№ подшипника по ГОСТу | № ГОСТа | Габарит, мм | Класс точности | Узел, в котором установлены подшипники | № по схеме | Количество на станок | |||||||
d | D | B | |||||||||||
Шарикоподшипники однорядные радиальные | |||||||||||||
104 | 8338—75 | 20 | 42 | 0 | Фартук | 74 | 1 | ||||||
105 | 8338—75 | 25 | 47 | 12 | 0 | Фартук | 61, 84 | 2 | |||||
106 | 8338—75 | 30 | 55 | 13 | 0 | Коробка подач | 47 | 1 | |||||
107 | 8338—75 | 35 | 62 | 14 | 0 | Шпиндельная бабка | 25 | 1 | |||||
107 | 8338—75 | 35 | 62 | 14 | 0 | Коробка подач | 41 | 1 | |||||
108 | 8338—75 | 40 | 68 | 15 | 0 | Шпиндельная бабка | 5, 6 | 2 | |||||
109 | 8338—75 | 45 | 75 | 16 | 0 | Шпиндельная бабка | 3, 4 | 2 | |||||
110 | 8338—75 | 50 | 80 | 16 | 6 | Шпиндельная бабка | 14, 16 | 2 | |||||
110 | 8338—75 | 50 | 80 | 16 | 0 | Фартук | 68, 69, 75 | 3 | |||||
202 | 8338—75 | 15 | 35 | 11 | 0 | Коробка подач | 30 | 1 | |||||
202 | 8338—75 | 15 | 35 | 11 | 0 | Фартук | 72, 73 | 2 | |||||
203 | 8338—75 | 17 | 40 | 12 | 0 | Каретка | 80, 81 | 2 | |||||
204К | 8338—75 | 20 | 47 | 14 | 0 | Шпиндельная бабка | 23 | 1 | |||||
204К | 8338—75 | 20 | 47 | 14 | 0 | Коробка подач | 33, 34, 42, 45, 46, 48, 49 | 7 | |||||
205К | 8338—75 | 25 | 52 | 15 | 6 | Шпиндельная бабка | 22, 26 | 2 | |||||
205К | 8338—75 | 25 | 52 | 15 | 0 | Коробка подач | 35, 44 | 2 | |||||
208К | 8338—75 | 40 | 80 | 18 | 6 | Шпиндельная бабка | 9, 10 | 2 | |||||
208 | 8338—75 | 40 | 80 | 18 | 6 | Шпиндельная бабка | 7 | 1 | |||||
209 | 8338—75 | 45 | 85 | 19 | 6 | Шпиндельная бабка | 1, 2 | 2 | |||||
303К2 | 8338—75 | 17 | 47 | 14 | 0 | Коробка подач | 43 | 1 | |||||
304К | 8338—75 | 20 | 52 | 15 | 0 | Коробка подач | 27, 52 | 2 | |||||
1000096 | 8338—75 | 6 | 15 | 5 | 0 | Фартук | 82 | 1 | |||||
1000900 | 8338—75 | 10 | 22 | 6 | 0 | Суппорт с механическим перемещением резцовых салазок | 92—99 | 8 | |||||
1000900 | 8338—75 | 10 | 22 | 6 | 0 | Фартук | 65 | 1 | |||||
1000902 | 8338—75 | 15 | 28 | 7 | 0 | Коробка подач | 38 | 1 | |||||
1000905 | 8338—75 | 25 | 42 | 9 | 0 | Фартук | 57 | 1 | |||||
1000907 | 8338—75 | 35 | 55 | 10 | 0 | Коробка подач | 31, 32 | 2 | |||||
7000103 | 8338—75 | 17 | 35 | 8 | 0 | Коробка подач | 36, 37 | 2 | |||||
7000103 | 8338—75 | 17 | 35 | 8 | 0 | Фартук | 53—56, 70 | 8 | |||||
7000107 | 8338—75 | 62 | 9 | 0 | Коробка подач | 50, 51 | 2 | ||||||
Шарикоподшипники радиальные однорядные с одной защитной шайбой | |||||||||||||
60104 | 7242—70 | 20 | 42 | 12 | 0 | Фартук | 63 | 1 | |||||
60210 | 7242—70 | 50 | 90 | 20 | 0 | Фартук | 66 | 1 | |||||
Шарикоподшипники радиальные однорядные с двумя защитными шайбами | |||||||||||||
80018 | 7242—70 | 8 | 22 | 7 | 0 | Ограждение патрона |
| 3 | |||||
Шарикоподшипники радиально-упорные однорядные | |||||||||||||
46203 | 831—75 | 17 | 40 | 12 | 0 | Фартук | 59, 60, 67, | 7 | |||||
|
|
|
|
|
|
| 71, 76, 77, |
| |||||
|
|
|
|
|
|
| 83 |
| |||||
46216Л* | 831—75 | 80 | 140 | 26 | 5 | Шпиндельная бабка | 20, 21 | 2 | |||||
Роликоподшипники конические | |||||||||||||
7207 | 333—71 | 35 | 72 | 18,5 | 0 | Шпиндельная бабка | 17 | 1 | |||||
7305 | 333—71 | 25 | 62 | 18,5 | 0 | Шпиндельная бабка | 8 | 1 | |||||
7306 | 333—71 | 30 | 72 | 21 | 0 | Шпиндельная бабка | 11, 13 | 2 | |||||
7308 | 333—71 | 40 | 90 | 25,5 | 0 | Шпиндельная бабка | 18 | 2 | |||||
7604 | 333—71 | 20 | 52 | 22,5 | 0 | Шпиндельная бабка | 12, 15 | 2 | |||||
Шарикоподшипники упорные одинарные | |||||||||||||
8102 | 6874—75 | 15 | 28 | 9 | 0 | Суппорт | 87, 88 | 2 | |||||
8102 | 6874—75 | 15 | 28 | 9 | 0 | Задняя бабка | 89 | 1 | |||||
8103 | 6874—75 | 17 | 30 | 9 | 0 | Фартук | 85 | 1 | |||||
8104 | 6874—75 | 20 | 35 | 10 | 0 | Каретка | 79 | 1 | |||||
8105 | 6874—75 | 25 | 42 | 11 | 0 | Каретка | 78 | 1 | |||||
8105 | 6874—75 | 25 | 42 | 11 | 0 | Задняя бабка | 91 | 1 | |||||
8105 | 6874—75 | 25 | 42 | 11 | 0 | Фартук | 58, 62 | 2 | |||||
8106 | 6874—75 | 30 | 47 | 11 | СТ2 | Коробка подач | 39, 40 | 2 | |||||
8107К | 6874—75 | 35 | 52 | 12 | 0 | Резцовая головка | 86 | 1 | |||||
8202 | 6874—75 | 15 | 32 | 12 | 0 | Фартук | 64 | 1 | |||||
8205 | 6874—75 | 25 | 47 | 15 | 0 | Задняя бабка | 90 | Г | |||||
| Роликоподшипники радиальные двухрядные с короткими цилиндрическими роликами |
| |||||||||||
3182120* | 7634—75 | 100 | 150 | 37 | 4*** | Шпиндельная бабка | 24 | 1 | |||||
Роликоподшипник конический двухрядный с малым углом конуса и буртом на наружном кольце | |||||||||||||
697920Л** | ТУСТ 5434 | 98,425 | 152,4 | 92 | 2 | Шпиндельная бабка | 101 | 1 | |||||
Роликоподшипник конический с малым углом конуса, и автоматическим устранением зазоров однорядный | |||||||||||||
17716Л** | ТУСТ 5434 | 80 | 140 | 77,07 | 2 | Шпиндельная бабка | 100 | 1 | |||||
Шарнирные подшипники | |||||||||||||
2Ш20 | 3635—54 | 20 | 47 | 15/26 |
| Управление фрикционом | 102, 103 | 2 | |||||
* Для станков, поставляемых со шпиндельными подшипниками. | |||||||||||||
** Для станков, поставляемых со шпиндельными подшипниками | |||||||||||||
*** При отсутствии подшипника 4-го класса допускается использование подшипника 5-го класса, отобранного с радиальным биением дорожки качения внутреннего кольца R1 не более 0,005 мм и биением базового торца внутреннего кольца относительно отверстия Si не более 0,007 мм. | |||||||||||||
Примечания: 1. Подшипники, обозначенные на схеме номерами с 92 по 99, устанавливаются только в суппорте с механическим перемещением резцовых салазок. 2. Номерами 20, 21, 24 и 100, 101 обозначены шпиндельные подшипники. | |||||||||||||
www.stanoktehpasport.ru
Шпиндель 16К20, подшипники шпинделя 16К20, запчасти для 16К20
Шпиндель в сборе для токарно-винторезного станка 16К20 16К20.020.401, а также 16К20.020.398-01. Также Вы можете приобрести подшипники шпинделя 16К20.020.401, 16К20.020.398-01.
Шпиндель — вал металлорежущего станка, передающий вращение закрепленному в нем инструменту или обрабатываемой заготовке. Весьма иажным является выбор материала шпинделя. Средненагруженные шпиндели изготовляют обычно из стали 45 с улучшением (закалка и высокий отпуск). При повышенных силовых нагрузках применяют сталь 45 с низким отпуском. Для шпинделей, требующих высокой поверхностной твердости и вязкой сердцевины, применяют сталь 45 с закалкой ТВЧ и низким отпуском. При повышенных требованиях применяют стали 40Х, 38ХМЮА (шпиндели быстроходных станков), 20Х с цементацией, закалкой и отпуском, 12ХНЗ (быстроходные и тяжелонагруженные шпиндели) и другие низколегированные стали. Сталь 65Г применяют для крупных шпинделей.
Конструктивная форма шпинделей зависит от способа крепления на нем зажимных приспособлений или инструмента, посадок элементов привода и типов применяемых опор. Шпиндели, как правило, изготовляют пустотелыми для прохода прутка, а также для уменьшения массы. Передние концы шпинделей станков общего назначения стандартизированы.
Опоры. В качестве опор шпинделей станков применяют подшипники качения и скольжения. Так как от шпинделей требуется высокая точность, то подшипники качения, используемые в опорах шпинделей, должны быть высоких классов точности. Выбор класса точности подшипника определяется допуском на биение переднего конца шпинделя, который зависит от требуемой точности обработки. Обычно в передней опоре применяют более точные подшипники, чем в задней.
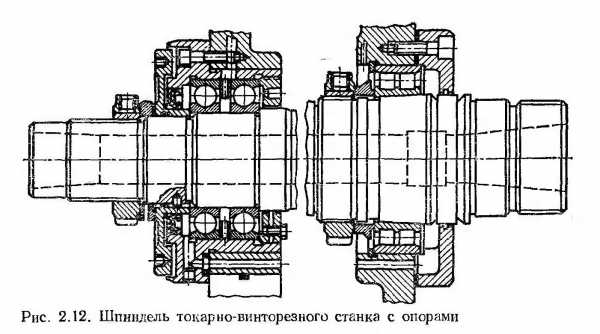
Конструктивное оформление шпиндельных узлов весьма разнообразно. На рис. 2.12 показан шпиндельный узел токарновинторезного станка с двухрядным роликовым подшипником с коническим отверстием внутреннего кольца в качестве передней опоры. При осевом перемещении внутреннего кольца подшипника коническая шейка шпинделя деформирует кольцо, и его диаметр увеличивается. При этом устраняются радиальные зазоры между роликами и кольцами и создается предварительный натяг.
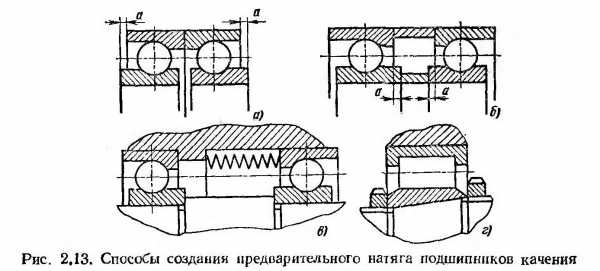
Предварительный натяг осуществляют различными способами. В радиально-упорных шарикоподшипниках и конических роликовых подшипниках при парной установке предварительный натяг получают регулировкой во время сборки, а в радиальных шарикоподшипниках — смещением внутренних колец относительно наружных. На рис. 2.13 представлены конструктивные способы создания предварительного натяга шарикоподшипников вследствие сошлифовывания торцов внутренних колец (рис. 2.13, а), установки распорных втулок между кольцами (рис. 2.13, б), применения пружин, обеспечивающих постоянство предварительного натяга (рис. 2.13, в). На рис. 2.13, г показан способ создания предварительного натяга вследствие деформации внутреннего кольца при установке его на конической шейке шпинделя в роликоподшипниках с цилиндрическими роликами. Подшипники скольжения, применяемые в качестве опор шпинделей, бывают нерегулируемые (применяют их редко, при практически полном отсутствии изнашивания в течение длительного срока эксплуатации), с радиальным, осевым регулированием зазора, гидростатические (в них предусматривают подвод масла под давлением в несколько карманов, из которых оно вытесняется через зазор между шейкой шпинделя и подшипником), гидродинамические и с газовой смазкой.
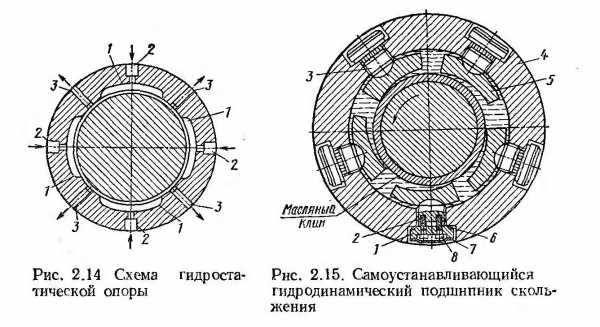
В прецизионных станках используют гидростатические подшипники, которые создают высокую точность вращения шпинделя. Их несущая способность, жесткость и точность зависят от величины зазоров, давления, схемы опоры. На рис. 2.14 схематически показана конструкция гидростатической опоры. Масло под давлением подводится в карманы 1 через отверстия 2. При вращении масло вытесняется из этих карманов через зазор между шейкой и подшипником и из отверстия 3 в резервуар. При увеличении внешней силы, стремящейся уменьшить зазор, возрастает давление масла в резервуаре, и зазор восстанавливается. Гидростатические подшипники стабилизируют режим трения со смазочным материалом при самых малых скоростях вращения.
Самоустанавливающийся гидродинамический подшипник скольжения, применяемый в шлифовальных станках, показан на рис. 2.15. В обойме 4 расположено пять самоустанавлива-ющихся вкладышей 5. Каждый вкладыш имеет одну сферическую опору в виде штыря 3. Штыри закрепляют в обойме винтами 2 и 8 с шайбами 1, проходящими через крышку 7. Между крышкой и обоймой предусмотрены уплотнительные кольца 6.
Вкладыши самоустанавливаются сферическими опорами в направлении вращения шпинделя и в направлении его оси. Это создает надежные условия трения со смазочным материалом в опоре и устойчивые масляные клинья, а также позволяет избежать кромочных давлений, вызываемых несоосностью рабочих поверхностей, упругими или тепловыми деформациями шпинделя. Конструкция подшипников обеспечивает высокую точность вращения шпинделя вследствие центрирования его гидродинамическими давлениями, которые возникают в нескольких зонах по окружности.
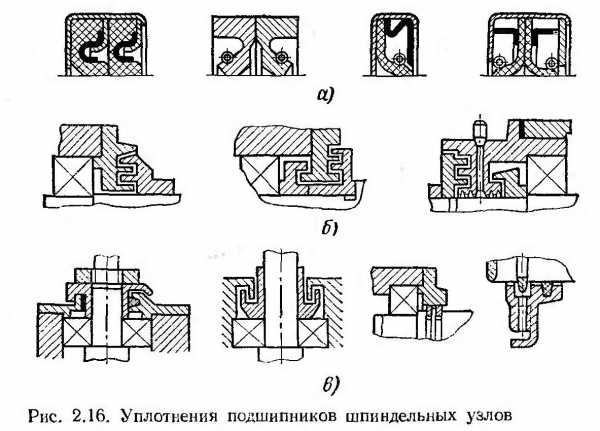
Шпиндельные подшипники должны быть надежно защищены от загрязнения и вытекания смазочного материала. Манжетные уплотнения (рис. 2.16, а) из кожи, пластмассы или маслостойкой резины помещают в металлический кожух и прижимают к валу браслетной пружиной. В шпинделях станков более целесообразно применять лабиринтные уплотнения (рис. 2.16, б), которые не имеют трущихся поверхностей и могут работать при высокой частоте вращения. Они обеспечивают защиту подшипников в результате сопротивления протеканию жидкости через узкие щели. На рис. 2.16, в показаны уплотнения для вертикальных валов, уплотнения с кольцами типа поршневых и комбинированное фетровое уплотнение с отражательным кольцом, отбрасывающим масло.
sar-snab.ru
Компановка подшипников к шпиндельной бабке 16К20
Купить без посредников АКП 109-6,3АКП 309-16Защитные экраны зон резанья 16К20, 1К62, 16Б16, 1М63Защитные экраны патрона 16К20, 1К62, 16Б16, 1М63Защитные экраны для фрезерных станков 6М12/83, 6Р12/83Опоры станочные: ОВ-31, ОВ-70, клиновые опоры 110ВШГ (фартуна) Задняя бабка в сборе 16Б20П.030.001СБПиноль 16Б20П.030.401 Винт с гайкой задней бабки 16Б20П.030.402/013Каретка в сборе 16К20.050.001 (кап. ремонт)Винт поперечной подачи в сборе с гайкой 16К20.050.401 (ф 26мм) (L=532мм)Сменные шестерни гитары 16К20Коробка подач 16Б20П.070.000Шпиндельная бабка в сборе 16К20Шпиндель 16К20.020.401Вал 2 оси 16К20.020.406СБВал 3 оси 16К20.020.404СБВал 4 оси 16К20.020.532СБВал 5 оси 16К20.020.403СБВал 7 оси 16К20.020.537СБ (паразитка)Вал фрикционный в сборе 16К20.020.420СБ (муфта фрикционная)Диски фрикционные 16К20Рейка 16К20.011.432 (L=347)Винт ходовой 16К20 (РМЦ 710-2000 мм)Суппорт в сборе с резцедержателем 16К20.040.001( кап.ремонт)Клин суппорта 16Б20П.040.405Резцедержатель в сборе 16К20.041.001Винт с гайкой суппорта 16К20.040.402/013Фартук в сборе 16Б20П.061.0005 ось фартука (червяк) 16К20 СБВал-шестерня (вал реечный) 16Б20П.061.070СБ Гайка маточная 16Б20П.061.202 (бронза) Задняя бабка 1К62.03.01Пиноль 1К62.03.36Винт с гайкой задней бабки 1К62.03.37/16Каретка в сборе 1К62.05.01Клин каретки 16Б20П.050.432Винт поперечной подачи 1К62.05.36/27/28 ф26мм в сборе с гайкамиВинт поперечной подачи 1К62.05.36/27/28 ф22мм в сборе с гайкамиКоробка скоростей в сборе 1К62.02.01Фрикционный вал в сборе 1К62.02.310СБДиски фрикционные (комплект 21+19) 1К62.02.205/206Вал 2-й оси в сборе — 1К62.02.320СБВал 3-й оси в сборе — 1К62.02.330СБВал 4-ой оси в сборе 1К62.02.340 СБВал 5-ой оси в сборе 1К62.02.350 СБШпиндель 1К62.02.501Вилка включения фрикциона 1К62.02.33 (10 ось)Вилка переключения 20 оси 1К62.02.34 (гусиная лапка)Вал 7-ой оси в сборе 1К62-02-370 СБ (паразитка)Приклон и сменные шестерни 1К62.78.01Рейка 1К62 комплект 1К62.11.32/33Винт ходовой 1К62 РМЦ710- 1400 ммСуппорт в сборе 1К62.04.01 (кап.ремонт)Винт с гайкой суппорта 1К62.04.16/22Клин суппорта 1К62.04.23Фартук в сборе 1К62.06.01Вал 5 Оси фартука 1К62 (червяк) СБВал-шестерня (вал реечный) 9-ой оси 1К62.06.310Задняя бабка 1М63.03.002Пиноль 1М63.03.224 ф 105 ммПиноль 1М63.03.224 ф 102 ммВинт поперечной подачи (L=1154) в сборе с гайкой 1М63.41.268/04.119/04.120 (Рязань)Винт поперечной подачи (L=1127) в сборе с гайкой 1М63.041.51А/04.119/04.120 (Тбилиси)Коробка подач 1М63.71.001 Коробка скоростей 1М63.021.001Фрикционный вал 1М63.02.156 в сборе 6 шлицевФрикционный вал в сборе 1М63 8 шлицевВал 2 оси 1М63.02.345 СБ (6 или 8 шлицев)Валик 3 оси 1М63.02.200Д СБ (6 или 8 шлицев)Валик 4 оси 1М63.02.195Д СБ (6 или 8 шлицев)Вал 5 оси 1М63.02.150СБ (6 или 8 шлицев)Шпиндель 1М63.02.324Ходовой винт 1М63.01.151 (L= 2290 мм)Ходовой винт 1М63 РМЦ =3000 мм, (L=3932мм)Рейка 1М63.04.001 L=790 мм (Тбилиси)Рейка 1М63.01.150 L=715 мм (Рязань)Суппорт в сборе 1М63.41.001 (кап.ремонт)Клин суппорта 1М63.04.190 457ммВинт с гайкой суппорта 1М63.04.152 (532мм)Фартук в сборе 1М63.06.001ГМеханизм переключения вертикальных, поперечных подач 6Р82/6Р12Вал 1 оси 6М82-3-59В СБ Вал 2 оси 6М82-3-64К СБВал 3 оси 6М82-3-65К СБВал 4 оси 6М82-3-66К СБВал 5 оси 6М82-3-31А СБ (Шпиндель) Коробка подач 6М82-4-01Д СБВал 2 оси 6М82-4-48 СБВал 3 оси 6М82-4-45Н СБВал 4 оси 6М82-4-168А СБВал 5 оси 6М82.4.36 СБФрикционный вал в сборе 6М82.4.50Б (игольчатый подшипник)Фрикционный вал в сборе 6Р82.4.50А (шариковый подшипник)Винт поперечной подачи в сборе с гайкой 6Р82, 6Р12 (L=689)Винт поперечной подачи в сборе с гайкой 6М82-6-64А (L= 650 мм)Винт подъема консоли (стола) с гайкой 6М82-6-34Б/21АВинт ходовой 6М12/82 (L=1629) с гайками 6М82-7-161/101/102Винт ходовой 6Р12/82 (L=1740) с гайками 6Р82.7.161/101/102Винт ходовой 6Т13 (L=2050) с гайками
mexcentr64.ru
Шпиндель 16К20, подшипники шпинделя 16К20, запчасти для 16К20
Шпиндель в сборе для токарно-винторезного станка 16К20 16К20.020.401, а также 16К20.020.398-01. Также Вы можете приобрести подшипники шпинделя 16К20.020.401, 16К20.020.398-01.
Шпиндель — вал металлорежущего станка, передающий вращение закрепленному в нем инструменту или обрабатываемой заготовке. Весьма иажным является выбор материала шпинделя. Средненагруженные шпиндели изготовляют обычно из стали 45 с улучшением (закалка и высокий отпуск). При повышенных силовых нагрузках применяют сталь 45 с низким отпуском. Для шпинделей, требующих высокой поверхностной твердости и вязкой сердцевины, применяют сталь 45 с закалкой ТВЧ и низким отпуском. При повышенных требованиях применяют стали 40Х, 38ХМЮА (шпиндели быстроходных станков), 20Х с цементацией, закалкой и отпуском, 12ХНЗ (быстроходные и тяжелонагруженные шпиндели) и другие низколегированные стали. Сталь 65Г применяют для крупных шпинделей.
Конструктивная форма шпинделей зависит от способа крепления на нем зажимных приспособлений или инструмента, посадок элементов привода и типов применяемых опор. Шпиндели, как правило, изготовляют пустотелыми для прохода прутка, а также для уменьшения массы. Передние концы шпинделей станков общего назначения стандартизированы.
Опоры. В качестве опор шпинделей станков применяют подшипники качения и скольжения. Так как от шпинделей требуется высокая точность, то подшипники качения, используемые в опорах шпинделей, должны быть высоких классов точности. Выбор класса точности подшипника определяется допуском на биение переднего конца шпинделя, который зависит от требуемой точности обработки. Обычно в передней опоре применяют более точные подшипники, чем в задней.
Конструктивное оформление шпиндельных узлов весьма разнообразно. На рис. 2.12 показан шпиндельный узел токарновинторезного станка с двухрядным роликовым подшипником с коническим отверстием внутреннего кольца в качестве передней опоры. При осевом перемещении внутреннего кольца подшипника коническая шейка шпинделя деформирует кольцо, и его диаметр увеличивается. При этом устраняются радиальные зазоры между роликами и кольцами и создается предварительный натяг.
Предварительный натяг осуществляют различными способами. В радиально-упорных шарикоподшипниках и конических роликовых подшипниках при парной установке предварительный натяг получают регулировкой во время сборки, а в радиальных шарикоподшипниках — смещением внутренних колец относительно наружных. На рис. 2.13 представлены конструктивные способы создания предварительного натяга шарикоподшипников вследствие сошлифовывания торцов внутренних колец (рис. 2.13, а), установки распорных втулок между кольцами (рис. 2.13, б), применения пружин, обеспечивающих постоянство предварительного натяга (рис. 2.13, в). На рис. 2.13, г показан способ создания предварительного натяга вследствие деформации внутреннего кольца при установке его на конической шейке шпинделя в роликоподшипниках с цилиндрическими роликами. Подшипники скольжения, применяемые в качестве опор шпинделей, бывают нерегулируемые (применяют их редко, при практически полном отсутствии изнашивания в течение длительного срока эксплуатации), с радиальным, осевым регулированием зазора, гидростатические (в них предусматривают подвод масла под давлением в несколько карманов, из которых оно вытесняется через зазор между шейкой шпинделя и подшипником), гидродинамические и с газовой смазкой.
В прецизионных станках используют гидростатические подшипники, которые создают высокую точность вращения шпинделя. Их несущая способность, жесткость и точность зависят от величины зазоров, давления, схемы опоры. На рис. 2.14 схематически показана конструкция гидростатической опоры. Масло под давлением подводится в карманы 1 через отверстия 2. При вращении масло вытесняется из этих карманов через зазор между шейкой и подшипником и из отверстия 3 в резервуар. При увеличении внешней силы, стремящейся уменьшить зазор, возрастает давление масла в резервуаре, и зазор восстанавливается. Гидростатические подшипники стабилизируют режим трения со смазочным материалом при самых малых скоростях вращения.
Самоустанавливающийся гидродинамический подшипник скольжения, применяемый в шлифовальных станках, показан на рис. 2.15. В обойме 4 расположено пять самоустанавлива-ющихся вкладышей 5. Каждый вкладыш имеет одну сферическую опору в виде штыря 3. Штыри закрепляют в обойме винтами 2 и 8 с шайбами 1, проходящими через крышку 7. Между крышкой и обоймой предусмотрены уплотнительные кольца 6.
Вкладыши самоустанавливаются сферическими опорами в направлении вращения шпинделя и в направлении его оси. Это создает надежные условия трения со смазочным материалом в опоре и устойчивые масляные клинья, а также позволяет избежать кромочных давлений, вызываемых несоосностью рабочих поверхностей, упругими или тепловыми деформациями шпинделя. Конструкция подшипников обеспечивает высокую точность вращения шпинделя вследствие центрирования его гидродинамическими давлениями, которые возникают в нескольких зонах по окружности.
Шпиндельные подшипники должны быть надежно защищены от загрязнения и вытекания смазочного материала. Манжетные уплотнения (рис. 2.16, а) из кожи, пластмассы или маслостойкой резины помещают в металлический кожух и прижимают к валу браслетной пружиной. В шпинделях станков более целесообразно применять лабиринтные уплотнения (рис. 2.16, б), которые не имеют трущихся поверхностей и могут работать при высокой частоте вращения. Они обеспечивают защиту подшипников в результате сопротивления протеканию жидкости через узкие щели. На рис. 2.16, в показаны уплотнения для вертикальных валов, уплотнения с кольцами типа поршневых и комбинированное фетровое уплотнение с отражательным кольцом, отбрасывающим масло.
sar-snab.ru
Регулировка подшипников шпиндельных узлов резьбонарезных токарных станков 16к20
При эксплуатации металлорежущего станка изнашиваются поверхности трущихся деталей, в результате возникают увеличенные зазоры в сопряженных парах и ухудшаются эксплуатационные характеристики станка. Восстановить работоспособность станка можно заменой, ремонтом изношенных деталей и регулировкой узлов и механизмов. Рассмотрим регулировку типовых узлов механизмов резьбонарезных станков, таких, например, как подшипниковые узлы (особенно шпинделей), винтовые, цепные, зубчатые и ременные передачи, фрикционные муфты и тормозы, направляющие, зажимные механизмы и др.
При регулировке узлов и механизмов станка следует избегать их излишней разборки, особенно таких узлов, которые обеспечивают высокую точность станка (например, шпиндельные узлы). Регулировку станка должен выполнять высококвалифицированный слесарь.
Регулировка шпиндельных узлов. На рис. 97 изображен шпиндельный узел токарно-винторезного станка модели 16К20. Передней опорой шпинделя служит конический двухрядный роликоподшипник 6 с малым углом конуса у внутреннего кольца и буртом на наружном кольце. Задний конец шпинделя опирается на конический однорядный роликоподшипник 2 с малым углом конуса и автоматическим устранением зазоров. К регулировке шпиндельных подшипников следует прибегать только в случае крайней необходимости, обязательно выполнив перед этим проверку узла на жесткость. Проверку производят с помощью динамометра и индикатора с ценой деления 1 мкм. Усилие от динамометра, направленное вертикально снизу вверх, передается шпинделю через фланец 7. Измерение перемещения шпинделя осуществляют индикатором, установленным на шпиндельную бабку и упирающимся наконечником во фланец шпинделя. Подшипниковый узел не подлежит регулировке, если смещение шпинделя на 1 мкм происходит при приложении нагрузки не менее 45—50 кгс. Если эта нагрузка значительно ниже, регулировка необходима. Регулировку переднего подшипника выполняют путем подшлифовывания полуколец 8, к которым внутреннее кольцо подшипника прижимается с помощью гайки 5 с контргайкой 4. Устранение радиального зазора в подшипнике происходит за счет деформаций внутреннего кольца подшипника при надвигании его на коническую шейку шпинделя.
Для того чтобы вынуть полукольца, необходимо снять с переднего конца шпинделя детали, прикрывающие полукольца, отвернуть гайки 4 и 5 и сдвинуть с места внутреннее кольцо подшипника. Зазоры в заднем подшипнике выбираются автоматически с помощью пружин 9, упирающихся в шайбу 3. Предварительное сжатие пружин осуществляют навинчиванием гайки 1 на резьбовой конец шпинделя. Гайка через стакан 10 смещает Внутреннее кольцо подшипника до упора в буртик, одновременно сжимая пружины. Регулировку подшипникового узла проверяют путем повторного нагружения шпинделя и измерения его смещения. При необходимости регулировку повторяют.
Рис. 97. Шпиндельный узел токарно-винторезного станка модели 16К20
На рис. 98 показан шпиндельный узел привода изделия резьбофрезерного станка модели 5Б63Г. Радиальными опорами шпинделя 12 служат подшипники скольжения 4 и 10. Осевые нагрузки воспринимают упорные шарикоподшипники 3 и 7. Подшипники скольжения имеют конусные внутренние поверхности, которыми они сопрягаются с шейками шпинделя. Зазор в сопряженных парах устраняют осевым перемещением подшипников скольжения.
Перемещение переднего подшипника производят вращением двух гаек 9 и 11, одну из которых завинчивают, а другую в это время освобождают. После регулировки подшипника обе гайки завинчивают.
Рис. 98. Шпиндельный узел привода изделия резьбофрезерного станка модели 5Б63Г
Регулировку заднего подшипника скольжения производят тоже с помощью двух гаек 2 и 5. При необходимости уменьшения зазора подшипника в сопряженной паре освобождают сначала гайку 2, а затем отвинчивают на требуемую величину гайку 5 на подшипнике. После этого вращением гайки 2 сдвигают подшипник вправо до упора гайки 5 в корпус 8. Гайкой 2 одновременно регулируют и силу затяжки упорных шарикоподшипников. После регулировки обе гайки фиксируют стопорными винтами 1 и 6.
Качество регулирования подшипников шпинделей проверяют по температуре нагрева подшипников при работе станка с максимальной частотой вращения шпинделя на холостом ходу. Быстрый нагрев подшипника указывает на чрезмерный натяг при регулировании.
www.stroitelstvo-new.ru
Подшипники к фартуку 16К20 — Станочные запчасти
Купить без посредников АКП 109-6,3АКП 309-16Защитные экраны зон резанья 16К20, 1К62, 16Б16, 1М63Защитные экраны патрона 16К20, 1К62, 16Б16, 1М63Защитные экраны для фрезерных станков 6М12/83, 6Р12/83Опоры станочные: ОВ-31, ОВ-70, клиновые опоры 110ВШГ (фартуна) Задняя бабка в сборе 16Б20П.030.001СБПиноль 16Б20П.030.401 Винт с гайкой задней бабки 16Б20П.030.402/013Каретка в сборе 16К20.050.001 (кап. ремонт)Винт поперечной подачи в сборе с гайкой 16К20.050.401 (ф 26мм) (L=532мм)Сменные шестерни гитары 16К20Коробка подач 16Б20П.070.000Шпиндельная бабка в сборе 16К20Шпиндель 16К20.020.401Вал 2 оси 16К20.020.406СБВал 3 оси 16К20.020.404СБВал 4 оси 16К20.020.532СБВал 5 оси 16К20.020.403СБВал 7 оси 16К20.020.537СБ (паразитка)Вал фрикционный в сборе 16К20.020.420СБ (муфта фрикционная)Диски фрикционные 16К20Рейка 16К20.011.432 (L=347)Винт ходовой 16К20 (РМЦ 710-2000 мм)Суппорт в сборе с резцедержателем 16К20.040.001( кап.ремонт)Клин суппорта 16Б20П.040.405Резцедержатель в сборе 16К20.041.001Винт с гайкой суппорта 16К20.040.402/013Фартук в сборе 16Б20П.061.0005 ось фартука (червяк) 16К20 СБВал-шестерня (вал реечный) 16Б20П.061.070СБ Гайка маточная 16Б20П.061.202 (бронза) Задняя бабка 1К62.03.01Пиноль 1К62.03.36Винт с гайкой задней бабки 1К62.03.37/16Каретка в сборе 1К62.05.01Клин каретки 16Б20П.050.432Винт поперечной подачи 1К62.05.36/27/28 ф26мм в сборе с гайкамиВинт поперечной подачи 1К62.05.36/27/28 ф22мм в сборе с гайкамиКоробка скоростей в сборе 1К62.02.01Фрикционный вал в сборе 1К62.02.310СБДиски фрикционные (комплект 21+19) 1К62.02.205/206Вал 2-й оси в сборе — 1К62.02.320СБВал 3-й оси в сборе — 1К62.02.330СБВал 4-ой оси в сборе 1К62.02.340 СБВал 5-ой оси в сборе 1К62.02.350 СБШпиндель 1К62.02.501Вилка включения фрикциона 1К62.02.33 (10 ось)Вилка переключения 20 оси 1К62.02.34 (гусиная лапка)Вал 7-ой оси в сборе 1К62-02-370 СБ (паразитка)Приклон и сменные шестерни 1К62.78.01Рейка 1К62 комплект 1К62.11.32/33Винт ходовой 1К62 РМЦ710- 1400 ммСуппорт в сборе 1К62.04.01 (кап.ремонт)Винт с гайкой суппорта 1К62.04.16/22Клин суппорта 1К62.04.23Фартук в сборе 1К62.06.01Вал 5 Оси фартука 1К62 (червяк) СБВал-шестерня (вал реечный) 9-ой оси 1К62.06.310Задняя бабка 1М63.03.002Пиноль 1М63.03.224 ф 105 ммПиноль 1М63.03.224 ф 102 ммВинт поперечной подачи (L=1154) в сборе с гайкой 1М63.41.268/04.119/04.120 (Рязань)Винт поперечной подачи (L=1127) в сборе с гайкой 1М63.041.51А/04.119/04.120 (Тбилиси)Коробка подач 1М63.71.001 Коробка скоростей 1М63.021.001Фрикционный вал 1М63.02.156 в сборе 6 шлицевФрикционный вал в сборе 1М63 8 шлицевВал 2 оси 1М63.02.345 СБ (6 или 8 шлицев)Валик 3 оси 1М63.02.200Д СБ (6 или 8 шлицев)Валик 4 оси 1М63.02.195Д СБ (6 или 8 шлицев)Вал 5 оси 1М63.02.150СБ (6 или 8 шлицев)Шпиндель 1М63.02.324Ходовой винт 1М63.01.151 (L= 2290 мм)Ходовой винт 1М63 РМЦ =3000 мм, (L=3932мм)Рейка 1М63.04.001 L=790 мм (Тбилиси)Рейка 1М63.01.150 L=715 мм (Рязань)Суппорт в сборе 1М63.41.001 (кап.ремонт)Клин суппорта 1М63.04.190 457ммВинт с гайкой суппорта 1М63.04.152 (532мм)Фартук в сборе 1М63.06.001ГМеханизм переключения вертикальных, поперечных подач 6Р82/6Р12Вал 1 оси 6М82-3-59В СБ Вал 2 оси 6М82-3-64К СБВал 3 оси 6М82-3-65К СБВал 4 оси 6М82-3-66К СБВал 5 оси 6М82-3-31А СБ (Шпиндель) Коробка подач 6М82-4-01Д СБВал 2 оси 6М82-4-48 СБВал 3 оси 6М82-4-45Н СБВал 4 оси 6М82-4-168А СБВал 5 оси 6М82.4.36 СБФрикционный вал в сборе 6М82.4.50Б (игольчатый подшипник)Фрикционный вал в сборе 6Р82.4.50А (шариковый подшипник)Винт поперечной подачи в сборе с гайкой 6Р82, 6Р12 (L=689)Винт поперечной подачи в сборе с гайкой 6М82-6-64А (L= 650 мм)Винт подъема консоли (стола) с гайкой 6М82-6-34Б/21АВинт ходовой 6М12/82 (L=1629) с гайками 6М82-7-161/101/102Винт ходовой 6Р12/82 (L=1740) с гайками 6Р82.7.161/101/102Винт ходовой 6Т13 (L=2050) с гайками
mexcentr64.ru
Станок 16к20 после замены шпиндельных подшипников Лучшее видео смотреть онлайн
3 г. назад
Станок 16к20 в работе, с новыми шпиндельными подшипниками 4-го класса — 46216-2шт. и 3182120-1шт.
2 г. назад
Проверяем токарный станок 16Б16кп после замены шпиндельных подшипников.
3 г. назад
Ремонт токарно винторезного станка 1М63 2800 мм. Рязань 0632843425 0675665803 stanok.at.ua.
1 г. назад
замена опорных подшипников на станке 1к62.
2 г. назад
В фильме показан процесс регулировки подшипников шпинделя станка ИЖ-250.
9 мес. назад
Про внутренние механизмы передней бабки. Про её устройство. Про помощь в строительстве токарной маст…
6 мес. назад
Методика регулирования натяга подшипника без снятия шпинделя, вопреки заявке завода что подшипник не пере…
1 г. назад
Про ремонт станка, Про электронику станка, Замена всего электрооборудования.
1 г. назад
Сборка механизма переключения режимов работы станка 16К20 . Помощь в строительстве мастерской http://www.do…
3 г. назад
16К20 токарный станок Начинаем ремонт- разборка 0632843425 0675665803 stanok.at.ua.
2 г. назад
Регулировка натяга подшипников после замены шариковых подшипников на конусные роликовые. Выбег сотого…
2 г. назад
Шпиндельний підшипник токарного станка — 1К62 NN3020KM/P2 Шпиндельный подшипник токарного станка — 1К62 NN3020KM/P2…
8 мес. назад
Ремонт суппорта, расточка задней бабки,ремонт резцедержателя,покраска станка ,сборка станка 1К62 наши конта…
2 мес. назад
Обзор шпиндельного подшипника 3182120 а так-же токарных патронов.
3 г. назад
Необычная загрузка токарного станка лебёдкой stanok.at.ua 0632843425 0675665803.
1 мес. назад
как заменить подшипники шпинделя токарного станка.
4 мес. назад
Продам токарный станок 16к20| токарно винторезный станок 16к20| ,тел.0976109661 Роман,г.Львов.
luchshee-video.ru