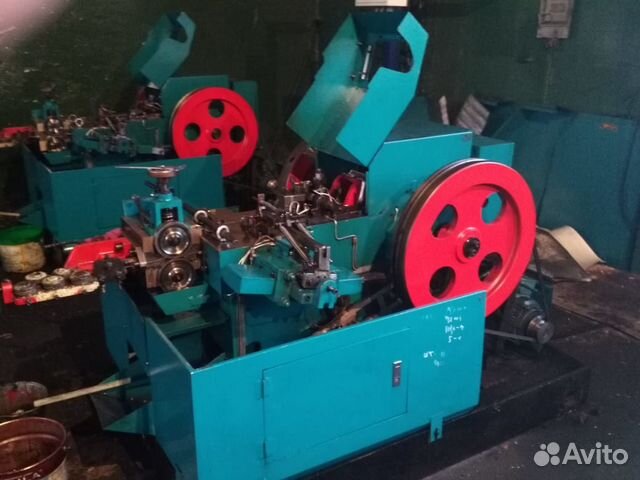 умирает.
умирает.
8. Основные части всех типов машин прошли строгую процедуру литья и отжига для обеспечения твердости и точности стали.
9. Станция высечки круговой резки обеспечивает кривизну срезаемого материала больше, чем диаметр заготовки, что также может обеспечить точную резку под прямым углом.
10. Автоматический стопор материала позволяет регулировать точность размера материала во время работы машины.
11. Синхронизированная выбивная система P.K.O делает выбор техники формования гибким.
12. Движущиеся и режущие кулачки передаточного пальца рассчитываются с помощью профессионального компьютерного программного обеспечения, чтобы сделать машину стабильной в состоянии высокоскоростной ковки.
13. В электрической системе имеется импортный преобразователь, поэтому станок легко запускать с бесступенчатым приводом. ПЛК также используется для автоматической проверки рабочего режима формовщика с функциями аварийной сигнализации и отображения неисправностей.
14. Сенсорный экран и система числового управления человеко-машинным диалогом являются дополнительными для удовлетворения требований заказчика, они используются для установки длины резьбовой трубы заднего выбивного отверстия, длины барьера и длины подачи, это удобно для быстрой штамповки. сдача. Эта система имеет объем памяти 99 мнемонических модулей для удовлетворения требований быстрой замены штампа.
Сенсорный экран и система числового управления человеко-машинным диалогом являются дополнительными для удовлетворения требований заказчика, они используются для установки длины резьбовой трубы заднего выбивного отверстия, длины барьера и длины подачи, это удобно для быстрой штамповки. сдача. Эта система имеет объем памяти 99 мнемонических модулей для удовлетворения требований быстрой замены штампа.
Основная конструкция и детали Введение автоматической машины для изготовления винтов с шестигранной головкой
| Корпус болтореза без кожуха | Высокоточный главный ползун |
| Система пружинных зажимов | Система трансферных пальцев |
| Система ПКО | Система резки проволоки |
| Система сцепления с тормозным устройством | Шестерни системы трансмиссии |
| Гидравлическая и пневматическая система управления | Механизм выгрузки материала с функцией быстрой замены выпуклой пластины |
| Система подачи проволоки | Система привода со спирально-конической передачей |
Стандартные принадлежности автоматической машины для изготовления винтов с внутренним шестигранником
1. Один набор пробных инструментов
Один набор пробных инструментов
2. Один набор стандартных ручных инструментов.
3. Один комплект стандартных запасных частей.
4. Один комплект сцепления
5. Один комплект панели управления
6. Один комплект двигателя переменного тока
7. Система регулировки скорости преобразователя.
8. Полное покрытие
9. Устройство защиты обратной подачи
10. Один комплект стойки оператора (Покупатель соединяется на заводе покупателя)
11. Внутренняя лампа
12. Один комплект предохранительного устройства
1. Пневматический датчик
2 , Безмасляный датчик
3. К.О. и П.К.О. Детектор поломки предохранительной булавки
4. Детектор конца материала
5. Детектор перегрузки двигателя (включая смазку, охлаждающую жидкость и двигатели вентилятора)
6. Детектор короткой подачи
7. Детектор недостаточного давления воздуха
8. Смазочный. Детектор нехватки масла
9. Двуручный блок управления для толчкового режима
13. Два комплекта электрооборудования, руководства по эксплуатации и обслуживанию на английском языке.
Два комплекта электрооборудования, руководства по эксплуатации и обслуживанию на английском языке.
14. Следующие запасные части расходных материалов чертежа машины будут предоставлены Продавцом.
а) Стопорный винт матрицы
b) Стопорный винт пуансона
c) P.K.O. Рычаг
d) Ударный валик для всех станций
e) Чертеж обрезного кулачка
f) K.O. Чертеж стержня
g) Чертежи всех предохранительных болтов
h) Чертеж храпового колеса
i) Чертеж передаточного рычага
j) Чертеж правильных роликов
k) Полный комплект электрических чертежей
l) Чертежи штампов и штамповочных блоков
All-in- машина для изготовления винтов one соответствует тренду
Логин E-Mail адрес
Пароль
- Содержание0854
- Календарь событий
- Редакция
- Подписка
- Медиа
- Все в одном приложении
- Информационный бюллетень
28.
 03.2022
– От бухты проволоки прямо до винтов с полной резьбой длиной 420 мм
03.2022
– От бухты проволоки прямо до винтов с полной резьбой длиной 420 ммАвтор Jörg Dambock
На выставке Wire 2022 компания Amba представит свою новую многофункциональную машину для производства винтов с полной резьбой диаметром 10 мм и длиной до 420 мм.
Новый станок «все в одном», разработанный компанией Amba, является первым в мире станком, производящим полнорезьбовые винты длиной до 420 мм за один непрерывный процесс непосредственно из рулона проволоки. © Ахенер Машиненбау
Основным узлом многофункционального станка является одна из двух встроенных станций заправки нитей. © Ахенер Машиненбау
© Ахенер Машиненбау
Показать все изображения
Это первая в мире машина, способная производить винты такой длины и диаметра от бухты проволоки до готового изделия в непрерывном цикле. Производительность до 80 винтов в минуту устанавливает новый стандарт в отрасли.
Принцип «все в одном»
Растет спрос на шурупы с полной резьбой длиной 420 мм в деревянном строительстве в связи с современной архитектурной тенденцией строительства деревянных домов. Хотя это имеет давнюю традицию в скандинавских странах и Альпах, все больше и больше деревянных зданий строится и в северных частях Германии.
Новый станок работает по разработанному Амба принципу «все-в-одном», т.е. все этапы процесса – от рассрочки, обрезки на длину и правки проволоки до формовки головки и накатывания резьбы – выполняются всего на одном станке. И это при скорости 80 штук в минуту.
Высокая частота циклов непосредственно из катушки с проволокой
Благодаря новому станку для изготовления винтов можно производить винты как с полной, так и с частичной резьбой с высокой скоростью цикла непосредственно из катушки с проволокой, что отвечает растущим требованиям рынка. Георг Хаас, руководитель отдела продаж Amba, объясняет мотивацию разработки новой машины: «Наши универсальные машины обеспечивают гораздо более высокую производительность, чем специализированные машины, которые специализируются на отдельных этапах процесса, например, на прокатке. С новым станком больше не нужно подавать, зажимать, обрабатывать и снимать один предмет за другим. Вместо этого мы перевели прерывистое производство на квазинепрерывный процесс. В некоторых приложениях это может привести к повышению производительности на порядок».
Первый 420-мм шуруповерт скоро будет доставлен заказчику в Германии. Дальнейшие заказы на этот новый тип машин уже размещены.
Wire 2022, зал 13 стенд B 44
Aachener Maschinenbau Gmbh
Werner-Von-Siemens-Strasse 17-19
52477 ALSDORF, Hermany
Contact Personge IS. I. GEORG HAAS HAS 9079. 64
I. GEORG HAAS HAS 9079. 64
[email protected]
www.amba.de
Об Амбе
Компания Aachener Maschinenbau GmbH, известная как «Амба», была основана в 1908 году, когда Аахен был известен во всем мире своим производством высококачественных игл. С тех пор компания превратилась в всемирно известного производителя оборудования, используемого для изготовления металлических компонентов методом холодной штамповки. Сегодня Amba специализируется на оборудовании для производства длинных и тонких деталей различного поперечного сечения, таких как винты длиной от 60 до 2500 мм, а также трубы и спицы. Конструкция Amba All-in-One сделала компанию единственным в мире поставщиком оборудования, которое может выполнять все этапы непрерывного производства длинных и сложных компонентов всего на одном станке. Все, начиная от подачи исходного сырья — катанки или трубных заготовок — и заканчивая готовым упакованным продуктом, обрабатывается всего одной машиной. Это уникально в отрасли.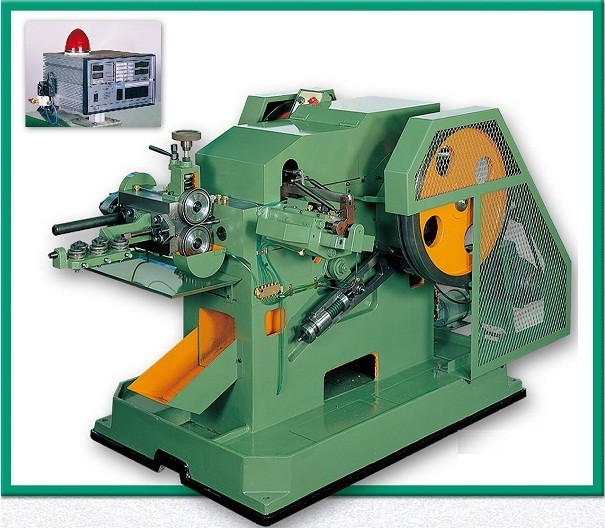 В штаб-квартире AMBA в Альсдорфе недалеко от Аахена работает 80 человек в отделах разработки и дизайна, в мастерских и в отделе послепродажного обслуживания.
В штаб-квартире AMBA в Альсдорфе недалеко от Аахена работает 80 человек в отделах разработки и дизайна, в мастерских и в отделе послепродажного обслуживания.
Другие статьи для:
- Ахенер Машиненбау
- Амба
- провод 2022
- изготовление винтов
- Обработка проволоки
производителей винтовых машин | Справочник IQS
Обработка винтов, также известная как швейцарская обработка винтов, является популярным промышленным процессом для производства широкого спектра прецизионных металлических деталей. Он основан на винтовых станках, типе автоматического токарного станка по металлу, и ценится за его эффективность и высокую производительность.
Он основан на винтовых станках, типе автоматического токарного станка по металлу, и ценится за его эффективность и высокую производительность.
Быстрые ссылки на информацию по обработке винтов
- История обработки винтов
- Преимущества и недостатки обработки винтов
- Обзор обработки винтов
- Применение и продукция для обработки винтов
- Процессы обработки винтов
- Оборудование для обработки винтов
- Изделия для винтовых станков
- Что следует учитывать при выборе станка для обработки винтов
- Условия использования винтовых станков
История обработки винтов
Винтовые станки были изобретены в Швейцарии в 1800-х годах. (По этой причине они также известны как швейцарские винтовые машины.) Они были разработаны в ответ на растущую индустриализацию, которая вызвала новую коммерческую потребность во многих взаимозаменяемых, но точных механических деталях.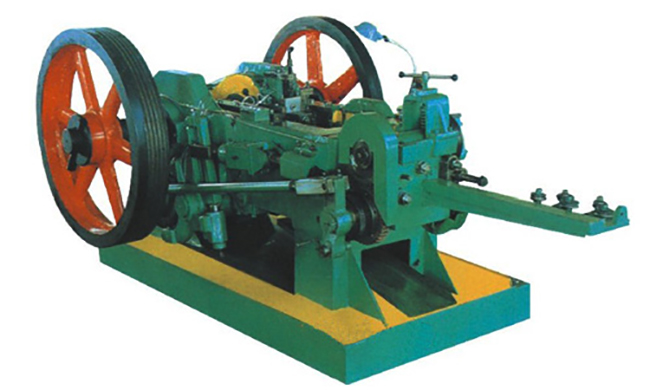 В то время Швейцария была новаторским центром промышленных товаров, таких как оптическое оборудование, микроскопы, измерительные приборы, весы и аналогичные продукты. Таким образом, ранние типы автоматизированных токарных станков по металлу были разработаны швейцарскими часовщиками, которые устанавливали детали на поворотные направляющие и производили различные прецизионные компоненты.
В то время Швейцария была новаторским центром промышленных товаров, таких как оптическое оборудование, микроскопы, измерительные приборы, весы и аналогичные продукты. Таким образом, ранние типы автоматизированных токарных станков по металлу были разработаны швейцарскими часовщиками, которые устанавливали детали на поворотные направляющие и производили различные прецизионные компоненты.
В 1870-х годах эти ранние станки были усовершенствованы за счет введения цангового патрона (который позволял использовать прутковый материал) и функций, которые позволяли перемещать переднюю бабку станка. Винтовые станки с числовым программным управлением (ЧПУ) впервые появились в следующем столетии, в 1940-х и 1950-х годах. Версия швейцарского станка с ЧПУ появилась в 1970-х годах. Сначала винтовые станки швейцарского типа применялись преимущественно в полупроводниковой и электронной промышленности (1980-е годы). Вскоре после этого их использование в других отраслях, таких как промышленность, медицина и аэрокосмическая промышленность, расширилось в соответствии с усовершенствованием конструкции и эксплуатации (19). 90-х).
90-х).
Преимущества и недостатки обработки винтов
- Преимущества обработки винтов
- Обработка винтов считается одним из самых быстрых и экономичных методов изготовления небольших вращающихся деталей благодаря ряду факторов. Обрабатывающее и токарное оборудование с ЧПУ известно своей очень эффективной работой. Например, одна единица оборудования может одновременно обрабатывать до шести деталей из-за большого количества инструментов. (Некоторые станки могут иметь до 20 инструментов в инструментальной зоне.) Винтовые станки не только способны обрабатывать несколько деталей одновременно, но и обеспечивают высокую производительность и сокращение времени цикла, что позволяет производителям изготавливать большое количество деталей. детали, обработанные с одинаковой точностью, с очень небольшим временем обработки. Поскольку несколько винтовых станков могут контролироваться одним оператором и выполнять второстепенные операции, они снижают трудозатраты, связанные с большим количеством рабочей силы.
 Без швейцарской обработки винтов высококачественные металлические детали, которые сегодня являются обычным явлением, были бы слишком дорогими для массового производства и приобретения.
Без швейцарской обработки винтов высококачественные металлические детали, которые сегодня являются обычным явлением, были бы слишком дорогими для массового производства и приобретения. - Обработка винтов предлагает конструктивные возможности и конструкционные преимущества, которые невозможно экономически эффективно воспроизвести с помощью любого другого метода производства. Очень немногие другие процессы формовки и изготовления металлов приближаются по точности к обработке винтов. Таким образом, для изготовления изделий, обычно связанных с обработкой винтов (например, специальных крепежных изделий), часто требуются прецизионные токарные и механические процессы. Некоторые виды штамповки металла могут достигать допусков, близких к допускам изделий с резьбой; однако для таких продуктов, как мельчайшие прецизионные инструменты, используемые в критически важных медицинских приложениях, обработка винтов является единственным практическим способом производства.
- Недостатки обработки винтов
- Обработка винтов не лишена недостатков.
 Очевидным недостатком является время настройки, которое предшествует работе машины. В отличие от токарных станков с ручным управлением и станков без ЧПУ, многошпиндельные винтовые станки с ЧПУ требуют длительного процесса настройки, включающего проектирование деталей и системное программирование, включая разработку САПР. Нередко настройка швейцарской машины занимает от одного до двух часов. Этот недостаток означает, что длительные тиражи, как правило, наиболее рентабельны. Тем не менее, никакие штампы или оборудование не должны создаваться на заказ для нестандартных деталей винтовых станков, что делает даже мелкосерийные винтовые станки относительно экономичным средством точного производства. Вторичным недостатком обработки винтов является массовое образование брака. От каждого отдельного прутка, обработанного винтом, может остаться до фута лома.
Очевидным недостатком является время настройки, которое предшествует работе машины. В отличие от токарных станков с ручным управлением и станков без ЧПУ, многошпиндельные винтовые станки с ЧПУ требуют длительного процесса настройки, включающего проектирование деталей и системное программирование, включая разработку САПР. Нередко настройка швейцарской машины занимает от одного до двух часов. Этот недостаток означает, что длительные тиражи, как правило, наиболее рентабельны. Тем не менее, никакие штампы или оборудование не должны создаваться на заказ для нестандартных деталей винтовых станков, что делает даже мелкосерийные винтовые станки относительно экономичным средством точного производства. Вторичным недостатком обработки винтов является массовое образование брака. От каждого отдельного прутка, обработанного винтом, может остаться до фута лома.
Обзор обработки винтов
Практически любой металл можно изготовить с помощью обработки винтов. Обычные материалы для резьбовой обработки включают сталь, нержавеющую сталь, латунь и алюминий. Титан часто используется для санитарных и миниатюрных медицинских инструментов. Даже неметаллические пластмассы, такие как ПТФЭ и нейлон, можно обрабатывать винтами. Однако важно отметить, что качество любого изделия с винтовой обработкой в конечном итоге зависит от качества исходного материала, независимо от его типа.
Титан часто используется для санитарных и миниатюрных медицинских инструментов. Даже неметаллические пластмассы, такие как ПТФЭ и нейлон, можно обрабатывать винтами. Однако важно отметить, что качество любого изделия с винтовой обработкой в конечном итоге зависит от качества исходного материала, независимо от его типа.
Отличительной чертой швейцарского станка является его способность перемещать переднюю бабку (в отличие от традиционных токарных станков). По сути, эти машины изготавливают детали, обрезая металлические заготовки. Дисковые кулачки в автоматических винтовых станках поворачивают различные обрабатывающие инструменты в отсек, где они могут воздействовать на заготовку (которая удерживается на месте зажимной цангой). Эти же кулачки также отвечают за изменение положения передней бабки, если это окажется необходимым. Двигатель станка, расположенный в основании станка, является центральным источником энергии для всех операций, и его мощность зависит от размера станка, скорости и обрабатываемого материала. Главный приводной вал винтовой машины обеспечивает мощность ведущего рабочего вала станины и управляет двумя передними кулачковыми валами.
Главный приводной вал винтовой машины обеспечивает мощность ведущего рабочего вала станины и управляет двумя передними кулачковыми валами.
Швейцарские станки с ЧПУ обычно содержат даже больше инструментов, чем автоматические швейцарские станки, из-за сложности их компьютеризированного блока управления. Такие винтовые станки могут иметь более восьми шпинделей, причем все они работают одновременно. Каждый шпиндель часто программируется отдельно для работы на разных скоростях. Круглый, квадратный или шестигранный металлический пруток крепится к пружинным цангам шпинделя, которые вращаются, когда несколько автоматических инструментов для резки, сверления, вырубки и накатки, прикрепленных к винтовому станку, разбивают пруток на части, срезая лишний материал, сглаживая и сверля. . Эти инструменты воздействуют на заготовку очень близко к тому месту, где заготовка входит в рабочий отсек через направляющую втулку. Стабилизирующее действие направляющей втулки сводит к минимуму любое отклонение, вызванное силой резания, и обеспечивает высокую точность всего процесса обработки винтов.
Применение и продукты обработки винтов
Продукты обработки винтов часто описываются как токарные детали с ЧПУ или прецизионные токарные детали. Специальные крепежные детали и винты являются очень распространенным типом продукции, производимой в процессе обработки винтов, и включают в себя винты с пуговицами, винты с шестигранной головкой, винты с плоской головкой, винты для ферм и многие другие. К военным примерам изделий, которые зависят от изделий с резьбой, относятся боевые каски и армейские винтовки. Однако крепежные инструменты — далеко не единственный вид продукции, изготавливаемой такими методами обработки винтов. Металлические ручки, миниатюрные медицинские инструменты, биоимплантаты, шинные манометры, резьбовые стержни, шлицы, шпиндели, фитинги и безграничное разнообразие нестандартных металлических деталей могут быть обработаны токарной обработкой до точных допусков. Вообще говоря, швейцарская обработка винтов особенно подходит для изготовления любого длинного и тонкого изделия или маленького и сложного изделия.
После того, как в процессе изготовления винтовых станков были получены детали, обработанные винтами, возможности этого оборудования расширяются. Некоторые из этих возможностей включают важные приложения, такие как точные медицинские инструменты, автомобильные инструменты, лабораторные инструменты, компоненты электроники (как для ИТ, так и для потребительских целей), компоненты бытовой техники, детали военного назначения и многие другие. Способность швейцарских винтовых станков работать как с обычными, так и с экзотическими металлами (а также с неметаллическими материалами, такими как пластик) делает их очень универсальными и играет большую роль в их важности для этих различных отраслей.
Процессы обработки винтов
Различные виды винтовых станков подходят для различных процессов. Некоторые из этих процессов включают накатку, накатывание резьбы и другие.
- Процесс накатки
- Процесс создания узорчатой текстуры на поверхности металла для обеспечения сцепления.
 Общие области применения накатки включают ручки инструментов, металлические фонарики, гайки с накаткой и ручки с накаткой. Накатка достигается с помощью специализированных токарных станков с ЧПУ.
Общие области применения накатки включают ручки инструментов, металлические фонарики, гайки с накаткой и ручки с накаткой. Накатка достигается с помощью специализированных токарных станков с ЧПУ. - Накатка и формовка резьбы
- Процессы, применяемые при формировании головок винтов. Оба процесса включают в себя прижатие фасонного штампа к заготовке. Накатка и формование резьбы — это процессы холодной штамповки, требующие минимального порога пластичности от задействованных заготовок. Другими словами, металлы, получаемые с помощью процессов накатки и формовки резьбы, должны быть способны формоваться под действием силы сжатия при низких температурах.
- Наплавка металлических деталей
- Металлическим деталям можно не только придавать форму с помощью резьбовой обработки, но и наносить на них поверхность. Токарная обработка может дать гладкую, почти полированную поверхность или рифленую поверхность. Второстепенные операции иногда выполняются вторым шпинделем на двухшпиндельном станке с ЧПУ для швейцарских винтов (в отличие от реального оператора).
.jpg)
Оборудование для обработки винтов
В целом, винтовые станки представляют собой просто специализированные неручные варианты металлообрабатывающих станков. По определению, токарные станки — это промышленные машины, которые формируют заготовку, вращая ее вокруг оси определенного типа. Для изготовления деталей с резьбой используются как обычные токарные станки, так и винтовые станки. Однако, в отличие от токарных станков, винтовые станки могут нести несколько шпинделей и поэтому чаще используются в массовом производстве.
Винтовые машины можно разделить на две отдельные категории. Предыдущая категоризация подчеркивает физическую ориентацию винтовой машины, в то время как последняя категоризация подчеркивает метод управления винтовой машиной.
- Машины револьверного типа
- Винтовые машины обычно идентифицируются как револьверные или швейцарские. Станки револьверного типа отмечены вертикальными ползунами, которые вставляют заготовку в станок.
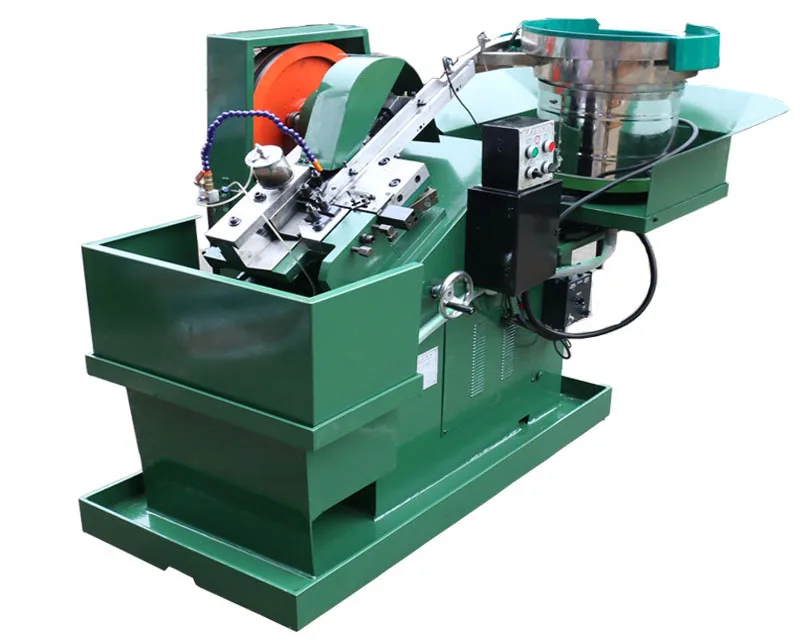 Однако машины швейцарского типа отличаются поворотными ползунами, появившимися в начале их изобретения.
Однако машины швейцарского типа отличаются поворотными ползунами, появившимися в начале их изобретения. - Винтовые станки швейцарского типа
- Винтовые станки швейцарского типа можно разделить на автоматические и винтовые станки с ЧПУ. Это деление основано на различных методах управления. Первые неручные токарные станки по металлу — или винтовые станки — приводились в действие механически с помощью кулачков и связанного с ними оборудования (например, рычагов, зажимов и т. Д.). Хотя все винтовые машины работают автоматически, автоматические винтовые машины по-прежнему относятся в первую очередь к этому более раннему типу неручных винтовых машин. Винтовые станки с ЧПУ, с другой стороны, управляются сложными компьютерами, которые были предварительно запрограммированы на выполнение определенного типа последовательности.
- Эти варианты обработки винтов значительно расширили общие производственные возможности для обработки винтов в целом.
 Существует еще больше вариантов, таких как винтовые станки «гибридного» типа, которые сочетают в себе функции классических автоматических станков и более новых станков с ЧПУ. Для ясности, в этой статье основное внимание будет уделено винтовым станкам швейцарского типа и станкам с ЧПУ.
Существует еще больше вариантов, таких как винтовые станки «гибридного» типа, которые сочетают в себе функции классических автоматических станков и более новых станков с ЧПУ. Для ясности, в этой статье основное внимание будет уделено винтовым станкам швейцарского типа и станкам с ЧПУ.
Винтовые станки
- Высокоточные винтовые станки
- Производится с чрезвычайно жесткими допусками, что особенно важно при производстве больших объемов токарных деталей. Жесткие допуски достигаются за счет использования высококачественных металлов и тщательного контроля на этапах производства.
- Медицинский винтовой станок Продукция
- Используется в различных областях медицины, научных исследований и фармацевтики. К прецизионным медицинским компонентам относятся спинальные имплантаты, винты и зубные имплантаты.
- Детали винтовых машин из нержавеющей стали
- Обеспечивают превосходную коррозионную и химическую стойкость.
 Винтовые станки из нержавеющей стали полезны в промышленных целях, в которых они будут подвергаться воздействию экстремальных температур, влаги и химикатов.
Винтовые станки из нержавеющей стали полезны в промышленных целях, в которых они будут подвергаться воздействию экстремальных температур, влаги и химикатов.
На что обратить внимание при выборе станка для обработки винтов
Всегда рекомендуется не торопиться и инвестировать в поиск поставщика-производителя, обладающего опытом и готовностью разработать индивидуальное решение для ваших конкретных потребностей. Что касается поставщиков оборудования для обработки винтов, следует учитывать несколько факторов, в том числе происхождение и качество материала для обработки винтов, доступный уровень индивидуальной настройки продукта, репутацию в отношении оборота и времени доставки для соблюдения деловых сроков.
Если вы являетесь производителем или поставщиком станков для обработки винтов, то при рассмотрении ваших операций учитываются аналогичные факторы. С точки зрения инвестиций в оборудование гибкость является важной, но недооцененной характеристикой. Поскольку швейцарская резьбовая обработка продолжает развиваться, рекомендуется вкладывать финансовые средства в сложные станки (например, станки с ЧПУ с множеством вариантов инструментов), которые с большей вероятностью будут адаптированы к непредвиденным будущим разработкам. Это контрастирует с более консервативной бизнес-стратегией, которая менее гибка в отношении оборудования и связывает прогнозируемый рост с постоянно высокими объемами производства. Как правило, швейцарские винтовые станки более точны, чем револьверные, а швейцарские станки с ЧПУ более точны и быстры, чем автоматические швейцарские станки.
Это контрастирует с более консервативной бизнес-стратегией, которая менее гибка в отношении оборудования и связывает прогнозируемый рост с постоянно высокими объемами производства. Как правило, швейцарские винтовые станки более точны, чем револьверные, а швейцарские станки с ЧПУ более точны и быстры, чем автоматические швейцарские станки.
Условия использования винтовых станков
- Матрица Acorn
- Плашка для нарезания резьбы, используемая в винтовых станках, режущая часть которой имеет форму желудя.
- Протяжка
- Процесс механической обработки, при котором внутренняя и внешняя поверхности детали изменяются в соответствии с проектными требованиями путем проталкивания или протягивания фрезы, называемой протяжкой, через поверхности детали. Протяжка особенно выгодна при обработке сложных деталей.
- Кнопочный штамп
- Крошечная регулируемая матрица, поддерживаемая кольцом-держателем.
 Плашки-пуговицы применяют в винтовых станках и для других работ того же типа.
Плашки-пуговицы применяют в винтовых станках и для других работ того же типа. - Кулачки
- Компоненты винтового станка, которые перемещают ползуны и револьверную головку для подачи режущих инструментов в работу. Кулачки контролируют автоматические движения, глубину и продолжительность каждого разреза.
- Чак
- Часть токарного станка винтового станка, которая захватывает деталь, подлежащую точению, удерживая ее на месте во время ее вращения и придания формы.
- Цанга
- Тип патрона на винтовом станке, обеспечивающий надежный захват токарной детали. Цанга удерживает деталь на месте во время вращения, не оставляя дефектных следов на детали.
- Поперечный суппорт
- Суппорт с кулачковым приводом, который перемещает инструменты под прямым углом к шпинделю. Поперечные салазки работают через рычаги, чтобы обеспечить правильную подачу для каждого инструмента.

- Токарный станок
- Винтовой станок, на который помещается и вращается деталь для придания ей формы.
- Механическая предохранительная муфта
- Устройство, предохраняющее механизмы винтовой машины от зацепления, с целью остановки главного приводного вала в случае перегрузки или заклинивания.
- Фрезерование
- Процесс механической обработки, включающий снятие слоя с металлической детали.
- Прецизионный крепежный винт
- Винт со шлицем, фрезерованный из прутка. Затем нарезается резьба и производится машинная обработка винта.
- Прикладной винт
- Как правило, легкообрабатываемый сплав в форме проволоки или стержня, который используется для изготовления винтовых станков.
- Шпиндель
- Часть винтовой машины, состоящая из вращающегося вала, вокруг которого вращается часть винтовой машины.

- Токарная обработка
- Процесс механической обработки, используемый для изготовления деталей с резьбой, при котором заготовка вращается вокруг неподвижной части оборудования.
- Башня
- Компонент винтового станка, который приводится в действие кулачками для автоматического перемещения каждого инструмента в нужное положение.
Автоматическая машина для изготовления винтов | Национальный музей американской истории
Применяются условия использования
Загрузки- Описание
- Чарльз Вандер Вурд, суперинтендант компании American Watch Co. в Уолтеме, штат Массачусетс, изобрел этот станок в 1871 году. Это был первый токарный автомат для изготовления часовых винтов. Подача стержня оператором станка, станок работал на одном винте за раз, пропуская стержень через последовательность различных режущих инструментов.
 Самые ранние машины производили крошечные винты для крепления часовых камней, но после усовершенствований 1874 года машины могли производить часовые винты других размеров.
Самые ранние машины производили крошечные винты для крепления часовых камней, но после усовершенствований 1874 года машины могли производить часовые винты других размеров. - По одному подсчету, один рабочий мог обслуживать шесть или восемь станков производительностью от 1200 до 1500 винтов в день. Часовая компания представила две машины на выставке в Филадельфии в 1876 году, по словам швейцарского обозревателя, который сообщил, что одна машина может делать 800 винтов в день с только 5% отходов.
- Никелированное покрытие на этом экземпляре указывает на то, что это был демонстрационный образец, а не машина заводского производства, и, возможно, это был один из тех, что были на выставке.
- Производители инструментов Waltham продолжали совершенствовать конструкции Вандера Вурда и продолжали использовать автоматические токарно-винторезные станки как в American Watch Company, так и в других часовых фирмах вплоть до 20-го века.

- Ссылки:
- Church, DA The Evolution of Automatic Machinery применительно к производству часов в Waltham, Mass., Chicago: GK Hazlitt, 1896.
- Дэвид, Жак. Rapport a la Société Intercantonale des Industries du Jura sur la Fabrication de L’horlogerie aux Etats-Unis, Saint-Imier, Compagnie des montres Longines Francillon SA, 1992. [доступно в переводе на http://www.watkinsr.id .au/david.html, получено 24 января 16]
- Местоположение
- В настоящее время не отображается
- Имя объекта
- автоматическая винтовая машина
- дата изготовления
- ок 1875
- производитель
- Компания Уолтем Уотч
- конструктор
- Вурд, Вандер
- Физическое описание
- никелированный чугун (общий материал)
- Измерения
- в целом: 10 3/8 дюйма x 20 7/8 дюйма x 20 1/4 дюйма; 26,3525 см x 53,0225 см x 51,435 см
- Идентификационный номер
- ME.
 316564
316564 - каталожный номер
- 316564
- регистрационный номер
- 225117
- Больше товаров в
- Работа и промышленность: механизмы
- Измерение и картирование
- Источник данных
- Национальный музей американской истории
Номинировать этот объект для фотографирования.
Наша база данных коллекций находится в стадии разработки. Мы можем обновить эту запись на основе дальнейших исследований и обзоров.