04 семестр / Домашние задания / Готовые ДЗ варианты Остальные / Остальные / 40Х
МГТУ им. Н. Э. Баумана
Кафедра МТ8
Домашнее задание
по курсу материаловедения
Студент: Клёнкин А. В.
Группа: М2-51
Преподаватель: Силаева В. И.
Москва, 2000г.
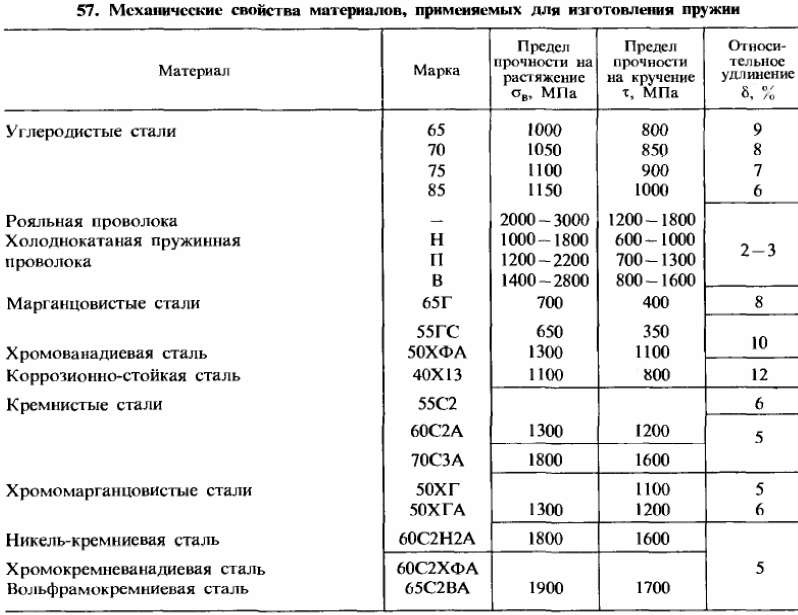
Для изготовления шестерней, валов, осей применяется улучшаемая хромистая сталь, легированная бором.
1. Подберите легированную сталь для изготовления оси диаметром 20мм.
Укажите оптимальный режим термической обработки, обеспечивающей получение твердости 265HB, постройте график термической обработки в координатах “температура — время”.
2. Опишите все
структурные превращения, происходящие
при процессе улучшения стали.
3. Приведите основные сведения об этой стали: ГОСТ, химический состав, свойства, влияние легирующих элементов на прокаливаемость достоинства, недостатки и т.д.
Отчет
Для изготовления шестерней, осей, валов применяют улучшаемую хромистую сталь, легированную бором.
Особенности работы деталей типа оси состоят в том, что в них используют прочность и сопротивление усталости стали. В связи с этим стали должны иметь большой запас прочности и высокий предел выносливости. Детали этого типа работают при статических нагрузках.
Для
обеспечения этих свойств вводят
легирующие элементы, что повышает
конструкционную прочность стали. Их
применяют после закалки и отпуска,
поскольку в отожженном состоянии они
по механическим свойствам практически
не отличаются от углеродистых. Высокие
механические свойства при улучшении
возможны лишь при обеспечении требуемой
прокаливаемости, поэтому она служит
важнейшей характеристикой при выборе
этих сталей. Кроме прокаливаемости
важно получить мелкое зерно и не допустить
развития отпускной хрупкости.
К группе легированных конструкционных сталей относятся среднеуглеродистые стали с содержанием углерода 0,3…0,5% , которые для улучшения свойств (прокаливаемость, мелкозернистая структура, предел выносливости) дополнительно легируют хромом
( до 2%), никелем (от 1 до 5%), марганцем (до 1,5%), кремнием (до 2%), молибденом и вольфрамом (0,2-0,4 Mo и 0,8-1,2 W), ванадием и титаном (до 0,3% V и 0,1% Ti), а так же микро легируют бором
(0,002-0,005%).
Среднеуглеродистые стали приобретают высокие механические свойства после термического улучшения – закалки и высокого отпуска (500-650град) на структуру сорбита.
В
соответствии с заданием необходимо
подобрать легированную сталь. Выбираем
сталь 40Х, так как она относится к широко
используемым дешевым конструкционным
материалам. Хромистые стали склонны к
отпускной хрупкости, устранение которой
требует быстрого охлаждения от
температуры высокого отпуска. Эта сталь
прокаливается на глубину 15-25 мм и
применяется для деталей небольшого
сечения.
Примем первый вариант термической обработки: закалку и высокий отпуск. По данным ГОСТ 4543-71 температура закалки для стали 40Х составляет 850 С (Ас3 – 815 С). В качестве охлаждающей среды выбираем воду. Последующий отпуск назначаем при температуре 600 С
(выше интервала температур необратимой отпускной хрупкости).
Указанный режим термообработки обеспечивает получение следующих свойств (минимальные значения):
0.2 > 720 Мпа; > 14 %
в > 860 Мпа; > 60 %
HB 265 после отпуска при 600 С.
Сталь 40Х – сталь перлитного класса до термообработки имеет структуру:
Феррит (Ф) + Перлит (П). П (Ф+Fe3C).
Ф=Fe(C) – твердый раствор, С’ в Fe.
На
практике при обычных скоростях нагрева
(электропечи) под закалку перлит сохраняет
свое пластинчатое или зернистое строение
до температуры Ас1.
При нагреве до Ас1
(743
С.)
никаких превращений не происходит. При
температуре Ас1 в
стали происходит превращение перлита
в аустенит. Кристаллы (зерна) аустенита
зарождаются в основном на границах фаз
феррита и цементита. При этом параллельно
развиваются 2 процесса: полиморфный
переход Fe
Fe
и
растворение цементита в аустените.
Кристаллы (зерна) аустенита
зарождаются в основном на границах фаз
феррита и цементита. При этом параллельно
развиваются 2 процесса: полиморфный
переход Fe
Fe
и
растворение цементита в аустените.
Представим общую схему превращения:
Ф+П (Ф+Ц) Ас1Ф+Ц+АА+ЦАнеоднородн.Агомогенный
Образование зерен аустенита происходит с большей скоростью, чем растворение цементита перлита, поэтому необходима выдержка стали при температуре закалки для полного растворения цементита и получения гомогенного аустенита. Фазовая перекристаллизация приводит к измельчению зерна в стали. При этом, выше дисперсность структуры перлита (Ф+Ц) и скорость нагрева стали, тем больше возникает центров зарождения аустенита, а следовательно возрастает дисперсность продуктов его распада, что приводит к увеличению пластичности, вязкости, уменьшению чувствительности к концентрации напряжений.
При
охлаждении при Vохл.
>
Vкрит
будет образовываться мартенсит –
неравновесная фаза – пересыщенный
твердый раствор внедрения углерода в
Fe
и
остаточный аустенит (А).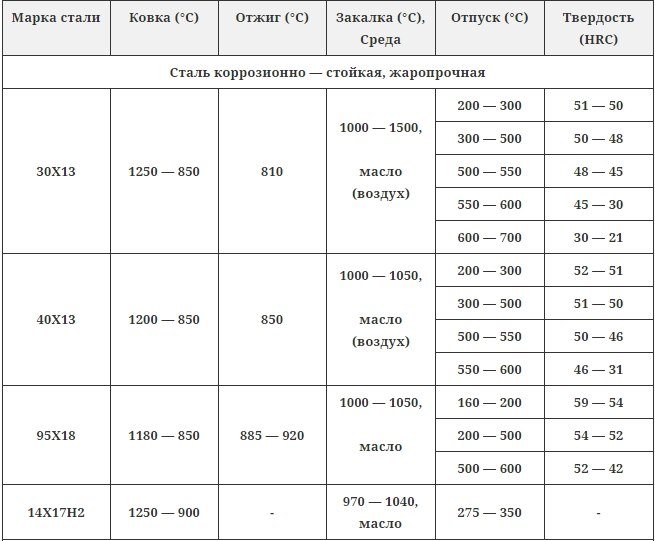 Кристаллы
мартенсита М, имея пластинчатую форму,
растут с огромной скоростью, равной
скорости звука в стали(5000м/с).
Росту кристаллов мартенсита препятствует
граница зерна аустенита или ранее
образовавшаяся пластина мартенсита(рис.
2).
Кристаллы
мартенсита М, имея пластинчатую форму,
растут с огромной скоростью, равной
скорости звука в стали(5000м/с).
Росту кристаллов мартенсита препятствует
граница зерна аустенита или ранее
образовавшаяся пластина мартенсита(рис.
2).
Мартенситное
превращение состоит в закономерной
перестройке решетки, при которой атомы
не обмениваются местами, а лишь смещаются
на расстояния, не превышающее межатомные.
При этом перестройка решетки происходит
по тем кристаллографическим плоскостям
исходной модификации, которая по строению
одинаковая, а по параметрам близки к
определенным плоскостям кристаллической
решетки образующей фазы, т.е. выполняется
принцип структурного и размерного
соответствия. Для мартенситного
превращения характерно, что растущие
кристаллы мартенсита когерентно связаны
с кристаллами исходной фазы. Два кристалла
считаются когерентными, если они
соприкасаются по такой поверхности
раздела, которая является общей для их
кристаллических решеток. При нарушении
когерентности решеток интенсивный
упорядоченный переход атомов из аустенита
в мартенсит становится невозможным, и
рост кристалла мартенсита прекращается.
Свойства мартенсита сталей зависят от растворенного в нем углерода.
Мартенсит имеет очень высокую твердость равную или превышающую HRC 60, при содержании углерода большем 0,4%.
После мартенситного превращения в стали сохраняется небольшое количество остаточного аустенита(1 – 3%). Затрудненность распада последних порций аустенита связывают с появлением значительных сжимающих напряжений, возникающих вследствие увеличения объема при переходе ГЦК решетки в ОЦК решетку.
Для придания стали требуемых эксплуатационных свойств, после закалки всегда проводят отпуск. При отпуске снижается уровень напряженного состояния ( в, НВ,, КСV).
До
t =80C
не
происходит никаких структурных изменений.
Первое превращение при отпуске развивается
в диапазоне 80.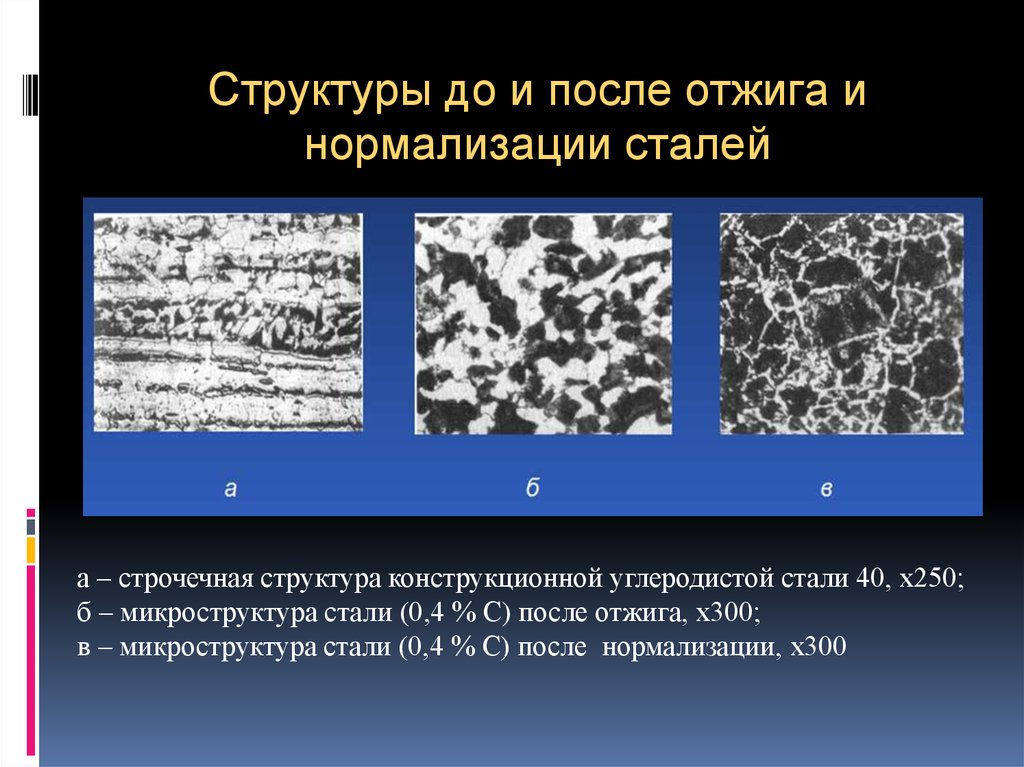
Второе превращение при отпуске развивается в интервале температур 200…260 C (300 C) и состоит из следующих этапов:
превращение остаточного аустенита в отпущенный мартенсит;
распад отпущенного мартенсита: степень его пересыщенности уменьшается до 0,15…0,2% , начинается преобразование -карбида в Fe3C –цементит и его обособление, разрыв когерентности;
снижение остаточных напряжений:
некоторое увеличение объема, связанное с переходом АостМотп.
Третье
превращение при отпуске развивается в
интервале 300…400C.
При этом заканчивается распад отпущенного
мартенсита и процесс карбидообразования. Формируется ферритокарбидная смесь,
существенно снижается остаточные
напряжения; повышение температуры
отпуска выше 400C
активизирует процесс коалесценции
карбидов, что приводит к уменьшению
дисперсности феррито-цементитной смеси.
Формируется ферритокарбидная смесь,
существенно снижается остаточные
напряжения; повышение температуры
отпуска выше 400C
активизирует процесс коалесценции
карбидов, что приводит к уменьшению
дисперсности феррито-цементитной смеси.
В стали 40Х после полной закалки в воде и высокого отпуска при 600C образуется структура сорбита отпуска.
Сталь 40Х. Основные данные. ГОСТ 4543 – 71.
Химический состав: С – 0,36…0,44 %; Ni – не более 0,3%;
Si – 0,17…0,37 %; Cu – не более 0,3%;
Мn – 0,50…0,80 %; S – не более 0,035%
Сr – 0,80…1,10 %; P – не более 0,035%
Назначение – оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности.
Прокаливаемость 18 –
25 мм.
Улучшение механических свойств обусловлено влиянием легирующих элементов на свойства феррита, дисперсность карбидной фазы, устойчивость мартенсита при отпуске, прокаливаемость, размер зерна.
Легирующие элементы, растворяясь в феррите, упрочняют его. Наиболее сильно повышают твердость медленно охлажденного (нормализованного) феррита кремний, марганец, никель, т.е. элементы, имеющие отличную от Fe кристаллическую решетку. Слабее влияют молибден вольфрам и хром, изоморфные Fe. Упрочняя феррит и мало влияя на пластичность, большинство легирующих элементов снижают его ударную вязкость, особенно если их концентрация выше 1%. Исключение составляет никель, который не снижает вязкости. Марганец и хром при содержании до 1% повышают ударную вязкость; при большей концентрации она снижается, достигая уровня нелегированного феррита, примерно при 3% Cr и 1,5% Mn.
Вид поставки – сортовой прокат, в том числе фасонный: ГОСТ 4543 –71,
ГОСТ
2590 – 71, ГОСТ 2591 – 71, ГОСТ 2879 – 69, ГОСТ
10702 – 78.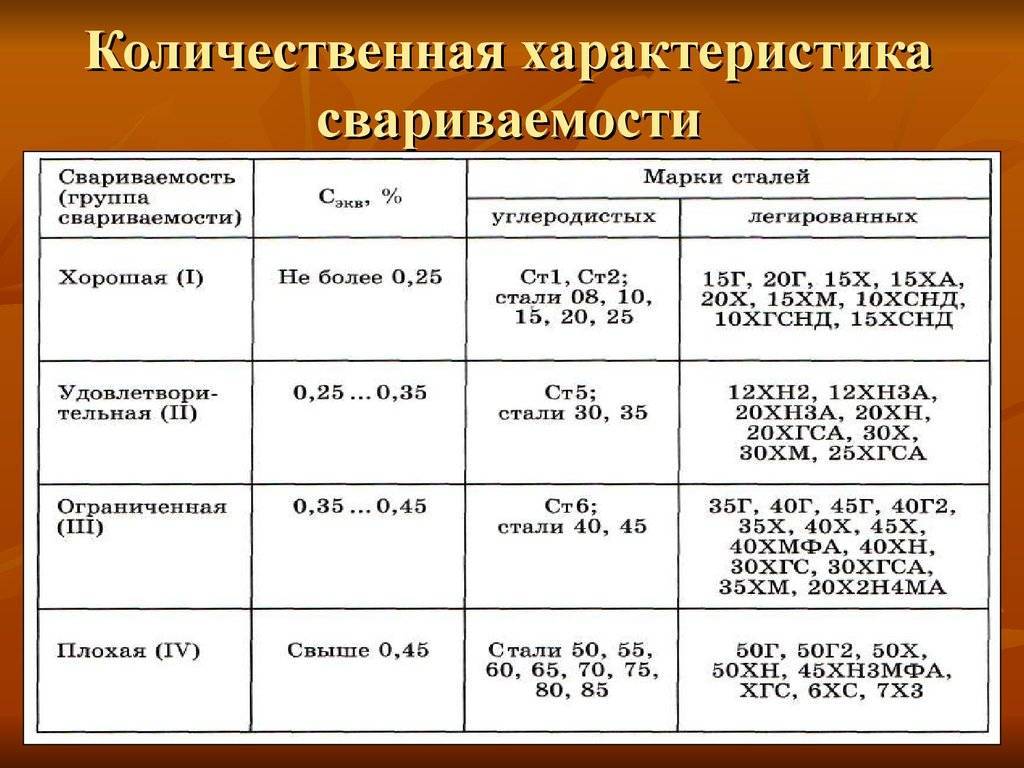
Калиброванный пруток ГОСТ 7417 – 75, ГОСТ 8559 – 75, ГОСТ 8560–78,
ГОСТ 1051 – 73. Шлифованный пруток и серебрянка ГОСТ 14955 – 77.
Лист толстый ГОСТ 1577- 81, ГОСТ 19903 – 74. Полоса ГОСТ 103 – 76,
ГОСТ 1577 – 81, ГОСТ 82 – 70. Поковки ГОСТ 8479 – 70. Трубы
ГОСТ 8731-87, ГОСТ 8733 – 87, ГОСТ 13663 – 68.
Литература:
Материаловедение. Учебник для вузов под ред. Арзамасова Б.Н. 2-ое издание исправленное и дополненное. М.: Машиностроение, 1986. 384 с.
2. Марочник сталей и сплавов, под ред. Сорокина В.Г. М.: Машиностроение, 1989 г. 640с.
Характеристика материала сталь 40Х
+7 (3812) 95-12-85 spec.krepej@yandex.ru
Характеристика материала 40Х
| Марка: | 40Х |
| Заменитель: | 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР |
| Классификация: | Сталь конструкционная легированная |
| Применение: | оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, губчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности.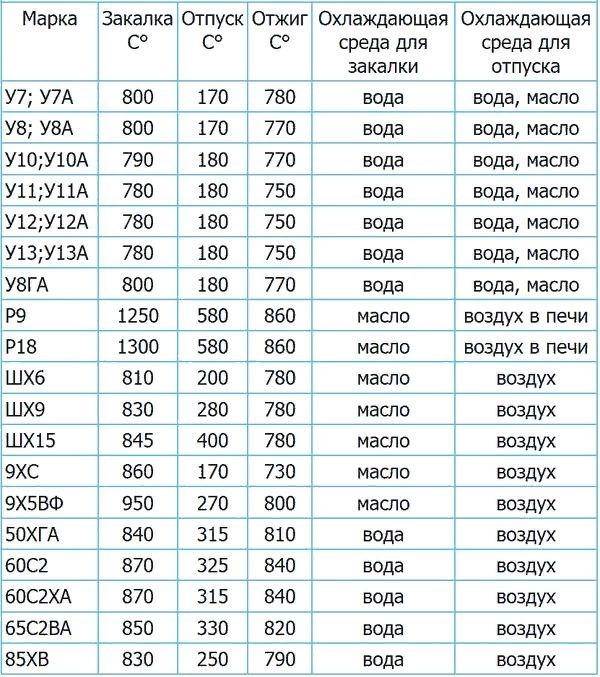 |
Химический состав в % материала 40Х
| C | Si | Mn | Ni | S | P | Cr | Cu |
| 0.36 — 0.44 | 0.17 — 0.37 | 0.5 — 0.8 | до 0.3 | до 0.035 | до 0.035 | 0.8 — 1.1 | до 0.3 |
| Ac1 = 743 , Ac3(Acm) = 782 , Ar3(Arcm) = 730 , Ar1 = 693 |
Механические свойства при Т=20oС материала 40Х .
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Диск | Танг. | 570 | 320 | 17 | 35 | 400 | ||
| Пруток | Ж 28 — 55 | Прод. | 940 | 800 | 13 | 55 | 850 | |
| Пруток | Ж 25 | 980 | 785 | 10 | 45 | 590 | Закалка 860oC, масло, Отпуск 500oC, вода, |
| Твердость материала 40Х после отжига , | HB 10 -1 = 217 МПа |
| T | E 10— 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2.14 | 7820 | 210 | |||
| 100 | 2.11 | 11.9 | 46 | 7800 | 466 | 285 |
| 200 | 2.06 | 12.5 | 42.7 | 7770 | 508 | 346 |
| 300 | 2. 03 03 |
13.2 | 42.3 | 7740 | 529 | 425 |
| 400 | 1.85 | 13.8 | 38.5 | 7700 | 563 | 528 |
| 500 | 1.76 | 14.1 | 35.6 | 7670 | 592 | 642 |
| 600 | 1.64 | 14.4 | 31.9 | 7630 | 622 | 780 |
| 700 | 1.43 | 14.6 | 28.8 | 7590 | 634 | 936 |
| 800 | 1.32 | 26 | 7610 | 664 | 1100 | |
| 900 | 26. 7 7 |
7560 | 1140 | |||
| 1000 | 28 | 7510 | 1170 | |||
| 1100 | 28.8 | 7470 | 120 | |||
| 1200 | 7430 | 1230 | ||||
| T | E 10— 5 | a 10 6 | l | r | C | R 10 9 |

| Свариваемость: | трудносвариваемая. |
| Флокеночувствительность: | чувствительна. |
| Склонность к отпускной хрупкости: | склонна. |
| Механические свойства : | |
| sв | — Предел кратковременной прочности , [МПа] |
| sT | — Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | — Относительное удлинение при разрыве , [ % ] |
| y | — Относительное сужение , [ % ] |
| KCU | — Ударная вязкость , [ кДж / м2] |
| HB | — Твердость по Бринеллю , [МПа] |
|
Физические свойства : |
|
| T | — Температура, при которой получены данные свойства , [Град] |
| E | — Модуль упругости первого рода , [МПа] |
| a | — Коэффициент температурного (линейного) расширения (диапазон 20o — T ) , [1/Град] |
| l | — Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | — Плотность материала , [кг/м3] |
| C | — Удельная теплоемкость материала (диапазон 20o — T ), [Дж/(кг·град)] |
| R | — Удельное электросопротивление, [Ом·м] |
| Свариваемость : | |
| без ограничений | — сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | — сварка возможна при подогреве до 100-120 град.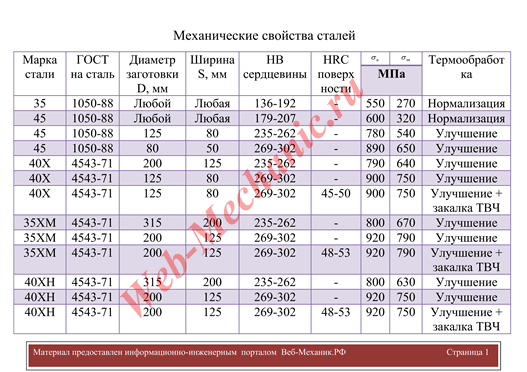 и последующей термообработке и последующей термообработке |
| трудносвариваемая | — для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки — отжиг |
ОТПРАВИТЬ ЗАЯВКУ
Усталость стали 40X с контролируемой деформацией — STUME Journals
МАТЕРИАЛЫ
- Rumen Krastev 1
- Tatiana Simeonova 1
- Vasil Kavardjikov 2
- ILIAN Atanasov 3
- Ludmil DrenchEv 3
- 44444444444444444444444444444444444444444444444449555
- 494444444444444444955 5
- 44444444444444444444449.
- 49
 акад. А. Балевски» в Болгарской академии наук, София, Болгария
акад. А. Балевски» в Болгарской академии наук, София, Болгария Аннотация
Усталостная прочность стали 40X при 25 oC определялась в соответствии со стандартом ASTM E606M для испытаний с контролируемой деформацией. Исследуемая экспериментальная зависимость моделировалась степенной функцией, а также функциями и коэффициентами, описанными в стандарте. Материал проявляет пластические свойства при циклических нагрузках с амплитудой деформации более 0,2 %.
Ключевые слова
- 40x сплав
- Усталость
- ASTM E606-M
Каталожные номера
- ASTM E606/606M-12 Стандартный метод испытаний на усталость с контролируемой деформацией.
- Характеристики стали марки 40Х, https://metinvestholding.
 com/ru/products/steel-grades/40x
com/ru/products/steel-grades/40x - К. Вакуленко, И. Казак, В. Мацевитый. Влияние состояния поверхностного слоя на усталостные характеристики стали 40х. Восток. Евро. Дж. Энтерпр. Техн., 35 (81), с. 18–24 (2016) https://doi.org/10.15587/1729-4061.2016.69644
- Д.И. Шетулов, В.В. Мыльников, О.Б. Кондрашкин, А.И. Пронин, Е.А. Чернышов. Применение интерполяционных функций при экспресс-оценке параметров сопротивления усталости. Междунар. J. Appl. и Фонд. Рез. № 3 (2017) URL: www.science-sd.com/471-25288
- А.А. Локтев, В.В. Королев, Е.А. Гридасова. ИОП конф. Серия: Materials Science and Engineering 687 (2019) 022036. IOP Publishing doi: 10.1088/1757-899X/687/2/022036
- см. Сонсино. Ход SN-кривых, особенно в режиме многоцикловой усталости, с точки зрения конструкции и безопасности компонентов. Междунар. Дж. Усталости. Том 29, выпуск 12, декабрь, стр. 2246-2258, (2007)
- Б. Бордман. Сопротивление усталости сталей. Глава в Справочнике ASM, том 1: Свойства и выбор: чугуны, стали и высокоэффективные сплавы. АСМ Интернэшнл. С. 673 – 688. (1990)
 com/ru/products/steel-grades/40x
com/ru/products/steel-grades/40x АСМ Интернэшнл. С. 673 – 688. (1990)
АСМ Интернэшнл. С. 673 – 688. (1990)Полный текст статьи
Скачать PDF
Влияние параметров резания на шероховатость поверхности и погрешность округлости при точении прерывистой поверхности стали 40х пластиной из быстрорежущей стали
Меню журнала
Архив
Последняя редакция
1.0
2021CiteScore
32-й процентиль
Powered by
Рейтинг журнала SCImago
2021: SJR=0,175
Показатели журнала CWTS
2021: SNIP = 0,41
Влияние параметров резки на шероховатость поверхности и ошибки округлости при повороте прерыванной поверхности 40x стали с использованием вставки HSS-TIN
Авторы:
DO DUC TRUNG 19009
99DUC TRUNG 1
DUC TRUNG 1,9009
999DUC TRUNG 1,9007
9991 Факультет машиностроения, Ханойский промышленный университет, Ханой, 100000, Вьетнам
https://doi.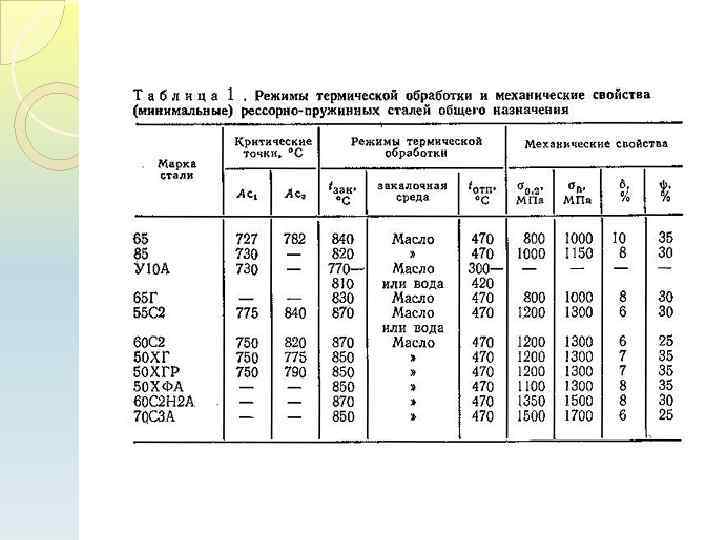 org/10.18485/aeletters.2022.7.1.1
org/10.18485/aeletters.2022.7.1.1
Поступила в редакцию: 23.08.2021.
Принят: 13.02.2022.
Доступно: 31.03.2022.
Abstract:
В работе представлено исследование влияния параметров резания на шероховатость поверхности (Ra) и погрешность округлости (RE) при точении прерывистой поверхности стали 40Х. В этом исследовании использовались пластины из быстрорежущей стали (HSS-TiN) с покрытием TiN. Параметры резания включают скорость резания, скорость подачи и глубину резания. Метод Бокса-Бенкена был применен для разработки экспериментальной матрицы с пятнадцатью экспериментами. Влияние параметров резания на Ra и RE определяли с помощью диаграммы Парето. Были установлены два уравнения, представляющие взаимосвязь между Ra, RE и параметрами резания. Эти два уравнения использовались для прогнозирования Ra и RE. Генетический алгоритм (ГА) также применялся для определения оптимальных значений параметров резания для одновременного обеспечения минимальных значений Ra и RE. Дальнейшие работы этого исследования также были упомянуты в этой статье
Дальнейшие работы этого исследования также были упомянуты в этой статье
Ключевые слова:
Прерывистая поверхность, токарная обработка, сталь 40X, HSS-TiN, шероховатость поверхности, погрешность круглости, GA Влияние механических свойств и параметров резания на обрабатываемость стали AISI 5140, охлажденной при высоких скоростях охлаждения после горячей штамповки. Journal of polytechnic, 22(4), 2019: 879-887 https://doi.org/10.2339/politeknik.479345
[2] Р. Минодора, Т. Лорена, Х. Миоара, К. Ион, Трибологическая характеристика топография поверхности с использованием кривой Эббота-Файрстоуна. Национальная конференция по трибологии, 24–26 сентября 2003 г., Галац, Румыния, стр. 208–213.
[3] В.В. Тинь, Д.К. Дунг, Н.Х. Тан, Исследование механизма износа инструмента при токарной обработке твердой стали 40X. Транспортный журнал, 6, 2018: 12-20.
[4] Ту Д.Н., Программа обработки деталей из легированной стали 40Х со сложными поверхностями на токарном станке с ЧПУ, Дис. Ханойский университет науки и технологий, 2014.
Ханойский университет науки и технологий, 2014.
[5] Кахраман Ф. Оптимизация параметров резания по шероховатости поверхности при токарной обработке шпилек, изготовленных из стали AISI 5140 методом Тагучи. Испытания материалов, 59(1), 2017: 77-80. https://doi.org/10.3139/120.110968
[6] К. Мустафа, А. Абдулла, Ю.П. Данил, Г. Халед, М. Тадеуш, С. Шубхам, Моделирование параметров резания и геометрии инструмента для многокритериальной оптимизации шероховатости поверхности и вибрации с помощью методологии поверхности отклика при токарной обработке стали AISI 5140. Материалы, 13(19), 2020. С. 4242. https://doi.org/10.3390/ma13194242
[7] В.А.А. Годой, А.Э. Диниз, Токарная обработка прерывистых и сплошных поверхностей из закаленной стали режущими инструментами из керамики и эльбора. Журнал технологии обработки материалов, 211, 2011: 1014-1025. https://doi.org/10.1016/j.jmatprotec.2011.01.002
[8] Ф. Клоке, Э. Бринксмайер, К. Вейнерт, Профиль возможностей процессов твердого резания и шлифования. Анналы CIRP – Технология производства, 54(2), 2005: 22-45. https://doi.org/10.1016/S0007-8506(07)60018-3
Анналы CIRP – Технология производства, 54(2), 2005: 22-45. https://doi.org/10.1016/S0007-8506(07)60018-3
[9] A.J.D. Оливейра, А.Э. Диниз, Д.Дж. Урсолино, Твердое точение при непрерывном и прерывистом резании с использованием PCBN и режущих инструментов с усиками. Журнал технологий обработки материалов, 209 (12-13), 2009 г.: 5262-5270 https://doi.org/10.1016/j.jmatprotec.2009.03.012
[10] Т.Дж. Ко, Х.С. Ким, Целостность поверхности и обрабатываемость при прерывистом жестком точении. Международный журнал передовых производственных технологий, 18, 2001 г.: 168-175 https://doi.org/10.1007/s001700170072
[11] Т. Хвалчук, М. Вицяк, А. Фелусия, П. Кируй, Исследование производительности инструмента при прерывистом точении инконеля 718, MATEC Web of Conferences, 237, 2020: 02008. https://doi.org /10.1051/matecconf/201823702008
[12] Р. Сегал, М. Наяк, Р.К. Шарма, непрерывное и прерывистое твердое точение с использованием инструментов CBN-L на умеренных скоростях резания. Международный журнал новых технологий и передовой инженерии, 5 (4), 2015: 41-46.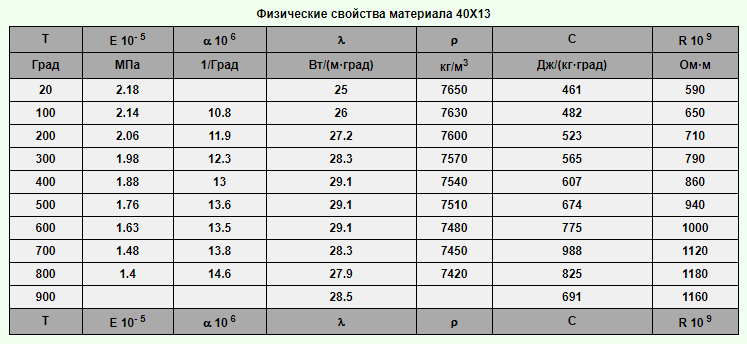
[13] P. Lequien, G. Poulachon, JC Outeiro, Термомеханический анализ, вызванный прерывистой резкой Ti6Al4V при нескольких стратегиях охлаждения. CIRP Annals – Производственные технологии, 67(1), 2018: 91-94. https://doi.org/10.1016/j.cirp.2018.03.018
[14] С. Эркан, А. Кубилай, К. Адем, Механизм износа инструмента в условиях прерывистого резания. Материалы и производственные процессы, 24, 2009: 476-483. https://doi.org/10.1080/10426910802714423
[15] М. Асуддин, Температура инструмента-заготовки для непрерывного и прерывистого резания стали ASSAB 760 при сухой обработке, Advanced Materials Research, 476-478, 2012: 392-396 https://doi.org/10.4028/www.scientific.net/AMR.476-478.392
[16] X. Cu, J. Guo, Биомиметическое изготовление, механическое поведение и характеристики прерывистого точения микроскопических поверхностных структур Al2O3/ Микронанокомпозитная керамика TiC. Журнал сплавов и соединений, 811, 2019 г.: 152012. https://doi.org/10.1016/j.jallcom.2019.152012
[17] А. Угарте, Р.М. Сауб, А. Гарай, П. Дж. Арразола, Механическая обработка сплавов Ti-6Al-4V и Ti-5553 при прерывистом резании твердым сплавом с покрытием PVD. Труды CIRP, 1, 2012:202-207. https://doi.org/10.1016/j.procir.2012.04.035
Угарте, Р.М. Сауб, А. Гарай, П. Дж. Арразола, Механическая обработка сплавов Ti-6Al-4V и Ti-5553 при прерывистом резании твердым сплавом с покрытием PVD. Труды CIRP, 1, 2012:202-207. https://doi.org/10.1016/j.procir.2012.04.035
[18] М. Догра, В. Шарма, А. Сачдева, Н. М. Сури, Проблемы стойкости инструмента и целостности поверхности при непрерывном и прерывистом чистовом точении с Инструменты из карбида с покрытием и CBN, Труды Института инженеров-механиков, Часть B: Journal of Engineering Manufacture, 226, 2012: 431-444 https://doi.org/10.1177/0954405411418589
[19] М. Догра, В.С. Шарм, А. Сачдева, Н. М. Сури, Чистовое твердое точение сплошных и прерывистых поверхностей кубическим нитридом бора (CBN) и твердосплавными инструментами с покрытием. Материалы и производственные процессы, 27(5), 2012: 523-530. https://doi.org/10.1080/10426914.2011.593238
[20] Е.Г. Плаза, А.Р. Мартин, П. Дж. Нуньес, Ф. Мата, Диагностика ошибки круглости при токарных операциях с ЧПУ посредством оптимального выбора онлайн-сигналов.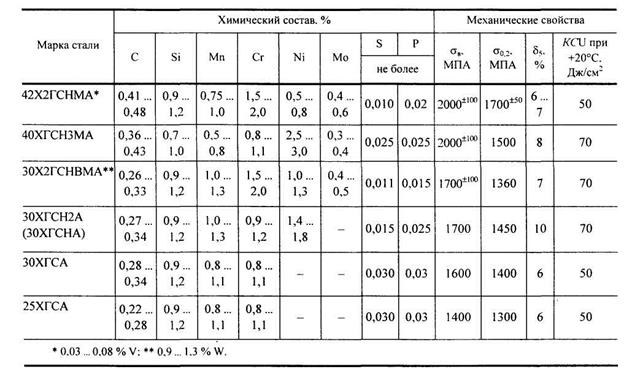 Материалы конференции AIP, 1431, 2012:339-407.https://doi.org/10.1063/1.4707589
Материалы конференции AIP, 1431, 2012:339-407.https://doi.org/10.1063/1.4707589
[21] П. Дж. Нуньес Лопес, Дж. Симао, Э. М. Рубио, Дж. Л. Ринкон, Влияние параметров обработки на погрешность круглости заготовки при токарных операциях, Материаловедение, Форум, 526, 2006: 127-132. https://doi.org/10.4028/www.scientific.net/MSF.526.127
[22] П. Дап, Н.А. Туан, Проектирование станков, Изд-во науки и техники, Ханой, 1983.
[23] https: //tanphuhieu.com/dau-cat-got/
[24] А. Дин, Д. Восс, Д. Драгулич, Планирование и анализ экспериментов – Второе издание. Спрингер, 2007.
[25] Д.Д. Трунг, Влияние параметров резания на шероховатость поверхности при шлифовании стали 65Г. Трибология в промышленности, 43(1), 2021: 167-176. https://doi.org/10.24874/ti.1009.11.20.01
[26] Y. Huang, L. Wang, S.Y. Лян, Справочник по производству. World Scientific Publishing, 2019. https://doi.org/10.1142/11006
[27] Н. Д. Лок, Л. В. Тиен, Н. Д. Тон, Т. X Вьет, Справочник по производственной инженерии – том 1, Издательство «Наука и техника», Ханой , 2007.
[28] С. Малкин, К. Го, Технология шлифования: теория и приложения обработки абразивами (2-е издание). Нью-Йорк: Индастриал Пресс, 2008.
[29] И.Д. Маринеску, М.П. Хитчинер, Э. Ульманн, В.Б. Роу, И. Инасаки, Справочник по обработке шлифовальными кругами. CRC Press, 2006.
[30] М.П. Грувер, Основы современного производства, Прентис Холл. Upper Saddle River, NJ, 1996.
[31] P.J.Arrazola, A.Garay, L.M.Iriarte, M.Armendia, S.Marya, F.L. Мэтр, Обрабатываемость титановых сплавов (Ti6Al4V и Ti555.3). Журнал технологий обработки материалов, 209(5), 2009 г.: 2223-2230 https://doi.org/10.1016/j.jmatprotec.2008.06.020
[32] М.К. Шоу Преобразование энергии при резке и шлифовке. Анналы CIRP, 45(1), 1996: 101-104. https://doi.org/10.1016/S0007-8506(07)63025-X
[33] В. Сюй, Ю. Ву, Т. Сато, В. Лин, Влияние параметров процесса на округлость заготовки при тангенциальной подаче бесцентровое шлифование плоскошлифовальной машиной. Журнал технологии обработки материалов, 210 (5), 2010: 759-766.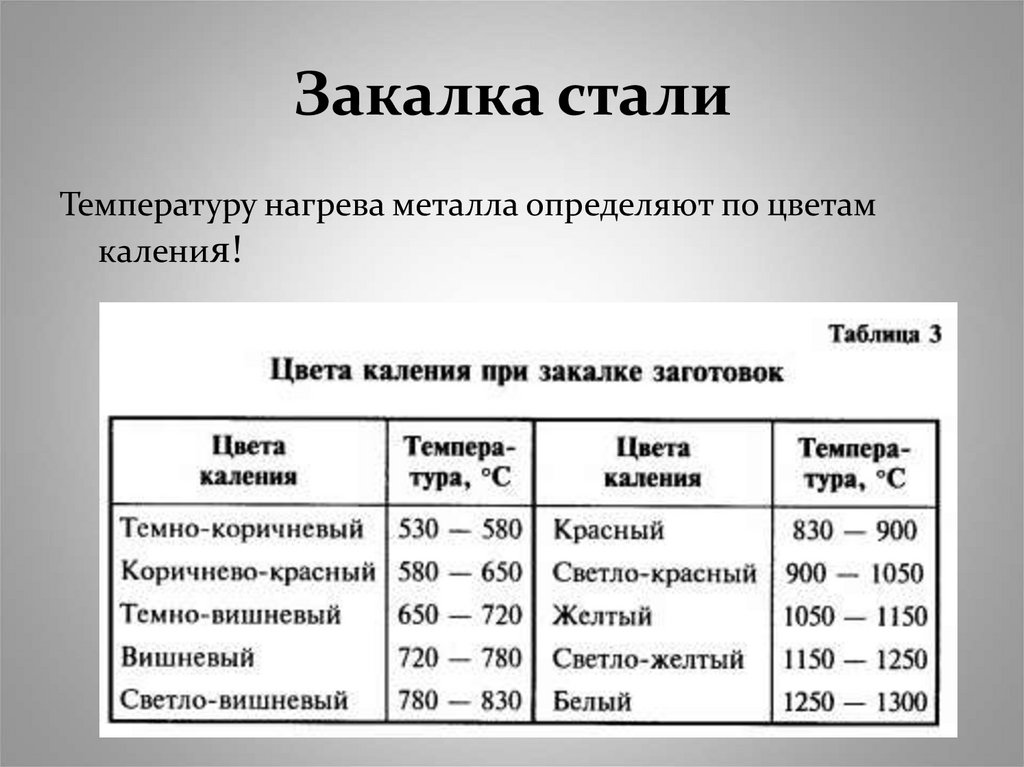 https://doi.org/10.1016/j.jmatprotec.2010.01.003
https://doi.org/10.1016/j.jmatprotec.2010.01.003
[34] Д. Д. Трунг, Влияние параметров резания на шероховатость поверхности при фрезеровании стали AISI 1045, Трибология в промышленности, 42(4), 2020: 658- 665. https://doi.org/10.24874/ti.969.09.20.11
[35] В.Т.Н. Уйен, Н. Х. Сон, Повышение точности модели шероховатости поверхности при токарной обработке стали 9XC с использованием режущего инструмента с покрытием из нитрида титана с преобразованием Джонсона и Бокса-Кокса. Материаловедение AIMS, 8 (1), 2021: 1–17. https://doi.org/10.3934/matersci.2021001
[36] П.Б. Хой, Д.Д. Trung, N. Cuong, ND Man, Исследования по оптимизации процесса врезного бесцентрового шлифования с использованием генетического алгоритма и метода поверхности отклика. Международный журнал научной инженерии и технологий, 4(3), 2015: 207-211.
Эта работа находится под лицензией Creative Commons Attribution-NonCommercial 4.0 International License (CC BY-NC 4.0)
Том 7
Номер 4
Декабрь 2022 г.
Последнее издание
Том 7
Номер 3
Декабрь 2022 г.
Как цитировать
Д.Д. Trung, Влияние параметров резания на шероховатость поверхности и погрешность округлости при точении прерывистой поверхности стали 40X с использованием пластины HSS-TiN. Буквы по прикладной инженерии , 7(1), 2022: стр. 1-9.
https://doi.org/10.18485/aeletters.2022.7.1.1
Дополнительные форматы цитирования
APA
Trung, D.D. (2022). Влияние параметров резания на шероховатость поверхности и погрешность округлости при точении прерывистой поверхности стали 40Х пластиной из быстрорежущей стали-TiN. Applied Engineering Letters, 7 (1), 1–9. https://doi.org/10.18485/aeletters.2022.7.1.1
MLA
Trung, Do Duc. «Влияние параметров резания на шероховатость поверхности и погрешность округлости при точении прерывистой поверхности стали 40X с использованием пластины HSS-TiN». Applied Engineering Letters: Journal of Engineering and Applied Sciences , vol. 7, нет. 1, 2022, стр. 1–9, https://doi.org/10.18485/aeletters.2022.7.1.1
7, нет. 1, 2022, стр. 1–9, https://doi.org/10.18485/aeletters.2022.7.1.1
Чикаго
Trung, Do Duc, 2022. «Влияние параметров резания на шероховатость поверхности и погрешность округлости при Токарная обработка прерывистой поверхности стали 40X с использованием пластины HSS-TiN». Письма по прикладным инженерным наукам, 7 (1): 1–9. https://doi.org/10.18485/aeletters.2022.7.1.1
Гарвард
Trung, D.D. (2022). Влияние параметров резания на шероховатость поверхности и погрешность округлости при точении прерывистой поверхности стали 40Х пластиной из быстрорежущей стали-TiN. Письма по прикладным инженерным наукам , 7 (1), стр. 1–9.
doi: 10.18485/aeletters.2022.7.1.1
Меню журнала
1.0
2021CiteScore
32-й процентиль
Powered by
Scimago Journal Rank
2021: SJR = 0,175
CWTS Journal Indicators
2021: SNIP = 0,41
Архив
Эффект резки на поверхностных шероховатости и расторонности при повороте перелом перелом.
 ВСТАВКА
ВСТАВКААвторы:
До Дык Трунг 1
1 Факультет машиностроения, Ханойский промышленный университет, Ханой, 100000, Вьетнам
https://doi.org/10.18485/aeletters.2022.7.1.1
Поступила в редакцию: 23.08.2021.
Принят: 13.02.2022.
Доступен: 31.03.2022.
Abstract:
В работе представлено исследование влияния параметров резания на шероховатость поверхности (Ra) и погрешность округлости (RE) при точении прерывистой поверхности стали 40Х. В этом исследовании использовались пластины из быстрорежущей стали (HSS-TiN) с покрытием TiN. Параметры резания включают скорость резания, скорость подачи и глубину резания. Метод Бокса-Бенкена был применен для разработки экспериментальной матрицы с пятнадцатью экспериментами. Влияние параметров резания на Ra и RE определяли с помощью диаграммы Парето. Были установлены два уравнения, представляющие взаимосвязь между Ra, RE и параметрами резания. Эти два уравнения использовались для прогнозирования Ra и RE. Генетический алгоритм (ГА) также применялся для определения оптимальных значений параметров резания для одновременного обеспечения минимальных значений Ra и RE. Дальнейшие работы этого исследования также были упомянуты в этой статье
Эти два уравнения использовались для прогнозирования Ra и RE. Генетический алгоритм (ГА) также применялся для определения оптимальных значений параметров резания для одновременного обеспечения минимальных значений Ra и RE. Дальнейшие работы этого исследования также были упомянуты в этой статье
Ключевые слова:
Прерывистая поверхность, токарная обработка, сталь 40X, HSS-TiN, шероховатость поверхности, погрешность круглости, GA Влияние механических свойств и параметров резания на обрабатываемость стали AISI 5140, охлажденной при высоких скоростях охлаждения после горячей штамповки. Journal of polytechnic, 22(4), 2019: 879-887 https://doi.org/10.2339/politeknik.479345
[2] Р. Минодора, Т. Лорена, Х. Миоара, К. Ион, Трибологическая характеристика топография поверхности с использованием кривой Эббота-Файрстоуна. Национальная конференция по трибологии, 24–26 сентября 2003 г., Галац, Румыния, стр. 208–213.
[3] В.В. Тинь, Д.К. Дунг, Н.Х. Тан, Исследование механизма износа инструмента при токарной обработке твердой стали 40X. Транспортный журнал, 6, 2018: 12-20.
Транспортный журнал, 6, 2018: 12-20.
[4] Ту Д.Н., Программа обработки деталей из легированной стали 40Х со сложными поверхностями на токарном станке с ЧПУ, Дис. Ханойский университет науки и технологий, 2014.
[5] Кахраман Ф. Оптимизация параметров резания по шероховатости поверхности при токарной обработке шпилек, изготовленных из стали AISI 5140 методом Тагучи. Испытания материалов, 59(1), 2017: 77-80. https://doi.org/10.3139/120.110968
[6] К. Мустафа, А. Абдулла, Ю.П. Данил, Г. Халед, М. Тадеуш, С. Шубхам, Моделирование параметров резания и геометрии инструмента для многокритериальной оптимизации шероховатости поверхности и вибрации с помощью методологии поверхности отклика при токарной обработке стали AISI 5140. Материалы, 13(19), 2020. С. 4242. https://doi.org/10.3390/ma13194242
[7] В.А.А. Годой, А.Э. Диниз, Токарная обработка прерывистых и сплошных поверхностей из закаленной стали режущими инструментами из керамики и эльбора. Журнал технологии обработки материалов, 211, 2011: 1014-1025.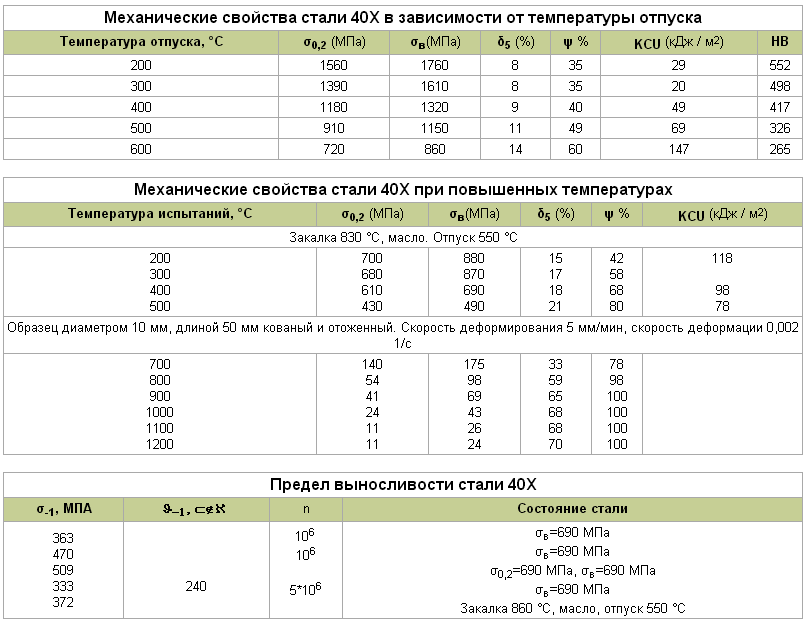 https://doi.org/10.1016/j.jmatprotec.2011.01.002
https://doi.org/10.1016/j.jmatprotec.2011.01.002
[8] Ф. Клоке, Э. Бринксмайер, К. Вейнерт, Профиль возможностей процессов твердого резания и шлифования. Анналы CIRP – Технология производства, 54(2), 2005: 22-45. https://doi.org/10.1016/S0007-8506(07)60018-3
[9] A.J.D. Оливейра, А.Э. Диниз, Д.Дж. Урсолино, Твердое точение при непрерывном и прерывистом резании с использованием PCBN и режущих инструментов с усиками. Журнал технологий обработки материалов, 209 (12-13), 2009 г.: 5262-5270 https://doi.org/10.1016/j.jmatprotec.2009.03.012
[10] Т.Дж. Ко, Х.С. Ким, Целостность поверхности и обрабатываемость при прерывистом жестком точении. Международный журнал передовых производственных технологий, 18, 2001 г.: 168-175 https://doi.org/10.1007/s001700170072
[11] Т. Хвалчук, М. Вицяк, А. Фелусия, П. Кируй, Исследование производительности инструмента при прерывистом точении инконеля 718, MATEC Web of Conferences, 237, 2020: 02008. https://doi.org /10.1051/matecconf/201823702008
[12] Р. Сегал, М. Наяк, Р.К. Шарма, непрерывное и прерывистое твердое точение с использованием инструментов CBN-L на умеренных скоростях резания. Международный журнал новых технологий и передовой инженерии, 5 (4), 2015: 41-46.
Сегал, М. Наяк, Р.К. Шарма, непрерывное и прерывистое твердое точение с использованием инструментов CBN-L на умеренных скоростях резания. Международный журнал новых технологий и передовой инженерии, 5 (4), 2015: 41-46.
[13] P. Lequien, G. Poulachon, JC Outeiro, Термомеханический анализ, вызванный прерывистой резкой Ti6Al4V при нескольких стратегиях охлаждения. CIRP Annals – Производственные технологии, 67(1), 2018: 91-94. https://doi.org/10.1016/j.cirp.2018.03.018
[14] С. Эркан, А. Кубилай, К. Адем, Механизм износа инструмента в условиях прерывистого резания. Материалы и производственные процессы, 24, 2009: 476-483. https://doi.org/10.1080/10426910802714423
[15] М. Асуддин, Температура инструмента-заготовки для непрерывного и прерывистого резания стали ASSAB 760 при сухой обработке, Advanced Materials Research, 476-478, 2012: 392-396 https://doi.org/10.4028/www.scientific.net/AMR.476-478.392
[16] X. Cu, J. Guo, Биомиметическое изготовление, механическое поведение и характеристики прерывистого точения микроскопических поверхностных структур Al2O3/ Микронанокомпозитная керамика TiC. Журнал сплавов и соединений, 811, 2019 г.: 152012. https://doi.org/10.1016/j.jallcom.2019.152012
Журнал сплавов и соединений, 811, 2019 г.: 152012. https://doi.org/10.1016/j.jallcom.2019.152012
[17] А. Угарте, Р.М. Сауб, А. Гарай, П. Дж. Арразола, Механическая обработка сплавов Ti-6Al-4V и Ti-5553 при прерывистом резании твердым сплавом с покрытием PVD. Труды CIRP, 1, 2012:202-207. https://doi.org/10.1016/j.procir.2012.04.035
[18] М. Догра, В. Шарма, А. Сачдева, Н. М. Сури, Проблемы стойкости инструмента и целостности поверхности при непрерывном и прерывистом чистовом точении с Инструменты из карбида с покрытием и CBN, Труды Института инженеров-механиков, Часть B: Journal of Engineering Manufacture, 226, 2012: 431-444 https://doi.org/10.1177/0954405411418589
[19] М. Догра, В.С. Шарм, А. Сачдева, Н. М. Сури, Чистовое твердое точение сплошных и прерывистых поверхностей кубическим нитридом бора (CBN) и твердосплавными инструментами с покрытием. Материалы и производственные процессы, 27(5), 2012: 523-530. https://doi.org/10.1080/10426914.2011.593238
[20] Е.Г. Плаза, А. Р. Мартин, П. Дж. Нуньес, Ф. Мата, Диагностика ошибки круглости при токарных операциях с ЧПУ посредством оптимального выбора онлайн-сигналов. Материалы конференции AIP, 1431, 2012:339-407.https://doi.org/10.1063/1.4707589
Р. Мартин, П. Дж. Нуньес, Ф. Мата, Диагностика ошибки круглости при токарных операциях с ЧПУ посредством оптимального выбора онлайн-сигналов. Материалы конференции AIP, 1431, 2012:339-407.https://doi.org/10.1063/1.4707589
[21] П. Дж. Нуньес Лопес, Дж. Симао, Э. М. Рубио, Дж. Л. Ринкон, Влияние параметров обработки на погрешность круглости заготовки при токарных операциях, Материаловедение, Форум, 526, 2006: 127-132. https://doi.org/10.4028/www.scientific.net/MSF.526.127
[22] П. Дап, Н.А. Туан, Проектирование станков, Изд-во науки и техники, Ханой, 1983.
[23] https: //tanphuhieu.com/dau-cat-got/
[24] А. Дин, Д. Восс, Д. Драгулич, Планирование и анализ экспериментов – Второе издание. Спрингер, 2007.
[25] Д.Д. Трунг, Влияние параметров резания на шероховатость поверхности при шлифовании стали 65Г. Трибология в промышленности, 43(1), 2021: 167-176. https://doi.org/10.24874/ti.1009.11.20.01
[26] Y. Huang, L. Wang, S.Y. Лян, Справочник по производству. World Scientific Publishing, 2019. https://doi.org/10.1142/11006
https://doi.org/10.1142/11006
[27] Н. Д. Лок, Л. В. Тиен, Н. Д. Тон, Т. X Вьет, Справочник по производственной инженерии – том 1, Издательство «Наука и техника», Ханой , 2007.
[28] С. Малкин, К. Го, Технология шлифования: теория и приложения обработки абразивами (2-е издание). Нью-Йорк: Индастриал Пресс, 2008.
[29] И.Д. Маринеску, М.П. Хитчинер, Э. Ульманн, В.Б. Роу, И. Инасаки, Справочник по обработке шлифовальными кругами. CRC Press, 2006.
[30] М.П. Грувер, Основы современного производства, Прентис Холл. Upper Saddle River, NJ, 1996.
[31] P.J.Arrazola, A.Garay, L.M.Iriarte, M.Armendia, S.Marya, F.L. Мэтр, Обрабатываемость титановых сплавов (Ti6Al4V и Ti555.3). Журнал технологий обработки материалов, 209(5), 2009 г.: 2223-2230 https://doi.org/10.1016/j.jmatprotec.2008.06.020
[32] М.К. Шоу Преобразование энергии при резке и шлифовке. Анналы CIRP, 45(1), 1996: 101-104. https://doi.org/10.1016/S0007-8506(07)63025-X
[33] В. Сюй, Ю. Ву, Т. Сато, В. Лин, Влияние параметров процесса на округлость заготовки при тангенциальной подаче бесцентровое шлифование плоскошлифовальной машиной. Журнал технологии обработки материалов, 210 (5), 2010: 759-766. https://doi.org/10.1016/j.jmatprotec.2010.01.003
Лин, Влияние параметров процесса на округлость заготовки при тангенциальной подаче бесцентровое шлифование плоскошлифовальной машиной. Журнал технологии обработки материалов, 210 (5), 2010: 759-766. https://doi.org/10.1016/j.jmatprotec.2010.01.003
[34] Д. Д. Трунг, Влияние параметров резания на шероховатость поверхности при фрезеровании стали AISI 1045, Трибология в промышленности, 42(4), 2020: 658- 665. https://doi.org/10.24874/ti.969.09.20.11
[35] В.Т.Н. Уйен, Н. Х. Сон, Повышение точности модели шероховатости поверхности при токарной обработке стали 9XC с использованием режущего инструмента с покрытием из нитрида титана с преобразованием Джонсона и Бокса-Кокса. Материаловедение AIMS, 8 (1), 2021: 1–17. https://doi.org/10.3934/matersci.2021001
[36] П.Б. Хой, Д.Д. Trung, N. Cuong, ND Man, Исследования по оптимизации процесса врезного бесцентрового шлифования с использованием генетического алгоритма и метода поверхности отклика. Международный журнал научной инженерии и технологий, 4(3), 2015: 207-211.