Отливки стальные ГОСТ 977-88 :: Металлические материалы: классификация и свойства
Отливки стальные ГОСТ 977-88
Стандарт распространяется на стальные отливки, изготовляемые всеми способами литья из нелегированных и легированных конструкционных, легированных со специальными свойствами литейных сталей.
1. Марки.
1.1. Для изготовления отливок предусмотрены следующие марки стали:
конструкционные нелегированные:
15Л, 20Л, 25Л, 30Л, 35Л, 40Л, 45Л, 50Л;
конструкционные легированные:
20ГЛ, 35ГЛ, 20ГСЛ, 30ГСЛ, 20Г1ФЛ, 20ФЛ, 30ХГСФЛ, 45ФЛ, 32Х06Л, 40ХЛ, 20ХМЛ, 20ХМФЛ, 20ГНМФЛ, 35ХМЛ, 30ХНМЛ, 35ХГСЛ, 35НГМЛ, 20ДХЛ, 08ГДНФЛ, 13ХНДФТЛ, 12ДН2ФЛ, 12ДХН1МФЛ, 23ХГС2МФЛ, 12Х7Г3СЛ, 25Х2ГНМФЛ, 27Х5ГСМЛ, 30Х3С3ГМЛ, 03Н12Х5М3ТЛ, 03Н12Х5М3ТЮЛ;
конструкционные легированные, применяемые в договорно-правовых отношениях между странами – членами СЭВ:
15ГЛ, 30ГЛ, 45ГЛ, 70ГЛ, 55СЛ, 40Г1, 5ФЛ, 15ФЛ, 30ХЛ,25ХГЛ, 35ХГЛ, 50ХГЛ, 60ХГЛ, 70Х2ГЛ, 35ХГФЛ, 40ХФЛ, 30ХМЛ, 40ХМЛ, 40ХНЛ, 40ХН2Л, 30ХГ1, 5МФРЛ, 75ХНМФЛ, 40ГТЛ, 20ГНМЮЛ;
легированные со специальными свойствами:
а) мартенситного класса
20Х13Л, 08Х14НДЛ, 09Х17Н3СЛ, 10Х12НДЛ – коррозионно – стойкие; 20Х5МЛ, 20Х8ВЛ, 40Х9С2Л – жаростойкие; 20Х12ВНМФЛ – жаропрочная; 85Х4М5Ф2В6Л (Р6М5Л), 90Х4М4Ф2В6Л (Р6М4Ф2Л) – быстрорежущие;
б) мартенситно – ферритного класса
15Х13Л – коррозионностойкая;
в) ферритного класса
15Х25ТЛ — коррозионностойкая;
г) аустенитно – мартенистого класса
08Х15Н4ДМЛ, 08Х14Н7МЛ, 14Х18Н4Г4Л – коррозионностойкие;
е) аустенитного класса
10Х18Н9Л, 12Х18Н9ТЛ, 10Х18Н11БЛ, 07Х17Н16ТЛ, 12Х18Н12М3ТЛ — коррозионностойкие; 55Х18Г14С2ТЛ, 15Х23Н18Л, 20Х25Н19С2Л, 18Х25Н19СЛ, 45Х17Г13Н3ЮЛ – жаростойкие; 35Х18Н24С2Л, 31Х19Н9МВБТЛ, 12Х18Н12БЛ, 08Х17Н34В5Т3Ю2РЛ, 15Х18Н22В6М2РЛ, 20Х21Н46В8РЛ – жаропрочные; 110Г13Л, 110Г13Х2БРЛ, 110Г13ФТЛ, 130Г14ХМФАЛ, 120Г10ФЛ – износостойкие;
легированные со специальными свойствами, применяемые в договорно-правовых отношениях между странами – членами СЭВ:
а) мартенситно-ферритного класса15Х14НЛ, 08Х12Н4ГСМЛ – коррозионностойкие;
б) аустенитно-ферритного класса
12Х21Н5Г2СЛ, 12Х21Н5Г2СТЛ,
12Х21Н5Г2СМ2Л, 12Х19Н7Г2САЛ, 12Х21Н5Г2САЛ, 07Х18Н10Г2С2М2Л, 15Х18Н10Г2С2М2Л,
15Х18Н10Г2С2М2ТЛ – коррозионностойкие.
1.2. Сталь должна выплавляться в печах с основной футеровкой. Допускается выплавка стали в печах с кислой футеровкой при условии выполнения требований настоящего стандарта.
Возможность применения конвертерной стали должна быть указана в конструкторской документации (КД) и (или) нормативно-технической документации (НТД).
Примеры условных обозначений:
25Л ГОСТ 977-88
23ХГС2МФЛ ГОСТ 977-88
20Х25Н19С2Л ГОСТ 977-88
Примеры условных обозначений сталей для отливок, предназначенных для изделий, подлежащих приемке представителем заказчика:
25Л К20 ГОСТ 977-88
В
обозначении марок стали первые цифры указывают среднюю или максимальную (при
отсутствии нижнего предела) массовую долю углерода в сотых долях процента;
буквы за цифрами означают: А – азот, Б – ниобий, В – вольфрам, Г – марганец, Д
– медь, М –молибден, Н – никель, Р – бор, С – кремний, Т – титан, Ф – ванадий,
Х – хром, Ю – алюминий, Л – литейная. Цифры, стоящие после букв, указывают
примерную массовую долю легирующего элемента в процентах.
Цифры, стоящие после букв, указывают
примерную массовую долю легирующего элемента в процентах.
Индексы «К» и «КТ» являются условными обозначениями категории прочности, следующие за ними число, означает значение требуемого предела текучести. Индекс «К» присваивается материалу в отожженном, нормализованном или отпущенном состоянии; индекс «КТ» — после закалки и отпуска.
2. Основные параметры и размеры.
2.1. В зависимости от назначения и требований, предъявляемых к деталям, отливки разделяются на три группы:
Группа отливок | Назначение | Характеристика отливок | Перечень контролируемых показателей качества |
1 | Отливки общего назначения | Отливки для деталей, конфигурация и размеры которых определяется только конструктивными и технологическими соображениями | Внешний вид, размеры, химический состав |
2 | Отливки ответственного назначения | Отливки для деталей, рассчитываемых на прочность и работающих при статических нагрузках | Внешний вид, размеры, химический состав, механические свойства; предел текучести или временное сопротивление и относительное удлинение |
3 | Отливки особо ответственного назначения | Отливки для деталей, рассчитываемых на прочность и работающих при циклических и динамических нагрузках | Внешний вид, размеры, химический состав, механические свойства; предел текучести или временное сопротивление, относительное удлинение и ударная вязкость |
Примечание:
1. По требованию потребителя в число дополнительных контролируемых
показателей могут быть включены: твердость, излом металла, механические для
отливок со стенкой толщиной свыше 100 мм, механические свойства при пониженных
и повышенных температурах, герметичность, микроструктура, плотность,
коррозионная стойкость, жаростойкость, стойкость против межкристаллитной
коррозии и др.
По требованию потребителя в число дополнительных контролируемых
показателей могут быть включены: твердость, излом металла, механические для
отливок со стенкой толщиной свыше 100 мм, механические свойства при пониженных
и повышенных температурах, герметичность, микроструктура, плотность,
коррозионная стойкость, жаростойкость, стойкость против межкристаллитной
коррозии и др.
2. Для отливок 3-й группы, предназначенных для изделий, подлежащих приемке представителем заказчика, работающих при пониженных температурах и подвергающиеся динамическим нагрузкам, при наличии указания в КД и (или) НТД ударная вязкость стали определяется при температуре минус 50ºС. Нормы ударной вязкости при этом указывают в КД и (или) НТД на конкретную продукцию.
Обозначение отливки в технических требованиях чертежа:
Для отливок 1-й группы:
Отливки 1-й группы ГОСТ 977-88
Для отливок 2-й группы:
Отливки 1-й группы ГОСТ 977-88
Для отливок 3-й группы:
Отливки 1-й группы ГОСТ 977-88
3. Технические требования.
Технические требования.
3.1. Отливки должны подвергаться термической обработке.
3.2. Допуски размеров и массы отливок, а также припуски на механическую обработку должны соответствовать требованиям ГОСТ 26645, формовочные уклоны – ГОСТ 3212 или указаны в КД.
3.3. Отливки должны быть очищены от формовочной смеси, окалины и пригара. Прибыли и питатели должны быть удалены.
Места отрезки питателей и прибылей, заливы и просечки должны быть зачищены или обрублены в пределах допусков по чертежу отливки.
3.4. Удаление питателей и прибылей проводится любым способом.
Удаление питателей и прибылей огневой резкой после окончательной термической обработки должно быть указано в КД и НТД.
3.5. На подлежащей механической обработке поверхности отливки не допускаются дефекты поверхности в виде раковин, спаев, утяжин, плен и т. д., превышающие по глубине припуск на механическую обработку.
3.6.
При исправлении дефектов заваркой она должна проводиться до окончательной
термической обработки.
Стальное литье, производство стальных отливок на заказ
Машиностроительный завод предлагает весь спектр производства:
От создания 3Д модели (чертежа) до готового изделия.
- Отливки из углеродистой стали Ст20Л — Ст35Л купить по цене 180 РУБ за 1 кг
- Износостойкие стали (110Г13Л) цена за 1 кг 210 руб
- Низколегированные стали (20ГЛ, 45ГЛ, 20ГСЛ) стоимость от 190 руб за 1 кг
Наши возможности по стальному литью:
- Развес отливок от 0,5 до 3000 кг, габаритом до 2х2х2 м;
- 1000 тонн стального литья в месяц;
- Собственный модельный участок – проектируем и изготавливаем модельно–стержневые оснастки из дерева и модельного пластика, металлические литейные оснастки, в том числе автоматические стержневые ящики любой сложности;
- Оборудование для термической обработки литья TachTech;
- Дробеметная машина CAPRI 25-20 WR10 V STRM;
- 1000 тонн стального литья в месяц;
- Собственная сертифицированная лаборатория для контроля физико-механических свойств стержневых и формовочных смесей «Simpson», химического состава по ходу плавки «Belec», металлографического анализа, сдаточных параметров химического состава и механических свойств материала, включая ударную вязкость при отрицательных температурах.

- Механическая обработка;
- Полный технологический цикл изготовления деталей от проектирования до готового изделия.
- Бесплатно предоставим тестовый образец для проверки качества;
- Отправка продукции в любой город РФ и СНГ;
- 80 лет опыта и традиций в стальном литье!
На сегодня литейный цех обеспечивает не только потребности предприятия в стальном литье для запчастей и деталей продукции собственного производства завода, но и является поставщиком литья для многих промышленных машиностроительных предприятий.
Что же такое сталь и почему ей отдают предпочтение в изготовлении заготовок предприятия практически всех отраслей? Чтобы с уверенностью назвать материал сталью, в сплаве должно быть не меньше 45% железа, а количество углерода должно составлять не более 2,14%. Благодаря более низкому содержанию углерода сталь лучше поддается обработке, чем чугун. Это относится к там механическим процессам, как сварка, резка, ковка и т. п.
п.
Температура плавления стали составляет 1450-1520°C.
Отливки из Ст 20-35 Л имеют наиболее распространенное применение, так как обладают большинством необходимых параметров – свариваемостью, прочностью, хорошо поддаются механической обработке. Очистка в дробеметной камере обеспечивает высокое качество поверхности, а нормализация в печи отжига – необходимые механические свойства.
Литейных цех машиностроительного завода оснащен:
- механизированной формовочной линией «OMEGA» с размером кома до 1500х1200х1000 мм;
- смесителем ХТС «Omega» для ручной формовки;
- стержневым автоматом «Laempe»;
- трехфазными дуговыми электрическими печами емкостью до 3 т.
Технологии производства стального литья
Стальное литье – это литье в формы, отвержденные в контакте с холодной оснасткой. После удаления элементов литниковой системы производится термическая обработка отливок (снятие внутренних напряжений и придание заготовкам требуемых свойств).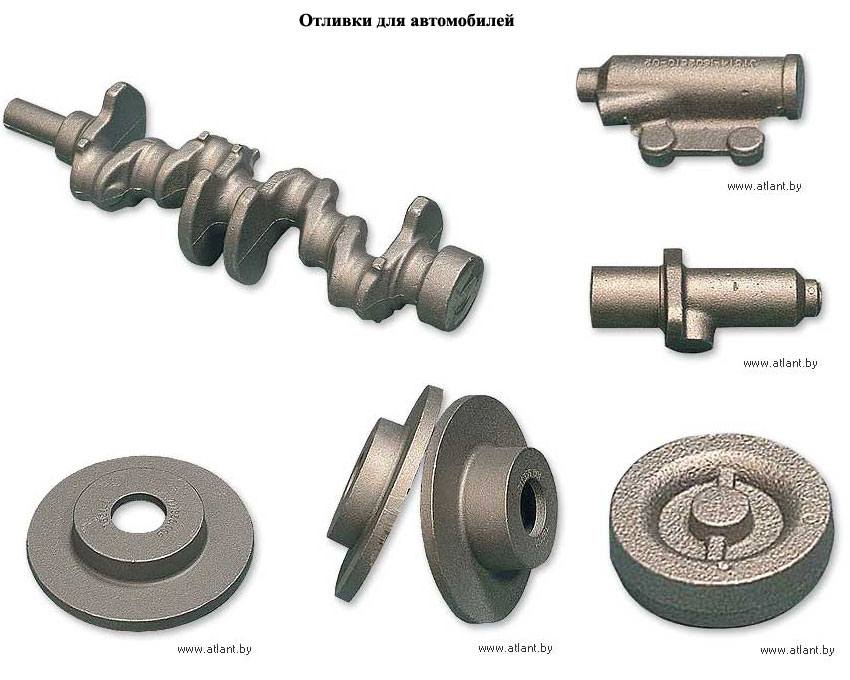
На нашем заводе стальное литьё изготавливается в сухих песчаных формах (безопочная формовка). Выплавка производится в двух электродуговых сталеплавильных печах. Использование модификаторов и редкоземельных лигатур придают сплавам необходимые свойства. Отливки производства машиностроительного завода отливаются для деталей, обеспечивающих прочность и при статических, динамических и знакопеременных нагрузках. Основные преимущества форм из ХТС, это высокая газонепроницаемость и низкая газотворность. Для обеспечения высокого качества отливок мы используем современные противопригарные покрытия. Весь процесс технологии позволяет обеспечить высокую точность отливок и чистую поверхность при отсутствии газовых раковин и дефектов, что позволяет сохранить минимальный припуск под механическую обработку.
Кубаньжелдормаш предлагает свои услуги по изготовлению стальных заготовок из различных сплавов для предприятий все отраслей. Изготовим любые отливки по чертежам заказчика.
Основной перечень серийных отливок из стали
- Запасные части для сельхозтехники, тракторов, автомобилей;
- Самолетостроение и судостроение;
- Детали и оборудование для печных, котельных и горно–шахтных предприятий;
- Запасные части для железнодорожного машиностроения;
- Деревообрабатывающая промышленность;
- Металлургия и нефтехимическая отрасль.
Мы отливаем стальные детали для ОАО «РЖД», ОАО «Газпром», ОАО «НК «Роснефть» и для большого количества мелких и средних машиностроительных предприятий.
Технические требования, отливки из чугуна ГОСТы
- Стальное литье на заводе изготавливается в соответствии с требованиями ГОСТ 977-88 и НТД, утвержденной в установленном порядке;
- Класс размерной точности по ГОСТ Р53464 от 9-11;
- Минимальная толщина стенок 3-6 мм.
Заказать или купить стальные отливки Вы можете в любое удобное время, для этого достаточно связаться с менеджером по литью по почте: ha@zdm. ru / тел.: +7 (988) 652-53-78 или отправить запрос на общий заводской адрес: [email protected]
ru / тел.: +7 (988) 652-53-78 или отправить запрос на общий заводской адрес: [email protected]
Стальные отливки — zavod-litja.ru
«Zavod-Litja.ru» ведет свою работу на специализации по отливу стали. Мы производим стальные отливки по всем стандартам качества. Работа выполняется на современных станках и на лучшем технологическом оборудовании. Наш завод предлагает вам произвести отлив стали под заказ по лучшим технологиям, а также произведет доставку в назначенное место по всей территории России и СНГ.
Виды технологий по отливке стали
Первый способ, который довольно широко распространен из-за своей низкой стоимости – это способ литья стали в глинисто-песчаные формы. По-другому его называют литьем в землю.
Пришлите ваши чертежи или эскизы на [email protected]
Либо звоните 8-800-250-88-72. Доставка по России и СНГ!!!
Такое литье подразумевает в себе отлив металла в специально подготовленные прессованные формы, которые делают из песка и глины. Этот способ, благодаря таким дешевым приспособлениям, отличается от других своей низкой стоимостью. С помощью него можно осуществить все виды литья из черных и цветных металлов от 1кг.
Этот способ, благодаря таким дешевым приспособлениям, отличается от других своей низкой стоимостью. С помощью него можно осуществить все виды литья из черных и цветных металлов от 1кг.
Второй способ литья стали осуществляется путем специальной холодно-твердеющей смеси. При этом методе отлива возможно получение более точных форм отливок по своим размерам и определенной конфигурации. Формы для выполнения отлива – это смесь, в ее состав входит песок, к которому добавляют смолу и специальный затвердитель. Такие формы имеют одноразовое применение.
Стальные отливки
Следующий способ – это литье по специально выплавленной модели. Такой вид литья чаще всего применяют при отливе изделий для художественного декорирования. Это сложный процесс, поскольку изделия зачастую имеют тонкую толщину стенок. Для художественного литья применяют модель, которая полностью неразъёмная, и сделана из специального материала. Этот материал имеет высокую прочность, гибкость, а также может подвергаться перепадам различных температур. Зачастую для изготовления подобных моделей для художественного отлива, используют материал, в который входят восковые примеси.
Зачастую для изготовления подобных моделей для художественного отлива, используют материал, в который входят восковые примеси.
Еще один вид литья – литье в кокиль. Эта форма состоит из металлических разборных конструкций. Кокиль легко подвергается различным нагрузкам, а также повышенным и пониженным температурам. При этом он сохраняет все свои свойства и может использоваться многократно. Благодаря таким формам как кокиль, можно достичь идеально гладкой поверхности изделия и максимально точным требуемым размерам при литье стальных отливок. Это решает проблему с дополнительной обработкой изделия, что приводит к низкой стоимости работ. Также его можно использовать множество раз и плюс ко всему, он прекрасно поддается ремонту, что благоприятно влияет на дополнительные расходы, на новые формы.
Литье с помощью газифицированной модели
Этот способ литья предусматривает заливку горячего жидкого металла или сплава в форму, которая сделана из материала пенополистирола. Этот материал, при его использовании, может обращаться в газообразное состояние, и таким образом полностью принимает пенопластовую форму. Что разрешает производить отлив металла с абсолютной точностью. К тому же такое литье очень экономичное.
Этот материал, при его использовании, может обращаться в газообразное состояние, и таким образом полностью принимает пенопластовую форму. Что разрешает производить отлив металла с абсолютной точностью. К тому же такое литье очень экономичное.
Способ литья при использовании центробежной силы
Это хороший способ лить металл или сплав, который при вращении формы полностью заполняет ее. Что приводит материал к высокой прочности, износостойкости и отличной целостности. Также благодаря такому методу, дополнительная трудоемкая обработка готового изделия не требуется. С его помощью изготавливают трубы, толщина их стенок от 8 мм, при длине до 8500 мм. Диаметр по внешней окружности составляет от 63 до 1500 мм.
Все эти способы достаточно разные и каждый по-своему хорош. Каждый из них проходит, специальные исследования и подвергается различным проверкам на качество выполненных работ, чтобы полностью соответствовать мировым стандартам.
Пришлите ваши чертежи или эскизы на [email protected]
Либо звоните 8-800-250-88-72.
 Доставка по России и СНГ!!!
Доставка по России и СНГ!!!Вся продукция, отлитая при помощи таких способов – литья стали по выплавляемым моделям, имеет широкое распространение в:
- строительстве,
- машиностроении,
- и других сферах промышленности.
«Zavod-Litja.ru» обладает не только всеми этими методами литья стали и металла, а также лучшим оборудованием. Персонал нашего завода имеет все необходимые навыки и опыт работы.
Наше предприятие производит следующие изделия и детали:
- стальные муфты,
- звездочки,
- полумуфты,
- бандажи из стали,
- стальные ковши,
- круги,
- втулки и шкивы из стали.
Также изготавливаем лопасти для аппарата дробомета:
- зубчатые колеса,
- брони для дробилок,
- футеровки,
- изложницы,
- кронштейны,
- станины,
- различные опоры и подушки,
- защитные плиты,
- полувенца,
- накладки и корпуса.
«Zavod-Litja. ru» имеет в наличии индукционную печь ИСТ-0,5. Все оборудование и техника для выполнения подобных работ, отлажена и проходит ежеквартальный технический осмотр, только тогда мы запускаем процесс литья стальных отливок. Благодаря нашей технике мы производим продукцию по всем стандартам качества, которая обладает хорошими механическими и технологическими свойствами.
ru» имеет в наличии индукционную печь ИСТ-0,5. Все оборудование и техника для выполнения подобных работ, отлажена и проходит ежеквартальный технический осмотр, только тогда мы запускаем процесс литья стальных отливок. Благодаря нашей технике мы производим продукцию по всем стандартам качества, которая обладает хорошими механическими и технологическими свойствами.
Преимущества «Zavod-Litja.ru»
Наша команда выполняет все функции по отливу разных сплавов по всем ГОСТ- стандартам, и сохраняет полную размерность и припуски, которые требуются при изготовлении продукции.
Мы можем получить абсолютно любой сплав, в который будут входить такие легирующие элементы, как:
- молибден,
- никель,
- хром,
- и другие.
Вследствие требования определенных размеров, сложности спецзаказа, его индивидуальности, а также марки сплава, мы получаем гибкость размеров. Каждый заказ клиента может производиться сугубо индивидуально, предполагая на первых этапах полную конструкторскую разработку модели, и до последнего этапа полной готовности продукта.
Работаем по эскизам и замерам клиента, можем использовать модель для оснащения самого заказчика. Выполняем чертежи и проектировку заказов. Занимаемся доставкой готового продукта в России и по СНГ.
100% качество гарантированное профессионалами
Обращаясь на «Zavod-Litja.ru» вы сможете удостовериться в приобретении качественного готового продукта. Профессиональная команда расскажет и поможет вам в осуществлении вашей задумки, даже при очень сложных вариантах с литьем стали 110г13л.
Мы оснащены оборудованием мирового масштаба, которое контролируется нашей командой на любом этапе, что способствует улучшению качества продукции. Также в основе нашего завода лежит использование металла только с высоким уровнем марки сплавов и других сталей.
Пришлите ваши чертежи или эскизы на [email protected]
Либо звоните 8-800-250-88-72. Доставка по России и СНГ!!!
Мы изготавливаем отливки по габаритам от одного килограмма и до 270 кг. Выполняем все требования и пожелания клиента, производя готовую продукцию по его образцу, соблюдая все стандарты и технические характеристики.
В нашей компетенции изготовление стальных кронштейнов и литых шестерен из стали, массой до 270 кг. Предоставив эскизы и все ваши требования, мы выполним их в назначенное время, каждое ваше требование заранее оговорится, обсудим химический состав продукта и качество обрабатываемой поверхности. Ну, а мы уже гарантируем полное соблюдение всех ваших пожеланий и немедленно примемся за работу, чтобы выполнить заказ в назначенные сроки. Здесь вы сможете сделать заказ на различные шестерни, кронштейны и прочее.
На нашем заводе единственное, чего вы не сможете сделать, так это усомниться в профессионализме каждого нашего мастера, а также в абсолютном качестве продукции стальных отливок. Мы гордимся своим мастерством и на протяжении всего стажа работы, постоянно совершенствуем свою квалификацию.
Оборудование, установленное на наших цехах, имеет полный пакет документов и отвечает требованиям и всем стандартам международного класса. Бригада сотрудников, которые производят выработку продукции и литье из металла и различных сплавов, имеют огромный опыт в этой сфере деятельности, который подтверждается дипломами из высших учебных учреждений.
Каждый процесс литья идеально слаженно работает и контролируется нашими людьми. Об этом говорит и качественно выполненная работа по литью, что подтверждается в тоже время прохождением всех лабораторных проверок, а также соответствует стандартам.
Промышленные стальные отливки | Отрасли/Продукты | Материалы и стальные трубы | Продукция
Изделия Kubota из литой стали способствуют промышленному «творчеству»
Чтобы удовлетворить растущий спрос на более высокие температуры, более высокое давление и большие размеры, оборудование, компоненты и детали для передовых процессов производства стали должны обладать высоким уровнем функциональности, стабильным качеством и надежность. Основываясь на технологиях литья, совершенствовавшихся в течение многих лет, Kubota создала интегрированную систему, охватывающую все процессы, от исследования материалов до производства, контроля и проектирования, и разработала множество продуктов с идеальными характеристиками и функциями. У нас также есть большой опыт в области промышленных печей, в том числе атмосферных печей и печей науглероживания. Объединяя все наши ресурсы в области производства, продаж и проектирования, мы стремимся выявлять и предлагать решения проблем и задач, с которыми сталкиваются наши клиенты.
У нас также есть большой опыт в области промышленных печей, в том числе атмосферных печей и печей науглероживания. Объединяя все наши ресурсы в области производства, продаж и проектирования, мы стремимся выявлять и предлагать решения проблем и задач, с которыми сталкиваются наши клиенты.
Преследование Кубота
Опыт работы с различными материалами и богатый опыт литья
1. Опыт работы с различными материалами
Мы предлагаем идеальные стальные литейные материалы для применения в промышленном оборудовании, работающем в экстремальных условиях. Мы поставляем литые изделия с высокой устойчивостью к нагреву, коррозии и истиранию для различных условий эксплуатации и требований к свойствам. Мы предлагаем широкий ассортимент материалов, основанный на нашем многолетнем опыте и успешной репутации.
- Жаропрочный сплав:
- Занимаясь исследованиями и разработками жаропрочных сталей более 50 лет, начиная с 1960-х годов, мы рекомендуем материалы с характеристиками, необходимыми для литых изделий, включая жаропрочность при высоких температурах, стойкость к окислению, стойкость к науглероживанию и термостойкость.

- Коррозионностойкий сплав:
- Мы разработали коррозионно-стойкие сплавы для таких применений, как валы бумажной фабрики и проводящие валы. Каждый сплав обладает определенной коррозионной стойкостью, высокой коррозионной усталостной прочностью и/или высокой стойкостью к коррозионному растрескиванию под напряжением и используется в особых случаях, когда стандартные коррозионно-стойкие сплавы не подходят.
2. Процессы литья
Продукция
Сталелитейная и цветная металлургия
Кнопки скольжения
Собственный сверхвысокотемпературный материал Kubota [KNC01 и т. д.]
Детали печи, называемые «направляющими опорами», которые используются на горне печи для повторного нагрева слябов в процессе производства стали, поддерживают стальные слябы в экстремальные условия окружающей среды, превышающие 1300°C; следовательно, они должны быть изготовлены из материала, который может выдерживать деформацию сжатия при высоких температурах, а также устойчив к окислению. KNC01 (на основе Cr) представляет собой материал, разработанный с использованием оригинальных идей и технологии материалов Kubota, который обладает значительно более высокими характеристиками по сравнению с обычными материалами на основе Co.
KNC01 (на основе Cr) представляет собой материал, разработанный с использованием оригинальных идей и технологии материалов Kubota, который обладает значительно более высокими характеристиками по сравнению с обычными материалами на основе Co.
Наши кнопки скольжения (направляющие) могут устранить разницу температур в слябе (следы скольжения), которую нельзя было сделать ранее, тем самым улучшая качество сляба, производительность нагревательной печи и энергоэффективность.
Мы также предлагаем традиционные материалы на основе кобальта, а также экологически чистые продукты без кобальта.
Kubota рекомендует материалы и формы, которые позволяют пользователям достичь наилучших результатов при определенных температурах печи и условиях эксплуатации пользователей.
Подовые валки (печные валки)
Мы производим различные подовые валки, от малого (60 мм) до большого диаметра (1500 мм). Среди них высоко оценены наши валки большого диаметра для CAL (линия непрерывного отжига) и CGL (линия непрерывного цинкования), которые должны иметь высокую надежность. Мы также можем изготовить специальные рулоны для удовлетворения конкретных потребностей клиентов.
Мы также можем изготовить специальные рулоны для удовлетворения конкретных потребностей клиентов.
Рулоны мойки для CGL
Моющие валки для линий непрерывного цинкования (CGL), используемые в ванне с расплавленным цинком при температуре около 500°C, должны быть устойчивы к коррозии расплавленным цинком.
Kubota разработала и выпустила на рынок высокоэффективные коррозионно-стойкие материалы.
Барабаны моталки
Барабаны моталкииспользуются для намотки стального проката на станах Стеккеля, поддерживаемых в диапазоне температур от 900°C до 1100°C. Мы разработали и выпустили на рынок материалы с высокой прочностью при высоких температурах, высокой устойчивостью к налипанию и высокой устойчивостью к тепловому удару, и мы поставляем их многим пользователям как в Японии, так и за рубежом.
Промышленность термообработки
Вращающиеся реторты
Вращающаяся реторта, горизонтально установленная в печи, осуществляет термообработку заготовок с перемещением их по внутреннему спиральному оребрению путем поворота корпуса. Мы можем порекомендовать идеальный материал для применения пользователями, обладающий термостойкостью, коррозионной стойкостью, термостойкостью и устойчивостью к науглероживанию.
Мы можем порекомендовать идеальный материал для применения пользователями, обладающий термостойкостью, коррозионной стойкостью, термостойкостью и устойчивостью к науглероживанию.
Прочие отрасли
Всасывающие валы для бумажных фабрик
Всасывающие валы представляют собой перфорированные валы, используемые в производстве бумаги для обезвоживания или транспортировки бумажных материалов. При использовании с кислотными растворами они должны обладать высокой коррозионной усталостной прочностью. Мы предлагаем широкий выбор материалов для всасывающих валов, разработанных самой компанией Kubota, из которых мы можем порекомендовать лучший материал для условий обслуживания пользователей.
Вращающиеся печи
Вращающаяся печь представляет собой цилиндр печи (диаметром до 1500 мм) для сжигания шлама, угля и т.п. и сжигания порошкообразных материалов.
Мы поставляем материалы, которые могут соответствовать требованиям в суровых условиях, таким как высокая термостойкость (800-1200°C) или коррозионная стойкость.
Износостойкие двухслойные трубы
Мы предлагаем двухслойные литейные трубы с износостойким внутренним слоем из чугуна 27 Cr, который сочетает в себе высокую пластичность и стойкость к истиранию.
Катушки/намоточные кольца
Мы поставляем катушки и намоточные кольца, которые используются в качестве сердечников для намотки фольги и стальных листов в процессах холодного проката алюминия, меди и нержавеющей стали.
Сопутствующие товары
Разработка материалов
Материалы, демонстрирующие идеальные характеристики в широком диапазоне областей промышленности в различных условиях. Kubota разрабатывает и предлагает материалы с наиболее подходящими свойствами для удовлетворения потребностей клиентов, основываясь на многолетнем опыте, уникальных технологиях и солидных успехах.
Центробежное литье
Мы предлагаем высококачественные литейные изделия, в которых ограничено образование микроотверстий и включений, размер которых соответствует требованиям любого внешнего диаметра и длины. Технология центробежного литья Kubota позволяет получать изделия многослойного литья с различными свойствами внешней и внутренней поверхностей.
Технология центробежного литья Kubota позволяет получать изделия многослойного литья с различными свойствами внешней и внутренней поверхностей.
Стальное литье тогда и сейчас
Комментарий
- Грузовые вагоны
Стальные отливки (боковые рамы, надрессорные балки и сцепки) повсеместно используются в грузовых вагонах и локомотивах, и их поставка имеет решающее значение для текущей деятельности железнодорожной отрасли Северной Америки. В совокупности, при нормальном годе выпуска 50 000 вагонов, они составляют рынок в 500 миллионов долларов и составляют 13% стоимости нового грузового вагона. Неудачное литье, будь то сломанная боковая рама или поворотный кулак, наносит ущерб железнодорожным операциям. Разделение поездов и, что еще хуже, сход с рельсов могут иметь катастрофические последствия. Тем не менее, мы часто упускаем из виду стратегическую важность этих продуктов.
Разделение поездов и, что еще хуже, сход с рельсов могут иметь катастрофические последствия. Тем не менее, мы часто упускаем из виду стратегическую важность этих продуктов.
Для справки: в 1980 году в Северной Америке было 16 сталелитейных заводов, производивших боковые рамы, надрессорные балки, сцепки, вилки и шарниры для грузовых вагонов и локомотивов. Два производителя находились в Канаде, два в Мексике и остальные в США. Практически все поставки отливок поступали из Северной Америки.
Сегодня осталось шесть литейных цехов:
- Ohio Castings, который простаивает с 2016 года.
- Bradken-Atchison производит рамы локомотивных тележек, но не боковые рамы и балки вагонов.
- McConway & Torley, Div. Arcosa специализируется на производстве муфт, хомутов и шарниров.
- Заводы Amsted Rail в Гранит-Сити, штат Иллинойс, и в Саагуне, Мексика, являются двумя крупнейшими сталелитейными заводами в Северной Америке, производящими боковые рамы и надрессорные балки, а также сцепки, вилки и поворотные кулаки.

- Blue Diamond производит компоненты муфт и поглощающих аппаратов.
То, что случилось с североамериканской базой снабжения стальным литьем, — пародия. Хотя причин закрытия литейных цехов много, две из них нанесли наибольший ущерб: пресловутая цикличность спроса на грузовые вагоны и глобализация. В 1980 году отмена поощрительных суточных, которая снизила стоимость инвестиций в грузовые вагоны, привела к резкому колебанию заказов и поставок на протяжении 80-х годов, что вызвало первую волну закрытия многих заводов. В то же время стали поступать иностранные кастинги из Бразилии и Японии, а вскоре после этого и из Китая. Клиенты использовали глобальные источники в качестве рычага для снижения цен на стальное литье до невыгодного уровня, что привело к закрытию многих отечественных литейных заводов в 99-м году.0-е и 2000-е годы.
Удивительно, однако, несмотря на многочисленные закрытия, в Северной Америке остается достаточно мощностей для обслуживания 60 000 карбюраторных автомобилей в год и поддержания жизненно важных поставок запасных частей для отрасли.
Помимо цикличности и глобализации, этому способствовали и постоянно ужесточающиеся правила OSHA и EPA. Трудно реинвестировать в фабрики, когда вы безубыточны или теряете деньги.
В качестве проблеска надежды для сталелитейных заводов Северной Америки, обслуживающих железнодорожную отрасль, в январе 2021 года было объявлено, что компания Brinco из Делавэра начнет производство боковых рам и балок на бывшем сталелитейном заводе Chassix в Бристоле, штат Индиана. утвержден залог до 40 миллионов долларов США для проекта
Сталелитейные заводы за пределами Северной Америки Теперь AAR перечисляет девять утвержденных поставщиков боковых рам и надрессорных балок за пределами Северной Америки и четырех утвержденных поставщиков сцепных устройств, вилок и шарниров за пределами Северной Америки. Как и в случае с колесами, Китай и Россия являются двумя крупнейшими экспортерами литых стальных изделий на железнодорожный рынок Северной Америки, а Индия и Индонезия также вносят небольшой вклад.
Россия
Основным российским производителем боковых рам и надрессорных балок является Тихвинский вагоностроительный завод. Тихвин тесно связан с United Wagon, производителем грузовых вагонов, связанным с правительством России. С началом российско-украинской войны цепочки поставок из России были свернуты. Важно отметить, что Россия представляла почти 60-65% импортных боковых рам и надрессорных балок, применявшихся на североамериканских вагонах до войны.
Китай
Отливки из Китая, особенно муфты, траверсы и поворотные кулаки — очень сложная история. Китай внедрил стандарты и спецификации стиля AAR во всей своей грузовой железнодорожной системе. В 2004 г. лицензия на интеллектуальную собственность соединителя была передана некоторым китайским производителям с юридически обязывающим условием, что технология будет предназначена только для внутреннего использования. Китайские производители муфт придерживались соглашения MCSCM (Механический комитет производителей стандартных муфт), запрещающего экспорт муфт в Северную и Южную Америку.
Тем не менее, в 2011 году первый китайский производитель начал экспортировать муфты в США, имея выход на рынок в США. Вскоре к экспортному параду присоединилась компания Inner Монголия First Machinery Group, одна из первых компаний, подписавших лицензию на технологию. Как только Внутренняя Монголия нарушила лицензионное соглашение, другие китайские производители муфт осмелели начать продавать муфты в Северной Америке. Следует отметить, что китайские компании не продают напрямую, а осуществляют поставки через североамериканские компании, которые занимаются фактическим импортом и продажей.
Решение о недобросовестной торговле в отношении китайских муфт 15 марта 2022 г. Министерство торговли США (DOC) выдало предварительное положительное заключение о незаконном сбросе сцепных устройств из Китая «Системы грузовых железнодорожных сцепок и некоторые их компоненты из Китайской Народной Республики: предварительное положительное заключение о продажах». по цене ниже справедливой». DOC заявила, что она «предварительно определила, что системы грузовых железнодорожных сцепок и некоторые их компоненты (грузовые железнодорожные сцепки) из Китайской Народной Республики (Китай) продаются или, вероятно, будут продаваться в Соединенных Штатах по цене ниже справедливой. стоимость (LTFV). 30 июня было обжаловано введение штрафных пошлин. 11 июля Комиссия по международной торговле установила, что отрасль «не пострадала существенно». Кто знает, куда это в конечном итоге приведет?
по цене ниже справедливой». DOC заявила, что она «предварительно определила, что системы грузовых железнодорожных сцепок и некоторые их компоненты (грузовые железнодорожные сцепки) из Китайской Народной Республики (Китай) продаются или, вероятно, будут продаваться в Соединенных Штатах по цене ниже справедливой. стоимость (LTFV). 30 июня было обжаловано введение штрафных пошлин. 11 июля Комиссия по международной торговле установила, что отрасль «не пострадала существенно». Кто знает, куда это в конечном итоге приведет?
Если присмотреться к китайским сталелитейным заводам, можно узнать следующее: Первая машиностроительная группа Внутренней Монголии производит танки и жизненно важные компоненты танков для Народно-освободительной армии Китая. Это кто-то, на кого мы хотим положиться в таком важном продукте, как муфты?
С сайта globalsecurity.org: «Inner Монголия First Machinery Group Co. , Ltd. (именуемая «Единая машина для Внутренней Монголии») является единственным в стране основным боевым танком и научно-исследовательской и производственной базой колесных танков 8×8. Основан в 1954, компания является одним из 156 ключевых строительных проектов в период национальной «первой пятилетки». Это системообразующее предприятие China Ordnance Industry Group, единственная в стране база разработки и производства колесной бронетехники и крупнейшее производство оборудования в автономном районе Внутренняя Монголия».
, Ltd. (именуемая «Единая машина для Внутренней Монголии») является единственным в стране основным боевым танком и научно-исследовательской и производственной базой колесных танков 8×8. Основан в 1954, компания является одним из 156 ключевых строительных проектов в период национальной «первой пятилетки». Это системообразующее предприятие China Ordnance Industry Group, единственная в стране база разработки и производства колесной бронетехники и крупнейшее производство оборудования в автономном районе Внутренняя Монголия».
Вот некоторые сведения о других китайских поставщиках муфт, вилок и поворотных кулаков:
Mudanjiang Jinyuan Draw Gear Limited Co., , подразделение QRRS (Qiqihar Railway Rolling Stock Co., Ltd.), принадлежит CRRC. Мы знаем, что CRRC (China Railway Way Rolling Stock Corp.), китайское государственное предприятие (SOE), имеет амбициозные планы по доминированию в глобальных цепочках железнодорожных поставок. Со своего веб-сайта: «В декабре 2005 года QRRS учредила компанию Mudanjiang Jinyuan Draw Gear Limited (сокращенно Jinyuan Company) на месте первоначальной компании Mudanjiang Locomotives and Rolling Stock Company. В июле 2007 года, в соответствии с требованиями комплексной реорганизации, основной бизнес, активы и персонал QRRS были собраны и зарегистрированы как Qiqihar Railway Rolling Stock Co., Ltd. (сокращенно QRRS)».
В июле 2007 года, в соответствии с требованиями комплексной реорганизации, основной бизнес, активы и персонал QRRS были собраны и зарегистрированы как Qiqihar Railway Rolling Stock Co., Ltd. (сокращенно QRRS)».
Chongching Tongyao Casting & Forging Co. «специализируется на производстве двух серий продукции, таких как сцепки, надрессорные балки и боковые рамы для рынка железнодорожных грузовых автомобилей в стране и за рубежом, получив сертификаты CRRC и AAR. Компания Chongqing Tongyao Casting & Forging Co., Ltd. была создана в январе 2011 года. В апреле 2018 года она была успешно реорганизована в предприятие со смешанной формой собственности, контролируемое государственными предприятиями». (С сайта компании.)
В конечном счете, китайские производители муфт нацелены на североамериканский рынок, намеренно вытесняя североамериканских производителей, нарушая при этом лицензионные соглашения. В сочетании с амбициями CRRC по доминированию на мировых поставках рельсов производство сцепных устройств, боковых рам и балок в Китае является важной частью их арсенала. Также важно понимать, что любой поставщик для железнодорожной отрасли Северной Америки должен быть одобрен AAR, что также дает ему право на использование новейших спецификаций и стандартов.
Также важно понимать, что любой поставщик для железнодорожной отрасли Северной Америки должен быть одобрен AAR, что также дает ему право на использование новейших спецификаций и стандартов.
Texmaco имеет крупнейший сталелитейный завод в Индии с установленной мощностью 30 000 тонн в год (что эквивалентно примерно 9 000 вагонокомплектов), производящий в основном железнодорожное литье. Он имеет лицензию от ASF-Keystone на производство тележек для регулирования плавности хода. Литейное производство и системы качества сертифицированы по международным стандартам качества ISO 9001:2008 и AAR M-1003. Экспорт боковых рам и валиков из Индии в Северную Америку составляет 15-18% от установленного импорта.
Индонезия Из П.Т. Веб-сайт Barata: «Являясь ведущей литейной и производственной компанией в Индонезии, P.T. Barata Indonesia (Persero) имеет литейный завод с большой производительностью, достигающей 12 800 тонн в год, и способен производить одни из лучших продуктов. Среди них компоненты для железных дорог, горнодобывающей промышленности, электростанций и агропромышленности, например, компоненты для сахарного завода. Продукция Barata признана не только покупателями внутри страны, но и покупателями из-за рубежа. Имея сертификат AAR, Barata смогла выйти на экспортные рынки США и Канады».
Среди них компоненты для железных дорог, горнодобывающей промышленности, электростанций и агропромышленности, например, компоненты для сахарного завода. Продукция Barata признана не только покупателями внутри страны, но и покупателями из-за рубежа. Имея сертификат AAR, Barata смогла выйти на экспортные рынки США и Канады».
Теперь мы столкнулись с меньшей базой поставщиков в Северной Америке и рискованным глобальным сообществом поставщиков, которое использует агрессивную тактику в стремлении вытеснить поставщиков железных дорог из Северной Америки. Тем не менее, североамериканские литейные заводы по-прежнему способны поставлять на рынок 60 000 карбюраторных компонентов. Мы позволили этому случиться в течение многих лет глобализации и резких колебаний рынка, движимых пристальным вниманием к самой низкой цене из ближнего и дальнего зарубежья. Результатом такого внимания стало упадок слишком многих отечественных сталелитейных заводов.
Российско-украинская война в сочетании с напряженными торговыми отношениями с Китаем и засоренными цепочками поставок высветила потребность в сильной внутренней цепочке поставок для поддержки железнодорожной отрасли Северной Америки. Также подумайте, что произойдет, когда другие иностранные рынки восстановятся. Когда их внутренний спрос увеличится, смогут ли они удовлетворить спрос в Северной Америке?
Также подумайте, что произойдет, когда другие иностранные рынки восстановятся. Когда их внутренний спрос увеличится, смогут ли они удовлетворить спрос в Северной Америке?
После принятия Staggers Rail Act 1980 года и совсем недавно PSR железные дороги добились и будут процветать. Крайне важно, чтобы их индустрия поставок в Северной Америке оставалась сильной на долгие годы. Если вы покупаете импортные товары, обязательно полностью осознайте потенциальные последствия вашего решения. Прежде всего, узнайте, кто на самом деле является первоначальным поставщиком.
Примечание автора: многие сомневаются в моих мотивах информировать железнодорожную отрасль о важности сильной цепочки поставок в Северной Америке, учитывая мои корни в Amsted Rail. Стив Беккер, помогавший мне в написании этой статьи, всю свою карьеру проработал в литейных цехах, сначала в National Castings/ABC NACO, а затем в Amsted Rail. Я провел 16 лет в Amsted Rail, работая бок о бок со Стивом, и лично стал свидетелем борьбы за прибыльное производство высококачественной продукции в Северной Америке. На протяжении всей нашей карьеры мы были свидетелями закрытия многих литейных производств, и каждое из них было душераздирающим, особенно по мере того, как все больше мировых литейных производств получали одобрение AAR. Мы со Стивом также получили огромное представление о мировых поставщиках железнодорожных услуг, проехав сотни тысяч миль и выявив их сильные и слабые стороны.
На протяжении всей нашей карьеры мы были свидетелями закрытия многих литейных производств, и каждое из них было душераздирающим, особенно по мере того, как все больше мировых литейных производств получали одобрение AAR. Мы со Стивом также получили огромное представление о мировых поставщиках железнодорожных услуг, проехав сотни тысяч миль и выявив их сильные и слабые стороны.
Стив Беккер, директор Becker Business Strategies, начал свою карьеру на железнодорожном транспорте, пройдя стажировку в Технологическом центре AAR, расположенном в Иллинойском технологическом институте, одновременно получив степень бакалавра наук в области промышленного проектирования. Сразу после выпуска он начал свою долгую железнодорожную карьеру в компании National Castings, которая позже объединилась в ABC NACO. Стив продвигался по служебной лестнице, позже став техническим вице-президентом и, в конечном счете, президентом подразделения ABC NACO. Стив получил степень магистра делового администрирования в Университете ДеПола, специализируясь на международном бизнесе. После ABC NACO Стив в течение 17 лет работал в Amsted Rail, где руководил международной деятельностью Amsted Rail. Сегодня он продолжает оказывать помощь компаниям, работающим на железнодорожном рынке и на других рынках, посредством различных консультационных услуг.
После ABC NACO Стив в течение 17 лет работал в Amsted Rail, где руководил международной деятельностью Amsted Rail. Сегодня он продолжает оказывать помощь компаниям, работающим на железнодорожном рынке и на других рынках, посредством различных консультационных услуг.
Роберт Х. Кантуэлл, директор Rail Supply Chain Associates, более 40 лет занимал руководящие должности в сфере железнодорожных поставок, 16 из которых были на руководящих должностях в Amsted Rail. Он работал в отделе железнодорожного транспорта ASME (Американское общество инженеров-механиков) и в прошлом был председателем этого отдела. Он также активно выступал с членами Конгресса в поддержку железнодорожной отрасли и отрасли снабжения. Боб имеет степень инженера-механика Технологического института Джорджии и степень магистра делового администрирования Чикагского университета. Он обладает уникальным взглядом на отрасль железнодорожных поставок, сочетая свой инженерный опыт с сильной экономической и финансовой хваткой. Как активный инвестор в железнодорожную отрасль, он заинтересован в успехе отрасли. Мнения, выраженные здесь, являются его собственными.
Как активный инвестор в железнодорожную отрасль, он заинтересован в успехе отрасли. Мнения, выраженные здесь, являются его собственными.
Теги: Мнение
Стальное литье, Стальное литье Китай
Сталь представляет собой сплав, состоящий из железа с содержанием углерода менее 2%, и обычно в небольших количествах добавляется к другим химическим элементам, таким как кремний, марганец, сера и фосфор. Таким образом, изделия, изготовленные из стального литья, могут обладать хорошими механическими свойствами. Стальное литье используется, когда чугунное литье недоступно для превосходной прочности или ударопрочности.
Материалы для стального литья
Материалы стального литья делятся на три основные группы: легированная сталь, углеродистая сталь и нержавеющая сталь.
Легированная сталь : Основные марки стальных отливок из легированной стали: 42CrMo, 35CrMo, 40CrNiMo, 4130, 4140 и 8630 и т. д. С легированной сталью можно получить специальные свойства для таких продуктов, как высокая прочность, высокая ударная вязкость, износостойкость. , коррозионная стойкость и хорошие рабочие характеристики. Из этого материала чаще всего изготавливают литые изнашиваемые детали горнодобывающей и строительной техники.
, коррозионная стойкость и хорошие рабочие характеристики. Из этого материала чаще всего изготавливают литые изнашиваемые детали горнодобывающей и строительной техники.
Углеродистая сталь : Сталь с содержанием углерода до 2,1% по массе. Обычными марками стальных отливок из углеродистой стали являются ASTM 1020, ASTM 1030, ASTM 1045, ASTM 1080 и т. д. Углеродистая сталь выбирается для изготовления стальных отливок, которые предъявляют высокие требования к нагрузке или нагрузке для обеспечения механических свойств. Углеродистая сталь может быть разделена на низкоуглеродистую сталь (WC≤0,25%), среднеуглеродистую сталь (WC 0,25–0,6%) и высокоуглеродистую сталь (WC>0,6%) в зависимости от содержания углерода. Чем выше содержание углерода, тем выше будут твердость и прочность.
Нержавеющая сталь : Стальной сплав с содержанием хрома не менее 10,5% по массе. Он обладает высокой коррозионной стойкостью и износостойкостью, обеспечивает отличную обрабатываемость и хорошо известен своим эстетичным внешним видом. Основными марками нержавеющей стали для стального литья являются SS304, SS316, Ph27-4 и т. д. Этот тип материала обычно используется для стального литья, используемого в медицинской промышленности, пищевом машиностроении, нефтепромысловой промышленности и т. д.
Основными марками нержавеющей стали для стального литья являются SS304, SS316, Ph27-4 и т. д. Этот тип материала обычно используется для стального литья, используемого в медицинской промышленности, пищевом машиностроении, нефтепромысловой промышленности и т. д.
Процесс литья стали
Сталь Литье по выплавляемым моделям : Относится к стальным отливкам, изготовленным в процессе литья по выплавляемым моделям. При литье по выплавляемым моделям керамический раствор наносится на одноразовый шаблон для формирования формы. Литье по выплавляемым моделям — это процесс литья по выплавляемым моделям, аналогичный литью по выплавляемым моделям, за исключением того, что вместо воска для шаблона используется пена. Литье по выплавляемым моделям — это процесс литья, при котором форма изготавливается вокруг восковой модели, которая выжигается при заливке расплавленного материала.
Процесс литья по выплавляемым моделям предпочтительнее, когда стальная деталь невелика, обычно менее 60 кг. Такой метод может помочь добиться жестких допусков, высокой точности и меньшего количества дефектов. Наиболее важно то, что стальные отливки методом литья по выплавляемым моделям могут достигать хорошей чистоты поверхности и почти чистой формы.
Такой метод может помочь добиться жестких допусков, высокой точности и меньшего количества дефектов. Наиболее важно то, что стальные отливки методом литья по выплавляемым моделям могут достигать хорошей чистоты поверхности и почти чистой формы.
Стальное литье в песчаные формы : Относится к стальным отливкам, полученным в процессе литья в песчаные формы. Литье в песчаные формы – это еще один процесс, в котором для формования стальных отливок используются песчаные формы одноразового использования. Это распространенный метод производства стальных компонентов всех размеров, от нескольких унций до нескольких тонн. Литье в песчаные формы не только универсально по размеру продукции, оно также может создавать исключительно сложные или детализированные стальные отливки и может использоваться для литья практически любого металлического сплава.
Процесс литья в песчаные формы рекомендуется, когда стальные детали большие или не требуются для идеальной обработки поверхности. Из-за низкой себестоимости цена стальных отливок в песчаные формы будет намного более конкурентоспособной, чем стальные отливки по выплавляемым моделям. Поэтому, если бюджет ограничен и недостаточен для литья по выплавляемым моделям, вы можете рассмотреть метод литья в стальные пески.
Из-за низкой себестоимости цена стальных отливок в песчаные формы будет намного более конкурентоспособной, чем стальные отливки по выплавляемым моделям. Поэтому, если бюджет ограничен и недостаточен для литья по выплавляемым моделям, вы можете рассмотреть метод литья в стальные пески.
Более подробная информация о литье по выплавляемым моделям и литье в песчаные формы…
Почему литье из стали?
Использование стального литья дает множество преимуществ. После литья стали мы можем не только улучшить механические свойства, особенно прочность, но и улучшить ее износостойкость и коррозионную стойкость, иногда даже изменить магнитный отклик или тепловое расширение. Стальное литье делает спроектированные изделия гораздо более гибкими по размерам, что невозможно при других методах производства. Стальное литье производится путем плавления стальных слитков до жидкого состояния и заливки жидкой стали в форму с керамической оболочкой, что позволяет отливать изделия в формы, когда другие способы производства не могут удовлетворить.
Еще одним преимуществом стали является ее свариваемость. Свариваемость стальных отливок сделала их пригодными для использования, когда отдельный литой стальной компонент должен работать с другой металлической деталью. Кроме того, стальное литье может заменить сварные детали изготовления, когда мощность сварочного производства не соответствует мощности изделий.
Благодаря своей надежности и прочности многие отрасли промышленности полагаются на стальное литье. Отрасли промышленности, в которых используется стальное литье, варьируются от пищевой промышленности и электроники до нефти и газа. Некоторые типичные отрасли, в которых используется стальное литье, включают железную дорогу, строительство, бурение, транспорт и горнодобывающую промышленность. Основными примерами изделий, изготовленных из стального литья, являются: шестерни, корпуса клапанов, отливки насосов, детали горнодобывающего оборудования, изнашиваемые детали сельскохозяйственного оборудования, детали морского оборудования, блокираторы цилиндров двигателей, рамы железнодорожных тележек и т. д.
д.
Преимущества стального литья перед стальной поковкой
- Свариваемость стальных отливок лучше, чем стальных поковок.
- Сложные формы могут быть получены путем литья стали, что невозможно при ковке стали.
- Стальное литье может изготавливать детали в соответствии с химическим составом, однако детали из стальной ковки требуют определенной спецификации материала.
- Небольшое количество изделий может быть изготовлено из стального литья, но существует MOQ для стальной поковки из-за высокой стоимости оснастки и трудозатрат.
- В некоторых нержавеющих сталях отливки, как правило, обладают лучшей коррозионной стойкостью, чем эквивалентные поковки, из-за контролируемого количества феррита, присутствующего в отливках.
Являясь специализированным сталелитейным заводом, CFS Co.,Ltd является производителем и экспортером высококачественных стальных отливок с нашим процессом литья по выплавляемым моделям весом до 100 кг.