Сплав алюминия и меди: состав, характеристики, сферы применения
Главная » Сплавы » Сферы применения и характеристики сплава алюминия и меди
На чтение 5 мин
Содержание
- История открытия
- Состав и структура
- Характеристики и свойства сплава
- Изготовление
- Где применяют сплав
- Достоинства и недостатки
Сплавы алюминия и меди востребованы в различных производственных сферах, так как обладают относительно небольшим весом, высокой прочностью, пластическими свойствами, однородной плотностью. Хорошо поддаются литью, ковке и другим видам обработки. Отличаются относительно простой технологией получения.
Сплав алюминия и медиИстория открытия
История сплавов алюминия с медью начинается с опытов Х. Эрстеда в 1825 году, когда он хотел получить чистый Al методом электролиза. В действительности он получил некий состав, в который входили и другие элементы, участвующие в эксперименте.
Дальнейшие опыты по открытию чистого алюминия провёл Ф. Велер в 1827 году, когда получил 30 грамм порошка Al, а в 1845 году — расплавленные шарики. Однако метод получения был слишком трудоёмким и требовал усовершенствования.
Велер в 1827 году, когда получил 30 грамм порошка Al, а в 1845 году — расплавленные шарики. Однако метод получения был слишком трудоёмким и требовал усовершенствования.
В 1856 году А. Девиль разработал со своей исследовательской группой промышленный метод получения алюминия и открыл первое его массовое производство. В 1886 году П. Эру и Ч. Холл открыли электролитический способ, который оказался дешевле и эффективнее химического.
С 1888 по 1895 в Нейгаузене (Швейцария) открываются предприятия по массовому производству Al.
В 1906 году А. Вильм на собственном предприятии начинает разрабатывать высокопрочные алюминиево-медные сплавы. Путем опытов он получил образец, который обладал свойством самоупрочнения. Его производство было продолжено в 1911 году в Германии.
Массовые исследования сплавов пришлись на период с 1920 по 1940 год в СССР, Германии, США. Стали явно разделяться два направления экспериментов — изучение чистых и легированных составов.
Состав и структура
Фазовая диаграмма состояния алюминиевых сплавов Al-Cu имеет следующие особенности:
- Максимальная растворимость меди в алюминии в твёрдой фазе составляет 5,65%, которая снижается с понижением температуры.
 Это делает возможным проведение закалки и старения. Фаза CuAl2 играет роль упрочняющей по методу растворов, придаёт механическую и термическую прочность.
Это делает возможным проведение закалки и старения. Фаза CuAl2 играет роль упрочняющей по методу растворов, придаёт механическую и термическую прочность. - Эвтектическая точка находится на 33% концентрации меди, состоит из хрупкой, но прочной фазы CuAl2, которая делает материал непригодным для практического применения. Большое количество меди существенно повышает плотность образцов. Для литья используются сплавы с концентрацией от 1 до 1,5% (для получения упрочнения) и от 6 до 8% (чтобы исключить количество хрупкой фазы CuAl2).
- Хорошая растворимость Cu в Al и низкая температура плавления эвтектики +5480С становятся причиной появления широкого интервала кристаллизации.
Низкая жидкотекучесть, образование пор, трещин, ликвация — характерные признаки необходимости поиска компромисса между литейными и прочностными свойствами.
Основным легирующим элементом является медь, которая приводит к созданию неравновесной эвтектической фазы. Поэтому при термообработке закалкой проводят ступенчатый нагрев расплава до +5300С с последующей выдержкой до получения стабильной фазы.
Поэтому при термообработке закалкой проводят ступенчатый нагрев расплава до +5300С с последующей выдержкой до получения стабильной фазы.
Значительное количество электронов проводимости в сплавах Cu-Al существенно снижают удельное электросопротивление до уровня менее 0,02 мкОм*м. Наличие примесей железа или легирующих элементов на данную величину практически не влияют.
АлюминийХарактеристики и свойства сплава
Применение алюминия в чистом виде не выгодно по причине его малой прочности. Даже в изготовлении электронных компонентов он практически не применяется.
Свойства алюминия при добавлении меди существенно улучшаются: сохраняется пластичность, повышается прочность. В однофазных сплавах отсутствует текучая жидкая фаза, которая способна заполнять пустоты, образуемых в процессе усадки, снимать внутренние напряжения. Трудные составы имеют сложный процесс твердения и необходимо применять особые меры в процессе литья.
Существуют такие виды сплавов:
- деформируемые, получаемые путём термической закалки и последующего старения — используются в средне нагружаемых конструкциях, выпускаются в виде проволоки, прутка, листов, профилей и труб;
- литейные — используются для отливки сложных конструкций, обладают высокой прочностью, плохо поддаются пайке.
Чтобы улучшить литейные свойства смеси, в состав добавляют немного кремния, который увеличивает текучесть, снижает вероятность растрескивания. Негативным фактором является понижение уровня пластичности.
Механические свойства сплавов с содержанием меди от 9 до 11%:
- высокая прочность от 500 МПа;
- износостойкость;
- самоупрочнение;
- жаростойкость.
Для улучшения характеристик используются легирующие элементы:
- марганец и титан формируют интерметаллиды, которые находятся по границам дендритных ячеек Cu-Al образуют твёрдый каркас, применяются для повышения жаропрочности образцов;
- кремний повышает механические свойства, на снижает литейные, может применяться без термической обработки.
Изготовление
Медные сплавы с алюминием производят методом расплавления в электрических печах. Особенностью является возможность многократных циклов плавки и твердения, при которых не теряются основные свойства.
Сначала расплавляют алюминий, затем в него добавляют медь, а после получения однородного состава и легирующие элементы (железо, марганец, магний). Следующим этапом является закалка, которая позволяет избавиться от метастабильных фаз и добиться однородной плотности. Время выдержки выбирается на основе используемых легирующих компонентов и процентного содержания меди.
Где применяют сплав
Применение конструкций из алюминиево-медных сплавов:
- пищевая промышленность;
- автомобиле-, корабле- и самолётостроение;
- отделочные декоративные материалы;
- для защиты металлических изделий от коррозии;
- в электротехнике — радиоэлементы, высоковольтные линии передач, кабеля;
- в качестве отражателей света в лампах;
- для изготовления дорожных знаков, указателей, таблиц.
Основные преимущества:
- высокая прочность, пластичность;
- хорошая обрабатываемость —резание, штамповка, ковка, вытяжка, литьё;
- сохранение механических свойств до температуры +1750С;
- сверхпроводимость, позволяющая использовать образцы в научных исследованиях или применять в инновационных разработках;
- высокая коррозионная стойкость;
- возможность эксплуатации в деталях конструкций с повышенной взрывоопасностью;
- химическая нейтральность;
- простота сварки.
Основным недостатком является низкая коррозионная стойкость.
После закалки некоторое время сплав имеет отличную пластичность и ему можно придавать необходимую форму. Чтобы избежать чрезмерного образования дислокаций, требуется прогрев до +3500С с последующим остыванием в воздушной среде.
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-57’, blockId: ‘R-A-1226522-57’ })})»+»ipt>»; cachedBlocksArray[266488] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-52’, blockId: ‘R-A-1226522-52’ })})»+»ipt>»; cachedBlocksArray[266497] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-49’, blockId: ‘R-A-1226522-49’ })})»+»ipt>»; cachedBlocksArray[266495] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-48’, blockId: ‘R-A-1226522-48’ })})»+»ipt>»; cachedBlocksArray[277810] = «window. yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»+»ipt>»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»+»ipt>»;
cachedBlocksArray[266496] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»+»ipt>»;
cachedBlocksArray[266487] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»+»ipt>»;
cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»+»ipt>»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»+»ipt>»;
cachedBlocksArray[266492] = «window.
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»+»ipt>»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»+»ipt>»;
cachedBlocksArray[266496] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»+»ipt>»;
cachedBlocksArray[266487] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»+»ipt>»;
cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»+»ipt>»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»+»ipt>»;
cachedBlocksArray[266492] = «window.
Поделиться
2.2. Сплавы на основе меди и алюминия. Классификация, обозначение,
достоинства и недостатки. Применение сплавов как конструкционных материалов в механических устройствах (упругие элементы, опоры).
Цветные металлы
(медь, алюминий, титан, магний) и их сплавы
широко применяются в виде прутков,
листов и лент для изготовления деталей
механизмов. Но их применение должно
быть обосновано, так как стоимость
деталей из цветных металлов и сплавов
значительно выше, чем из стали и
пластмасс.
Медь в чистом виде характеризуется высокой электро- и теплопроводностью, хорошей обрабатываемостью давлением, небольшой прочностью и применяется для изготовления токопроводящих деталей. Более широкое применение получили медные сплавы: латунь и бронза. В латунях основным легирующим элементом является цинк, в бронзах – иные элементы.
Легирующие элементы в марках медных сплавов обозначают
следующими буквами: А – алюминий, Н – никель, О – олово, Ц – цинк, С – свинец, Ж – железо, Мц – марганец, К – кремний, Ф – фосфор, Т – титан.
Латуни делят на
двойные содержание цинка может доходить до 50%. Марки таких латуней обозначают буквой Л и цифрой, показывающей содержание меди в процентах, например Л59. Для улучшения механических, технологических и коррозийных свойств в латуни вводят кроме цинка в небольших количествах различные легирующие элементы (алюминий, кремний, марганец, олово, железо, свинец).

В марках многокомпонентных латуней первые цифры указывают среднее содержание меди, а последующие – легирующих элементов. Например, латунь ЛКС80-3-3 содержит 80% меди, по 3% кремния и свинца, а остальное – цинк.
Марки бронз и медно-никелевых сплавов начинаются соответственно с букв Бр и М, а следующие буквы и цифры указывают на наличие легирующих элементов и соответственно их содержание в процентах. Например, бронза БрОЦС 5-5-5 содержит олова, цинка и свинца по 5% или медно-никелевый сплав мельхиор МН19 содержит 19% никеля. Бронзы называют по основным легирующим элементам: оловянистые, алюминиевые, бериллиевые, кремнистые и т.д. Широко используются оловянистые бронзы, они характеризуются высокой стойкостью против истирания, низким коэффициентом трения скольжения. Все медные сплавы отличаются хорошей стойкостью против атмосферной коррозии.
Латуни и бронзы
используют в качестве конструкционных
материалов.
Особое место занимает при изготовлении упругих элементов из-за высокой прочности и упругости бериллиевая бронза марки БрБ2. Она немагнитна, стойка к морозу, действию пресной и соленой воды, хорошо сваривается и обрабатывается резанием. Применяют ее для изготовления ответственных деталей типа токоведущих пружинящих контактов, пружин, мембран.
Прочность медных
сплавов, особенно латуней, ниже, чем
сталей, а коррозионная стойкость много
больше. Все латуни и большинство
бронз, за исключением алюминиевых,
хорошо паяются.
Все латуни и большинство
бронз, за исключением алюминиевых,
хорошо паяются.
Чистый алюминий применяется редко, так как имеет низкую прочность. Чаще при изготовлении деталей применяют сплавы на основе алюминия. Они обладают малой плотностью, высокой электро- и теплопроводностью, коррозийной стойкостью и удельной прочностью. Алюминиевые сплавы в зависимости от технологических свойств делят на:
Деформируемые – Наибольшее распространение из деформируемых сплавов получили термически упрочняемые с помощью закалки и старения алюминиево-медно-магниевые и алюминиево-магниевые сплавы. Первые называют дуралюминами (марки Д1, Д16), из вторых наиболее часто применяется сплав марки АМг6. Они обладают высокими механическими свойствами, выпускаются в виде прутков, листов, труб, фасонных профилей. Их применяют для средненагруженных деталей типа стоек, крышек, втулок и т.д. К деформируемым относится высокопрочный алюминиево-магниево-цинковый сплав В95, который применяют для деталей с повышенными статическими нагрузками (валы, зубчатые колеса).


Из литейных алюминиевых сплавов наибольше распространение получили сплавы алюминия с кремнием – силумины. Они обладают хорошими литейными и средними механическими свойствами. Силумины марок АЛ-2, АЛ-4, АЛ-9 применяют для изготовления литьем корпусов, крышек, кронштейнов и других сложных средненагруженных деталей. Алюминий и его сплавы трудно паяются.
2.3. Неметаллические материалы. Виды, свойства, применение термопластов и термореактивных пластмасс. Достоинства и недостатки пластмасс. Применение резины, бумаги, композиционных (зубчатые ремни) материалов.
Из неметаллических материалов широко используют пластмассы.
Пластмассами
называют материалы, получаемые на
основе природных или синтетических
смол (полимеров), которые при определенных
температуре и давлении приобретают
пластичность, а затем затвердевают,
сохраняя форму при эксплуатации. Кроме
связующего вещества (полимера) в состав
пластмасс входят наполнители,
пластификаторы, отвердители, красители.
Кроме
связующего вещества (полимера) в состав
пластмасс входят наполнители,
пластификаторы, отвердители, красители.
Полимером служат различные смолы, которые в период формирования
деталей находятся в вязкотекучем (жидком) или высокоэластичном
состоянии, а при эксплуатации – в стеклообразном или кристаллическом
состоянии.
Наполнители вводят в смолы для повышения механической прочности,
теплостойкости, уменьшения усадки и снижения стоимости пластмассы.
Наполнители могут быть в газовой (пенопласты) и твердой фазе, иметь
органическое (древесная мука, хлопковые очесы, целлюлоза, бумага, хлопчатобумажная ткань) и неорганическое (графитная, асбестовая и
кварцевая мука; углеродное и стекловолокно; стеклоткань) происхождение.
Механическая прочность пластмасс существенно зависит от наполнителя.
Пластмассы с порошкообразными, коротковолокнистыми, длиной 2 … 4 мм,
наполнителями по прочности приближаются к дуралюмину и некоторым
сортам стали. Для
деталей, работающих в узлах трения,
широко применяют теплопроводящие
наполнители, например графит. Пластификаторы
увеличивают текучесть, эластичность
и уменьшают
Для
деталей, работающих в узлах трения,
широко применяют теплопроводящие
наполнители, например графит. Пластификаторы
увеличивают текучесть, эластичность
и уменьшают
хрупкость пластмасс. Отвердители ускоряют процесс затвердевания
пластмасс, красители придают пластмассам нужный цвет.
По поведению при нагреве полимеров пластмассы делят на:
Термопласты (полиэтилен, фторопласт, полистирол, полиамиды и др.) имеют свойства обратимости: при повторных нагреваниях они переходят в пластическое или вязкотекучее состояние и им можно придать необходимую форму, а затем они вновь затвердевают при охлаждении. Переход термопластов из одного физического состояния в другое может осуществляться неоднократно без изменения химического состава. Термопласты легко формуются и надежно свариваются в изделия сложных форм, устойчивы к ударным и вибрационным нагрузкам, обладают хорошими антифрикционными свойствами.
 Свойства
термопластов сильно зависят от
температуры.
Свойства
термопластов сильно зависят от
температуры.
Термореактивные пластмассы не переходят в пластическое состояние при повторном нагревании. Они имеют более высокие, чем термопласты, показатели по твердости, модулю упругости, теплостойкости, опротивлению усталостной прочности. Их свойства не так резко зависят от температуры. В зависимости от наполнителя различают монолитные (карболит), слоистые текстолит, гетинакс) и композиционные пластмассы, где наполнителем используются волокна. В термореактивных пластмассах связующими являются эпоксидные, кремнийорганические и другие смолы.
Пластмассы являются
хорошими электроизоляционными
материалами. Для них характерна высокая
химическая и коррозионная стойкость,
малая плотность и теплостойкость.
Они отличаются достаточной прочностью
и упругостью. Детали, изготовленные из
пластмасс, имеют блестящую гладкую
поверхность разных цветов. Пластмассы
значительно хуже, чем металлы,
сопротивляются переменным нагрузкам;
они подвержены тепловому, световому
и атмосферному старению – процессу
самопроизвольного необратимого
изменения свойств; многие из пластмасс
гигроскопичны. Большим достоинством
пластмасс является их высокая
технологичность, обеспечивающая
значительное сокращение производственного
цикла. Изготовление металлических
деталей осуществляется за десятки
операций механической обработки, а
пластмассовых – часто за одну
технологическую операцию по
формообразованию (прессование,
выдавливание, литье под давлением и
др.). Поэтому трудоемкость изготовления
пластмассовых деталей уменьшается в
5 … 6 раз и более, а себестоимость
продукции снижается в 2 … 3 раза, при
этом получают очень высокий коэффициент
использования материала, равный 0,9 …
0,95. Это приводит к значительному
снижению материалоемкости и из-за
малой плотности пластмасс (1,2 … 1,9
Мг/м3), к уменьшению массы конструкции
в 4 .
Пластмассы
значительно хуже, чем металлы,
сопротивляются переменным нагрузкам;
они подвержены тепловому, световому
и атмосферному старению – процессу
самопроизвольного необратимого
изменения свойств; многие из пластмасс
гигроскопичны. Большим достоинством
пластмасс является их высокая
технологичность, обеспечивающая
значительное сокращение производственного
цикла. Изготовление металлических
деталей осуществляется за десятки
операций механической обработки, а
пластмассовых – часто за одну
технологическую операцию по
формообразованию (прессование,
выдавливание, литье под давлением и
др.). Поэтому трудоемкость изготовления
пластмассовых деталей уменьшается в
5 … 6 раз и более, а себестоимость
продукции снижается в 2 … 3 раза, при
этом получают очень высокий коэффициент
использования материала, равный 0,9 …
0,95. Это приводит к значительному
снижению материалоемкости и из-за
малой плотности пластмасс (1,2 … 1,9
Мг/м3), к уменьшению массы конструкции
в 4 . .. 5 раз.
.. 5 раз.
Из пластмасс изготавливают зубчатые и червячные колеса, шкивы, подшипники, ролики, корпуса, зубчатые ремни, ручки управления и другие детали. Производство пластмасс развивается интенсивнее, чем таких традиционных материалов, как металлы. Это объясняется удешевлением изготовления, улучшением ряда основных параметров механизмов: уменьшением веса и инерционности звеньев, потерь на трение, повышением быстродействия.
Сплавы меди и никеля
Марки и химический состав медноникелевых сплавов, установленный ГОСТ 492—52 можно найти в сети интернет.Медноникелевые сплавы условно разделяют на конструкционные и электротехнические. К конструкционным медноникелевым сплавам относятся коррозионностойкие сплавы типа мельхиор, сплавы меди, никеля и цинка типа нейзильбер и коррозионностойкие упрочняющиеся сплавы меди, никеля и алюминия типа куниаль.
Мельхиор
Мельхиор. Сплавы этого типа обладают высокой коррозионной стойкостью в пресной и морской воде, сухих газах и в атмосферных условиях, они хорошо противостоят действию щелочных растворов солей и органических соединений. Структура сплавов типа мельхиор представляет собой твердый раствор и поэтому они хорошо обрабатываются давлением в холодном и горячем состояниях.
Структура сплавов типа мельхиор представляет собой твердый раствор и поэтому они хорошо обрабатываются давлением в холодном и горячем состояниях.
Мельхиор марки МНЖМцЗО-0,8-4,0 обладает большой стойкостью в среде парового конденсата. По устойчивости против действия ударной (турбулентной) коррозии он превосходит практически все другие известные сплавы. Благодаря этим свойствам мельхиор марки МНЖМцЗО-0,8-1,0 применяется для конденсаторных труб морских, судов, работающих в особо тяжелых условиях. Мягкие конденсаторные трубы, изготовляемые в соответствии с ГОСТ 10092—62, имеют временное сопротивление не менее 38 кГ/мм2 и относительное удлинение в пределах 23%, а полутвердые трубы 50 кГ/мм2 и 10% соответственно.
Мельхиор марки МШ9 применяется для изготовления монеты, деталей точной механики, медицинского инструмента, сеток, столовой посуды и других изделий.
Нейзильбер
Нейзильбер — сплав, обладающий наилучшими свойствами из группы тройных сплавов меди с никелем и цинком. Он представляет собой твердый раствор никеля и цинка в меди, обладает хорошей коррозионной стойкостью, красивым серебристым цветом, повышенной прочностью и удовлетворительной пластичностью в холодном и горячем состояниях. На воздухе нейзильбер не окисляется я достаточно стоек в растворах солей и органических кислот. Применяется этот сплав для изготовления медицинского инструмента, технической посуды, телефонной аппаратуры, паровой и водяной арматуры, изделий санитарной техники, точной механики, бытовой посуды и художественных изделий. Полуфабрикаты из нейзильбера поставляются в виде полос, ленты, прутков и проволоки.
Он представляет собой твердый раствор никеля и цинка в меди, обладает хорошей коррозионной стойкостью, красивым серебристым цветом, повышенной прочностью и удовлетворительной пластичностью в холодном и горячем состояниях. На воздухе нейзильбер не окисляется я достаточно стоек в растворах солей и органических кислот. Применяется этот сплав для изготовления медицинского инструмента, технической посуды, телефонной аппаратуры, паровой и водяной арматуры, изделий санитарной техники, точной механики, бытовой посуды и художественных изделий. Полуфабрикаты из нейзильбера поставляются в виде полос, ленты, прутков и проволоки.
Полосы мягкие из аплава нейзильбер (по- ГОСТ 5063—49) имеют временное сопротивление не менее 55 кГ/мм2 и относительное удлинение l%. Лента особо твердая (,по ГОСТ 5187—70) имеет временное сопротивление более 70 кГ/мм2. Временное сопротивление мягкой проволоки всех размеров из нейзильбера составляет не менее 36 кг/мм2, проволоки полутвердой — не менее 45 кГ/мм2 и проволоки твердой—не менее 55 кГ/мм2.
Куниаль А — сплав меди с никелем и алюминием. Он хорошо обрабатывается давлением в холодном и горячем состояниях. Полуфабрикаты из этого сплава производят в виде прессованных прутков с временным сопротивлением не менее 70 кГ/мм2 я относительным удлинением не менее 7%.
Куниаль Б обладает хорошей коррозионной стойкостью. Полуфабрикаты из него изготовляют в виде полос толщиной 0,5— 3 мм для пружин. Полосы из сплава куниаль Б обладают временным сопротивлением не менее 56 кГ)мм2 и относительным удлинением не менее 3%.
Электротехнические медноникелевые сплавы. К ним относятся сплавы типа ТП и ТБ, термоэлектродный сплав с высоким содержанием никеля— капель, реостатный сплав константен и сплав манганин.
Сплав ТП применяется для изготовления компенсационных проводов к платииаплатинородиевой термопаре, а сплав ТБ применяется для изготовления компенсационных проводов к платина-золотой и иалладий-платииородиевой термопарам.
Копель, Константин, Манганин
Копель — сплав, применяемый в качестве отрицательного термоэлектрода термопар хромель — копель и железо — копель, а также в виде компенсационных проводов. Копель имеет максимальную термоэлектродвижущую силу по сравнению с другими медноникелевыми сплавами такого же назначения и практически нулевой температурный коэффициент электросопротивления. Этот сплав является также хорошим материалом для реостатов и нагревательных устройств с рабочей температурой до 600°С.
Константин — сплав, отличающийся высокой термоэлектродвижущей силой, малым температурным коэффициентом, постоянством электросопротивления. Сплав применяется для реостатов, термопар, нагревательных приборов с рабочей температурой до 500°С. Температурный коэффициент электросопротивления сплава в интервале 20—1100°С составляет 2-10-6 1 /град.
Манганин. Сплав широко применяют в качестве прецизионного материала с высоким омическим сопротивлением. В паре с медью он обладает незначительной термоэлектродвижущей силой, что позволяет почти полностью избавиться от термотоков. При 20°С электросопротивление сплава в виде лент, полос и проволоки составляет 0,42—0,48 ом-мм2/м.
В паре с медью он обладает незначительной термоэлектродвижущей силой, что позволяет почти полностью избавиться от термотоков. При 20°С электросопротивление сплава в виде лент, полос и проволоки составляет 0,42—0,48 ом-мм2/м.
- Мы предлагаем следующие виды цветных металлов: бронза, медь, титан, олово, баббит, магний, кадмий, латунь, сурьма, висмут.
на рынке кабелей обострилась конкуренция — РБК
На рынке производства силовых кабелей и проводов в России ужесточается конкуренция. За два года объемы изготовления кабелей, силовых проводов и шнуров выросли на 35%–40%.
Фото: Фото: 66.ru
Минэнерго РФ приказом от 16 октября 2017 разрешило монтировать в жилых и общественных зданиях провода с жилами, содержащими алюминий. Решение до сих пор вызывает споры в профессиональной среде из-за возможных рисков при использовании алюминийсодержащей продукции.
По данным Росстата РФ, за январь–май 2019 года было произведено 647 тыс. км силовых кабелей для стационарной прокладки на напряжение до 1 кВ (в январе–мае 2017 года — 418 тыс. км), проводов и шнуров силовых — 595 тыс. км (в январе–мае 2017 года — 360 тыс. км).
км), проводов и шнуров силовых — 595 тыс. км (в январе–мае 2017 года — 360 тыс. км).
«Увеличение объемов производства позволяет говорить, что спрос в целом на различную силовую кабельную продукцию вырос. Это объясняется не только изменением конъюнктуры, но и тем, что увеличился объем ее производства с токопроводящими жилами из алюминиевых сплавов», — поясняет динамику ведущий эксперт УК «Финам Менеджмент» Дмитрий Баранов.
БЕЗопасный металл
В 2003 году то же Минэнерго РФ запретило монтировать алюминиевую проводку из-за ее высокой пожарной опасности. Сейчас запрет сняли, правда, речь идет не об алюминии в чистом виде, а о сплаве, в котором также содержится 0,4–0,5% железа и 0,15% меди.
Сплавы с данными параметрами под марками 8030 и 8176 производит UC Rusal на Кандалакшском и Иркутском алюминиевых заводах.
По словам заместителя технического директора «Холдинга Кабельный Альянс» Андрея Боева, алюминий не выдерживает конкуренции с медью в плане стойкости к токам перегрузки.
«Это очень пластичный металл. Со временем он начинает растекаться, и необходимо постоянно подтягивать контакт, которым токопроводящие жилы скрепляются между собой или с каким-либо устройством. При ослабленном контакте риск возникновения пожара очень велик. Температура плавления у алюминиевого сплава осталась та же, что и у алюминия — меньше 700 °С, то есть испытание огнем алюминиевые жилы не пройдут. Также у алюминия крайне невысокая коррозийная стойкость, и во влажной среде срок его службы значительно уменьшается. И он не прощает ошибок, которые может допустить монтажник», — поясняет Андрей Боев.
Читайте на РБК Pro
Фото: 66.ru
В РУСАЛе парируют, что современная алюминиевая проводка обладает негорючей и нетоксичной изоляцией, которая гарантирует ее безопасность.
«В новых алюминиевых сплавах с изменением кристаллической решетки и добавлением железа и других легирующих элементов была достигнута повышенная гибкость и надежное контактное соединение с оконечными устройствами. Эксплуатационные характеристики провода полностью соответствуют традиционно применяемым аналогам, но имеют ряд существенных преимуществ — они дешевле и легче почти в два раза, а также защищены от контрафакта, т. к. уменьшать диаметр кабеля экономически нецелесообразно. Срок службы кабелей из алюминиевых сплавов составляет 30 лет, такой же, как и у медных», — рассказывает директор РУСАЛа по развитию потребления алюминия в России и странах СНГ Юрий Шивилов.
Эксплуатационные характеристики провода полностью соответствуют традиционно применяемым аналогам, но имеют ряд существенных преимуществ — они дешевле и легче почти в два раза, а также защищены от контрафакта, т. к. уменьшать диаметр кабеля экономически нецелесообразно. Срок службы кабелей из алюминиевых сплавов составляет 30 лет, такой же, как и у медных», — рассказывает директор РУСАЛа по развитию потребления алюминия в России и странах СНГ Юрий Шивилов.
В Алюминиевой ассоциации делают упор на то, что алюминиевые сплавы перед разрешением к использованию прошли множественные проверки.
«К работе над разработкой новых кабелей с алюминиевыми сплавами были привлечены ведущие НИИ: ВНИИКП, ВНИИ пожарной обороны МЧС России, Росэлектромонтаж, ведущие технические комитеты в данных областях, крупнейшие отечественные производители кабелей. Результаты работ проверялись и контролировались в Аппарате Правительства РФ, Совете Безопасности РФ, Минпромторге, Ростехнадзоре, Росстандарте. Были доказаны преимущества алюминиевых сплавов и их полная безопасность применения в проводке», — заявил председатель Алюминиевой ассоциации Валентин Трищенко.
Между тем участники кабельного рынка опасаются, что решение Минпромторга будет иметь непредвиденные последствия. «Отличить по внешнему виду инновационный сплав от обычного алюминия потребитель не сможет. Поэтому есть большая опасность того, что под видом проводки с алюминиевым сплавом в наших квартирах будут монтировать традиционный алюминиевый кабель», — считает заместитель технического директора «Холдинга Кабельный Альянс» Андрей Боев.
Фото: 66.ru
Перспективы алюминиевого сплава
Алюминиевые кабели, по словам экспертов, при одинаковой проводимости с медными «явно предпочтительнее по цене». Но пока снижения по потреблению меди не зафиксировано.
«Напротив, по нашим оценкам, потребление меди в РФ в 2018 году выросло до 290 тыс. тонн (+5 тыс. тонн к уровню прошлого года)», — рассказывает директор группы корпоративных рейтингов ACRA Максим Худалов.
В дальнейшем, по прогнозам экспертов, продолжится рост потребления меди. Также увеличится потребление алюминия в России — до 1–1,3 млн тонн в 2020–2023 годах, по данным ACRA.
По мнению представителей производства кабелей, сейчас идет активная фаза внедрения продукции с жилами из алюминиевых сплавов на рынок.
«Пик, на мой взгляд, придется на середину — конец 2020 года. В свободной продаже в строительных магазинах они появятся, скорее всего, в 2021 году. Связано это с необходимостью подготовить покупателей», — говорит гендиректор ГК «Москабельмет» Павел Моряков.
Фото: 66.ru
Конкуренция между токопроводящими жилами из разных металлов пойдет на пользу покупателю, так как он сможет выбирать из большей номенклатуры, считает Дмитрий Баранов. Это, в свою очередь, положительно скажется на отрасли. Производители для сохранения своей доли рынка будут разрабатывать новые виды кабельно-проводной продукции: с «лучшей работоспособностью, долговечностью, огнестойкостью, минимальным уровнем вреда».
«Вероятней всего, конкуренция развернется в создании наилучшей изоляции (оплетки). Применение новых материалов может позволить создать новые кабели и провода с увеличенным рабочим ресурсом, причем их стоимость может быть относительно невысокой. Не стоит забывать, что кабельно-проводная продукция применяется не только при новом строительстве, но и при проведении ремонтно-строительных работ, а это значит, что рынок ее сбыта практически неограниченный», — резюмирует Дмитрий Баранов.
Не стоит забывать, что кабельно-проводная продукция применяется не только при новом строительстве, но и при проведении ремонтно-строительных работ, а это значит, что рынок ее сбыта практически неограниченный», — резюмирует Дмитрий Баранов.
Андрей Боев рассказывает, что практически все комплектующие и фурнитура на рынке приспособлены под медные провода. А при замене уже существующего провода на алюминиевый сплав необходимо менять и марку соединителей, и марку розеток.
Кроме того, кабель из алюминиевого сплава при одинаковой с медным кабелем нагрузке имеет увеличенное сечение. Соответственно, его диаметр больше. «Как это будет соотноситься с размерами уже спроектированных и построенных шахт и стояков в жилых домах, пока непонятно», — комментирует эксперт.
В мире алюминиевые сплавы в проводке жилых зданий применяются уже десятки лет, говорит Валентин Трищенко. Он поясняет, что в США, Европе и Китае доля проводки из алюминиевых сплавов на рынке составляет порядка 30%.
«Опыт Соединенных Штатов Америки, где такие сплавы производят уже около двадцати лет, показывает, что массового спроса на них нет. То есть вытеснить медь алюминиевому сплаву не удалось», — говорит Андрей Боев.
То есть вытеснить медь алюминиевому сплаву не удалось», — говорит Андрей Боев.
Алюминиевая латунь — свойства и применение
Фазовый состав и общие свойства
Алюминиевая латунь — это сплав меди с цинком , в котором алюминий введен как легирующий элемент. Они характеризуются высокими прочностными свойствами, что обусловлено сильным упрочняющим действием алюминия. Легирование алюминием уменьшают пластичность латуней, но показатель пластичности достаточный для обработки таких латуней давлением. На поверхности алюминиевой латуни образуется плотная защитная пленка оксида, которая обеспечивает высокую коррозионную стойкость. Алюминий резко уменьшает растворимость цинка в меди: область существования β-твердого раствора сужается и смещает границу насыщения цинком в твердого растворе меди сторону медного угла.
При высоком содержании алюминия в структуре медно-цинковых сплавов появляются твердые и хрупкие кристаллы γ (Cu5Zn8)-фазы которые повышают твердость, снижают пластичность и резко понижают деформационные возможности латуней, поэтому содержание алюминия в латунях регламентируется. В латунях, обрабатываемых давлением, содержание его не должно превышать 4 %, в литейных высокопрочных латунях — 7 %.
Фаза γ (Cu5Zn8) — это электронное соединение с кубической решеткой. Она изоморфна промежуточной фазе γ2 (Cu9Al4) из систем Cu-Al. В тройной системе Cu-Zn-Al фазы γ (Cu5Zn8) и γ2 (Cu9Al4) образуют непрерывные ряды твердых растворов.
| Марка | Массовая доля, % | |||||||||||||||||
| Элемент | Сумма прочих | |||||||||||||||||
| Сu | Аl | As | Fe | Мn | Ni | Si | Р | РЬ | Sb | Bi | Zn | |||||||
| ||||||||||||||||||
| ЛА 85 — 0,5 | 84,0 — 85,6 | 0,4 — 0,7 | — | — | — | — | — | — | 0,03 | 0,003 | 0,002 | Ост. | 0,3 | |||||
| ЛАМш 77 — 2 — 0,05 | 76,0 — 79,0 | 1,7 — 2,5 | 0,02 — 0,06 | 0,1 | — | — | — | 0,01 | 0,07 | 0,005 | 0,002 | Ост. | 0,3 | |||||
| ЛАМш 77 — 2 — 0,04 | 76,0 — 79,0 | 1,7 — 2,5 | 0,02 — 0,04 | 0,1 | — | — | — | 0,01 | 0,07 | 0,005 | 0,002 | Ост. | 0,3 | |||||
| ЛА77 — 2 | 76,0 — 79,0 | 1,7 — 2,5 | — | 0,07 | — | — | — | 0,01 | 0,07 | 0,005 | 0,002 | Ост. | 0,3 | |||||
| ЛА77 — 2у | 76,0 — 79,0 | 1,7 — 2,5 | — | 0,03 — 0,1 | 0,03 — 0,3 | 0,3–1,0 | 0,03 — 0,2 | 0,005 — 0,02 | 0,07 | 0,005 | 0,002 | Ост. | 0,1 | |||||
| ЛАНКМц 75 — 2 — 2,5 — 0,5 — 0,5 | 73,0 — 76,0 | 1,6 — 2,2 | — | 0,1 | 0,3 — 0,7 | 2,0 — 3,0 | 0,3 — 0,7 | 0,01 | 0,05 | 0,005 | 0,002 | Ост. | 0,5 | |||||
| ЛАЖ 60 — 1 — 1 | 58,0 — 61,0 | 0,7 — 1,5 | — | 0,75 — 1,5 | 0,1 — 0,6 | — | — | 0,01 | 0,40 | 0,005 | 0,002 | Ост. | 0,7 | |||||
| ЛАН 59 — 3 — 2 | 57,0 — 60,0 | 2,5 — 3,5 | — | 0,5 | — | 2,0 — 3,0 | — | 0,01 | 0,1 | 0,005 | 0,003 | Ост. | 0,9 | |||||
 — остальное цинк Zn
— остальное цинк ZnТрехкомпонентные сплавы
Алюминиевые латуни классифицируются как многокомпонентные сплавы. Кроме меди, цинка и алюминия в алюминиевые латуни могут входить и другие элементы для придания специальных свойств: никель, железо, мышьяк, но трехкомпонентные сплавы системы Cu-Zn-Al с высокой концентрацией меди ЛА85-0,5 и ЛА77-2 наиболле востребованы промышленностью. Эти β-однофазные сплавы обрабатываются давлением в горячем и холодном состоянии.
Латунь ЛА85-0,5 имеет оттенок близкий к цвету золота, высокую коррозионной стойкостью в атмосферных условиях. Химический состав этого сплава определяют ТУ 48-08-495 и ТУ 48-21-28. ЛА85-0,5 имеет высокую технологическую пластичность. Технологические свойства этой латуни позволяют изготовлять прокат с малым сечением и диаметром: листы, полосы, ленту и проволоку, что важно для производства ювелирных украшений и произведений искусства. Сплав ЛА85-0,5 имитирует золото на знаках отличия, фурнитуре и художественных изделиях.
Химический состав этого сплава определяют ТУ 48-08-495 и ТУ 48-21-28. ЛА85-0,5 имеет высокую технологическую пластичность. Технологические свойства этой латуни позволяют изготовлять прокат с малым сечением и диаметром: листы, полосы, ленту и проволоку, что важно для производства ювелирных украшений и произведений искусства. Сплав ЛА85-0,5 имитирует золото на знаках отличия, фурнитуре и художественных изделиях.
Более высокими механические свойства у латуни ЛА77-2. Она хорошо обрабатывается давлением в горячем и холодном состоянии. Из латуни ЛА77-2 изготовливают конденсаторные трубы на морских судах. Она коррозионностойка в атмосферных условиях, но имеет склонность к обесцинкованию и коррозионному растрескиванию в нагартованном состоянии. Низкотемпературный отжиг снимает внутренние напряжения для уменьшения коррозии. Добавка небольшоого количества мышьяка ( латунь ЛАМш77-2-0,05 содержит 0,02 — 0,06% As) увеличивает коррозионную стойкость в однофазных алюминиевых латуней. Устойчивость к коррозионному растрескиванию в морской воде и обесцинкованию достигается легированием малым процентом мышьяка (∼0,04 %).
Алюминием с железом и никелем легируют двухфазные α + β-латуни (ЛАЖ60-1-1 и ЛАН59-3-2). Железо не растворяется в медно-цинковом твердом растворе и выделяется в сплаве в виде γFe-фазы. Железо придает латуни пластичность при горячей обработке давлением, так как дисперсные частицы γFe-фазы тормозят рост зерен при горячей деформации и отжиге и способствуют получению в полуфабрикатах мелкозернистой структуры. Никель повышает коррозионную стойкость алюминиевых латуней, но понижает их пластичность. Добавки алюминия и никеля в латуни ЛАН59-3-2 растворяются в α- и β-фазах и образуют твердую и хрупкую интерметаллидную фазу NiAl. Снижение пластичности латуни ЛАН59-3-2 связано с присутствием в структуре дисперсных частиц этой интерметаллидной фазы.
| Латунь | Плотность г/см3 | Температура плавления, °С | Теплопрo- водность, кал/(см·c·°С) | Коэффициент линейного расширения α·10-6 | ρ, Ом·мм2/м | |||
Свойства приведены по изданию Справочник металлиста. В 5-ти т./ Под ред. А. Н. Манилова. — М., «Машиностроение», 1977. В 5-ти т./ Под ред. А. Н. Манилова. — М., «Машиностроение», 1977.тв. — твердая, мяг. — мягкая
| ||||||||
| ЛА85 — 0,5 | 8,6 | 1020 | 0,26 | 18,6 | 0,076 | |||
| ЛА77 — 2 | 8,6 | 1000 | 0,27 | 18,3 | 0,075 | |||
| ЛАЖ 60 — 1 — 1 | 8,2 | 904 | 0,18 | 21,6 | 0,09 | |||
| ЛАН 59 — 3 — 3 | 8,4 | 956 | 0,20 | 19,0 | 0,078 | |||
| ЛМцА 57 — 3 — 1 | 8,1 | 870 | 0,16 | 20,1 | 0,121 | |||
| ЛАМш 77 — 2 — 0,05 | 8,7 | 985 | 0,32 | 19,2 | 0,068 | |||
| ЛАНКМц 75 — 2 — 2,5 — 0,5 — 0,5 | 8,6 | 1000 | 0,301) | 18,3 | 0,1051) | |||
| Латунь | E, кгс/мм2 | σв, кгс/мм2 | δ, % | HB, кгс/мм2 | Обрабаты- ваемость резанием, % | ||||||
тв. | мяг. | тв. | мяг. | тв. | мяг. | ||||||
| Свойства приведены по изданию Справочник металлиста. В 5-ти т./ Под ред. А. Н. Манилова. — М., «Машиностроение», 1977. тв. — твердая, мяг. — мягкая
| |||||||||||
| ЛА85 — 0,5 | 10 200 | 50 — 70 | 30 — 40 | 3 — 10 | 60 | 149 | 544) | 30 | |||
| ЛА77 — 2 | 10 200 | 55 — 65 | 35 — 45 | 7 — 11 | 45 — 52 | 150 — 160 | 45 — 55 | 30 | |||
| ЛАЖ 60 — 1 — 1 | 10 500 | 70 — 75 | 40 — 45 | 7 — 10 | 45 — 55 | 165 — 175 | 45 — 55 | 25 | |||
| ЛАН 59 — 3 — 3 | 10 800 | 65 — 75 | 45 — 55 | 7 — 11 | 40 — 50 | 175 — 185 | 110 — 120 | 15 | |||
| ЛМцА 57 — 3 — 1 | 10 400 | 70 — 75 | 40 — 50 | 4 — 8 | 40 — 50 | 175 — 185 | 85 — 95 | 25 | |||
| ЛАМш 77 — 2 — 0,05 | 10 200 | 50 — 60 | 25 — 35 | 3 — 5 | 40 — 55 | 160 — 170 | 60 — 70 | 25 | |||
| ЛАНКМц 75 — 2 — 2,5 — 0,5 — 0,5 | 11 500 | 85 — 95 | 50 — 60 | 6,0 — 10,0 | 45 — 55 | 290 — 3002) | — | 20 | |||
Термоупрочняемый сплав ЛАНКМц75-2-2,5-0,5-0,5
Специальные многокомпонентные латуни не упрочняются термической обработкой, кроме дисперсионно твердеющего сплава ЛАНКМц75-2-2,5-0,5-0,5.
Кажущееся содержание цинка (∼30 %), определенное с помощью коэффициента Гийе, показывает, что матричной фазой этой латуни является β-твердый раствор. Закаленная с 850°С латунь имеет однофазную структуру α-твердого раствора. Добавки алюминия, никеля и кремния образуют фазы (NiAl, Ni2Si), которые имеют переменную растворимость в медно-цинковом твердом растворе.
Распад пересыщенного твердого раствора в латуни ЛАНКМц75-2-2,5-0,5-0,5 зависит от температуры изотермической выдержки. Он носит сложный характер, обусловленный выделением нескольких фаз. Об этом свидетельствуют изотермическая и термокинетическая диаграммы распада твердого раствора. На диаграммах четко выявляются два минимума устойчивости переохлажденного α-твердого раствора. Первый минимум соответствует температурам 600—700°С; второй — 350—400°
С. Состав выделяющихся фаз и их дисперсность зависят от температуры распада.
При высокотемпературном распаде (∼600°С) формируются крупные стержневидные частицы фазы Ni16Mn6Si7 с ГЦК решеткой и периодом а = 1,115 нм. Выделение таких частиц нежелательно.
При низкотемпературном распаде (400°С) в объеме зерен образуется большое количество дисперсных частиц дискообразной формы диаметром 10 нм и толщиной 2—3 нм. Низкотемпературный распад совпадает с температурой старения этой латуни. Он характеризуется многостадийными фазовыми переходами, связанными с образованием различных метастабильных фаз, в состав которых входит Ni, AI, Мn и Si. Максимум упрочнения латуни ЛАНКМц75-2-2,5-0,5-0,5 достигается на стадии низкотемпературного старения с выделением дисперсных частиц метастабильных фаз, когерентных матрице.
Выделение таких частиц нежелательно.
При низкотемпературном распаде (400°С) в объеме зерен образуется большое количество дисперсных частиц дискообразной формы диаметром 10 нм и толщиной 2—3 нм. Низкотемпературный распад совпадает с температурой старения этой латуни. Он характеризуется многостадийными фазовыми переходами, связанными с образованием различных метастабильных фаз, в состав которых входит Ni, AI, Мn и Si. Максимум упрочнения латуни ЛАНКМц75-2-2,5-0,5-0,5 достигается на стадии низкотемпературного старения с выделением дисперсных частиц метастабильных фаз, когерентных матрице.
Способы получения высокопрочной латуни:
— закалки и старения ;
— механическая деформация и отжиг при низких температурах (НТМО).
В закаленном состоянии сплав ЛАНКМц75-2-2,5-0,5-0,5 отличается высокой пластичностью (σв =540 МПа; σ0,2 = 220 МПа; δ = 48 %; ψ = 60 %), а после старения (500 °С в течение 2 ч) приобретает высокую прочность (σв = 700 МПа; σ0,2 = 470 МПа; δ = 25 %; ψ = 40 %). Еще более высокие прочностные и упругие свойства достигаются после деформации в закаленном состоянии с последующим старением (НТМО): σв = 1030 МПа; σ0,2= 1010 МПа; δ = 3,5 %; ψ = 11 %.
Еще более высокие прочностные и упругие свойства достигаются после деформации в закаленном состоянии с последующим старением (НТМО): σв = 1030 МПа; σ0,2= 1010 МПа; δ = 3,5 %; ψ = 11 %.
| Марка | Температура,°С | Обрабаты- ваемость резанием1), % | Жидкоте- кучесть, см | Линейная усадка, % | Коэффициент трения | ||||
| литья | горячей деформации | полного отжига | отжига для уменьшения остаточных напряжений | со смазкой | без смазки | ||||
| |||||||||
| ЛА77-2 | 1100 — 1150 | 720 — 770 | 600 — 650 | 300 | 30 | — | 2,0 | — | — |
| ЛАМш 77-2-0,05 | 1100 — 1150 | 720 — 770 | 600 — 650 | 300 | 30 | — | 2,0 | — | — |
| ЛАН59-3-2 | 1080 — 1120 | 700 — 750 | 600 — 650 | 350 | 15 | 47 | 1,55 | 0,01 | 0,32 |
| ЛМцА57-3-1 | — | 650 — 750 | 600 — 650 | — | 25 | — | 1,7 | — | — |
| ЛАЖ60-1-1 | — | 600 — 800 | 600 — 650 | — | 30 | — | 1,7 | — | — |
| ЛАНКМц 75-2-2,5 -0,5-0,5 | 1140 — 1200 | 800 — 850 | 800 — 8504 | — | 20 | 52 | 1,68 | — | — |

Цветные металлы: сплавы, свойства, применение
Цветные металлы и их сплавы применяют в качестве конструкционных материалов, от которых требуются ценные эксплуатационные свойства – коррозионная стойкость, низкий коэффициент трения, жаропрочность и жаростойкость.
К этой группе не принадлежат железо и сплавы на его основе – стали и чугуны, которые называют черными металлами. К цветным металлам, широко востребованным в промышленности, относятся медь, алюминий и титан. В чистом виде они используются редко, в основном их применяют в виде сплавов.
Медь – обозначение, виды по чистоте, характеристики
Медь – цветной металл, имеет поверхность красноватого оттенка, излом – розового. Символ – Cu. В природе встречается в составе сернистых соединений, оксидов, реже – в чистом виде. Физические характеристики чистого Cu:
- высокие – пластичность, электропроводность, теплопроводность;
- хорошая устойчивость к коррозионному разрушению;
- удельный вес – 8940 кг/м3;
- температура плавления – +1083 °C.
Присутствие примесей может значительно снижать показатели электро- и теплопроводности.
Кратко перечислим важные технологические характеристики:
- хорошая обрабатываемость давлением, что позволяет получать различные типы медного проката;
- затрудненная обрабатываемость резанием из-за повышенной пластичности;
- низкие литейные качества из-за протекания значительных усадочных процессов;
- возможность соединять отдельные медные элементы сваркой или пайкой.

В маркировке медь обозначается буквой М, после которой стоят цифры, характеризующие чистоту металла. Самая чистая медь содержит 99,99 % Cu. После цифр могут стоять буквы: к – катодная, р – раскисленная, б – бескислородная. Марки и состав меди регламентирует ГОСТ 859-2014.
Основная область применения меди различных степеней чистоты – электротехника, изготовление электрических проводов и кабелей.
Сплавы на основе меди – виды, краткие сведения
Основные сплавы на основе меди, широко используемые в различных отраслях промышленности, – латуни и бронзы.
Латуни – виды, характеристики
К латуням относятся медные сплавы с цинком, процентное содержание которого составляет 5-45 %. При содержании Zn 5-10 % сплавы сохраняют красноватый цвет. Их часто используют в ювелирном деле для имитации золота. Эти разновидности латуни иначе называются: томпак, симилор, хризохалк, хризорин, ореид. При содержании цинка более 20 % латуни имеют желтый цвет.
По количеству компонентов латунные сплавы разделяют на:
- Двухкомпонентные – содержат медь, цинк и примеси в незначительных количествах. Обозначаются буквой Л и цифровой группой, характеризующей содержание Cu в процентах. Такие сплавы, благодаря хорошей обрабатываемости давлением, используют при производстве прокаткой или прессованием различных полуфабрикатов: листового латунного металлопроката, труб, прутков, профилей, проволоки. Химический состав деформируемых латуней (предназначенных для обработки давлением) приведен в таблицах ГОСТа 15527-2004.
- Многокомпонентые – в качестве дополнительных элементов используются алюминий,марганец, никель, свинец, олово. В маркировке после буквы Л указывается наименование дополнительного компонента и цифровые группы, характеризующие количество в процентах меди и легирующих компонентов. Многокомпонентные латуни часто относятся к категории литейных, используемых при производстве отливок. Их марки определяет ГОСТ 17711-93.

Бронзы – определение, разновидности, характеристики
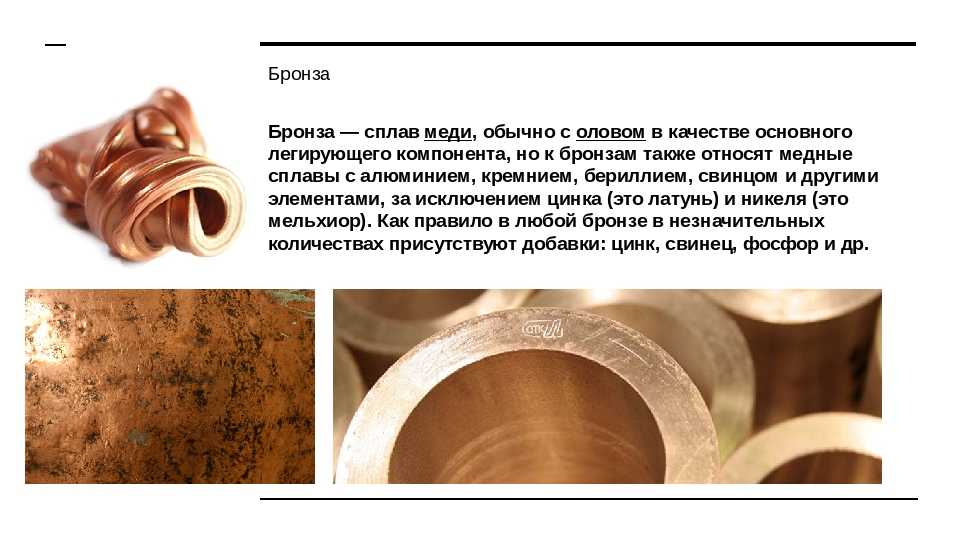
Бронзами называют сплавы на основе меди, в которых цинк не относится к основным компонентам. К этой категории также не принадлежат медно-никелевые сплавы (мельхиоры). В маркировке ставят буквы Бр, после которых указывают элементы, присутствующие в составе, и их содержание в процентах. Легирующие компоненты в бронзах: олово, бериллий, свинец, кремний, алюминий.
Большинство бронз отличается хорошими литейными качествами, что позволяет применять их при производстве фасонных отливок. Часто эти сплавы востребованы при производстве деталей, к которым предъявляются высокие требования по коррозионной стойкости и антифрикционным характеристикам. Это зубчатые и червячные колеса, седла клапанов, втулки.
Алюминий – обозначение, виды по чистоте, характеристики
Алюминий – пластичный металл серебристо-белого цвета. В чистом виде в природе не встречается. Его получают по технологии электролиза из алюминиевой руды – бокситов. Он легкий, инертный по отношению к окружающей среде, обладает хорошей электропроводностью, которая составляет 60 % от аналогичного показателя меди. На поверхности этого металла появляется оксидная пленка, которая предотвращает коррозионное разрушение полуфабрикатов и изделий. Оксид алюминия безвреден. Этот металл легко подвергается деформации, хорошо сваривается, но из-за высокой пластичности плохо подвергается обработке режущим инструментом. Имеет высокий коэффициент линейной усадки. Температура плавления: +660 °C.
Он легкий, инертный по отношению к окружающей среде, обладает хорошей электропроводностью, которая составляет 60 % от аналогичного показателя меди. На поверхности этого металла появляется оксидная пленка, которая предотвращает коррозионное разрушение полуфабрикатов и изделий. Оксид алюминия безвреден. Этот металл легко подвергается деформации, хорошо сваривается, но из-за высокой пластичности плохо подвергается обработке режущим инструментом. Имеет высокий коэффициент линейной усадки. Температура плавления: +660 °C.
Первичный алюминий обозначается буквой А и числом, которое характеризует степень чистоты: особую, высокую и техническую. В химическом составе металла самой высокой чистоты содержится 99,9996 % Al. Требования к этому металлу, выпускаемому в виде чушек, слитков, ленты, катанки, определяет ГОСТ 11069-2019. Требования к материалам, предназначенным для изготовления полуфабрикатов способами горячей и холодной деформации – листов, плит, полос, профилей, регламентирует ГОСТ 4784-2019.
Алюминий чаще всего используют при производстве электрических проводов, кабелей, испарителей.
Сплавы на основе алюминия – виды, их характеристики
На базе этого металла производят две основные группы сплавов – деформируемые и упрочняемые.
Деформируемые
Деформируемыми называют сплавы, используемые при производстве алюминиевого металлопроката и прессованных металлоизделий. Деформируемые материалы делят на упрочняемые и неупрочняемые. Упрочняемые разновидности разделяют на:
- Дюралюмины, содержащие помимо Al, медь и магний. Обозначаются буквой Д и числом, характеризующим состав.
- Высокопрочные – в их составе имеются медь, магний и цинк. Обозначаются буквой В и числом.
Характерная черта этих материалов – сочетание хороших механических характеристик и небольшой массы. Она делает их незаменимыми при производстве деталей в авиа- и машиностроении. Из высокопрочных разновидностей изготавливают изделия сложной формы, вертолетные лопасти, детали, запланированные для восприятия существенных нагрузок.
Неупрочняемые разновидности содержат в составе, помимо AL, марганец или магний. Выпускаются чаще всего в виде листового проката. Его выбирают для деталей сложной формы, которые в процессе изготовления подвергаются прокатке, вытяжке, штамповке при комнатных и повышенных температурах.
Литейные
Свойства литейных марок регламентирует ГОСТ 1583-93. Широкой популярностью пользуются литейные материалы на основе алюминия и кремния, называемые силуминами. Они маркируются буквами АК, после которых указывается номер марки. Силумины, сочетающие небольшую плотность с хорошими литейными и механическими характеристиками, часто востребованы при изготовлении бытовых приборов, авто- и мотодеталей, функционально-декоративных предметов интерьера.
Титан и сплавы на его основе
Из технически чистого титана и сплавов на его основе производят цветной металлопрокат и отливки с ценными техническими свойствами:
- сочетание относительно невысокой удельной массы с прекрасными прочностными качествами;
- устойчивость к различным видам коррозии, химическая инертность по отношению ко многим агрессивным средам;
- способность к обработке давлением;
- возможность эксплуатации титановых деталей и конструкций при повышенных температурах.

Основной недостаток титана и его производных – высокая стоимость, которая ограничивает их применение в бытовой технике. Основные области их использования – авиатехника, машино-, судостроение, при изготовлении газовых баллонов, эксплуатируемых под высоким давлением, в космической технике.
Медь и медные сплавы – алюминий Бронза
Крупнейший в Великобритании независимый акционер, владеющий несколькими металлами
CW307G
Бронзы – это сплавы на основе меди, основным легирующим элементом которых является олово. Они сочетают в себе такие свойства, как высокая прочность, твердость, коррозионная стойкость и износостойкость. Медно-алюминиевые сплавы
широко известны как алюминиевые бронзы. Эти сплавы представляют собой ряд сплавов на основе меди, в которых основным легирующим элементом является алюминий до 14%. Четыре основные группы алюминиевой бронзы:
~ Однофазные сплавы, содержащие менее 8% алюминия.
~ Двухфазные (дуплексные) сплавы, содержащие от 8 до 11% алюминия. Эти сплавы также часто содержат добавки железа и никеля для повышения прочности. В эту группу входят литейные сплавы АВ1 и АВ2, деформируемые сплавы СА105, СА104 и сплавы оборонного стандарта (ранее Морской инженерный стандарт, NES — NES 747 при литье и деформируемая форма NES 833).
Эти сплавы также часто содержат добавки железа и никеля для повышения прочности. В эту группу входят литейные сплавы АВ1 и АВ2, деформируемые сплавы СА105, СА104 и сплавы оборонного стандарта (ранее Морской инженерный стандарт, NES — NES 747 при литье и деформируемая форма NES 833).
~ Алюминиево-кремниевые сплавы с низкой магнитной проницаемостью.
~ Медно-марганцево-алюминиевые сплавы с хорошей литейной способностью.
Стандарт защиты сплава (NES) 833 представляет собой алюминиевую бронзу с хорошей пластичностью и ударной вязкостью. Он также обладает превосходной коррозионной стойкостью.
Области применения
Алюминиевая бронза по оборонному стандарту (NES) 833 обычно используется в:
~ морских клапанах
~ насосах
~ системах обращения с оружием
Спецификация:
| Химический элемент | % Присутствует |
|---|---|
| Железо (Fe) | 4,00 — 4,50 |
| Алюминий (Al) | 8. 50 — 11.00 50 — 11.00 |
| Марганец (Mn) | 0,50 макс. |
| Никель (Ni) | 4.00 — 5.00 |
| Медь (Cu) | Весы |
Недвижимость 9-6 Ом·м
Спецификация:
—
| Механические свойства | Значение |
|---|---|
| Испытательное напряжение | 400-530 МПа |
| Прочность на растяжение | 600-760 МПа |
| Удлинение A50 мм | 15-5 % |
| Твердость по Виккерсу | 170-220 ВН |
Поставляемые формы
Этот сплав обычно поставляется в виде круглых стержней/прутков
- Стержень
- Стержень
Коррозионная стойкость
Невосприимчив к коррозионному растрескиванию под воздействием хлоридов.
Этот сплав также обладает отличной стойкостью к кавитационной эрозии.
Термостойкость
Этот сплав в значительной степени сохраняет свою прочность и твердость до 400°C.
Также устойчив к высокотемпературному образованию окалины до 1000°C
Свариваемость
Этот сплав полностью пригоден для сварки обычными методами сварки.
Обрабатываемость
Плохая обрабатываемость (30 баллов) по сравнению с латунью CZ121 / CW614N (100 баллов).
Скачать PDF-версию
Загрузите полную версию этого технического описания в формате PDF
Техническое описание Поиск
Искать термин:
Группа сплавов: Все металлы — Общая информация — Безопасность материалов — REACHA Алюминиевый сплав — Алюминий Литий — AMS — ASTM и FED-QQ — BS-L — Коммерческий сплав — DTD — Общая информация — Безопасность материалов — MIL (военные США) — Инструментальная плита Углеродистая и легированная сталь — Galvanized & Zintec — Общая информация — Безопасность материалов Медь и медные сплавы — Алюминиевая бронза — Латунь — Медь (чистая) — Медно-никелевый сплав (Медно-никелевый сплав) — Общая информация — Безопасность материалов — Фосфор и свинцовая бронзаGRP — Безопасность материалов Нержавеющая сталь — 6 Mo — ASTM & FED-QQ — Аустенитный — Дуплексный — Ферритный — Общая информация — Мартенситный — Безопасность материала — Дисперсионное твердение
Загрузить PDF-версию
Последняя редакция технического описания
18 июля 2019 г.
Заявление об отказе от ответственности
Эти данные являются ориентировочными, и поэтому на них нельзя полагаться вместо полной спецификации. В частности, требования к механическим свойствам сильно различаются в зависимости от состояния, продукта и размеров продукта. Вся информация основана на наших текущих знаниях и предоставляется добросовестно. Компания не несет никакой ответственности в отношении любых действий, предпринятых какой-либо третьей стороной в связи с этим.
Обратите внимание, что указанная выше дата «Обновления таблицы данных» не является гарантией точности или актуальности таблицы данных.
Информация, представленная в этом техническом паспорте, была получена из различных признанных источников, включая стандарты EN, признанные отраслевые справочники (печатные и онлайн) и данные производителей. Не дается никаких гарантий того, что информация взята из последнего выпуска этих источников или о точности этих источников.
Материалы, поставляемые Компанией, могут значительно отличаться от этих данных, но будут соответствовать всем применимым стандартам.
Поскольку указанные продукты могут использоваться для самых разных целей, и поскольку Компания не контролирует их использование; Компания специально исключает все условия или гарантии, выраженные или подразумеваемые законом или иным образом в отношении размеров, свойств и/или пригодности для какой-либо конкретной цели, явно выраженной или подразумеваемой.
Консультации, данные Компанией любой третьей стороне, даются только для помощи этой стороне и без какой-либо ответственности со стороны Компании. Все транзакции регулируются действующими Условиями продажи Компании. Объем обязательств Компании перед любым клиентом четко указан в этих Условиях; копия которого предоставляется по запросу.
Ресурсы: Стандарты и свойства — Микроструктуры меди и медных сплавов: Алюминиевые бронзы
Алюминиевые бронзы используются благодаря сочетанию высокой прочности, отличной коррозионной стойкости и износостойкости. Сплавы алюминиевой бронзы обычно содержат 9-12% алюминия и до 6% железа и никеля. Сплавы в этих пределах состава упрочняются за счет сочетания упрочнения твердого раствора, холодной обработки и выделения фазы, богатой железом. Высоколегированные алюминиевые сплавы подвергаются закалке и отпуску. Алюминиевые бронзы используются в морском оборудовании, валах и компонентах насосов и клапанов для обработки морской воды, кислых шахтных вод, неокисляющих кислот и промышленных технологических жидкостей. Они также используются в таких приложениях, как подшипники скольжения для тяжелых условий эксплуатации и пути станков. Они обозначаются UNS от C60800 до C64210. Отливки из алюминиевой бронзы обладают исключительной коррозионной стойкостью, высокой прочностью, ударной вязкостью и износостойкостью, а также хорошими литейными и сварочными характеристиками. Отливки из алюминиевой бронзы обозначаются как UNS C9.5200 до C95900.
Сплавы в этих пределах состава упрочняются за счет сочетания упрочнения твердого раствора, холодной обработки и выделения фазы, богатой железом. Высоколегированные алюминиевые сплавы подвергаются закалке и отпуску. Алюминиевые бронзы используются в морском оборудовании, валах и компонентах насосов и клапанов для обработки морской воды, кислых шахтных вод, неокисляющих кислот и промышленных технологических жидкостей. Они также используются в таких приложениях, как подшипники скольжения для тяжелых условий эксплуатации и пути станков. Они обозначаются UNS от C60800 до C64210. Отливки из алюминиевой бронзы обладают исключительной коррозионной стойкостью, высокой прочностью, ударной вязкостью и износостойкостью, а также хорошими литейными и сварочными характеристиками. Отливки из алюминиевой бронзы обозначаются как UNS C9.5200 до C95900.
Микроструктура алюминиевых бронз с содержанием алюминия менее 11% состоит из альфа-твердого раствора и богатой железом и никелем каппа-фазы. Каппа-фаза поглощает алюминий из альфа-твердого раствора, предотвращая образование бета-фазы, если только содержание алюминия не превышает 11%. Каппа-фаза повышает механическую прочность алюминиевых бронз без снижения пластичности. Снижение пластичности алюминиевых бронз происходит при образовании бета-фазы. Бета-фаза более твердая и хрупкая, чем альфа-фаза. Бета образуется, если материал подвергается закалке или быстрому охлаждению, который затем превращается в твердую игольчатую мартенситную структуру. Отпуск мартенсита приводит к образованию альфа-структуры с выделениями каппа. Очень желательна закаленная структура, она обладает высокой прочностью и твердостью. Медленно охлаждающиеся, так как литые структуры состоят из альфа- и каппа-фаз. Каппа присутствует в пластинчатой форме и тонко разделен во всех альфа-областях. Добавление железа и никеля также подавляет образование гамма-двойной основной фазы, которая оказывает вредное воздействие на свойства алюминиево-медных сплавов.
Каппа-фаза повышает механическую прочность алюминиевых бронз без снижения пластичности. Снижение пластичности алюминиевых бронз происходит при образовании бета-фазы. Бета-фаза более твердая и хрупкая, чем альфа-фаза. Бета образуется, если материал подвергается закалке или быстрому охлаждению, который затем превращается в твердую игольчатую мартенситную структуру. Отпуск мартенсита приводит к образованию альфа-структуры с выделениями каппа. Очень желательна закаленная структура, она обладает высокой прочностью и твердостью. Медленно охлаждающиеся, так как литые структуры состоят из альфа- и каппа-фаз. Каппа присутствует в пластинчатой форме и тонко разделен во всех альфа-областях. Добавление железа и никеля также подавляет образование гамма-двойной основной фазы, которая оказывает вредное воздействие на свойства алюминиево-медных сплавов.
ПРИМЕЧАНИЕ: Размер файла Larger и Larger View of the Micrographs значительно больше, чем показанная миниатюра. Увеличенный вид Изображения имеют размер от 11K до 120K в зависимости от изображения. The Largest View Размер изображений варьируется от 125K до почти 500K.
Увеличенный вид Изображения имеют размер от 11K до 120K в зависимости от изображения. The Largest View Размер изображений варьируется от 125K до почти 500K.
| Номинальный состав: Cu 90,83, Al 6,5, Fe 2,4, Sn 0,27 Увеличенный вид микрофотографии | Семейство сплавов: | Алюминиевые бронзы |
|---|---|---|
| Форма выпуска: | Пластина | |
| Обработка: | Горячекатаный | |
| Травитель: | ||
| Длина линейки шкалы: | ~ 125 микрон | |
| Сплав: | С61300 | |
| Температура: | ||
| Материал: | Алюминиевая бронза, 6-7,5 Al | |
| Источник: | Университет Флориды |
Увеличенный вид микрофотографии | Семейство сплавов: | Алюминиевые бронзы |
|---|---|---|
| Форма выпуска: | Стержень | |
| Обработка: | Экструдированный и холоднотянутый | |
| Травитель: | ||
| Длина линейки шкалы: | ~ 125 микрон | |
| Сплав: | С61300 | |
| Температура: | ||
| Материал: | Алюминиевая бронза, 6-7,5 Al | |
| Источник: | Университет Флориды |
Увеличенный вид микрофотографии | Семейство сплавов: | Алюминиевые бронзы |
|---|---|---|
| Форма выпуска: | Стержень | |
| Обработка: | Экструдированный и холоднотянутый 10% | |
| Травитель: | ||
| Длина линейки шкалы: | ~ 25 микрон | |
| Сплав: | С62400 | |
| Температура: | ||
| Материал: | Алюминиевая бронза, 10-11,5 Al | |
| Источник: | Университет Флориды |
 1, Al 9.3, Fe 3.6
1, Al 9.3, Fe 3.6 Увеличенный вид микрофотографии | Семейство сплавов: | Алюминиевые бронзы |
|---|---|---|
| Форма выпуска: | Стержень | |
| Обработка: | Экструдированный | |
| Травитель: | ||
| Длина линейки шкалы: | ~ 50 микрон | |
| Сплав: | С62500 | |
| Температура: | ||
| Материал: | Алюминиевая бронза, 12,5-13,5 Al | |
| Источник: | Университет Флориды |
Увеличенный вид микрофотографии | Семейство сплавов: | Алюминиевые бронзы |
|---|---|---|
| Форма выпуска: | ||
| Обработка: | После закалки из 857C | |
| Травитель: | ||
| Длина линейки шкалы: | ~ 25 микрон | |
| Сплав: | C63000 | |
| Температура: | ||
| Материал: | Никель-алюминиевая бронза, 9,0-11,0 Al, 4,0-5,5 Ni | |
| Источник: | Университет Флориды |
Увеличенный вид микрофотографии | Семейство сплавов: | Алюминиевые бронзы |
|---|---|---|
| Форма выпуска: | Стержень | |
| Обработка: | Экструдированный и холоднотянутый | |
| Травитель: | ||
| Длина линейки шкалы: | ~ 125 микрон | |
| Сплав: | С63000 | |
| Температура: | ||
| Материал: | Никель-алюминиевая бронза, 9,0-11,0 Al, 4,0-5,5 Ni | |
| Источник: | Университет Флориды |
Увеличенный вид микрофотографии | Семейство сплавов: | Алюминиевые бронзы |
|---|---|---|
| Форма выпуска: | ||
| Обработка: | Экструдированный | |
| Травитель: | ||
| Длина линейки шкалы: | ~ 125 микрон | |
| Сплав: | С63200 | |
| Температура: | ||
| Материал: | Никель-алюминиевая бронза, 8,7-9,5 Al, 4,0-4,8 Ni | |
| Источник: | Университет Флориды |
Увеличенный вид микрофотографии | Семейство сплавов: | Алюминиевые бронзы |
|---|---|---|
| Форма выпуска: | ||
| Обработка: | Закален от 927°С и отпущен при 705°С | |
| Травитель: | ||
| Длина линейки шкалы: | ~ 500 микрон | |
| Сплав: | С63200 | |
| Температура: | ||
| Материал: | Никель-алюминиевая бронза, 8,7-9. 5 Al, 4.0-4.8 Ni 5 Al, 4.0-4.8 Ni | |
| Источник: | Университет Флориды |
Увеличенный вид микрофотографии | Семейство сплавов: | Алюминиевые бронзы |
|---|---|---|
| Форма выпуска: | Литой | |
| Обработка: | Отливка, отжиг при 621°C и закалка в воде | |
| Травитель: | ||
| Длина линейки шкалы: | ~ 500 микрон | |
| Сплав: | С95400 | |
| Температура: | ||
| Материал: | Алюминиевая бронза, 10-11,5 Al | |
| Источник: | Университет Флориды |
Увеличенный вид микрофотографии | Семейство сплавов: | Алюминиевые бронзы |
|---|---|---|
| Форма выпуска: | Литой | |
| Обработка: | Отожженный с печным охлаждением | |
| Травитель: | ||
| Длина линейки шкалы: | ~ 50 микрон | |
| Сплав: | С95400 | |
| Температура: | ||
| Материал: | Алюминиевая бронза, 10-11,5 Al | |
| Источник: | Университет Флориды |
Увеличенный вид микрофотографии | Семейство сплавов: | Алюминиевые бронзы |
|---|---|---|
| Форма выпуска: | Литой | |
| Обработка: | Отжиг при 621°C и закалка в воде | |
| Травитель: | ||
| Длина линейки шкалы: | ~ 25 микрон | |
| Сплав: | С95400 | |
| Температура: | ||
| Материал: | Алюминиевая бронза, 10-11,5 Al | |
| Источник: | Университет Флориды |
Увеличенный вид микрофотографии | Семейство сплавов: | Алюминиевые бронзы |
|---|---|---|
| Форма выпуска: | Литой | |
| Обработка: | Литье и закалка из стали 913C | |
| Травитель: | ||
| Длина линейки шкалы: | ~ 125 микрон | |
| Сплав: | С95400 | |
| Температура: | ||
| Материал: | Алюминиевая бронза, 10-11,5 Al | |
| Источник: | Университет Флориды |
Увеличенный вид микрофотографии | Семейство сплавов: | Алюминиевые бронзы |
|---|---|---|
| Форма выпуска: | Литой | |
| Обработка: | Литой и термообработанный | |
| Травитель: | ||
| Длина линейки шкалы: | ~ 250 микрон | |
| Сплав: | С95500 | |
| Температура: | ||
| Материал: | Никель-алюминиевая бронза, 10-11,5 Al, 3-5,5 Ni, Mn 3,5 | |
| Источник: | Университет Флориды |
Увеличенный вид микрофотографии | Семейство сплавов: | Алюминиевые бронзы |
|---|---|---|
| Форма выпуска: | Литой | |
| Обработка: | Отжиг при 621°С и воздушное охлаждение | |
| Травитель: | ||
| Длина линейки шкалы: | ~ 25 микрон | |
| Сплав: | С95800 | |
| Температура: | ||
| Материал: | Никель-алюминиевая бронза, 9 Al, 4,5 Ni | |
| Источник: | Университет Флориды |
Увеличенный вид микрофотографии | Семейство сплавов: | Алюминиевые бронзы |
|---|---|---|
| Форма выпуска: | Литой | |
| Обработка: | Литье и закалка из 857C | |
| Травитель: | ||
| Длина линейки шкалы: | ~ 25 микрон | |
| Сплав: | С95800 | |
| Температура: | ||
| Материал: | Никель-алюминиевая бронза, 9 Al, 4,5 Ni | |
| Источник: | Университет Флориды |
Увеличенный вид микрофотографии | Семейство сплавов: | Алюминиевые бронзы |
|---|---|---|
| Форма выпуска: | Литой | |
| Обработка: | Литье и закалка из 857C | |
| Травитель: | ||
| Длина линейки шкалы: | ~ 125 микрон | |
| Сплав: | С95800 | |
| Температура: | ||
| Материал: | Никель-алюминиевая бронза, 9 Al, 4,5 Ni | |
| Источник: | Университет Флориды |
Медно-алюминиевый сплав | ESPI Metals
Лист данных о безопасности
1 Идентификация продукта и поставщика
Название продукта : Mopper -Allominum -Alloy -Rod -Rod -Rod -Rod -Rod -Rod -Rod -Rod -Rod -Rod -Rod -Alloy -Rod -ardoy -Rod -ardoy -ardoy. Другое : Copper-Al
Поставщик : ESPI Metals
1050 Benson Way
Ashland, OR 97520
Телефон : 800-638-2581
ФАКС : 541-488-8313
Электронная почта : ЭТОТ ЭТОГО ЭКСПЕРТИРОВАНИЕ ОТЛИЧЕНЫ. У вас должен быть включен JavaScript для просмотра.
Экстренный вызов : Infotrac 800-535-5053 (США) или 352-323-3500 (круглосуточно)
Рекомендуемое использование : Scientific Research
2 HAZARDS IDENTIFICATION
GHS Classification (29 CFR 1910.1200) : Not classified as hazardous
GHS Label Elements :
Signal Word : N/A
Краткая характеристика опасности : N/A
Меры предосторожности : N/A
9В СОСТАВЕ1309
Ингредиент : CAS# : % : EC# :
Медная 7440-50-8 70-95 231-159-6
Aluminum 7429-90-51-231-6-6
Aluminum 7429-90-5131-6-6-6
072-3
4 МЕРЫ ПЕРВОЙ ПОМОЩИ
Общие меры : При нормальном обращении и использовании воздействие твердых форм этого материала представляет небольшую опасность для здоровья. Последующие операции, такие как шлифовка, плавка или сварка, могут привести к образованию потенциально опасной пыли или паров, которые можно вдыхать или попадать на кожу или в глаза.
ВДЫХАНИЕ : Вынести на свежий воздух, обеспечить тепло и покой, дать кислород, если дыхание затруднено. Обратитесь за медицинской помощью.
ПРОГЛАТЫВАНИЕ : Прополоскать рот водой. Не вызывает рвоту. Обратитесь за медицинской помощью. Никогда не вызывайте рвоту и не давайте ничего перорально человеку, находящемуся без сознания.
КОЖА : Снять загрязненную одежду, очистить кожу щеткой, промыть пораженный участок водой с мылом. Обратитесь за медицинской помощью, если симптомы сохраняются.
ГЛАЗА : Промывать глаза теплой водой, в том числе под верхними и нижними веками, в течение не менее 15 минут. Обратитесь за медицинской помощью, если симптомы сохраняются.
Наиболее важные симптомы/последствия, острые и замедленные : Может вызывать раздражение. См. раздел 11 для получения дополнительной информации.
Указание на неотложную медицинскую помощь и специальное лечение : Другая соответствующая информация отсутствует.
5 ПРОТИВОПОЖАРНЫЕ МЕРЫ
Средства пожаротушения : Используйте средства пожаротушения, подходящие для окружающего материала и типа пожара.
Неподходящие средства пожаротушения : Информация отсутствует.
Особые опасности, исходящие от материала : Этот продукт не представляет опасности возгорания или взрыва при поставке. Мелкая стружка, мелкая стружка и пыль от обработки могут воспламениться. В условиях пожара может выделять пары оксидов металлов.
Специальное защитное оборудование и меры предосторожности для пожарных : Полное лицо, автономный дыхательный аппарат и полная защитная одежда, когда это необходимо.
6 МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Личные меры предосторожности, защитное снаряжение и аварийные процедуры : Носите соответствующие средства защиты органов дыхания и защиты, указанные в разделе 8. Избегайте образования пыли. Избегать попадания на кожу и глаза. Избегайте вдыхания пыли или дыма.
Методы и материалы для локализации и очистки : Подмести или вычерпать. Поместите в закрытый контейнер для дальнейшей обработки и утилизации. Металлолом можно сдать на переработку.
Меры предосторожности по охране окружающей среды : Не допускать попадания в канализацию или попадания в окружающую среду.
7 ОБРАЩЕНИЕ И ХРАНЕНИЕ
Меры предосторожности для безопасного обращения : Избегайте образования пыли. Обеспечьте достаточную вентиляцию, если образуется пыль. Информацию о средствах индивидуальной защиты см. в разделе 8.
Условия безопасного хранения : Хранить в герметичном контейнере. Хранить в прохладном, сухом месте. См. раздел 10 для получения дополнительной информации о несовместимых материалах.
8 EXPOSURE CONTROLS AND PERSONAL PROTECTION
Exposure Limits : OSHA/PEL : ACGIH/TLV :
Copper 0. 1 mg/m 3 0.2 mg/m 3
Алюминий 5 мг/м 3 (вдыхаемый) 1 мг/м 3 (вдыхаемый)
Технические средства контроля : Обеспечьте достаточную вентиляцию для поддержания воздействия ниже профессиональных пределов. Когда это возможно, использование местной вытяжной вентиляции или других средств технического контроля является предпочтительным методом контроля воздействия переносимой по воздуху пыли и дыма для соблюдения установленных пределов воздействия на рабочем месте. Используйте хорошие методы уборки и санитарии. Не используйте табак или пищу в рабочей зоне. Тщательно мойте перед едой или курением. Не сдувайте пыль с одежды или кожи сжатым воздухом.
Защита органов дыхания : Если допустимые уровни превышены, используйте противопылевой респиратор, одобренный NIOSH.
Защита глаз : Защитные очки
Защита кожи : Обычно не требуется. Надевайте непроницаемые перчатки, при необходимости защитную рабочую одежду.
.0003
Color : Reddish Metallic
Запах : без запаха
Порог запаха : Не определено
PH : N/A
. данные
Температура воспламенения : Н/Д
Скорость испарения : N/A
: Нет данных
Верхний воспламеняемый предел : Нет данных
Нижний плаливаемый предел : NO
Vapor Date : NO
Vapor Vapor Vapor : NO
Vapor Vapor Vapor : NO
9000 2Vapor Vapor : NO
9000 2Vapor дат Плотность пара : Н/Д
Относительная плотность (удельный вес) : Нет данных
Растворимость в H 2 O : нерастворимый
Коэффициент раздела (N-октанол/вода) : не определено
Температура аутогрирования : No Data
Dempretment : No Data
. данные
Вязкость : Н/Д1309
Реактивность : Нет данных
Химическая стабильность : Стабилен при соблюдении рекомендуемых условий хранения.
Возможность опасных реакций : Нет данных
Условия, которых следует избегать : Избегать образования или накопления мелких частиц или пыли.
Несовместимые материалы : Кислоты, окислители.
Опасные продукты разложения : Дым оксида металла.
11 ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Вероятные пути воздействия : Вдыхание, кожа, глаза. Продукт в состоянии поставки не представляет опасности при вдыхании; однако последующие операции могут привести к образованию пыли или паров, которые можно вдыхать.
Симптомы воздействия : Мелкие частицы/пыль могут раздражать кожу и глаза.
Острые и хронические эффекты :
Медь: Медь является микроэлементом, необходимым для здоровья человека. Хроническое воздействие медной пыли может раздражать дыхательные пути, нос, рот и глаза и вызывать головные боли, головокружение, тошноту и диарею. Проглатывание чрезмерного количества меди может вызвать желудочно-кишечные расстройства. Хронический прием внутрь может повредить печень и почки.
Алюминий: Имеются убедительные доказательства того, что алюминий (соединения) может вызывать раздражение при вдыхании или инъекции. Имеются скромные доказательства воздействия на репродуктивную токсичность после перорального воздействия, на неврологическую токсичность после перорального или инъекционного воздействия и на костную токсичность после инъекционного воздействия. Было сочтено, что все другие эффекты подтверждаются либо ограниченными доказательствами, либо отсутствием четких доказательств вообще. 1
Острая токсичность : Нет данных
Канцерогенность y: Никакие компоненты этого сплава не были идентифицированы NTP или IARC как канцерогенные.
Насколько нам известно, химические, физические и токсикологические характеристики вещества полностью не известны.
12 ЭКОЛОГИНА1309 : Нет данных
Мобильность в почве : Нет данных
Другие неблагоприятные эффекты : Дополнительная соответствующая информация отсутствует.
Упаковка : Утилизировать в соответствии с федеральными, государственными и местными нормами.
14 Информация о транспортировке
Правила доставки : Не регулируется
un № : N/A
Название судоходства : N/A
. N/A
Группа упаковки : N/A
Загрязнитель морской среды :
30003
15 НОРМАТИВНАЯ ИНФОРМАЦИЯ
Перечислено TSCA : Перечислены все компоненты.
Регламент (ЕС) № 1272/2008 (CLP) : Н/Д
Канада Классификация WHMIS (CPR, SOR/88-66) : Н/Д
Рейтинги ИСУЗ 8 : 0 : 0 0 Воспламеняемость : 0 Реактивность : 0
Рейтинги NFPA : Здоровье : 0 Воспламеняемость : 0 Реактивность : 0
Оценка химической безопасности : Оценка химической безопасности не проводилась.
16 ПРОЧАЯ ИНФОРМАЦИЯ
1 Krewski et al. (2007) Оценка рисков для здоровья человека при использовании алюминия, оксида алюминия и гидроксида алюминия, http://www.ncbi.nlm.nih.gov/pmc/articles/PMC2782734/
наших знаний на момент публикации и считается правильным, но не претендует на то, чтобы быть всеобъемлющим и должен использоваться только в качестве руководства. ESPI Metals не дает никаких заверений или гарантий в отношении информации, содержащейся в этом документе, или любого использования продукта на основе этой информации. ESPI Metals не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом. Пользователи должны убедиться, что у них есть все текущие данные, относящиеся к их конкретному использованию.
Подготовлен к : ESPI Metals
Пересмотренный/обзор : январь 2015 г.
Знание различных типов алюминиевых сплавов
часто выбирается для его соотношения веса к силе, алюмин является одним из самых обилитых. и универсальные металлы, используемые в производстве. В большинстве производственных применений выбираются различные типы алюминиевых сплавов, потому что их свойства хорошо подходят для производственного процесса или конечного использования компонента или конструкции. Алюминиевые сплавы производятся путем добавления таких элементов, как цинк, медь, магний, марганец, железо и кремний, к чистому алюминию для улучшения его характеристик, в основном за счет увеличения прочности. Процент легирующих элементов, добавляемых к чистому алюминию, влияет на свойства получаемого материала. Некоторые алюминиевые сплавы могут содержать до 15% легирующих элементов по весу.
Стандартный метод определения различных типов алюминиевых сплавов
Существует множество различных типов алюминиевых сплавов. Стандартный четырехзначный номер используется для различения различных сплавов на основе легирующих элементов. На данный момент мы сосредоточимся на первой цифре, которая идентифицирует серию или тип сплава, характеризуемого его основными легирующими элементами.
- В серии 2— в качестве основного легирующего элемента используется медь . Его можно подвергнуть термической обработке для повышения прочности и ударной вязкости. Хотя медь улучшает обрабатываемость сплава, она снижает коррозионную стойкость по сравнению с другими алюминиевыми сплавами. Алюминий 2024 — широко используемый авиационный сплав.
- В серии 5- в качестве основного легирующего элемента используется магний , хотя во многих других алюминиевых сплавах используется меньшее процентное содержание магния. 5 — сплавы обладают прочностью от умеренной до высокой, хорошей коррозионной стойкостью в морской среде (алюминий 5083) и хорошей свариваемостью.
- В 6-й серии в качестве основных легирующих элементов используются магний и кремний . Эти сплавы могут подвергаться термообработке на твердый раствор для повышения прочности. 6 — сплавы используются при сварке, экструдированных архитектурных элементах (окна и двери), рамах грузовых и морских судов.
 6061 является наиболее широко используемым сплавом в этой серии.
6061 является наиболее широко используемым сплавом в этой серии. - В серии 7— в качестве основного легирующего элемента используется цинк . Добавление меньшего количества магния также позволяет получить высокопрочный сплав, поддающийся термообработке. В некоторых сплавах 7-й серии также используются небольшие количества элементов меди и хрома. Алюминий 7050 и 7075 широко используется в авиастроении.
Понимание конкретных востребованных алюминиевых сплавов
Среди широкого ассортимента алюминиевых сплавов 2024, 5083, 6061, 7050 и 7075 часто запрашиваются производителями, производителями и механическими мастерскими в районе залива Сан-Франциско и его окрестностях. В приведенных ниже таблицах представлена дополнительная информация об этих различных типах алюминиевых сплавов, чтобы лучше понять их свойства и конкретные области применения.
| Алюминий 2024 | ||
| Химический состав | Свойства | Приложения |
| алюминий 94,7%, медь 4,9%, магний 1,8%, кремний 0,5%, железо 0,5%, марганец 0,9%, хром 0,1%, цинк 0,25%, титан 0,15%. Указаны максимальные проценты; фактические проценты немного различаются в зависимости от производителя. | Медь, магний и марганец значительно повышают прочность этого сплава. Однако высокое содержание меди снижает коррозионную стойкость. Этот сплав обладает хорошей устойчивостью к циклической усталости и идеально подходит для конструкций самолетов. У него хорошая обрабатываемость и чистота поверхности, хотя он хуже поддается механической обработке и его труднее сваривать, чем 6061. | Он широко используется в аэрокосмических конструкциях, таких как крылья и фюзеляжи, которые испытывают циклические нагрузки, а также в колесах грузовиков, поршнях, червячных передачах, срезных штифтах, блоках гидравлического коллектора, ударных машинах и компьютерных компонентах. |
| Алюминий 5083 | ||
| Химический состав | Свойства | Приложения |
| алюминий 95,6%, хром 0,25%, медь 0,1%, железо 0,4%, магний 4,9%, марганец 1,0%, кремний 0,4%, титан 0,15%, цинк 0,25%. Указаны максимальные проценты; фактические проценты немного различаются в зависимости от производителя. | Он отлично работает в экстремальных условиях, таких как морская вода и агрессивные химикаты. Алюминий 5083 обладает самой высокой прочностью среди нетермообрабатываемых алюминиевых сплавов и сохраняет исключительную прочность после сварки. Не рекомендуется использовать при температуре выше 65°C (145°F). | Он широко используется в конструкциях, подверженных постоянным нагрузкам и износу, таких как судостроение, сосуды под давлением, кузова и кузова грузовиков и железнодорожные вагоны. |
| Алюминий 6061 | ||
| Химический состав | Свойства | Приложения |
| алюминий 97,9%, магний 1,2%, кремний 0,80%, медь 0,4%, железо 0,7%, хром 0,35%, цинк 0,25%, титан 0,15%, марганец 0,15%. Указаны максимальные проценты; фактические проценты немного различаются в зависимости от производителя. | Алюминий 6061 — один из наиболее часто используемых алюминиевых сплавов; он также известен как «конструкционный алюминий». Он обладает высокой устойчивостью к коррозии, нагрузкам и растрескиванию, хотя обеспечивает среднюю усталостную прочность. Тонкие срезы можно сваривать газовой вольфрамовой дугой; толстые секции можно сваривать с помощью газовой дуги. Остерегайтесь снижения прочности в зоне сварки. | Он широко используется в авиационной, морской и электрической арматуре и оборудовании, а также в трубопроводах, велосипедных рамах, шарнирных пальцах, тормозных и гидравлических поршнях, клапанах и компонентах клапанов, строительных изделиях, уличной мебели и конструкционных приложениях. |
| Алюминий 7050 | ||
| Химический состав | Свойства | Приложения |
| алюминий 90,3%, цинк 6,7%, медь 2,6%, магний 2,6%, железо 0,15%, марганец 0,10%, кремний 0,12%, цирконий 0,12%, титан 0,06%. Указаны максимальные проценты; фактические проценты немного различаются в зависимости от производителя. | Алюминий 7050 имеет высокую прочность, высокую усталостную стойкость из сплава цинка. Он также устойчив к коррозионному растрескиванию под напряжением, прочнее, чем 6061, и идеально подходит для толстолистового проката . Избегайте сварки, чтобы предотвратить растрескивание и пористость. | Он наиболее широко используется там, где прочность является очень высоким приоритетом, например, в морских, автомобильных и аэрокосмических конструкциях и компонентах, а также в рамах дельтапланов и огнестрельном оружии. |
| Алюминий 7075 | ||
| Химический состав | Свойства | Приложения |
| алюминий 89,0%, цинк 6,2%, магний 2,5%, медь 2,3%, хром 0,23%, цирконий 0,12%. Указаны максимальные проценты; фактические проценты немного различаются в зависимости от производителя. | Алюминий 7075 — один из самых прочных алюминиевых сплавов. Он идеально подходит для компонентов и конструкций, подверженных высоким нагрузкам и сильному износу, вызывающему усталость. Содержание меди улучшает обрабатываемость, но снижает коррозионную стойкость. | Лучше всего использовать в отраслях, где требуется легкий вес и прочность, например, в аэрокосмической, оборонной, червячных передачах и валах. |
Различные типы алюминиевых сплавов, доступные на месте
Industrial Metal Service специализируется на поставках алюминия для механических мастерских, производителей и производителей в районе залива Сан-Франциско. Мы также отправляем по всей стране в магазины, у которых нет местного надежного поставщика металла. Мы располагаем обширным ассортиментом алюминиевых сплавов и предлагаем клиентам возможность покупки нового материала, полученного на заводах в США, или проверенных остатков алюминиевого сплава, что обеспечивает значительную экономию по сравнению с покупкой нового материала.
Мы можем помочь вам ускорить ваш производственный процесс, предоставив вам алюминиевые сплавы, нарезанные точно по размеру, требуемому для вашего процесса обработки или изготовления, с помощью наших услуг по прецизионной резке по размеру.
Нужны ли вам регулярные поставки алюминиевого сплава для долгосрочных производственных нужд, индивидуальный заказ сплава для специального проекта или заказ в последнюю минуту, чтобы компенсировать некачественный процесс обработки, позвоните нам, и мы будем работать с вами. вы для удовлетворения ваших потребностей. Наш склад в Сан-Хосе, штат Калифорния, открыт с понедельника по пятницу с 7:00 до 16:00 и по субботам с 8:00 до 12:00.
Свяжитесь с нами
Анодные материалы из алюминиево-медного сплава для высокоэнергетических алюминиевых аккумуляторов на водной основе
Введение
Безопасные и надежные крупномасштабные технологии накопления энергии необходимы для многих новых приложений, включая электромобили и интеграцию в сеть прерывистых возобновляемых источников энергии 1,2 . Хотя литий-ионные батареи (LIB) доминируют в современном ландшафте хранения энергии, они далеки от удовлетворения потребностей в крупномасштабном хранении энергии из-за присущих им проблем, таких как высокая стоимость и нехватка литиевых ресурсов, а также связанных с этим проблем безопасности. с высокотоксичными и горючими органическими электролитами 2,3,4 . Эта дилемма привела к недавнему буму разработки альтернативных технологий батарей 2,5 , особенно перезаряжаемых батарей на водной основе, в которых используются моновалентные (Na + 6 , K + 7 ) или мультивалентные (Mg 2+ 8,9 , Al 3+ 10,11,12,13 , Ca 2+ 15 , Zn 2+ , 3) катионы как носители заряда в недорогих и безопасных электролитах на водной основе 21,22 . Среди этих пост-литиевых накопителей энергии водные перезаряжаемые алюминиево-металлические батареи (AR-AMB) имеют большие перспективы в качестве безопасных источников энергии для транспортировки и жизнеспособных решений для хранения энергии на уровне сети благодаря металлическому алюминию (Al), обеспечивающему высокие объемные / гравиметрические характеристики. емкости (8056 мАч см −3 и 2981 мАч г −1 ) трехэлектронной окислительно-восстановительной реакцией 10,13,21,23,24,25,26 , помимо своей низкой стоимости и высокой изобилие 10,21 . Несмотря на то, что были исследованы различные катодные материалы, включая оксиды титана 27,28 , оксиды висмута 29 , оксиды ванадия 30 , оксиды алюминия-марганца 12,15,22,31 и аналоги берлинской лазури 2 12. для обратимого хранения/доставки Al 3+ в водных электролитах посредством механизмов реакции интеркаляции или превращения 10,13,22 эти AR-AMB обычно демонстрируют низкую кулоновскую эффективность и недостаточную стабильность при циклировании, даже в трифторметансульфонате алюминия вода-в-соли (Ал(ОТФ) 3 ) электролиты 10,11,12,22,23,24,25 . Их плохая перезаряжаемость в первую очередь связана с необратимостью алюминиевого анода из-за естественного образования изолирующего и пассивирующего слоя оксида алюминия (глинозема), который существенно ограничивает транспортировку Al 3+ для последующей зачистки/осаждения Al 10,11,22,23,24 ,25,34 . При увеличении потенциалов для управления переносом ионов через такой слой оксида алюминия одновременно происходят реакция выделения водорода и реакция коррозии, приводящие к постоянному истощению водного электролита и алюминиевого анода 9.1532 10,11,23,24 . Несмотря на то, что природный оксидный слой может быть замедлен путем легирования Al и небольшого количества других элементов 14,23,24 или путем создания искусственных межфазных слоев из твердого электролита 11,35 , эти неизбежные побочные реакции существенно препятствуют широкому внедрению водных алюминий- металлические батареи в качестве перезаряжаемой технологии накопления энергии для практического использования. Поэтому крайне желательно изучить возможные стратегии улучшения обратимости Al анодных материалов на основе Al для высокопроизводительных AR-AMB.
Здесь мы демонстрируем, что эвтектическая инженерия анодов из сплава на основе алюминия улучшает их обратимость алюминия в водном электролите на основе эвтектического сплава Al 82 Cu 18 (ат. %) (E-Al 82 Cu 18 ) с пластинчатой наноструктурой, состоящей из чередующихся наноламелей α-Al и интерметаллида Al 2 Cu. Такая наноструктура предполагает, что электрод E-Al 82 Cu 18 имеет периодически локализованные гальванические пары анодного α-Al и катодного Al 2 Cu за счет использования их различных коррозионных потенциалов (-1,65 В и -1,2 В по сравнению с H + /H 2 ) 36,37 . При этом более благородные ламели Al 2 Cu служат в качестве пути переноса электронов, облегчая отделение Al от составляющих ламелей менее благородного Al, и работают как нанопаттерны, направляя последующее покрытие Al без дендритов, обеспечивая улучшенную обратимость Al, особенно при низких потенциалах. в водном электролите Al(OTF) 3 с низкой концентрацией кислорода 0,13 мг л -1 , что значительно тормозит реакцию выделения водорода и дальнейшее образование пассивирующего оксидного слоя. В результате электроды E-Al 82 Cu 18 демонстрируют улучшенные характеристики зачистки/осаждения алюминия с перенапряжением всего ~53 мВ и кулоновской эффективностью ~100% в течение более 2000 часов. При сборке с катодом Al x MnO 2 электроды E-Al 82 Cu 18 воспроизводят полные ячейки для достижения высокой удельной энергии ~670 Втч кг −1 или плотность энергии 815 Втч л −1 при 100 мА g −1 (исходя из массы загрузки Al x MnO 2
Результаты
Физико-химические характеристики сплавов Al-Cu
Металлический алюминий является одним из наиболее привлекательных анодных материалов в постлитиевых батареях ввиду его многочисленных достоинств, таких как низкая стоимость и высокое содержание земли, а также высокая плотность заряда и гравиметрическая/объемная емкость по сравнению с Na, K и Zn ( рис. 1a и дополнительная таблица 1) 10,21,24,25 . Чтобы решить присущую ему проблему необратимости из-за оксидного слоя, здесь мы разработали периодически выровненные металлические/интерметаллические гальванические пары Al/Al 2 Cu в E-Al 82 Cu 18 сплав для улучшения зачистки/покрытия алюминия в AR-AMB, в отличие от эвтектического сплава Zn-Sn для сведения к минимуму измельчения активных материалов и последующей потери электрического контакта в ЛИА 38 , и эвтектический сплав Zn-Al для решения проблемы дендритов металлического Zn-анода в водных перезаряжаемых цинк-ионных батареях 39 . При допущении, что все атомы Al могут принимать участие в электрохимическом отделении/осаждении, теоретические объемная и гравиметрическая емкости E-Al 82 Cu 18 оценивается как 7498 мАч см −3 и 1965 мАч г −1 .
a Сравнение электрохимических свойств, стоимости и распространенности Al, Zn, K, Na и Li. b Схема, иллюстрирующая процедуру получения пластинчато-наноструктурированного сплава E-Al 82 Cu 18 , состоящего из чередующихся α-Al (серый) и интерметаллида Al 2 Медные (темно-желтые) ламели. c Фотография листов сплава E-Al 82 Cu 18 размерами ~13 см × ~1,5 см × ~400 мкм. Масштабная линейка, 1 см. d Рентгенограммы E-Al 82 Cu 18 (розовая линия), интерметаллического Al 2 Cu (синяя линия) и монометаллического Al (зеленая линия) электродной фольги. Образцы линий показывают справочные карты 04–0787 и 25–0012 для гранецентрированного кубического Al (желтые линии) и объемно-центрированного тетрагонального Al 9.1639 2 Cu (синие линии) по JCPDS соответственно. e Репрезентативная оптическая микрофотография пластинчато-наноструктурированного сплава E-Al 82 Cu 18 с межпластинчатым расстоянием ~420 нм. Масштабная линейка, 5 мкм. f СЭМ-изображение E-Al 82 Cu 18 в обратно рассеянных электронах с различными контрастами, соответствующими ламелям α-Al и интерметаллида Al 2 Cu, а также соответствующее картирование элементов Cu (зеленым) и Ал (в красном). Масштабная линейка, 1 мкм. г HRTEM-изображение E-Al 82 Cu 18 в межфазной области Al 2 Cu/Al. Масштабная линейка, 2 нм. h , i БПФ-картины выбранных красных и розовых ящиков в интерметаллической фазе Al 2 Cu ( h ) и металлическом Al ( i ). j HRTEM-изображение Al/Al 2 O 3 межфазной области. Масштабная линейка, 2 нм. k БПФ-картины выбранной области в аморфном Al 2 O 3 слой в j .
Увеличить
Сплав E-Al 82 Cu 18 получают дуговым плавлением чистых металлов Al (99,994%) и Cu (99,996%) с эвтектическим составом 82:18 (ат. %). , с последующим охлаждением печи с водяным циклом для образования несмешивающихся эвтектоидов α-Al и Al 2 Cu посредством реакции эвтектического затвердевания (рис. 1b, c) 40,41 . Рентгеновская дифракция (XRD) демонстрирует спонтанно разделенные α-Al и Al 2 Cu фаз в свежеприготовленном сплаве E-Al 82 Cu 18 (рис. 1г), с двумя наборами характерных рентгенограмм, соответствующих (111), (200), (220) и (311) плоскости гранецентрированного кубического (ГЦК) металла Al (JCPDS 04-0787) и (110), (200), (211), (112), (202), (222), (420), (402) плоскости объемно-центрированного тетрагонального (bct) интерметаллического соединения Al 2 Cu (JCPDS 25-0012) соответственно. Оптическая микрофотография листов сплава E-Al 82 Cu 18 показывает, что затвердевание эвтектики приводит к образованию упорядоченной ламеллярной наноструктуры из чередующихся α-Al и интерметаллического Al 2 Ламели Cu толщиной ~150 нм и ~270 нм (рис. 1д и дополнительный рис. 1), т. е. расстояние между пластинами ~420 нм. Эта микроструктура также иллюстрируется изображением в обратно рассеянных электронах на сканирующем электронном микроскопе (SEM) и соответствующим картированием элементов Al и Cu с помощью энергодисперсионной спектроскопии (EDS). Как показано на рис. 1f, атомы Al и Cu периодически распределяются в сплаве E-Al 82 Cu 18 в зависимости от наличия чередующихся Al и Al 2 Наноламели Cu. На рисунке 1g показано изображение, полученное с помощью просвечивающего электронного микроскопа (HRTEM) высокого разрешения межфазной области Al/Al 2 Cu, если смотреть вдоль осей их зон <111> и <10\(\bar{2}\)>. Ввиду фазового разделения, вызванного эвтектической реакцией 40,41 , присутствуют отчетливо изолированные области монометаллического алюминия и интерметаллического алюминия 2 Cu, которые идентифицируются по их быстрому преобразованию Фурье (БПФ) ГЦК- и ОЦТ-кристаллографических структур ( Рис. 1з, и). Из-за высокой оксофильности Al 10,11,22,23,24,25,34,35 , на составляющих ламелях α-Al 82 Cu целесообразно наблюдать тонкую аморфную оксидную оболочку толщиной ~4 нм сплав 18 (рис. 1к, л). Тем не менее, измерения рентгеновской фотоэлектронной спектроскопии (РФЭС) показывают, что в дополнение к химическому состоянию Al 3+ из-за образования слоя Al 2 O 3 компоненты Al и Cu в поверхностном слое Сплав E-Al 82 Cu 18 в основном находится в металлическом состоянии из-за проводящего Al 2 Ламели Cu (дополнительный рис. 2a, b), которые не только облегчают перенос электронов через аморфный поверхностный слой Al 2 O 3 , но и соединяются с соседними ламелями Al с образованием локализованных Al / Al 2 Cu гальванические пары в процессах зарядки/разрядки 36,37,42 .
Электрохимические характеристики сплавов Al–Cu
Для исследования влияния пассивирующего оксидного слоя на поведение электродов на основе алюминия при снятии/осаждении алюминия электрохимические измерения проводятся в симметричной ячейке с использованием 2 M Al(OTF) 3 водные электролиты с различной концентрацией кислорода ( C O2 ), которые регулируются продувкой O 2 или N 2 в течение разного времени (дополнительная таблица 2). На рисунке 2а показан репрезентативный профиль напряжения симметричного элемента E-Al 82 Cu 18 во время зачистки/напыления алюминия при плотности тока 0,5 мА см −2 по сравнению с профилями симметричного элемента Al 2 Cu и Al, в O 2 -продувленный Al(OTF) 3 водный электролит с C O2 = 13,6 мг л −1 . Симметричная ячейка E-Al 82 Cu 18 демонстрирует относительно плоские и симметричные плато напряжения на этапах зачистки/напыления алюминия, несмотря на то, что напряжение гистерезиса постепенно увеличивается до ~180 мВ от начальных 150 мВ, вероятно, из-за постоянного образования пассивирующего оксида. в таком электролите с высокой концентрацией кислорода (дополнительный рис. 3a). Это резко контрастирует с монометаллической симметричной ячейкой Al, в которой нестабильное перенапряжение достигает ~ 2000–3000 мВ из-за побочных реакций, таких как реакция выделения водорода и реакция окисления Al (рис. 2a и дополнительный рис. 3b). ) 11,14 . В то время как для симметричной ячейки Al 2 Cu требуется начальное высокое перенапряжение ~ 400 мВ, чтобы отделить Al от термодинамически стабильной интерметаллической фазы Al 2 Cu. По мере того, как очищенный Al полностью участвует в последующих циклах зачистки/покрытия, перенапряжение постепенно снижается до ~195 мВ (рис. 2а и дополнительный рис. 3с), что сравнимо со значением E-Al 82 Cu 18 симметричная ячейка из-за образования дополнительного Al/Al 2 Медные гальванические пары 36,37,42 .
a , b Профили напряжения зачистки/покрытия Al электродов E-Al 82 Cu 18 (розовая линия), Al 2 Cu (синяя линия) и электродов из чистого алюминия (зеленая линия) в их собранные симметричные ячейки в 2 M Al(OTF) 3 водном электролите с C O2 = 13,6 ( a ) и 0,13 мг L -1 ( b ), которые очищают O 2 и N 2 в течение 2 ч соответственно. Плотность тока: 0,5 мА см -2 . c , d Спектры EIS собранных E-Al 82 Cu 18 , Al 2 Cu и чистого Al симметричных ячеек в 2 M Al(OTF) 3 26 водном электролите с C 26 O2 = 13,6 ( c ) и 0,13 мг л −1 ( d ). Символы представляют собой необработанные данные E-Al 9.1639 82 Cu 18 (розовые сферы), Al 2 Cu (синие ромбы) и чистый Al (зеленые квадраты) симметричные ячейки, в то время как линии представляют данные подбора E-Al 82 Cu 18 ( розовая линия) и Al 2 Cu (синяя линия).
Полноразмерное изображение
В то время как в водном электролите Al(OTF) 3 с низкой концентрацией кислорода, эти электроды на основе алюминия имеют поверхностное окисление, которое должно быть уменьшено для улучшения зачистки / покрытия алюминия (дополнительный рисунок 3a–c ). Как показано на дополнительном рис. 3d, перенапряжения этих симметричных ячеек на основе Al явно уменьшаются по мере того, как C O2 восстанавливается до 0,13 мг л -1 . На рисунке 2b сравниваются начальные профили напряжения симметричных ячеек E-Al 82 Cu 18 , Al 2 Cu и Al во время зачистки/покрытия алюминия при 0,5 мА см −2 в N 2 очищенный Al(OTF) 3 водный электролит с C O2 = 0,13 мг л −1 . Вследствие заметного подавления образования дополнительного оксида, E-Al 82 Cu 18 Симметричная ячейка имеет стабильные плато напряжения всего ~53 мВ, что составляет лишь одну шестую от начальных перенапряжений (~300 мВ), которые берутся для отделения Al от интерметаллической матрицы Al 2 Cu для последующего Al Циклирование зачистки/покрытия в симметричных ячейках Al 2 Cu. Меньшая поляризация ячейки E-Al 82 Cu 18 , вероятно, связана с ламеллярной наноструктурой электрода E-Al 82 Cu 18 , в котором составляющий металлический α-Al и интерметаллид Al 2 Медные пластины играют различную роль в циклах зачистки/напыления алюминия. В силу их различных коррозионных потенциалов 36,37,42 менее благородный α-Al термодинамически предпочитает работать в качестве электроактивного материала для обеспечения носителей заряда Al 3+ , а более благородный Al 2 Cu пары с составляющим α-Al образуют локальные гальванические пары, запускающие удаление алюминия, и служат двумерным наноструктурой для направления последующего покрытия алюминием. Независимо от того, в каком электролите с C O2 с 13,6 до 0,13 мг л -1 , ламеллярная наноструктура улучшает поведение Al при снятии/покрытии E-Al 82 Cu 18 (дополнительный рисунок 3a по сравнению с монометаллическим Al), что, поскольку электрод без хозяина подвергается нарастающему процессу поляризации из-за неконтролируемого удаления / покрытия алюминия и неизбежного выделения водорода и реакций окисления алюминия (дополнительный рисунок 3b) 11,23 . Их различное поведение при снятии/покрытии алюминия дополнительно исследуется с помощью циклической вольтамперометрии (CV) в N 2 -Al (OTF) 3 водный электролит с C O2 = 0,13 мг L -1 , где E -AL 82 Cu , где E -AL 82 Cu 18 , , а al -al 82 Cu , , а al 82 Cu 18
Алюминиевые материалы используются в качестве рабочего электрода и противоэлектрода, а алюминиевая проволока — в качестве электрода сравнения в трехэлектродной конфигурации ячейки. Как показано на дополнительном рисунке 4, электрод E-Al 82 Cu 18 демонстрирует улучшенные симметричные характеристики зачистки / покрытия алюминия с начальным потенциалом всего 0 В по сравнению с Al / Al 9.1532 3+ и улучшенную плотность тока по сравнению с другими электродами на основе алюминия. Это резко контрастирует с интерметаллидом Al 2 Cu с прочными ковалентными связями Cu–Al и монометаллическим Al с естественным оксидным слоем, потенциалы начала отщепления Al которых достигают ~96 и ~172 мВ соответственно вдоль низкие плотности тока. Гальваническая пара Al/Al 2 Cu, улучшенная кинетика удаления/осаждения Al, также продемонстрирована измерениями спектроскопии электрохимического импеданса (EIS) симметричного E-Al 82 Cu 18 , Al 2 Cu и Al ячейки (дополнительный рисунок 5a – c). На рис. 2c, d показаны репрезентативные графики Найквиста, сравнивающие спектры EIS всех симметричных ячеек на основе Al в O 2 — и N 2 — очищенных водных электролитах Al(OTF) 3 с C O2 = 13,6 и 0,13 мг л -1 соответственно. При этом симметричные ячейки E-Al 82 Cu 18 имеют характерные полукруги в области высоких и средних частот и наклонные линии в области низких частот, в отличие от клеток Al 2 Cu и Al с гораздо большими диаметрами полукругов. На высоких частотах точка пересечения на действительной оси представляет собственное сопротивление как электролита, так и электрода ( R I ). В диапазоне средних частот диаметр полукруга соответствует параллельному соединению сопротивления переноса заряда ( R CT ) алюминиевой зачистки/покрытия и элемента постоянной фазы (CPE). Наклон наклонной линии на низких частотах соответствует сопротивлению Варбурга ( Z w ). На основе этих общих дескрипторов в эквивалентной схеме (дополнительный рис. 5d) спектры EIS анализируются с использованием сложного нелинейного метода аппроксимации наименьших квадратов. Дополнительные рис. 6a, b сравнивают значения R I и R CT всех электродов на основе Al в водных растворах Al (OTF) 3 с различными электролитами C O2 , 916 E-Al 82 Cu 18 всегда имеет самую низкую оценку R I и R CT значения. При C O2 = 0,13 мг L -1 , R I из E-AL 82 CU 18 Электрод. облегчить зачистку/покрытие Al. Электрод E-Al 82 Cu 18 , запускаемый периодическими гальваническими парами Al/Al 2 Cu, имеет сопротивление CT R ~160 Ом, что более чем в двадцать раз ниже, чем у монометаллического Al с более толстым пассивирующим оксидным слоем (~ 3880 Ом) (дополнительная таблица 3). Чтобы определить особую роль α-Al и наноламелей Al 2 Cu в электродах E-Al 82 Cu 18 , картирование ex-situ методом СЭМ-ЭДС проводится после глубокого удаления алюминия и нанесения покрытия на 1 мА см -2 за 10 ч в водном электролите Al(OTF) 3 с C O2 = 0,13 мг л -1 (рис. 3а). Как показано на типичном изображении СЭМ в обратном рассеянии электронов E-Al, лишенного алюминия 82 Cu 18 (левая вставка на рис. 3a), составляющие ламели α-Al в качестве электроактивных материалов селективно растворяются в процессе удаления алюминия, в то время как интерметаллические ламели Al 2 Cu остаются, образуя ламеллярно-наноструктурный 2D-рисунок. Это также иллюстрируется соответствующим картированием элементов Al и Cu SEM-EDS (левые вставки на рис. 3a), где атомы Al распределяются вдоль богатых Cu ламелей Al 2 Cu. Во время последующего процесса гальванического покрытия алюминия алюминий вводится в очищенный E-Al 9. 1639 82
Рис. 3: Электрохимические характеристики симметричных ячеек на основе Al. A Типичный профиль напряжения с разрешением/покрытием (Pink Line) симметричных клеток E-AL 82 CU 18 Симметричных ячеек в 2 мл (OTF) 3 Oqueous Electryte с C 0 Oqueous Electryte с C 0 o2
aqueous с C 0 o2 0 . L -1 . Плотность тока: 1 мА см -2 . Вставки: репрезентативные изображения СЭМ и соответствующие картирования элементов СЭМ-ЭДС Al (красным цветом) и Cu (зеленым цветом) для E-Al 9.1639 82 Cu 18 Электрод после удаления алюминия (слева) и последующего покрытия алюминием (справа). Масштабные линейки, 1 мкм. b Сравнение скоростей для симметричных ячеек E-Al 82 Cu 18 (розовая линия), Al 2 Cu (синяя линия) и Al (зеленая линия) электродов в 2 M Al (OTF) 3 водный электролит с C O2 = 0,13 мг л −1 при различных плотностях тока 0,5, 1,0, 1,5, 2,5 мА см −3 Вставка: увеличенные профили напряжение-время, сравнивающие поведение E-Al 9 при зачистке/покрытии. 1639 82 Cu 18 (розовая линия) и Al 2 Cu (синяя линия) электроды при различных плотностях тока. c Долговременная циклическая стабильность алюминиевых зачисток/покрытий для симметричных ячеек на основе электродов E-Al 82 Cu 18 (розовая линия), Al 2 Cu (синяя линия) и Al (зеленая линия) при 0,5 мА см −2 в 2 M Al(OTF) 3 водный электролит с C O2 = 0,13 мг л −1 . Вставка: эволюция напряжения для Al (слева), Al 2 Cu (в центре) и E-Al 82 Cu 18 (справа). д – е Спектры ЭИС E-Al 82 Cu 18 ( d ), Al 2 Cu ( e ) и Al ( f 9 симметричные до и после симметричных ячеек измерения циклов зачистки/покрытия в течение 240 ч, 240 ч и 24 ч соответственно в 2 M водном электролите Al(OTF) 3 с C O2 = 0,13 мг л −1 Символы квадрата и круга представляют собой необработанные данные E-Al 9. 1639 82 Cu 18 ( d ), Al 2 Cu ( e ) и Al ( f ) симметричные ячейки до и после зачистки/покрытия Al в течение 240 ч соответственно, в которых линии представляют их подходящие данные.Изображение в натуральную величину
Благодаря наноструктуре ламелей Al 2 Cu, которая улучшает кинетику удаления/осаждения Al составляющих ламелей α-Al, симметричная ячейка E-Al 82 Cu 18 демонстрирует более высокая производительность в водном растворе Al(OTF) 3 электролит с C O2 = 0,13 мг л −1 . Как показано на рис. 3b, симметричная ячейка E-Al 82 Cu 18 имеет постоянно увеличивающийся гистерезис ~ 31, ~ 56 и ~ 103 мВ при увеличении плотности тока от 0,5 до 1,0, 1,5 и 2,5 мА см −2 . Эти напряжения гистерезиса значительно ниже значений симметричных ячеек на основе интерметаллидов Al 2 Cu (~51, ~95 и ~192 мВ) и монометаллических Al (~1750, ~29 мВ). 90 и ~4530 мВ). На рисунке 3c сравнивается циклическая стабильность алюминиевых зачисток/покрытий всех симметричных ячеек на основе алюминия. Очевидно, что профиль напряжения симметричной ячейки E-Al 82 Cu 18 не показывает явных колебаний при длительном циклировании при 0,5 мА см −2 в течение более 2000 ч, за исключением небольшого снижения перенапряжения. от начального ~ 53 мВ до конечного ~ 37 мВ, вероятно, из-за образования все меньшего и меньшего количества оксида (правая вставка на рис. 3c) и незначительного выделения водорода (дополнительный рис. 7a). Это отличается от таковых у Al 9.1639 2 Симметричные ячейки Cu и Al с гораздо большим гистерезисом и флуктуацией напряжения при 180 ч и 26 ч соответственно (рис. 3в). При увеличении времени циклирования происходят серьезные побочные реакции выделения водорода и окисления алюминия наряду с процессами удаления / покрытия алюминия, особенно в монометаллической симметричной ячейке Al (левая вставка на рис. 3c и дополнительный рис. 7b). Генерация водорода определяется с помощью газовой хроматографии на месте (дополнительный рисунок 7c). Производство водорода увеличивает значение рН электролитов, чтобы облегчить окисление металлического алюминия и, таким образом, усугубить побочные реакции 11,43 , что приводит к повреждению корпуса элемента и утечке электролита (дополнительный рис. 8). Как свидетельствуют более интенсивные полосы комбинационного рассеяния и изменение химического состояния Al в спектрах XPS (дополнительные рисунки 9 и 10), действительно образуется дополнительный Al 2 O 3 на монометаллическом алюминиевом электроде после 40 зачистки/покрытия. циклы. В то время как в симметричной ячейке E-Al 82 Cu 18 поверхностный оксид электрода E-Al 82 Cu 18 , вероятно, ниже предела обнаружения для измерений рамановской спектроскопии (дополнительные рисунки 11 и 12). , что позволяет осуществлять высокообратимую зачистку/покрытие алюминия при низком перенапряжении. Кроме того, на E-Al 9 не наблюдается никаких пузырей.1639 82 Cu 18 электродов во время процессов зачистки / покрытия алюминия (дополнительный рисунок 7b). Улучшенная циклическая стабильность электрода E-Al 82 Cu 18 также подтверждается незаметным изменением спектров EIS во время процессов зачистки/осаждения Al (рис. 3d). Относительно начальных значений R I и R CT они увеличиваются лишь на ~2 и ~20 Ом после 120 циклов соответственно, что значительно ниже, чем у интерметаллида Al 2 Медные электроды (~ 8 и ~ 290 Ом) (рис. 3e и дополнительная таблица 4). В то время как монометаллическая алюминиевая симметричная ячейка имеет значения R I и R CT , которые увеличиваются до ~ 36 и ~ 8855 Ом только после 12 циклов (рис. 3f и дополнительная таблица 4). Благодаря высокой обратимости снятия/покрытия алюминия электрод E-Al 82 Cu 18 по-прежнему сохраняет исходную ламеллярную наноструктуру даже после более чем 1000 циклов (2000 ч) (дополнительный рис. 13a), в отличие от к Аль 2 Медные и алюминиевые электроды, рассчитанные всего на 125 и 20 циклов зачистки/покрытия алюминия соответственно. Как показано на дополнительном рис. 13b, c, на электродах Al 2 Cu и Al появляется большое количество трещин. Все эти электрохимические и структурные особенности подтверждают эффективное поведение электрода E-Al 82 Cu 18 при удалении/осаждении алюминия из-за его ламеллярной наноструктуры чередующихся интерметаллических ламелей Al 2 Cu и α-Al.
Характеристики электрохимического накопления энергии полных элементов с ионами алюминия
Для разработки полных элементов на основе E-Al 82 Cu 18 на основе AR-AMB для практического использования катодный материал Al 3+ предварительно интеркалированный оксид марганца (Al x MnO 2 · n H 2 O) получают модифицированным гидротермальным методом. На дополнительном рисунке 14a, b показаны изображения СЭМ и ПЭМ с малым увеличением свежеприготовленного Al x MnO 2 · n H 2 O, демонстрирующий иерархическую наноструктуру, состоящую из нанолистов толщиной ~10 нм. Изображение HRTEM нанолистов Al x MnO 2 · n H 2 O иллюстрирует природу слоистой кристаллической структуры (вставка на дополнительном рисунке 14b). Согласно спектральным характеристикам колебаний Mn–O 44,45 характеристические полосы комбинационного рассеяния при 506, 573 и 641 см -1 раскрывают структуру типа бирнесита (дополнительный рис. 14c) 46 . Это также подтверждается явными дифракционными пиками на рентгенограммах Al x MnO 2 · n H 2 O при 2θ = 10,9°, 25,2°, 36,7°, 6 к отражениям 001, 002, 110 и 020 бернессита (JCPDS 43–1456) (дополнительный рисунок 14d). Дифракционные пики, отклоняющиеся от соответствующих линий, указывают на предварительную интеркаляцию гидратированного катиона Al 3+ . Что касается положения дифракционного пика 001, расстояние между слоями Al x MnO 2 · n H 2 нанолистов O оценивается как 0,811 нм, что согласуется с наблюдением на изображении HRTEM (вставка на дополнительном рисунке 14b). Спектр обзора XPS свидетельствует о присутствии атомов Al, Mn и O в свежеприготовленных нанолистах Al x MnO 2 · n H 2 O (дополнительный рис. 15a), где Значение x оценивается как ~ 0,12 согласно анализу оптической эмиссионной спектроскопии с индуктивно связанной плазмой (ICP-OES) (дополнительная таблица 5). В высоком разрешении Al 2 p XPS-спектр (дополнительный рисунок 15b), характерный пик при энергии связи 75,0 эВ приписывается предварительно интеркалированным катионам Al 3+ , которые взаимодействуют с листами MnO 6 для регулирования химического состояния. из Mn 3+ и Mn 4+ (дополнительный рис. 15c) 12,15 . O 1 s XPS-анализ показывает, что в основном существуют три кислородсодержащих соединения, т. е. O 2 − в MnO 6 решетки, OH — и H 2 O, чтобы соответствовать пикам при энергиях связи 529,8, 530,9 и 533,0 эВ (дополнительный рисунок 15d) 7,47 . При этом последняя отнесена как к кристаллической воде, так и к конституционной воде, которые идентифицируются термогравиметрическим анализом (ТГА) при температуре ниже 510 °С. Как показано на профиле ТГА (дополнительный рис. 15e), потеря веса ниже 120 °C связана с удалением кристаллической воды 48 . При повышении температуры от 120 °С до 510 °С соответствующая потеря массы приписывается конституциональной воде за счет образования гидратированного Al 3+ с высокой энтальпией 49 .
На рисунке 4a показаны репрезентативные кривые циклической вольтамперометрии (CV) полных элементов AR-AMB, собранных с анодом из сплава E-Al 82 Cu 82 Cu 18 или монометаллическим алюминием и анодом из Al x MnO
4 2
0 · n H 2 O катод, т. е. E-Al 82 Медь 18 | |Al x MnO 2 или Al | |Al x MnO 2 , в 2 M Al(OTF) 3 водный электролит с C O2 = 0,13 мг л При скорости сканирования 0,1 мВ с −1 анодный и катодный пики E-Al 82 Cu 18 | |Al x MnO 2 может достигать ~1,647 и ~1,491 В соответственно при разности напряжений ~156 мВ. В то время как разность напряжений анодного и катодного пиков увеличивается до ~ 673 мВ при увеличении скорости сканирования до 3 мВ с 91 532 -1 91 533 (дополнительный рис. 16a), она все еще намного меньше, чем у Al | |Al x MnO 2 клеток при скорости сканирования 0,2 мВ с -1 (~ 863 мВ) (дополнительный рисунок 16b). Эти наблюдения указывают на улучшенную скорость E-Al 9.1639 82 Медь 18 | |Al x MnO 2 ячейка. Как показано на дополнительном рисунке 16c, E-Al 82 Cu 18 | |Al x MnO 2 ячейка может достигать удельной емкости до ~478 мА·ч г −1 (исходя из массы загрузки Al x MnO4 2
0) в катоде при 0,1 мВ с −1 и сохраняет ~249 мА·ч g −1 при 3 мВ с −1 (т. |Аль x MnO 2 ячейка (262 мА·ч г −1 ) при 0,2 мВ с −1 (7000 с). Рис. 4: Электрохимические характеристики полных ячеек с ионами алюминия на водной основе. a Репрезентативные CV-кривые для полного E-Al 82 Cu 18 | |Al x MnO 2 (розовая линия) и Al | |Al x MnO 2 (зеленая линия) Al-ионные элементы в 2 M Al(OTF) 3 водный электролит с C O2 = 0,13 мг л −1 . Скорость сканирования: 0,1 мВ с −1 . b Типичные профили напряжения E-Al 82 Cu 18 | |Al x MnO 2 (розовая линия) и Al | |Al x MnO 2 (зеленая линия) клеток при удельном токе 0,1 A g −1 . c Сравнение производительности и кулоновской эффективности для E-Al 82 Cu 18 | |Ал x MnO 2 (розовые сферы) и Al | |Al x MnO 2 ячеек (зеленые квадраты), которые выполняются при различных удельных токах от 0,1 до 5 A g −1 . d Спектры EIS E-Al 82 Cu 18 | |Al x MnO 2 и Al | |Al x MnO 2 полные ячейки. Символы розовой сферы и зеленого квадрата представляют собой необработанные данные E-Al 82 Cu 9.1639 18 | |Al x MnO 2 и Al | |Al x MnO 2 заполнены ячейками, а светло-розовые и темно-зеленые линии представляют соответствующие данные соответственно. e Сохранение емкости и кулоновская эффективность E-Al 82 Cu 18 | |Al x MnO 2 (розовые сферы) и Al | |Al x MnO 2 ячеек (зеленые квадраты) при длительном циклическом измерении заряда/разряда при 0,5 A g −1 .
Полноразмерное изображение
На рисунке 4b и дополнительном рисунке 17a, b показаны репрезентативные профили напряжения для гальваностатического заряда и разряда E-Al 82 Cu 18 | |Al x MnO 2 и Al | |Al x MnO 2 Элементы AR-AMB, с плато напряжения, согласующимися с соответствующими окислительно-восстановительными пиками на CV-кривых из-за интеркаляции/деинтеркаляции Al 3+ via Al x MnO 2 · n H 2 O + 3( y — x ) e − + ( y — x )Al 3+ ↔ Al y MnO 2 · n H 2 O (рис. 4а и доп. рис. 16а, б) х 916 Al 12 анализ 92 6 MnO 2 катод после разряда и заряда (дополнительные рисунки 18 и 19). Как показано на дополнительных рисунках 18a, b для Mn 2 p и Al 2 p разряженного Al y MnO 2 , интеркаляция Al 3+ 92 91 приводит к значение достигает 0,56, что сопровождается изменением химического состояния Mn с Mn 3+ и Mn 4+ на Mn 2+ . Что касается заряженного Al x MnO 2 , то содержание Al снижается до x = ~11 за счет деинтеркаляции Al 3+ , где химическое состояние Mn изменяется на Mn 3+ и Mn 4+ с Mn 2+ (дополнительный рисунок 19a, b). В состоянии заряда или разряда содержание F и S остается постоянным, вероятно, из-за физической адсорбции лигандов OTF на поверхности Al x MnO 2 (дополнительные рисунки 18d, e и 19d, д). Очевидно, что использование анода из сплава E-Al 82 Cu 18 приводит к привлечению E-Al 82 Cu 18 | |Al x MnO 2 обеспечивает более высокое плато разряда и меньшую поляризацию напряжения, что приводит к значительному повышению энергоэффективности. Как видно из разницы напряжений заряда/разряда (Δ E ) при удельном токе 100 мА g −1 (~0,2 C) 50 , Δ E уменьшается до 0,17 В E-Al 82 Cu 18 | |Al x MnO 2 из 0,52 В Al | |Аль x MnO 2 . Кроме того, разрядная емкость E-Al 82 Cu 18 | |Al x MnO 2 достигает ~480 мА·ч г −1 , что в ~1,5 раза больше, чем у Al | |Al x MnO 2 (~328 мА·ч г −1 ). Даже когда скорость увеличивается до 10 C (т.е. 5000 мА g −1 ), он по-прежнему сохраняет/выдает емкость ~194/~190 мАч g −1 за 6 мин (рис. 4c), с высокая кулоновская эффективность ~98% (дополнительный рис. 20). Для сравнения, зарядно-разрядная емкость Al | |Al x MnO 2 уменьшается до ~ 42 / ~ 33 мАч г -1 (рис. 4c) с более низкой кулоновской эффективностью ~ 78% (дополнительный рис. 20). В результате E-Al 82 Cu 18 | |Al x MnO 2 достигает наивысшей удельной энергии ~672 Втч кг −1 (плотность энергии 815 Втч л −1 на основе объема катода) при 100 9 мА1532 -1 и сохраняет ~ 212 Втч кг -1 при 5000 мА g -1 (дополнительный рисунок 21) 51 , что сопоставимо с репрезентативными LIB (дополнительная таблица 6). Эти электрохимические свойства накопления энергии E-Al 82 Cu 18 | Ячейка |Al x MnO 2 обусловлена улучшенной кинетикой удаления/осаждения Al ламельно-наноструктурированного E-Al 82 Cu 18 . Как показано в анализе EIS (рис. 4d и дополнительные рис. 22a, b), E-Al 82 Медь 18 | |Al x MnO 2 имеет значения R I и R CT на ~18 Ω и ~1836 Ω меньше, чем у Al| | Al x MnO 2 (дополнительный рисунок 22c, d и дополнительная таблица 7). На дополнительном рисунке 23 показано поведение саморазряда E-Al 82 Cu 18 | |Al x MnO 2 ячейка. Подобно Al | |Аль x MnO 2 Al 82 Cu 18 | |Al x MnO 2 имеет явное падение напряжения в первые 10 ч. Из-за вялой кинетики интеркаляции Al 3+ в Al x MnO 2 E-Al 82 Cu 18 | |Al x MnO 2 демонстрирует плато напряжения в последующие 190 ч с низкой скоростью саморазряда ~0,57 мВ ч −1 . Более того, E-Al 82 Cu 18 | Ячейка | Al x MnO 2 также демонстрирует улучшенную циклическую стабильность при выполнении гальваностатического заряда / разряда при 500 мА g -1 в диапазоне напряжений от 0,5 до 1,8 В (дополнительный рисунок 24). Как показано на рис. 4e, он сохраняет ~ 83% начальной емкости после 400 циклов, а кулоновская эффективность составляет ~ 99% (дополнительный рис. 25). При резком сравнении Al | |Аль 9Ячейка 1639 x MnO 2 подвергается быстрой деградации емкости, а также низкой кулоновской эффективности в течение десятков циклов, вероятно, из-за плохой обратимости монометаллического Al (рис. 4e и дополнительный рисунок 25). Наряду с емкостью на уровне элемента 66,7 мА·ч г −1 и удельной энергией 90,2 Втч кг −1 , которые оцениваются в соответствии с методологией практической оценки технологий алюминиевых аккумуляторов 25 , наш полный E-Al 82 Медь 18 | |Al x MnO 2 Элемент превосходит современные алюминиевые батареи (дополнительная таблица 8).
Обсуждение
В заключение мы продемонстрировали эвтектический инжиниринг как эффективную стратегию разработки высокообратимых анодов из сплава на основе алюминия, как правило, пластинчато-наноструктурированного E-Al 82 Cu 18 , для высокоэффективных перезаряжаемых алюминиевых сплавов на водной основе. ионные аккумуляторы. Вызванная реакцией затвердевания эвтектики на месте, E-Al 82 Cu 18 имеет упорядоченную пластинчатую наноструктуру, состоящую из чередующихся монометаллических α-Al и интерметаллических Al 2 Cu наноламелей, которые соединяются друг с другом, образуя периодически локализованные гальванические пары Al/Al 2 Cu. Используя свой различный коррозионный потенциал, менее благородные ламели α-Al работают как электроактивные материалы для обеспечения носителей заряда Al 3+ , в то время как более благородные ламели Al 2 Cu служат двумерными наноструктурами для направления высокообратимых Al. зачистки и покрытия при низких перенапряжениях, особенно в N 2 — очищенный водный Al(OTF) 3 электролит со сверхнизкой концентрацией кислорода 0,13 мг л −1 . Как следствие, электроды E-Al 82 Cu 18 демонстрируют исключительную стабильность алюминиевых зачисток/осаждений в течение более 2000 часов, наряду с низкими перенапряжениями и высокой энергоэффективностью. Эти выдающиеся электрохимические свойства включают полные ячейки E-Al 82 Cu 18 | |Al x MnO 2 для получения удельной энергии до ~670 Втч кг -1 или плотность энергии 815 Втч л -1 (исходя из массы или объема катода Al x MnO 2 ) и сохраняют 80% емкости в течение более 400 циклов.
Methods
Preparation of eutectic Al-Cu alloy anodes and Al
x MnO 2 nanosheet cathode The lamella-nanostructured eutectic Al 82 Cu 18 alloy (E-Al 82 Cu 18 ) слитки впервые были произведены дуговой плавкой чистого алюминия (99,994%, Sinopharm Chemical Reagent Co. Ltd) и меди (99,996%, Sinopharm Chemical Reagent Co. Ltd) в атмосфере аргона. При охлаждении печи с помощью циркулирующей воды происходит реакция затвердевания эвтектики с образованием пластинчатой наноструктуры. Подготовленный материал E-Al 82 Cu 18 был разрезан на листы толщиной ~400 мкм вдоль перпендикулярного направления ламеллярной структуры с использованием машины для резки алмазной канатной пилой (STX-202A), а затем на 7000-меш. процедура полировки наждачной бумагой для дальнейшей микроструктурной характеристики и электрохимических измерений. Длина и ширина Al 82 Cu 18 имеют толщину 20 мм и 10 мм соответственно. Листы интерметаллида Al 2 Cu толщиной ~400 мкм были изготовлены по той же методике. Для сравнения, коммерческие алюминиевые фольги были отполированы наждачной бумагой с зернистостью 7000 для удаления поверхностного оксида для использования в качестве алюминиевого электрода. Нанолисты Al 3+ преинтеркалированного оксида марганца (Al x MnO 2 · n H 2 O) были синтезированы модифицированным гидротермальным методом. В стальном корпусе с тефлоновым покрытием автоклав содержит смесь 20 мМ KMnO 4 , 20 мМ NH 4 Cl и 5 мМ Al(NO 3 ) 3 , гидротермальный синтез проводили при 150 °С в течение 24 ч, перемешивании магнитной мешалкой со скоростью 250 об/мин. После промывки в сверхчистой воде свежеприготовленные нанолисты Al x MnO 2 · n H 2 O смешивали с супер-P-ацетиленовой сажей в качестве проводящего агента и поли(винилидендифторидом) в качестве проводящего агента. связующего в весовом соотношении 70 : 20 : 10, а затем наклеивают на фольгу из нержавеющей стали (толщиной ~20 мкм, Bary Metallic Co., Ltd) с массой загрузки 1,0 мг см -2 для использования катодных материалов.
Физико-химические характеристики
Электронные микроструктуры листов из сплавов E-Al 82 Cu 18 и Al 2 Cu были охарактеризованы с помощью автоэмиссионного сканирующего электронного микроскопа, оснащенного рентгеновской энергодисперсионной спектроскопией (JEOL , JSM-6700F, 8 кВ) и просвечивающий электронный микроскоп с полевой эмиссией (JEOL, JEM-2100F, 200 кВ). Металлографическая микроструктура E-Al 82 Cu 9Сплав 1639 18 наблюдали в конфокальном лазерном сканирующем микроскопе (OLS3000, Olympus) после химического травления в растворе Келлера. Рентгеноструктурные измерения всех образцов выполнены на дифрактометре D/max2500pc с α-излучением Cu K . Спектры комбинационного рассеяния измеряли на микро-рамановском спектрометре (Renishaw) при мощности лазера 0,5 мВт, в котором был установлен лазер с длиной волны 532 нм. Рентгенофотоэлектронный спектроскопический анализ проводили на приборе Thermo ECSALAB 250 с алюминиевым анодом. Эффекты зарядки компенсировались сдвигом энергий связи на основе случайного C 1 с пик (284,8 эВ). Концентрации O 2 и концентрации ионов Cu/Al в электролитах анализировали с помощью портативного измерителя растворенного кислорода (az8403) и оптико-эмиссионного спектрометра с индуктивно связанной плазмой (ICP-OES, Thermoelectron) соответственно.
Электрохимические характеристики
Симметричные ячейки монетного типа из E-Al 82 Cu 18 , Al 2 Cu и Al были собраны с двумя идентичными электродами, разделенными мембранами из стекловолокна (GFM) с диаметром пор 1,2 мкм и толщиной 260 мкм, в 0,25 мл 2 M Al(OTF) 3 водные растворы с О 2 с концентрацией от 0,13 до 13,6 мг л −1 , при 25 ± 0,5 °С. При этом концентрации O 2 в электролитах регулировались продувкой N 2 в течение 2, 0,5 и 0 ч, а O 2 в течение 1 и 2 ч соответственно. Измерения электрохимической импедансной спектроскопии (ЭИС) проводились на собранных симметричных ячейках E-Al 82 Cu 18 , Al 2 Cu и Al в диапазоне частот от 100 кГц до 10 мГц (71 точка) в квазистационарный потенциал при амплитуде синусоидального напряжения 10 мВ. Электрохимические свойства алюминия при снятии/покрытии измерялись в собранном состоянии E-Al 9.1639 82 Cu 18 , Al 2 Cu и Al симметричные ячейки при различных удельных токах. Чтобы проиллюстрировать их электрохимическую стабильность, измерения удаления/покрытия Al и EIS проводились на одних и тех же симметричных ячейках во время их длительных циклов удаления/покрытия Al. Свежие полностью водные алюминиево-ионные батарейки типа «таблетка» были сконструированы с использованием E-Al 82 Cu 18 или алюминиевого листа в качестве анода, на фольге из нержавеющей стали Al x MnO 2 · n H 2 O в качестве катода, GFM в качестве сепаратора, 0,25 мл 2 M Al(OTF) 3 водный раствор, содержащий 0,2 M Mn(OTF) 2 и O
Все эти электрохимические испытания по накоплению энергии проводились на открытом воздухе, а не в климатической/экологической камере. Измерения ВФХ проводились на электрохимическом анализаторе (Ivium Technology) в диапазоне напряжений 0,5 и 1,9 В.V при скоростях сканирования от 0,1 до 3 мВ с -1 . Кривые гальваностатического заряда/разряда были собраны при различных удельных токах, чтобы продемонстрировать их скорость. Измерения ЭИС проводились в диапазонах частот от 100 кГц до 10 мГц (71 точка) в квазистационарном потенциале при амплитуде синусоидального напряжения 10 мВ. Долговечность полных элементов оценивали путем выполнения циклов заряда/разряда при 500 мА g -1 (1 C). Измерения саморазряда проводились при зарядке Al 82 Медь 18 | |Al x MnO 2 и Al | |Al x MnO 2 полных элементов до 1,8 В с последующим саморазрядом при разомкнутой цепи в течение 200 часов.Статистика и воспроизводимость
Эксперименты были воспроизводимыми.
Рисунок 1e, эксперименты проводились дважды с аналогичными результатами.
Рисунок 1f, эксперименты проводились дважды с аналогичными результатами.
Рисунок 1g, эксперименты проводились дважды с аналогичными результатами.
Рисунок 1j, эксперименты проводились дважды с аналогичными результатами.
Рисунок 3а, эксперименты проводились дважды с аналогичными результатами.
Дополнительный рисунок 13a–c, эксперименты проводились дважды с аналогичными результатами.
Дополнительный рисунок 14a, b, эксперименты проводились дважды с аналогичными результатами.
Ссылки
Данн, Б., Камат, Х. и Тараскон, Дж. М. Аккумулирование электроэнергии для сети: выбор батареи. Наука 334 , 928–935 (2011).
ОБЪЯВЛЕНИЕ пабмед Google ученый
Тиан Ю. и др. Перспективы и вызовы нового поколения «вне литий-ионных» аккумуляторов для электромобилей и обезуглероживания сети.
Хим. 121 , 1623–1669 (2021 г.).ПабМед Google ученый
Schmuch, R., Wagner, R., Hörpel, G., Placke, T. & Winter, M. Характеристики и стоимость материалов для автомобильных аккумуляторов на основе лития. Нац. Энергия 3 , 267–278 (2018).
ОБЪЯВЛЕНИЕ Google ученый
Ларчер, Д. и Тараскон, Дж. М. К более экологичным и устойчивым батареям для хранения электроэнергии. Нац. хим. 7 , 19–29 (2015).
ПабМед Google ученый
Чой, Дж. В. и Аурбах, Д. Обещание и реальность постлитий-ионных батарей с высокой плотностью энергии. Нац. Преподобный Матер. 1 , 16013 (2016).
ОБЪЯВЛЕНИЕ Google ученый
Kim, H.
et al. Водные перезаряжаемые ионно-литиевые и натриевые батареи. Хим. Ред. 114 , 11788–11827 (2014).ПабМед Google ученый
Li, Y. Q. et al. Двухфазное наноструктурирование слоистых оксидов металлов для высокопроизводительных перезаряжаемых ионно-калиевых батарей на водной основе. Нац. коммун. 10 , 4292 (2019).
ОБЪЯВЛЕНИЕ пабмед ПабМед Центральный Google ученый
Wang, F. et al. Высоковольтные водные магниево-ионные батареи. АКЦ Цент. науч. 3 , 1121–1128 (2017).
ПабМед ПабМед Центральный Google ученый
Сюй Ю. и др. Оксид ванадия, пилларированный промежуточным слоем Mg 2+ 9Ионы 1533 и вода в качестве сверхдолговечных катодов для магниево-ионных аккумуляторов.
Chem 5 , 1194–1209 (2019).Google ученый
Элиа Г.А. и др. Обзор и перспективы развития алюминиевых аккумуляторов. Доп. Матер. 28 , 7564–7579 (2016).
ПабМед Google ученый
Чжао, К., Захман, М.Дж., Аль Садат, В.И., Чжэн, Дж., Куркутис, Л.Ф. и Арчер, Л. Межфазные фазы твердого электролита для высокоэнергетических водных алюминиевых электрохимических элементов. наук. Доп. 4 , eaau8131 (2018).
ОБЪЯВЛЕНИЕ пабмед ПабМед Центральный Google ученый
Ву, К. и др. Электрохимически активированный оксид марганца шпинели для перезаряжаемой водной алюминиевой батареи. Нац. коммун. 10 , 73 (2019).
ОБЪЯВЛЕНИЕ пабмед ПабМед Центральный Google ученый
Yan, C. et al. Разработка стабильной высокоэнергетической алюминиево-ионной батареи на водной основе. Дж. Ам. хим. соц. 142 , 15295–15304 (2020).
ПабМед Google ученый
Тан, X. и др. Универсальная стратегия в отношении высокоэнергетических многовалентных ионных батарей на водной основе. Нац. коммун. 12 , 2857 (2021).
ОБЪЯВЛЕНИЕ пабмед ПабМед Центральный Google ученый
Кунду, Д., Адамс, Б.Д., Даффорт, В., Ваджаргах, С.Х. и Назар, Л.Ф. Высокоемкая и долговечная водная перезаряжаемая цинковая батарея с катодом из оксида металла.
Нац. Энергия 1 , 16119 (2016).ОБЪЯВЛЕНИЕ Google ученый
Пан, Х. и др. Обратимое накопление энергии водного оксида цинка/марганца в результате конверсионных реакций. Нац. Энергия 1 , 16039 (2016).
ОБЪЯВЛЕНИЕ Google ученый
млн лет, Л. и др. Реализация высокой обратимости цинка в перезаряжаемых батареях. Нац. Энергия 5 , 743–749 (2020).
ОБЪЯВЛЕНИЕ Google ученый
Wang, F. et al. Металлический цинковый анод с высокой степенью обратимости для аккумуляторов на водной основе. Нац. Матер. 17 , 543–549 (2018).
ОБЪЯВЛЕНИЕ пабмед Google ученый
Чжан, Н. и др. Химия материалов для перезаряжаемых цинк-ионных аккумуляторов.
Хим. соц. Ред. 49 , 4203–4219 (2020 г.).ПабМед Google ученый
Лян Ю., Донг Х., Аурбах Д. и Яо Ю. Текущее состояние и будущие направления развития многовалентных металлоионных батарей. Нац. Энергия 5 , 646–656 (2020).
ОБЪЯВЛЕНИЕ Google ученый
Юань, X. и др. Последние достижения в области аккумуляторных батарей высокого напряжения и высокой плотности энергии на водной основе. Электрохим. Energy Rev. 4 , 1–34 (2021).
Google ученый
Li, Q. & Bjerrum, N.J. Алюминий как анод для хранения и преобразования энергии: обзор. J. Power Sources 110 , 1–10 (2002).
ОБЪЯВЛЕНИЕ Google ученый
Фэг Э., Нг Б., Хейман Д. и Мастейн В. Э. Практическая оценка эффективности технологий алюминиевых аккумуляторов. Нац. Энергия 6 , 21–29 (2021).
ОБЪЯВЛЕНИЕ Google ученый
Lin, M.C. et al. Сверхбыстрая перезаряжаемая алюминий-ионная батарея. Природа 520 , 325–328 (2015).
ОБЪЯВЛЕНИЕ пабмед Google ученый
Лю, С. и др. Хранение алюминия массивами нанобутов анатаза TiO 2 в водном растворе для алюминий-ионных аккумуляторов. Энергетика Окружающая среда. науч. 5 , 9743–9746 (2012).
Google ученый
Кокетсу, Т. и др. Обратимое внедрение ионов магния и алюминия в катиондефицитном анатазе TiO 2 . Нац. Матер. 16 , 1142–1148 (2017).
ОБЪЯВЛЕНИЕ пабмед Google ученый
Цзоу В. и др. Оксид висмута: универсальный электродный материал большой емкости для перезаряжаемых металлоионных аккумуляторов на водной основе. Энергетика Окружающая среда. науч. 9 , 2881–2891 (2016).
Google ученый
Кумар, С. и др. Исследование FeVO4 в качестве материала катода для водной алюминий-ионной батареи. J. Источники питания 426 , 151–161 (2019).
ОБЪЯВЛЕНИЕ Google ученый
Хе, С. и др. Высокоэнергетическая водная алюминиево-марганцевая батарея.
Доп. Функц. Матер. 29 , 18 (2019). Google ученый
Li, Z., Xiang, K., Xing, W., Carter, WC & Chiang, YM. Обратимая интеркаляция ионов алюминия в аналогах берлинской лазури и демонстрация мощного асимметричного конденсатора с ионами алюминия. Доп. Энергия Матер. 5 , 1401410 (2015).
Google ученый
Лю, С., Пан, Г.Л., Ли, Г.Р. и Гао, X.П. Наночастицы гексацианоферрата меди в качестве катодного материала для водных алюминий-ионных батарей. Дж. Матер. хим. А 3 , 959–962 (2015).
Google ученый
Амброз, Ф., Макдональд, Т.Дж. и Нанн, Т. Тенденции в интеркаляционных батареях на основе алюминия. Доп. Энергия Матер. 7 , 1602093 (2017).
Google ученый
Мазуркевич Б. и Пиотровски А. Электрохимическое поведение интерметаллического соединения Al2Cu. Корр. науч. 23 , 697–707 (1983).
Google ученый
Бирбилис, Н. и Бучхейт, Р. Г. Электрохимические характеристики интерметаллических фаз в алюминиевом сплаве. Дж. Электрохим. соц. 152 , B140–B151 (2005 г.).
Google ученый
Хелигман, Б. Т., Кредер, К. Дж. III и Мантирам, А. Аноды из встречно-штыревого эвтектического сплава Zn-Sn с большой объемной емкостью для литий-ионных аккумуляторов.
Джоуль 3 , 1051–1063 (2019).Google ученый
Wang, S.B. et al. Ламельно-наноструктурированные эвтектические цинк-алюминиевые сплавы в качестве обратимых и бездендрито- вых анодов для водных аккумуляторных батарей. Нац. коммун. 11 , 1634 (2020).
ОБЪЯВЛЕНИЕ пабмед ПабМед Центральный Google ученый
Кан, Р. В. и Хаасен, П. Физическая металлургия (Нидерланды, 1996).
Джексон, К. А. и Хант, Дж. Д. Рост пластинчатой и стержневой эвтектики. Металл. соц. AIME 236 , 1129–1141 (1966).
Google ученый
Scully, J. R., Knight, T. O., Buchheit, R. G. & Peebles, D. D. Электрохимические характеристики Al 2 Cu, Al 3 Ta и Al 3 Интерметаллические фазы Zr и их связь с локальной коррозией Al сплавы.
Корр. науч. 35 , 185–195 (1993).Google ученый
Коликс А., Бесинг А. С., Барадлай П., Хааш Р. и Вицковски А. Влияние рН на толщину и содержание ионов в оксидной пленке алюминия в среде NaCl. Дж. Электрохим. соц. 148 , B251–B259 (2001 г.).
Google ученый
Scheitenberger, P., Brimaud, S. & Linden, M. XRD/Raman спектроскопия исследования механизма (де)-интеркаляции Na + из/в высококристаллический бернессит. Матер. Доп. 2 , 3940–3953 (2021).
Google ученый
Julien, C. et al. Спектры комбинационного рассеяния бернесситовых диоксидов марганца. Твердотельный ион. 159 , 345–356 (2003).
Google ученый
Zhai, X. Z. et al. Слоистый бирнеситовый катод с механизмом смещения/интеркаляции для высокоэффективных водных цинк-ионных аккумуляторов. Нано-Микро Летт. 12 , 56 (2020).
ОБЪЯВЛЕНИЕ Google ученый
Ян З. и др. Исследование выделения и поглощения воды в α-MnO 2 · x H 2 O. Chem. Матер. 29 , 1507–1517 (2017).
Google ученый
Smith, D.W. Ионные гидратационные энтралии. J. Chem. Образовательный 54 , 540–542 (1977).
Google ученый
Гогоци Ю. и Саймон П. Истинные показатели производительности электрохимического накопителя энергии. Наука 334 , 917–918 (2011).
ОБЪЯВЛЕНИЕ пабмед Google ученый
Юань, Д., Чжао, Дж., Маналастас, В. мл., Кумар, С. и Сринивасан, М. Новые перезаряжаемые водные ионно-алюминиевые батареи: состояние, проблемы и перспективы. Нано Матер. науч. 2 , 248–263 (2020).
Google ученый
Leisegang, T. et al. Алюминий-ионный аккумулятор: устойчивая и оригинальная концепция? Перед. хим. 7 , 268 (2019).
ОБЪЯВЛЕНИЕ пабмед ПабМед Центральный Google ученый
Донг, Т., Нг, К.Л., Ван, Ю., Возный, О. и Азими, Г. Межфазная технология твердого электролита для водных алюминиево-металлических батарей: критическая оценка. Доп. Энергия Матер. 11 , 2100077 (2021).
Google ученый
Баддур-Хаджан, Р. и Перейра-Рамос, Дж. Микроспектрометрия комбинационного рассеяния света применительно к изучению электродных материалов для литиевых батарей. Хим. 110 , 1278–1319 (2010).
ПабМед Google ученый
Taberna, P.L., Mitra, S., Poizot, P., Simon, P. & Tarascon, J.M. Высокая производительность Fe 3 O 4 Электроды с наноархитектурой на основе меди для литий-ионных аккумуляторов . Нац. Матер. 5 , 567–573 (2006).
ОБЪЯВЛЕНИЕ пабмед Google ученый
Скачать ссылки
Анодные материалы из алюминиево-медного сплава для высокоэнергетических алюминиевых аккумуляторов на водной основе
. 2022 31 января; 13 (1): 576.
doi: 10.1038/s41467-022-28238-3.
Цин Ран # 1 , Ханг Ши # 1 , Хуань Мэн # 1 , Шу-Пей Цзэн 1 , Ву-Бин Ван 1 , Вэй Чжан 1 , Цзы Вэнь 1 , Син-Ю Лан 2 3 , Цин Цзян 4
Принадлежности
- 1 Ключевая лаборатория автомобильных материалов (Университет Цзилинь), Министерство образования, Школа материаловедения и инженерии, Центр электронной микроскопии, Университет Цзилинь, Чанчунь, 130022, Китай.
- 2 Ключевая лаборатория автомобильных материалов (Университет Цзилинь), Министерство образования, Школа материаловедения и инженерии, Центр электронной микроскопии, Университет Цзилинь, Чанчунь, 130022, Китай. [email protected].
- 3 Государственная ключевая лаборатория автомобильного моделирования и управления, Цзилиньский университет, Чанчунь, 130022, Китай. [email protected].
- 4 Ключевая лаборатория автомобильных материалов (Университет Цзилинь), Министерство образования, Школа материаловедения и инженерии, Центр электронной микроскопии, Университет Цзилинь, Чанчунь, 130022, Китай. [email protected].
# Внесли поровну.
- PMID: 35102182
- PMCID: PMC8803968
- DOI:
10. 1038/с41467-022-28238-3
Бесплатная статья ЧВК
Цин Ран и др. Нац коммун. .
Бесплатная статья ЧВК
. 2022 31 января; 13 (1): 576.
doi: 10.1038/s41467-022-28238-3.
Авторы
Цин Ран # 1 , Ханг Ши # 1 , Хуань Мэн # 1 г., Шу-Пей Цзэн г. 1 , Ву-Бин Ван 1 , Вэй Чжан 1 , Цзы Вэнь 1 , Син-Ю Лан 2 3 , Цин Цзян 4
Принадлежности
- 1 Ключевая лаборатория автомобильных материалов (Университет Цзилинь), Министерство образования, Школа материаловедения и инженерии, Центр электронной микроскопии, Университет Цзилинь, Чанчунь, 130022, Китай.
- 2 Ключевая лаборатория автомобильных материалов (Университет Цзилинь), Министерство образования, Школа материаловедения и инженерии, Центр электронной микроскопии, Университет Цзилинь, Чанчунь, 130022, Китай. [email protected].
- 3 Государственная ключевая лаборатория автомобильного моделирования и управления, Цзилиньский университет, Чанчунь, 130022, Китай. [email protected].
- 4 Ключевая лаборатория автомобильных материалов (Университет Цзилинь), Министерство образования, Школа материаловедения и инженерии и Центр электронной микроскопии, Университет Цзилинь, Чанчунь, 130022, Китай. [email protected].
# Внесли поровну.
- PMID: 35102182
- PMCID: PMC8803968
- DOI:
10. 1038/с41467-022-28238-3
Абстрактный
Алюминиевые батареи на водной основе являются многообещающими технологиями после литиевых батарей для крупномасштабных приложений по хранению энергии из-за обилия сырья, низкой стоимости, безопасности и высокой теоретической емкости. Однако их развитие сдерживается неудовлетворительным электрохимическим поведением металлического алюминиевого электрода из-за наличия оксидного слоя и водородной побочной реакции. Чтобы обойти эти проблемы, мы сообщаем о пластинчатых гетероструктурах из алюминиево-медного сплава в качестве анодных активных материалов. Эти сплавы улучшают электрохимическую обратимость ионов алюминия (например, обеспечивают осаждение алюминия без дендритов во время циклов зачистки/покрытия) за счет использования периодических гальванических соединений чередующихся анодного α-алюминия и катодного интерметаллида Al 2 Медные нанометрические ламели. В конфигурации с симметричной ячейкой с низкой концентрацией кислорода (т.е. 0,13 мг л -1 ) в водном растворе электролита ламеллярно-наноструктурированный эвтектический электрод из сплава Al 82 Cu 18 позволяет зачищать/осаждать Al в течение 2000 ч при перенапряжении. ниже ±53 мВ. При испытании анода Al 82 Cu 18 в сочетании с катодным материалом Al x MnO 2 полная ячейка на водной основе обеспечивает удельную энергию ~670 Втч кг -1 при 100 мА g -1 и начальной разрядной емкости ~400 мАч g -1 при 500 мА g -1 с сохранением емкости 83% после 400 циклов.
© 2022. Автор(ы).
Заявление о конфликте интересов
Авторы заявляют об отсутствии конкурирующих интересов.
Цифры
Рис. 1. Достоинства металлического алюминиевого анода…
Рис. 1. Достоинства металлического алюминиевого анода и характеристики микроструктуры эвтектических сплавов Al-Cu.
и…
Рис. 1. Достоинства металлического алюминиевого анода и характеристики микроструктуры эвтектических сплавов Al-Cu. a Сравнение электрохимических свойств, стоимости и распространенности Al, Zn, K, Na и Li. b Схема, иллюстрирующая процедуру получения ламельно-наноструктурированного E-Al 82 Cu 18 Сплав, состоящий из чередующихся ламелей α-Al (серый) и интерметаллида Al 2 Cu (темно-желтый). c Фотография листов сплава E-Al 82 Cu 18 размерами ~13 см × ~1,5 см × ~400 мкм. Масштабная линейка, 1 см. d Рентгенограммы E-Al 82 Cu 18 (розовая линия), интерметаллического Al 2 Cu (синяя линия) и монометаллического Al (зеленая линия) электродной фольги. Образцы линий показывают справочные карты 04–0787 и 25–0012 для гранецентрированного кубического Al (желтые линии) и объемно-центрированного тетрагонального Al 9.1639 2 Cu (синие линии) по JCPDS соответственно. e Репрезентативная оптическая микрофотография пластинчато-наноструктурированного сплава E-Al 82 Cu 18 с межпластинчатым расстоянием ~420 нм. Масштабная линейка, 5 мкм. f СЭМ-изображение E-Al 82 Cu 18 в обратно рассеянных электронах с различными контрастами, соответствующими ламелям α-Al и интерметаллида Al 2 Cu, а также соответствующее картирование элементов Cu (зеленым) и Ал (в красном). Масштабная линейка, 1 мкм. г HRTEM-изображение E-Al 82 Cu 18 в межфазной области Al 2 Cu/Al. Масштабная линейка, 2 нм. h , i БПФ-картины выбранных красных и розовых ящиков в интерметаллической фазе Al 2 Cu ( h ) и металлическом Al ( i ). j HRTEM-изображение Al/Al 2 O 3 межфазной области. Масштабная линейка, 2 нм. k БПФ-картины выбранной области в аморфном Al 2 O 3 слой в j .
Рис. 2. Зависимость характеристик алюминиевого покрытия/зачистки…
Рис. 2. Зависимость характеристик алюминиевого покрытия/зачистки эвтектических сплавов Al-Cu от концентрации кислорода.
и…
Рис. 2. Зависимость характеристик алюминиевого покрытия/зачистки эвтектических сплавов Al-Cu от концентрации кислорода. a , b Al Профили напряжения зачистки/покрытия электродов E-Al 82 Cu 18 (розовая линия), Al 2 Cu (синяя линия) и электродов из чистого алюминия (зеленая линия) в их симметричные ячейки в собранном виде в 2 M водном электролите Al(OTF) 3 с C O2 = 13,6 ( a ) и 0,13 мг L −1 8 ( 3), которые являются чистыми 2 и N 2 за 2 ч соответственно. Рис. 3. Электрохимические характеристики сплава на основе алюминия… Рис. 3. Электрохимические характеристики симметричных ячеек на основе Al. a Типовой профиль напряжения зачистки/покрытия (розовый… a Типичный профиль напряжения зачистки/покрытия (розовая линия) E-Al 82 Cu 18 симметричные ячейки в 2 M Al(OTF) 3 водный электролит с C м 1 г −1 . Плотность тока: 1 мА см -2 . Вставки: репрезентативные изображения СЭМ и соответствующие картирования элементов Al (красный) и Cu (зеленый) SEM-EDS для электрода E-Al 82 Cu 18 после удаления алюминия (слева) и последующего нанесения алюминия ( Правильно). Масштабные линейки, 1 мкм. b Сравнение скоростей для симметричных ячеек E-Al 82 Cu 18 (розовая линия), Al 2 Cu (синяя линия) и Al (зеленая линия) электродов в 2 M Al (OTF) 3 водный электролит с C O2 = 0,13 мг л −1 при различных плотностях тока 0,5, 1,0, 1,5, 2,5 мА см −3 Вставка: увеличенные профили напряжение-время, сравнивающие поведение E-Al 82 Cu 18 (розовая линия) и Al 9 при зачистке/покрытии1639 2 Медные (синяя линия) электроды при различной плотности тока. Плотность тока: 0,5 мА см −2 . c , d Спектры EIS собранных E-Al 82 Cu 18 , Al 2 Cu и чистого Al симметричных ячеек в 2 M Al(OTF) 3 26 водном электролите с C 26 O2 = 13,6 ( c ) и 0,13 мг л −1 ( d ). Символы представляют собой необработанные данные симметричных ячеек E-Al 82 Cu 18 (розовые сферы), Al 2 Cu (синие ромбы) и чистого Al (зеленые квадраты), а линии представляют подходящие данные E -Эл 82 Cu 18 (розовая линия) и Al 2 Cu (синяя линия). c Долговременная циклическая стабильность алюминиевых зачисток/покрытий для симметричных ячеек на основе электродов E-Al 82 Cu 18 (розовая линия), Al 2 Cu (синяя линия) и Al (зеленая линия) при 0,5 мА см −2 в 2 M Al(OTF) 3 водный электролит с C O2 = 0,13 мг л −1 . Вставка: эволюция напряжения для Al (слева), Al 2 Cu (в центре) и E-Al 82 Cu 18 (справа). д – е Спектры ЭИС E-Al 82 Cu 18 ( d ), Al 2 Cu ( e ) и Al ( f 9 симметричные до и после симметричных ячеек измерения циклов зачистки/покрытия в течение 240 ч, 240 ч и 24 ч соответственно в 2 M водном электролите Al(OTF) 3 с C O2 = 0,13 мг л −1
Рис. 4. Электрохимические характеристики водного…
Рис. 4. Электрохимические характеристики полных ячеек с ионами алюминия на водной основе.
a Репрезентативные кривые CV для…
Рис. 4. Электрохимические характеристики полных ячеек с ионами Al на водной основе. a Репрезентативные CV-кривые для полного E-Al 82 Cu 18 | |Al x MnO 2 (розовая линия) и Al | |Al x MnO 2 (зеленая линия) Al-ионные элементы в 2 M Al(OTF) 3 водный электролит с C O2 = 0,13 мг л −1 . Скорость сканирования: 0,1 мВ с −1 . b Типичные профили напряжения E-Al 82 Cu 18 | |Al x MnO 2 (розовая линия) и Al | |Al x MnO 2 (зеленая линия) клеток при удельном токе 0,1 A g −1 . c Сравнение производительности и кулоновской эффективности для E-Al 82 Cu 18 | |Ал x MnO 2 (розовые сферы) и Al | |Al x MnO 2 ячеек (зеленые квадраты), которые выполняются при различных удельных токах от 0,1 до 5 A g −1 . d Спектры EIS E-Al 82 Cu 18 | |Al x MnO 2 и Al | |Al x MnO 2 полные ячейки. Символы розовой сферы и зеленого квадрата представляют собой необработанные данные E-Al 82 Cu 9.1639 18 | |Al x MnO 2 и Al | |Al x MnO 2 заполнены ячейками, а светло-розовые и темно-зеленые линии представляют соответствующие данные соответственно. e Сохранение емкости и кулоновская эффективность E-Al 82 Cu 18 | |Al x MnO 2 (розовые сферы) и Al | |Al x MnO 2 ячеек (зеленые квадраты) при длительном циклическом измерении заряда/разряда при 0,5 A g −1 .
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Стабильная и высокоэнергетическая батарея на основе алюминия на водной основе.
Тао Р., Гао С., Се Э., Ван Б., Лу Б. Тао Р и др. хим. наук. 2022 28 июля; 13 (34): 10066-10073. дои: 10.1039/d2sc03455g. Электронная коллекция 2022 31 августа. хим. наук. 2022. PMID: 36128225 Бесплатная статья ЧВК.
Проектирование стабильной высокоэнергетической алюминий-ионной батареи на водной основе.
Yan C, Lv C, Wang L, Cui W, Zhang L, Dinh KN, Tan H, Wu C, Wu T, Ren Y, Chen J, Liu Z, Srinivasan M, Rui X, Yan Q, Yu G. Ян С и др. J Am Chem Soc. 2020 9 сентября; 142(36):15295-15304. дои: 10.1021/jacs.0c05054. Epub 2020 25 августа.
J Am Chem Soc. 2020.
PMID: 32786747Ламельно-наноструктурированные эвтектические цинк-алюминиевые сплавы в качестве обратимых и бездендрито- вых анодов для водных аккумуляторных батарей.
Ван С.Б., Ран К., Яо Р.К., Ши Х., Вэнь З., Чжао М., Лан XY, Цзян К. Ван С.Б. и др. Нац коммун. 2020 2 апреля; 11 (1): 1634. doi: 10.1038/s41467-020-15478-4. Нац коммун. 2020. PMID: 32242024 Бесплатная статья ЧВК.
Электрохимически активированный оксид марганца шпинели для перезаряжаемой водной алюминиевой батареи.
Ву С, Гу С, Чжан Ц, Бай Ю, Ли М, Юань Ю, Ван Х, Лю Х, Юань Ю, Чжу Н, Ву Ф, Ли Х, Гу Л, Лу Дж. Ву С и др. Нац коммун. 2019 8 января; 10 (1): 73. doi: 10.1038/s41467-018-07980-7. Нац коммун.
2019.
PMID: 30622264
Бесплатная статья ЧВК.Трехмерный бездендритный цинковый анод на медной сетке с цинк-ориентированной добавкой полиакриламидного электролита.
Zhang Q, Luan J, Fu L, Wu S, Tang Y, Ji X, Wang H. Чжан Кью и др. Angew Chem Int Ed Engl. 201928 октября; 58 (44): 15841-15847. doi: 10.1002/anie.201
Посмотреть все похожие статьи
Цитируется
Стабильная и высокоэнергетическая батарея на основе алюминия на водной основе.
Тао Р., Гао С., Се Э., Ван Б., Лу Б. Тао Р и др. хим. наук. 2022 28 июля; 13 (34): 10066-10073. дои: 10.1039/d2sc03455g.
Электронная коллекция 2022 31 августа.
хим. наук. 2022.
PMID: 36128225
Бесплатная статья ЧВК.Нанопористый цинк с поверхностным легированием в качестве обратимых и стабильных анодов для высокоэффективной водно-цинковой батареи.
Мэн Х., Ран Кью, Дай Т.И., Ши Х., Цзэн С.П., Чжу Ю.Ф., Вэнь З., Чжан В., Лан Сюй, Чжэн В.Т., Цзян К. Мэн Х и др. Наномикро Летт. 2022 14 июня; 14 (1): 128. дои: 10.1007/s40820-022-00867-9. Наномикро Летт. 2022. PMID: 35699828 Бесплатная статья ЧВК.
использованная литература
- Данн Б., Камат Х., Тараскон Дж. М. Аккумулирование электроэнергии для сети: батарея выбора. Наука. 2011; 334:928–935. — пабмед
- Тянь Ю и др. Перспективы и вызовы нового поколения «вне литий-ионных» аккумуляторов для электромобилей и обезуглероживания сети. хим. 2021; 121:1623–1669.
—
пабмед
- Тянь Ю и др.
- Schmuch R, Wagner R, Hörpel G, Placke T, Winter M. Характеристики и стоимость материалов для автомобильных аккумуляторов на основе лития. Нац. Энергия. 2018;3:267–278.
- Ларчер Д., Тараскон Дж. М. На пути к более экологичным и устойчивым батареям для хранения электроэнергии. Нац. хим. 2015;7:19–29. — пабмед
- Чой Дж.
- Чой Дж.