ТД Спецсплав — Изготовление поковок из стали ГОСТ 8479-70
ГОСТ 5950-2000; 4543-71. Круги, поковки, полоса 5ХНМ, Х12МФ, 38ХН3МФА
ПОКОВКИ В НАЛИЧИИ
Свыше 1000 тонн поковок! Мы поддерживаем неснижаемые складские запасы из более чем 100 марок стали, различных типоразмеров.
РЕЗКА В РАЗМЕР
В максимально сжатые сроки произведем резку поковок под ваш размер на современных ленточнопильных станках и автомате газокислородной резки.
КОНТРОЛЬ КАЧЕСТВА
Мы осуществляем входной контроль всей продукции. Проводим дополнительные испытания средствами неразрушающего контроля!
ОПЕРАТИВНЫЙ РАСЧЕТ
В самые короткие сроки произведем точный и максимально экономичный расчет стоимости изготовления поковок по вашей заявке!
ПЯТЬ ПРИЧИН РАБОТАТЬ С НАМИ
Уже более 10 лет наша компания успешно работает на металлургическом рынке России, осуществляя поставки стальных поковок. За это время мы прошли путь от небольшого заготовительного производства до современного предприятия, в активах которого имеется все необходимое оборудование для изготовления поковок, соответствующих самым высоким требованиям наших заказчиков. Благодаря накопленному опыту, мы научились видеть глазами Клиентов и четко понимать их потребности. И именно поэтому мы строим партнерские отношения опираясь на следующие ценности:
За это время мы прошли путь от небольшого заготовительного производства до современного предприятия, в активах которого имеется все необходимое оборудование для изготовления поковок, соответствующих самым высоким требованиям наших заказчиков. Благодаря накопленному опыту, мы научились видеть глазами Клиентов и четко понимать их потребности. И именно поэтому мы строим партнерские отношения опираясь на следующие ценности:
1
Качество
Мы осуществляем контроль продукции на всех этапах производства, начиная от спектрального химического анализа поступающего на склад сырья, до проведения более глубоких исследований при помощи средств неразрушающего контроля (УЗК, твердометрия) и микроструктурного анализа поковок.
2
Профессионализм
Наш коллектив — это слаженная команда профессионалов своего дела с большим опытом работы на металлургическом рынке.
 Обращаясь к нам, вы можете быть уверены, что получите грамотную и квалифицированную консультацию по всем вопросам.
Обращаясь к нам, вы можете быть уверены, что получите грамотную и квалифицированную консультацию по всем вопросам.Мы всегда честны со своими клиентами и стараемся чтобы наши отношения были предельно прозрачными.
3
Скорость
Мы прекрасно понимаем насколько важно для наших Клиентов получить не просто качественную продукцию, но и изготовить ее в предельно сжатые сроки. И для этого у нас есть все инструменты: парк современного оборудования, способного работать в автоматическом режиме, опытный производственный персонал, работающий в две смены семь дней в неделю, а также наш энтузиазм и желание работать!
4
Надежность
Долгосрочное взаимовыгодное сотрудничество, построенное на принципе надежности и стабильности — это залог спокойствия наших клиентов. Наша надежность, как поставщика, подтверждена многолетним опытом работы с ведущими предприятиями энергетической, машиностроительной, оборонной и других отраслей.
5
Ответственность
Мы умеем принимать на себя ответственность за наш продукт, за наши действия и за наших сотрудников.
 Обращаясь к нам, вы можете быть уверены, что получите грамотную и квалифицированную консультацию по всем вопросам.
Обращаясь к нам, вы можете быть уверены, что получите грамотную и квалифицированную консультацию по всем вопросам.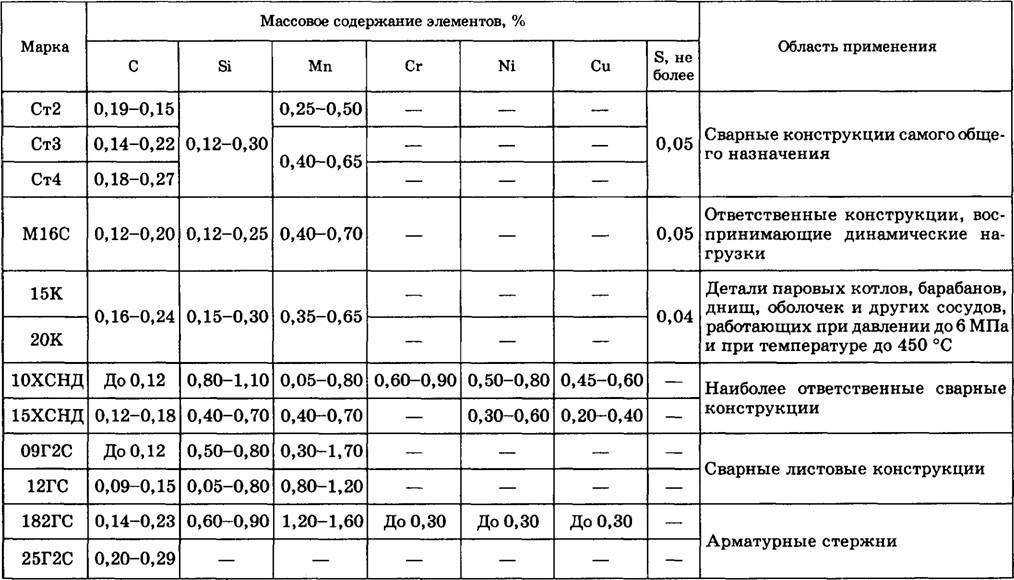
НАШИ НОВОСТИ
19 октября, 2017
Резка крупногабаритных заготовок Дорогие друзья! Рады сообщить Вам, что в октябре 2017 г. мы увеличили производственные мощности, пополнив парк станков новым оборудованием. Введен в эксплуатацию ленточнопильный ст ..
22 ноября, 2016
Запущена новая автоматическая линия Сегодня в парке нашего оборудования очередное пополнение! Введена в эксплуатацию новая линия автоматической резки. Парк станков пополнился современным автоматом от известного миров ..
ГАРАНТИЯ КАЧЕСТВА
Сертифицированная система менеджмента качества ISO 9001
Контроль качества продукции на всех этапах производства
Современное высокоточное производственное и лабораторное оборудование
Команда профессионалов с большим опытом работы на металлургическом рынке
ISO9001-2011
ISO 9001-2011
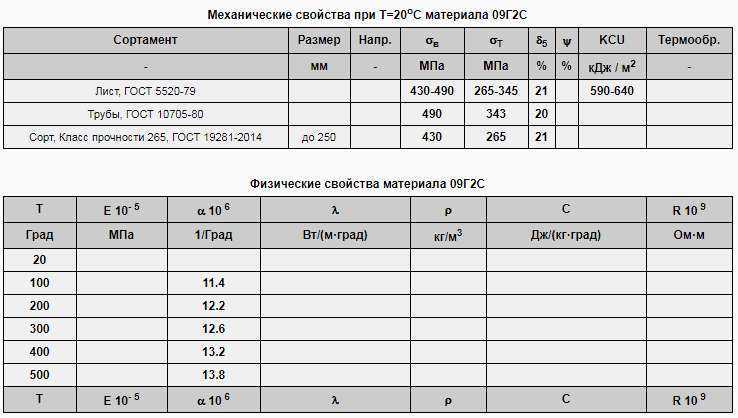
Сталь 09Г2С — свойства и характеристики — VkMP
21-12-2018 16:25
Содержание статьи:
- Сталь 09Г2С — расшифровка
- Состав стали
- Характеристики стали 09Г2С
- Аналоги
Разнообразие в сталелитейной промышленности часто пугает людей, которым по тем или иным причинам нужно выбрать и приобрести какую-либо марку стали для определенных нужд.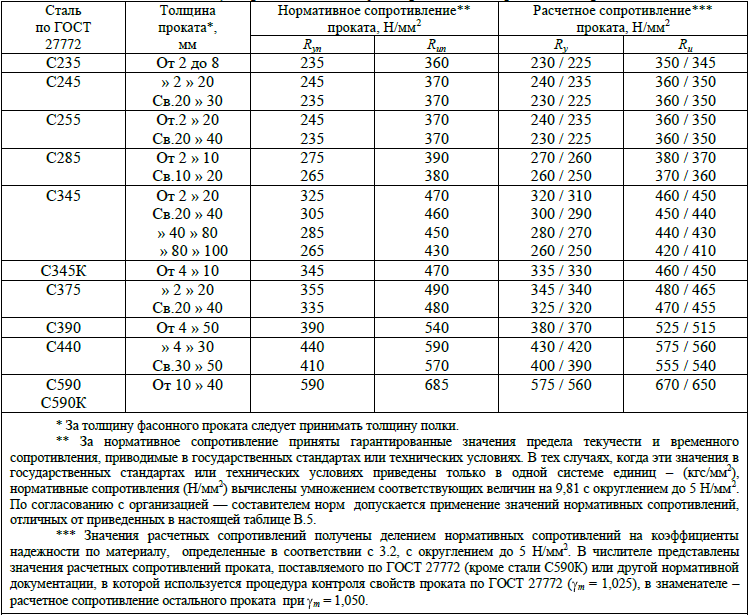 Неподготовленный человек с большой долей вероятности потеряется в этом многообразии и не выберет в итоге ничего. Эта проблема решается путем долгого и методичного изучения темы, вникания в самую ее суть, многочисленных дискуссий и многого другого. Однако есть способ немного срезать путь.
Неподготовленный человек с большой долей вероятности потеряется в этом многообразии и не выберет в итоге ничего. Эта проблема решается путем долгого и методичного изучения темы, вникания в самую ее суть, многочисленных дискуссий и многого другого. Однако есть способ немного срезать путь.
ВМы попытались собрать для вас наиболее важную и полезную информацию, касающуюся стали 09Г2С. Чтение не займет много времени, а полученные знания помогут выбрать верный материал.
Сталь 09Г2С — расшифровка
Вам будет интересно:Самые крупные судостроительные заводы России
Для того, чтобы понять, каким свойствами обладает тот или иной сплав, вовсе не обязательно изучать его молекулярную структуру, пользуясь сложными лабораторными приборами. Зачастую для получения общего представления о свойствах металла и его назначения достаточно должным образом расшифровать обозначение марки стали. 09Г2С в данном случае расшифровывается по следующему алгоритму:
- Численному значению 09 соответствует содержание углерода в составе сплава. Зачастую обозначается максимально возможное значение, а значит процентная взвесь этого элемента на единицу массы стали не превышает порог 0,9%.
- Буквенное обозначение “Г”, согласно еще советской системой ГОСТов, указывает на содержание такого легирующего элемента, как марганец.
- Следующая цифра “2” обозначает максимальный процент содержания этого элемента, равный двум процентам от общей массы.
- Буквой “С” в советской системе ГОСТов соответствует кремний. Учитывая то, что численного значения далее нет, его содержание, в среднем, менее одного процента.
 Зачастую обозначается максимально возможное значение, а значит процентная взвесь этого элемента на единицу массы стали не превышает порог 0,9%.
Зачастую обозначается максимально возможное значение, а значит процентная взвесь этого элемента на единицу массы стали не превышает порог 0,9%.Состав стали
Дабы подробнее изучить свойства этого сплава, необходимо узнать его несколько лучше. Чтобы сделать это, существуют специальные промышленные нормативные документы государственного стандарта, иными словами — ГОСТы. Сталь 09Г2С, согласно своему стандарту качества, имеет следующий состав:
- Углерод (до 0.12%) — одна из важнейших добавок, придающая стали необходимую твердость и прочность, но и, как следствие, хрупкость.
- Кремний (0.65%) — элемент, положительно влияющий на теплоустойчивость стали.
- Марганец (1.5%) — добавка, значительно увеличивающая прочность стали и ее прокаливаемость.
- Никель (до 0.3%). Этот элемент в составе отвечает за увеличение пластичности стали, не приуменьшая ее прочностных свойств.
- Сера (до 0.04%) — вредная примесь, ухудшающая свойства стали, однако ее процентное содержание незначительно, а значит и воздействие на материал не критично.
- Фосфор (до 0.035%) — материал, аналогичный сере, имеет куда более значительное ухудшающее действие, поэтому его содержание регулируют особенно тщательно.
- Хром (до 0.3%) увеличивает устойчивость стали к окислению и ржавлению.
- Азот (до 0.008%) — неизбежная примесь, появившаяся вследствие технологического процесса выплавки стали.
- Медь (до 0.3%) положительно влияет на пластичность стали.
- Мышьяк (до 0.08%) — очередная вредная примесь, провоцирующая появление внутренних дефектов, однако ее содержание ограничивается.


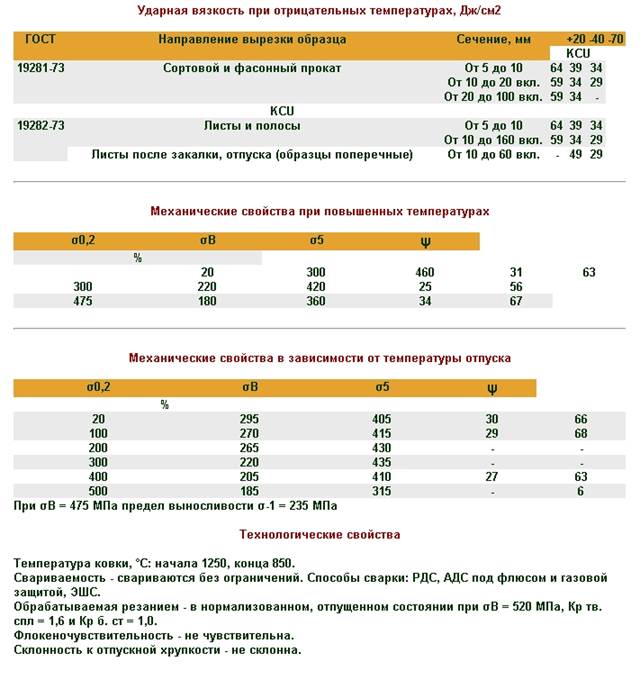
Характеристики стали 09Г2С
Крайне заметно следующее: в сплаве достаточно много примесей. Десять наименований легирующих элементов — немалое количество, однако по-настоящему значительным содержанием может похвастать разве что один лишь марганец. Основываясь на этом, можно с уверенностью заявлять, что сталь 09Г2С обладает жаростойкими свойствами, а остальные примеси лишь дополняют и совершенствуют структуру стали, что положительно сказывается на ее остальных физических свойствах. Она остается пластичной, легко поддается физической обработке, в том числе и точению. Сталь, помимо всего прочего, обладает весьма однородной структурой, что позволяет ей выдерживать высокие нагрузки и давление.
Аналоги
Сравнительно похожие по своему составы марки стали попадаются повсеместно. Обусловлено это их постоянной востребованностью. Часто требуется приобрести деталь, изготовленную из стали 09Г2С. Поэтому было бы неплохо иметь под рукой перечень наименований ее зарубежных аналогов:
- Германия — 13Mn6.
- Япония — SB49.
- Китай — 12Mn.
- Россия — 09Г2 или 10Г2С.

В целом, подобная марка стали очень распространена в промышленности, поэтому даже столь небольшого перечня с лихвой хватит, чтобы найти нужную вам марку стали в любом уголке планеты.
Источник
Автор: Марьяна Байко
Похожие статьи
Нефтеналивной порт «Козьмино»: история, описание, особенности
Челябинский электровозоремонтный завод: «Айболит» для локомотивовБайкальский целлюлозно-бумажный комбинат: эхо неэкологичного производства
Как изготовить стекло? Технология производства стекла. Изделия из стекла
Деривационные ГЭС: описание, принцип работы, где используются
Русские поезда: элитные составы РЖД
Анодированное покрытие: что это, где применяется, как изготавливается
Ножи из стали ЭИ-107: характеристики златоустовских изделий
Ульяновский авиационный завод: проблемы и их причины
Ветроэнергетические установки: виды, конструкции, преимущества
цена от поставщика Электровек-сталь/Эвек
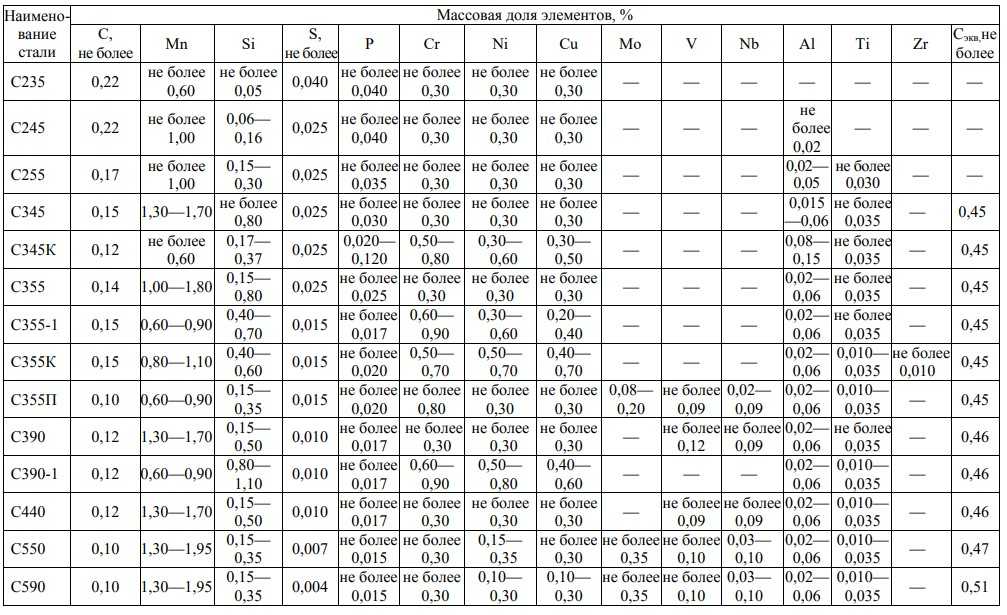
Международный Эквивалент
| Знак | Аналог | W. | Айси Унс | EN | Заказ |
|---|---|---|---|---|---|
| 09Г2С | А516-55 | Поставка со склада, в наличии |
Компания Электровек-сталь предлагает купить трубу, пруток и круг из конструкционной низколегированной стали 09Г2С, 13Мн6 и 09г2с. Поставщик предоставляет выгодную цену от производителя продукции, а также доставляет стойку проката в любую точку, установленную клиентом.
Химический состав
Сталь конструкционная низколегированная 09Г2С производства России и стран СНГ в соответствии с техническим стандартом ГОСТ 5058. Сталь имеет следующий химический состав:
| Артикул | Углерод | Кремний | Марганец | Хром | Никель | Медь |
|---|---|---|---|---|---|---|
| Содержание в стали, % | Не более 0,12 | 0,50…0,80 | 1,30 1,70… | 0,30 | 0,30 | 0,25 |
В составе стали могут присутствовать неметаллические примеси — сера и фосфор, процентное содержание которых не должно превышать 0,035%.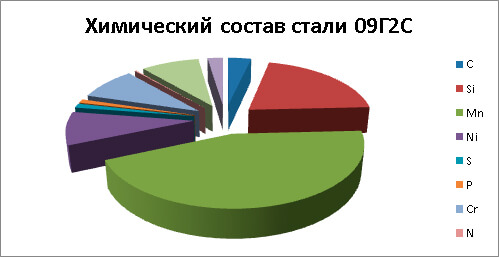
Ближайшие зарубежные аналоги этой стали Европа — сталь 09г2с (выпускается по польскому национальному стандарту) и стали 13Мн6, производство которой ведется в соответствии с требованиями немецкого стандарта DIN 17145. Химический состав стали 13Мн6 несколько отличается от указанного ранее для 09Г2С:
| Товар | Углерод | Кремний | Марганец | Сера | Фосфор |
|---|---|---|---|---|---|
| Содержание в стали, % | 0,09…0,12 | 0,30 0,80… | 1,40 1,10… | До 0,030 | К 0,035 |
Компания Электровек-сталь предлагает купить трубу круглую, катанку из низкоуглеродистой конструкционной стали марок 09Г2С, 13Мн6, 09Г2с. Провайдер гарантирует выгодную цену от производителя. Обеспечена оперативная доставка продукции по указанному заказчиком адресу.
Свойства и области применения
Рассматриваемые марки стали характеризуются высокой свариваемостью. Обладая высокой прочностью, они применяются при изготовлении различных сварных конструкций, монтаже трубопроводов, опор, мачт линий электропередач и т. д.
Обладая высокой прочностью, они применяются при изготовлении различных сварных конструкций, монтаже трубопроводов, опор, мачт линий электропередач и т. д.
Стали имеют удовлетворительную обрабатываемость, которая повышается при нагреве. Ковка ограничена, и ее можно проводить после безупречного отжига.
Основные физико-механические параметры сталей 09Г2С, 09Г2с и 13Мн6:
- Предел прочности при растяжении, МПа — 480;
- Предел пластичности, МПа — 370;
- Удлинение, % — 40;
- Число твердости по Бринеллю, HB — 180…200.
К трубе, прутку, кругу из конструкционных сталей марок 09Г2С 09г2с 13Мн6 и компания Электровек предлагает сталь. Цена товара от производителя. Поставщик предоставляет необходимый комплекс услуг по аренде и гарантированную доставку продукции в указанную клиентом точку.
Магнитные методы и приборы для контроля процесса разрушения ферромагнитных сталей металлических конструкций Оценка остаточного ресурса машин и сосудов, работающих под давлением
Магнитные методы и приборы контроля процесса разрушения ферромагнитных сталей металлических конструкций Оценка остаточного ресурса машин и сосуды, работающие под давлением·Содержание ·Охарактеризация и испытания материалов | Магнитные методы и приборы для контроля процесса разрушения ферромагнитных сталей металлических конструкций Оценка остаточного ресурса машин и сосудов, работающих под давлениемМужицкий В. Ф. Ф. МСИА «Спектр», г. Москва Попов Б.Е. ОСК «Кран», Россия Безлюдко Г.Ю. «СНР», Украина Контакт |
- Предложено использовать магнитный метод для оценки долговечности несущей конструкции из стали. Здесь рекомендуется специальное оборудование для этого метода. Здесь объясняется механизм возникновения и накопления дефектов в связи с поведением реакции коэрцитивной силы H C . Результаты представлены на примере испытаний и исследований кислородного баллона.
Очень важной задачей является оценка возможного ресурса несущих металлоконструкций, особенно в странах, имеющих более 50% устройств повышенной опасности (краны, грузоподъемные машины, резервуары, котлы и т.п.), которые уже отработали свой срок эксплуатации. жизни, как способ увеличения срока их эксплуатации. Значительная часть задачи оценки состояния конструкций теперь может быть решена с помощью магнитного метода измерения коэрцитивной силы и внедрения системы регистрации нагрузки «СИРЕНА».
Нормы в основу магнитного метода контроля конструкций из ферромагнитных сталей заложены в Межгосударственном стандарте ГОСТ 30415-96, Международном стандарте ИСО 4301 и Методических указаниях Госгортехнадзора России РД ИКЦ «Кран» — 007-97. Оборудованием, обеспечивающим этот метод, является специальный магнитный структуроскоп КРМ-СК, разработанный фирмой «СНР» (Харьков) и МНИА «Спектр» (Москва).
Переносной магнитный структуроскоп (измеритель коэрцитивной силы) КРМ-СК-2 с автономным питанием 12В снабжен дополнительным преобразователем с замкнутой магнитной системой, датчиком на эффекте Холла, системой снижения чувствительности к изменению отрыва и обеспечивает регистрацию H С путем анализа полного контура магнитного гистерезиса от 1 до 3000 А/м с погрешностью — не более 5 % при температуре от -20 0 С до +50 0 С
Глубина намагничивания до 40мм. Для испытания труб и резервуаров принято использовать полюсные наконечники, соответствующие их профилям.
 При необходимости отбраковки металлов по механическим свойствам и состоянию их структуры прибор имеет цифровую, световую и звуковую сигнализацию на низкий и высокий уровень магнитуд Н С . Прибор КРМ-СК-2М имеет возможность подключения к ПК.
При необходимости отбраковки металлов по механическим свойствам и состоянию их структуры прибор имеет цифровую, световую и звуковую сигнализацию на низкий и высокий уровень магнитуд Н С . Прибор КРМ-СК-2М имеет возможность подключения к ПК. В основе метода магнитного диагностирования лежит корреляция между механическими свойствами ферромагнитных материалов и величиной коэрцитивной силы H

На рис.1 представлены зависимости между коэрцитивной силой H C (А/см) и действующими напряжениями s (кг/мм 2 ) при статических испытаниях плоских образцов из сталей Ст3, Ст20, 09Г2С. Так как образцы толщиной 5…10 мм постоянно деформируются в зоне упругости кривой нагружения, то коэрцитивная сила H C пропорционально возрастает в зависимости от приложенного растяжения вплоть до предела текучести — s T . В зоне кривой нагружения, в которой снижается прочность металла, начинается необратимая перестройка доменной структуры металла из-за поворота границ доменов на 90 0 и 180 0 и другие. Таким образом, на кривой зависимости H C (s ), а его название — «зуб текучести». В зоне кривой нагружения, в которой нагрузка возрастает при безвозвратных деформациях, коэрцитивная сила H C возрастает одновременно с появлением новой доменной структуры и накоплением активных дефектов в металле.
 На стадии до разрушения металла увеличение прочности стимулирует окончательную перестройку доменной структуры, увеличивая коэрцитивную силу H C до максимальной в соответствии с сортом стали и сопровождается появлением хрупких микротрещин в местах границ и стыков доменных зерен. После появления и раскрытия магистральной трещины напряжения в зоне развития трещины несколько падают, а также падает коэрцитивная сила H C . Максимум H C B соответствует пределу прочности металла s B .
На стадии до разрушения металла увеличение прочности стимулирует окончательную перестройку доменной структуры, увеличивая коэрцитивную силу H C до максимальной в соответствии с сортом стали и сопровождается появлением хрупких микротрещин в местах границ и стыков доменных зерен. После появления и раскрытия магистральной трещины напряжения в зоне развития трещины несколько падают, а также падает коэрцитивная сила H C . Максимум H C B соответствует пределу прочности металла s B . При ступенчатом нагружении и, если H C измеряется после снятия нагрузки с образца, магнитный параметр реагирует только на остаточные напряжения и деформации внутри металла, в зоне упругости H C постоянна и равна начальной величине H c 0 , но после достижения предела текучести возрастает по линейной зависимости. При этом энергия, затрачиваемая на разрушение металла и максимумы H C B в этих двух случаях примерно равны (одинаковы).

| Рис. 1. Данные магнитного контроля плоских образцов из стали Ст3,Ст20,09Г2С в опыте на деформацию с регистрацией данных измерителя коэрцитивной силы непосредственно под нагрузкой и после снятия нагрузки на каждом этапе нагружения. |
| Рис. 2. Магнитные испытания листов стали ВСТ3сп5 на стойкость к разрушению при малоцикловой усталости. |
Энергетический подход, безусловно, может быть использован для анализа усталостного разрушения металла. На рис.2 представлены результаты циклического нагружения плоских образцов из стали ВСтЗсп5. Испытания проводились в цикле «с нуля» с амплитудой, обеспечивающей легкий, нормальный и жесткий режимы работы металлоконструкций подъемных машин в соответствии со стандартом ISO 4301. Это означает, что металл испытывался статической деформацией в начале зоны упругости.
 кривой нагрузки (сс 0,2 ) — легкий режим, затем в зоне упругопластических деформаций при напряжениях s £ s 0,2 — нормальный режим, а затем при s > s 0,2 — жесткий режим нагружения.
кривой нагрузки (сс 0,2 ) — легкий режим, затем в зоне упругопластических деформаций при напряжениях s £ s 0,2 — нормальный режим, а затем при s > s 0,2 — жесткий режим нагружения. Для оценки общего состояния металлоконструкций лифтового оборудования при его испытаниях и техническом диагностировании достаточно провести анализ распределения величины H C (А/м). Нужно найти действительно высоконагруженные элементы (H C MAX ) и сравнить их значения H C с H C 0 , H C T , H C B , соответствующие пределам текучести и прочности марки стали, из которой изготовлены опорные элементы. Таким образом, решение о ресурсе лифтового оборудования может быть принято путем сравнения средних величин H C и максимальных H C MAX коэрцитивной силы с диаграммами усталости для соответствующего режима нагружения и марки стали.

Общий подход к диагностированию напряженно-деформированного состояния и ресурса объектов повышенной опасности магнитным методом в реальных условиях можно рассмотреть на примере кислородного баллона.
Внутренние напряжения в стенках кислородных баллонов можно легко рассчитать, если известны внутреннее давление и толщина стенок. Таким образом, эксперимент по нагружению бака давлением воды внутри до разрушения позволяет напрямую связать уровень максимальных действующих напряжений s MAX с величинами коэрцитивной силы H C и определить зависимость, как это представлено на рис.3. .
| Рис. 3: Магнитный контроль напряженного состояния кислородных сосудов давлением P вн до уничтожения. |
Эта зависимость в основном соответствует классической диаграмме s(e) для деформации стальных образцов.
 На этой кривой можно выделить зону упругости (I), зону упругопластических деформаций (II), стадию закрепления с последующим разрушением (III). Наклоны на этой кривой могут быть идентифицированы значениями s Т и с B для того металла, из которого изготовлен кислородный баллон, с использованием расчетного значения максимума напряжения s МАКС (P ВН ) внутренней поверхности стенки резервуара. Погрешность определения механических свойств менее 10%.
На этой кривой можно выделить зону упругости (I), зону упругопластических деформаций (II), стадию закрепления с последующим разрушением (III). Наклоны на этой кривой могут быть идентифицированы значениями s Т и с B для того металла, из которого изготовлен кислородный баллон, с использованием расчетного значения максимума напряжения s МАКС (P ВН ) внутренней поверхности стенки резервуара. Погрешность определения механических свойств менее 10%.| Рис. 4: Статический анализ распределения коэрцитивной силы H c в стенках сосудов, проработавших более 30 лет и введенных в эксплуатацию после технической аттестации. |
Таким образом, для каждой стали легко найти H C 0 , H C T , H C B из экспериментальных диаграмм нагружения лабораторных образцов и образцов кислородного баллона, соответствующих различным стадиям нагружения металла стенки бака.
 На практике при решении противоположной задачи можно определить не только максимальные напряжения внутри металла стенки резервуара, используя максимальную и среднюю величины коэрцитивной силы, но и момент перехода металла в зону текучести, что позволит избегать эксплуатации кислородного баллона на этапе, близком к разрушению. К таким же результатам приводит анализ коэрцитивной силы H C , возрастающие по мере циклической загрузки резервуара, так как критические данные H C T и H C B постоянны для каждой стали. Анализ распределения Н С по внутренней и внешней поверхности резервуара, взорванного наполнением кислородом под давлением 15 МПа (Р ВН =150 атм), подтверждает научную и техническую достоверность магнитного метода. Диаграммы распределения коэрцитивной силы вдоль и поперек поверхности бака в зонах с разными данными Н C представлены на рис.4а, 4б. Так как данные на внутренней и внешней поверхности стенки резервуара примерно одинаковы, то испытания проводились в основном на внешней поверхности.
На практике при решении противоположной задачи можно определить не только максимальные напряжения внутри металла стенки резервуара, используя максимальную и среднюю величины коэрцитивной силы, но и момент перехода металла в зону текучести, что позволит избегать эксплуатации кислородного баллона на этапе, близком к разрушению. К таким же результатам приводит анализ коэрцитивной силы H C , возрастающие по мере циклической загрузки резервуара, так как критические данные H C T и H C B постоянны для каждой стали. Анализ распределения Н С по внутренней и внешней поверхности резервуара, взорванного наполнением кислородом под давлением 15 МПа (Р ВН =150 атм), подтверждает научную и техническую достоверность магнитного метода. Диаграммы распределения коэрцитивной силы вдоль и поперек поверхности бака в зонах с разными данными Н C представлены на рис.4а, 4б. Так как данные на внутренней и внешней поверхности стенки резервуара примерно одинаковы, то испытания проводились в основном на внешней поверхности. Черные зоны с H C >> H C T отличались критическим размером усталостных эллиптических трещин, обнаруженных на внутренней поверхности, откуда начала появляться трещина взорвавшегося резервуара, рис.4в. Испытания, проведенные в соответствии с ДНКОП 0.00-1.07-94 за две недели до взрыва, показывают некритическое состояние металла кислородного баллона, изготовленного из стали Дс, и не позволяют оценить его реальный ресурс жизни. Если бы магнитные испытания были проведены достаточно раньше, взрыва можно было бы избежать.
Черные зоны с H C >> H C T отличались критическим размером усталостных эллиптических трещин, обнаруженных на внутренней поверхности, откуда начала появляться трещина взорвавшегося резервуара, рис.4в. Испытания, проведенные в соответствии с ДНКОП 0.00-1.07-94 за две недели до взрыва, показывают некритическое состояние металла кислородного баллона, изготовленного из стали Дс, и не позволяют оценить его реальный ресурс жизни. Если бы магнитные испытания были проведены достаточно раньше, взрыва можно было бы избежать. Статистический анализ распределения Н С в стенках 800 кислородных баллонов, работающих более 30 лет, позволяет определить критерии браковки баллонов и выявить более 2,5% баллонов, работающих в критическом режиме эксплуатации, которые были необходимы для вывода их из эксплуатации, рис.5.
Рис. 5: Схема распределения дефектов и коэрцитивной силы на поверхности стены. |
- В.Ф. Мужицкий, Б.Е.Попов, Г.Ю.Безлюдько, В.В. Зарудный, Е.А. Левин, Дефектоскопия, 1996, N 3, с.12-19.
- Л.А.Крутикова, В.Ф.Мужицкий, Б.Е.Попов, Г.Ю.Безлюдко. Сборник тезисов 7-й Европейской конференции по неразрушающему контролю. Копенгаген, май 1998 г., стр. 351.
- ГОСТ 30415-96. Межгосударственный стандарт (Россия, Украина, Казахстан, Белоруссия) «Сталь. Неразрушающий контроль механических свойств и микроструктуры металла, отливаемого магнитным потоком».
- Б.Э. Попов, Г.Ю. Безлюдко, В.Ф. Мужицкий. Тезисы докладов 15-й Российской научно-технической конференции «НК и диагностика». Москва. Июль 1999 г. с.392.
- Г.Ю. Безлюдко, В.Ф. Мужицкий, Б.Е. Попов. Заводская лаборатория. 1999, №9, с.53-57.
- В.Г. Кулеев, Е.С. Горкунов. Дефектоскопия, 1997, №11, c. 3-18.
- С.Такахаши, Дж.Эчигоя, З.Мотоки. Журнал прикладной физики. В 87. N 2. 2000.