Юным пензенцам рассказали, из какого дерева делают спички и музыкальные инструменты
Просветительская экологическая акция прошла в селе Кургановка Каменского района. Более 100 лет назад, путешествуя по этим местам, будучи еще студентом, ученый Иван Спрыгин открыл уникальный целинный участок земли. В дальнейшем он получил название Попереченская степь, с которого и начинается история пензенского заповедника.
Средняя школа в селе Кургановка, находящаяся всего в 10 км от старейшей заповедной зоны, стала очередной площадкой совместного мероприятия пензенского заповедника «Приволжская лесостепь» и областной библиотеки имени Лермонтова.
Школьники подготовились к встрече с гостями и для начала пригласили всех на выставку своих творческих работ, а также провели викторину на знание природоведения. Сотрудники пензенского заповедника рассказали ребятам не только о непростой истории развития заповедников в регионе, но и о том, как не допустить загрязнения окружающей среды.
Ребята узнали, из какого дерева делают спички и музыкальные инструменты, какую древесину применяли при строительстве Санкт-Петербурга. Особый интерес вызвали интерактивные игры — школьники поиграли в следопытов, а также смогли проявить себя как опытные орнитологи — по перьям определяли вид птиц. Узнали, какие растения есть на территории заповедной зоны Пензенской области.
Особый интерес вызвали интерактивные игры — школьники поиграли в следопытов, а также смогли проявить себя как опытные орнитологи — по перьям определяли вид птиц. Узнали, какие растения есть на территории заповедной зоны Пензенской области.
Библиомобиль, для многих школьников стал маленьким открытием, передвижную библиотеку ребята из села Кургановка видели впервые. Книжная выставка из фондов областной библиотеки, постеры работ пензенских художников, а по телевизору показывали мультфильмы. О том, что такое экология, маленьким зрителям рассказали Фиксики.
Никто из участников экологической акции не остался без подарков. Каждый смог на память взять понравившуюся книгу. А самой большой наградой для организаторов стало хорошее настроение школьников и их новые знания.
«Мне понравилось, когда нам показывали перья птиц и следы. Я узнал много растений, новые открытия для себя сделал. А в библиомобиле мне больше всего понравилось то, что нам показывали, как правильно беречь природу, как не надо вредить ей и как правильно выбирать те места, где можно купаться и как не устраивать пожары», — отметили Данила Глушков и Никита Юдин.
Библиомобиль по заповедным местам ездит уже с 2017 года. Организаторы успели посетить школы Пензенского и Колышлейского районов, и каждая новая встреча не походит на предыдущую.
«Наши дети обычно говорят, что у нас водятся тигры, львы, и когда мы показываем безногую ящерицу — веретеницу, они кричат, что это анаконда. Дети остаются детьми, они всегда непосредственны, с ними так интересно работать, получаешь от них бурю эмоций», — подчеркнула директор по экологическому просвещению заповедника «Приволжская лесостепь» Оксана Якушева.
Акция будет продолжаться все лето. Специалисты пензенского заповедника и областной библиотеки планируют поездки в загородные лагеря.
Если вы нашли ошибку, выделите ее и нажмите Shift + Enter или нажмите здесь.
Акция
Индия-спичечная промышленность
Индийская спичечная промышленность.
Домашний сектор
Как же развивалась спичечная промышленность в южных районах Индии в последнее столетие? В Индии у спичечной промышленности имеется одна характерная особенность: правительство традиционно поощряет именно «домашний» сектор производства. Промышленное производство спичек в Индии относится к началу прошлого века. Приблизительно в 1910 году иммигрантские семьи из Японии, основавшиеся в Калькутте, стали изготавливать спички вручную. Их инициативу подхватили местные жители открыли множество маленьких домашних «фабрик», которые появились вокруг этого крупного города. Однако их «мощности» были не в состоянии обеспечить потребности населения в спичках. Индия начала ввозить спички из Швеции и Японии.
Промышленное производство спичек в Индии относится к началу прошлого века. Приблизительно в 1910 году иммигрантские семьи из Японии, основавшиеся в Калькутте, стали изготавливать спички вручную. Их инициативу подхватили местные жители открыли множество маленьких домашних «фабрик», которые появились вокруг этого крупного города. Однако их «мощности» были не в состоянии обеспечить потребности населения в спичках. Индия начала ввозить спички из Швеции и Японии.
Но в конце Первой мировой войны шведские спички перестали поступать на индийский рынок. Выручали местные предприниматели, наладившие производство спичек по японскому образцу. Из-за невозможности конкурировать с экспортными производителями ручное производство переместилось в южные районы.
К VIC – («Деревенская комиссия отраслей промышленности») – это корпорация, принадлежащая правительству. Она начала свою работу в 1977 году,
предоставляя возможность работать новым «мелкомасшабным» предприятиям в сельских районах.
К другому сектору (третьему) производителей спичек официально относятся те предприятия, которые выпускает в год меньше 75 тысяч коробков. Их количество более 12000. 60% из них находятся на юге Индии. Правительство поддерживает их специальными тарифами, сниженным акциозным сбором, освобождением от налогов.
Их количество более 12000. 60% из них находятся на юге Индии. Правительство поддерживает их специальными тарифами, сниженным акциозным сбором, освобождением от налогов.
Цитадель третьего (ручного, немеханизированного) сектора находится в городах Ramanathapuram и Tirunelveli в штате Тамилнад на юге Индии.
Больше всего таких производств в чрезвычайно бедном штате Тамилнад. Сочетание сухого климата, дешевой рабочей силы, и доступной сырьевой базы в штате Керала создали там идеальные условия для ручного производства. Отдельная тема в этом материале – обработка и вспомогательные отрасли спичечной промышленности. Она любопытна своей неординарностью и заметно отличается от европейской. В соседнем штате Керала находится важное вспомогательное производства. Выращенная здесь древесина поставляет материал почти для 90% общего количества сырья для использования спичек в домашних условиях в этих двух южных городах. Эти районы находятся в очень сухой, неорошаемой области, где сельское население всегда было чрезвычайно бедно.
На первый взгляд, безопасные спички, изготовленные в стране , имеют вполне стандартный вид: они помещены в шпоновые или картонные коробки, в каждом по 50 обычных спичек. Коробки другого вида, «эксклюзивные», в каждой из которых по 10-20 спичек – это рекламная продукция, изготовленная по заказу. Основное сырье, используемое в производстве спичек – мягкий лес, химикаты для спичечных головок и намазки. За исключением серы, остальное сырье производится в Индии.
Исторически индийская промышленность всегда зависела от импортированной древесины, включая поставки осины из Швеции, Канады, Америки и России; хлопковой древесины из Канады; бальзамического индийского тополя из Маньчжурии и липы из Японии. Правительство поощряло местных производителей леса, ограничивая ввоз. Было найдено много пород древесины, пригодной для изготовления спичек для изготовления в самой Индии. Это трехгранный индийский тополь, индийская осина. В целом 29 разновидностей были определены как подходящие для этой цели. Коммерчески доступен в промышленных масштабах только трехгранный индийский тополь, но и его запасы исчерпываются. В Индии существуют плантации, где выращивается этот вид, но срок 40-50 лет (только за это время деревья могут быть использованы для производства древесины нужного качества и изготовления из нее спичечного шпона). Существует и проблема доставки. Поэтому «домашние» производители часто используют другие породы, более низкого качества. Это, например, древесина каучукового дерева и, по крайней мере, еще 14 пород деревьев, которые в штате Керала теперь используется для производства спичечных коробок. Лес здесь растят по давней традиция фермерским способом – в домашних садах и вокруг чайных плантаций. Фермерское лесоводство курируется Государственным отделом леса.
Коммерчески доступен в промышленных масштабах только трехгранный индийский тополь, но и его запасы исчерпываются. В Индии существуют плантации, где выращивается этот вид, но срок 40-50 лет (только за это время деревья могут быть использованы для производства древесины нужного качества и изготовления из нее спичечного шпона). Существует и проблема доставки. Поэтому «домашние» производители часто используют другие породы, более низкого качества. Это, например, древесина каучукового дерева и, по крайней мере, еще 14 пород деревьев, которые в штате Керала теперь используется для производства спичечных коробок. Лес здесь растят по давней традиция фермерским способом – в домашних садах и вокруг чайных плантаций. Фермерское лесоводство курируется Государственным отделом леса.
Промышленный сектор
Производство фанеры (спичечного шпона) и спичек является относительно несложным, но очень трудоемким процессом. Зарегистрированные правительством организации имеют право на получение выращенной фермерами древесины для обработки. Изготовленные спичечную соломку и шпон сушат в течение 8-10 часов на открытых цементных платформах. Изготовление, сушка, упаковка, хранение – все делается вручную. Работы ведутся с сентября по апреля, приблизительно около 200 дней – здесь это «сухой» сезон. В период ж муссонных дождей, с мая по сентябрь, производство приостанавливается. За последние 25 лет поставки древесины резко уменьшились, а спрос на нее продолжает расти. Поэтому и цены на некоторые материалы (типа воска) повысились до крайней степени.
Зарегистрированные правительством организации имеют право на получение выращенной фермерами древесины для обработки. Изготовленные спичечную соломку и шпон сушат в течение 8-10 часов на открытых цементных платформах. Изготовление, сушка, упаковка, хранение – все делается вручную. Работы ведутся с сентября по апреля, приблизительно около 200 дней – здесь это «сухой» сезон. В период ж муссонных дождей, с мая по сентябрь, производство приостанавливается. За последние 25 лет поставки древесины резко уменьшились, а спрос на нее продолжает расти. Поэтому и цены на некоторые материалы (типа воска) повысились до крайней степени.
Сегодня выращивание тополя поддерживается национализированными банками и, как ожидается, в течение 10 лет по всей стране принесет пользу приблизительно 10000 фермерам из государственных и частных хозяйств. Отчасти благодаря массовому выращиванию тополя сельскохозяйственными организациями Пакистана, он и сам теперь может производить собственные спички.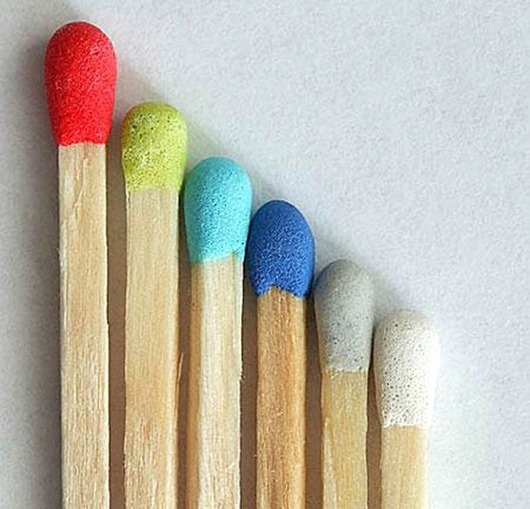 Здесь видят значительный потенциал агролесоводства. В северной Индии, где с давних пор выращивают тополь, особенно в Кашмире. Ареал распространения тополя достигает (и даже превышает) 28 градусов широты на севере Индии и особенно хорошо растет на почве с оптимальными для этой породы условиями, с ирригацией. В этом случае его возможно выращивать на компактных плантациях. Ближе к индийским Гималаям появляются еще несколько разновидностей тополей, включая «Populus euphratica”. Кроме того, немало декоративных и гибридных пород тополя были введены за последние 50 лет. Некоторые государственные правительственные социальные программы лесоводства уже включают в свои планы производство спичечной древесины в ограниченных масштабах (что сводится к включению и распределению рассады деревьев, пригодных для ее изготовления).
Здесь видят значительный потенциал агролесоводства. В северной Индии, где с давних пор выращивают тополь, особенно в Кашмире. Ареал распространения тополя достигает (и даже превышает) 28 градусов широты на севере Индии и особенно хорошо растет на почве с оптимальными для этой породы условиями, с ирригацией. В этом случае его возможно выращивать на компактных плантациях. Ближе к индийским Гималаям появляются еще несколько разновидностей тополей, включая «Populus euphratica”. Кроме того, немало декоративных и гибридных пород тополя были введены за последние 50 лет. Некоторые государственные правительственные социальные программы лесоводства уже включают в свои планы производство спичечной древесины в ограниченных масштабах (что сводится к включению и распределению рассады деревьев, пригодных для ее изготовления).
Первое производство серы в Индии появилось на юге страны в 1923 году, а первые безопасные спички, о которых известно сегодня, — только о 1932 году, хотя механизация спичечного производства стало буквально со дня основания компании «Wimco». Несмотря на то, что в стране ежегодно производится около 12000 тысяч тонн серы, этого химического сырья все еще не хватает.
Несмотря на то, что в стране ежегодно производится около 12000 тысяч тонн серы, этого химического сырья все еще не хватает.
Маркировка и упаковка. После того, как на каждый коробок наклеивается акцизная марка, коробки упаковываются по 12 штук в пачку, на которую, в свою очередь, наклеивается пакетную этикетка. Затем 12 дюжин пачек (гросс) укладывается в коробку, также имеющую свою этикетку (гросс). В заключение пять гроссов укладываются в одну большую коробку и отправляются на рынок.
Представляем ряд гроссов.
Размеры гроссов: 145 мм х 215 мм 110 мм х 188 мм 100 мм х 178 мм
Логотип фирмы «INFLAMMABLE SOLID» (ВОСПЛАМЕНЯЮЩЕЕ ТЕЛО) Размер гросса: 115 мм х 214 мм
188 мм х 108 мм 98 мм х 218 мм
Восковые спички. Одно из решений сырьевой проблемы – замена деревянных спичек на восковые (из скрученной вощеной бумаги). Лидерство и здесь принадлежит «Wimco». Однако такие спички вряд ли будут доступны большинству населения из-за высоких цен на воск и специальную бумагу.
Одно из решений сырьевой проблемы – замена деревянных спичек на восковые (из скрученной вощеной бумаги). Лидерство и здесь принадлежит «Wimco». Однако такие спички вряд ли будут доступны большинству населения из-за высоких цен на воск и специальную бумагу.
Стандарты. Индийским Учреждением стандартов (ISI) были приняты весьма строгие стандарты качества и безопасности.
По этой причине продукция предприятий компании «Wimco» и большинства «18 семейств спичечных королей» не имеет ISI-маркировки
(она должна ставится на спичечных коробках).
История спичек и филумении в Индии
Кришна Чандра Растоджи (Гаракхпур, Индия)
Появление спичек в Индии датируется 1857 годом, когда их, в деревянных ящичках, впервые привезли на английских кораблях. Эти спички были проданы на индийских рынках как сувениры. Вскоре они стали очень популярными, потому что людям надоело подвергать опасности свою жизнь и жилище, добывая огонь старыми способами, без использования спичек. Сразу же выявилась острая нехватка в стране этого полезного товара, поскольку спички доставлялись из Англии на кораблях, а каждый рейс длился месяцами.
Сразу же выявилась острая нехватка в стране этого полезного товара, поскольку спички доставлялись из Англии на кораблях, а каждый рейс длился месяцами.
В 1910 году несколько японских семейств, обосновавшихся в Калькутте, попытались было наладить производство спичек на простых машинах, но не смогли конкурировать с импортом и через короткое время прекратили это занятие.
Начало индийское спичечной промышленности было положено в 1922 году, когда значительно увеличился размер пошлины на импортируемые товары.
В 1923 году было основано индийско-шведское предприятие WIMCO («Western Indian Matches Manufacturing Company”, то есть «Западная индийская компания по производству спичек»), в течение нескольких следующих лет были построены пять спичечных фабрик – в Амбарнате, Калькуте, Дхубри, Мадрасе и Барели. Вскоре Мадрасская фабрика благодаря росту в секторе ручной работы резко вырвалась вперед: ее доля составила 70% национального производства спичек.
Вскоре Мадрасская фабрика благодаря росту в секторе ручной работы резко вырвалась вперед: ее доля составила 70% национального производства спичек.
Спичечные этикетки фабрик из города SIVAKASI
Точных данных о появлении первых индийских филуменистов нет, но можно уверенно сказать, что это было примерно в начале 1950-х годов. Этикетки собирали очень немногие энтузиасты. Никто из них не смог собрать больше 1500-1700 этикеток, и практически все оставили свое хобби.
WAX MATCHES (Восковые спички). Размеры кабинеток: 70 мм х 85 мм; 76 мм х 90 мм; 75 мм х 88 мм.
В 1990 году была издана Книга рекордов Индии. В нее был внесен лишь один филуменист, собрание которого составляло только 1700 этикеток. В то же время мое собрание насчитывало более чем 7500 этикеток, так что я подал заявку, и был зарегистрирован в следующем издании Книги рекордов Индии как коллекционер, имеющий в своем собрании самое большое в стране количество разных спичечных этикеток и коробок – 8483.
В то же время мое собрание насчитывало более чем 7500 этикеток, так что я подал заявку, и был зарегистрирован в следующем издании Книги рекордов Индии как коллекционер, имеющий в своем собрании самое большое в стране количество разных спичечных этикеток и коробок – 8483.
К 1995 году это число увеличилось до 21335, к 1996 – до 24172. Эти данные и появились в соответствующих изданиях Книги рекордов Индии.
В настоящее время в Индии доступны и популярны только каркоры и презентационные спички («люкс»). Спичечных этикеток и спичек-книжечек очень немного, поэтому особой популярностью среди коллекционеров они не пользуются. Индийские спичечные коробки очень красочны и хорошо иллюстрированы, так что прекрасно выглядят.
Я оформляю их на листах бумаги по различным темам. Был первым, кто организовал показы филуменистического материала в Индии.
Это – и краткие интервью, и довольно широкие телевизионные показы различных местных программ. Хотя спички – результат удовлетворения извечной человеческой потребности в добывании огня, однако выпуск их потихоньку снижается из-за конкуренции с зажигалками и широко развернувшейся во многих странах борьбы с курением.
Хотя спички – результат удовлетворения извечной человеческой потребности в добывании огня, однако выпуск их потихоньку снижается из-за конкуренции с зажигалками и широко развернувшейся во многих странах борьбы с курением.
Но все же филумения не умирает, скорее наоборот. Число собирателей неуклонно увеличивается, растет число коллекционеров – филуменистов и филуменистических клубов – особенно в Канаде, Англии, Германии, России, а теперь и в Индии, так как я в 1994 году организовал The India Top Match Cover Club (Индийский клуб спичечных этикеток). Члены нашего клуба собирают спичечные коробки, каркоры и этикетки, от самых миниатюрных до самых больших.
Как делаются спички? Из чего сделаны спички?
Введение спичек коренным образом меняет то, как мы используем огонь. С возможностью для каждого мгновенно создать огонь и сделать его портативным, современным
человеческая цивилизация изменилась во многом. Открытие спичек было долгим процессом, наполненным множеством различных конструкций, в которых использовались совершенно разные
химические ингредиенты и способы воспламенения. Однако после долгого периода инноваций одна конструкция спичек, наконец, стала победителем. «Безопасность
матч» был создан шведским химиком Густавом Эриком Пашем в первой половине 1800-х годов и популяризирован промышленником Джоном Эдвардом Лундстрёмом во второй половине 19 века.
часть 19век.
Открытие спичек было долгим процессом, наполненным множеством различных конструкций, в которых использовались совершенно разные
химические ингредиенты и способы воспламенения. Однако после долгого периода инноваций одна конструкция спичек, наконец, стала победителем. «Безопасность
матч» был создан шведским химиком Густавом Эриком Пашем в первой половине 1800-х годов и популяризирован промышленником Джоном Эдвардом Лундстрёмом во второй половине 19 века.
часть 19век.
«Безопасный матч» Густава Эрика Паша не зря назвали «безопасным». До появления на мировом рынке самым популярным типом спичек были
Спичка с белым фосфором Чарльза Саурии. Несмотря на то, что спички производились миллиардами каждый год, эта спичка имела несколько фатальных недостатков (белый фосфор был
токсичны, а спички имели склонность к самовозгоранию из-за легкого трения), что в конечном итоге вытеснило их из производства. Безопасные спички переведены в красный цвет
фосфор, который располагался не на спичке, а на специальных ударных поверхностях.
Вот процедура создания современных спичек.
Сырье:
- Прямослойная древесина, обычно белая сосна или осина.
- Фосфат аммония и парафин для обработки древесины.
- Трисульфид сурьмы и хлорат калия для спичечной головки.
- Порошковое стекло и другие инертные материалы для лучшего трения и скорости горения.
- Животный клей для связывания ингредиентов.
- Оксид цинка для окрашивания спичечной головки.
- Сера, канифоль, небольшое количество парафина и полуторный сульфид фосфора для основы спички.
- Водорастворимый краситель для окрашивания основы.
- Ударная поверхность содержит красный фосфор, порошковое стекло и клей (гуммиарабик или карбамидоформальдегид).
- Картон для спичечных коробков и спичечных коробков.
Производственный процесс состоит из нескольких отдельных этапов:
1. Подготовка древесины. Древесину нарезают на мелкие спички, пропитывают антипиреном фосфатом аммония и оставляют сохнуть. Затем ударный конец палки
пропитанный горячим парафином, который обеспечит небольшое количество топлива для дерева, что позволит ему легче гореть.
Подготовка древесины. Древесину нарезают на мелкие спички, пропитывают антипиреном фосфатом аммония и оставляют сохнуть. Затем ударный конец палки
пропитанный горячим парафином, который обеспечит небольшое количество топлива для дерева, что позволит ему легче гореть.
2. После того, как спички передаются на конвейерную ленту, имеющую отверстия, в которые вставляются палочки, они передаются в емкости, которые содержат две смеси химических веществ. Один в качестве основы, а другой в качестве готового слоя спичечной головки. Затем конвейеры перемещают спички от баков, позволяя им высохнуть.
3. Упаковка и хранение.
Безопасные спички – RADIANCE GLOBAL
Спичка – это инструмент для разведения огня. Обычно спички делают из небольших деревянных палочек или плотной бумаги. Один конец покрыт материалом, который может воспламеняться от тепла трения, возникающего при зажигании спички о подходящую поверхность. Деревянные спички упакованы в спичечные коробки, а бумажные спички частично разрезаны на ряды и скреплены скобами в спичечные коробки. Конец спички с покрытием, известный как «головка» спички, состоит из шарика активных ингредиентов и связующего; часто окрашены для облегчения осмотра. Существует два основных типа спичек: безопасные спички, которыми можно чиркнуть только о специально подготовленную поверхность, и спички, которые можно зажигать где угодно, для которых можно использовать любую подходящую фрикционную поверхность.
Конец спички с покрытием, известный как «головка» спички, состоит из шарика активных ингредиентов и связующего; часто окрашены для облегчения осмотра. Существует два основных типа спичек: безопасные спички, которыми можно чиркнуть только о специально подготовленную поверхность, и спички, которые можно зажигать где угодно, для которых можно использовать любую подходящую фрикционную поверхность.
• Прямослойная древесина, обычно белая сосна или осина.
• Фосфат аммония и твердый парафин для обработки древесины.
• Трисульфид сурьмы и хлорат калия для спичечной головки.
• Стеклянный порошок и другие инертные материалы для улучшения трения и скорости горения.
• Клей для животных для связывания ингредиентов.
• Оксид цинка для окраски спичечной головки.
• Сера, канифоль, небольшое количество твердого парафина и полуторный сульфид фосфора для основы спички.
• Водорастворимый краситель для окрашивания основы.
• Ударная поверхность содержит красный фосфор, стеклянный порошок и клей (гуммиарабик или карбамидоформальдегид).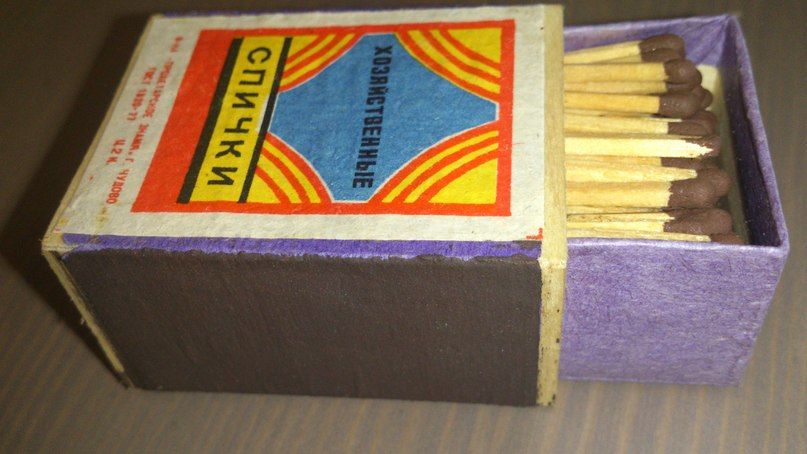
• Картон для спичечных коробков и спичечных коробков.
| Стандарты | Стандарты EN 1783:1997 или BIS или любые другие стандарты |
| Размер | 51x35x14 мм, 52x35x14 мм, 53x35x12 мм |
| GSM внешней коробки | 280 GSM, 290 GSM, 300 GSM, 320 GSM |
| GSM внутреннего ящика | 270 GSM |
| Шины | Русские шины, Популярные шины или Индийские шины Matti |
| Размер шины | 42x2x2 мм |
| Количество спичек в каждой коробке | 40 или 45 |
| Цвет спичечной головки | Коричневый, зеленый, красный или синий |
| 10-дюймовая упаковка | Бумага с печатью, или пленка БОПП, или целлофановая бумага |
| 100 дюймов Упаковка | Термоусадочная упаковка или полиэтиленовый пакет |
| 1000″ Упаковка | Контейнеры из гофрированного волокна в 3 или 5 слоях |
| Этикетка со штрих-кодом | 10-дюймовая упаковка или 100-дюймовая упаковка по назначению покупателя |
| Наполнение палочек | Онлайн-машины |
| Направление спичечных головок | Все появляются в одном направлении |
Разрезание спичек
• Бревна белой сосны или осины зажимаются в окорочном станке и медленно вращаются, в то время как вращающиеся лезвия срезают внешнюю кору дерева.
• Зачищенные бревна затем разрезают на короткие отрезки длиной около 1,6 фута (0,5 м). Каждый отрезок помещается в нож для очистки и вращается, в то время как острое плоское лезвие отделяет длинный тонкий лист дерева от внешней поверхности бревна. Этот лист имеет толщину около 0,1 дюйма (2,5 мм) и называется шпоном. Лезвие для очистки движется внутрь к сердцевине вращающегося бревна, пока не останется только небольшой круглый столбик. Этот столб выбрасывается и может быть использован в качестве топлива или превращен в древесную стружку для производства бумаги или ДСП.
• Листы шпона укладываются друг на друга и подаются в измельчитель. Измельчитель имеет множество острых лезвий, которые прорезают стопку и производят до 1000 спичек за один удар.
Обработка спичек
• Разрезанные спички сбрасываются в большой чан, наполненный разбавленным раствором фосфата аммония.
• После нескольких минут замачивания спички вынимают из чана и помещают в большой вращающийся барабан, похожий на сушилку для белья. Переворачивание внутри барабана сушит палочки, полирует и очищает их от осколков или кристаллизовавшихся химикатов.
Переворачивание внутри барабана сушит палочки, полирует и очищает их от осколков или кристаллизовавшихся химикатов.
• Затем высушенные палочки сбрасываются в бункер и выдуваются по металлическому воздуховоду в зону хранения. В некоторых операциях палочки вдуваются прямо в помещение для сватовства, а не отправляются на хранение.
Формование спичечных головок
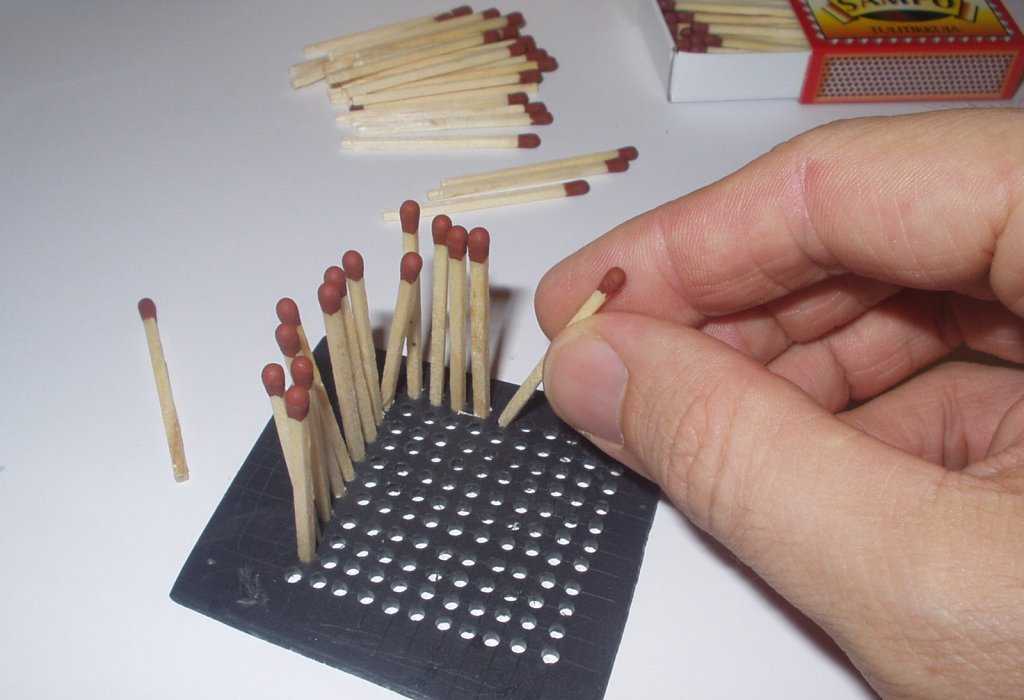
• Палочки выдуваются из зоны хранения на конвейерную ленту, по которой они вставляются в отверстия на длинной непрерывной перфорированной стальной ленте. Палочки сбрасываются в несколько V-образных загрузочных бункеров, которые выровнены с отверстиями в перфорированной ленте. Плунжеры проталкивают спички в отверстия по ширине медленно движущейся ленты. Типичный ремень может иметь от 50 до 100 отверстий по ширине. Любые палочки, которые не плотно входят в отверстия, падают в зону захвата под лентой и передаются обратно в загрузочные бункеры.
 После того, как они выйдут из воска, палочкам дают высохнуть.
После того, как они выйдут из воска, палочкам дают высохнуть. • Дальше по линии спички располагаются над лотком, заполненным жидким раствором химикатов для спичечных головок. Затем лоток на мгновение поднимают, чтобы погрузить концы палочек в раствор. Одновременно покрываются несколько тысяч палочек. Этот цикл повторяется, когда следующая партия палочек оказывается на месте. Если спички предназначены для зажигания в любом месте, палочки перемещаются в другой лоток, наполненный раствором химикатов для наконечников, и концы спичек погружаются в этот лоток, только на этот раз не так глубоко. Это придает спичкам, где бы они ни находились, характерный двухцветный вид.
• После покрытия головок спичек спички необходимо сушить очень медленно, иначе они не загорятся должным образом. Ремень петляет вверх и вниз несколько раз, пока спички сохнут в течение 50-60 минут.
• Картонные внутренние и внешние части спичечных коробков вырезаются, печатаются, сгибаются и склеиваются вместе в отдельной области. Если коробка должна содержать безопасные спички, химикаты для зажигательной ленты смешиваются с клеем и автоматически наносятся на внешнюю часть коробки.
Если коробка должна содержать безопасные спички, химикаты для зажигательной ленты смешиваются с клеем и автоматически наносятся на внешнюю часть коробки.
• Когда спички высыхают, лента перемещает их в зону упаковки, где многозубчатое колесо выталкивает готовые спички из отверстий в ленте. Спички попадают в бункеры, которые отмеряют нужное количество спичек для каждой коробки. Спички высыпаются из бункеров во внутренние части картонных спичечных коробков, которые движутся по конвейерной ленте, расположенной под бункерами. Десять и более ящиков могут быть заполнены одновременно.
• Внешние части спичечных коробков перемещаются по другой конвейерной ленте, идущей параллельно первой ленте. Оба конвейера на мгновение останавливаются, и заполненные внутренние части выталкиваются во внешние части. Этот цикл заполнения внутренних частей и выталкивания их во внешние части повторяется со скоростью примерно один раз в секунду.