Соединение полипропиленовых труб: способы и порядок работы
Трубопроводы из полипропилена, при качественной их сборке, способны прослужить без ремонта до полувека. Популярность коммуникаций из пластика при строительстве индивидуальных домов объясняется, в том числе тем, что монтаж полипропиленовых трубопроводов доступен для самостоятельного выполнения.
Выбор способа соединения пластиковых труб зависит от наличия специального инструмента, природы соединяемых материалов, назначения коммуникаций.
Содержание
- Способы соединения полипропиленовых труб
- Диффузионная сварка
- Стыковое соединение
- Сварка с помощью электрофитингов
- Холодная сварка
- Разъемные соединения
- Стыковка полипропилена и полиэтиленовых материалов
- Соединение враструб
Способы соединения полипропиленовых труб
Все способы монтажа полипропиленовых труб можно разделить на две большие категории. В одну входит сварка материалов путем нагрева органического полимера до температуры расплавления.
- Сварные стыки называются неразъемными. Здесь задействованы процессы диффузии. Однородные полимеры смешиваются на молекулярном уровне, образуя монолит. Такая стыковка является наиболее прочной, но требует специального инструмента или клея (при холодной сварке). Вторым минусом является невозможность временного демонтажа коммуникаций без разрушения части конструкции.
- Разъемные (резьбовые) соединения выполняют с использованием специальных фитингов. Их используют при стыковке тонкостенных труб малого диаметра, при выполнении конструкций из разных материалов, стыкуя полипропилен с полиэтиленом, с металлическими элементами.
Диффузионная сварка
Различают сварку встык (труба к трубе) и с использованием дополнительных фитингов (муфтовую). Это технологии, основанные на расплавлении полипропилена, которые отличаются нюансами проведения работ.
Диффузионная муфтовая сварка проводится на полипропиленовых трубах диаметром от 16 до 40 мм.
Здесь фитинг служит для поставки дополнительного количества полипропилена, чтобы соединение было надежным.
Для более толстостенных материалов сварку проводят встык, соединяя части трубы непосредственно, без использования дополнительных деталей. Производители полипропиленовых материалов предлагают фитинги полностью из полимерных материалов, комбинированные, с переходом на резьбу для металлических элементов.
Конфигурация фитингов выбирается исходя из особенностей трубопровода. Производители предлагают следующие виды соединяющих элементов:
- уголки, тройники, муфты;
- фитинги для соединения элементов одного диаметра, с переходом на другой диаметр;
- полностью полимерные или комбинации полимер-металл;
- с внутренней, внешней резьбой.
Диффузионная сварка полипропиленовых труб проводится с использованием специального инструмента. Для монтажа потребуется:
Для монтажа потребуется:
- сварочный аппарат или «паяльник» для полипропилена;
- труборез;
- специальный инструмент для зачистки армирования металлом;
- инструменты для снятия фаски со среза
- измерительные линейные инструменты, угольник, маркер, уровень.
Алгоритм соединения полипропиленовых труб муфтовой сваркой следующий:
- паяльник устанавливают на плоской поверхности, разогревают до 260 градусов, в процессе работы не выключают;
- на полотно аппарата устанавливают насадки нужного диаметра, предназначенные для трубы и фитинга;
- армированные алюминием трубы предварительно очищают от металла;
- все срезы обезжиривают, очищают от загрязнений, заусенец, снимают фаску;
- подготовленные части трубопровода физическим усилием насаживают на разогретые приспособления и выдерживают необходимое время;
- снимают одновременно, двумя руками и немедленно соединяют между собой, фиксируют до остывания.
Расплавленный полипропилен смешивается между собой на уровне молекул (процесс взаимного проникновения или диффузия), образуя цельную конструкцию.
Стыковое соединение
Сварка встык основана также на процессе тепловой диффузии полипропилена, но проводится с использованием другого инструмента.
Для соединения полипропиленовых труб методом «встык» понадобится сварочный дисковый агрегат (с центровочным приспособлением), который устанавливают стационарно.
Технология следующая:
- Прогревают соединяемые элементы в закрепленном виде, одновременно прислоняя их к дисковому паяльнику.
- Состыковывают нагретые элементы и удерживают до остывания.
У толстых стенок достаточно «материала» для образования крепкой сцепки. Сварка встык позволяет получить качественные трубопроводы из полипропилена, которые можно на десятилетия спрятать под землю.
Обратите внимание! Требования к срезам для стыковой сварки повышенные, поскольку от полного контакта стенок зависит качество монтажных работ. Срезы проводят строго перпендикулярно оси трубы и параллельно друг другу, очищают от загрязнений, шероховатостей.
Что следует помнить при монтаже горячим способом:
- соединяемые части нельзя проворачивать на паяльнике или при соединении между собой;
- после каждой пайки тефлоновые насадки необходимо очищать от следов полипропилена;
- если оставить грязные насадки до остывания сварочного аппарата, то очистить их, не повредив покрытие, будет невозможно;
- всегда важно центровать соединяемые части по одной оси и выдерживать необходимый угол.
Обратите внимание! Диффузионную сварку следует проводить при температуре воздуха не ниже 10 градусов. Если работы проводятся на улице, то место работы нужно защитить от непогоды. Дождь и ветер критично снижают качество соединения.

Сварка с помощью электрофитингов
Возможна диффузионная муфтовая сварка без использования паяльника. Такое соединение полипропиленовых труб выполняется с использованием специальных электрофитингов, которые берут на себя роль нагревательного аппарата.
Электрофитинг представляет собой полипропиленовый фитинг, в который встроены нагревательные элементы. Контакты их выведены наружу. При монтаже трубопровода достаточно «надеть» такой фитинг на трубу, подсоединить электроды к специальному аппарату.
Обратите внимание! Процессы, происходящие с полипропиленовыми материалами при температурной диффузионной, сварке не отличаются друг от друга, какой бы способ нагрева вы не выбрали.
Холодная сварка
Здесь соединение полипропиленовых материалов основано на химическом «расплавлении». Специальное вещество «полипропиленовый клей» наносят на соединяемые части, выдерживают определенное время. Соединяют фитинг и трубу простым физическим усилием и дают материалу стабилизироваться.
Полученная спайка является менее прочной, чем сделанная при нагреве. По этой причине холодная сварка полипропиленовых коммуникаций используется только для транспортировки охлажденных жидкостей. Однако такой способ соединения полипропиленовых труб освобождает от необходимости задействовать дорогостоящее оборудование.
Разъемные соединения
Резьбовые и обжимные соединения полипропиленовых трубопроводов применяют там, где необходима либо периодическая его разборка, либо требуется соединить материалы разной природы.
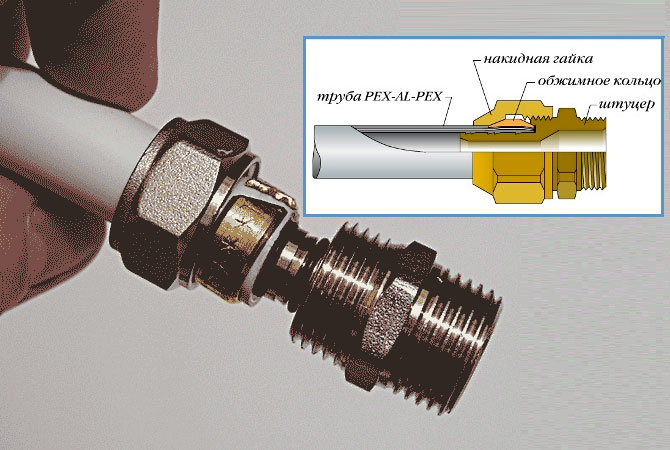
Обжимные
Выполняют с использованием специальных обжимных (цанговых) фитингов и ключей при соединении полипропилена с металлом. Суть метода в том, что полипропиленовая часть монтируется способом обжатия трубы фитингом, противоположная сторона которого представляет собой металлическую резьбу.
Конец полипропиленовой трубы вставляют в фитинг, затягивают соединение специальным обжимным кольцом (или гайкой) и обязательно смазывают для герметичности силиконом.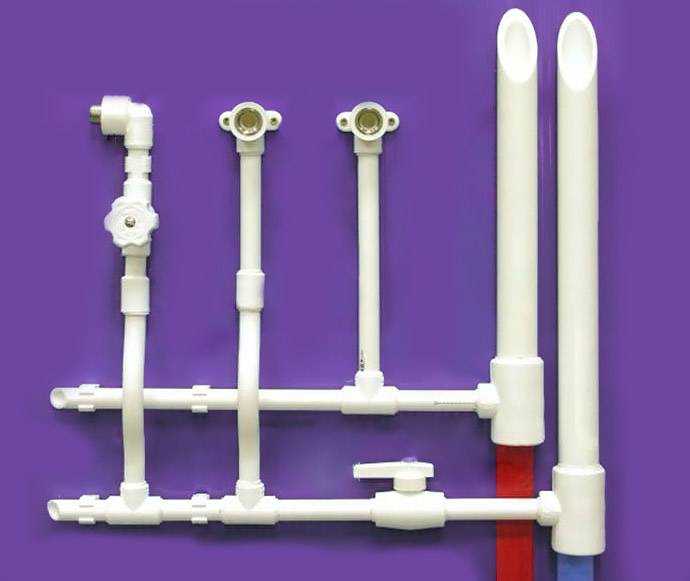
Резьбовые
Резьбовые соединения применяют при соединении металла и пластика. Здесь используют специальные комбинированные фитинги, один конец которых полипропиленовый и соединяется муфтовой диффузионной сваркой с аналогичной трубой. Другой конец фитинга с металлической резьбой, к которому прикручивается металлическая часть трубопровода.
Для монтажа соединения пластик-металл потребуются:
- разводные ключи;
- специальные фитинги;
- материал для герметизации стыков;
- муфта-американка и специальный ключ с зацепами.
Соединение двух труб любого типа удобно проводить с использованием специальной муфты с накидной гайкой, которая носит название «американка». Муфта-американка позволяет соединить полипропиленовый трубопровод в местах, где невозможно использование сварочного аппарата.
Резьбовое соединение позволяет легко разобрать конструкцию без повреждения ее узлов. Для герметизации резьбы применяют специальные синтетические нити или льняную паклю, пропитанную краской.
Стыковка полипропилена и полиэтиленовых материалов
Соединение полиэтиленовых и полипропиленовых частей трубопровода может быть востребовано при монтаже холодного водоснабжения. Здесь также используют специально изготовленные фитинги для резьбовых и фланцевых соединений, пайки.
- Первый способ соединения, когда фитинг предполагает сварку с полипропиленовой частью и обжимное соединение с полиэтиленовой трубой.
- Второй способ – соединение фланцевое. Герметизацию фланцевого стыка осуществляют установкой резиновой прокладки.
Необходимость в таком комбинировании возникает, если подводка к дому из полиэтиленовых материалов, а разводка внутренняя из полипропиленовых.
Соединение враструб
Соединение полипропиленовых труб без использования фитингов, резьбы или сварки возможно при монтаже труб диаметром от 50 мм, которые имеют специальное расширение на одном конце. Производитель снабжает уплотнительным резиновым кольцом такое изделие изначально. Сборщику остается только вставить трубы друг в друга.
Стыковка полипропиленовых труб враструб используется повсеместно при монтаже отвода водных стоков, канализации в индивидуальном строительстве.
Как производить соединение полипропиленовых труб фитингами
Для того чтобы надежно соединить полипропиленовую трубу с фитингом используют специальный паяльник, который комплектуется набором насадок для труб различного диаметра. Для соединения элементов, диаметром не больше 49 миллиметров подойдут обычные модели таких паяльников, а для работы с более внушительными размерами понадобится прибор с центровкой.
Особенности работы с прибором
Трубопроводы, необходимые для обеспечения бытовых нужд, как правило, не превышают в диаметре 30-35 мм, а значит, для их монтажа подойдет обычный паяльник. Насадки для него подбираются исходя из диаметра трубы, и бывают двух видов: гильза и дорн. Гильза оплавляет внешнюю поверхность полипропиленовой трубы, а дорн предназначен для нагрева внутренней поверхности фитинга.
Установка насадок выполняется специальными ключами, на отключенный от сети, холодный аппарат. Ключи обычно входят в комплект поставки. После этого устанавливается нужная температура нагрева (+ 260 °С), и паяльник включают в сеть. О том, что устройство готово к работе сигнализирует светодиод, который загорается или гаснет (в значимости от конкретной модели прибора) при достижении нужной температуры. Следует помнить, что работать с полипропиленовыми трубами можно при температуре окружающей среды выше + 5 °С.
Основные этапы соединения полипропиленовых труб с фитингами
Порядок сварки в общем виде выглядит следующим образом:
- При помощи острозаточенных ножниц отрезается нужный по длине участок трубы.
- Очищается раструб фитинга и срез трубы.
- После того как зачистка выполнена, в фитинг вставляют трубу до упора. Выше края фитинга (на 2 мм) делается отметка.
- Труба вставляется в гильзу, а фитинг надевается на дорн. Делать это желательно одновременно. Если же такой возможности нет, то сначала надевается фитинг, так его стенки более толстые.
- Выдержав определенное время, элементы снимают, а затем соединяют, вставляя в трубу до заранее сделанной отметки.
- Дают элементам остыть.
Далее, вся вышеописанная процедура повторяется со следующими соединениями. В случае если после выполнения соединения заметно нарушение соосности элементов, то это соединение можно просто вырезать, а затем сварить с другим фитингом.
Товары в наличии
Угол ПВХ 90 гр GIV под клеевое соединениеПодробнее >
Тройник ПВХ 90 гр. TIV под клеевое соединениеПодробнее >
Муфта соединительная ПВХ MIV под клеевое соединениеПодробнее >
Свободный фланец ПВХ ODVПодробнее >
Разборная муфта ПВХ под клеевое соединение BIVПодробнее >
Бурт ПВХ с зубчатой поверхностью под клеевое соединение QRVПодробнее >
Фитинги для труб ПВХ под клеевое соединениеПодробнее >
Полипропиленовые трубы: характеристики, виды и преимущества
Читайте дальше
Как провести измерения ротаметром?
Полипропиленовые напорные фитинги и фланцы
120 изделий
Полипропиленовые (ПП) напорные фитинги и фланцы соединяются с трубами для транспортировки воды и химикатов в удобрениях, гербицидах, инсектицидах, сточных водах, соленой воде и системах отопления, вентиляции и кондиционирования воздуха. Фитинги, рассчитанные на давление, имеют пронумерованный рейтинг. Более высокий номер спецификации указывает на более толстую и прочную стенку, чтобы выдерживать более высокие давления. Фитинги Schedule 80 имеют более толстые стенки, чем Schedule 40, но не такие толстые, как Schedule 100. PP представляет собой легкий термопластичный полимер, подходящий для широкого спектра применений. Фитинги и фланцы из полипропилена обладают ударной вязкостью, твердостью поверхности и стойкостью к истиранию, а также устойчивы к различным кислотам, щелочам и растворам растворителей. Фитинги и фланцы из полипропилена бывают различных форм и размеров.
Фитинги, рассчитанные на давление, имеют пронумерованный рейтинг. Более высокий номер спецификации указывает на более толстую и прочную стенку, чтобы выдерживать более высокие давления. Фитинги Schedule 80 имеют более толстые стенки, чем Schedule 40, но не такие толстые, как Schedule 100. PP представляет собой легкий термопластичный полимер, подходящий для широкого спектра применений. Фитинги и фланцы из полипропилена обладают ударной вязкостью, твердостью поверхности и стойкостью к истиранию, а также устойчивы к различным кислотам, щелочам и растворам растворителей. Фитинги и фланцы из полипропилена бывают различных форм и размеров.
Полипропиленовые (ПП) напорные фитинги и фланцы, соединяющиеся с трубой для транспортировки воды и химикатов в удобрениях, гербицидах, инсектицидах, сточных водах, соленой воде и системах отопления, вентиляции и кондиционирования воздуха. Фитинги, рассчитанные на давление, имеют пронумерованный рейтинг. Более высокий номер спецификации указывает на более толстую и прочную стенку, чтобы выдерживать более высокие давления.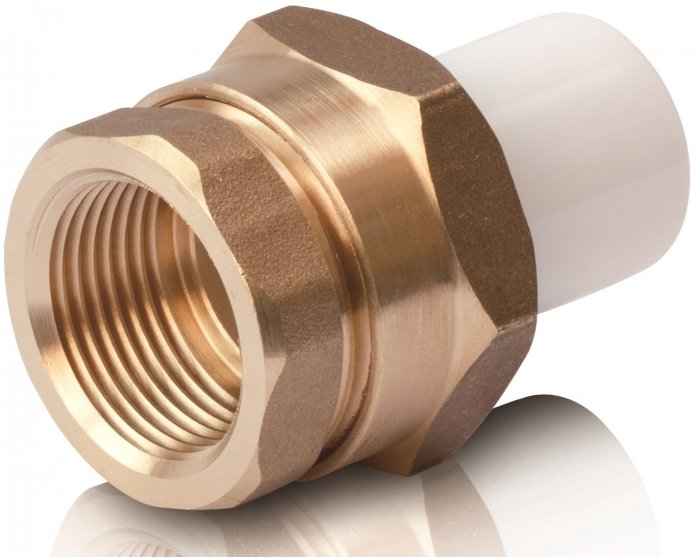 Фитинги Schedule 80 имеют более толстые стенки, чем Schedule 40, но не такие толстые, как Schedule 100. PP представляет собой легкий термопластичный полимер, подходящий для широкого спектра применений. Фитинги и фланцы из полипропилена обладают ударной вязкостью, твердостью поверхности и стойкостью к истиранию, а также устойчивы к различным кислотам, щелочам и растворам растворителей. Фитинги и фланцы из полипропилена бывают различных форм и размеров.
Фитинги Schedule 80 имеют более толстые стенки, чем Schedule 40, но не такие толстые, как Schedule 100. PP представляет собой легкий термопластичный полимер, подходящий для широкого спектра применений. Фитинги и фланцы из полипропилена обладают ударной вязкостью, твердостью поверхности и стойкостью к истиранию, а также устойчивы к различным кислотам, щелочам и растворам растворителей. Фитинги и фланцы из полипропилена бывают различных форм и размеров.
Женские кросс
| Погрузки … | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| … | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Loading… | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Loading… | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Loading… | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Loading… |
Hex Head Plug
| Загрузка … | ||||||
| 627. Нагрузка … | ||||||
| 66.naling … | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Loading… | ||||||
Loading. .. .. | ||||||
| Loading… |
45° Street Elbow
| Loading… | ||||||
| Loading.. . | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Loading… |
 ..
.. ..
.. ..
.. ..
.. ..
..
 ..
.. ..
.. Информация о наличии товара предоставляется в режиме реального времени и постоянно корректируется. Товар будет зарезервирован для вас при оформлении заказа.
Информация о наличии товара предоставляется в режиме реального времени и постоянно корректируется. Товар будет зарезервирован для вас при оформлении заказа. дюйм
дюйм дюйм
дюйм дюйм
дюйм дюйм
дюйм дюйм
дюйм дюйм
дюйм