Новейшие технологии металлообработки — ДСН
Несмотря на все успехи материаловедения, металл был и остаётся основой промышленности и строительства. Главной задачей технологов и конструкторов является разработка способов металлообработки, которые отличались бы наибольшей точностью, производительностью, и обеспечивали бы минимальный расход сырья.
- Общая классификация
- Токарно-фрезерная обработка
- Энергосберегающие методы пластического деформирования металлов
- Высокоэнергетические способы формоизменения
Общая классификация
Различают три основных направления:
- Формоизменение при помощи высокоточных методов пластического деформирования.
- Применение традиционных способов металлообработки, но отличающихся повышенной точностью и производительностью.
- Использование высокоэнергетических методов.
Выбор оптимального метода обработки определяется производственными требованиями и серийностью производства
 Например, переутяжелённые конструкции оборудования вызывают повышенный расход энергии, а сниженная точность изготовления отдельных деталей и узлов – низкую производительность техники. Некоторые технологии не могут обеспечить необходимые прочностные свойства и микроструктуру металла, что в итоге сказывается на долговечности и стойкости деталей, пусть даже и изготовленных с минимальными допусками. Новая технология обработки металла основана на использовании нетрадиционных источников энергии, которые обеспечивают его размерное плавление, испарение или формообразование.
Например, переутяжелённые конструкции оборудования вызывают повышенный расход энергии, а сниженная точность изготовления отдельных деталей и узлов – низкую производительность техники. Некоторые технологии не могут обеспечить необходимые прочностные свойства и микроструктуру металла, что в итоге сказывается на долговечности и стойкости деталей, пусть даже и изготовленных с минимальными допусками. Новая технология обработки металла основана на использовании нетрадиционных источников энергии, которые обеспечивают его размерное плавление, испарение или формообразование.Токарно-фрезерная обработка
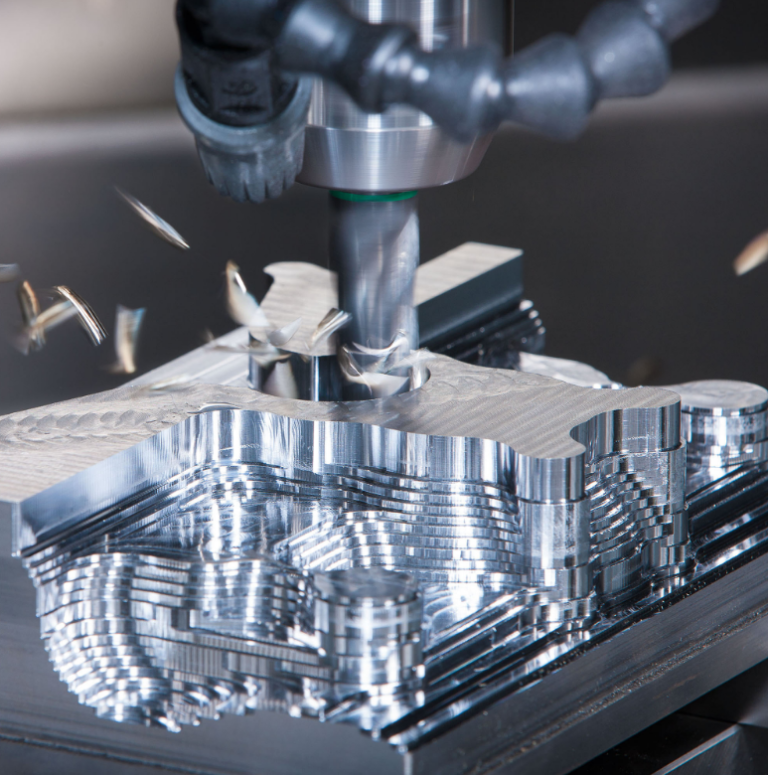
Мехобработка, связанная со снятием стружки, развивается в направлении изготовления особо высокоточных изделий преимущественно в мелкосерийном производстве. Поэтому традиционные станки уступают место оперативно переналаживаемым металлообрабатывающим комплексам с ЧПУ. Сравнительно невысокий коэффициент использования материала ( при мехобработке он редко когда превышает 70…80%) компенсируется минимальными допусками и высоким качеством финишной поверхности изделий.
Производители систем с числовым управлением делают основной упор на расширенные технологические возможности рассматриваемого оборудования, использовании современных высокостойких инструментальных сталей и исключении ручного труда оператора. Все подготовительно-заключительные операции на таких комплексах выполняет робототехника.
Энергосберегающие методы пластического деформирования металлов
Технология обработки металлов давлением, кроме повышенного коэффициента использования металла, обладает и другими существенными достоинствами:
- В результате пластического деформирования улучшается макро- и микроструктура изделия;
- Производительность оборудования для штамповки в разы превышает аналогичный показатель для металлорежущих станков;
- После обработки давлением повышается прочность металла, возрастает его стойкость от динамических и ударных нагрузок.
Прогрессивные процессы холодной и полугорячей штамповки – дорнование, точная резка, выдавливание, ультразвуковая обработка, штамповка в состоянии сверхпластичности, жидкая штамповка. Многие из них реализуются на автоматизированном оборудовании, оснащаемом компьютерными системами контроля и управления. Точность изготовления штампованных изделий во многих случаях не требует последующей их доводки – правки, шлифования и т.д.
Многие из них реализуются на автоматизированном оборудовании, оснащаемом компьютерными системами контроля и управления. Точность изготовления штампованных изделий во многих случаях не требует последующей их доводки – правки, шлифования и т.д.
Высокоэнергетические способы формоизменения
Высокоэнергетические технологии применяются в тех случаях, когда традиционными методами изменять форму и размеры металлической заготовки невозможно.
При этом используются четыре вида энергии:
- Гидравлическая — давления жидкости, либо отдельных элементов, приводимых ею в движение.
- Электрическая, при которой все процессы съёма материала выполняются с помощью разряда – дугового или искрового.
- Электромагнитная, реализующая процесс металлообработки при воздействии на заготовку электромагнитного поля.
- Электрофизическая, действующая на поверхность направленным лучом лазера.
Существуют и успешно развиваются также комбинированные способы воздействия на металл, при которых используются два и более источника энергии.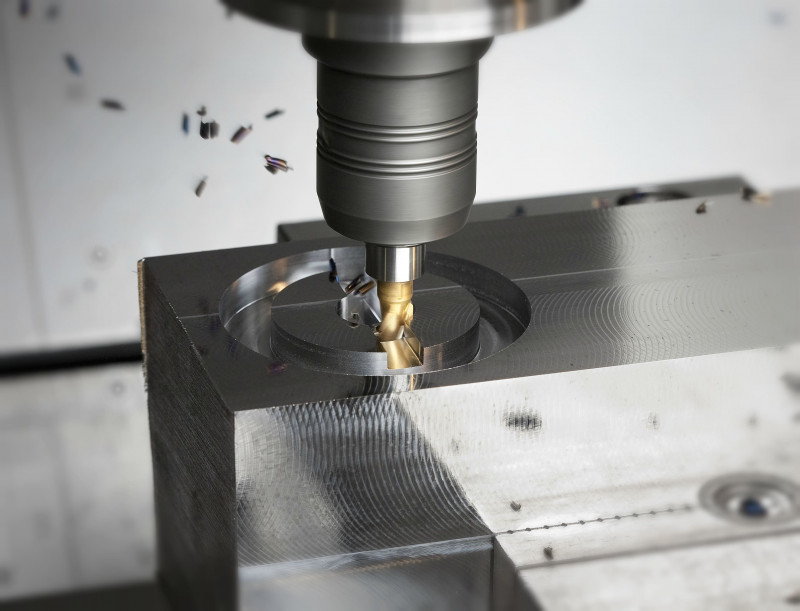
Гидроабразивная металлообработка основана на поверхностном воздействии жидкости высокого давления. Подобные установки применяются, в основном, с целью повышения качества поверхности, снятия микронеровностей, очистки поверхности от ржавчины, окалины и т.п. При этом струя жидкости может воздействовать на изделие как непосредственно, так и через абразивные компоненты, находящиеся в потоке. Абразивный материал, содержащийся в эмульсии, постоянно обновляется, чтобы обеспечить стабильность получаемых результатов.
Электроэрозионная обработка – процесс размерного разрушения (эрозии) поверхности металла при воздействии на него импульсного, искрового или дугового разряда. Высокая плотность объёмной тепловой мощности источника приводит к размерному плавлению микрочастиц металла с последующим выносом их из зоны обработки потоком диэлектрической рабочей среды (масла, эмульсии). Поскольку при металлообработке одновременно происходят процессы локального нагрева поверхности до весьма высоких температур, то в результате твёрдость детали в зоне обработки существенно увеличивается.
Магнитоимпульсная обработка заключается в том, что обрабатываемое изделие помещается в мощное электромагнитное поле, силовые линии которого воздействуют на заготовку, помещённую в диэлектрик. Таким способом производят формовку малопластичных сплавов (например, титана или бериллия), а также листовых заготовок из стали. Аналогичным образом на поверхность действуют и ультразвуковые волны, генерируемые магнитострикционными или пьезоэлектрическими преобразователями частоты. Высокочастотные колебания применяются также и для поверхностной термообработки металлов.
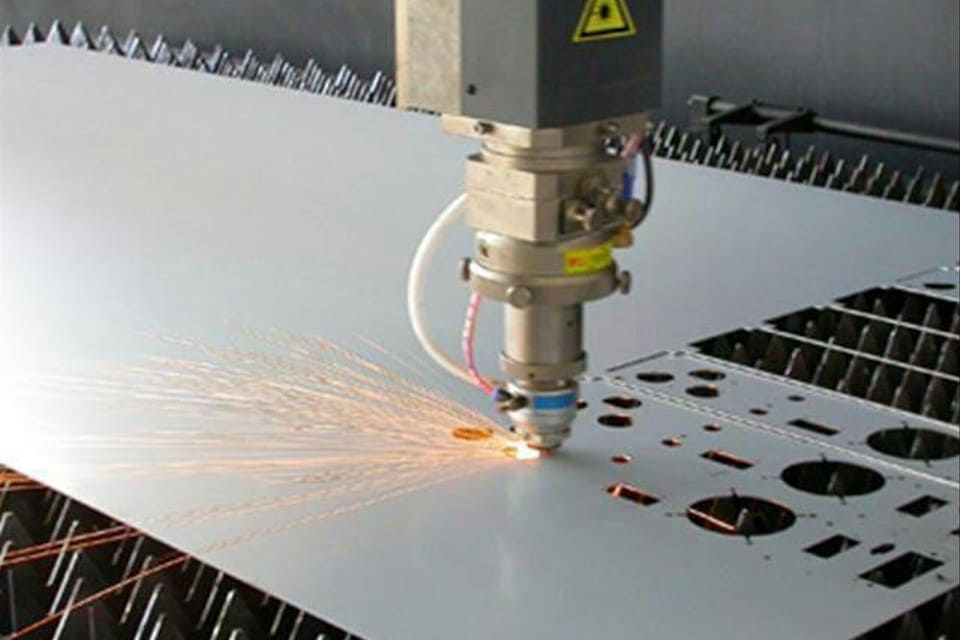
Наиболее концентрированным источником тепловой энергии является лазер. Лазерная обработка – единственный способ получения в заготовках сверхмалых отверстий повышенной размерной точности. Ввиду направленности теплового действия лазера на металл, последний в прилегающих зонах интенсивно упрочняется. Лазерный луч способен производить размерную прошивку таких тугоплавких химических элементов, как вольфрам или молибден.
Электрохимическая обработка – пример комбинированного воздействия на поверхность химическими реакциями, возникающими при прохождении через заготовку электрического тока. В результате происходит насыщение поверхностного слоя соединениями, которые могут образовываться лишь при повышенных температурах: карбидами, нитридами, сульфидами. Подобными технологиями может выполняться поверхностное покрытие другими металлами, что используется для производства биметаллических деталей и узлов (пластин, радиаторов и т.д.).
Современные технологии обработки металлов непрерывно совершенствуются, используя новейшие достижения науки и техники.
Современные технологии обработки материалов. 8 класс
ПРЕЗЕНТАЦИЯ ЭЛЕКТРОННОГО УРОКА ПО ТЕХНОЛОГИИ НА ТЕМУ:
СОВРЕМЕННЫЕ ТЕХНОЛОГИИ
ОБРАБОТКИ МАТЕРИАЛОВ
8 КЛАСС
11.02.21Г
Создание новых технологий всегда связано, с одной
стороны, с возникновением у людей новых потребностей,
а с другой стороны, с уровнем развития науки, который
даёт возможность развивать технику. Например, бурное
Например, бурное
развитие техники в конце XX в. требовало использования
всё большей энергии, а успехи атомной и ядерной физики
XX в. открыли возможность для появления новых
источников энергии. В результате с середины XX в.
началось строительство атомных электростанций.
Для обеспечения человечества необходимыми
продуктами труда: изделиями и энергией –
используются сложные технологические системы,
входящие в промышленные предприятия, которые
образуют промышленность страны.
Для работы промышленности необходимо
использовать специальные знания, которые
называются промышленными технологиями.
Технологии металлургии включают в себя знания о процессах получения металлов и
сплавов из руд и других материалов, а также о процессах, связанных с изменениями состава
и свойств металлических материалов. Разновидностями технологий металлургии являются
технологии получения стали, меди, бронзы.
добыча железной руды
процесс литья алюминия
Машиностроительные технологии включают разработку процессов конструирования и
производства различных машин, приборов, проектирования машиностроительных заводов и
организации производства на них.
сборочный конвейер на автомобильном заводе
автоматическая линия на машиностроительном
заводе
Энергетические технологии – технологии производства, передачи и использования
различных видов энергии, в первую очередь электрической. Современная техника
позволяет осваивать новые, поистине неисчерпаемые источники энергии: солнечной,
ветровой, энергии морских и океанских приливов и отливов.
Красноярская гидроэлектростанция
линии электропередачи
Биотехнологии – технологии использования
живых организмов или продуктов их
жизнедеятельности для решения
технологических задач, а также создания живых
организмов с необходимыми свойствами (рис.
4). Всемирная известность к шотландскому
ученому, обладателю докторских степеней
в медицине, биологии и
генетике сэру Иэну Уилмуту пришла в
1997 году – с явлением миру первого в
мире клонированного из взрослой клетки
животного, которое окрестили овечкой
Долли. Эксперимент команды
исследователей под его руководством
доказал, что для создания копий
животных – их клонов могут быть
использованы не только половые или
стволовые, но также соматические клетки,
то есть обычные. Биотехнологии с давних пор
Биотехнологии с давних пор
используются, например, для получения
молочных продуктов.
Использование биотехнологий: первое
клонированное животное – овечка Долли
с сэром Иэн Уилмут
Биотехнологии используются в медицине для создания новых лекарств. Так, первый
антибиотик — пенициллин — был создан в 1928 г. британским учёным Александром
Флемингом (1881—1955) на основе продуктов жизнедеятельности плесневых грибов. До
этого открытия десятки тысяч людей умирали от болезней, которые сейчас успешно лечат
антибиотиками.
Технологии производства продуктов питания – технологии, связанные с производством,
обработкой продуктов сельского хозяйства и получения из них продуктов, пригодных для
питания человека (рис. 5)
производство кондитерских изделий
линия по производству мороженного
Космические технологии – технологии, связанные с запуском объектов или живых существ в
космос, спуском на Землю и с непосредственной работой в космосе. Эти технологии используются
при создании космической техники.
Космической техникой являются все космические аппараты, в том числе спутники, космические
телескопы, межпланетные автоматические станции, орбитальные станции, а также оборудование,
которое на них расположено (рис. 6). Ракеты-носители, спускаемые аппараты и прочая техника,
обеспечивающая работу космических аппаратов, но постоянно не работающая в космосе, также
относится к космической технике. В конце XX в. началось промышленное освоение космоса. Кроме
использования привычных уже спутников связи, сейчас на космических станциях при меняют
уникальные биотехнологии, выращивают кристаллы.
Международная космическая станция
Центр космической связи «Дубна»
Электрофизические и электрохимические методы
Под электрофизическими и электрохимическими методами размерной обработки
понимается совокупность электрических, электрохимических, электромагнитных
и ядерных процессов воздействия на твердое тело для придания ему заданной
формы и размеров. Эти процессы действуют в различных сочетаниях с тепловыми,
механическими и химическими процессами.
Электрофизические
и
электрохимические
методы
используются
для
формообразования поверхностей заготовок из труднообрабатываемых материалов
(весьма вязких, твердых и очень твердых, керамических, металлокерамических) и
позволяют обрабатывать сложные фасонные внешние и внутренние поверхности,
отверстия малых диаметров и т. д.
Эти методы можно разделить на 6 групп:
•электроэрозионные,
•лучевые,
•ультразвуковые
•электрохимические,
•плазменная обработка,
•формование в магнитном поле.
Электроэрозионные методы обработки применяют для всех токопроводящих материалов.
Эти методы основаны на явлении электрической эрозии, т.е. разрушение поверхности
электродов электрическим разрядом, проходящим между ними. Разрушение материала
происходит путем его плавления с последующим выбросом из рабочей зоны в виде
парожидкостной смеси. Основными методами электроэрозионной обработки являются
электроискровая и анодно-механическая. Для этих методов характерны наличие жидкой
Для этих методов характерны наличие жидкой
диэлектрической среды между электродами и подачи энергии в форме импульсов. Жидкая
среда повышает эффективность разрушения металла и является средством эвакуации
продуктов эрозии из зоны обработки.
Лучевой метод обработки, к которому относится обработка световым, электронным и
ионным лучами, используют для обработки токопроводящих материалов и диэлектриков.
Они основаны на съеме материала при воздействии на него сфокусированными лучами с
высокой плотностью энергии. Съем материала осуществляется преобразованием этой
энергии непосредственно в зоне обработке в теплоту.
Ультразвуковой метод обработки заключается в механическом воздействии на материал. Он
назван ультразвуковым благодаря тому, что частота ударов соответствует диапазону
неслышимых звуков, т.е. выше 16 кГц. Ультразвуковым методом можно обрабатывать твердые
и хрупкие материалы, частицы которых могут, как бы выкалываться при ударе.
Электрохимические методы обработки материалов основаны на преобразовании электрической
энергии в энергию химических связей, на превращении материала заготовки в легко удаляемые из
зоны обработки химические соединения (анодное растворение). Электрохимическая обработка
Электрохимическая обработка
имеет две разновидности: обработка в среде проточного электрона и электроабразивная. В
последнем случае происходит комбинированный электрохимический и механический съем
металла.
Плазмой называют ионизированный газ, перешедший в это состояние результате нагрева до очень
высокой температуры или в следствии столкновении частиц газа с быстрыми электронами (в
газовом разряде). При этом молекулы распадаются на атомы, от которых отрываются электроны и
возникают ионы. Последние ионизируют газ и делают его электропроводным. Однако не всякий
ионизированный газ можно назвать плазмой. Необходимым условие существования плазмы является
ее электрическая квазинейтральность, т.е. она должна содержать в единице объема примерно равное
количество электронов и положительно заряженных ионов. Наряду с ними в плазме может находиться
некоторое количество неионизированных атомов или молекул.
Обычно промышленные технологии состоят из нескольких частей,
которые называются производственными технологиями.
Например, на электростанциях получают электрическую энергию. Для
этого используют технологии производства электроэнергии. С
помощью линий электропередачи электроэнергия передаётся
потребителям. При этом используют технологии передачи
электроэнергии. Затем электроэнергия может использоваться для
освещения и обогрева помещений. Здесь применяются технологии
использования электроэнергии. Таким образом, промышленные
энергетические технологии состоят из следующих производственных
технологий: производства, передачи и использования электроэнергии.
РЕБЯТА, ПРОЙДИТЕ ПО ССЫЛКЕ И
ОЗНАКОМЬТЕСЬ С НОВЫМИ СПОСОБАМИ
ОБРАБОТКИ МАТЕРИАЛОВ:
HTTPS://YOUTU.BE/JAAMHVT8QI8
Диагностическая часть:
Какие промышленные предприятия есть в нашем
регионе? Что они производят? Люди каких профессий
на них работают?
Ответы запишите в тетрадь.
ОБРАТНАЯ СВЯЗЬ:
Сфотографируйте (отсканируйте) выполненную работу
и перешлите её мне удобным для вас способом (Viber,
WhatsApp — 89225310637, электронная почта –
[email protected], или своему классному руководителю.
ДОМАШНЕЕ ЗАДАНИЕ:
ЗАПИСАТЬ ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ ИЗ
ПРЕЗЕНТАЦИИ В ТЕТРАДЬ И ЗАПОМНИТЬ.
СПАСИБО ЗА ВНИМАНИЕ!
Современные технологии обработки металлов.
Современные технологии обработки металлов.
Для удобства изучения множества новых технологий обработки металлов, которые используются в современности, их принято разделять на виды и методы.
Самым часто применяемым методом является механический, но его главным недостатком становится большое количество отходов при обработке. Так, например, штамповка – наиболее экономичный метод. Но в современном и развивающемся мире появляются новые методы, более экономичные, безопасные и эффективные. Таковыми являются методы, связанные с физическими свойствами металлов и химическими реакциями.
Технологии электроэрозионного метода обработки
Данная новая технология обработки металла основана на действии уменьшенного электрического разряда. Благодаря данной обработке создаются сложнейшие детали и заготовки, используемые в аппаратах и машинах. Для работы необходимо обеспечить безопасность сотрудников, так как температура в местах плавления металла может достигать до 10000 градусов по Цельсию. Такая температура просто испаряет металл и позволяет при помощи технологии выполнять самые сложные и причудливые детали.
Для работы необходимо обеспечить безопасность сотрудников, так как температура в местах плавления металла может достигать до 10000 градусов по Цельсию. Такая температура просто испаряет металл и позволяет при помощи технологии выполнять самые сложные и причудливые детали.
Сейчас эта технология используется почти во всех производствах, но особенно распространена в машиностроении и авиастроении. Мелкие детали, используемые в двигателях и турбинах, производятся именно с помощью этого оборудования.
Подобные станки производятся отечественными заводами, при этом спектр выпускаемого оборудования очень широк: от оборудования для производства малых деталей до обработки крупных несколькотонных запчастей. Ознакомиться с ним можно на нашей выставке.
Технологии с использованием Ультразвука
При помощи оборудования имеется возможность создания ультразвуковых волн и инфразвуковых колебаний. И те, и другие колебания полностью безвредны для восприятия человеком, но в промышленности они находят широкое применение и подходят для работы с различными металлами – и с хрупкими, и с твердыми.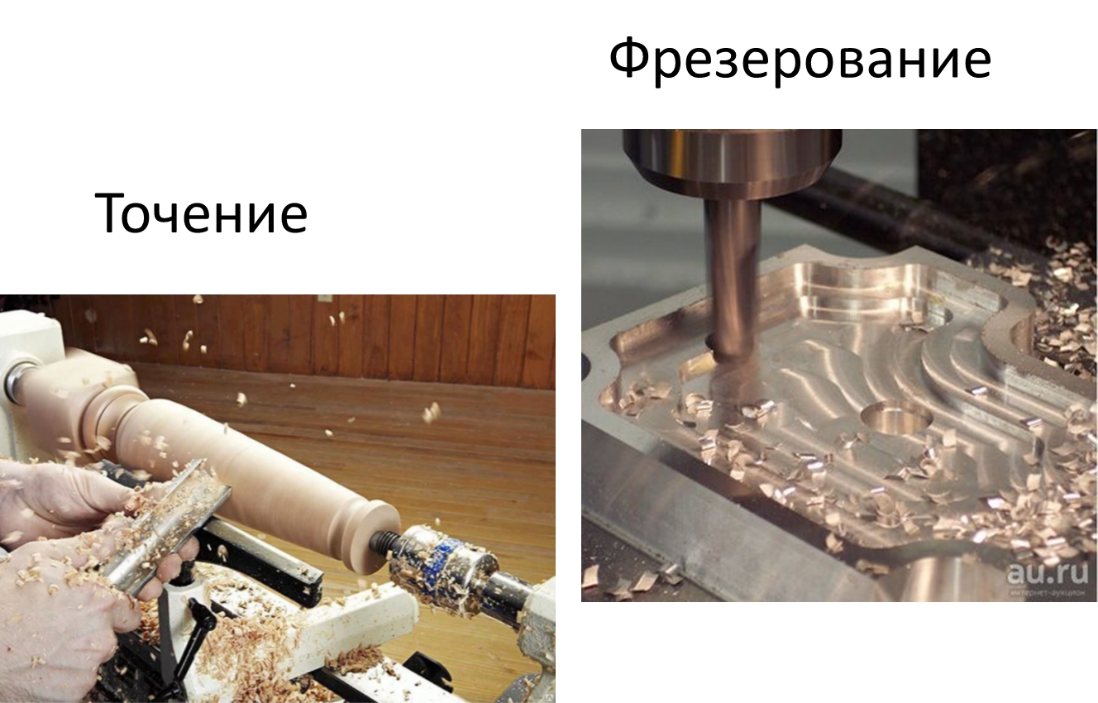
Сердцем станка является специальный преобразователь, который превращает электрический ток в высокочастотные колебания. Происходит это за счет движения тока по обмотке и создания переменного магнитного поля, которое колеблет преобразователь. Из колеблющегося преобразователя и исходит ультразвук.
Также используются специальные преобразователи, которые способны изменять амплитуды большого колебания в амплитуды малые и наоборот. К торцу волновода крепится приспособление необходимой формы, обычно форма приспособления совпадает с формой необходимого отверстия.
Подобные станки чаще всего используют для изготовления матриц и их повторной обработки, а также для выполненных из феррита ячеек памяти для различных микросхем и полупроводниковых приборов. Это далеко не весь спектр работ, производимых с помощью ультразвука. Еще возможны работы по сварке, мойке, очистке и контролю измерений. Причем вся работа, производимая оборудованием на ультразвуке, эффективна и качественна. С ультразвуковым оборудованием можно познакомиться на выставочных экспозициях.
Новые технологии электрохимической обработки
В производстве обычно используют электролиз. Это реакция, при которой ионы, полученные от растворенного вещества, движутся к катоду и аноду в зависимости от того, положительно или отрицательно они заряжены. Продукты произошедшей в результате этого реакции либо оседают на электродах, либо превращаются в раствор.
При помощи электролиза изготавливают рельефные слепки различных моделей из металла, а также декоративные покрытия для изделий, получают металлы из воды и руд. Эта же новая технология обработки металла используется на производствах хлора.
Благодаря технологии с использованием электролиза можно без особых временных затрат организовывать производство запчастей любой формы и сложности.
Проделывать пазы в деталях и разрезать уже имеющиеся заготовки. Существуют различные станки, которые применяют данный метод обработки. Главным преимуществом использования этого оборудования является возможность обработки любого металла, а также неизнашиваемость катода в процессе работы с металлом.
Несмотря на все успехи материаловедения, металл был и остаётся основой промышленности и строительства. Главной задачей технологов и конструкторов является разработка способов металлообработки, которые отличались бы наибольшей точностью, производительностью, и обеспечивали бы минимальный расход сырья.
Общая классификация
Различают три основных направления:
Формоизменение при помощи высокоточных методов пластического деформирования.
Применение традиционных способов металлообработки, но отличающихся повышенной точностью и производительностью.
Использование высокоэнергетических методов.
Выбор оптимального метода обработки определяется производственными требованиями и серийностью производства. Например, переутяжелённые конструкции оборудования вызывают повышенный расход энергии, а сниженная точность изготовления отдельных деталей и узлов – низкую производительность техники. Некоторые технологии не могут обеспечить необходимые прочностные свойства и микроструктуру металла, что в итоге сказывается на долговечности и стойкости деталей, пусть даже и изготовленных с минимальными допусками. Новая технология обработки металла основана на использовании нетрадиционных источников энергии, которые обеспечивают его размерное плавление, испарение или формообразование.
Некоторые технологии не могут обеспечить необходимые прочностные свойства и микроструктуру металла, что в итоге сказывается на долговечности и стойкости деталей, пусть даже и изготовленных с минимальными допусками. Новая технология обработки металла основана на использовании нетрадиционных источников энергии, которые обеспечивают его размерное плавление, испарение или формообразование.
Токарно-фрезерная обработка
Мех обработка, связанная со снятием стружки, развивается в направлении изготовления особо высокоточных изделий преимущественно в мелкосерийном производстве. Поэтому традиционные станки уступают место оперативно переналаживаемым металлообрабатывающим комплексам с ЧПУ. Сравнительно невысокий коэффициент использования материала (при мех обработке он редко когда превышает 70…80%) компенсируется минимальными допусками и высоким качеством финишной поверхности изделий.
Производители систем с числовым управлением делают основной упор на расширенные технологические возможности рассматриваемого оборудования, использовании современных высокостойких инструментальных сталей и исключении ручного труда оператора. Все подготовительно-заключительные операции на таких комплексах выполняет робототехника.
Все подготовительно-заключительные операции на таких комплексах выполняет робототехника.
Энергосберегающие методы пластического деформирования металлов
Технология обработки металлов давлением, кроме повышенного коэффициента использования металла, обладает и другими существенными достоинствами:
В результате пластического деформирования улучшается макро- и микроструктура изделия;
Производительность оборудования для штамповки в разы превышает аналогичный показатель для металлорежущих станков;
После обработки давлением повышается прочность металла, возрастает его стойкость от динамических и ударных нагрузок.
Прогрессивные процессы холодной и полугорячей штамповки – дорнование, точная резка, выдавливание, ультразвуковая обработка, штамповка в состоянии сверхпластичности, жидкая штамповка. Многие из них реализуются на автоматизированном оборудовании, оснащаемом компьютерными системами контроля и управления. Точность изготовления штампованных изделий во многих случаях не требует последующей их доводки – правки, шлифования и т.д.
Точность изготовления штампованных изделий во многих случаях не требует последующей их доводки – правки, шлифования и т.д.
Высокоэнергетические способы формоизменения
Высокоэнергетические технологии применяются в тех случаях, когда традиционными методами изменять форму и размеры металлической заготовки невозможно.
При этом используются четыре вида энергии:
Гидравлическая — давления жидкости, либо отдельных элементов, приводимых ею в движение.
Электрическая, при которой все процессы съёма материала выполняются с помощью разряда – дугового или искрового.
Электромагнитная, реализующая процесс металлообработки при воздействии на заготовку электромагнитного поля.
Электрофизическая, действующая на поверхность направленным лучом лазера.
Существуют и успешно развиваются также комбинированные способы воздействия на металл, при которых используются два и более источника энергии.
Гидроабразивная металлообработка основана на поверхностном воздействии жидкости высокого давления. Подобные установки применяются, в основном, с целью повышения качества поверхности, снятия микронеровностей, очистки поверхности от ржавчины, окалины и т.п. При этом струя жидкости может воздействовать на изделие как непосредственно, так и через абразивные компоненты, находящиеся в потоке. Абразивный материал, содержащийся в эмульсии, постоянно обновляется, чтобы обеспечить стабильность получаемых результатов.
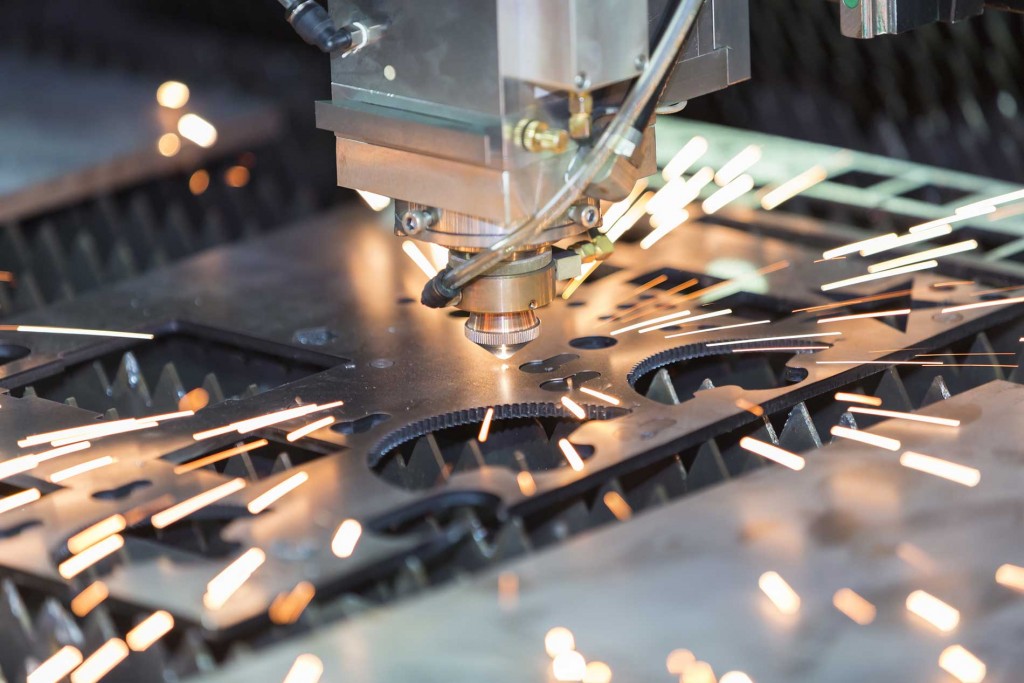
Электроэрозионная обработка – процесс размерного разрушения (эрозии) поверхности металла при воздействии на него импульсного, искрового или дугового разряда. Высокая плотность объёмной тепловой мощности источника приводит к размерному плавлению микрочастиц металла с последующим выносом их из зоны обработки потоком диэлектрической рабочей среды (масла, эмульсии). Поскольку при металлообработке одновременно происходят процессы локального нагрева поверхности до весьма высоких температур, то в результате твёрдость детали в зоне обработки существенно увеличивается.
Магнитоимпульсная обработка заключается в том, что обрабатываемое изделие помещается в мощное электромагнитное поле, силовые линии которого воздействуют на заготовку, помещённую в диэлектрик. Таким способом производят формовку малопластичных сплавов (например, титана или бериллия), а также листовых заготовок из стали. Аналогичным образом на поверхность действуют и ультразвуковые волны, генерируемые магнитострикционными или пьезоэлектрическими преобразователями частоты. Высокочастотные колебания применяются также и для поверхностной термообработки металлов.
Наиболее концентрированным источником тепловой энергии является лазер. Лазерная обработка – единственный способ получения в заготовках сверхмалых отверстий повышенной размерной точности. Ввиду направленности теплового действия лазера на металл, последний в прилегающих зонах интенсивно упрочняется. Лазерный луч способен производить размерную прошивку таких тугоплавких химических элементов, как вольфрам или молибден.
Электрохимическая обработка – пример комбинированного воздействия на поверхность химическими реакциями, возникающими при прохождении через заготовку электрического тока. В результате происходит насыщение поверхностного слоя соединениями, которые могут образовываться лишь при повышенных температурах: карбидами, нитридами, сульфидами. Подобными технологиями может выполняться поверхностное покрытие другими металлами, что используется для производства биметаллических деталей и узлов (пластин, радиаторов и т.д.).
Современные технологии обработки металлов непрерывно совершенствуются, используя новейшие достижения науки и техники
вые технологии обработки металлов
3
Материаловедение и современные технологии обработки конструкционных материалов программ а
Механическая обработка — это процесс, во время которого изменяются размеры и конфигурация заготовок и деталей. Если же говорить о металлических изделиях, то для их обработки используются специальные режущие инструменты, такие как резцы, протяжки, сверла, метчики, фрезы и т. д. Все операции выполняются на металлорежущих станках согласно технологической карте. В данной статье мы узнаем, какие бывают способы и виды механической обработки металлов.
д. Все операции выполняются на металлорежущих станках согласно технологической карте. В данной статье мы узнаем, какие бывают способы и виды механической обработки металлов.
Способы обработки
Механообработка подразделяется на две большие группы. В первую входят операции, которые происходят без снятия металла. К ним относят ковку, штамповку, прессование, прокат. Это так называемая с помощью давления или удара. Её применяют для того, чтобы придать необходимую форму заготовке. Для цветных металлов чаще всего используют ковку, а для черных — штамповку.
Вторая группа включает в себя операции, в ходе которых с заготовки снимается часть металла. Это необходимо для придания ей необходимых размеров. Такая механическая обработка металла называется резанием и выполняется при помощи Наиболее распространенными способами обработки являются точение, сверление, зенкерование, шлифование, фрезерование, развертывание, долбление, строгание и протягивание.
От чего зависит вид обработки
Изготовление металлической детали из заготовки — трудоёмкий и достаточно сложный процесс. Он включает в себя множество различных операций. Одной из них является механическая обработка металла. Прежде чем к ней приступить, составляют технологическую карту и делают чертеж готовой детали с указанием всех необходимых размеров и классов точности. В некоторых случаях для промежуточных операций также подготавливают отдельный чертеж.
Он включает в себя множество различных операций. Одной из них является механическая обработка металла. Прежде чем к ней приступить, составляют технологическую карту и делают чертеж готовой детали с указанием всех необходимых размеров и классов точности. В некоторых случаях для промежуточных операций также подготавливают отдельный чертеж.
Кроме того, существует черновая, получистовая и чистовая механическая обработка металла. Для каждой из них выполняется расчет и припусков. Вид обработки металла в целом зависит от обрабатываемой поверхности, класса точности, параметров шероховатости и размеров детали. Например, для получения отверстия по квалитету Н11 используют черновое сверление сверлом, а для получистого развертывания на 3 класс точности можно использовать развертку или же зенкер. Далее мы изучим способы механической обработки металлов более детально.
Точение и сверление
Точение выполняется на станках токарной группы при помощи резцов. Заготовка крепится в шпиндель, который вращается с заданной скоростью. А резец, закрепленный в суппорте, совершает продольно-поперечные движения. В новых ЧПУ-станках все данные параметры вводятся в компьютер, и устройство само выполняет необходимую операцию. В старых моделях, например, 16К20 продольно-поперечные движения выполняются вручную. На токарных станках возможно точение фасонных, конических и цилиндрических поверхностей.
А резец, закрепленный в суппорте, совершает продольно-поперечные движения. В новых ЧПУ-станках все данные параметры вводятся в компьютер, и устройство само выполняет необходимую операцию. В старых моделях, например, 16К20 продольно-поперечные движения выполняются вручную. На токарных станках возможно точение фасонных, конических и цилиндрических поверхностей.
Сверление — это операция, которую выполняют для получения отверстий. Главным рабочим инструментом является сверло. Как правило, сверление не обеспечивает высокий класс точности и является либо черновой, либо получистовой обработкой. Для получения отверстия с квалитетом ниже Н8 используют развертывание, рассверливание, растачивание и зенкерование. Кроме того, после сверления также могут выполнять нарезание внутренней резьбы. Такая механическая обработка металла выполняется при помощи метчиков и некоторых видов резцов.
Фрезерование и шлифование
Фрезерование — один из наиболее интересных способов обработки металлов.
Шлифование — механическая операция, используемая для повышения качества шероховатости, а также для снятия лишнего слоя металла вплоть до микрона. Как правило, данная обработка является завершающим этапом при изготовлении деталей, а значит, является чистовой. Для срезания используются на поверхности которых расположено огромное количество зерен, имеющих разную форму режущей кромки. При такой обработке деталь очень сильно нагревается. Для того чтобы металл не деформировался и не надкололся, используют смазочно-охлаждающие жидкости (СОРЖ). Механическая обработка цветных металлов осуществляется при помощи алмазных инструментов.
Термообработка представляет собой совокупность процессов нагрева металлов до заданной температуры, выдержки и охлаждения с целью придания заготовке определенных физико-механических свойств в результате изменения структуры (внутреннего строения) детали. Материал для заготовок – цветные металлы, сталь.
Основные виды термообработки:
- Отжиг 1-го или 2-го рода. В процессе нагрева металлов до определенной температуры, после выдержки и охлаждения получается равновесная структура, повышается вязкость и пластичность, снижается твердость и прочность заготовки.
- Закалка с полимерным превращением или без. Цель термообработки – повысить параметры прочности и твердости материала за счет образования неравновесной структуры. Применяется для тех сплавов, которые претерпевают фазовые превращения в твердом состоянии при процессах нагрева и охлаждения.
- Отпуск. Ему подвергаются прочные стали, закаленные металлические сплавы.
 Основные параметры метода – температура нагрева, скорость охлаждения, время выдержки.
Основные параметры метода – температура нагрева, скорость охлаждения, время выдержки. - Старение применяется к сплавам, которые были подвержены закалке без полиморфного превращения. После закалки повышается прочность и твердость магниевых, алюминиевых, никелевых, медных сталей.
- Химико-термическая обработка. Технологический процесс изменяет химический состав, структуру и свойства поверхности деталей. После обработки повышается износостойкость, твердость, сопротивление усталости и контактной выносливости, антикоррозийная устойчивость материала.
- Термомеханическая обработка. Этот вид включает процесс пластической деформации, с помощью которой создается повышенная плотность дефектов (дислокации) кристаллического строения заготовки. Применяют данный метод для сплавов алюминия и магния.
Сварочный, электрический и токарный способ обработки
Сварка – получение неразъемного соединения детали из стали за счет нагрева до плавления или до высокопластического состояния. В процессе обработки материал расплавляется по краю соединяемых частей, перемешивается и затвердевает, при этом образуется шов после охлаждения. Различают электрическую (дуговую или контактную) и химическую (термитную или газовую) сварку.
В процессе обработки материал расплавляется по краю соединяемых частей, перемешивается и затвердевает, при этом образуется шов после охлаждения. Различают электрическую (дуговую или контактную) и химическую (термитную или газовую) сварку.
Токарный способ обработки – ручные работы на специальных станках с целью удаления лишнего слоя и придания деталям определенных форм, шероховатости, точности, габаритов. Основные виды в зависимости от назначения работ: основные, ремонтные и сборочные.
К электрическим методам металлообработки относят:
- Электроискровой способ. Этот метод основан на явлении разрушения прочных металлов под действием электроискровых разрядов.
- Ультразвуковой метод. При помощи специальных установок обрабатываются драгоценные камни, твердые сплавы, закаленная сталь и прочие материалы.
Литье металлов
Технологический процесс литья состоит в том, что детали получаются после заливки расплавленного металла в определенные формы. Применяют различные материалы:
Применяют различные материалы:
- чугун;
- сталь;
- медные, магниевые, алюминиевые и цинковые сплавы.
Металл в разных его проявлениях, включая многочисленные сплавы, является одним из самых востребованных и широко используемых материалов. Именно из него изготовляется масса деталей, а также огромное количество других ходовых вещей. Но, чтобы получить какое-либо изделие или деталь, необходимо приложить немало усилий, изучить процессы обработки и свойства материала. Основные виды обработки металлов осуществляются по различному принципу воздействия на поверхность заготовки: термический, химический, художественные воздействия, с применением резки или давления.
Термическое воздействие на материал — это влияние тепла с целью изменения необходимых параметров относительно свойств и структуры твердого вещества. Наиболее часто процесс применяется при производстве разнообразных машинных деталей, причем, на разных стадиях изготовления. Основные виды термической обработки металлов: отжиг, закалка и отпуск. Каждый процесс по-своему влияет на изделие и проводится при разных значениях температурного режима. Дополнительными типами влияния тепла на материал выступают такие операции, как обработка холодом и старение.
Каждый процесс по-своему влияет на изделие и проводится при разных значениях температурного режима. Дополнительными типами влияния тепла на материал выступают такие операции, как обработка холодом и старение.
Технологические процессы получения деталей или заготовок посредством силового влияния на обрабатываемую поверхность включают в себя разные виды обработки металлов давлением. Среди этих операций имеется несколько наиболее популярных в использовании. Так, прокатка происходит путем обжатия заготовки между парой вращающихся валков. Валки могут быть разной формы, в зависимости от требований, предъявляемых к детали. При прессовании материал заключается в замкнутую форму, откуда после выдавливается в форму меньших размеров. Волочение — процесс протягивания заготовки через постепенно сужающееся отверстие. Под воздействием давления также производят ковку, объемную и листовую штамповку.
Особенности художественной обработки металлов
Творческий подход и мастерство отражают различные виды художественной обработки металлов. Среди них можно отметить пару самых древних, изученных и применяемых еще нашими предками — это литье и . Хотя ненамного отстал от них по времени появления еще один способ воздействия, а именно, чеканка.
Среди них можно отметить пару самых древних, изученных и применяемых еще нашими предками — это литье и . Хотя ненамного отстал от них по времени появления еще один способ воздействия, а именно, чеканка.
Чеканка представляет собой процесс создания картин на металлической поверхности. Сама технология включает применение давления на предварительно нанесенный рельеф. Примечательно, что чеканку можно делать как на холодной, так и на разогретой рабочей поверхности. Эти условия зависят, прежде всего, от свойств того или иного материала, а также от возможностей применяемых в работе инструментов.
Способы механической обработки металлов
Отдельного внимания заслуживают виды механической обработки металлов. По-другому механическое воздействие можно назвать методом резания. Такой метод считается традиционным и самым распространенным. Стоит заметить, что основными подвидами данного метода являются различные манипуляции с рабочим материалом: раскрой, резка, штамповка, сверление. Благодаря именно этому способу предоставляется возможность получения из прямого листа или чурки нужной детали с необходимыми размерами и формой. Еще с помощью механического воздействия можно добиться необходимых качеств материала. Часто подобный способ применяют, когда нужно сделать заготовку, пригодную для дальнейших технологических операций.
Благодаря именно этому способу предоставляется возможность получения из прямого листа или чурки нужной детали с необходимыми размерами и формой. Еще с помощью механического воздействия можно добиться необходимых качеств материала. Часто подобный способ применяют, когда нужно сделать заготовку, пригодную для дальнейших технологических операций.
Виды обработки металлов резанием представлены точением, сверлением, фрезерованием, строганием, долблением и шлифованием. Каждый процесс отличается друг от друга, но в целом резание — это снятие верхнего слоя рабочей поверхности в виде стружки. Наиболее часто применяются методы сверления, точения и фрезерования. При сверлении деталь закрепляется в неподвижном положении, воздействие на нее происходит сверлом заданного диаметра. При точении обрабатываемая деталь вращается, а режущие инструменты перемещаются в заданных направлениях. При используется вращательное движение режущего инструмента относительно неподвижно закрепленной детали.
Химическая обработка металлов для повышения защитных свойств материала
Химическая обработка — практически самый простой тип воздействия на материал. Здесь не требуется больших трудозатрат или специализированного оборудования. Используются все виды химической обработки металлов, чтобы придать поверхности определенный внешний вид. Также под влиянием химического воздействия стремятся повысить защитные свойства материала — устойчивость к коррозии, механическим повреждениям.
Здесь не требуется больших трудозатрат или специализированного оборудования. Используются все виды химической обработки металлов, чтобы придать поверхности определенный внешний вид. Также под влиянием химического воздействия стремятся повысить защитные свойства материала — устойчивость к коррозии, механическим повреждениям.
Среди данных способов химического влияния наиболее популярны пассивация и оксидирование, хотя нередко применяется кадмирование, хромирование, меднение, никелирование, цинкование и прочие. Все методы и процессы проводятся с целью повышения различных показателей: прочности, износостойкости, твердости, сопротивляемости. Кроме того, такой тип обработки используют для придания поверхности декоративного вида.
Кроме указанных выше методов обработки металлов и изготовления заготовок и деталей машин применяют и другие– сравнительно новые и весьма прогрессивные методы.
Сварка металла. До изобретения сварки металла производство, например, котлов, металлических корпусов судов или других работ, требующих соединения друг с другом металлических листов, было основано на применении метода клёпки.
В настоящее время клёпку почти не применяют, ее заменили сваркой металла. Сварное соединение надежнее, легче, производится быстрее и позволяет экономить металл. Сварные работы требуют меньшей затраты рабочей силы. Сваркой можно также соединять части поломанных деталей и путем наварки металла восстанавливать изношенные детали машин.
Существуют два способа сварки: газовая (автогенная) – при помощи горючего газа (смесь ацетилена и кислорода), дающего очень горячее пламя (свыше 3000° С), и электросварка, при которой металл плавится электрической дугой (температура до 6000°С). Наибольшее применение в настоящее время имеет электросварка, при помощи которой прочно соединяют мелкие и крупные металлические части (сваривают друг с другом части корпусов крупнейших морских судов, фермы мостов и другие строительные конструкции, части огромных котлов самого высокого давления, детали машин и т.п.). Вес свариваемых частей во многих машинах в настоящее время составляет 50-80% их общего веса.
Традиционная обработка металлов резанием достигается снятием стружки с поверхности заготовки. В стружку идет до 30-40% металла, что весьма неэкономично. Поэтому все большее внимание уделяется новым способам обработки металлов, основанным на безотходной или малоотходной технологии. Появление новых методов обусловлено также распространением в машиностроении высокопрочных, коррозийно-стойких и жаропрочных металлов и сплавов, обработка которых обычными методами затруднена.
К новым методам обработки металлов относятся химические, электрические, плазменно-лазерные, ультразвуковые, гидропластические.
При химической обработке используется химическая энергия. Снятие определенного слоя металла осуществляется в химически активной среде (химическое фрезерование). Она заключается в регулируемом по времени и месту растворении металла с поверхности заготовок путем травления их в кислотных и щелочных ваннах. В то же время поверхности, не подлежащие обработке, защищают химически стойкими покрытиями (лаки, краски и др. ). Постоянство скорости травления поддерживается за счет неизменной концентрации раствора.
). Постоянство скорости травления поддерживается за счет неизменной концентрации раствора.
Химическими методами обработки получают местные утонения на нежестких заготовках, ребра жесткости; извилистые канавки и щели; «вафельные» поверхности; обрабатывают поверхности, труднодоступные для режущего инструмента.
При электрическом методе электрическая энергия преобразуется в тепловую, химическую и другие виды энергии непосредственно в процессе удаления заданного слоя. В соответствии с этим электрические методы обработки разделяют на электрохимические, электроэрозийные, электро-термические и электромеханические.
Электрохимическая обработка основана на законах анодного растворения металла при электролизе. При прохождении постоянного тока через электролит на поверхности заготовки, включенной в электрическую цепь и являющуюся анодом, происходит химическая реакция, и образуются соединения, которые переходят в раствор или легко удаляются механическим способом. Электрохимическую обработку применяют при полировании, размерной обработке, хонинговании, шлифовании, очистке металлов от оксидов, ржавчины.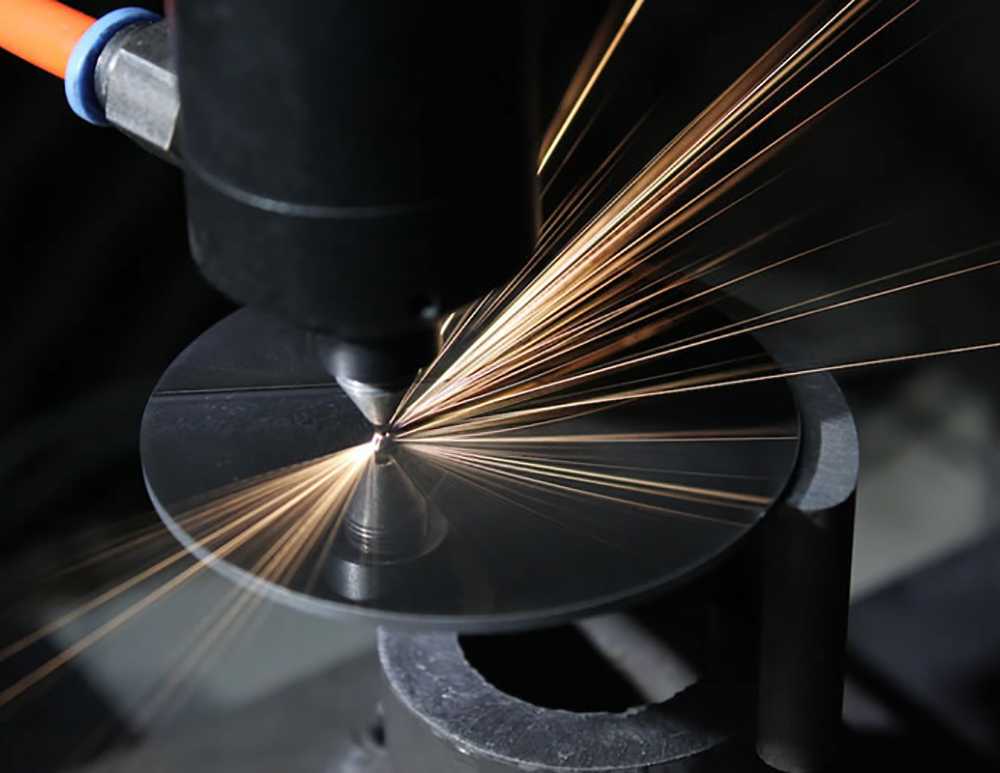
Анодно-механическая обработка сочетает электротермические и электромеханические процессы и занимает промежуточное место между электрохимическим и электроэрозионным методами. Обрабатываемую заготовку подключают к аноду, а инструмент – к катоду. В качестве инструмента используют металлические диски, цилиндры, ленты, проволоки. Обработку ведут в среде электролита. Заготовке и инструменту
задают такие же движения, как при обычных методах механической обработки.
При пропускании через электролит постоянного тока происходит процесс анодного растворения металла как при электрохимической обработке. При соприкосновении инструмента (катода) с микронеровностями обрабатываемой поверхности заготовки (анода) происходит процесс электроэрозии, присущий электроискровой обработке. Продукты электроэрозии и анодного растворения удаляются из зоны обработки при движении инструмента и заготовки.
Электроэрозионная обработка основана на законах эрозии (разрушения) электродов из токопроводящих материалов при пропускании между ними импульсного электрического тока. Она применяется для прошивания полостей и отверстий любой формы, разрезания, шлифования, гравирования, затачивания и упрочнения инструмента. В зависимости от параметров импульсов и вида, применяемых для их получения генераторов электроэрозионная обработка разделяется на электроискровую, электроимпульсную и электроконтактную.
Она применяется для прошивания полостей и отверстий любой формы, разрезания, шлифования, гравирования, затачивания и упрочнения инструмента. В зависимости от параметров импульсов и вида, применяемых для их получения генераторов электроэрозионная обработка разделяется на электроискровую, электроимпульсную и электроконтактную.
Электроискровую обработку применяют для изготовления штампов, пресс-форм, режущего инструмента и для упрочнения поверхностного слоя деталей.
Электроимпульсная обработка используется как предварительная при изготовлении штампов, турбинных лопаток, поверхностей фасонных отверстий в деталях из жаропрочных сталей. В этом процессе скорость съема металла примерно в десять раз больше, чем при электроискровой обработке.
Электроконтактная обработка основана на локальном нагреве заготовки в месте контакта с электродом (инструментом) и удалении из зоны обработки расплавленного металла механическим способом. Метод не обеспечивает высокой точности и качества поверхности деталей, но дает высокую скорость съема металла, поэтому используется при зачистке отлива или проката из специальных сплавов, шлифовании (черновом) корпусных деталей машин из труднообрабатываемых сплавов.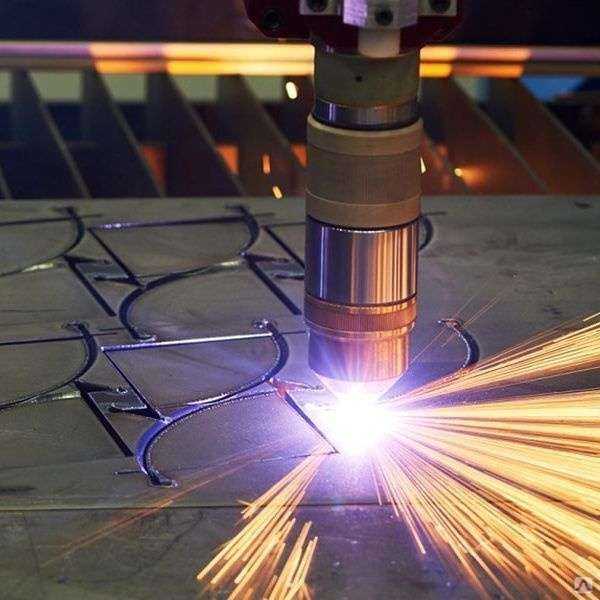
Электромеханическая обработка связана с механическим действием электрического тока. На этом основана, например, электрогидравлическая обработка, использующая действие ударных волн, возникающих в результате импульсного пробоя жидкой среды.
Ультразвуковая обработка металлов – разновидность механической обработки – основана на разрушении обрабатываемого материала абразивными зернами под ударами инструмента, колеблющегося с ультразвуковой частотой. Источником энергии служат электрозвуковые генераторы тока с частотой 16-30 кГц. Рабочий инструмент пуансон закрепляют на волноводе генератора тока. Под пуансоном устанавливают заготовку, и в зону обработки поступает суспензия, состоящая из воды и абразивного материала. Процесс обработки заключается в том, что инструмент, колеблющийся с ультразвуковой частотой, ударяет по зернам абразива, которые скалывают частицы материала заготовки. Ультразвуковая обработка используется для получения твердосплавных вкладышей, матриц и пуансонов, вырезания фигурных полостей и отверстий в деталях, прошивки отверстий с криволинейными осями, гравирования, нарезания резьбы, разрезания заготовок на части и др.
Плазменно-лазерные методы обработки основаны на использовании сфокусированного луча (электронного, когерентного, ионного) с весьма высокой плотностью энергии. Луч лазера используется как в качестве средства нагрева и размягчения металла впереди резца, так и для выполнения непосредственного процесса резания при прошивке отверстий, фрезеровании и резке листового металла, пластмасс и других материалов.
Процесс резания идет без образования стружки, а испаряющийся за счет высоких температур металл уносится сжатым воздухом. Лазеры применяют для сварки, наплавки и разрезания в тех случаях, когда к качеству этих операций предъявляются повышенные требования. Например, лазерным лучом режут сверхтвердые сплавы, титановые панели в ракетостроении, изделия из нейлона и др.
Гидропластическая обработка металлов применяется при изготовлении пустотелых деталей с гладкой поверхностью и малыми допусками (гидроцилиндры, плунжеры, вагонные оси, корпуса электродвигателей и др. ). Пустотелую цилиндрическую заготовку, нагретую до температуры пластической деформации, помещают в массивную разъемную матрицу, сделанную по форме изготавливаемой детали, и закачивают под давлением воду. Заготовка раздается и принимает форму матрицы. Детали, изготовленные этим способом, имеют более высокую долговечность работы.
). Пустотелую цилиндрическую заготовку, нагретую до температуры пластической деформации, помещают в массивную разъемную матрицу, сделанную по форме изготавливаемой детали, и закачивают под давлением воду. Заготовка раздается и принимает форму матрицы. Детали, изготовленные этим способом, имеют более высокую долговечность работы.
Новые способы обработки металлов выводят технологию изготовления деталей на качественно более высокий уровень по сравнению с традиционной технологией.
Современные технологии обработки металла
Как и вся промышленная отрасль, металлообработка не стоит на месте, появляются современные технологии и материалы в сфере обработки металла.
Современные технологии обработки металла направлены на повышение производительности, достижение максимальной точности в обработке, при минимальном расходе сырья, уменьшении количества отходов.
Поэтому на сегодняшний день руководство предприятий по металлообработке заинтересовано в оснащении своего производства современными станками с ЧПУ, многофункциональными обрабатывающими центрами, которые способны исключить ручной труд оператора, а также имеют широкие технологические возможности для обработки металлов, в том числе современных высокостойких инструментальных сталей.
Если Вас заинтересует реальная возможность повысить эффективность Вашего производства, мы предоставим Вам необходимое современное оборудование. Наши инженеры разработали многофункциональные станки с ЧПУ, которые просты и удобны в процессе освоения и использования, а главное способны производить детали при меньших расходах.
Чтобы получить информацию по интересующему оборудованию, Вы можете связаться с менеджерами нашей компании по телефону +7 909 308 96 01 или отправить сообщение через форму обратной связи.
Обработка металла в Канаде
Опыт компании Ellery Manufacturing
Переход компании на использование в металлообработке станков с ЧПУ с большой производительностью
Механическая обработка металла
История двух американских компаний
Большой опыт в механической обработке металла и организации эффективного производства
ОЦ и 3d принтер в медицине
Обработка металла для медицинской сферы
Производство медицинских приборов, инструментов, используемых для лечения, диагностики
Мелкие детали и их технология обработки
Растущая индустрия микрообработки
Индустрия микрообработки — изготовление мелких деталей на оборудовании с ЧПУ
Автоматическая сварка и обработка металла
Оптимизация существующих процессов
Опыт компании RWP — лидера индустрии контактной сварки и металлообработки
Механическая обработка титана в США
Обработка титана и титановых компонентов
Горизонтальные обрабатывающие центры — эффективное решение для обработки титана
Токарная обработка титана
Современные технологии обработки титана
Современные центр компенсируют затраты при сохранении требований к качеству
Изготовление деталей из титана
Опыт американской компании ATEP Laval
Как изготовить точные, согласно требованиям к качеству детали из титана
Микро форма для литья
Микролитье — новый и сложный процесс
Идеальный метод для изготовления маленьких медицинских деталей, электронных компонентов
Эрозионный станок с чпу для микроформ
Специальный проволочный станок с чпу (EDM)
Для производства деталей сложной геометрии из электропроводных материалов в автоматическом режиме
Машина для литья под давлением
Для изготовления микродеталей
Профессиональная машина обеспечивает однородные условия расплава и точную систему зажима
Формование пластиков в микролитье
Технология литья сверхмалых деталей
С литьем микродеталей связано много сложностей в силу их небольших размеров
Технологии 3д печати в микролитье
Методы 3Д печати с высокой точностью
Индустрия, которая очень стремительно развивается и незаменима для разработки
Аддитивное производство: важно
Быть в курсе этой волны изменений
Правильные рабочие параметры — ключ к созданию качественных деталей в аддитивном производстве.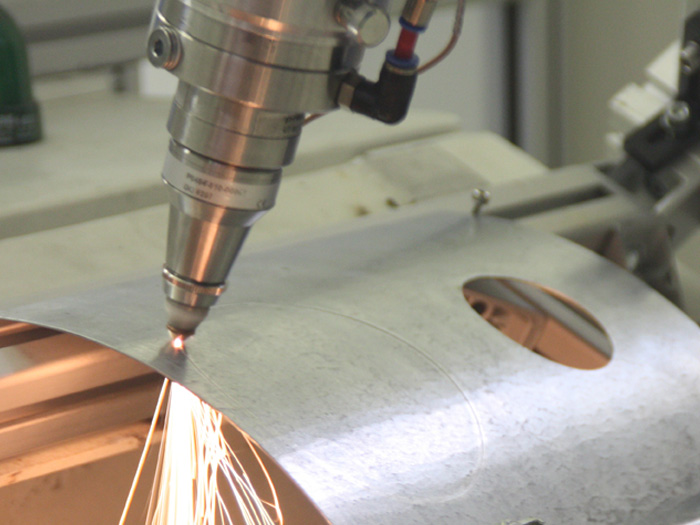
Литье деталей сверхмалых размеров
Микролитье является быстро растущим сектором
Микроформование включает в себя изготовление крошечных деталей, таких как стальная пресс-форма
Удаление стружки на производстве
Удаление металлической стружки важный процесс
Компании металлообработки экономят деньги, пространство и рабочую силу с помощью современных технологий
Обработка мелких деталей в медицине
Обработка мелких деталей требует повышение скорости обработки
Трудность заключается в обработке мелких деталей еще и в том, что эти материалы часто абразивные
Предварительное моделирование
Имеет большое значение для автомобильных деталей из листового металла
На этапе разработки концепции разработчик детали может учитывать различные проблемы
| Базовые дисциплины | ||||
1. | Безопасность жизнедеятельности | |||
| 2. | Возрастная анатомия, физиология и гигиена | |||
| 3. | Естественнонаучная картина мира | |||
| 4. | Иностранный язык | |||
| 5. | Информационные технологии в образовании | |||
| 6. | История | |||
| 7. | Культура речи | |||
8. | Культурология | |||
| 9. | Методика обучения технологии и предпринимательству | |||
| 10. | Образовательное право | |||
| 11. | Основы математической обработки информации | |||
| 12. | Основы медицинских знаний и здорового образа жизни | |||
| 13. | Педагогика | |||
14. | Психология | |||
| 15. | Физическая культура и спорт | |||
| 16. | Философия | |||
| Дисциплины вариативной части | ||||
| 1. | Автотранспортные средства | |||
| 2. | Взаимодействие школы и современной семьи | |||
| 3. | Вспомогательные технологические работы в сельском хозяйстве | |||
4. | Гидравлика | |||
| 5. | Графика | |||
| 6. | Декоративно-оформительское искусство | |||
| 7. | Декоративно-прикладное творчество | |||
| 8. | Детали машин | |||
| 9. | Домашняя экономика | |||
| 10. | Инженерная психология | |||
11. | Интернет и мультимедиатехнологии | |||
| 12. | Информационные технологии в культурно-просветительской деятельности | |||
| 13. | История государственной символики России | |||
| 14. | История науки и техники | |||
| 15. | История технологической культуры мировых цивилизаций | |||
| 16. | История философии | |||
17. | Компьютерная графика | |||
| 18. | Логика | |||
| 19. | Маркетинг в малом бизнесе | |||
| 20. | Маркетинг образовательных услуг | |||
| 21. | Математика | |||
| 22. | Машиностроительное производство | |||
| 23. | Машиностроительное черчение | |||
24. | Механизация и автоматизация агропромышленного производства | |||
| 25. | Начертательная геометрия | |||
| 26. | Нормативно-методическое сопровождение деятельности учителя | |||
| 27. | Обустройство и дизайн дома | |||
| 28. | Организация современного производства | |||
| 29. | Основы гидродинамики | |||
| 30. | Основы исследований в технологическом образовании | |||
| 31. | Основы конструирования | |||
| 32. | Основы материаловедения | |||
| 33. | Основы предпринимательской деятельности | |||
| 34. | Основы творческо-конструкторской деятельности | |||
| 35. | Основы теории технологической подготовки | |||
| 36. | Основы термодинамики | |||
| 37. | Охрана труда | |||
| 38. | Патриотическое воспитание современных школьников | |||
| 39. | Перспективные материалы и технологии | |||
| 40. | Перспективные методы обучения технологии | |||
| 41. | Политология | |||
| 42. | Правовая компетентность учителя | |||
| 43. | Практикум по обработке древесины | |||
| 44. | Практикум по обработке металлов | |||
| 45. | Предпринимательская деятельность в учреждениях образования | |||
| 46. | Профориентационная работа в старших классах | |||
| 47. | Процессы и аппараты пищевых производств | |||
| 48. | Психологические основы педагогической работы с детьми с трудностями обучения | |||
| 49. | Психологическое здоровье личности учителя | |||
| 50. | Психология группы и командообразование | |||
| 51. | Психология педагогического влияния | |||
| 52. | Психолого-педагогическая диагностика | |||
| 53. | Радиотехника | |||
| 54. | Ремонт и эксплуатация дома | |||
| 55. | Сельскохозяйственные машины | |||
| 56. | Современные технологии обучения | |||
| 57. | Современные технологии оценки учебных достижений учащихся | |||
| 58. | Стандартизация, метрология и технические измерения | |||
| 59. | Теоретическая механика | |||
| 60. | Теория машин и механизмов, сопротивление материалов | |||
| 61. | Теплотехника | |||
| 62. | Техническая эстетика и дизайн | |||
| 63. | Техническое творчество | |||
| 64. | Технологии современного производства | |||
| 65. | Технология конструкционных материалов | |||
| 66. | Технология механизированных сельскохозяйственных работ | |||
| 67. | Технология обработки материалов | |||
| 68. | Тракторы и автомобили | |||
| 69. | Физика | |||
| 70. | Целостный учебно-воспитательный процесс | |||
| 71. | Школьное самоуправление | |||
| 72. | Экологические проблемы производства и защита окружающей среды | |||
| 73. | Экономика образования | |||
| 74. | Эксплуатация и диагностика компьютера | |||
| 75. | Эксплуатация и ремонт машино-тракторного парка | |||
| 76. | Элективные дисциплины по физической культуре и спорту | |||
| 77. | Электротехника | |||
| 78. | Элементы автоматики и микроэлектроники | |||
| 79. | Этика | |||
| Практики | ||||
| 1. | Исследовательская практика | |||
| 2. | Педагогическая практика (воспитательная) | |||
| 3. | Практика по получению первичных профессиональных умений и навыков (технологическая) | |||
| 4. | Практика по получению первичных умений и навыков научно-исследовательской деятельности | |||
| 5. | Практика по получению профессиональных умений и опыта профессиональной деятельности | |||
| 6. | Преддипломная практика | |||
| Факультативы | ||||
| 1. | Стратегии современного образования | |||
| 2. | Человек и культура родного города | |||
Современные материалы и технологии обработки | Книга
Журналы
Книги
Журналы
Инженерные исследования
Форум передовых инженеров
Прикладная механика и материалы
Инженерные инновации
Журнал биомиметики, биоматериалов и биомедицинской инженерии
Международный журнал инженерных исследований в Африке
Материаловедение
Расширенные исследования материалов
Форум по дефектам и диффузии
Применение диффузионных фундаментов и материалов
Журнал метастабильных и нанокристаллических материалов
Журнал нано исследований
Ключевые инженерные материалы
Форум материаловедения
Наногибриды и композиты
Твердотельные явления
Инженерная серия
Достижения в области науки и техники
Строительные технологии и архитектура
Материаловедение
Строительные материалы
Общее машиностроение
Машиностроение
Биологические науки и медицина
Производство
Электроника
Строительство
Гражданское строительство
Механика
Нанонаука
Компьютеры
Информационные технологии
Транспорт
Промышленная инженерия
Инженерия окружающей среды
Специальные книжные коллекции
Основы материаловедения и инженерии
Коллекция научных книг
Специализированные коллекции
Ретроспективная коллекция
Подписка на рассылку новостей
Имя *
Фамилия *
Электронная почта *
Подпишитесь на нашу рассылку и регулярно получайте информацию о новых публикациях и специальных скидках для подписчиков!
Главная Все книги Современные материалы и технологии обработки
Обложка книги
Описание:
В этом выпуске собраны публикации, содержащие результаты исследований в области современного материаловедения и технологий обработки, начиная от конструкционных сталей и сплавов, материалов для биомедицинского применения до полимеров, композитов, передовые наноматериалы, строительные материалы и материалы, используемые для защиты окружающей среды.
Доступ через ваше учреждение
Купить эту книгу:
198,00 € *
В корзину
220,00 €
В корзину
292,60 € *
В корзину
* Доступ для 1 пользователя (цена для одного пользователя). Для многопользовательской цены, пожалуйста, заполните контактную форму
Добавлено в корзину
Новые материалы для производственных процессов
Сегодняшнее производство и сборка все меньше зависят от затрат на рабочую силу и широко используют технологии робототехники. Производители США в настоящее время сообщают о 59% всех процессов выполняется роботами, и в будущем это число увеличится 1 .
Использование данных датчиков во время изготовления, изготовления и сборки материалов создаст новое физическое понимание влияния параметров управления производством и в сочетании с цифровым двойником производственного процесса может позволить осуществлять контроль качества в режиме реального времени и ограничить необходимость неразрушающего контроля и физических испытаний материалов после окончательного изготовления. Одним из примеров является мониторинг сварки в режиме реального времени для документирования и квалификации сборки с использованием компьютеров, а не инспекторов по сварке для проведения оценки после вскрытия.
Необходимо, чтобы производственные процессы стали более энергоэффективными и даже углеродно-нейтральными как с точки зрения затрат, так и с точки зрения общества. Семь процентов выбросов углекислого газа (CO2) в мире приходится на металлургическую промышленность, которая остается одной из отраслей с самыми высокими выбросами. Подсчитано, что Швеция могла бы сократить свои выбросы CO2 на 10% за счет замены угля электроэнергией, не содержащей ископаемого топлива, и водородом для производства стали. замедлился и, вероятно, стабилизируется в 2040 г. 3 . Ниже приведены некоторые из наиболее многообещающих производственных процессов на ранних стадиях.
Несмотря на то, что за последнее десятилетие аддитивное производство (АП) значительно развилось и в 2019 году его стоимость составила 7 млрд долларов США, оно по-прежнему составляет лишь небольшой процент от общей обрабатывающей промышленности в размере 12 трлн долларов США. Ожидается, что глобальная маркировка AM достигнет 350 млрд долларов США к 2035 году7. Первыми, кто ее внедрил, стали аэрокосмическая, автомобильная и медицинская/стоматологическая отрасли. Нефтегазовая и морская отрасли изучают потенциал AM и определили несколько привлекательных бизнес-кейсов. Прилагаются активные усилия для улучшения воспроизводимости качества продукции и интеграции AM с существующими или пересмотренными версиями стандартов на материалы и маршрутами квалификации для этих различных отраслей. Разработка и применение технологии сборки, такой как 4D-печать, меняет наше представление о материалах и дизайне, и прогнозируется, что 4D-печать может заменить 3D-печать. Материалы и компоненты могут быть созданы для самосборки и изменения формы в зависимости от внешней среды и нагрузки. Эта технология также может широко применяться для добавления «умных» товаров народного потребления, таких как швейная промышленность, с разработкой материалов, которые могут изменять форму и свойства (теплоизоляция, устойчивость к дождю и т. д.), с выгодой производства концепции «один размер подходит всем» 4 . По прогнозам, к 2022 году рынок 4D-печати будет стоить 152,782 млн долларов США.
Термин «новые материалы» часто ассоциируется с материалами, обладающими свойствами, значительно отличающимися от более традиционных материалов. Очень часто это достигается за счет перехода от «монолитных» к гибридным или композиционным материалам. Хотя такие материалы могут предложить новые возможности, они также могут потребовать новых подходов к производству и соединению. Успешная реализация может зависеть от адаптации с использованием новых технологий, таких как 3D или 4D-печать, нанотехнологии или самосборка и других новаторских методов. Новые чувствительные материалы, которые могут расти, адаптироваться и изменять форму, в настоящее время разрабатываются с использованием технологий 3D-печати и роботизированного производства. Эти технологии проложат путь к будущим концепциям умного дизайна 5 6 .
Изготовление методом печати
Аддитивное производство, также известное как 3D-печать, представляет собой процесс создания продуктов путем наслоения базового продукта на основе файла 3D-данных. Аддитивное производство также идеально подходит для расширения или усовершенствования других цифровых решений, поскольку оно основано на 3D-файле. Аэрокосмическая, автомобильная и медицинская/стоматологическая отрасли первыми внедрили эту технологию. Нефтегазовая и морская отрасли изучают потенциал AM и определили несколько привлекательных бизнес-кейсов. Эти отрасли традиционно поддерживают высокие и часто дорогостоящие запасы запасных частей, чтобы гарантировать, что время простоя для ремонта и технического обслуживания будет как можно короче. Некоторые ведущие компании изучают возможности 3D-печати в стратегически важных местах, чтобы поставлять запасные части по запросу. Хотя такая стратегия снизит стоимость запасов, она может серьезно нарушить традиционные цепочки поставок судов и запасных частей.
4D-печать, также известная как 4D-биопечать, активное оригами или системы преобразования формы, использует те же методы 3D-печати, но включает в себя измерения трансформации с течением времени из одной формы в другую. Напечатанный по индивидуальному заказу объектив может иметь многофункциональные характеристики в различных средах, таких как влажность, температура, давление или различные химические вещества. Была проведена 4D-печать объектов как в микро-, так и в макромасштабе, где микромасштабное проектирование достигается за счет сложного моделирования молекулярных / волокон, которые аппроксимируют совокупные свойства всех материалов, используемых в образце. 4D-печать быстро становится новой парадигмой в таких дисциплинах, как биоинженерия, материаловедение, химия и информатика 7 .
Нано-сборка, самосборка и автономная сборка
- Наносборка представляет собой восходящую сборку или наращивание наночастиц, молекул или атомов в наностроительные блоки, которые могут стать наноструктурированными материалами с различными свойствами.
 Существуют различные методы наносборки, в том числе создание наноскопических частиц в газообразном состоянии, а затем путем конденсации, вызывающей процесс зародышеобразования.
Существуют различные методы наносборки, в том числе создание наноскопических частиц в газообразном состоянии, а затем путем конденсации, вызывающей процесс зародышеобразования. - Самосборка определяется как процесс, при котором неупорядоченные части создают упорядоченную структуру посредством только локального взаимодействия. Самосборка происходит, когда молекулы имеют очень разные свойства с каждой стороны, например, может иметь место эффект полярности.
- Автономная сборка открывает новые возможности использования робототехники при сборке крупных компонентов 8 . Автономная сборка может также открыть новые способы соединения дизайна, строительства и общества, а также уменьшить негативное воздействие на планету 9.0136 9 .
Изготовление путем склеивания
Производство путем склеивания является обычным, когда, например, требуется плотное соединение двух материалов. Существуют различные процессы склеивания: диффузионное, проволочное и клеевое.
Термопластичные композитные трубы (ТПК) изготовлены с использованием термопластичных лент, армированных волокном, путем аддитивного производства с использованием лазера или других источников тепла для производства термопластичных композитных компонентов, что представляет собой 100% автоматизированный производственный процесс. Использование TCP значительно выросло за последние несколько лет, особенно для подводных трубопроводов, что в последнее время вызывает большой интерес со стороны крупных нефтяных компаний. Трубы дешевы в производстве и просты в монтаже. Способность к раскручиванию, улучшенное отношение веса к прочности по сравнению с обычными металлическими трубами и отсутствие коррозии делают TCP потенциально прорывной технологией в трубопроводной промышленности.
Что ждет впереди?
Аддитивное производство в настоящее время находится на стадии зрелости с высоким уровнем использования в аэрокосмической и медицинской промышленности, в то время как нефтегазовая и морская отрасли полностью реализуют свой потенциал в течение следующих 10-15 лет. Будут разработаны новые бизнес-модели, а инженеры-конструкторы примут новый образ мышления, чтобы в полной мере использовать потенциал аддитивного производства. Нано-сборка, самосборка и автономная сборка будут становиться все более и более важными в ближайшие годы, но все еще будут реализованы в ограниченном масштабе из-за затрат на ранние исследования и разработки. Там, где стоимость не является определяющим фактором, например, в области медицины или при изготовлении высокотехнологичных компонентов (для использования в вычислительной и космической технике), эти затраты на исследования и разработки будут иметь меньшее значение.
Вопрос о том, как эти технологии сборки повлияют на более крупные несущие конструкции, такие как корабли и морские конструкции, остается открытым.
Главный автор : Агнес Мари Хорн
Редактор : Марк Ирвин
- Бостонская консалтинговая группа (2017). Как позиционировать свою компанию в цепочке создания стоимости 3D-печати
- www.hybritdevelopment.com
- DNV GL (2018), Перспективы энергетического перехода
- Грюневальд, SJ (2015). 3D- и 4D-печать позволит одежде и потребительским товарам думать за нас
- Пападопулу, А., Локс Дж. и Тиббитс, С. Ауксетические материалы в дизайне и архитектуре, Материалы Nature Reviews, том 2, номер 170.
- Пападопулу, А., Локс Дж. и Тиббитс, С. (2017). От самосборки к эволюционным структурам
- Момени Ф. , Хассани С., М., Лю С., Ни., Дж. (2017). Обзор 4D-печати «Материалы и дизайн», том 122, 26 мая 2017 г.
- Давуд М., Ханна С. (2019). Распознавание объектов с помощью BIP для автономной роботизированной сборки дискретных конструкций на месте, строительная робототехника
- Автономная сборка, Проектирование для новой эры коллективного строительства, С. Тиббитс, 04/vol87/2017, John Wiley & Sons: ISBN 978-1119-102359
Центр современной обработки материалов (CAMP)
Что такое КАМП?
CAMP — это исследовательский центр, в состав которого входят преподаватели Университета Кларксона, чей опыт в области материаловедения и обработки помогает компаниям, заинтересованным в понимании и использовании современных, передовых, специально разработанных материалов и процессов для улучшения продуктов, решения производственных задач. проблемы, повысить урожайность, снизить затраты и способствовать инновациям.
- Заключайте союзы с промышленными и государственными организациями, чтобы помочь им в разработке научных и инженерных технологий для стимулирования экономического роста.
- Выполнение инновационных прикладных исследований и передача технологий, связанных с синтезом и обработкой передовых материалов, имеющих экономическую ценность для промышленности и корпораций.
- Предоставить учащимся отличное образование и опыт исследований и разработок, полученные в ходе практических исследовательских проектов промышленного значения, подготовив их к работе.
Объявления
Clarkson Materials Chemistry Symposium1–2 октября 2022 г.
Advanced Functional Materials for Emerging Science and Technology
Clarkson University и CAMP рады провести полуторадневный симпозиум 1–2 октября 2022 г. , который соберет лидеров в области химии материалов, в том числе более 20 приглашенных докладчиков и студенческих постеров.
РЕГИСТРАЦИЯ ОТКРЫТА!
Как компании могут работать с CAMP?
Связь с преподавателями может быть установлена через персонал/руководство CAMP или напрямую с преподавателями. Компании обычно участвуют в первоначальных обсуждениях своих потребностей и возможностей CAMP для оказания им помощи.
- Просматривайте/ищите опыт, оборудование и контактную информацию по ссылкам выше. Как только синергия определена, CAMP предлагает различные договорные отношения для удовлетворения ваших корпоративных потребностей и ожиданий.
- Генеральное соглашение о сотрудничестве (MCA) для охвата нескольких областей исследований и содействия долгосрочным отношениям.
- Соглашения об аналитических услугах (ASA) для анализа и тестирования материалов.
- Индивидуальные соглашения для развития рабочей силы.
Успех с CAMP
- CAMP получил статус Центра передовых технологий NYSTAR с 1987 года благодаря четырем успешным продлениям контрактов со штатом Нью-Йорк. CAMP был повторно назначен в 2018 году еще на 10 лет.
- CAMP поддерживает экономическое развитие в северной части штата Нью-Йорк, во всем штате Нью-Йорк и за его пределами благодаря партнерским отношениям с организациями экономического развития, промышленностью, инновационными центрами и исследовательскими институтами.
- CAMP помог компаниям штата Нью-Йорк достичь экономического эффекта в размере 245 миллионов долларов и помог создать и сохранить 382 рабочих места за последнее десятилетие благодаря сотрудничеству в области исследований с промышленностью.
- CAMP — это партнер по совместному использованию ресурсов, способный сотрудничать с другими CAT штата Нью-Йорк и центрами передового опыта для предоставления решений для отраслевых нужд.
Сильные стороны исследований
Синтез материалов
- Синтез мелких частиц, модификации поверхности и дисперсии
- Тонкие и толстопленочные покрытия
- Умные материалы
- Функциональные полимерные материалы
- Материалы и конструкции для энергосбережения и солнечных устройств
- Биосовместимые материалы
Обработка материалов
- Аддитивное производство с использованием металлов и сплавов
- Методы осаждения пленок для металлов, сплавов и диэлектриков
- Антикоррозионная технология
- Химико-механическая полировка
Материалы. Методы расчета
- Модели и имитации дисперсии мелких частиц в воздухе и/или жидкостях
- Анализ методом конечных элементов (МКЭ) конструкционных материалов
Характеристика материалов
- Полный спектр аналитических инструментов, включая электронную микроскопию (СЭМ, ТЭМ), атомно-силовую микроскопию (АСМ), порошковую рентгеновскую дифракцию, рентгеновскую кристаллографию монокристаллов, а также ряд инструментов для термического и механического анализа .
«С помощью Центра современной обработки материалов Кларксона мы смогли добиться значительного прогресса в нашем проекте NSF STTR. За короткое время, в течение которого проект был активен, CAMP вместе с нашими преподавателями и студентами в Кларксоне, смогли создать прототип датчика воздуха, который подает большие надежды. Мы очень рады тому, что, как мы надеемся, положит начало долгому партнерству между CAMP и TelosAir».
Суреш Дханияла, доктор философии, основатель и президент TelosAir, LLC
CAMP спонсируется:
Центр передовой обработки материалов в Университете Кларксона является Центром передовых технологий, назначенным NYSTAR
Сотрудничество между промышленностью и академическими кругами занимает центральное место на Ежегодном техническом собрании CAMP 2022
Сурьядевара Бабу назначен почетным профессором Университета Кларксона
Исследователь-новатор в области ретикулярной химии и профессор Калифорнийского университета в Беркли доктор Омар Яги прочитает выдающуюся лекцию Шипли в Университете Кларксона
Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов | Результаты учреждения
Исследования
Диапазон дат: 1 июня 2021 г. — 31 мая 2022 г.
Регион: Весь мир
Тема/группа журнала: Все
Таблица справа включает подсчет результатов всех исследований Ключевой лаборатории МЧС по новым технологиям обработки цветных металлов и материалов. опубликовано в период с 1 июня 2021 г. по 31 мая 2022 г., которые отслеживаются журналом Nature. Индекс.
Наведите указатель мыши на круговую диаграмму, чтобы просмотреть общий доступ для каждой темы. Ниже то же самое результаты исследований сгруппированы по темам. Нажмите на тему, чтобы перейти к списку статей, организованных по журналам, а затем по заголовкам.
Примечание. Статьи могут быть отнесены к более чем одной предметной области.
| Граф | Поделиться |
|---|---|
| 12 | 7,14 |
Результаты по темам (доля)
| Субъект | Граф | Поделиться |
|---|---|---|
| Химия | 10 | 6,63 |
| Физические науки | 3 | 0,85 |
Доля выпуска за последние 5 лет
| 2017 | 2018 | 2019 | 2020 | 2021 |
|---|---|---|---|---|
| 0,00 | 0,00 | 0,00 | 0,22 | 3,61 |
Сравните Ключевую лабораторию МЧС по новым технологиям обработки цветных металлов и материалов с другими учреждениями
Сотрудничество
Диапазон дат: 1 июня 2021 г. – 31 мая 2022 г.
Международное и внутреннее сотрудничество по доле
- 93,63 Одомашненный
- 6,37% Международный
Наведите указатель мыши на график, чтобы просмотреть процент совместной работы.
Топ-10 местных сотрудников Ключевой лаборатории МЧС по новым технологиям обработки цветных металлов и материалов по доле (всего 16)
- Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов и Гуйлиньский технологический университет (GUT)
(11. 16)
Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов7.14
Технологический университет Гуйлиня (GUT)4.02
- Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов и Университет Гуанси (GXU)
(11.00)
Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов7.14
Университет Гуанси (GXU)3.
86 - Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов и Китайская академия наук (CAS)
(2.08)
Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов1,25
Китайская академия наук (CAS)0,82
- Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов и Пекинский технологический институт (БИТ)
(1,79)
Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов 0,52
Пекинский технологический институт (БИТ)1,27
- Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов и Suzhou Xingshuo Nanotech Company
(1,00)
Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов 0,86
Suzhou Xingshuo Nanotech Company 0,14
- Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов и Пекинская национальная лаборатория молекулярных наук (BNLMS)
(0,79)
Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов 0,50
Пекинская национальная лаборатория молекулярных наук (BNLMS) 0,29
- Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов и Хунаньский университет (HNU)
(0,72)
Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов 0,33
Хунаньский университет (HNU) 0,39
- Ключевая лаборатория МЧС новых технологий обработки цветных металлов и материалов и Пекинский университет (PKU)
(0,64)
Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов 0,50
Пекинский университет (PKU) 0,14
- Ключевая лаборатория Министерства энергетики по новым технологиям обработки цветных металлов и материалов и Центр передовых исследований науки и технологий высокого давления (HPSTAR)
(0,64)
Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов 0,50
Центр передовых исследований науки и техники высокого давления (HPSTAR) 0,14
- Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов и Лаборатория материалов CAS Songshan Lake
(0,53)
Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов 0,42
CAS Лаборатория материалов озера Суншань 0,11
10 ведущих международных сотрудников Ключевой лаборатории МЧС по новым технологиям обработки цветных металлов и материалов по акции (всего 4)
- Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов и Университет Невады, Рино (UNR)
(1,00)
Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов 0,90
Университет Невады, Рино (UNR) 0,10
- Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов и Университет Южной Каролины, Колумбия (Южная Каролина)
(0,50)
Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов 0,28
Университет Южной Каролины, Колумбия (Южная Каролина) 0,22
- Ключевая лаборатория МЧС новых технологий обработки цветных металлов и материалов и Королевский Мельбурнский технологический институт (Университет RMIT)
(0,50)
Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов 0,33
Королевский Мельбурнский технологический институт (Университет RMIT) 0,17
- Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов и Национальный институт стандартов и технологий (NIST)
(0,21)
Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов 0,14
Национальный институт стандартов и технологий (NIST) 0,07
Отношения
Учреждения-партнеры
Ключевая лаборатория МЧС по новым технологиям обработки цветных металлов и материалов — это научное сотрудничество, статьи которого
начислено его участвующим учреждениям-партнерам ниже.
- Университет Гуанси (GXU)
- Гуйлиньский технологический университет (GUT)
Только числовая информация лицензируется в соответствии с Креативом. Commons Attribution-NonCommercial-ShareAlike 4.0 Международная лицензия.
Ключевая лаборатория передовых технологий обработки материалов,Министерство образования-机械系英文
Ключевая лаборатория передовых технологий обработки материалов,Министерство образования
В 2007 году на базе Ключевой лаборатории формовки и производства факультета машиностроения Университета Цинхуа, основанного в 2005 г., после успешного прохождения оценки.
На основе постоянной поддержки Университета Цинхуа «Проект 211» и «Проект 985», в соответствии с национальным среднесрочным и долгосрочным планированием развития науки и техники по разработке производственной стратегии, ориентированной на потребности национального экономики и крупных национальных проектов, лаборатория стала междисциплинарной исследовательской площадкой кафедры машиностроения и института материалов.
Текущая цель ключевой лаборатории — добиться прорыва и инноваций в фундаментальных исследованиях ключевых технологий производства и внести свой вклад в основные требования в строительстве в Китае, стремясь к цели «Сделано в Китае 2025». уделял внимание развитию базовой теории формовочных и производственных технологий, а также разработке и инновациям передовых технологий, всегда уделял внимание основным прикладным фундаментальным исследованиям для развития национальной экономики, особенно базовым частям и компонентам, ключевой технологии формирование, производство и разработка оборудования, остро необходимого нации. Ключевая лаборатория сформировала характеристику «на основе границы, обращенной к стране, кросс-инновациям, системной интеграции». Было установлено несколько основных направлений исследований, таких как передовая теория формовки и производства и цифровое моделирование, значительное формовочное оборудование и автоматизация, усовершенствованная подготовка материалов, лазерная обработка, аддитивное производство, трехмерная биологическая печать.
В ключевой лаборатории есть 5 подразделений: производство цифровой штамповки, производство штамповки легких металлов, производство роботов формовки, производство быстрого прототипирования и формовка производства важного оборудования. Ключевая лаборатория имеет направление исследований передовых материалов и технологий обработки. В ключевой лаборатории работает исследовательская группа из более чем 80 человек, в том числе 2 академика Китайской академии наук и Китайской инженерной академии, 5 выдающихся талантов Нового века Министерства образования, 29профессоров, 35 доцентов. Ключевая лаборатория имеет площадь более 7500 квадратных метров, приборы и оборудование более 2000 комплектов/шт. Среди них более 30 крупных инструментов стоимостью более 300 000 юаней. Общая стоимость основного оборудования составляет более 90 миллионов юаней.
За последние пять лет опубликовано 373 научных статьи, выдано 177 патентов на изобретения. Степень магистра получили 231 человек, степень доктора наук – 128 человек, один из них защитил выдающуюся докторскую диссертацию страны. «Исследование, разработка и промышленное внедрение комплектов оборудования и технологии вертикальной экструзионной машины для черных металлов на 36000 тонн получили «Вторую премию Национальной премии в области научно-технического прогресса» в 2015 году, которая была разработана ключевой лабораторией.
Основные экспериментальные платформы и испытательные стенды
Система лазерной обработки
Производство и испытательный стенд для формовки материалов
Платформа для подготовки и анализа материалов
40MN/64MN Технология многонаправленной штамповки для симуляции модели гидравлического прессования и моделирования
9003 9003 Ключевое основное оборудование
Профессор Yongnian YAN дает краткую информацию президенту XI об этапе разработки 40KT для штамповки под давлением с гидравлическим давлением.
Профессор Yongnian YAN информирует президента HU об этапе разработки экструзионной установки 36KT.
Крупный представитель Научные достижения:
Многомасштабное, междисциплинарное, полномасштабное моделирование и моделирование.
Крупномасштабные, высокосложные и высокоэффективные исследования в области сварочных технологий; Технология вертикальной экструзии и разработка оборудования.
Макроструктурная сборка углеродных наноматериалов
Теории, характеристики и применение правил направленного затвердевания, производство пористых и вспененных металлов.
Пористый вспененный алюминий, изготовленный методом нагнетания газа.
Главы ключевой лаборатории:
Главный директор: профессор Минг Чжоу
Вице -директор: Проф. Янксин Ли, профессор Дон Дю.
Комитет Член
Имя
Наименование
Дом Учреждение
Главный директор
Хуамин Ван
Профессор/ член Китайской инженерной академии
Школа материаловедения и инженерии Пекинского университета аэронавтики и астронавтики
Заместитель директора
Дэчжун Шань
Научный сотрудник/ член Китайской инженерной академии
Китайская академия машиностроения и технологий
Комитет
Цицзе Чжай
Профессор
Школа материаловедения и инженерии Шанхайского университета
Комитет
Шицзянь ЮАНЬ
Профессор
Факультет материаловедения и инженерии Харбинского технологического института
Комитет
Шуили ГОНГ
Исследователь
AVIC Пекинский научно-исследовательский институт технологий авиационного производства
Комитет
Известкование LIU
Профессор
Школа материаловедения и инженерии Даляньского технологического университета
Комитет
Хунбяо Дун
Профессор
Лестерский университет, Великобритания
Комитет
Яньцин SU
Профессор
Факультет материаловедения и инженерии Харбинского технологического института
Комитет
Хун ЯН
Старший инженер уровня профессора
Шанхайская электростанция, группа
Комитет
Минлинь ЧЖУН
Профессор
Школа материаловедения и инженерии Университета Цинхуа
Комитет
Дамин ЧЖУАН
Профессор
Школа материаловедения и инженерии Университета Цинхуа
Комитет
Femg LIN
Профессор
Школа материаловедения и инженерии Университета Цинхуа
Комитет
Липинг ВАН
Профессор
Школа материаловедения и инженерии Университета Цинхуа
Топ-10 тенденций и инноваций в отрасли материалов
Преобразования, происходящие в энергетике, автомобилестроении, логистике, производстве и строительстве, в сочетании с развивающимися инновациями в рамках Индустрии 4. 0 стимулируют спрос на новые материалы. Тенденции индустрии материалов варьируются от решений для обеспечения устойчивости, облегчения веса, 3D-печати и обработки поверхностей до разработки интеллектуальных материалов, наносоставов и передовых композитов с улучшенными характеристиками. Кроме того, широкое внедрение методов искусственного интеллекта (ИИ), машинного обучения (МО) и управления данными побуждает ученых гораздо быстрее исследовать и разрабатывать новые материалы. Это ускоряет вывод передовых материалов на рынок с пары десятилетий до нескольких лет.
На карте инноваций представлены 10 основных тенденций в отрасли материалов и 20 многообещающих стартапов
Для этого углубленного исследования основных тенденций и стартапов в отрасли материалов мы проанализировали выборку из 2 453 мировых стартапов и масштабируемых компаний. Результатом этого исследования является инновационная аналитика на основе данных, которая улучшает процесс принятия стратегических решений, предоставляя вам обзор новых технологий и стартапов в индустрии материалов. Эти идеи получены в результате работы с нашей платформой StartUs Insights Discovery Platform на основе больших данных и искусственного интеллекта, охватывающей более 2 500 000 стартапов и масштабируемых компаний по всему миру. Платформа быстро предоставляет исчерпывающий обзор новых технологий в конкретной области, а также на раннем этапе выявляет соответствующие стартапы и расширения.
На приведенной ниже карте инноваций представлен обзор 10 основных отраслевых тенденций и инноваций, которые влияют на компании, производящие материалы, по всему миру. Кроме того, карта инноваций в области материалов показывает 20 тщательно отобранных стартапов, все из которых работают над новыми технологиями, продвигающими свою область. Чтобы изучить индивидуальные идеи, просто свяжитесь с нами.
10 основных тенденций в отрасли материалов
- Устойчивые материалы
- Умные и чувствительные материалы
- Nanotechnology
- Additive Manufacturing
- Lightweighting
- Material Informatics
- Advanced Composites
- Graphene & 2D Materials
- Surface Engineering
- Materials Management 4. 0
Click to download
Interested to explore all 2 400+ startups и масштабирование?
Демонстрация расписания
Древовидная карта показывает влияние 10 основных тенденций в отрасли материалов
На основе карты инноваций в области материалов представленная ниже древовидная карта иллюстрирует влияние 10 основных тенденций в отрасли материалов в 2022 году. Стартапы теперь разрабатывают устойчивые, отзывчивые и интеллектуальные материалы, которые также обладают улучшенными физическими свойствами. Например, биоразлагаемые пластики, термоадаптирующиеся ткани и гибкие дисплеи. Новые составы, в том числе наноматериалы и биоматериалы, придают новые функциональные возможности существующим материалам, расширяя при этом возможности инноваций. Аддитивное производство, передовые композиты и 2D-материалы также привели к разработке различных легких материалов. Наряду с информатикой материалов и управлением, проектирование поверхностей влияет на несколько отраслей, от энергетики, автомобилестроения и строительства до биотехнологий, здравоохранения и текстиля.
Нажмите, чтобы загрузить
Хотите узнать, какая технология больше всего повлияет на ваш бизнес?
Свяжитесь с нами
Глобальная тепловая карта стартапов охватывает 2 453 Материалы Стартапы и масштабируемые проекты
Глобальная тепловая карта стартапов, приведенная ниже, показывает глобальное распределение 2 453 образцовых стартапов и масштабируемых проектов, которые мы проанализировали для этого исследования. Тепловая карта, созданная с помощью платформы StartUs Insights Discovery, показывает, что Европа и США являются домом для большинства этих компаний, в то время как мы также наблюдаем рост активности в Юго-Восточной Азии, Австралии и Индии.
Ниже вы познакомитесь с 20 из этих 2 453 многообещающих стартапов и масштабируемых компаний, а также с решениями, которые они разрабатывают. Эти 20 стартапов были отобраны вручную на основе таких критериев, как год основания, местоположение, привлеченное финансирование и многое другое. В зависимости от ваших конкретных потребностей ваши лучшие варианты могут выглядеть совершенно по-разному.
Нажмите, чтобы загрузить
10 основных тенденций в отрасли материалов в 2022 году
1. Экологичные материалы
Огромный объем отходов, образующихся при использовании и производстве материалов, заставляет правительства разрабатывать различные экологические нормы. Практически все отрасли сталкиваются с проблемами при перестройке своих внутренних процессов с точки зрения жизненного цикла материалов. Компании в строительном, автомобильном, упаковочном и производственном секторах интегрируют экологически чистые материалы, чтобы уменьшить свой углеродный след. В конце концов, эти усилия направлены на уменьшение бремени отходов на планете. Устойчивые материалы также способствуют развитию систем замкнутого цикла и позволяют реализовать экономику замкнутого цикла.
Spectalite производит биокомпаундные материалы
Индийский стартап Spectalite намерен помочь предприятиям автомобилестроения, логистики, упаковки, гостиничного бизнеса и товаров народного потребления в достижении их целей устойчивого развития. Стартап производит биоразлагаемые и перерабатываемые соединения на основе сельскохозяйственных отходов и возобновляемых ресурсов. Его продукция способствует сохранению природных месторождений и лесов, а также обеспечивает масштабируемость и адаптируемость к существующим производственным процессам.
eCO2Blocks разрабатывает экологичные строительные материалы
Португальский стартап eCO2Blocks применяет принципы экономики замкнутого цикла для производства экологически чистых строительных материалов. Углеродно-отрицательные тротуарные блоки стартапа не содержат цемента благодаря внедрению экономически эффективного производственного процесса. Кроме того, eCO2Blocks использует промышленные отходы, непитьевую воду и технологию поглощения углекислого газа, не отвлекая природные ресурсы.
2. Адаптивные и умные материалы
Чтобы соответствовать требованиям некоторых промышленных применений, новые материалы, разрабатываемые в настоящее время, обладают специфическими характеристиками. Достижения в области материаловедения позволяют использовать интеллектуальные материалы с программируемыми свойствами, которые ведут себя или реагируют на воздействия внешних факторов. Новые стартапы разрабатывают материалы и продукты с различными свойствами, от термо-, электро- и фотохромизма до пьезоэлектричества, памяти формы, самовосстановления и свойств фазового перехода, среди прочих характеристик.
Memetis предлагает высокопроизводительные приводы
Немецкий стартап Memetis создает сверхкомпактные миниатюрные приводы на основе сплавов с памятью формы. Стартап обеспечивает эффект памяти в своих материалах, которые также выдерживают экстремальные деформации, а затем возвращаются к своей первоначальной форме. Это свойство поддерживает работу приводов даже в небольших или плотных монтажных пространствах. Memetis предлагает решения для бытовой электроники, телекоммуникаций, оптических технологий, мобильности и промышленности 4.0.
Sorex Sensors разрабатывает технологию объемного пленочного акустического резонатора (FBAR)
Sorex Sensors — стартап из Великобритании, разрабатывающий высокочувствительные датчики микроэлектромеханической системы (MEMS) на кремниевых пластинах с использованием тонкопленочного пьезоэлектрического материала. Стартап использует технологию FBAR для создания пьезоэлектрического эффекта, что позволяет ему точно определять изменения температуры и массы по шкале фемтограмм. Это позволяет небольшим устройствам с низким энергопотреблением реагировать на внешние раздражители. Некоторые варианты использования этого решения включают тонкопленочную метрологию, а также мониторинг газа и твердых частиц.
3. Нанотехнологии
Достижения в области нанотехнологий показывают, что характеристики материалов в наномасштабе отличаются от характеристик их объемных эквивалентов. Распространение нановолокон, нанотрубок, аллотропов, квантовых точек (КТ) и других наноматериалов обеспечивает почти бесконечный источник добавленной стоимости. Это включает в себя усиленную производительность промышленных продуктов, сохраненную на атомарном уровне. Используя наноматериалы, современные компании обеспечивают себе конкурентное преимущество, особенно в секторах электроники, энергетики, мобильности и производства.
Nanolumi производит нанокристаллы перовскита
Сингапурский стартап Nanolumi намеревается преодолеть недостатки технологии QD для электронных дисплеев с помощью надежных и безопасных нанокристаллов перовскита. Стартап сочетает в себе отсутствие кадмия, широкий световой спектр, более чистые цветовые характеристики и пригодность для крупносерийного массового производства. Продукт Nanolumi также предназначен для замены обычных нанокристаллов перовскита и квантовых точек для электроники премиум-класса.
BNNano предлагает улучшенные нанотрубки из нитрида бора
Американский стартап BNNano производит нанотрубки из нитрида бора с супергидрофобными свойствами, высокой электроизоляцией, а также высокими характеристиками термической и механической стабильности. Стартап предлагает свои наноматериалы в виде порошков, лигатур, маточных смесей и индивидуальных смесей. Он находит применение в аэрокосмической, автомобильной, оборонной и текстильной промышленности, а также для радиационной защиты и теплового управления.
4. Аддитивное производство
Новые предприятия аддитивного производства стремятся выйти за рамки традиционных термопластов и применять материалы, которые обеспечивают большую гибкость, индивидуализацию и функциональность при меньшем количестве отходов. Прогресс технологий 3D-печати, в свою очередь, стимулирует модернизацию металлов, сплавов, керамики, волокон и их соединений. Это также способствует появлению совершенно новых и прочных полимерных нитей с улучшенной проводимостью, плавлением и химической стойкостью, среди прочих свойств.
MAT3D предлагает композитные полимерные материалы
Итальянский стартап MAT3D разрабатывает новые полимерные материалы для аддитивного производства, обладающие улучшенными функциональными свойствами. Материалы стартапа заменяют высокопроизводительные пластики для 3D-печати металлом. Его решения также включают различные смолы с повышенными электрическими, магнитными, антибактериальными и термомеханическими свойствами для промышленных рынков.
Chromatic 3D Materials производит 3D-печатные полиуретаны
Американский стартап Chromatic 3D Materials производит набор прочных высокоэффективных полиуретановых эластомеров для 3D-печати, которые одновременно адаптируются и эластичны. Стартап предлагает большую степень настройки и совместимости с добавками, а также обеспечивает качество конечных продуктов. Продукция Chromatic 3D Materials ориентирована, в частности, на рынки автомобилей, производства и потребительских товаров.
5. Легкий вес
Различные отрасли промышленности, от аэрокосмической до мобильной, ищут инновационные способы уменьшения лишнего веса и, следовательно, обеспечения максимальной топливной экономичности и управляемости. Это стимулирует исследования таких материалов, как алюминий, магний и титан, а также высокопрочных пластиков и углеродного волокна. Эти материалы предлагают предприятиям возможность снизить нагрузку на окружающую среду и эксплуатацию, возникающую из-за их более тяжелых деталей. Более того, инновации в области облегчения веса в отрасли материалов также обеспечивают уровень безопасности и надежности наравне с более тяжелыми аналогами.
TxV Aero продвигает производство аэрокосмических композитов
Американский стартап TxV Aero разрабатывает и проектирует ламинированные материалы и готовые композитные детали для применения в коммерческой аэрокосмической отрасли. Используя передовые технологии, стартап производит легкие термопластичные сборки с индивидуальными характеристиками, включая ориентацию слоев, прокладки, форму, близкую к чистой, и многое другое. Кроме того, TxV Aero работает над модернизацией аэрокосмических приложений для повышения общей производительности.
Fibratech производит композитные автомобильные колеса
Польский стартап Fibratech намеревается преодолеть ограничения веса и производительности алюминия в секторе мобильности. Она разрабатывает гибридные композитно-металлические колеса для транспортных средств, дополненные углеродным волокном. Материал Fibratech обеспечивает общее снижение массы, увеличение жесткости и индивидуальный дизайн по сравнению с широко используемыми коваными алюминиевыми колесами.
Хотите узнать, какая технология больше всего повлияет на ваш бизнес?
Свяжитесь с нами
6. Информатика материалов
Сегодня крупные компании используют подход к материалам, основанный на данных, дополненный принципами информатики и вычислительных методов, а также машинного обучения и искусственного интеллекта. Это позволяет им тщательно упорядочивать и моделировать данные о материалах. В дополнение к оптимизации способности надежно извлекать научные выводы из данных о сложных материалах, информатика также ускоряет сроки исследований и разработок (НИОКР), экономя время и трудозатраты.
Kebotix создает беспилотную лабораторию для исследования материалов
Американский стартап Kebotix разрабатывает беспилотную лабораторию для исследования материалов, чтобы ускорить исследование новых материалов. Стартап использует большие данные, принятие решений на основе ИИ, специализированную робототехнику и удобный интерфейс для оптимизации циклов для ученых. Kebotix особенно заинтересован в решении проблем в области устойчивого развития, общественного здравоохранения и опасных промышленных веществ.
Matelligence обеспечивает скрининг материалов на основе ИИ
Канадский стартап Matelligence предоставляет экспертам в области материаловедения инструменты для исследования материалов на основе данных. Его решение включает в себя вычислительные методы с запатентованными алгоритмами искусственного интеллекта, чтобы сократить количество необходимых научных экспериментов и ускорить процедуры проверки. Платформа Matellligence в первую очередь нацелена на чистую энергетику, электронику и производство, среди прочих секторов.
7. Передовые композиты
Быстрый рост числа промышленных применений также приводит к разработке различных композитных или гибридных материалов. Стремясь повысить производительность и соответствие нормативным требованиям, а также сократить расходы, новые стартапы внедряют инновации в области смол, волокон, подложек, матриц и отделок для создания нестандартных композитов. Эти составные решения предоставляют расширенные и ориентированные на пользователя приложения, в первую очередь для рынков инфраструктуры, энергетики, промышленности 4.0 и мобильных устройств.
AMP Industrial предлагает композиты с непрерывным волокном для винтов
Американский стартап AMP Industrial производит передовые композиты для беспилотных авиационных систем (БАС). Стартап использует однонаправленные термопласты, армированные непрерывным волокном (CFR-TP), для изготовления своих композитов. Они отличаются высоким соотношением прочности к весу и ударной вязкостью материала, а также поддерживают индивидуальную конструкцию материалов для высокопроизводительных приложений.
ARCEON создает композиты, устойчивые к высоким температурам (HTRC)
Голландский стартап ARCEON создает инновационные жаропрочные композиты для спутников, ракет и деталей двигателей. Ее продукция выдерживает температуру свыше 1000 градусов Цельсия, сохраняет низкий коэффициент теплового расширения, содержит легкие материалы, а также повышает механическую прочность и долговечность.
8. Графен и двумерные материалы
Прорывы в области нанотехнологий позволяют компаниям, занимающимся материаловедением, разрабатывать пути для двумерных или однослойных материалов. Обладая присущей теплопроводностью и механической прочностью, 2D-материалы расширяют возможности промышленного применения. Однако большинство 2D-материалов, таких как германен, силицен, станен и фосфорен, все еще находятся в стадии разработки, за исключением графена. Будучи первым успешно коммерциализированным двумерным материалом, графен улучшает прочность на растяжение, внутрилистовую прочность, долговечность поверхности, подвижность электронов, гибкость и термическое сопротивление. Сектора, использующие графен, включают электронные дисплеи, суперконденсаторы, автомобилестроение, строительные краски и производство пластмасс.
Ionic Industries производит графеновые материалы
Австралийский стартап Ionic Industries стремится преодолеть разрыв между исследованиями графена и разработкой его коммерческих приложений. Стартап включает в себя опыт и запатентованные процессы производства графена и оксида графена. Ionic Industries специализируется на графеновых добавках для очистки воды и нанофильтрации, а также для хранения энергии.
Carbon Waters предлагает Graphene Dispersions
Французский стартап Carbon Waters специализируется на применении жидкого графена для различных рынков. Графеновые дисперсии стартапа обеспечивают барьерные покрытия, смазочные и антикоррозионные свойства для промышленных поверхностей и механизмов. Кроме того, решение улучшает управление температурой для электроники и полупроводников, а также электропроводность для производственных и бытовых устройств.
9. Обработка поверхности
Подверженные постоянному износу, коррозии, УФ-излучению и другим вредным факторам, промышленные поверхности требуют покрытий с повышенной износостойкостью. Это необходимо для защиты автомобильных, промышленных, сельскохозяйственных, морских и производственных активов, а также для повышения производительности. Кроме того, инженерные инновации позволяют придать поверхностям свойства гидрофобности и омнифобности, самоочищения и сглаживания. После COVID-19Вспышка, инженеры-наземные инженеры работают над тем, чтобы освоить противомикробные препараты для более надежной защиты как на промышленных, так и на непромышленных объектах.
SolCold разрабатывает технологию антистоксовой флуоресценции
Израильский стартап SolCold разрабатывает решение для модификации поверхности на основе нанофильтра и активной охлаждающей краски. Используя технологию антистоксовой флуоресценции, стартап преобразует тепло и солнечное излучение в недорогую систему охлаждения. Технология стартапа создает обратную зависимость между солнечной активностью и теплопередачей. Это решение подходит для транспорта, строительства, сельского хозяйства и текстильной промышленности.
OPUS Materials предлагает технологию материалов на заказ
Британский стартап OPUS Materials разрабатывает инновационные грязеотталкивающие и самоочищающиеся покрытия для аэрокосмической, мобильной, морской и возобновляемой энергетики. Решение стартапа улучшает расход топлива и поток воздуха, снижает коррозию и оптимизирует эффективность материалов. Кроме того, OPUS Materials позволяет создавать материалы для покрытий по дизайну, а также поддерживает создание соответствующих цепочек поставок.
10. Управление материальными потоками 4.0
Индустрия 4.0 внедряет свои методы управления материальными потоками, их обработки и обработки. От автономной добычи и передового автоматизированного производства до роботизированных манипуляций и облачных вычислений сектор материалов быстро оцифровывается и взаимосвязан. В результате разработка новых материалов идет параллельно с их промышленной адаптацией через промышленные технологии четвертого поколения.
INTSITE способствует оптимизации горнодобывающих предприятий
Израильский стартап INTSITE намеревается решить проблему неэффективности обработки материалов и горных работ с помощью набора решений для автоматизации с улучшенным ИИ. Стартап оптимизирует траектории движения, межмашинное взаимодействие и алгоритмы машинного зрения. Кроме того, подключенная автономная тяжелая техника INTSITE позволяет владельцам площадок повысить производительность погрузочно-разгрузочных работ и организационную эффективность.
Seriforge обеспечивает массовую настройку для углеродных волокон
Стартап Seriforge из США автоматизирует производство углеродного волокна для достижения высоких темпов массового производства и короткого времени цикла. Запатентованные процедуры стартапа по сшиванию и предварительному формованию в форме сетки позволяют масштабировать производство деталей из углеродного волокна.
Откройте для себя все технологии материалов и стартапы
Прорывы в промышленности обычно идут рука об руку с разработкой новых материалов. Быстрые достижения в материаловедении еще больше ускоряют исследования и эксперименты, повышая устойчивость материалов, легкость, наномолекулярные и программируемые качества.