Углеродистый чугун | Учебные материалы
Чугун — это сплав железа с углеродом, в котором содержание углерода больше 2,14 %.
Кроме углерода и железа, в сплаве присутствуют примеси: кремний, марганец, фосфор, сера и др. Эти примеси оказывают существенное влияние на формирование структуры сплава, а следовательно, и на механические, физические и другие свойства чугуна.
В зависимости от того, в какой форме присутствует углерод в сплавах, различают белые, серые, ковкие и высокопрочные чугуны. По химическому составу чугун делится на углеродистый и легированный.
Белыми называют чугуны в которых углерод находится преимущественно в связанном состоянии в виде цементита Fe3С (очень небольшое количество углерода находится в составе твердого раствора). Эти чугуны, фазовые превращения которых протекают согласно диаграмме Fe-С, подразделяются на доэвтектические, эвтектический и заэвтектические. Из-за большого количества цементита белые чугуны имеют высокую твердость 450…550 НВ, хрупкие и практически не поддаются обработке резанием, поэтому в качестве конструкционных материалов практически не применяются. Их можно применять для деталей, от которых требуется высокая износостойкость поверхности. Например, изготавливают шары шаровой мельницы для размола руды и минералов.
Белые чугуны являются передельными и из них получают сталь и ковкий чугун.
Серыми называют чугуны, в которых углерод находится преимущественно в свободном состоянии в виде пластинок графита. Графит образуется при очень малой скорости охлаждения, когда степень переохлаждения жидкой фазы невелика. Он растет из одного центра и, разветвляясь в разные стороны, приобретает форму сильно искривленных лепестков. В плоскости шлифа графит имеет вид прямолинейных или завихренных пластинок, которые представляют собой сечения графитных лепестков. В изломе эти чугуны имеют серый цвет. Механические свойства чугуна обусловлены его структурой, главным образом графитной составляющей, его количеством, формой и размерами включений.
Графит имеет низкую прочность, и его можно рассматривать как внутренние надрезы, нарушения сплошности металлической основы. С увеличением содержания углерода больше выделений графита и меньше механическая прочность чугуна. Серый чугун плохо сопротивляется растяжению, хрупкий, но обладает хорошей жидкотекучестью, малой усадкой при кристаллизации, легко обрабатывается резанием, хорошими антифрикционными свойствами (графит выполняет роль смазки), поглощает вибрацию, малочувствителен к концентраторам напряжений (надрезам, выточкам).
Удельный вес серого чугуна колеблется в пределах 6,6…7,4 г/см3 и зависит от количества углерода, степени графитизации и количественного соотношения структурных составляющих.
Теплоемкость серого чугуна также зависит от вышеперечисленных факторов и в интервале температур 0…700 0С равна 16 кал/(г∙0С). Теплопроводность равна 0,16 кал/(см∙с∙0С). Средний коэффициент линейного термического расширения в интервале температур 0…100
Основными элементами в чугунах являются Fe-C-Si и постоянными примесями — Мn, Р, S. Кремний обладает сильным графитизирующим действием, марганец затрудняет графитизацию. Сера является вредной примесью, ухудшает литейные и механические свойства чугунов.
Фосфор является в чугунах полезной примесью, так как улучшает жидкотекучесть. Участки фосфидной эвтектики увеличивают твердость и износостойкость чугуна. Чаще всего содержание фосфора находится в пределах 0,2…0,5 %. Для отливок, от которых требуется высокая износостойкость, содержание фосфора допускается 0,7 %, а для художественного литья — до 1 %.
Наглядное представление о влиянии углерода и кремния на степень графитизации чугуна и его структуру дает структурная диаграмма (толщина стенки отливки 50 мм), приведенная на рисунок 37.

I- белый чугун; II- половинчатый чугун; III- серый чугун на перлитной основе; IV- серый чугун на ферритно-перлитной основе; V- серый чугун на ферритной основе
Рисунок 37 — Структурная диаграмма
Серый чугун маркируется буквами СЧ, после которых ставится число, показывающее гарантируемый предел прочности на растяжение в кгс/мм2
(10-1 МПа).
Ферритные чугуны марок СЧ10, СЧ15, СЧ18 применяются для малоответственных деталей, испытывающих небольшие нагрузки. Например, фундаментные плиты, крышки, фланцы, рамы двигателей, компрессоров, шиберы и заслонки печей, корпусы фильтров и масленок, маховики, корпуса редукторов, насосов, тормозные барабаны, диски сцепления и др. Структура серых чугунов приведена на рисунок 38.
Феррито-перлитные чугуны марок СЧ20, СЧ21, СЧ25 применяются для деталей, работающих при повышенных статических и динамических нагрузках. Например, головки цилиндров, поршни, втулки для поршневых колец паровых цилиндров, колеса центробежных насосов, станины станков, зубчатые колеса, диафрагмы, цилиндры низкого давления и выхлопные патрубки турбин.
а- на ферритной основе; б- на ферритно -перлитной основе;
в- на перлитной основе
Рисунок 38 — Структура серых чугунов
Перлитные чугуны марок СЧ30, СЧ35, СЧ40, СЧ45 применяют для деталей, работающих при высоких нагрузках или в тяжелых условиях износа: зубчатые колеса, гильзы блоков цилиндров, распределительные валы и др. Мелкие разобщенные графитовые включения меньше снижают прочность чугунов. Измельчение графитовых включений достигается путем модифицирования жидкого чугуна ферросилицием, алюминием или феррокальцием (0,3…0,6 % от массы шихты). Отливки из серого чугуна подвергают термической обработке: для снятия внутренних напряжений — отжиг I рода (560 0С), нормализацию или закалку с отпуском для повышения механических свойств и износостойкости. Для повышения износостойкости гильз цилиндров, распределительных валов и других изделий перлитные чугуны подвергают азотированию.
Ковкими называют чугуны, в которых углерод находится в свободном состоянии в форме хлопьев. Такая форма графита и является основной причиной высоких прочностных и пластических характеристик ковкого чугуна. Термин ”ковкий чугун” является условным, поскольку изделия из него, так же как и из любого другого чугуна, изготавливают не ковкой, а путем литья, и указывает на повышенную пластичность по сравнению с серым чугуном. Состав ковкого чугуна выдерживается в довольно узких пределах: 2,4…2,9 % С; 1,0…1,6 % Si; 0,2…1,0 % Мn; до 0,18 % Р и до 0,2 % S.
Невысокое содержание углерода в ковком чугуне необходимо по двум причинам. Во-первых, для получения высоких прочностных характеристик следует уменьшить количество графитовых включений. Во-вторых, необходимо избегать выделения пластинчатого графита при охлаждении отливок в форме (с этой же целью толщина стенки отливки не должна превышать 50 мм).
Ковкий чугун получают из белого путем отжига, который продолжается иногда до 5 суток. По структуре металлической основы (рисунок 39), которая определяется режимом отжига, ковкие чугуны бывают ферритными и перлитными.
Отжиг на ферритные чугуны проводится по режиму 1 (рисунок 40), обеспечивающему графитизацию всех видов цемента белого чугуна.
а – ферритного; б – перлитного
Рисунок 39 – Микроструктура ковких чугунов

Рисунок 40 – Схема отжига белого чугуна на ковкий
Отливки из белого чугуна загружают в металлические ящики и засыпают песком или стальными стружками для защиты от окисления и медленно нагревают до температуры 950…1000 0С. В процессе продолжительной (10…15 ч) выдержки при такой температуре происходит первая стадия графитизации. Она состоит в распаде эвтектического и избыточного вторичного цементита.
К концу первой стадии чугун состоит из аустенита и включений углерода отжига (А + Г). Затем температуру медленно снижают до 720…740 0С. При этом происходит вторая стадия графитизации.
В процессе выдержки (25…30 ч) распадается цементит перлита:
П(Ф + Ц) -> Ф + Г
и образуется ковкий чугун на ферритной основе.
Перлитный чугун получают отжигом, который проводят в окислительной среде по режиму 2 (см. рис. 40). В этом случае увеличивают продолжительность первой стадии графитизации, после которой проводят непрерывное охлаждение отливок до 20 0С. Аустенит превращается в перлит (А -> П), а графит сохраняется в структуре. Получается ковкий чугун на перлитной основе.
Ковкие чугуны маркируются буквами КЧ, после которых ставятся числа, показывающие гарантируемые предел прочности на растяжение в кгс/мм2
(10-1 МПа) и относительное удлинение в процентах. Марки ковкого чугуна:
- КЧ-30-6; КЧ 35-10; КЧ 37-12 — ферритные;
- КЧ 45-7; КЧ 60-3; КЧ 80-1,5 — перлитные.
Из этих чугунов изготавливают детали высокой прочности, работающие в тяжелых условиях износа, способные воспринимать ударные и знакопеременные нагрузки. Большая плотность отливок ковкого чугуна позволяет изготовлять детали водо- и газопроводных установок, корпуса вентилей, кранов, задвижек.
Высокопрочными называют чугуны, в которых углерод находится в свободном состоянии в виде шаровидного графита. Их получают модифицированием магнием, который вводят в жидкий чугун в количестве 0,02…0,08 %. Ввиду того, что модифицирование чистым магнием сопровождается значительным пироэффектом, применяют сплав магния с никелем.
Чугун после модифицирования имеет следующий химический состав: 3,0…3,6 % С; 1,1…1,9 % Si;. 0,3…0,7 % Мn;. до 0,02 % S и до 0,1 % P. По структуре металлической основы чугун может быть ферритным или перлитным (рисунок 41).
а- ферритного; б- перлитного
Рисунок 41 — Микроструктура высокопрочных чугунов
Шаровидный графит — менее сильный концентратор напряжений, чем пластинчатый или хлопьевидный графит, и поэтому меньше снижает механические свойства металлической основы. Чугуны обладают высокой прочностью и некоторой пластичностью, сохраняют свою прочность до 500 0С (обычный чугун до 400 0С). Они маркируются буквами ВЧ, после которых ставится число, показывающее гарантируемый предел прочности на растяжение в кгс/мм2 (10-1 МПа). Марки высокопрочного чугуна:
- ВЧ 38; ВЧ 42; ВЧ 50 — ферритные;
- ВЧ 60, ВЧ 80; ВЧ 120 — перлитные.
Высокопрочные чугуны применяют в различных отраслях техники, эффективно заменяя сталь во многих изделиях и конструкциях. Например, корпуса паровых турбин, насосов, вентилей, лопатки направляющего аппарата, коленчатые валы, поршни и другие ответственные детали, работающие при высоких циклических нагрузках и в условиях изнашивания.
В некоторых случаях для улучшения механических свойств применяют термическую обработку отливок; для повышения прочности — закалку и отпуск при 500…600 0С; для увеличения пластичности — отжиг.
Недостатком высокопрочного чугуна является значительная объемная усадка, что приводит к появлению в отливках усадочной пористости, газовых раковин.
dprm.ru
отличие от стали, температура плавления чугуна и стали
Чугун — это сплав железа с углеродом. По процентному содержанию железа содержится более 90%. Количество углерода колеблется в пределах 2,14- 6,67%. Благодаря этому элементу материал имеет высокую твердость, но появляется хрупкость. Это влечет ухудшение ковкости и пластичности. В некоторые виды для улучшения характеристики добавляются легирующие элементы: алюминий, хром, ванадий, никель.
Характеристика видов углеродистого металла
Диаграмма железо-углерод показывает, из чего состоит чугун. Кроме железа, присутствует углерод в виде графита и цементита.

Состав сплава чугуна имеет разновидности:
 Белый. Присутствующий здесь углерод находится в химически связанном состоянии. Металл прочный, но хрупкий, поэтому плохо поддается механической обработке. В промышленности используется в виде отливок. Свойство материала позволяют вести его обработку абразивным кругом. Сложность вызывает процесс сварки, поскольку есть вероятность появления трещин из-за неоднородности структуры. Применение нашел в областях, связанных с сухим трением. Обладает повышенной жаростойкостью и износостойкостью.
Белый. Присутствующий здесь углерод находится в химически связанном состоянии. Металл прочный, но хрупкий, поэтому плохо поддается механической обработке. В промышленности используется в виде отливок. Свойство материала позволяют вести его обработку абразивным кругом. Сложность вызывает процесс сварки, поскольку есть вероятность появления трещин из-за неоднородности структуры. Применение нашел в областях, связанных с сухим трением. Обладает повышенной жаростойкостью и износостойкостью.- Половинчатый. Обладает повышенной хрупкостью, поэтому не нашел широкого применения.
- Серый. ГОСТ 1412–85 указывает, какой процент примесей содержит в своем составе этот металл: 3,5% углерода, 0,8% марганца, 0,3% фосфора, 0,12% серы и до 2,5% кремния. Присутствующий в пластинчатой форме углерод создает низкую ударную вязкость. Характеристика вида указывает, что на сжатие материал работает лучше, чем на растяжение. При достаточном нагреве обладает неплохой свариваемостью.
- Ковкий. Ферритовая основа такого вида обеспечивает ему высокую пластичность. В изломе имеет черный, бархатистый цвет. Получается из белого, который томится длительное время при температуре 800−950 градусов.
- Высокопрочный. Отличие от других видов заключается в присутствии графита шаровидной формы. Получается из серого после добавления в него магния.
 Белый. Присутствующий здесь углерод находится в химически связанном состоянии. Металл прочный, но хрупкий, поэтому плохо поддается механической обработке. В промышленности используется в виде отливок. Свойство материала позволяют вести его обработку абразивным кругом. Сложность вызывает процесс сварки, поскольку есть вероятность появления трещин из-за неоднородности структуры. Применение нашел в областях, связанных с сухим трением. Обладает повышенной жаростойкостью и износостойкостью.
Белый. Присутствующий здесь углерод находится в химически связанном состоянии. Металл прочный, но хрупкий, поэтому плохо поддается механической обработке. В промышленности используется в виде отливок. Свойство материала позволяют вести его обработку абразивным кругом. Сложность вызывает процесс сварки, поскольку есть вероятность появления трещин из-за неоднородности структуры. Применение нашел в областях, связанных с сухим трением. Обладает повышенной жаростойкостью и износостойкостью.Индивидуальные свойства металла
Материал характеризуется определенными характеристиками. К ним относятся:
- Физические. Такие величины, как удельный вес или коэффициент расширения зависят от того, сколько составляет в металле содержание углерода. Материал тяжелый, поэтому из него можно делать чугунные ванны.
- Тепловые. Теплопроводность позволяет аккумулировать тепло и удерживать, распространяя его равномерно во все стороны. Это используется при изготовлении сковородок или батарей для отопления.
- Механические. Эти характеристики меняются в зависимости от графитовой основы. Наиболее прочный — серый чугун, имеющий перлитовую основу. Материал с ферритовой составляющей более ковкий.
 Физические. Такие величины, как удельный вес или коэффициент расширения зависят от того, сколько составляет в металле содержание углерода. Материал тяжелый, поэтому из него можно делать чугунные ванны.
Физические. Такие величины, как удельный вес или коэффициент расширения зависят от того, сколько составляет в металле содержание углерода. Материал тяжелый, поэтому из него можно делать чугунные ванны.В зависимости от наличия примесей появляется разница в свойствах материала.
К таким элементам относятся сера, фосфор, кремний, марганец:
- Сера уменьшает текучесть металла.
- Фосфор понижает прочность, но позволяет изготавливать изделия сложной формы.
- Кремний увеличивает текучесть материала, снижая его температуру плавления.
- Марганец дает прочность, но понижает текучесть.
Различия между чугуном и сталью
Чтобы понять, чем отличается сталь от чугуна, нужно рассмотреть их характеристики. Отличительной особенностью чугуна является количество углерода. Минимальное содержание его составляет 2,14%. Это основной показатель, по которому можно отличить этот материал от стали.
Содержание железа в стали составляет 45%, а процентное содержание углерода до 2. Для определения различий на глаз нужно обратить внимание на цвет. Сталь имеет светлый оттенок, а чугун темный.
Определить же процентное содержание примесей может только химический анализ. Если сравнивать температуру плавления чугуна и стали, то у чугуна она ниже и составляет 1150−1250 градусов. У стали — в районе 1500.
Чтобы отличить материал, нужно провести следующие действия:
- Изделие опускается в воду и определяется объем вытесненной воды. У чугуна плотность меньше. Она составляет 7,2г/см3. У стали — 7,7−7,9 г / см3 .
- К поверхности прикладывается магнит, который к стали притягивается лучше.
- При помощи шлифовальной машинки или напильника натирается стружка. Затем она собирается в бумагу и вытирается об нее. Сталь не оставит следов.
Плюсы и минусы материала
Как и любой материал, чугун имеет положительные и отрицательнее стороны. К положительным качествам относятся:
- большая разновидность состояний.
- некоторые виды обладают высокой прочностью;
- возможность длительное время сохранять температуру;
- экологическая чистота, что позволяет изготавливать из него посуду;
- стойкость к кислотно-щелочной среде;
- высокая гигиеничность;
- длительный срок эксплуатации и долговечность;
- безвредность материала.
 большая разновидность состояний.
большая разновидность состояний.Однако и минусы тоже присутствуют. К ним относятся:
- при длительном нахождении в воде поверхность покрывается ржавчиной;
- высокая стоимость материала;
- низкая пластичность серого вида чугуна;
- хрупкость.

Чугун — это металл, который характеризуется высоким содержанием углерода. Благодаря этому у него присутствуют качества, которые бывают необходимы для промышленных и бытовых целей.
obrabotkametalla.info
Ответы@Mail.Ru: Состав чугуна?
многокомпонентный сплав на основе железа, содержание углерода в котором превышает 2,14%. Чугуны содержат постоянные примеси (Si, Mn, S, P), а в некоторых случаях также легирующие элементы (Cr, Ni, V, Al и др.) . Как правило, чугун хрупок. Мировое производство чугуна в 2007 составило 953 млн. тонн (в том числе в Китае — 477 млн. тонн) .
<a rel=»nofollow» href=»http://www.progress-ltd.ru/him.htm» target=»_blank»>http://www.progress-ltd.ru/him.htm</a>
В зависимости от содержания углерода чугун называется доэвтектическим (2,14-4,3 % углерода) , эвтектическими (4,3 %) или заэвтектическим (4,3-6,67 %). Состав сплава влияет на структуру материала. В зависимости от состояния и содержания углерода в чугуне различают: белые и серые (по цвету излома, который обуславливается структурой углерода в чугуне в виде карбида железа или свободного графита) , высокопрочные и ковкие чугуны. В белом чугуне углерод присутствует в виде цементита, в сером — в основном в виде графита. В промышленности разновидности чугуна маркируются следующим образом: передельный чугун — П1, П2; передельный чугун для отливок — ПЛ1, ПЛ2, передельный фосфористый чугун — ПФ1, ПФ2, ПФ3, передельный высококачественный чугун — ПВК1, ПВК2, ПВК3; чугун с пластинчатым графитом — СЧ (цифры после букв «СЧ» , обозначают величину временного сопротивления разрыву в кгс/мм) ; антифрикционный чугун антифрикционный серый — АЧС, антифрикционный высокопрочный — АЧВ, антифрикционный ковкий — АЧК; чугун с шаровидным графитом для отливок — ВЧ (цифры после букв «ВЧ» означают временное сопротивление разрыву в кгс/мм) ; чугун легированный со специальными свойствами — Ч.
ЧУГУН (тюрк.) , сплав Fe (основа) с С (обычно 2-4%), содержащий постоянные примеси (Si, Mn, S, P), а иногда и легирующие элементы (Cr, Ni, V, Al и др.) ; как правило, хрупок. Получают из железорудных материалов в доменных печах. Основная масса чугуна (св. 85%) перерабатывается в сталь (передельный чугун) , остальная применяется для изготовления фасонного литья (литейный чугун) . По микроструктуре различают серый чугун (углерод в виде пластинчатого или шаровидного графита) , белый чугун (углерод в виде цементита) и ковкий чугун, получаемый отжигом белого чугуна (хлопьевидный графит).
touch.otvet.mail.ru
Углерод в чугуне | Справочник конструктора-машиностроителя
В технике под металлом понимают вещества, обладающие « металлическим блеском », в той или другой степени свойственным всем металлам, и пластичностью.
По этому знаку металлы можно легко отличить от неметаллов ( например, деревца, камешка, стекла или фарфора ).
« Металлы суть ясные тела, которые ковать можно ».
Это определение металлов, данное М.
В. Ломоносовым, не утеряло собственного научного значения и сейчас, через 200 лет.
В. Ломоносов отметил и другой особенность сих тел — сходство их строения с солями, т. е. кристалличность.
В XIX в.
была сделана научная теория строения фигур, согласно которой все крепкие тела делятся на две группки : кристаллические и бесформенные.
fremax banner
Чугу́н — сплав железа с углеродом ( и прочими элементами ).
Содержание углерода в чугуне не менее 2, 14 % ( точка предельной растворимости углерода в аустените на диаграмме состояний ) : меньше — сталь.
Углерод придаёт сплавам железа крепость и твёрдость, снижая пластичность и вязкость.
Углерод в чугуне может содержаться в виде цементита и графита.
В зависимости от формы графита и количества цементита, выделяют : бледный, бесцветный, ковкий и высокопрочные чугуны.
Чугуны держат постоянные примеси ( Si, Mn, S, P ), а в отдельных событиях также легирующие элементы ( Cr, Ni, V, Al и др. ).
Обыкновенно, чугун хрупок.
Включая небольшое сопротивление отливок из серого чугуна растягивающим и ударным нагрузкам, следует использовать сей материал для подробностей, которые подвергаются сжимающим или изгибающим нагрузкам.
В станкостроении это – базовые, корпусные детали, кронштейны, зубчатые колеса, ведущие ;
в автостроении — блоки цилиндров, поршневые кольца, распределительные валы, диски сцепления.
Отливки из серого чугуна также используются в электромашиностроении, для изготовления товаров народного потребления.
Отпуск.
Чтобы снять закалочные напряжения, после закалки производят отпуск.
Подробности, назначенные для работенки на истирание, проходят короткий отпуск при температуре 200–250° С. Чугунные отливки, не действующие на истирание, подвергаются высокому отпуску, при температуре 500–600° С. При отпуске закаленных чугунов твердость понижается значительно меньше, чем при отпуске стали.
Это объясняется тем, что в структуре закаленного чугуна имеется немалое количество остаточного аустенита, а также тем, что в нем содержится немалое количество кремния, который повышает отпускоустойчивость мартенсита.
В зависимости от температуры подогрева сварку чугуна разделяют : с подогревом ( страстная ), без подогрева ( ледяная ).
Жаркая — с низким подогревом до 300 — 400°С и высоким подогревом до 600 — 700°С, ледяная — без предварительного подогрева.
Положительные плоды ( отсутствие хрупких строений и трещинок, важные свойства соединений ) получают при горячей сварке.
Технология горячей сварки включает в себя следующие операции : подготовка под сварку, предварительный подогрев сварки, дальнейшее медленное охлаждение изделия.
Доэвтектоидные стали, обыкновенно, подвергают полной закалке, при этом оптимальной температурой нагрева является температура Ас3 + ( 30 — 50 С ).
Такая температура обеспечивает получение при нагреве мелкозернистого аустенита и, соответственно, после охлаждения — мелкокристаллического мартенсита.
Недогрев до температуры Ас3, приводит к сохранению в структуре кристаллов доэвтектоидного феррита, что при некотором уменьшении прочности обеспечивает повышенную пластичность закаленной стали.
/Заэвтектоидные стали подвергают неполной закалке.
Оптимальная температура нагрева углеродистых и низколегированных сталей — температура Ас1 + ( 30 — 50°С ).
Литература [ править ] Чугун // Энциклопедический словарь Брокгауза и Ефрона : В 86 книгах ( 82 т. и 4 доп.
— СПб.
, 1890 — 1907.
Чугун // Малый энциклопедический словарь Брокгауза и Ефрона : В 4 томиках.
— СПб.
, 1907 — 1909.
Ю.М. Лахтин, В.П. Леонтьева Материаловедение.
— лю.
: Машиностроение, 1990.
— 528 с.
spravconstr.ru
Микроструктура чугунов (табл. 1) зависит от скорости охлаждения металла: при быстром охлаждении будет белый чугун (углерод находится в химически связанном состоянии в виде цементита и ледебурита), а при медленном охлаждении будет серый чугун (углерод находится в виде графита). Табл. 1. Марки и механические свойства чугуна разлиных типов.
Кремний Si способствует графитизации чугуна, и улучшает его литейные свойства. В серых чугунах содержится 0,8 …4,5 % Si. Марганец Mn способствует отбеливанию чугуна, но содержание Mn до 1,2% полезно, т.к. увеличиваются твердость и прочность чугуна. Фосфор Р повышает жидкотекучесть чугуна, поэтому допустимо его содержание до 0,4%, но в ответственных чугунных отливках содержится фосфора менее 0,15%, т.к. с ростом содержания его увеличивается хрупкость чугуна. Сера S затрудняет графитизацию, увеличивает хрупкость и ухудшает жидкотекучесть чугуна, поэтому серы в чугунах должно быть не более 0,1%. Серые чугуны делятся на модифицированные, высокопрочные и ковкие (табл. 2). В серых чугунах графит имеет пластинчатую форму, в высокопрочных — шаровидную, а в ковких — хлопьевидную.П римеры обозначения чугунов: Формирование структуры чугуна происходит при затвердевании отливки. Основными факторами, влияющими на структурообразование чугуна, являются его химический состав (см. табл. ниже) и скорость охлаждения отливки в форме. Табл. 2 — Влияние химических элементов на свойства чугуна
Небольшие количества множества элементов могут попасть в состав литейного чугуна и оказывать заметное воздействие на структуру и свойства отливок. Добавки некоторых из этих элементов производят специально, в то время как другие представляют собой примеси, привнесенные в металл из шихты. Некоторые из этих элементов оказывают положительное воздействие, особенно в сером чугуне, в то время как другие оказывают отрицательное воздействие и попадания их с расплав следует избегать. В таблице перечислены обычные источники этих элементов, часто встречающиеся уровни их содержания и основное воздействие на чугун. Результаты применения некоторых элементов в качестве основных легирующих (например, хром), в таблице не указаны.
| Предлагаем услуги по оптимизации геометрии разливочной оснастки с целью обеспечения повышения коэффициента использования металла и снижения осевой пористости слитков подробнее | |||
steelcast.ru
*Эвтектическим называют чугун при содержании углерода в количестве 4,3% (точка С)

*Он кристаллизуется при постоянной температуре 1147°С с образованием эвтектики — ледебурита.
*Эвтектический чугун и при обычной температуре состоит из ледебурита.

*Заэвтектическими называют чугуны с содержанием углерода4,3—6,67%.
*Они кристаллизуются по диаграмме состояния сплавов между линиями CD иCF с образованием в жидком сплаве кристаллов первичного цементита.
*При дальнейшем охлаждении оставшаяся жидкость затвердевает, образуя эвтектику — ледебурит.
*Заэвтектические чугуны после отвердевания состоят из цементита и ледебурита.
*При температуре 727°С входящий в ледебурит аустенит распадается с образованием перлита; при дальнейшем снижении температуры заэвтектические чугуны состоят из цементита (в виде пластин) и ледебурита.
*С увеличением количества углерода возрастает и содержание цементита.
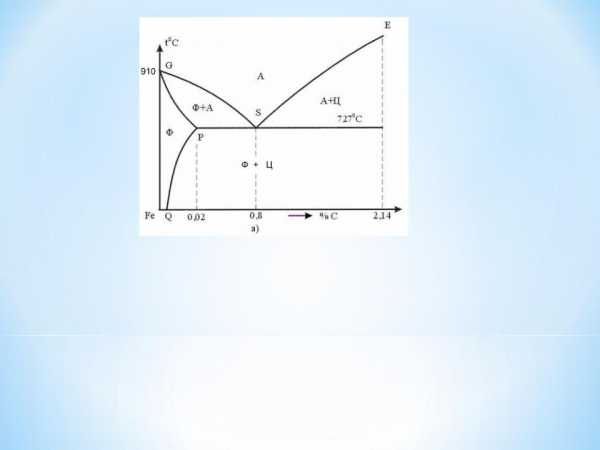
*Линии диаграммы представляют собой совокупность критических точек сплавов с различным составом, характеризующих превращения в этих сплавах при соответствующих температурах.
Рассмотрим значение линий диаграммы при медленном охлаждении.
ACD – линия ликвидус. Выше этой линии все сплавы находятся в жидком состоянии. AECF – линия солидус. Ниже этой линии все сплавы находятся в твердом состоянии. АС – из жидкого раствора выпадают кристаллы аустенита.
CD – линия выделения первичного цементита. AE – заканчивается кристаллизация аустенита. ECF – линия эвтектического превращения.
GS – определяет температуру начала выделения феррита из аустенита (910-727°C). GP – определяет температуру окончания выделения феррита из аустенита.
PSK – линия эвтектоидного превращения.
ES – линия выделения вторичного цементита. PQ – линия выделения третичного цементита.
Линии диаграммы состояния Fе – Fе

*Линии диаграммы: делят все поле диаграммы на области равновесного существования фаз.
*Каждой области диаграммы соответствует определенное структурное состояние, сформированное в результате происходящих в сплавах превращений.

ледебурита превращенного (Л пр).
*I – Жидкий раствор (Ж).
II –Жидкийраствор (Ж) и кристаллы аустенита (А).
III – Жидкий раствор (Ж) и кристаллы цементита первичного (ЦI).
IV – Кристаллы аустенита (А).
V – Кристаллы аустенита (А) и феррита (Ф). VI – Кристаллы феррита (Ф).
VII – Кристаллы аустенита (А) и цементита вторичного (ЦII). VIII – Кристаллы феррита (Ф) и цементита третичного (ЦIII).
IX – Кристаллы феррита (Ф) и перлита (П).
X – Кристаллы перлита (П) и цементита вторичного (ЦII). XI – Кристаллы аустенита (А), ледебурита (Л) и цементита
вторичного (ЦII).
XII – Кристаллы перлита (П), цементита вторичного (ЦII) и
ледебурита превращенного (Л пр).
XIII –Кристаллыледебурита и цементита первичного (ЦI). XIV – Кристаллы цементита первичного (ЦI) перлита (П) и

*Компоненты и фазы в углеродистых
сталях в равновесном состоянии
К углеродистым сталям относятся сплавы железа с углеродом с массовой долей углерода от 0,02 до 2,14 %.
*Основными компонентами углеродистых сталей являются железо и углерод.

*Железо является полиморфным металлом, имеющим разные кристаллические решетки в различных температурных интервалах.
*При температурах ниже 910 °С, железо существует в α-модификации,кристаллическое строение которой представляет собойобъемно-центрированнуюкубическую решетку.
*В интервале температур от 910 °С до 1392 °С существует γ-железос гранецентрированной кубической решеткой.

*Углерод является неметаллическим элементом, обладающим полиморфизмом.
*В природе встречается в виде графита и алмаза.
*В углеродистых сталях эти компоненты взаимодействуют, образуя, и зависимости от их количественного соотношения и температуры, разные фазы, представляющие собой однородные части сплава.
*Это взаимодействие заключается том, что углерод может растворяться как в жидком (расплавленном) железе, так и в различных его модификациях в твердом состоянии.
*Кроме того, он может образовывать с железом химическое соединение.
*Таким образом, в углеродистых сталях различают следующие фазы:
жидкий сплав (Ж),
*твердые растворы — феррит (Ф) и аустенит (А),
*химическое соединение цементит (Ц).
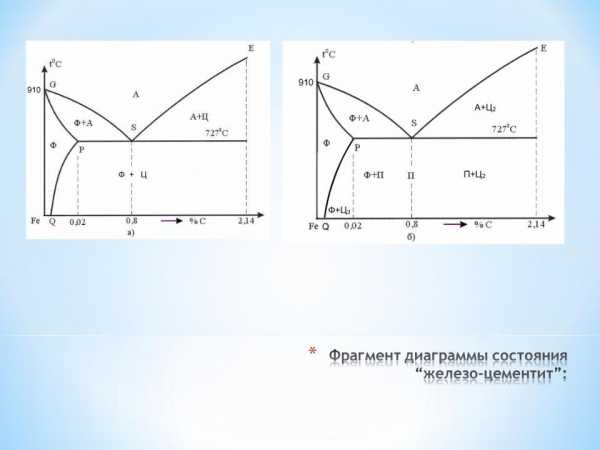
* а) фазовая; | б) структурная. |
Согласно фазовой диаграмме «железо — цементит» (рис. а) углеродистые стали при нормальной температуре состоят из двух фаз: феррита и цементита.
Одному проценту углерода соответствует 15 процентов цементита. Исходя из этого массовая доля цементитной фазы находится умножением массовой доли углерода, содержащегося в стали, на 15. Поскольку в феррите содержится очень малая доля процента углерода, то практически весь углерод, имеющийся в стали, входит в состав цементита. Поэтому увеличение массовой доли углерода в стали ведет к увеличению массовой доли цементитной фазы, что приводит к повышению твердости и прочности, понижению пластичности и ударной вязкости.
studfiles.net
Сварка чугуна. Чугун. Содержание углерода в чугуне. Свариваемость чугуна.
Чугун — это железоуглеродистый сплав, в котором содержание углерода превышает 2,14%. Высокое содержание углерода в чугуне приводит к тому, что в отличие от сталей углерод в чугуне находится в свободном состоянии. Например, в наиболее широко распространенном сером чугуне углерод существует в виде включений графита (вспомним, что чугун мажется), обуславливающем его низкую пластичность, невысокую прочность и плохую свариваемость.
Сварщики-практики считают, что свариваемость чугуна в основном связана со строением структуры чугуна в изломе. Так, чугуны, имеющие мелкозернистый излом светло-серого цвета, свариваются легче, чем чугуны, у которых излом характеризуется крупнозернистой структурой и имеет темно-серый или, что еще хуже, черный цвет. Практически не поддаются сварке промасленные чугуны, а также чугуны, подвергавшиеся воздействию агрессивных сред.
Главная беда при сварке чугуна — низкое качество сваренного соединения, что связано с интенсивной закалкой металла в зоне сварного шва, то есть с повышением хрупкости металла в этой зоне.
В условиях производства электродуговую сварку чугуна осуществляют горячим методом, при котором производится предварительный нагрев свариваемых деталей до температуры 600-650°С. Существует и холодный метод, когда детали перед сваркой нагревают совсем не сильно (до температуры 150— 250°С) или вообще не нагревают.
В обычных условиях, когда специальное нагревательное оборудование отсутствует, а потребность в сварке чугунных деталей носит эпизодический характер, более подходящей является холодная сварка чугуна специальными электродами.
В промышленности широкое применение для сварки чугуна без нагрева нашли электроды ОЗЧ-2 с медным стержнем, покрытым специальным составом, и электроды МНЧ-2 со стержнем из сплава никеля, меди, железа и марганца (монельметалла). Металл, наплавленный электродами МНЧ-2, лучше поддается обработке резанием, однако эти электроды весьма дефицитны и дороги. Электроды марки ОЗЧ-2 дешевле, к тому же их сравнительно легко изготовить самостоятельно.
Как уже говорилось, электрод ОЗЧ-2 представляет из себя медный стержень с электродным покрытием, содержащим железный порошок — 50%, мрамор — 27%, плавиковый шпат — 7%, кварц — 4,5%, ферромарганец — 2,5%, ферротитан — 6%, ферросилиций — 2,5%, соду — 0,5% (по массе). Не надо пугаться большого числа компонентов, поскольку при изготовлении самодельных электродов можно воспользоваться готовым покрытием от широко распространенных электродов для сварки стали. Например, для сварки чугуна постоянным током подойдет покрытие электродов марки УОНИ-13/55 или ОЗС-2, а для сварки переменным током — покрытие электродов АНО-4 или АНО-5.
Порядок изготовления электродов для сварки чугуна следующий. Отрезки медной проволоки (медь марок М2, МЗ и др.) диаметром 3-5 мм и длиной около 450 мм непосредственно перед нанесением на них покрытия зачищают наждачной бумагой и обезжиривают каким-либо органическим растворителем. С соответствующих стальных сварочных электродов скалывают покрытие, измельчают его и смешивают в пропорции 1:1 (по массе) с железным порошком или мелкими стальными опилками. Затем все тщательно перемешивают с жидким стеклом (к сухой смеси компонентов добавляют около 30% водного раствора жидкого стекла, то есть силикатного клея). В полученную сметанообразную массу вертикально окунают подготовленные отрезки медной проволоки и медленно (желательно с постоянной скоростью) извлекают из обмазочной массы, дав стечь ее излишкам. Толщина слоя покрытия в этом случае должна составить 1,5-2 мм. Далее электроды сначала сушат на воздухе в вертикальном положении, а потом прокаливают при температуре 200-250°С, используя для этого, например, духовку кухонной плиты.
Сварку самодельными электродами ведут короткой дугой, причем при использовании постоянного тока — на обратной полярности («+» на электроде). Обязательны перерывы в работе для охлаждения детали до температуры 50-60°С. Значение сварочного тока при диаметрах электрода 3-5 мм составляет 90-180 А. Для обеспечения качественной сварки шов накладывают короткими участками длиной по 30-50 мм и сразу после сварки проковывают (практика показала, что тщательная проковка металла предотвращает появление трещин в сварном шве).
Если нет времени или желания заниматься изготовлением электродов, неплохие результаты в бытовых условиях обеспечит сварка чугуна комбинированными медно-стальными электродами. Последние делают, навивая поверх электрода (с покрытием), предназначенного для варки стали (УОНИ 13/45, АНО-4 и др.), спираль из медной или латунной проволоки диаметром 1,5-2 мм (масса этой спирали должна быть примерно в 4-5 раз больше массы стального стержня используемого электрода).
При сварке комбинированным электродом, как и вообще при холодной сварке, нельзя допускать сильного разогрева свариваемых деталей, поэтому процесс ведут на минимально возможном сварочном токе короткими участками «вразброс» (с обязательной проковкой полученных швов молотком) и, конечно, с перерывами для остывания обрабатываемой детали.
Следует, наверное, сказать несколько слов и о газопламенной сварке чугуна. Ведь этот способ является одним из наиболее надежных, особенно при сварке серого чугуна, причем здесь можно обойтись без специальных сварочных материалов, хотя некоторое оборудование все-таки потребуется.
При газопламенной сварке легко осуществить более медленный и равномерный нагрев (или охлаждение) детали. В результате в металле сварного шва и на границах шва воздаются более благоприятные условия для графитизации углерода, уменьшается вероятность возникновения внутренних напряжений и появления трещин.
Однако газопламенную сварку обычно проводят с подогревом детали. Местный подогрев ведут пламенем горелки непосредственно перед сваркой, общий подогрев как и при горячем методе электродуговой сварки, выполняют в специальных печах. В качестве присадочного металла используют литые чугунные прутки. Сварку ведут нормальным или науглероживающим пламенем, применяя флюс из буры или смеси: буры — 56%, соды и поташа — по 22% . (по массе).
Хорошие результаты дает сварка-пайка чугуна газовым пламенем с применением прутка из латуни, у которой температура плавления ниже, чем у чугуна. Процесс осуществляют с применением флюса из буры или смеси буры и борной кислоты (взятых в равных количествах).
Кромки трещины, разделанные под угол 70-80°, нагревают до температуры 850-900 °С (цвет светло-красного каления), посыпают флюсом и с помощью латунного прутка облуживают кромки. После этого всю разделку заполняют латунью, не расплавляя чугуна.
Учтите, перед началом сварки (независимо от способа сварки) всегда выполняют подготовку (скашивание) кромок соединяемых деталей или разделку дефектных мест.
Скашивают кромки вручную слесарным зубилом или переносным наждачным кругом с гибким валом. Во избежание отколов чугун срубают тонкими слоями, так что толщина стружки не должна превышать 0,8-1 мм.
Разделку дефектных мест до чистого металла производят с помощью зубил, сверл, шаберов, шарошек, размеры которых зависят от размеров и характера дефекта, формы детали и необходимости создания удобных условий для работы
Post Views: 0
originalbusiness.ru