Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.

Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.

Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.

Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.

Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.

Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.

Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.

Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.

При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.

Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
составы, рекомендации по применению, характеристики
Обычно изделия из алюминия с помощью пайки производят в промышленных цехах. В домашних условиях такую процедуру выполнить достаточно сложно, так как на поверхности алюминиевых деталей, после их зачистки, сразу появляется повышенной прочности оксидная пленка. Для ее разрушения требуется механическая обработка и применение специального припоя.
Составы припоев для пайки алюминия
 В состав большинства припоев для пайки входят химические элементы, которые с алюминием почти не растворяются. Поэтому для соединения алюминиевых деталей выбор рекомендуется остановить на тугоплавких припоях на основе алюминия и легкоплавких, созданных на основе кадмия, олова или цинка.
В состав большинства припоев для пайки входят химические элементы, которые с алюминием почти не растворяются. Поэтому для соединения алюминиевых деталей выбор рекомендуется остановить на тугоплавких припоях на основе алюминия и легкоплавких, созданных на основе кадмия, олова или цинка.
Более удобны в использовании легкоплавкие составы, с помощью которых процесс пайки можно проводить при низких температурах, тем самым избежав больших изменений свойств алюминия.
Существенным минусом применения соединений из олова и кадмия является их нестойкость к коррозиям, что приводит к скорым разрушениям материала.
Наиболее надежны тугоплавкие сплавы, имеющие в своей основе алюминий. В их состав может входить:
- кремний;
- цинк;
- медь.
Самым простым из них является сплав алюминия с кремнием. Наиболее надежный результат можно получить после применения состава, в который входит алюминий, медь и цинк.
Совершая плавку с применением тугоплавких припоев, жало паяльника необходимо нагреть до температуры в 350 градусов. При этом нужно использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Самые простые виды припоев можно приготовить в домашних условиях, если для этого есть соответствующее оборудование. Однако не составит труда купить состав для пайки алюминия в магазине. В них, как правило, представлен широкий выбор различных марок.
HTS -2000 – припой для пайки алюминия и его сплавов
Американский продукт выпускается в форме стержня и состоит из девяти сплавов. Припой HTS -2000 – это продукт последних достижений, с помощью которого пайку можно проводить без флюса. Он легко проникает через лежащие ниже поверхности примеси, через которые не могут проникнуть составы конкурентов.
При применении продукта HTS -2000 не требуется обладать какими-то специальными навыками, что означает его высокое качество. Нагреваясь, припой легко проникает через образовавшуюся на поверхности пленку оксида алюминия и создает прочные молекулярные соединения.
Из-за того, что электрохимический потенциал между алюминием и припоем невелик, коррозия материалу не страшна. Срок эксплуатации изделий с таким соединением более 10 лет.
Область применения продукта HTS -2000:
- восстановление деталей после сколов, поломки, износа;
- ремонт картеров автомобилей;
- ремонт алюминиевых днищ лодок;
- ремонт трубок кондиционеров, компрессоров, насосов;
- пайка и медных и алюминиевых элементов в различных сочетаниях;
- ремонт топливных баков из алюминия;
- восстановление и ремонт головок блока цилиндра;
- ремонт радиаторных трубок;
- восстановление резьбовых отверстий.
Кроме этого, с помощью такого припоя можно ремонтировать алюминиевые лестницы, желоба, лодки. Довольно часто его применяют при ремонте дизельных двигателей.
Важно знать, что припой HTS -2000 специалисты не рекомендуют использовать для пайки алюминия с медью. Вследствие такой процедуры возникает электрохимическая коррозия, которая быстро разрушает металл.
Материал используется с кислородно-ацетиленовой или пропановой горелкой. Он является самым сильным, быстрым и в то же время простым припоем для пайки среди других аналогичных сплавов.
Castolin AluFlam 190 – припой из Франции
Продукт применяется в качестве присадочного прутка для ремонта алюминиевых деталей и высокотемпературной пайки.
Технические характеристики припоя Castolin AluFlam 190:
- Обладает высокой прочностью и исключительной капиллярной текучестью.
- Характеризуется отличной электропроводностью.
- По цвету соответствует многим сплавам из алюминия.
Продукт Castolin AluFlam 190 рекомендуется для высокопрочного соединения:
- алюминиевых сплавов с кремнием;
- кованого алюминия;
- листов;
- трубопроводов.
Его нельзя использовать для алюминиевых сплавов, в которых присутствует более 1,5% магния, и для деталей, которые требуют последующего анодирования.
Из-за своей способности формировать вязкий и прочный шов, припой Castolin AluFlam 190 может применяться в самых различных областях. Его можно использовать для ремонта оконных рам и мебели, в транспортной промышленности, для ремонта холодильного оборудования, газовых магистралей, решеток, кондиционеров и многого другого.
С продуктом Castolin AluFlam 190 специалисты рекомендуют использовать флюс Castolin 190 Flux .
Припой для пайки алюминия 34А
Продукт выпускается отечественным производителем в виде порошка, проволоки или прутков. В его состав входит около 66% алюминия, примерно 28% меди и не более 6% кремния. При применении материала 34А во время работ по пайке рекомендуется применение флюса Ф34А.Температура плавления сплава 525 градусов, в то время как процесс пайки должен производиться при температуре в 530-550 градусов.
Состав припоя позволяет применять его для пайки чистого алюминия и его сплавов, алюминия с медью и ее сплавами. Продукт 34А нашел применение во многих сферах традиционной и современной промышленности.
Сплав подходит для пайки с использованием ацетил-кислородных, пропан-бутановых и пропановых газовых горелок. Его не рекомендуется использовать для работ со сплавами Д1 и Д16, а также с составами, содержащими более 3% магния.
Срок годности продукта неограничен.
Производители специально разрабатывают высокотехнологические припои для восстановления и ремонта алюминиевых деталей, чтобы во время процесса пайки не требовалось использование дорогостоящего сварочного оборудования. С такими продуктами легко можно добиться эластичности и прочности шва, который устоит даже при высоких нагрузках на отремонтированную деталь. С правильно подобранными припоями алюминиевые изделия можно восстановить или соединить в считанные минуты.
Оцените статью: Поделитесь с друзьями!stanok.guru
Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.

Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.

Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
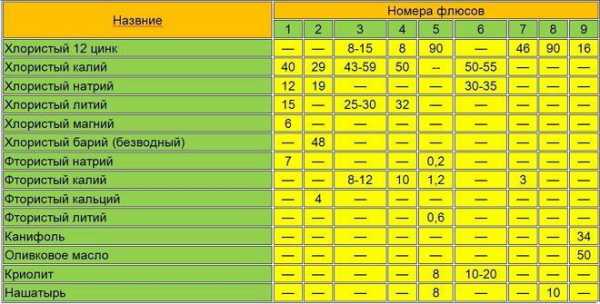
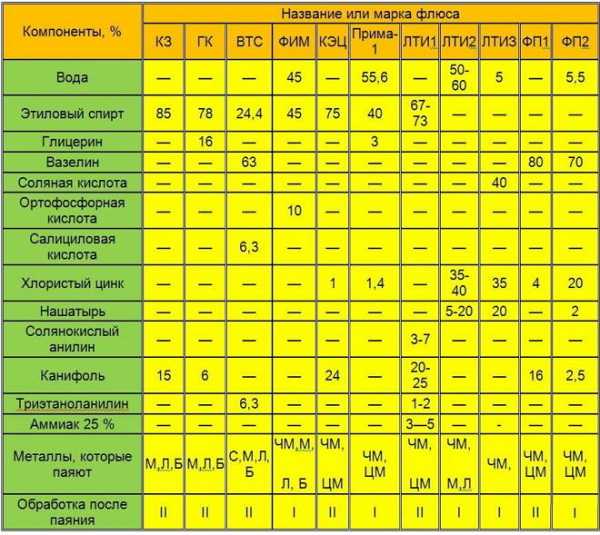
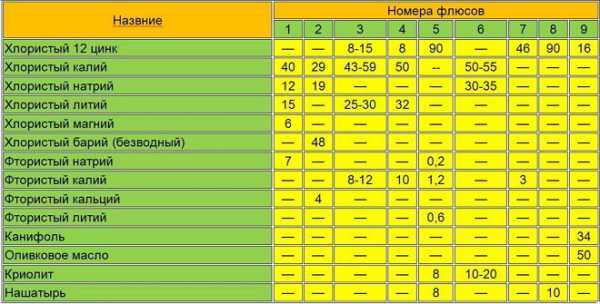
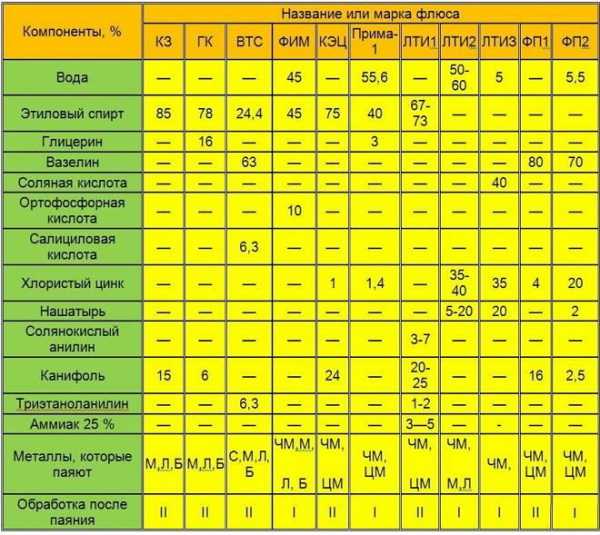
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.

Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.

Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.

Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.

Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.

Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.

При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.

Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Оценка статьи:
Загрузка…Поделиться с друзьями:
moy-metall.ru
Пайка алюминия в домашних условиях горелкой, припой
Промышленное производство алюминия, по историческим меркам, началось относительно недавно. Но за это время этот материал прочно вошел в нашу жизнь. Его основные параметры – высокая электро- и теплопроводность, малый вес, стойкость к воздействию коррозии привели к тому, что этот металл стал основным материалом, применяемым в авиационной и космической промышленности. Кроме этого, без алюминия невозможно представить улицы наших городов, из него выполняют светопрозрачные конструкции (двери, окна, витражи), рекламные конструкции и многое другое.

Пайка алюминия
При его обработке допустимо использовать практически все виды обработки – точение, штамповка, литье, сварку и пайку. Последние способы применяют для получения неразъемных соединений из алюминиевых заготовок.
Общие принципы пайки алюминия в домашних условиях
Многие искренне полагают, что пайка алюминия в домашних условиях – это довольно сложный процесс. Но на самом деле все не так и плохо. Если использовать соответствующие припои и флюсы, то особых сложностей не должно возникнуть. В том случае если домашний мастеровой будет паять алюминиевые детали с использованием материалов, предназначенных для меди или стали, то результат, скорее, будет отрицательный.

Инструменты для пайки
Особенности процесса
Сложности пайки алюминия обусловлены в первую очередь тем, что на его поверхности существует оксидная пленка, которая в отличии от основного металла имеет более высокую температуру плавления и высокой стойкостью к воздействию различных химических веществ. Именно это пленка и создает серьезные препятствия при использовании традиционных припоев и флюсов и например, если паять алюминий оловом, то гарантировать качественный результат сложно. Для устранения этой пленки применяют или механическое воздействие, или флюсы, которые содержат сильнодействующие химические вещества.
Сам основной металл, в данном случае алюминий обладает низкой температурой плавления, порядка 660 °C. Такая разница между температурой плавления оксидной пленки и основным металлом тоже приводит к осложнениям в пайке.
Это свойство алюминия в результате приводит к тому, разогретый алюминий становиться менее прочным. Так, алюминиевые конструкции начинают терять устойчивость уже при температуре 250-300 °C. Кроме этого в составе алюминиевых сплавов могут входить материалы, начинающие плавиться при температуре в 500-650 °C.
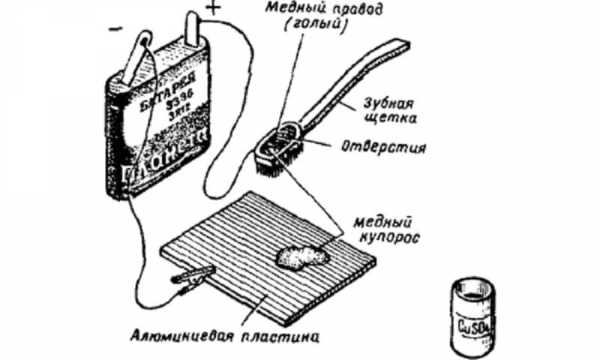
Схема пайки алюминия
В состав большого количества припоев входят – олово, кадмий и другие компоненты. Алюминий с трудом входит в контакт с этими материалами и это в свою очередь приводит к тому, что швы, получаемые с использованием этих припоев, отличаются низкой надежностью и прочностью. Между тем, хорошей растворимостью друг в друге обладают цинк и алюминий. Использование цинка в составе припоев позволяет придавать шву высокие прочностные параметры.
Использование трансформаторного масла
Как уже отмечалось выше, основное препятствие при выполнении пайки – это наличие оксидной пленки. Перед тем как паять алюминий ее необходимо устранить. Для ее удаления используют разные методы, начиная от использования абразивного инструмента и заканчивая специальными флюсами. Кроме этого, существуют и «народные» способы. Один из них связан с применением трансформаторного масла.

Трансформаторное масло
Для удаления оксидной пленки применяют следующий состав – в абразивный порошок добавляют трансформаторное масло. При постоянном перемешивании, в результате должна получиться пастообразная масса. Ее необходимо нанести на заранее очищенное место пайки. После этого жало паяльника необходимо тщательно пролудить и натирают подготовленные места до появления олова. После этого места пайки необходимо промыть и можно продолжать работу.
Какой припой применяется для пайки алюминия
Большинство припоев содержат в своем составе вещества, не растворяющиеся в алюминии. Именно поэтому для создания неразъемных соединений деталей из алюминия применяют так называемые тугоплавкие припои, изготовленных на основе алюминия, кадмия, цинка и некоторых других веществ.
Для пайки алюминия применяют и легкоплавкие припои.
Их использование позволяет выполнять работы при низких температурах. Это позволяет создавать соединения, избегая при этом изменений свойств алюминия. Но надо сразу отметить то, что использование таких материалов не может обеспечить в должной степени коррозионной стойкости и прочности стыка.

Припой для пайки
Оптимальный результат пайки можно получить при использовании состава, который содержит алюминий, медь, цинк. Работы с такими припоями необходимо выполнять паяльником, жало которого разогрето до 350 °C. При выполнении соединения деталей нужно использовать флюс, который состоит из смеси олеиновой кислоты и йодида лития.
Состав для соединения деталей из алюминия может приготовить в домашних условиях, а можно просто приобрести его в магазине.
Один из серийно выпускаемых припоев по алюминию — HTS -2000. Выполнять пайку этим припоем можно без применения флюса. Отличительная черта этого состава заключается в том, что он может проникать через оксидную пленку и может создавать прочные соединения молекул. Срок эксплуатации соединений изготовленных с применением этого сплава составляет 10 лет.
Как правильно паять с помощью горелки
Необходимость в пайке алюминия и его сплавов может возникнуть как в производственных, так и бытовых условиях. Это процесс может быть использован при выполнении ремонта деталей, но иногда приходится сталкиваться с более масштабными работами.
Обработка алюминия сопряжена с рядом сложностей и поэтому традиционные материалы технологии пайки не всегда гарантируют получение надлежащего результата.
Один из часто применяемых способов получения неразъемных соединений напрямую связан с использованием газовой горелки.
Работа с алюминием подразумевает то, что оксидная пленка, которая находится на поверхности детали, препятствует соединению деталей.
Пайка с помощью горелки существенно отличается от работы с паяльником и по праву считается более практичным. Работая с горелкой, мастер может выполнять настройку температуры. И это предоставляет дополнительные возможности для обработки поверхности заготовок. При этом не играет особой роль толщина материала. Иногда при работе с горелкой применяют флюсы и дополнительные средства обработки поверхности.

Пайка алюминия при помощи газовой горелки
Пайка алюминия газовой горелкой в домашней мастерской позволяет выполнить предварительное прогревание заготовок и расходных материалов.
Бесспорно, для получения соединения высокого качества необходим опыт работы. Дело в том, что алюминий обладает низкой температурой плавления, соответственно расходные материалы, применяемые при совершении пайки, обладают хорошей текучестью. Если мастер совершит ошибку, то высока вероятность того, что припой просто растечется по заготовке, так и не попав в шов.
Какой флюс использовать
Флюс для пайки алюминия надо подбирать, руководствуясь набором факторов. Существует так называемый бинарный флюс основу, которого составляет ортофосфорная кислота. Флюсы этого класса не нуждаются в дополнительной промывке. С помощью этого материала можно паять и другие металлы.

Разновидности флюсов для пайки алюминия
Преимущества
Пайка – это один и способов получения неразъемных соединений металлов. Но в отличии от других методов он, до последнего времени отличался невысокой производительностью, малой прочностью на стыке. Это и ряд других причин послужило тому, что она не получила широкого, промышленного применения.
С развитием технологий стали доступны способы соединения деталей с помощью электронного луча, ультразвуковых волн. Появление специальных припоев и флюсов позволило значительно поднять качество паяного соединения.
Современные технологии пайки позволяют использовать готовые изделия без дальнейшей обработки на механическом оборудовании. Пайка вошла число основных технологических процессов в машиностроении, авиационной и космических отраслях и конечно электронике.
Пайка имеет ряд несомненных достоинств в сравнении со сваркой. Процесс соединения деталей этим способом проходит при существенно меньшем расходе теплоты. Другими словами, при проведении этого процесса не происходит каких-либо серьезных изменений в структуре металла. Его физико – химические параметры остаются практически без изменений. После пайки могут возникать такие явления как остаточная деформация, ее размеры несравнимы с теми, которые остаются после выполнения, например, сварки в облаке защитных газов.
Именно поэтому использование пайки гарантирует более точное соблюдение размеров указанных в технической документации на изделие. Использование этого метода позволяет соединять разнородные металлы. Ко всему прочему можно сказать и то, что эти процессы довольно легко можно автоматизировать.
Недостатки
Говоря о пайке алюминиевых деталей надо всегда помнить о том, что для работы с ним необходимо использовать специальные припои и флюсы, которые в состояние обеспечить требования к качеству получаемых соединений.
Малейшее нарушение технологии или использование неподходящих материалов приведет к тому, что полученный шов не будет отвечать требованиям по качеству.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
особенности процесса, разновидности флюса и припоев, как запаять трубу
 Алюминий и его сплавы обладают очень хорошими характеристиками, такими как высокая тепло- и электропроводность, удобство обработки, небольшая масса, экологическая безопасность. Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Алюминий и его сплавы обладают очень хорошими характеристиками, такими как высокая тепло- и электропроводность, удобство обработки, небольшая масса, экологическая безопасность. Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Свойства алюминия
Проблема пайки алюминия обусловлена его химическим строением. Сам по себе этот металл химически очень активен, он вступает в реакции практически со всеми химическими веществами. Это приводит к тому, что чистый алюминий на воздухе мгновенно реагирует с кислородом. В результате на поверхности металла образуется очень тонкая и одновременно необычайно прочная плёнка оксида: Al2O3. По своим свойствам алюминий и его оксид представляют две крайние противоположности соединённые в единое целое. Например:
- Температура плавления чистого алюминия составляет 660 градусов. Оксид алюминия или как его ещё называют, корунд, плавиться при температуре 2600 градусов. Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала.
- Алюминий очень мягкий и пластичный металл. Корунд обладает крайне высокой механической прочностью что позволяет изготавливать из него всевозможные абразивные материалы.
Оксид алюминия превращает обычную пайку в довольно сложный процесс. Для его успешного осуществления необходимо применение специфических методов и специальных алюминиевых припоев и флюсов.
Пайка металлов
 Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.
Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.
В случае пайки алюминия находящаяся на его поверхности оксидная плёнка препятствует расплавленному припою соединиться с металлом. Иными словами, нарушается адгезия, и поэтому припой не может растечься по поверхности металла и прилипнуть к нему. Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
Удаление оксидной плёнки
Удаление оксида с поверхности алюминия — процесс сложный и никогда не приводящий к окончательному результату. То есть, оксидную пленку практически нельзя удалить, так как вместо только что удалённой мгновенно образуется новая. Можно лишь с помощью специфических средств ослабить её действие. Это можно сделать с помощью двух различных методов:
- Химический способ. С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.
- Механический способ. Посредством применения абразивных инструментов нарушается целостность плёнки.
На практике чаще всего совмещают оба этих метода, чтобы добиться максимально возможного эффекта.
Флюсы для алюминия
Флюс применяется для удаления оксида с поверхности металла и последующего препятствования образованию новой плёнки. Необходимо помнить, что в процессе пайки флюс не должен взаимодействовать с припоем и вступать с ним в химические реакции. Флюсы могут находиться в различных состояниях:
- Жидкость.
- Паста.
- Порошок.
Для алюминия чаще всего применяют жидкие флюсы на основе ортофосфорной кислоты. Существуют так называемые безотмывочные флюсы, применение которых не требует последующего промывания спаянных поверхностей под проточной водой. Однако чаще всего в состав алюминиевых флюсов входят сильно ядовитые вещества, которые небезопасны, и, с экологической точки зрения, могут сильно корродировать металл в месте пайки. Поэтому применение флюсов требует тщательного промывания места пайки под проточной водой. Промышленность выпускает больше количество алюминиевых флюсов, среди которых можно выделить следующие:
- Ф-64. Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла. Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса.
- Ф-34А. Специальный алюминиевый флюс для тугоплавких припоев. Состав: хлорид калия 50%, хлорид лития 32%, фторид натрия 10%, хлорид цинка 8%.
- Ф-61А. Применяется с обычными свинцово-оловянными припоями, плавящимися при температуре 150−350 градусов. Состав: фторборат цинка 10%, фторборат аммония 8%, триэтаноламин 82%. Применяется для спаивания разнородных металлов, например, алюминий и медь. Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс.
- НИТИ-18 (Ф-380). Подходит для тугоплавких припоев с температурой плавления 390 — 620 градусов. Особенностью этого флюса, является то что, хорошо растворяя оксидную плёнку, он практически не оказывает никакого воздействия на основной металл. После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида.
- А-214. Универсальный безотмывочный флюс средней активности. Температура применения 150−400 градусов. Не содержит в своём составе вредных солей анилина, фенола или карбоновых кислот, поэтому после применения не требуется тщательная промывка. Остатки легко удаляются бумажной салфеткой, смоченной в спирте.
Механическое удаление оксида
Для облегчения растворения плёнки с помощью флюса, предварительно её частично удаляют посредством механических методов. Данные приёмы позволяют лишь незначительно ослабить действие оксида, так как опытным путём было установлено, что вновь образующаяся плёнка, по своим прочностным характеристикам несколько уступает старой. Для этих целей используют следующие приспособления:
- Наждачная бумага.
- Напильники и рашпили.
- Жёсткие металлические щётки.
Процесс механического удаления поверхностного оксида можно оптимизировать используя для этого кирпичную пыль. Место пайки предварительно посыпают мелкой кирпичной крошкой. Затем:
- На кирпичные крошки высыпается большое количество сухой канифоли.
- Предварительно разогретым жалом паяльника канифоль расплавляется и распределяется по поверхности металла ровным слоем.
- Залуженным жалом паяльника начинают усиленно тереть место пайки. При этом кирпичная крошка сдирают оксидную плёнку, а расплавленная канифоль препятствует проникновению кислорода вместо пайки и поэтому новая оксидная плёнка не образуется.
- В результате получаем хорошо залуженную поверхность алюминия.
В качестве абразива, с тем же эффектом, можно использовать просеянный речной песок или металлические опилки.
Пайка алюминия
Основу любой пайки составляет так называемое лужение или залуживание. При этом процессе припой равномерным слоем распределяется по поверхности металла. Для того чтобы лужение прошло хорошо необходимо два важных компонента специальный флюс и правильно подобранный припой. Флюсы мы уже рассмотрели теперь очередь настала за припоями.
Специальные припои
 Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец. Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется. Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец. Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется. Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
- 34-А. Специальный тугоплавкий припой для алюминия. Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А.
- ЦОП-40. Относится к категории оловянно-цинковых припоев. Состав: цинк 63%, олово 36%. Плавление происходит в пределах 300−320 градусов.
- HTS 2000. Специальный припой для алюминия производства США. Основные компоненты: цинк 97% и медь 3%. Температура плавления 300 градусов. Обеспечивает очень прочное соединение, сопоставимое по прочности со сварочным швом.
Присутствие в припое такого металла, как цинк обеспечивает ему высокие прочностные характеристики и хорошую сопротивляемость к коррозии. Наличие меди и алюминия повышает температуру плавления и делает припой тугоплавким.
Использование того или иного припоя определяется задачами, которые стоят перед спаиваемыми деталями. Так, для спаивания крупногабаритных и массивных алюминиевых деталей, которые в дальнейшем будут подвергаться большим нагрузкам, лучше использовать тугоплавкие припои, их температура плавления сопоставима с температурой плавления самого алюминия. Когда возникает вопрос, как запаять алюминиевую трубку, необходимо точно понимать, для чего в последующем эта трубка будет применяться. Тугоплавкие припои характеризуются высокой прочностью, а большая масса детали позволяет обеспечить в процессе пайки хороший теплоотвод, что предотвратит разрушение алюминиевой конструкции вследствие её расплавления.
Особенности процесса
Пайка алюминия ничем не отличается от пайки любого другого цветного металла.
В домашних условиях пайку алюминия условно можно разделить на два вида:
- Высокотемпературная пайка крупногабаритных деталей. Как правило, это толстостенный алюминий большой массы. Температура разогрева деталей 550−650 градусов.
- Низкотемпературная пайка мелких бытовых предметов и проводов при радиоэлектронном монтаже. Температура пайки 250−300 градусов.
Высокотемпературная пайка предполагает использование в качестве нагревательного элемента газовую горелку, работающую на пропане или бутане. Но когда неожиданно возникает вопрос, как спаять алюминий в домашних условиях, можно с тем же успехом использовать паяльную лампу.
В случае проведения высокотемпературной пайки необходимо проводить постоянный контроль за температурой разогрева спаиваемых поверхностей. С этой целью используют кусочек тугоплавкого припоя. Как только припой начинает плавиться это говорит о том, что необходимая температура достигнута и разогрев детали необходимо прекратить, в противном случае может произойти её расплавление и последующее разрушение всей конструкции.
Для низкотемпературной пайки используют электрический паяльник мощностью от 100 до 200 ватт, в зависимости от размеров спаиваемых деталей. Чем крупнее деталь тем более мощный паяльник придётся использовать для её разогрева. В то же время для пайки проводов вполне подойдёт и паяльник мощностью 50 ватт.
В обоих случаях и при высокотемпературной пайке, и при низкотемпературной, стадии проведении процесса примерно одинаковые и состоят из следующих последовательных этапов:
- Механическая обработка места будущей пайки. Проводится с помощью всевозможных абразивных средств. Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
- Обезжиривание места пайки с помощью органических растворителей, таких как спирт, ацетон, бензин.
- Фиксация деталей в нужном положении.
- Нанесение флюса на спаиваемые поверхности. Если используется жидкий флюс, то лучше всего его наносить с помощью кисточки.
- Разогрев места пайки с помощью электрического паяльника или газовой горелки.
- Нанесение расплавленного припоя на место пайки и залуживание металлических поверхностей (распределение припоя ровным слоем).
- Соединяем металлические поверхности и фиксируем их в соответствующем положении.
- После того. как припой остынет и детали спаяются, промываем место спайки под проточной водой, с целью вымыть остатки флюса.
220v.guru
Пайка алюминия в домашних условиях возможна при соблюдении рекомендаций
Домашним мастерам довольно часто приходится сталкиваться с проблемой ремонта, а также изготовления изделий из алюминия. Если с механической обработкой проблем нет (металл легко пилится, обтачивается и гнется), то процесс соединения частей между собой вызывает трудности.
О сварке речь не идет, это вопросы масштабного ремонта. Чаще всего приходится паять детали традиционным способом.
- Наиболее частая проблема — прохудившаяся посуда, или отвалившиеся части бытовой алюминиевой утвари. Склеивание подходит не всегда, из-за низкой термостойкости и плохой эстетики шва. Заклепки не могут обеспечить герметичность. Остается пайка алюминия оловом.
- Еще одна необходимость качественного соединения — электроприборы. Довольно часто приходится соединять алюминиевые проводники с клеммами, или просто поверхностью электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет прочная спайка.
Как и любой металл, алюминий можно и нужно паять. Он обладает хорошей пластичностью и теплопроводностью. А вот с адгезией есть проблема. На открытом воздухе металл моментально покрывается прочной пленкой окислов, которая мало того, что является теплоизолятором, на нее практически невозможно нанести припой.
Поэтому качественный флюс для пайки алюминия — первый помощник в работе. С его помощью, также можно припаять алюминий к другим металлам.

Общие принципы пайки алюминия в домашних условиях
- Поверхность должна быть тщательно зачищена от краски, грязи и жирных жидкостей
- Место пайки шлифуется, все неровности желательно выровнять до глубины самого большого дефекта
- Между очисткой и нанесением флюса должно пройти минимальное время
- Необходимо правильно выбрать нагревательное устройство, в соответствии с объемом металла
- Алюминий обладает отличной теплопроводностью, температура рассеивается по всей площади, и нагретый участок будет быстро остывать
- Перед пайкой алюминий обязательно надо залудить. Под слоем припоя окислы не образуются.
Маленькие секреты. Если у вас под рукой нет специального флюса, можно воспользоваться абразивной защитой от моментального окисления поверхности:
- Энергично потрите место пайки кусочком кирпича. Образовавшуюся пыль не нужно сдувать. Наберите на жало паяльника большое количество обычной канифоли, и залейте ей место пайки прямо поверх кирпичной пыли. Затем облудите поверхность, сильно нажимая жалом паяльника на металл.
Плоским срезом надо как бы втирать пыль в алюминий. Абразив сотрет тонкий слой окисла и обеспечит соединение с припоем. Можно использовать просеянный песок мелкой фракции.
- Еще один способ – использование железных опилок. Можно просто сточить толстый гвоздь среднезернистым напильником. Наливаем на место пайки жидкую канифоль и засыпаем опилками. Когда канифоль затвердеет – набираем припой на жало паяльника и интенсивно втираем его поверх опилок. Оловянное покрытие обеспечит моментальную защиту от окисления.
Использование трансформаторного масла
Пайка алюминия в домашних условиях, обычно выполняется паяльником.
Можно смешать паяльную пасту с трансформаторным маслом, и нанести ее на только что зачищенную поверхность. Затем также интенсивно потереть паяльником, пока не появится устойчивый слой припоя.
Важно! Подобные работы следует производить с вытяжкой, или в хорошо проветриваемом помещении. Перегретое масло выделяет едкий дым.
А есть более простой способ. Обрабатываем будущее место пайки с помощью мелкой наждачной бумаги. Затем без промедления наливаем масло.

Еще раз интенсивно трем поверхность наждачкой, после чего с усилием втираем разогретым паяльником припой.

Поддеваем слой олова тонкой отверткой, чтобы проверить прочность соединения. Если края припоя отрываются от алюминия – повторяем процедуру еще раз. После получения стойкого лужения, к этому месту можно припаивать как медный, так и алюминиевый провод.

Какой припой применяется для пайки алюминия
На выбор припоя влияет способ соединения алюминиевых деталей.
- Если вы используете обычный паяльник – вам нужен материал с низкой температурой плавления. При электрических соединениях обычно используется традиционный припой. Это следующие виды сплавов: цинково-оловянный, медно-оловянный и висмутово-оловянный. Нам они более известны, как радиолюбительские припои серии ПОС.
Эти сплавы легко плавятся, на них отводится мало тепла от паяльника (что немаловажно, учитывая высокую теплопроводность алюминия). К тому же, такой материал нетрудно купить по доступной цене. Однако соединения с помощью легкоплавкого припоя обладают малой прочностью. Такой способ годится лишь для электромонтажа.
Если же вы припаяли носик к алюминиевому чайнику, или заделали прогоревшую дырку в кастрюле – под воздействием высоких температур соединение быстро разрушится.
В крайнем случае, можно применить распространенный тугоплавкий припой ЦОП-40, состоящий из олова и цинка. Такое соединение достаточно хорошо держит температуру, но обладает невысокой прочностью на разрыв.
- Для механически прочных соединений применяются тугоплавкие припои. К тому же, они не расплавятся при высокой температуре. В состав обязательно должен входить собственно алюминий.
Наиболее распространены такие сплавы: алюминий-медь-кремний.
Алюминий хорошо растворяется в остальных компонентах состава, и обеспечит соединение с заготовкой на молекулярном уровне. Медь добавит пластичности, а кремний сделает соединение прочным. Излюбленный припой домашних лудильщиков – отечественный состав 34А.

Более дорогой (это не означает прибавки в качестве) – импортный «Aluminium — 13». Преимущества таких припоев – ими можно качественно сваривать детали, которые затем работают под нагрузкой.
Конечно, до прочности дуговой сварки эти припои не дотягивают, но ремонт посуды с их помощью, дает хороший результат.
Однако припои на основе алюминия плавятся при температуре порядка 600° С. При помощи паяльника такого результата не достичь.
Для механически прочных и термостойких соединений применяется пайка алюминия газовой горелкой.
Обратите внимание
Несмотря на внешнюю схожесть и качество соединения, пайка с помощью горелки не имеет ничего общего со сваркой. Плавится только припой, базовый металл заготовки остается твердым во время всего процесса.

Преимущества пайки горелкой перед сваркой в среде аргона:
- Нет необходимости в приобретении дорогостоящего оборудования. Для пайки используется ручная газовая горелка. Такой инструмент можно приобрести в магазинах инструмента, или даже среди туристических товаров.
- Электросварка при любом способе подвергает материал термическому стрессу. Возникают очаги разной напряженности металла, вблизи шва алюминий меняет геометрию. При качественной пайке эстетика соединения остается на высоком уровне
- Для соединения компактных деталей, особенно выполненных из тонкого металла – альтернативы пайке просто нет
- Работы можно производить в домашних условиях – искры не летят, нет едкого запаха горящего алюминия, отсутствует ультрафиолетовое облучение кожи
- Вы можете легко контролировать температурные режимы прямо во время работы, просто меняя интенсивность пламени.

Как правильно паять с помощью горелки
Без подготовки места соединения не обойтись, как и при пайке паяльником. Металл следует очистить от грязи, отшлифовать до получения ровной поверхности. Затем надо закрепить детали с помощью любого кондуктора – будь то струбцины или тиски.
При работе с горелкой, алюминиевые заготовки разогреются по всей поверхности. А учитывая высокую теплопроводность металла – на деталях просто не будет места, за которое можно взяться рукой, даже в защитных перчатках.
Рабочая зона должна быть очищена от легковоспламеняющихся предметов и жидкостей. Обеспечьте интенсивное проветривание – даже без едких выделений, нагретые флюсы источают неприятный запах. Позаботьтесь о средствах пожаротушения.
Надо приготовить проволочный припой с запасом по длине. Вы не сможете использовать каждый прутик полностью, остается 10% длины на удержание припоя. А бросать нагрев, и идти за новой упаковкой – нерационально.
Важно! Более качественный шов получается при непрерывной пайке. Если вы прервали процесс (вынужденно), перед продолжением работ полностью прогрейте все место спайки, в том числе уже застывший припой. Тоже самое следует проделать при накладывании нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Пламя горелки всегда направлено в сторону от вас. На его пути не должно быть никаких предметов.
Допускается изменение цвета алюминиевой заготовки до ярко-оранжевого. Металл не расплавится, а при нагреве до максимальной температуры припой будет ложиться более равномерно.

Обязательно использование флюса. Есть проверенные составы на основе хлоридов лития и калия, а также хлористого цинка. Это такие марки, как Ф-59А, Ф-61А, Ф-64А. Для более высокотемпературной пайки лучше использовать Ф-34А. В нем присутствует фторид натрия.
Флюс для пайки алюминия можно приготовить своими руками. Однако делать это не рекомендуется, поскольку в его состав обязательно входят едкие вещества. Лучше приобрести готовый состав в магазине.
Важно! Вдыхать пары флюса при пайке очень вредно. Воспользуйтесь респиратором или портативной вытяжкой.
obinstrumente.ru
Флюс для низкотемпературной пайки алюминия: состав, виды
Алюминий признан самым капризным материалом, который требует применения специальных средств и технологий, где флюс для пайки алюминия обеспечивает высокое соединение контактов изделий. Прочное соединение требуется не только при проведении несложных работ в бытовых условиях, но им для обеспечения промышленного и производственного масштаба соединения алюминиевых материалов и активный флюс для низкотемпературной пайки алюминия будет гарантом прочного соединения. В отличие от других металлов и материалов, алюминий требует специальной технологии обработки проведения качественного соединения готовых обрабатываемых частей и главная конечная цель данного процесса создание специального и надёжного прочного соединения, относящегося к механическому типу, который обладает физико-химическими, а также электропроводными характеристиками.

Флюс для пайки алюминия
Особенности проведения работ по соединению алюминия
Применяя флюс для пайки алюминия, необходимо иметь представление о некоторых понятиях и терминах, используемые для данной работы. Итак, используя для работы флюс для пайки алюминия, помните, что это своеобразная смесь, где присутствуют органические или неорганические компоненты, главной задачей которых является обеспечение прочного соединения и адгезии физико-химической природы припоя для обеспечения прочного соединения однородной группы металлического поверхности, а иногда разных по природе материалов металла.

Использование флюса для пайки алюминия
Чтобы флюс для пайки алюминия ф 64 подошёл к материалу обработки, необходимо знать некоторые физические и химические характеристики и свойства алюминия:
- Алюминий имеет высокую степень для обеспечения теплопроводности, а также достаточную электропроводность.
- Алюминий очень устойчив к органическим и неорганическим растворителям.
- Материал имеет достаточную пластичность, то есть гнётся, меняет форму, что позволяет в свою очередь выпускать различные группы изделий — проволоку, технологические листы, изделия гнутой формы и т.д.
- Температура плавления одна из самых низких, всего +660 С.
Учитывая вышеперечисленные параметры можно сделать вывод, что флюс для пайки алюминия должен иметь специальную структуру взаимодействия с поверхностью.
«Важно!Электропроводность, это основной параметр популярности алюминия, и, следовательно, необходимо подбирать соответствующую группу пасты для пайки алюминия.»
Для создания технологических мостиков обеспечения соединения между алюминиевыми контактами, необходимо помнить, что имеются определённые трудности, которые не позволяют обеспечить качественное соединение материала. Низкое качество обеспечения соединения вызвано тем, что в процессе окисления на поверхности возникает эластичная, и в то же время прочная оксидная плёнка, которая имеет химическую формулу Al²O³. Главное преимущество данной плёнки, в химическую реакцию не могут вступить иные инородные материалы, а также обеспечивается надёжная защита соединения, если есть негативное воздействие жидкости (например, смоченный контакт сохранит свои первоначальные свойства без ущерба качества соединения).
Сфера применения
Использование флюса для пайки ф 64 достаточно обширное, и достаточно указать несколько технологических направлений, где широко используется алюминиевая основа:
- Создание систем теплопроводной магистрали, например, автомобильные радиаторы.
- В энергетических системах замкнутого пространства, например образование замкнутой электрической цепи.
- Соединение токоведущих частей, которые были разорваны под воздействием механической силы, например провода общей магистральной сети электропроводов.
- Создание технологических конструкций, которые обеспечивают связь по принципу электропроводимости.

Флюс Ф 64
Припои, основа для качественного соединения изделий из алюминия
Как видно, флюс для пайки своими руками позволит отремонтировать как сложные и проблемные источники повреждения, так и лёгкие участки и узлы. В качестве припоя используют такие традиционные материалы как:
- Олово;
- Сплав с использованием цинка;
- Сплав на основе кадмия.
Температура плавления выше перечисленных материалов в диапазоне от +200 С до +400 С, и для этих целей можно использовать не очень мощный работоспособный паяльный инструмент. Дополнительно в качестве припоя используют тугоплавкие вещества, в составе которых присутствуют медь, цинк и даже кремний.
В результате проведения технологического процесса состав флюса для пайки алюминия обеспечивает облуженный слой надежной конструкции, где происходит надёжное сцепление с поверхностью обрабатываемой части, которая создаёт своеобразный контактный мостик электросопротивления, что позволяет осуществлять дополнительную обработку в процессе проведения паяльных работ.
Серийная группа флюсов
В качестве примера можно привести флюс для пайки алюминия Векта.

Флюс Векта
А также серийный ряд припоев:
- ПОС-40. В состав припойного компонента входит до 40 % материала олова, а также 3-5 % сурьмы, и оставшаяся часть компонента состава включает в себя свинец. Номинальная действительная температура плавления материала 185-270 С. Применение данного препарата предпочтительно для мало-ответственных производственных узлов общего предназначения, например для простых технологических швов.
- Серия 34А. Этот тип флюса для пайки алюминия Firinit Afp 200 предназначен не только для соединения с алюминием, но и для пайки дюралюминия, авиаля, а также для сложного литейного сплава. Нет необходимости проходить дополнительную обработку расплавления обрабатываемых частей деталей.
Особенности флюсов для алюминиевых сплавов
Некоторые мастера знают, что флюс для пайки алюминия своими руками можно создать при помощи сподручных материалов, но в то же время есть традиционные группы, используемые в промышленных и бытовых условиях соединения изделий. В качестве таковых являются:
- Флюс 34А. Один из самых сильнейших препаратов, который основан на химическом принципе воздействия на окислы, создавая при этом качественное преобразование. По окончании производственных работ, необходимо удалить излишки препарата с поверхности обрабатываемого изделия.
- Машинное масло. Как ни странно, это самый простой и дешёвый способ удаления защитной окисной образуемой на поверхности плёнки, которая удаляется при помощи абразивного воздействия. Нанесённая жидкость полностью препятствует проникновению атмосферного воздуха, который независимо воздействует на поверхность изделия. В данном случае все обрабатываемая поверхность изделия становится исключительно восприимчивой к процессу нанесения припоя на поверхность алюминия.
Согласно общепринятой классификации припоев и флюсов, можно условно разделить на две группы, которые представлены следующими категориями:
- Твёрдая группа. В этом классе присутствуют материалы солей, а также органических веществ.
- Жидкая или гелеобразная группа флюсов. К этой группе относятся кислоты, а также традиционная органика, всем известная канифоль и солевая группа
Положительные стороны применения припоев заключаются в следующем:
- Допускается различная комбинация твёрдого преобразования совместно с припоем, например, при помощи проволоки, где наружная оболочка может выступать как твердоплавкий материал, а в сердцевине используется 100 % флюс.
- Жидкая основа. Достаточно опустить в специальное устройство припой, и им же натирается обрабатываемая поверхность.
- Все имеющиеся остатки жидкого вещества необходимо удалить.
Заключение
Техника безопасности применения припоев должна быть очень высокой. При проведении паяльных работ, необходимо помнить, что ряд припоев содержат ядовитые и опасные для организма человека вещества, которые раздражают слизистую оболочку глаз и дыхательные пути человека. Все работы необходимо осуществлять в перчатках, а также использовать специальные защитные средства. По окончании работы необходимо удалить остатки припоя, а также проветрить помещение, тщательно вымыть руки с мылом.
Видео: использование флюса Ф-64
svarkaipayka.ru