Шарико-винтовая передача движения (ШВП): устройство, виды, принцип работы
Для передачи усилия и движения могут применяться самые различные шарико-винтовые передачи. Наибольшее распространение получила шарико-винтовая передача. Она обеспечивает линейное передвижение привода, которое преобразует вращение в поступательное движение. Среди особенностей этого процесса можно отметить крайне малое трение, так как оно приводит к износу материала и существенному снижению КПД, нагреву трущихся элементов. Рассмотрим особенности этого процесса подробнее.
 Шарико-винтовая передача движения
Шарико-винтовая передача движенияФункциональное предназначение и устройство
Как ранее было отмечено, шарико-винтовая пара применяется для передачи усилия и преобразования вращения в поступательное движение. Устройство характеризуется наличием нескольких элементов:
- Стержень с винтовыми канавками.
- Гайка с подходящей резьбой и размером.
Наибольшее распространение получили варианты исполнения, характеризующиеся резьбой с полукруглым профилем. Шариковые винтовые пары довольно просты в исполнении, что определяет их надежность и длительный срок эксплуатации.

Устройство шарико-винтовой передачи
Принцип работы
Винтовая пара характеризуется довольно простой конструкцией, которая работает следующим образом
- На момент вращения гайки шарики перекатываются по созданным каналам.
- Шарики способны поступательно перемещать гайку, выталкивая из резьбы. При этом есть перепускной канал, за счет которого происходит возращение шариков в исходное положение.
- Перемещение шарика происходит по замкнутому контуру, который находится внутри гайки.
- Наибольшее распространение получили варианты исполнения шарико винтовые передач, в которых канал возврата соединяется два соседних витка.
Встречаются самые различные варианты исполнения рассматриваемой конструкции. Они выбираются в зависимости от условий эксплуатации и предназначения. Примером можно назвать то, что в станкостроительстве используется шариковая винтовая передача с трехконтурной гайкой. Для этого создается специальный вкладыш, для которого создается окно овальной формы. Для снижения трения и повышения показателя КПД применяются сразу три вкладыша, размещаемые под углом 120 градусов относительно друг друга.
Схема ШВП
Быстроходные или скоростные ШВП
Современные станки и иное оборудование характеризуется высокой производительностью и универсальностью в применении. Как правило, усилие создается двигателем, который совершает вращательное движение. Для того чтобы преобразовать вращение в возвратно поступательное движение применяется винтовая передача. Обычное сочетание винта и гайки характеризуется менее высоким КПД, чем новые скоростные конструкции.
Быстроходная шариковая винтовая передача характеризуется следующими особенностями:
- При изготовлении применяется материал, который характеризуется высокой износостойкостью. Слишком сильный износ приводит к потери точности.
- Специальная шарико винтовая передача обеспечивает быстрое перемещение гайки.
Чаще всего скоростные ШВП устанавливаются на станки с ЧПУ. За счет их применения обеспечивается быстрое перемещение исполнительных органов.
Классификация
При изготовлении шарико винтовой передачи могут применяться самые различные технологии. В зависимости от их особенностей выделяют следующие виды конструкций:
- Катанные получаются при применении метода холодной катки. Как правило, подобная технология характеризуется меньшими затратами при ее применении. За счет этого соотношение цены и качества максимально высокое, то точность получаемых изделий низкая.
- Шлифованные – прецизионные изделия, которые после нарезания резьбы и закалки подвергаются шлифованию. За счет этого обеспечивается высокая степень гладкости. Большинство изделий из этой группы характеризуется повышенной точностью. Однако, процесс закалки и шлифования определяет существенное повышение стоимости изделия.

Виды шарико-винтовой передачи
- Провести классификацию также можно по конструктивным особенностям:
- При изготовлении стандартной шарико винтовой пары применяются стандарты DIN.
- Прецизионные получают путем применения технологии шлифования. Конструкция может состоять из одной или двух гаек, которые предварительно натягивают.
- Есть варианты исполнения, полученные шлифованием, с сепаратором. Подобная конструкция характеризуется наличием конструкции, за счет которой обеспечивается возврат шариков в начальное положение.
- Шарико винтовая передача с вращающейся гайкой имеет встроенный подшипник, который обеспечивает точное перемещение подвижного элемента.
- В рассматриваемую категорию также включается шлицевой вал с втулками шарикового типа. Подобная шарико винтовая конструкция характеризуется компактностью и простотой монтажа.
- Вариант исполнения консольного типа. Применяется в случае, когда требуется компактная передача.
Подобная классификация учитывается при выборе требуемой конструкции.
Технические характеристики ШВП
При выборе шарико-винтовой передачи учитываются ее основные характеристики. Как правило, они следующие:
- Протяженность стержня. Характеристики ШВП для оборудования с ЧПУ характеризуются максимальной длиной около 2-х метров. Это связано с тем, что слишком длинное изделие может деформироваться при точечном воздействии.
- Линейное скоростное передвижение – основной показатель, который стоит учитывать.
- Диаметр и шаг винта также можно назвать важными показателями. Именно они определяют то, какая нагрузка может оказываться.
- Точность изделия, которая варьирует в пределе от С1 до С10.
Технические характеристики ШВП
Можно встретить также табличную информацию, которая применяется для определения основных характеристик.
Установка передачи
Выбор ШВП можно провести в процессе разбора конструкции и эскизного проектирования. Перед установкой винтореечной шариковой передачи проводится расчет:
- Величины хода стола.
- Необходимое усилие, которое должно быть на винте.
- Выбирается наиболее подходящая длина винта.
- Точность определяет, нужно ли проводить установку шарико винтовой передачи, полученного путем шлифования или холодного проката.
- Определяются конструктивные особенности гайки: возврат шариков в исходное положение, нужен ли подшипник, какой должна быть гайка. Примером можно назвать то, что конструкция с одинарной гайкой обходится намного дешевле, но вариант исполнения с двойной более износостойкий.
- Уточняется, должен ли надежно фиксироваться свободный конец.
- Определяется то, как шарико винтовая передача соединяется с корпусом.

Шарико-винтовая передача перед установкой
После выбора подходящего варианта исполнения шарико-винтовой передачи проводится ее установка. Крепление может проводится при применении винтов и заклепок или путем сварки.
Область применения
Основные характеристики определяют широкое распространение ШВП. Примером можно различные узлы автомобилей и станки. Более наглядным применением ШВП можно назвать нижеприведенные случаи:
- Изготовление привода станков ЧПУ. Современные варианты исполнения обладают несколькими линейными приводами. Примером можно назвать случай, когда станок Tornos имеет 14 управляемых осей.
- КАМАЗ и некоторые другие автопроизводители применяют подобную рейку при изготовлении рулевого механизма. За счет этого упрощается процесс изменения положения тяжелых колес, которые отягощены грязью.
- При производстве принтера и другого типографического оборудования устанавливается подобная рейка.
Шарико-винтовая передача на станке с ЧПУ
Как ранее было отмечено, в качестве основного источника усилия устанавливается двигатель. Вращение преобразуется рейкой в возвратно-поступательное движение, которое весьма распространено.
Преимущества ШВП перед остальными видами передач
Преимуществ у ШВП довольно много. Подобная конструкция характеризуется следующими достоинствами:
- Низкий коэффициент трения, который достигается за счет применения шариков.
- Более высокое значение КПД. Если сравнивать другие аналоги, которые могут передавать поступательное движение, то они существенно уступают. У многих вариантов исполнения ШВП имеет показатель КПД на уровне 90%.
- Скольжение отсутствует по причине применения канавок с шариками. За счет этого также существенно повышается длительность эксплуатации.
- Простота обслуживания и ремонта. При необходимости можно быстро добавить масло в зону хода винта. Смазывающее вещество равномерно распределяется по поверхности, за счет чего повышается эксплуатационный срок.
- Высокая скорость перемещения, которую можно достигнуть за счет использования специальных вариантов исполнения ШВП.
- Сниженное требование к приводу по показателю мощности. Это связано с низким сопротивлением хода винта.
Однако есть и несколько существенных недостатков, которые должны учитываться при выборе привода. Примером можно назвать высокую вероятность обратного хода при установке винта под большим углом или вертикально. Этот недостаток связан с тем, что трение минимальное.
Рассматриваемую шарико-винтовую передачу не рекомендуется использовать при создании ручных подач. Кроме этого, негативным фактором можно назвать высокую стоимость изделия, так как оно состоит из нескольких точных элементов. Для обеспечения низкой степени износа поверхность подвергается закалке, за счет чего стоимость изделия также повышается.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Шарико-винтовая передача SFU1605 из Китая: собираем большой ЧПУ фрезер
Обзор на специфический товар: комплекта ШВП типа SFU1605-1000 в качестве элементов передач ЧПУ станка.В обзоре будет краткая информация о том, что такое ШВП и как ее применять
Собственно говоря, при попытке рассчитать и построить любительский ЧПУ станок (фрезер) своими силами столкнулся с тем, что у нас либо дорогие комплектующие для станков, либо не совсем то, что нужно. А конкретно, была проблема с приобретением ходового винта или ШВП в качестве элементов передачи по осям станка.
Существуют следующие типы передач для ЧПУ:
- ременные применяются вместе с шестернями в основном для лазеров, так как у лазера легкая «головка»
- зубчатые. Это прямозубые или косозубые зубчатые рейки и шестерни для перемещения по ним
- ходовые винты бывают типа Т8 (в основном используются в 3Д принтерах и других малогабаритных станках), типа TRR, например TRR12-3 с POM-гайкой (пластиковой).
- шарико-винтовые передачи — это винт и гайка к нему. В гайке есть специальные подшипники, которые перемещаются по каналу внутри гайки.
Как правило, выбирают с учетом нагруженности (масса передвигаемого портала/оси) и влиянию люфта. В ШВП люфт меньше за счет подшипников, они считаются точнее и предпочтительнее, но при этом достаточно дороги для самоделок.
Цитата с Вики:
Винтовая передача — механическая передача, преобразующая вращательное движение в поступательное, или наоборот. В общем случае она состоит из винта и гайки….один из основных типов: шариковинтовая передача качения (ШВП).
Шарико-винтовая передача (далее ШВП) — это более надежный аналог ходового винта, но вместо латунной гайки (или пластиковой как для винтов типа TRR-12-3, как у меня на старом проекте) предназначена специальная гайка с шариками, которые входят в зацепление с винтом ШВП, выбирают весь люфт и одновременно снижают трение. Для самостоятельной сборки станка ЧПУ или 3Д принтера на ШВП потребуется винт ШВП, гайка к нему, муфта крепления к двигателю и подвесные подшипники.

Вот небольшой рендер из интернета. Хорошо видно, как шарики распределены по винту. Аналогично Т8, винт ШВП имеет резьбу в несколько заходов.
Для станка ЧПУ нужно было для оси Y два комплекта ШВП на 1000 мм, и для X оси: 600 мм.
ШВП получил курьерской почтой. Это не дорогой вариант, учитывая вес посылки (около 8 кг).
Упаковка представляет собой длинную узкую коробку, внутри картонной упаковки есть упаковка типа синтетического мешка, очень прочный материал. Аккуратно распаковываем. Внутри всем знакомая bubble-wrap, то есть пупырчатая пленка, которая защищает товар от механических воздействий.
Убираем пленку. В посылке было три комплекта ШВП: винт+гайка, разного размера. Два комплекта предназначены для перемещения портала станка по оси Y, третий короткий комплект для оси X.

Все комплекты завернуты в ингибиторную зеленую пленку, которая препятствует попаданию влаги. Плюс присутствует изрядное количество смазки на поверхности товара.

В этом комплекте я доплачивал за оконцовку одного комплекта на 600 мм (так вышло дешевле). Оконцовку (machined) заказывал отдельно у этого же продавца (у него есть такая услуга в каталоге), стоило по 1 баксу за каждый конец винта. Хороший вариант для тех, кто берет винты в конкретный размер.

Вот что представляет собой «оконцовка». Это обтачивание винта 16.05 мм до диаметра 12 мм для установки в подвесной подшипник, далее резьбовая часть для фиксации винта, затем обтачивание до 10мм для зажимания конца в эластичную муфту двигателя

Посылка дошла в целости и сохранности, курьерская доставка это не почта России. Прикладывал линейку в разных местах, чтобы найти искривление. Не нашел, ШВП ровные. Остальное покажет установка и использование.

Фото резьбовой части винтов
Внешний вид комплектов
И еще. Гайки пришли уже накрученные на винт… Шарики засыпаны внутри, есть смазка. Просите при заказе запасные шарики, хотя бы несколько.

Далее начинаем проверять размеры винтов. Короткий на 600 мм. То есть в эти 600 входит резьбовая часть с обоих сторон. Реальный ход по осям станка получится меньше.
Обратите внимание

Второй и третий винты ШВП на 1000 мм
Диаметры резьбовой части соответственно 1605

посадочные места под подшипники BK12 и BF12 10 и 12 мм соответственно.
И с другой стороны под подшипник. Диаметр самой гайки SFU1605 равен 28 мм.
Если снять с гайки пластиковую заглушку, то можно обслужить ШВП, смазать или поменять шарики. Проверяю, что все в наличии))))

Собственно говоря, можно снять гайку, протереть ее, заново смазать ее, загрузить шарики обратно. Пластиковая крышка крепится потайным винтом под шестигранник 2.5 (его видно вверху).

Для установки ШВП в станок потребуются подвесные подшипники типа BK12+BF12 (прямые) или FK12+FF12 (фланцевые), эластичная муфта 6.35*10mm для подключения к двигателю типа NEMA23 с одной стороны (6.35мм) и к концу ШВП с другой (10 мм).
Внешний вид комплекта оси в сборе: подшипники BK12, BF12, стопорное кольцо, гайка для фиксации винта, держатель гайки SFU1605, муфта для двигателя и сам винт с гайкой.
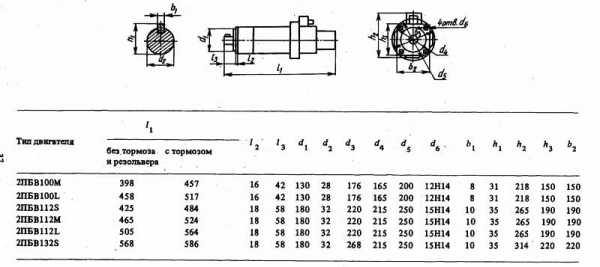
Размеры ШВП для тех, кто собирается приобрести или проектирует механику станка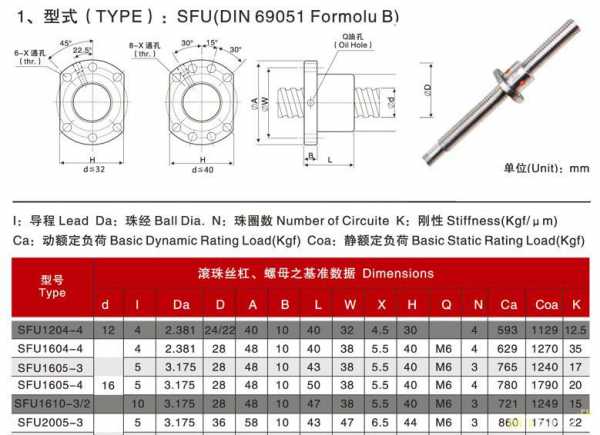
И отдельно для SFU1605
Внешний вид гайки SFU1605
Внешний вид подшипников BK12+BF12 (слева) и подшипников с фланцем FK12+FF12 (справа). Отличаются способом установки на раму.

Гайка ШВП крепится через специальный корпус-переходник. Держатель для гайки SFU1605, алюминиевый
Для монтажа на одну ось (у меня по две на ось для Y стоит) потребуется:
- 1 x винт SFU1605-1000mm;
- 1 x подшипник BK12;
- 1 х подшипник BF12;
- 1 x муфта двигателя 6.35x10mm
- 1 x стопорное кольцо
- 1 x гайка.
В сборе это выглядит следующим образом:

Через отверстия на подшипнике крепим на профиль/раму станка. Для подшипников FK12/FF12 все аналогично, только крепить из надо фланцем к отверстию под ШВП. Смысл не меняется.
Теперь немного видео, поясняющего принцип работы ШВП. Обратите внимание на перемещение шариков (по встроенному каналу внутри гайки).
А вот так происходит накатка резьбы на винты ШВП
Обработка концов винта ШВП (то, что я называл «machined»). У нас за такую операцию просят 600….1000р, в Китае $1.
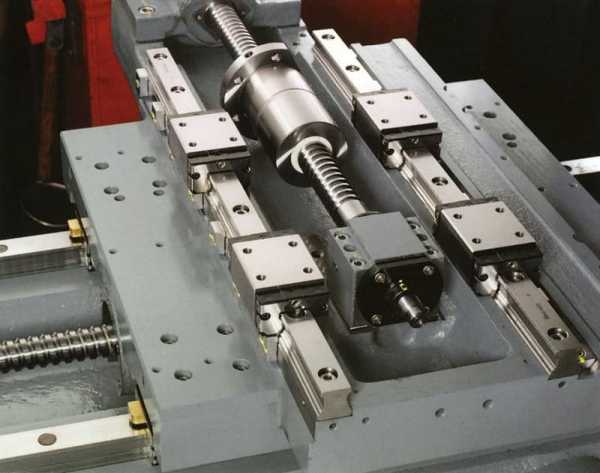
Следующие фотографии дают общее представление о использовании ШВП в конструкции станка ЧПУ.
Вот фото самодельного станка, в котором ШВП зафиксированна неподвижно, а вращается гайка с помощью ременного привода и шестерни
В итоге, ШВП является более дорогим и надежным вариантом передач для станков, подходит для перемещения тяжелых порталов с высокой точностью. В зависимости от веса и конструкции станка можно применять SFU1205, SFU1605/1610, SFU2005/ 2010 или еще более массивную SFU2505/2510.
Надеюсь, информация была полезная для вас.
Ссылка на магазин CNA Mechanical Parts
Ссылка на более дешевый вариант — ШВП SFU1204
Ссылка на демократичный по стоимости вариант TRR-12-3 с пластиковой гайкой
mysku.ru
О компании

ЗАО «Технический центр Н» — один из ведущих в России изготовителей шарико-винтовых передач (ШВП) или передач винт-гайка качения (ПВГК). Компания была создана на базе завода «Машприбор» (г. Ярославль) в 1992 году. За 21 год работы компания изготовила и поставила более 35000 единиц продукции на 158 предприятий, как России, так и стран СНГ. Наличие мощной производственной базы и высококлассных специалистов гарантирует высокое качество и надежность изделий. Шарико-винтовые передачи, изготовленные ЗАО «Технический центр Н», с успехом применяются в станкостроении, робототехнике, приводных механизмах, авиационной технике и других областях современного машино- и приборостроения.
Нашими постоянными клиентами являются крупнейшие предприятия машиностроительной, приборостроительной и химической промышленности, как в России, так и в страных ближнего зарубежья. Так же специально для наших клиентов было освоено производство передач винт-гайка качения планетарно-фрикционного типа. ШВП с успехом применяются на станках с ЧПУ токарной (16К20, 16Б16А), фрезерной (6Р13), расточной (ИР320), шлифовальной (3А12П) групп и др.
Центр постоянно работает над повышением качества выпускаемой продукции и расширяет перечень производимой продукции. По Вашим чертежам с габаритными и присоединительными размерами, мы разрабатываем под условия производства рабочую документацию, согласовываем ее с Вами и через 1-2 месяца вы получаете готовые изделия.
> Термообработка
Закалка ТВЧ валов диаметром от 16 до 100мм. длиной до 3000мм.
Цементация деталей
Объёмная закалка деталей, отжиг.
Различные виды отпуска изделий и другие виды термообработки.
> Токарная обработка
Токарные работы производятся как на универсальных станках 16К20, 1М63, так и на станках с ЧПУ
Максимальная длина обработки достигает 3000мм.
> Зубообработка и шлицефрезерование
Зубофрезерование на станке 53Д80Н (максимальный диаметр прямозубого обрабатываемого колеса 800мм. наибольший модуль 10мм.)
Шлицефрезерование на станке 5350 (максимальный диаметр фрезерования 150мм. наибольший диаметр изделия 500мм. мах. модуль 6мм.)
Зубодолбёжные работы на станке 5В12(мах. диаметр обрабатываемого зубчатого колеса наружного зацепления 200мм. мах. диаметр обрабатываемого зубчатого колеса внутреннего зацепления 220мм. мах. модуль 4мм.)
> Резьбошлифование
Резьбошлифовальные работы, как наружные, так и внутренние, производятся на английских станках Matrix-71 и Matrix-69.
Кроме названных станков имеется отечественное оборудование для резьбошлифования: 5822М, МВ-158, МВ-127
> Шлифовка
Для наружной круглой шлифовки применяется станок 3М174(модернизированный), позволяющий обрабатывать изделия длиной до 3000мм. Так-же используется универсальный круглошлифовальный станок 3132
Внутренняя шлифовка осуществляется на станке 3К227
Плоскошлифовальные работы производим на станке ОШ-252
> Фрезерование
Для производства фрезерных работ используются как универсальные станки, так и обрабатывающие центры с ЧПУ (МС12-250 модернизированный и DOOSAN DNM-500)
Это лишь краткий перечень работ, которые может выполнять ЗАО «Технический центр Н»
По всем возникающим вопросам просим обращаться к нам по тел.(4852)71-73-30 или направлять заявки на изготовление по электронной почте [email protected]
В кратчайшие сроки мы готовы рассмотреть любые Ваши заявки и дать по ним конкретный ответ.
shvp.su
Шарико-винтовая передача: принцип работы, назначение
Различные приводы могут применяться для передачи усилия от источника к исполнительному элементу. Довольно большое распространение получил линейный тип конструкции, который может преобразовывать вращение в возвратно-поступательное движение. Отличительная особенность подобного варианта исполнения – небольшой трение на момент передачи момента. Конструкция представлена валом со специфической формой беговых дорожек, которые выступают в качестве направляющей для передачи усилия. Рассмотрим подробности этого устройства подробнее.

Сфера применения шарико-винтовых пар
Сегодня рассматриваемое устройство характеризуется довольно высокой областью применения. Чаше всего шарико-винтовая передача устанавливается в нижеприведенных случаях:
- В авиастроении.
- В ракетостроении.
- Автомобилях.
- При создании других механизмов, когда нужно провести преобразование вращения в линейное перемещение.
В большинстве случаев шарико-винтовая передача предназначена для смещения рулевой рейки. При этом в качестве привода могут применяться различные источники, к примеру, электрический двигатель. Сегодня ШВП часто устанавливаются в станках ЧПУ, которые характеризуются высокой точностью. Все элементы могут точно позиционироваться относительно друг друга благодаря подобному элементу.
История ШВП
Устанавливается подобная конструкция на протяжении длительного периода. Принято считать, что первая шарико-винтовая передача была создана из обычного винта, на котором были зафиксированы несколько гаек. Дальнейшее совершенствованием конструкции проводилось следующим образом:
- Перераспределение гайки.
- Смена направления натяга.
- Снижение погрешности шага.

При производстве основных элементов могут применяться материалы, характеризующие высокой устойчивостью к механическому и другому воздействию. Именно поэтому механизм стал устанавливаться чаще, чем раньше.
Применение ШВП
Только при правильной эксплуатации устройства можно обеспечить его длительную службу. Примером можно назвать чистоту рабочей поверхности, защите рабочего пространства от воздействия окружающей среды. Рекомендуется исключать вероятность попадания на поверхность абразивных элементов и стружки, а также пыли.
Решить большинство проблем можно путем установки гофрированной защиты, которая изготавливается из резины, полимера или кожи. Их установка позволяет исключить вероятность попадания загрязняющих элементов в зону контакта.
Еще один метод заключается в установке компрессорной установки. Она подает отфильтрованный воздух под давлением, за счет чего происходит очищение поверхности от загрязнений. Другими особенностями назовем следующее:
- Шарико-винтовая передача имеет определенный преднатяг, за счет которого исключается вероятность появления люфта.
- Отсутствие люфта во многом определяет возможность установки устройства в станках с ЧПУ и другом оборудовании, которое должно работать с высокой точностью.

При выборе наиболее подходящего привода учитываются условия эксплуатации. Шарико-винтовая передача служит намного дольше при обильном добавлении смазывающего вещества, так как на момент эксплуатации возникает трение. Слишком сильное трение становится причиной повышенного износа и температурного расширения металла.
Недостатки шарико-винтовых передач
У рассматриваемого типа привода также есть несколько существенных недостатков, которые должны учитываться. Пара винтовой передачи ШВП характеризуется следующими недостатками:
- В зависимости от угла установки основного элемента есть вероятность обратного хода шарико-винтовой передачи.
- Малое трение гайки не блокирует ее при обратном ходе. Другими словами, она может свободного ходить по винту, поэтому предусматривается наличие стопорного элемента.
Рассматриваемое устройство не рекомендуется устанавливаться в случае ручной подачи. Кроме этого, не стоит забывать о высокой стоимости изделия. Именно поэтому в машиностроительной и другой промышленности часто применяют бюджетные варианты исполнения, которые более просты в изготовлении и могут прослужить в течение длительного периода.
Преимущества шарико-винтовых передач
Есть довольно большое количество преимуществ, которыми можно охарактеризовать рассматриваемый привод. Наиболее значимыми назовем следующие:
- Низкий коэффициент трения можно назвать основным преимуществом шарико-винтовой передачи. Этот показатель достигается за счет применения специального материала, а также добавления смазывающего вещества в зону контакта.
- Высокое значение КПД также является наиболее важным преимуществом, по которому шарико-винтовая передача обходит многие другие конструкции. Примером можно назвать то, что в большинстве случаев показатель составляет 90%, у метрических ходовых винтов он всего 50%.
- Отсутствие скольжения существенно увеличивает эксплуатационный ресурс шарико-винтового устройства. Подобное явление становится причиной сильного трения, который повышает износ и повышает температуру конструкции.
- Провести ремонт и обслуживание можно самостоятельно, для этого не требуется специальное оборудование. За счет этого снижается простой оборудования при ремонте, а также выполнении периодической смазки.
- Более высокая скорость ходового винта существенно расширяет область применения конструкции.
- Более низкие требования к мощности электрического привода винта.

Все приведенные выше преимущества определяют то, что многие не уделяют внимание стоимости и проводят установку конструкции. При выборе уделяется внимание типу применяемого материала при изготовлении, точности и многим другим моментам.
Производство винтов ШВП
Высокая точность позиционирования двух элементов, находящихся в паре, определяет возникновение серьезных трудностей с их производством. Радиальный зазор между винтом может стать причиной появления люфта. Рассматривая изготовление отметим нижеприведенные моменты:
- Самое точное шарико-винтовое устройство производится путем шлифования. Поверхность подобным образом может обрабатываться исключительно при применении специального оборудования.
- В некоторых случаях производство винта проводится при применении технологии наката. Подобный вариант исполнения винта характеризуется более низкой стоимостью, но точность довольно велика.

В интернете и других источниках можно встретить требуемые схемы для изготовления рассматриваемой пары. При этом чертеж изготавливается с учетом установленных стандартов. Сложность процесса производства определяет то, что нужно уделять внимание исключительно продукции известных компаний.
Точность ШВП
В большинстве случаев шарико-винтовая передача устанавливается по причине высокой точности позиционирования обоих элементов. Принцип действия характеризуется следующими особенностями:
- В большинстве случаев погрешность составляет 1-3 микрона на 300 мм хода. Кроме этого, можно встретить шарико-винтовые устройства с более высокой точностью позиционирования отдельных элементов.
- Заготовка для получения винта получается при применении технологии механической обработки. Примером можно назвать использование токарного станка ЧПУ, так как он позволяет получить размеры с высокой точностью.
- После получения требуемой формы проводится закалка и шлифовка поверхности. Первый технологический процесс позволяет существенно повысить твердость поверхности, второй достигнуть высокой точности размеров.
Важным моментом назовем то, что температурная обработка становится причиной существенного изменения основных качеств материала. Именно поэтому финишная обработка в большинстве случаев представлена шлифованием.
Довольно большое распространение сегодня получила технология Hard-whirling. Это технология металлообработки предусматривает минимальный нагрев заготовки, за счет чего существенно повышается точность обработки. В большинстве случаев точность обработки составляет 250 Нм на один сантиметр.
Также может применяться технология фрезерования и шлифования на сверхточном оборудовании. Аналогичное оборудование используется при получении зеркал и линз. В большинстве случаев заготовка представлена инварными сплавами, за счет чего существенно снижается погрешность при производстве.
Системы рециркуляции шариков
Важным конструктивным элементом можно назвать систему рециркуляции шариков. Она характеризуется следующими особенностями:
- Шарики меняют свое положение в каналах резьбы гайки и специальных беговых дорожках винта. При этом они характеризуются точными размерами. При изготовлении шариков применяется сталь с высоким уровнем износостойкости. В противном случае может появится люфт, который негативно отразится на эксплуатационных качествах шарико-винтовой передачи.
- Если не использовать специальную систему, то в конце хода шарики просто бы выбегали из конструкции наружу. Именно поэтому при создании конструкции часто используются системы возврата.
- Внешняя система представлена металлической трубкой, которая соединяет входное и выходное отверстие. Внутренняя система представлена каналами, нарезаемыми вблизи винта.
В последнее время большое распространение получил вариант исполнения, при котором движение шариков закольцовано. За счет этого обеспечиваются наиболее благоприятные условия эксплуатации устройства.
Характеристики ШВП для оборудования с ЧПУ
Как ранее было отмечено, довольно часто рассматриваемый привод применяется для обеспечения надежной работы станка ЧПУ. Основными характеристиками можно назвать следующие моменты:
- Протяженность ходового стержня. Как показывает практика, в большинстве случаев достаточно стержня длиной около 2-х метров. Крайне нежелательно проводить установку варианта исполнения с большой длиной, так как оказываемая нагрузка может стать причиной деформации и снижения основных эксплуатационных характеристик.
- Линейное скоростное передвижение. При производстве станков с ЧПУ уделяется внимание тому, чтобы основные элементы перемещались с высокой скоростью. За счет этого существенно повышается КПД и скорость обработки, а также расширяется область применения устройства.
- Наиболее важными параметрами можно назвать диаметр и шаг винта. Именно эти характеристики определяют то, какая нагрузка может оказываться на устройство.
- При производстве довольно много внимания уделяется точности. Этот показатель может варьировать в диапазоне от С1 до С10.

Двигатель может передавать вращение напрямую или через предохранительные элементы, к примеру, специальные муфты. Они позволяют существенно снизить вероятность появления дефектов.
Установка ШВП на станок с ЧПУ
Станки с блоком числового программного управления получили весьма широкое распространение. Выбор проводится на момент разбора конструкции и проектирования. Перед непосредственной установкой проводится следующий расчет:
- Необходимое усилие, передающееся на винт. Основные узлы станка могут воспринимать различную нагрузку. Если винт не будет рассчитан на это, то есть вероятность деформации, а также срезания витков и появления других дефектов. Именно поэтому проводятся тщательные расчеты для определения того, какую нагрузку должна воспринимать шаприко-винтовая передача.
- Величина хода стола. В большинстве случаев рассматриваемая шарико-винтовая передача устанавливается для обеспечения продольного или поперечного хода стола фрезерного оборудования, а также других узлов.
- Определяется наиболее подходящая длина винта. Как ранее было отмечено, показатель более 2-х метров может стать причиной искривления и появления других дефектов при длительной эксплуатации устройства.
- Требуемая точность может зависеть от самых различных показателей. Для станков ЧПУ требуется механизм с наиболее высоким показателем точности, так как она снижается от привода к зоне обработки.
- Определяются требуемые конструктивные особенности гайки. В этом случае определяется стоимость устройства и некоторые другие моменты.
- Уточняется тот момент, должен ли свободный конец фиксироваться на момент эксплуатации.
- Определяется то, каким образом проводится крепление шарико-винтовой передачи к корпусу. Только при высокой жесткости конструкции обеспечивается требуемая точность позиционирования всех элементов конструкции.
Провести установку рассматриваемого устройства может исключительно специалист, обладающий соответствующей подготовкой. Это связано с важностью точностью позиционирования шарико-винтовой передачи.
В заключение отметим, что в продаже встречается просто огромное количество вариантов исполнения подобного устройства. Не все они могут применяться из-за различного показателя точности позиционирования основных элементов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
ЗАО «ТЕХНИЧЕСКИЙ ЦЕНТР Н» предлагает передачи винт-гайка качения (шарико-винтовые передачи) собственного производства, ходовые винты
Изделие гарантирует:
- Плавность хода
- Точность позиционирования
- Надежность и долговечность эксплуатации
- Удобство монтажа и ремонта
- Простоту регулирования натяга
Диапазон выпускаемых типоразмеров по диаметру составляет от 20 до 100 мм и длинной до 3000 мм. Разнообразные по конструктивному выполнению как в корпусном, так и в бескорпусном исполнении. Кроме шарико-винтовых передач, освоено производство ПВГК планетарно-фрикционного типа с размерами специальной резьбы Сп 20×6 (3) — 2-х заходная с шагом 3 мм и ходом 6 мм. Технические характеристики ПВГК соответствуют техническим условиями по ОСТ 2 Р31-5-89 и нормами по ОСТ 2 Р31-4-89. Присоединительные элементы ПВГК выполняются под условия заказчика.
Наряду с изготовлением передач с предварительным натягом изготавливаются передачи с осевым зазором, при этом величина осевого зазора может быть уменьшена.При наличии технической возможности в целях увеличения грузоподъемности количество вкладышей в гайках может быть увеличено.
Технические характеристики основной гаммы выпускаемых
ЗАО «Технический центр Н» передач винт-гайка качения с предварительным натягом
|
обозначение типоразмера передачи |
25×5 |
25×10 |
32×5 |
40×5 |
40×10 |
50×5 |
50×10 |
63×10 |
80×10 |
|
диаметр резьбы, мм |
25 |
25 |
32 |
40 |
40 |
50 |
50 |
60 |
80 |
|
диаметр шарика, мм |
3,0 |
3,0 |
3,0 |
3,0 |
6,0 |
3,0 |
6,0 |
6,0 |
6,0 |
|
максимальная длина винта, L max, мм |
1200 |
1200 |
1400 |
1600 |
1600 |
1800 |
1800 |
2000 |
2000 |
|
шаг резьбы, мм |
5 |
10 |
5 |
5 |
10 |
5 |
10 |
10 |
10 |
|
число вкладышей |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
|
осевая жесткость, не менее, Н/мкМ |
420 |
340 |
590 |
890 |
620 |
1050 |
840 |
1050 |
1650 |
|
минимальный момент холостого хода, Н/М |
0,08 |
0,11 |
0,18 |
0,30 |
0,45 |
0,50 |
0,48 |
0,75 |
1,23 |
|
максимальный момент холостого хода, Н/М |
0,32 |
0,35 |
0,56 |
0,84 |
0,95 |
1,35 |
1,23 |
2,03 |
3,25 |
|
статическая грузоподъемность, Н |
28100 |
48800 |
37500 |
49400 |
85900 |
62800 |
112500 |
147700 |
197700 |
|
динамическая грузоподъемность, Н |
16580 |
46400 |
17710 |
19170 |
54700 |
20640 |
57750 |
62030 |
66880 |
Возможно изготовление ПВГК со специальными резьбами 25×6; 28×5; 28×6; 28×10; 32×6; 32×10; 37×5; 37×6; 37×8; 37×10; 37×12; 40×6; 40×8; 40×12; 42×5; 42×6; 42×8; 42×10; 42×12; 45×5; 45×6; 45×8; 45×10; 45×12; 50×6; 50×8; 50×12; 63×6; 63×8; 63×12; 80×12; 80×20;100х12;100х20
Так же возможно изготовление ПВГК со спец. резьбой как правого, так и левого направления.По Вашим чертежам с габаритными и присоединительными размерами, мы разрабатываем под условия производства рабочую документацию, согласовываем ее с Вами и через 2-3 месяца вы получаете готовые изделия.
shvp.su
Изготовление ШВП, шлифованные ШВП, катаные ШВП, накатка ШВП, винт ШВП
В основном винты ШВП изготавливают шлифованием либо накатыванием. Эти способы имеют свои достоинства и недостатки.Шлифованные винты ШВП более точные, имеют класс точности С0…С7. Их используют там, где нужна высокая точность позиционирования и повторяемости, а также плавность перемещения и долгий срок службы. Однако шлифованные винты ШВП более сложны в изготовлении, после нарезки из подвергают закаливанию, а затем шлифованию на резьбошлифовальных станках, весь процесс довольно продолжительный и соответственно винты получаются дорогими.
Обычные катанные винты ШВП менее точные, однако они просты в изготовлении, используются в массовом производстве. Обработка заключается в пластической деформации заготовки между двумя валками, имеющих резьбовой профиль, процесс происходит без снятия стружки, в результате поверхность получается упрочненной и с довольно низкой шероховатостью.
Разные способы обработки винтов ШВП говорит о разных структурах металла. Структура при накатке более прочная, расположение волокон получается более сглаженное, волокна не перерезаются, как при шлифовании, а деформируются, огибая профиль инструмента. Такое расположение волокон более благоприятно в плане остаточных напряжений в поверхностном слое, что дает высокую выносливость в сравнении с шлифованной резьбой.Однако обработка винтов резанием более универсальна, на станках с ЧПУ можно нарезать практически любой профиль резьбы и затем шлифовать его, а при накатывании необходимо менять накатные ролики, которые довольно дорогие, поэтому этот метод подходит для серийного или массового производства.
Еще одной технологией изготовления ШВП является PSF Technology. Она заключается в высокопрецизионной накатке. Технология обобщает положительные стороны двух методов шлифования и накатывания. Винты ШВП получаются точными, как шлифованные, при этом сложность изготовления, такая же низкая, как у накатанных винтов ШВП. Этот способ дает точные винты ШВП по доступной цене.
После накатки винта из высокоуглеродистых стальных сплавов, его подвергают индукционной закалке и снижению напряжения. После чего поверхности, являющимися направляющими для шариков, подвергают полировке, таким образом достигается низкая шероховатость и высокая твердость поверхности.
Такая технология имеет следующие преимущества:
— Низкая стоимость, меньше чем шлифованные, при этом не уступая им по качеству.
— Низкие сроки изготовления.
— Низкая шероховатость, ввиду высокому качеству доводки, что обеспечивает высокую плавность и бесшумность работы.
vys-tech.ru
ШВП: делаем в домашних условиях — Безумные идеи
Так, СТОП !!!
Кто сказал, что это не ШВП ?
Нууу, тогда давайте назовем фрезерный станок – токарным, а самолет – самокатом … ?
Итак, есть желание обсудить конструкцию и как её сделать – её достоинства и недостатки.
Достоинства:
1. Простота в изготовлении (относительная – все в жизни относительно).
2. Легкость хода – легче, чем у стандартной ШВП (СШВП) с преднатягом.
3. Стоимость – МНОГО Н-И-Ж-Е (на порядки) чем у СШВП.
4. Автоматический преднатяг – вообще – ЛЕГКО !!! То же – автовыборка люфтов.
5. Ремонтируемость – ПРОСТО СМЕШНАЯ, по сравнению с СШВП. Калибруем, притираем ходовой винт и – вперед – опять к ТОЧНОСТИ.
6. Точность хода, позиционирования – просто КЛАСС !!! Ведь точный винт не так уж и сложно сделать (хоть и дома – на коленке).
А недостатки ли это?
Недостатки:
1. Маленькая нагрузочная способность. (А нафиг она мне в ЧПУ-станочке по рисованию, фрезеровке, сверлению, не толстых, печатных плат, например? Корректно ли, сравнивать 16К20 и ИЖ-ачок?)
2. Повышенный износ на сопряжении — винт / грань ПШ. (Ну, тут не все так однозначно, но это для любителей подумать?)
3. Большой размер? (А вы повнимательнее рассмотрите узлы пром. станков? Иногда просто удивляешься – и что мешало сделать больше, но много лучше и умнее и без ремонтного геморрою для ремонтника или регулировщика … ?)
4. РебяТЫ, а больше недостатков та и нету …………….
Тааак, ждемс …
Тяжелую «артиллерию» …
P.S.
Ах, дааа, 😉 совсем забыл сказать – лежит тут — http://cncloisirs.com/Construction/Entra%e…entVictorSendas
… И, говорю в самом конце — у конструкции есть ЕЩЁ один Н-Е-О-С-П-О-Р-И-М-Е-Й-Ш-И-Й ПЛЮС который, кратко и жестко – просто ложит на СШВП и вставляет ей по самые гланды (сори, не сдержался).
А вот какой, догадайтесь с трех раз?
Просьбочка, если вам понравилась конструкция – поддержите эту ветку от фанатичных теоретиков – здесь это не оффтоп.
Серьезно — Тема открыта не в связи с 1-м апреля …
Вечером буду …
www.chipmaker.ru