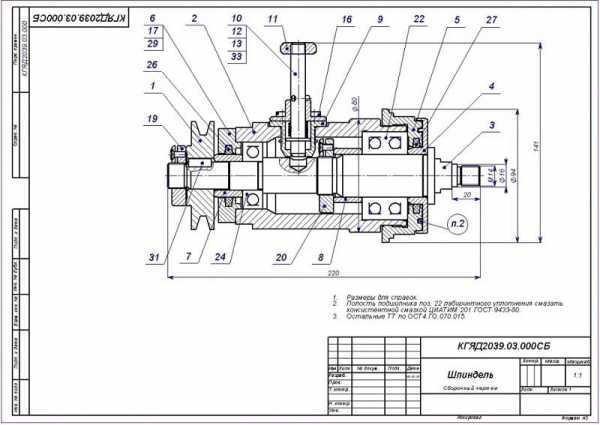
Шпиндель токарного станка: устройство, назначение, ремонт
Шпиндель – составная часть токарного станка, играющая важнейшую роль в процессе обработки заготовок. Он выполнен в виде вала с проделанным отверстием в виде конуса, предназначенного для установки инструментов. Шпиндель токарного станка изготавливается из высокопрочной стали, что необходимо для безопасной эксплуатации станка, долговечности детали и высокой точности выполняемых работ. Он считается главным элементом станка, так как остальные узлы и детали предназначены для обеспечения его работы.

Устройство
Шпиндель представляет собой стальной вал, впереди которого установлено крепление для рабочего инструмента. В классическом образе шпиндель установлен на высокоточных подшипниках качения. Для обеспечения необходимой точности работы в процессе эксплуатации на опоре шпинделя установлено специальное кольцо. Регулировка кольца происходит с помощью регулировочной гайки, Затягивание которой смещает гайку по шпинделю, что обеспечивает устранение образовавшихся в процессе работы зазоров
Конструкция шпинделя зависит от множества факторов, обычно от сферы назначения, типа и устройства станка, размеров и скорости работы. Раньше основой этого узла выступали подшипники, отклонение на которых достигало 1 мкм. На сегодняшний день требования к шпинделям усилились, поэтому современные образцы изготавливаются с применением магнитных или воздушных опор. Подобное решение позволяет добиться минимального отклонения, не превышающего 0,2 мкм.
Для более высокой точности, при которой погрешность обработки ниже 0,03 мкм, применяется особый способ привода. Шпиндель приводиться в движение и разгоняется с помощью маховика, но работы выполняется после отключения маховика и работе шпинделя за счет инерции.
Конструкция узла должна соответствовать следующим требованиям:
- Точность. Подбирается исходя из модели станка, обрабатываемого материала и технологических требований.
- Быстроходность. Разные типы шпинделей вращаются на разных скоростях, чем быстрее скорость обработки заготовки, тем выше качество выполненной работы.
- Жесткость. Определяется соотношением величины прогиба шпинделя и уровня радиального биения. Чем данный показатель ниже, тем выше качество работы.
- Долговечность. Срок эксплуатации узла, в первую очередь, зависит от качества используемого подшипника.
- Виброустойчивость. Шпиндель должен быть толерантным к вибрации к внешней вибрации станка, что обеспечивает высокую точность работы инструмента.
- Допустимый нагрев. Определяется максимальной температурой нагрева узла, при котором не изменяются эксплуатационные характеристики шпинделя.
- Несущая способность. Характеризует рекомендуемые вес и размеры рабочего инструмента.
Обычно шпиндель не рассматривается как отдельная конструкция. Чаще всего рассматривается весь комплекс токарно-винторезного станка, включающий электродвигатель, привод, переднюю бабку и шпиндель. Электродвигатель можно менять, использовать даже силовые установки, работающие от постоянного тока. Главное, чтобы все составные части соответствовали электрической схеме станка.
Скачать ГОСТ 12593-93
Назначение шпинделя
Основным назначением шпиндельной бабки является фиксация рабочих инструментов (сверл, разверток, метчиков и других деталей). Обычно в конструкции используется вращающийся шпиндель, который применяется для снятия стружки, вырезания пазов и придания формы заготовкам. Через него происходит передача крутящего момента з электродвигателя на деталь, а также изоляция рабочего инструмента от вибрационных нагрузок, который принимает на себя подшипник. Фиксация инструмента происходит с помощью зажимного патрона, установленного на конце шпинделя.

Сборка и ремонт
Изначально настройка и сборка шпиндельной бабки производиться в заводских условиях, поэтому вмешиваться конструкцию узла не нужно. Все работы выполняют согласно ремонтной документации узла бабки шпиндельной. Дополнительную регулировку можно проводить после определенного срока эксплуатации, когда заметно ухудшение точности. Настройка проводится с помощью регулировочной шайбы.
На срок эксплуатации сильно влияет система электроторможения, схема устройства и настройки которой предоставляется производителем.
Ремонт шпинделя должен выполняться квалифицированным мастером, его сложность зависит от типа износа:
- Износ шейки. Во время эксплуатации шейка покрывается большим количеством задирок. Избавиться от них можно проточив шейку, с последующей шлифовкой и полировкой. Полировку можно выполнять мелкой наждачной или пастой ГОИ. При работе со шлифовальной машиной нужно смазывать деталь маслом.
Главное, чтобы после ремонта не уменьшился диаметр шейки, если достичь того невозможно, шейка обтачивается и на нее надевается посадочная втулка из стали той же марки.
- Износ конуса. Наиболее часто встречающаяся проблема, которая возникает из-за небрежного обращения со станком. Износ происходит из-за провертывания хвостовика инструмента и забивания металлической пылью. Степень износа определяется с помощью калибра. На него наносят несколько полосок мелом, вставляют калибр в конус, и по стертому мелу определяют проблемные места. Перед проверкой конус обязательно чистится и шлифуется. В случае обнаружения проблем, конус пришлифовывается или растачивается.
- Износ посадочного места. Посадочное место часто ослабляется в местах установки подшипников. Для исправления проблемы его хромируют или металлизирует. В некоторых случаях можно установить кольцо и обточить его до необходимого диаметра.
- Износ шпоночных пазов. Шпоночный паз обычно подгоняется под необходимую шпонку. В некоторых случаях нарезается новый паз в другом месте.
- Износ подшипников. В случае сильного износа подшипников лучше всего полностью их изменить, так как выполнять самостоятельный ремонт без специального инструмента невозможно. При использовании подшипников скольжения есть возможность постепенной регулировки зазоров, что значительно увеличивает срок эксплуатации.
Качественная шпиндельная бабка токарного станка при правильной эксплуатации и уходе будет качественно выполнять свою работу весь эксплуатационный срок. Главное, периодически проверять износ узла и точность обработки заготовок.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Шпиндель станка: типы, принцип работы, устройство
Производственное оборудование получило весьма широкое распространение, так как за счет механизации процесса существенно повышается качество получаемого результата, снижается его стоимость, а также ускоряется процедура. Довольно большое распространение получило понятие шпинделя. Шпиндель станка устанавливается для фиксации инструментов, а также заготовок. Бытовой вариант исполнения напоминает фрезерный станок или дрель. Подробное описание того, что такое шпиндель во многом позволяет определить его предназначение и многие другие свойства. Рассмотрим особенности конструкции подробнее.

Устройство и характеристики
Практически все конструкции шпинделя схожи, однако технические характеристики могут существенно отличаться. Особенностями можно назвать нижеприведенные моменты:
- Роторный вал фиксируется в корпусе за счет подшипника качения. При этом могут применяться самые различные варианты исполнения подшипника качения, некоторые характеризуются повышенной устойчивостью к вибрации, другие обходятся намного дешевле. Большая часть оборудования предусматривает подачу смазывающего вещества в зону скольжения. За счет этого существенно повышается ресурс работы, а также снижается степень нагрева всего механизма.
- Главное вращательное движение передается от асинхронного двигателя, который также монтируется в корпусе. Подобный механизм питается от электричества, может работать от напряжения 220 В или 380 В. На протяжении длительного периода проводилась установка исключительно трехфазного варианта исполнения, так как он характеризовался большей мощностью и устойчивостью к возникающей нагрузке. Однако через некоторое время появились более современные конструкции моделей на 220 В, которые позволили ставить оборудование в бытовых условиях.
- Не стоит забывать о том, что шпинделю передается вращательное движение. При этом оно может передаваться напрямую или через различный привод, каждый характеризуется своими определенным особенностями. Примером можно назвать клиноременную передачу, представленную сочетанием шкивов различного диаметра и ремня с определенным профилем. За счет натяжения ремень может передавать существенное усилие, в случае превышения допустимого показателя ремень начинает проскальзывать и исключается вероятность повреждения основных элементов. для передачи особых свойств проводится установка зубчатых колес, в некоторых случаях есть возможность провести их замену.
- На валу находятся зажимы цангового типа. За счет подобной конструкции обеспечивается крепление инструмента с определенным диаметром хвостовика. Стоит учитывать, что не всем инструменты могут быть зафиксированы в подобном устройстве. В случае, когда фиксация проводится по внешней цилиндрической поверхности обеспечить высокую степень надежности практически невозможно. Именно поэтому инструменты изготавливают со специальными хвостовиками, которые исключают вероятность осевого смещения.
- Довольно большое количество вариантов исполнения имеет систему охлаждения. Она может быть воздушного или жидкого типа. Стоит учитывать, что только при обеспечении надлежащего охлаждения можно эксплуатировать устройство на протяжении длительного периода.
- Сложное устройство шпинделя станков с ЧПУ. Это связано с тем, что подобные фрезерные станки характеризуется повышенной точностью в работе, а также большой сложностью по причине применения блока числового программного управления. Устройство с ЧПУ может быть подвижным и работать в автоматическом режиме, то есть выполнять сжатие детали без участия оператора. Часто встречается гидравлический привод, который характеризуется относительно невысокой стоимостью и возможностью передачи большого усилия. Электрические более точные и характеризуются большой скоростью срабатывания.
- Рассматривая характеристики шпинделя следует уделить внимание максимальной и минимальной скорости вращения. Она наиболее актуальна для устройства, которое предназначено для фиксации заготовки.
Стоит учитывать, что стандартный ряд частот вращения во многом зависит не от устройства и где находится шпиндель, а от особенностей механизма привода. Производители фрезерных станков указывают стандартные значения частоты вращения шпинделя или диапазон. Некоторые устройства позволяют проводить плавную регулировку параметров. Также есть шпиндельный привод, который классифицируется по достаточно большому количеству признаков.
Принцип работы
Работа практически всех станков основана на использовании режущих инструментов. Классическая конструкция шпинделя позволяет проводить надежное крепление инструмента в скоростном или силовом режиме.
Рассматривая особенности шпинделя станка скоростного типа следует уделить внимание тому, что его предназначение заключается в срезании небольшого слоя металла с поверхности заготовки.
Ключевыми особенностями подобного процесса можно назвать следующее:
- Есть возможность существенно повысить показатель производительности, для чего выбирается большая скорость резания. Стоит учитывать, что практически во всех случаях проводится составление технологической карты, в которой и указываются основные параметры: подача, скорость резания и некоторые другие.
- Подобный вариант исполнения шпинделя получил широкое распространение в случае финишного точения или фрезерования на станке. Именно поэтому требуется устройство повышенной мощности.
- В большинстве случаев для передачи вращения устанавливается асинхронный двигатель повышенной мощности. Изменить частоту вращения можно за счет зубчатой или ременной передачи.
- Некоторые конструкции напрямую соединены с валом устанавливаемого электрического двигателя, все промежуточные элементы отсутствуют. В подобном случае слишком большое усилие может стать причиной перегрузки мотора. Однако, отсутствие промежуточного элемента позволяет существенно уменьшить размер инструмента. Поэтому в электрических инструментах установленный двигатель напрямую связан со шпинделем.
Рассматривая принцип работы следует уделить внимание тому, что силовые и скоростные конструкции также имеют различный принцип работы. Силовые установки характеризуются следующими особенностями:
- Устанавливаются специальные переходные втулки конической формы, которые выступают в качестве переходника. Они изготавливаются самыми различными производителями, существенно повышают степень крепления устройства. Втулки подбираются в зависимости от особенностей хвостовика инструмента.
- При установке инструмента хвостовик фиксируется непосредственно во втулке, после чего в отверстии шпинделя. За счет этого обеспечивается равномерное распределение возникающей нагрузки.
Сегодня вал шпинделя токарного станка не соединяется напрямую с мотором. Это связано с тем, что возникающая переменная нагрузка может привести к повреждению электрического двигателя. Чаще всего устанавливается клиноременная передача или комплект шестерен. За счет этого обеспечиваются наиболее безопасные условия эксплуатации.
Применение шпинделя
Используется подобное устройство при создании самого различного оборудования и инструментов. Как ранее было отмечено, назначение заключается в фиксации инструментов и деталей. Область применения может быть существенно расширена за счет применения различной оснастки. Среди особенностей отметим следующее:
- Все электрооборудование производится при применении шпинделя. Оно используется для непосредственной фиксации различных насадок.
- Фрезерные станки получили весьма широкое распространение. Это связано с тем, что при применении фрезерного станка можно получить корпусные детали различного типа.
- Шпиндель можно встретить и как отдельный узел других станков, к примеру, токарной группы. Предназначение в этом случае заключается в фиксации проката для его обработки.

Ключевыми особенностями механизма можно назвать то, что оно обеспечивает надежное крепление инструмента и деталей даже при высокой осевой скорости и вращении.
Классификация шпинделей
Выделяют несколько различных типов рассматриваемого устройства, все виды шпинделей станков фрезерной группы характеризуются своим определенными особенностями. Основными видами можно назвать:
- Коллекторные получили весьма широкое распространение при изготовлении фрезерных станков, которые предназначены для гравировки и ювелирной обработки. Чаще всего в эту группу относится устройство с цангой высокоскоростного типа. Резка мягких сплавов может проходить при применении версии цанги ER11 на станке различных групп.
- Высокоскоростные варианты исполнения чаще встречаются в конструкции фрезерных станков. Именно высокоскоростной шпиндель позволяет существенно расширить возможности фрезерных станков с числовым программы управлением.
- В отдельную групп также относится конструкция, способная подавать охлаждающую жидкость в зону обработки. За счет этого существенно снижается температура в зоне резания, поэтому можно существенно повысить показатель производительности.
- Крепление фрезы станков осуществляется за счет цанги, которая также дополняется гайками. При изготовлении цанги применяется металл с повышенной твердостью.
- В продаже встречается продукция европейских и китайских происхождения. Дешевле всего обходится именно продукция китайских производителей. Они применяют подшипники из керамики, которые могут выдерживать существенную нагрузку.

На современном рынке доступно довольно большое количество различных шпинделей, которые могут устанавливаться на фрезерных станках. При этом классификация проводится по типу применяемой системы охлаждения, способу фиксации режущего инструмента и заготовки. Вариант исполнения с мощностью около 0,8 кВт может применяться для обработки небольших изделий, а также выполнения гравировки. Анкерный вариант исполнения распространен в меньшей степени, но все может применяться при в определенных случаях.
Как выбрать шпиндель?
Есть довольно много рекомендаций, касающихся непосредственного выбора шпинделя для фрезерного станка. Стоит учитывать тот момент, что шпиндель токарного станка существенно отличается, так как его предназначение заключается в креплении заготовки. Основными рекомендациями назовем нижеприведенные моменты:
- Для начала рассматривается то, какая нагрузка будет оказываться на хвостовую часть. При этом не стоит забывать о том, что выделяют два различных типа нагрузки: осевая и центробежная. В случае, когда за один проход будет сниматься большой слой металла следует выбирать механизм с большей устойчивостью к нагрузке.
- Еще одним критерием выбора можно назвать количество оборотов, при котором будет работать оборудование. Этот показатель указывается в инструкции по эксплуатации всех фрезерных станков и электрического инструмента.
- Габаритные размеры также имеют важное значение. От этого зависит минимальный и максимальный диаметр устанавливаемого инструмента.
- Важным моментом является то, какая фирма занимается выпуском устройства для станка. От этого зависит качество сборки, длительность эксплуатации, основные эксплуатационные характеристики.
- Некоторые производители фрезерных станков также указывают то, какой шпиндель подходит в большей степени. Рекомендуется следовать рекомендациям по выбору, так как указываемый механизм подходит в большей степени.
Как правило, рассматриваемые устройства выполнены в универсальном виде. За счет этого есть возможность подобрать самый подходящий вариант исполнения для самых различных фрезерных станков.
В заключение отметим, что шпиндель является сложной конструкцией, которая предназначена для фиксации различных элементом на момент работы.
Именно поэтому его выбору следует уделять довольно много внимания, так как некачественная и ненадежная конструкция не сможет прослужить в течение длительного периода. Следует уделять внимание и правильности установки, так как допущенные ошибки могут стать причиной появления самых различных дефектов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Шпиндель фрезерного станка: устройство, конус, чертеж
Фрезерные станки встречаются крайне часто, так как их основное предназначение заключается в обработке плоских поверхностей, шпонок и других деталей. Крепить режущий инструмент, в качестве которого выступает фреза, можно за счет шпинделя. Современный шпиндель фрезерного станка характеризуется довольно большим количеством различных особенностей, о которых далее поговорим подробнее.

Особенности конструкции
Фрезерные станки устанавливаются в частных мастерских и промышленных сооружениях. В последнее время большое распространение получили варианты исполнения с ЧПУ, так как за счет установленного блока управления автоматизируется процесс обработки и существенно повышается точность. Устройство шпинделя фрезерного станка несколько отличается от соответствующего узла токарного оборудования, так как в первом случае предназначение заключается в закреплении инструмента, во втором — цилиндрической заготовки. Кроме этого, патрон для шпинделя ЧПУ производится с более высокой точностью, так как незначительное отклонение может стать причиной потери точности.
Рассматривая что такое шпиндель и как он устроен, следует уделить внимание нижеприведенным моментам:
- Основа представлена металлическим валом с повышенной устойчивостью к осевой нагрузке.
- Специальная конструкция, предназначенная для крепления фрезы, представлена сочетанием оправки и цанги.
- Исключить вероятность плотного прилегания оправки можно за счет выполнения шпинделя в форме конуса.
- Современная конструкция фрезерного станка предусматривает размещение шпинделя на специальной каретке, которая может перемещаться сразу в трех координатах. За счет этого обеспечивается высокая функциональность и производительность. При этом чертеж может обладать весьма высокой сложностью.
- Вращательное движение передается непосредственно фрезе. Многое точное оборудование не имеет промежуточных элементов, которые существенно снижают показатель эффективности и могут стать причиной искажения вращения.
- Наиболее важными параметрами можно назвать мощность и частота вращения.
Особенности конструкции определяет то, что устройство шпинделя фрезерного станка позволяют устанавливать самые различные насадки. Этот момент существенно расширяет область применения устройства.
Технические параметры
Рассматриваемое устройство характеризуется довольно большим количеством особенностей. Ключевыми техническими характеристиками фрезерного станка по металлу можно назвать нижеприведенные моменты:
- Мощность. Во многом показатель мощности связана с параметрами установленного электрического двигателя. Измеряется показатель в Вт, может варьировать в достаточно большом диапазоне. Выбор по мощности проводится в соответствии с областью применения станка.
- Частота вращения. Шпиндель фрезерного станка может вращаться с различной скоростью. При этом современные модели характеризуются тем, что могут изменять частоту вращения ступенчато или плавно.
Шпиндельный фрезерный станок также классифицируется по области применения. В зависимости от показателя мощности выделяют следующие модели:
- Для обработки полимеров и ДСП, а также МДФ подходят модели, мощность которых составляет 800 Вт. Они обходятся в относительно небольшую сумму, могут устанавливаться в домашней мастерской.
- Дерево, мягкие цветные сплавы, текстолит характеризуются повышенной степенью обрабатываемости. Именно поэтому рекомендуемая мощность станка составляет 1500 Вт.
- Распространенные стали, камень и твердые сплавы могут подвергаться механической обработке при мощности 3000 Вт. Этого вполне достаточно для того, чтобы фреза врезалась в материалы с повышенной твердостью.
Не стоит забывать о том, что слишком высокая мощность не всегда является преимуществом оборудования. Это связан с высоким показателем энергопотребления и стоимостью. При выборе часто уделяется внимание и ступенчатости проводимой регулировки.
Современные модели имеют бесступенчатую регулировку, за счет чего существенно повышается точность обработки.
Различные схемы фрезерных станков также обуславливают следующие характеристики:
- Показатель КПД может достигать до 95%. За счет этого существенно снижаются энергетические затраты, повышается эффективность применения станков.
- Высокая надежность и прочность. При качественном изготовлении устройство может прослужить на протяжении достаточно длительного периода.
- Конструктивные особенности позволяют эксплуатировать оборудование на протяжении длительного периода без остановок. Это связано с наличием системы охлаждения.
Во многом эксплуатационные характеристики шпинделя зависят от области применения, требуемой точности обработки. Кроме этого, повышенная степень обрабатываемости обеспечивается за счет охлаждения.
Способы охлаждения
Механическая обработка металла и других материалов становится причиной повышения температуры шпинделя. Это связано с тем, что из-за трения нагревается насадка, по которой высокая температура передается самому шпинделю. Именно поэтому фрезерный шпиндель высокопроизводительного оборудования снабжается специальными элементами охлаждения. Выделяют два типа охлаждения:
- Водяное применяется на протяжении длительного периода. В этом случае шпиндель для фрезера снабжается специальными отверстиями, через которые происходит подача охлаждающей жидкости. Она вбирает часть тепла, после чего удаляется в специальную емкость. Подобный способ снижения температуры металла характеризуется меньшей популярностью, так как с удалением жидкости может возникнуть довольно много трудностей.
- В последнее время все чаще встречается системы воздушного охлаждения. Она характеризуется тем, что в устройстве есть специальные отверстия, через которые воздух подается под большим давлением. Единственным недостатком подобного метода можно назвать скопление загрязняющих веществ на фильтре, так как при механической обработке образуется довольно много стружки и пыли.
За счет установки охлаждения есть возможность существенно повысить показатель производительности. Именно поэтому подобный узел является важной неотъемлемой частью оборудования с ЧПУ.
Классификация шпинделей
Встречается довольно большое количество мотор-шпинделей, которые могут устанавливаться на оборудовании фрезеровальной группы. Все они делятся на две основные группы:
- Домашние или бытовые. Они рассчитаны на относительно небольшую нагрузку, характеризуются сниженной стоимостью. В специализированных магазинах встречаются универсальные варианты исполнения, предназначенные для работы с самыми различными фрезами. Однако, основное ограничение связано прежде всего с диаметральным размером хвостовика.
- Промышленный шпиндель для фрезерного станка с ЧПУ выпускают компании, которые специализируются на производстве этого оборудования. Они характеризуются тем, что имеют систему охлаждения, воздушную или водяную.
В последнее время часто в домашней мастерской встречается ЧПУ станок по дереву. Он снабжается узлом сниженной мощности, так как возникающая нагрузка относительно низкая.
На момент эксплуатации бесколлекторный шпиндель для ЧПУ воспринимает исключительно нагрузки, перпендикулярные оси шпинделя, а параллельные возникают исключительно на момент врезания инструмента в поверхность.
Модели промышленного происхождения не нуждаются в периодической чистке и смазывании, могут прослужить в течение длительного периода.
Важным элементом рассматриваемого механизма можно назвать зажимы цангового типа. В большинстве случаев применяется ER11 и ER16 тип, которые подходят для хвостовика с диаметром от 2,5 до 3,2 мм. При этом крепежная часть может быть изготовлена в виде конуса, надежность фиксации от этого не снижается. В продаже встречаются и патроны, рассчитанные на изделия с большим диаметральным размером хвостовой части инструмента. Он подходят для случая, когда нужно проводить снятие большого слоя металла.


Электрошпинделя характеризуются тем, что напрямую соединены с электрическим двигателем. За счет этого существенно повышается КПД и уменьшаются размеры самого устройства. Однако у подобного механизма есть один существенный недостаток, заключающийся в восприимчивости переменной и другой нагрузки. К примеру, если фреза застрянет, то при длительной подаче электрический двигатель может сгореть.
Встречается и самодельный вариант исполнения, который можно изготовить своими руками. Его особенности заключаются в низкой стоимость, а также сниженной надежностью. Специалисты рекомендуют использовать только покупные изделия, так как при работе может возникать существенная нагрузка, приводящая к повреждению хвостовика.

В заключение отметим, что нужно уделять внимание рекомендациям по эксплуатации шпинделя. За счет этого можно существенно продлить срок эксплуатации, исключить вероятность поломки хвостовика закрепляемого инструмента. В продаже встречаются самые различные варианты исполнения шпинделей для фрезерных станков, поэтому с выбором не должно возникнуть существенных проблем.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Шпиндели для фрезерных станков с чпу
Шпинделем называют движок с надетым на него патроном, который именуется «цанга». Шпиндель станка держит и вращает инструмент, например, сверло, гравер, резак. Это устройство условно можно подразделить на две категории: производственная и любительская. Рассмотрим, в чём их отличие.
- Производственный (промышленный) шпиндель фрезерного станка рассчитывается и проектируется для большой боковой нагрузки. У него усложнённая охлаждающая система и схема смазки.
- К любительским шпинделям можно отнести обычную дрель или маломощный фрезерный станок, чаще всего использующийся в быту. Заметим, что работа дрели предусматривает вертикальную нагрузку, производимую вдоль инструмента, у неё довольно слабые подшипники удержания вала.
Производственный шпиндель
Производственный шпиндель станка встроен в агрегат перпендикулярно получаемой нагрузке, поэтому без качественных подшипников давление будет для него непосильным. Устройство такого вида не нуждается в смазке, его не нужно чистить, вообще он требует минимум ухода в течение всего срока использования. Купить шпиндель станка производственного типа – значит избавить себя от проблем по уходу за ним и риска того, что устройство не выдержит нагрузку.
Благодаря цанговому зажиму, который присутствует в комплектации шпинделя, прочно и надёжно фиксируется рабочий инструмент. Устройство рассчитано на стандартный зажим инструмента с типовым хвостовиком. Наиболее популярны цанги ER11 и ER16. Они сочетаются с инструментом, имеющим хвостовик 2,5-3 и 3,2-8 мм соответственно. Размер цанги 25 на хвостовик 16 мм используется только для специфических операций по снятию толстых слоёв металла. Кроме того, направляющие не смогут полноценно взаимодействовать с инструментом такого диаметра хвостовика. Поэтому принцип: «больше — лучше» здесь не работает. Поставив такой инструмент, вы получите в итоге деформированные направляющие и сломанный агрегат. Максимально подходящая маркировка цанги ER11.
Любительский фрезерный шпиндель
Представьте себе бытовую дрель, вмонтированную во фрезерный агрегат. Что из этого получается? Подшипники быстро выходят из строя, ведь они не выдерживают такой нагрузки, патрон будет вибрировать и биться, точность выполнения работ снизится. Кроме того, дрель быстро перегревается, а на агрегате работают не один час. Автоостанов дрели просто сработает в целях безопасности и ваш фрезер остановится, проработав час или два. Но ПО фрезерного станка с ЧПУ не знает, что такое бытовая дрель и каковы её параметры работы. Сам фрезер не остановится и продолжит работу. Результатом будет поломка оборудования.
Какая мощность должна быть у шпинделя
В данном случае справедливо правило «больше – лучше». Если предполагается выполнять сверление, гравировку, то оптимально подойдёт шпиндель, мощность которого 400 – 600 Вт. Резка на фрезерном станке ЧПУ металла, твёрдого дерева потребует шпиндель, чья мощность 1000 – 1500 Вт. Для более серьёзных воздействий на материал, нужен шпиндель мощностью 2000 Вт и более. Имеется ввиду твёрдость материала или глубина обработки.
Особенности шпинделя по мощности
Надо заметить, что фрезерование может быть силовым и скоростным. Здесь получается два варианта: в одном случае производится медленная подача фрезы при быстром вращении, во втором – быстро подаётся, но медленно вращается.
Производственный фрезерный станок использует силовой метод, так как он позволяет делать быструю выборку заготовки. На фрезерном станке устанавливают нужные параметры и режимы скорости для каждой фрезы: подачи, вращения, углубления. Так появляется оптимальное соответствие между возможностями станка и его отдачей. Отличная производительность без перегрева и перенапряжения со стороны оборудования. Регулировать базовую комплектацию не нужно. Разработчики оборудования уже позаботились от этом.
Усилие подачи – один из важных режимов агрегата. В случае невозможности станка развивать необходимое усилие подачи, то поможет максимальная раскрутка шпинделя. То есть шпиндель станка должен раскрутиться по максимуму и медленно двигать инструмент по материалу. Это скоростной тип фрезеровки.
Как подобрать шпиндель фрезерного станка по мощности
Итак, на основании вышесказанного, получается, что шпиндель фрезера должен быть выбран по скорости или по мощности. Целью является максимальная, но безопасная для оборудования раскрутка инструмента. Производственные шпиндели не нуждаются в подборе. Здесь «всё включено»: скоростные параметры – более 20000 оборотов, усилие подачи на фрезе – свыше 2000 Вт. То есть, фрезеровка будет производиться на скорости 8000 – 15000 оборотов.
Удобное соответствие, взятое производителем за эталон. Но не всегда такое вращение даёт нужный результат. К примеру, обработка древесины маленькими кусочками образует древесную пыль. Она забивает элементы фрезы и увеличивает трение, соответственно, нагрев деталей. В результате рабочие детали станка перегреваются. Это может привести к порче оборудования.
Важный нюанс: если рассматриваются шпиндели на 3 фазах, то у них имеются 3 провода питания плюс одно заземление. Их подключают на соответствующее количество проводов.
Комплектация и мощность скоростных шпинделей поставляемых в Россию
frezeru.ru
Шпиндели станков
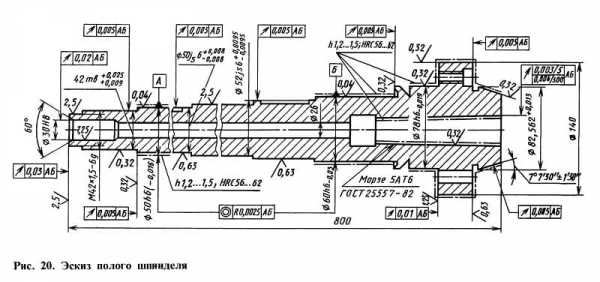
 Шпиндели станков нормальной и повышенной точности изготовляют из легированных сталей 50Х, 40ХГТР, 40ХФА, цементируемых сталей 18ХТ, 20Х, а станков высокой и особо высокой точности из сталей 40ХФА, 18ХГТ, 12ХНЗА. Термообработка шпинделей: закалка или поверхностная закалка с предшествующей (при необходимости) цементацией. Основные поверхности шпинделей — шейки под подшипники и центрирующие патрон, конусное отверстие — шлифуют и полируют.
Шпиндели станков нормальной и повышенной точности изготовляют из легированных сталей 50Х, 40ХГТР, 40ХФА, цементируемых сталей 18ХТ, 20Х, а станков высокой и особо высокой точности из сталей 40ХФА, 18ХГТ, 12ХНЗА. Термообработка шпинделей: закалка или поверхностная закалка с предшествующей (при необходимости) цементацией. Основные поверхности шпинделей — шейки под подшипники и центрирующие патрон, конусное отверстие — шлифуют и полируют.Предельные отклонения шеек шпинделя под подшипники качения (в порядке ужесточения условий работы) js5, k5, m5, а шеек под патрон – js5. Класс точности применяемых для шпиндельного узла подшипников качения зависит от точности станка. В таблице приведена эта зависимость для токарных станков.
Возможные дефекты и способы ремонта шпинделей.
При износе шеек до 0,01-0,02 мм производят притирку на токарном станке сначала смесью наждачного порошка и масла, а затем доводочной пастой с керосином. При износе шеек более 0,02 мм производят:1) шлифование с последующей доводкой под ремонтный размер (при возможности изменения размера отверстия сопрягаемой со шпинделем детали). После шлифования цементированные шейки проверяют на наличие цементированного слоя и при необходимости проводят повторную цементацию;
2) при условии сохранения размера отверстия — восстановление шеек, изношенных до 0,05 мм, хромированием с последующим шлифованием, а изношенных более 0,05 мм — металлизацией или вибродуговой наплавкой с последующим обтачиванием и шлифованием;
3) при значительном износе — протачивание шейки и напрессовка или установка на клею ремонтной втулки с последующим ее протачиванием и шлифованием.
| некруглость, мкм | 5 | 3 | 2 | 1,2 | 0,7 |
| шероховатость поверхности Ra, мкм | 2,0 | 1,0 | 0,8 | 0,63 | 0,3 |
| Подшипник качения d<80 мм — класс точности | 4-5 | 4 | 2-4 | 2 | Св. 2 |
| шпинделя | 1,3 | 0,8 | 0,5 | 0,3 | 0,2 |
| 2,5 | 1,3 | 1,0 | 0,6 | 0,4 | |
| Шпиндельный узел в сборе — радиальное биение оси вращения шпинделя, мкм | 4,0 | 2,3 | 1,6 | 0,9 | 0,5 |
При небольших износах конического отверстия шпинделя, рисках и забоинах на его поверхности производят шлифование на внутришлифовальном станке или не снимая шпинделя со станка с помощью специального приспособления. При значительном износе конического отверстия его растачивают и напрессовывают или устанавливают на клею ремонтную втулку с последующим растачиванием и шлифованием.
При износе или повреждении резьбы производят наплавку или металлизацию с последующим нарезанием резьбы, реже перенарезают резьбу на меньший диаметр.
Отремонтированные шпиндели должны отвечать следующим требованиям:
1. Отклонение от цилиндричности шеек под подшипники не должно превышать 10 % допуска на диаметр шейки для шпинделей станков точности А и С, 25 % допуска — при точности станков П и В и 50 % допуска — при точности Н.
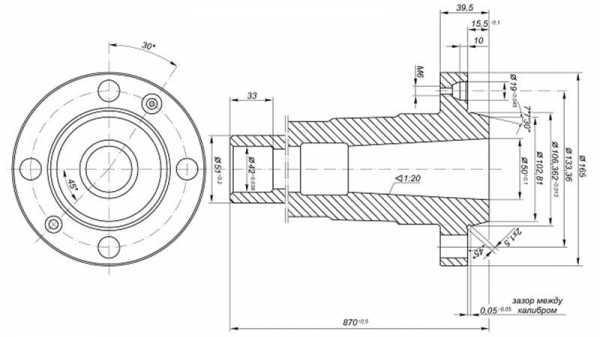
2. При проверке правильности геометрической формы конусных поверхностей шпинделя с помощью конусного калибра длина неокрашенных мест не должна превышать 5 мм по окружности и 20 % длины образующей вдоль нее; нанесенные на калибр через 90° четыре продольные риски должны равномерно растираться, нестертые места не должны быть более 3 мм.
4. При протачивании и перешлифовке основных поверхностей шпинделя допускается уменьшение диаметра в пределах 5%, а уменьшение диаметра резьбы — до следующего меньшего стандартного размера.
5. Увеличение размеров шпоночного паза недопустимо.
6. Вращение шпинделя от руки должно происходить без люфта и заедания.
7. После сборки шпиндельного узла проверяется параллельность или перпендикулярность оси шпинделя к поверхности стола или направляющих. Допустимые погрешности расположения поверхностей шпинделя приведены в таблице.
Нормы точности шпинделей металлорежущих станков
| Радиальное биение центрирующей поверхности шпинделя: | ||||
| 1. Токарные станки с наибольшим диаметром обработки, мм: | ||||
| до 250 | 8 | 5 | 3 | — |
| от 250 до 800 | 10 | 7 | 5 | — |
| 2. Фрезерные станки с шириной стола до 500 мм | 10 | 6 | — | — |
| 3. Круглошлифовальные станки при диаметре изделия, мм: | ||||
| до 100 | — | 4 | 2,5 | 1,5 |
| от 100 до 200 | — | 5 | 3 | 2 |
| Осевое биение шпинделя: | ||||
| 1. Токарные станки с наибольшим диаметром обработки, мм: | ||||
| до 400 | 8 | 5 | 3 | — |
| от 400 до 800 | 10 | 7 | 5 | — |
| 2. Фрезерные станки с шириной стола до 500 мм | 10 | 6 | — | — |
| 3. Круглошлифовальные станки при диаметре изделия, мм: | ||||
| до 200 | — | 4 | 2,5 | 1,5 |
| от 200 до 400 | — | 5 | 3 | 2 |
| Торцовое биение базовой поверхности шпинделя (опорного буртика): | ||||
| 1. Токарные станки с наибольшим диаметром обработки, мм: | ||||
| до 400 | 16 | 10 | 7 | — |
| от 400 до 800 | 20 | 12 | 7 | — |
| 2. Фрезерные станки с шириной стола до 500 мм | 20 | 12 | — | — |
| 3. Круглошлифовальные станки при диаметре изделия, мм: | ||||
| до 200 | — | 6 | 4 | 2,5 |
| 200-400 | — | 8 | 5 | — |
| Радиальное биение конического отверстия шпинделя (у торца): | ||||
| 1. Токарные станки с наибольшим диаметром обработки, мм: | ||||
| до 400 | 10 | 7 | 5 | |
| 400-800 | 12 | 5 | 5 | |
| 2. Фрезерные станки с шириной стола до 500 мм | 10 | 6 | — | — |
| 3. Круглошлифовальные станки при диаметре изделия, мм: | ||||
| до 100 | — | 4 | 2,5 | 1,5 |
| 100-200 | — | 5 | 3 | 2 |
Смотрите также:
www.webrarium.ru
Шпиндель фрезерного станка
Большая Энциклопедия Нефти и Газа
Cтраница 1
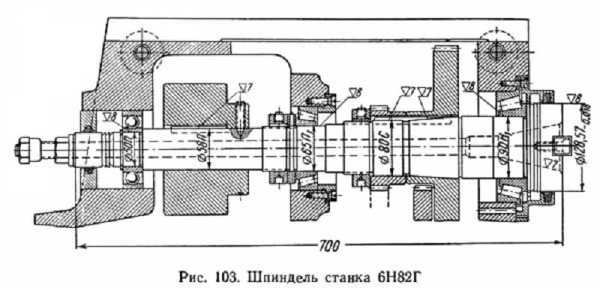
Шпиндель фрезерного станка 6Н83 ( рис. IV.41, б) смонтирован на трех подшипниках. В передней и средней опорах расположены роликовые конические подшипники, в передней-класса А, в средней — В, а в задней — шариковый класса В. Третья опора повышает виброустойчивость шпиндельного узла. Зазоры в опорах устраняются с помощью гайки 1 при стягивании внутренних колец подшипников. При наличии осевых нагрузок, направленных от задней опоры к передней, передний подшипник разгружается, что снижает его жесткость. При температурном удлинении шпинделя уменьшается натяг в обоих конических подшипниках. [1]
Шпиндель фрезерного станка имеет различные скорости вращения, регулируемые коробкой скоростей. [2]
Шпиндель фрезерного станка служит для передачи вращения режущему инструменту от коробки скоростей. От точности вращения шпинделя, его жесткости и виброустойчивости в значительной мере зависит точность обработки. [3]
В шпиндель фрезерного станка вставляется конусная втулка 7 ( стр. Поддержка укрепляется на направляющих хобота. [4]
Устанавливать на шпиндель фрезерного станка более трех проушечных дисков для фрезерования рамных шипов и проушин запрещается. [5]
Перед установкой на шпиндель фрезерного станка фрезы обязательно балансируются. Широко применяется балансировка фрез на шлифованных призматических линейках, установленных на массивных опорах ( фиг. [6]
| К задаче 16. [7] |
С какой частотой вращается шпиндель фрезерного станка, если скорость резания равна 90 м / мин, а диаметр фрезы 80 мм. [8]
| Изображение переменного тока. [9] |
На определенных скоростях оборотов шпинделя фрезерного станка, освещаемого обычной лампой накаливания, его вращение становится незаметным. [10]
Наиболее точное центрирование на шпинделе фрезерного станка обеспечивают фрезерные головки с коническим посадочным отверстием. [11]
Наиболее точное центрирование на шпинделе фрезерного станка обеспечивают фрезерные головки с коническим посадочным отверстием Крепление по фиг. [12]
Почему на определенной частоте вращения шпинделя фрезерного станка в условиях цехового освещения его вращение становится незаметным. [13]
На рис. 27 показана конструкция шпинделя фрезерного станка. Шпиндель 2 с помощью шариковых подшипников устанавливается в полом стакане суппорта станка. В верхней части шпинделя предусмотрено коническое гнездо 6 для закрепления насадки с режущим инструментом. [14]
Наиболее точное центрирование фрезы на шпинделе фрезерного станка и, следовательно, наименьшее биение зубьев в работе обеспечивают фрезы с коническим посадочным отверстием. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Шпиндель фрезерного станка
Одним из видов оборудования для обработки материалов резанием является фрезерный станок. Он предназначен для обработки деталей, форма которых отличается от тела вращения. Это могут быть призматические и фигурные детали различной сложности. Основной инструмент для работы на таком станке – это фрезы различных видов и размеров.
Главным движением на фрезерном станке является вращение фрезы. Для крепления фрезы и придания ей вращательного движения и служит шпиндель фрезерного станка. Конструктивно шпиндель представляет собой вал, установленный на опоры и закрепленный в соответствующем корпусе. Он считается одним из основных узлов такого оборудования. От его работы зависит точность и качество обработки деталей.
В зависимости от метода обработки шпиндель для фрезерного станка может быть силовым или скоростным. При силовом методе обработки применяются силовые шпинделя. Этот метод заключается в том, что за один проход стараются снять максимальный объем материала. Работают при этом с большой глубиной резания и большими подачами, но при малой скорости вращения шпинделя. Этот метод чаще всего применяется при черновой обработке, где не требуется высокая точность. При такой работе на шпиндель действуют большие силы резания, и от него требуется высокая мощность и большой крутящий момент. В конструкцию таких шпинделей закладывается высокая прочность и жесткость.
Скоростные шпинделя работают при скоростном методе обработки. При этом снимается небольшой слой материала, но шпинделю придается высокая скорость вращения для того, чтобы сохранить производительность. Этот метод применяют при чистовой обработке. Здесь нет больших сил резания и не требуется высокая мощность.
Шпиндель фрезерного станка может получать вращение от отдельного электродвигателя расположенного рядом с ним. Вращение на него передается через ременную или зубчатую передачу. Эта схема характерна для силовых шпинделей.
Для скоростных шпинделей характерна другая схема. Здесь электродвигатель встроен в шпиндельный узел, а часто шпиндель является валом электродвигателя. Нет никаких промежуточных передач. Но к таким узлам предъявляются повышенные требования по балансировке его деталей. Довольно часто такой шпиндель для фрезерного станка выпускается как независимое устройство и потребитель может устанавливать его на свое оборудование так, как он считает нужным.
Крепление инструмента в шпинделе фрезерного станка также различается для силовых и скоростных шпинделей. В силовом шпинделе инструмент устанавливается через переходную коническую втулку. Инструмент сначала крепиться в такой втулке, затем устанавливается в коническое отверстие шпинделя и втягивается в него специальным устройством. Номенклатура таких оправок очень велика и позволяет крепить не только различные виды фрез, но и сверла, развертки, метчики, расточные резцы.
В скоростных шпинделях инструмент крепится чаще всего в цанге. Цанга устанавливается в коническое отверстие шпинделя. Гайка, которая накручивается на резьбовой конец шпинделя, сжимает цангу и закрепляет в ней фрезу.
Шпиндель фрезерного станка – это исполнительный орган привода главного движения. От качества его работы зависит точность размеров и формы обрабатываемой детали, шероховатость ее поверхностей и производительность ее обработки.
moscowshpindel.ru
Pereosnastka.ru
Фрезерные станки с нижним расположением шпинделя
Категория:
Деревообрабатывающие станки
Фрезерные станки с нижним расположением шпинделяКонструкция
Фрезерный одношпнндельный станок с ручной подачей и с нижним расположением шпинделя (рис. 1) состоит из станины, по которой вертикально перемещается суппорт. В суппорте на шариковых подшипниках укреплен шпиндель. Для длинной насадки предусмотрен кронштейн с откидным подшипником, обеспечивающий стойчивость шпинделя. При смене инструмента кронштейн отводят У сторону. В прорезях стола установлены направляющие линейки и прижимы. Положение шпинделя по высоте регулируют маховичком.
Электродвигатель соединен со шпинделем плоскоременнои передачей. Шкив, закрепленный на шпинделе, имеет удлиненную форму, что позволяет изменять положение шпинделя по высоте, не меняя положения электродвигателя.
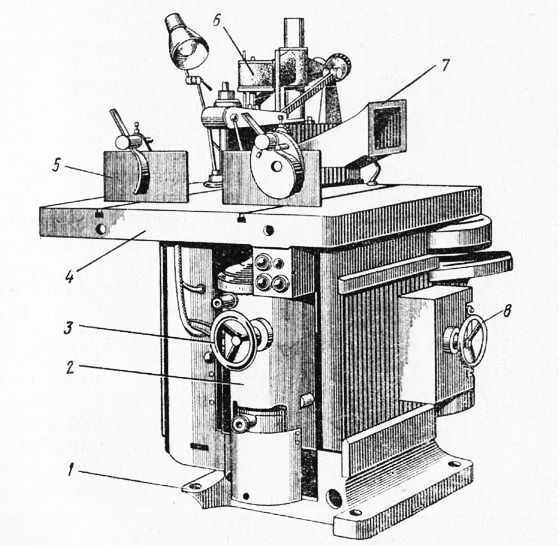
Рис. 1. Фрезерный одношпиндельный станок Ф-4: 1 — станина, г —суппорт, 3 — маховичок подъема шпинделя, 4 — стол, 5 —съемные направляющие линейки, 6 — кронштейн с откидным подшипником, 7 — приемная воронка, 8 — маховичок для натяжения ремня
Более совершенную конструкцию имеет станок ФСА для прямолинейного фрезерования (рис. 2). Так же как и у станка Ф-4, шпиндель у него установлен на суппорте. Положение шпинделя по высоте изменяют маховичком. Шпиндель связан с валом электродвигателя ременной передачей, для натяжения ремней служит маховичок, Над столом станка установлен автоподатчик. Его подающие ролики закреплены шарнирно, что позволяет подавать в станок заготовки с различием по толщине до 20 мм. При необходимости ручной подачи автоподатчик может быть снят со станка или отведен в сторону (например, во время установки режущего инструмента). Для изменения положения автоподатчика в вертикальной плоскости предусмотрен маховичок. Маховичком, связанным с вариатором,уста нзвливается скорость подачи, которая может изменяться в пределах 8—25 мм.
Удобное размещение панели управления позволяет станочнику во время работы не делать лишних движений.
На рис. 3 приведена кинематическая схема фрезерного станка ФА-4 с автоматической подачей. На шпинделе подвижно, в шариковых подшипниках, укреплен блок звездочек, который вращается независимо от шпинделя. Обрабатываемую заготовку укладывают в цулагу и закрепляют в ней. Часть боковой поверхности цулаги вы полняет роль копира, на ней закрепляется втулочно-ролико вая цепь или перфорированная лента, соответствующая зубьям верхней звездочки блока. Верхняя звездочка в процессе работы станка приходит в зацепление с цепью и подает цулагу с обрабатываемым материалом вдоль режущего инструмента. Верхняя звездочка приводится в движение нижней (приводной) звездочкой блока, которая цепной передачей соединена с приводом механизма подачи, включающим электродвигателель, червячный редуктор и шестеренную передачу.
Конструкцией механизма подачи предусмотрена возможность сообщать шаблону прямолинейное движение при односторонней обработке заготовок и вращательное при обработке по контуру. Детали с контуром, очерченным по кругу, обрабатывают при подвижной оси вращения шаблона. Во всех других случаях точки контура криволинейных деталей находятся на разном расстоянии от окружности резания, описываемой фрезой. Поэтому, чтобы обеспечить непрерывное соприкосновение обрабатываемой заготовки с режущим инструментом, нужно изменять расстояние от центра вращения шаблона до окружности резания. Для этого подвижно закрепляют вкладыш 6 с пальцем и устанавливают рычаг, связывающий шаблон с пружиной. При установке и снятии шаблона вкладыш с пальцем отводят от оси шпинделя педалью. Если обрабатывают одну сторону криволинейной заготовки, то шаблон прижимают к подающей звездочке прижимными роликами, установленными на вкладыше.
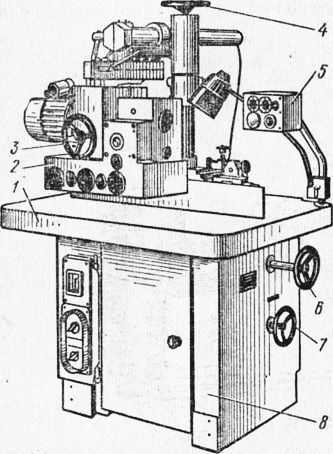
Рис. 2. Фрезерный станок ФСА: 1 — стол, 2 — автоподатчик, 3 — маховичок для установки скорости подачи, 4 — маховичок механизма установки по высоте автоподатчика, 5 — панель управления, 6 — маховичок механизма настройки шпинделя по высоте, 7 — маховичок механизма натяжения ремней, 8 — станина
Отечественная промышленность выпускает также фрезерные станки ФШ-4, предназначенные не только для плоского и профильного фрезерования, но также для выборки шипов. Эти станки оборудованы шипорезной кареткой, которая подвижно закрепляется на специальных направляющих станины. На каретке устанавливают зажимы, упорную линейку и торцовые ограничители. Перемещают каретку вручную. Ручное перемещение каретки при модернизации станка может быть механизировано, например с помощью пневмоци-линдра с гидравлическим регулятором. Зажимы могут быть оборудованы пневмодвигателем.
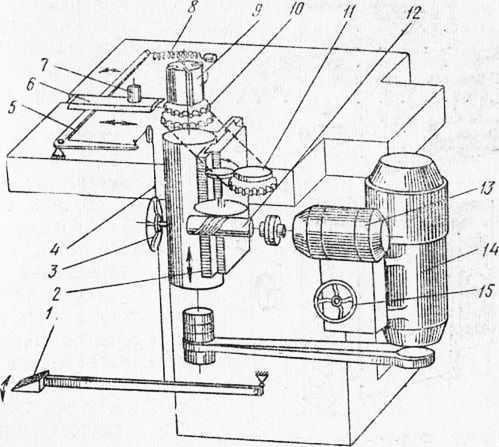
Рис. 3. Кинематическая схема одношпиндельного фрезерного станка ФА-4 с автоматической подачей: 1 — педаль, 2 — суппорт шпинделя, 3 — маховичок, 4 — тросик, 5 — рычаг, 6 — вкладыш, 7 — палец, 8 — пружина, 9 —фреза, 10 — блок звездочек, 11 — шестеренная передача, 12 — червячный редуктор, 13 — электродвигатель механизма подачи, 14 — электродвигатель шпинделя, 15 — маховичок механизма натяжения ремня
Выбор режима работы
Выбор режима работы на фрезерных станках любой конструкции сводится к определению скорости подачи обрабатываемых заготовок. Фрезерование часто является заключительной операцией механической обработки заготовок, так как шлифование после фрезерования (особенно фигурных заготовок) затруднено. Поэтому при выборе режимов работы фрезерных станков исходят из требований, предъявляемых к шероховатости обработанной поверхности. Требуемый класс шероховатости поверхности зависит от величины подачи и угла встречи резца с волокнами древесины.
Пример. Требуэтся определить скорость подачи при фрезеровании криволинейной детали с переменным углом встречи фвх, который изменяется в пределах от 0 до 30°. Шероховатость обработанной поверхности должна соответствовать седьмому классу. Диаметр фрезы 120 мм, число резцов г = 4, шпиндель делает 6000 оборотов в минуту.
Настройка станков
При фрезеровании плоских поверхностей режущие кромки нижнего торца фрезы должны быть расположены ниже уровня стола на 3—5 мм, что достигается соответствующим перемещением шпинделя. В случае профильного фрезерования положение фрезы определяют по шаблону или образцу детали, устанавливаемой на стол станка.
Рис. 4. Направляющие линейки фрезерного станка: 1 — задняя линейка, 2 — скоба, 3—передняя линейка
Сквозное плоское и профильное фрезерование прямолинейных заготовок выполняют по задней и передней направляющим линейкам (рис. 4), которые соединяются литой скобой, охватывающей режущий инструмент. Линейка 1 может изготовляться как одно целое со скобой, линейка подвижно закрепляется на скобе. Обычно на металлические плоскости линеек накладывают линейки, изготовленные из древесины. Вертикальные плоскости линеек должны быть перпендикулярны плоскости стола станка.
При плоском фрезеровании заднюю линейку устанавливают по бруску, при профильном — с помощью эталона. Для этого брусок или эталон прижимают к задней линейке и вручную поворачивают шпиндель в направлении, обратном направлению резания. Режущие кромки фрезы должны слегка касаться бруска или эталона.
Передняя линейка должна быть параллельна задней и отстоять от нее при фрезеровании плоскостей на величину, равную толщине снимаемого слоя древесины (1,5—2 мм). В случае профильного фрезерования расстояние между линейками должно быть равно также 1,5—2 мм, но фрезу необходимо выдвинуть относительно линейки на глубину профиля. Переднюю линейку устанавливают по эталонному бруску: его прижимают к задней линейке, а переднюю закрепляют на нужном расстоянии.
Если при продольном фрезеровании кромки заготовки обрабатывают не по всей длине, то обе линейки устанавливают в одной вертикальной плоскости. При несквозном фрезеровании прямолинейных заготовок на столе станка устанавливают упоры, ограничивающие длину фрезерования (перемещения заготовки), а линейки устанавливают в одной плоскости.
Фрезерование криволинейных поверхностей выполняют по специальным копировальным линейкам, закрепляемым на цулагах.
Настройка станка начинается с подбора кольца, закрепляемого снизу или сверху фрезы в зависимости от конструкции цулаги. Разница в диаметре кольца и диаметре цилиндрической поверхности резания фрезы определяет взаимное положение формообразующей кромки копировальной линейки и обработанной поверхности заготовки. Поэтому для данного приспособления величина этой разницы должна быть строго определенной.
Работа на станках
На фрезерных станках с нижним расположением шпинделя выполняют разнообразные виды обработки. В учебнике описываются следующие основные операции: сквозное фрезерование; обработка заготовок и узлов по наружному контуру; зарезка шипов и проушин; несквозное фрезерование.
Сквозное фрезерование. Сквозное фрезерование прямолинейных заготовок производится при ручной подаче. Станочник берет очередную заготовку, укладывает ее пластыо на стол и, прижимая кромкой к направляющей линейке, надвигает на фрезу. Необходимо следить, чтобы рука не касалась заготовки в зоне ее обработки.
Работа станочника значительно облегчается и становится безопасной, если станок оборудован прижимом хотя бы самой простой конструкции в виде пружинящей пластины или деревянной гребенки — доски с несквозными длиной 150—200 мм пропилами вдоль волокон, сделанными на расстоянии 10—15 мм один от другого. В этом случае станочник подает заготовку на фрезу, не прижимая ее к линейке.
Если при фрезеровании будут замечены необработанные выступающие элементы детали, то необходимо передвинуть переднюю линейку в сторону оси шпинделя. При появлении мшистости на обработанной поверхности необходимо заточить или сменить режущий инструмент.
Смещение профиля по вертикали является следствием неправильного положения фрезы относительно плоскости рабочего стола. Положение исправляют перемещением шпинделя.
Неправильный угол между обработанными поверхностями является результатом неточной установки линеек, особенно задней, по которой ведется основное базирование заготовки.
Если линейка установлена неперпендикулярно плоскости стола, обработанная поверхность может быть крыловатой; причиной кры-ловатости часто является покоробленность базовой поверхности.
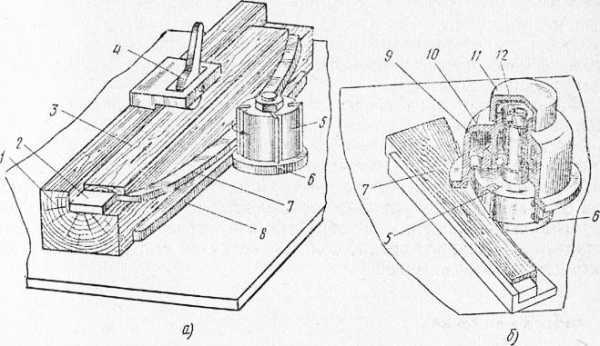
Рис. 155. Приспособления для сквозного фрезерования: а — с зажимом, б — без зажима; 1 — корпус, 2 —упор, 3 — подушка, 4 — зажим, 5 — фреза, 6 — кольцо, 7 — заготовка, 8 — формообразующая кромка шаблона, 9 — подшипник, 10 — ограждение, 11 — крышка, 12 — шпиндель
Волнистость на обработанной поверхности получается из-за того, что заготовка неплотно прижимается к направляющей линейке или же во фрезеровании участвуют не все зубья фрезы (это часто бывает при использовании фрез со вставными зубьями). При появлении волнистости следует проверить исправность зажимных устройств и заточку зубьев фрезы.
Непрострожка бывает из-за непрямолинейности фрезеруемых кромок или несоответствия расстояния между передней и задней направляющими линейками заданному.
Для сквозного фрезерования заготовок с криволинейным профилем одной кромки применяют специальное приспособление. На кромке корпуса имеется профильная деталь (рейка), которая служит шаблоном.
На рис. 5, б приведена конструкция приспособления беззажимного устройства. На шпинделе станка концентрично закрепляется свободно вращающееся кольцо 6 (обычно шариковый подшипник), служащее упором для шаблона. Радиус кольца должен соответствовать размеру шаблона, Расстояние от базовой поверхности шаблона до оси шпинделя для данного приспособления и определенного диаметра фрезы — величина постоянная.
При обработке криволинейных профильных поверхностей положение фрезы относительно плоскости стола определяют непосредственно по шаблону с закрепленной на нем эталонной деталью. Фрезу устанавливают путем перемещения шпинделя в вертикальной плоскости.
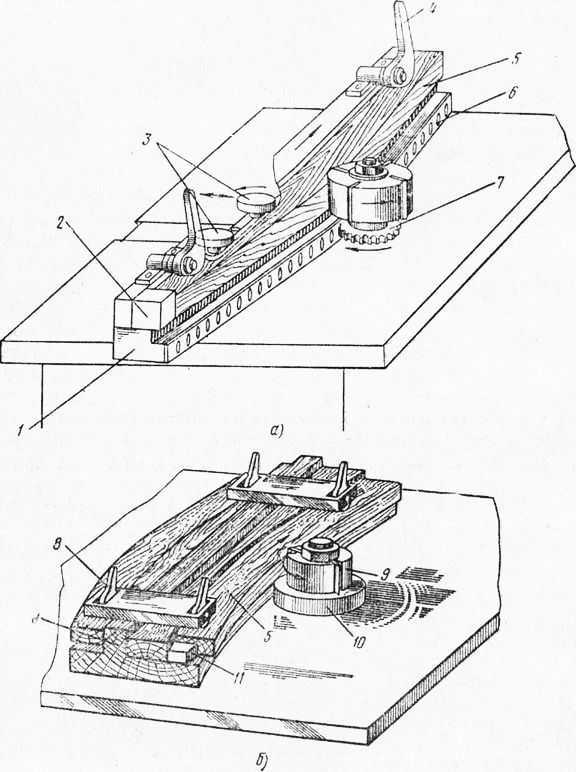
Рис. 6. Схема фрезерования на станке с механизированной подачей: а — заготовка с одной криволинейной кромкой, б —заготовка с двумя криволинейными кромками; 1 — приспособление (шаблон), 2 —упор, 3 — прижимные ролики подачи, 4 — зажим, 5 — обрабатываемая деталь, 6 — ведомая втулочно-роликовая цепочка на шаблоне, 7 — ведущая звездочка подачи, 8 — прижимы, 9 — фреза, 10 — опорное кольцо, 11 — концевой упор
Заготовки для криволинейных деталей (особенно при большой кривизне) перед фрезерованием должны быть предварительно обработаны на ленточнопильном станке с припуском на фрезерование. Непременным условием получения точного профиля является плотное прилегание заготовки к базовым поверхностям приспособления и упору.
Закрепив заготовку в приспособлении, его прижимают кромкой-шаблоном к кольцу и перемещают по столу, обрабатывая боковую поверхность заготовки. Если остаются непрофрезерованные места, это указывает на малую величину припуска или на неверный подбор диаметра кольца.
Если станок имеет механизм подачи в виде звездочки на шпи нде-ле, то на фигурной кромке приспособления закрепляют втулочнс.ро-ликовую цепочку (рис. 6, а). В этом случае станочник устанавливает заготовку в приспособление, надвигает его на режущий инструмент и педалью отводит прижимные ролики. После того как звездочка механизма подачи войдет в зацепление с цепочкой, он отпускает педаль, ролики прижимают приспособление к звездочке и оно автоматически передвигается в процессе всего фрезерования детали. По окончании операции станочник отводит ролики, возвращает приспособление в исходное положение и снимает обработанную заготовку.
Заготовки с двумя криволинейными кромками фрезеруют, помещая их по две в одно приспособление (рис. 6, б). Станочник подает приспособление вначале одной стороной, затем возвращает его в исходное положение и подает на режущий инструмент второй стороной. После этого обработанную с двух сторон деталь снимают, помещают на ее место заготовку с другой стороны шаблона, а на место последней укладывают очередную необработанную заготовку. При таком способе экономится время на вспомогательные операции.
Обработка по контуру. Обработка щитов и узлов по наружному контуру принципиально не отличается от фрезерования криволинейных заготовок, так как при этом также применяют приспособления и упорные кольца.
Щит помещают на стол станка и сверху на него накладывают приспособление-шаблон с шипами. Упорное кольцо шпинделя расположено над фрезой. Приспособление подводят вместе с наколотым на его шипы щитом к шпинделю и обгоняют по контуру, причем шаблон в это время прижимается к щиту, а кромкой — к упорному кольцу.
Приспособление для фрезерования узлов по контуру (рис. 7, а) состоит из шаблона с перфорированной лентой или втулочно-роликовой цепочкой. Узел накалывают на шаблон, а шаблон, имеющий в центре отверстие, устанавливают на пальце вкладыша. Для этого станочник, нажимая на педаль, отводит палец от шпинделя и надевает на палец приспособление с обрабатываемым узлом. Затем станочник отпускает педаль, цепочка приспособления прижимается к звездочке и входит с ней в зацепление. Звездочка механизма подачи поворачивает приспособление с обрабатываемой заготовкой вокруг пальца, прижимающего с помощью пружины шаблон к кольцу. Когда приспособление сделает полный оборот, станочник нажимает на педаль, отводит от шпинделя шаблон и снимает с него обработанный узел.
Зарезка шипов и выборка проушин. Для зарезки шипов и выборки проушин применяют фрезерные станки с кареткой. Точно оторцован-ные заготовки укладывают на шипорезную каретку (рис. 7, б) вплотную к линейке, закрепляют их зажимом и подают вместе с кареткой к фрезе для торцового фрезерования или к проушечному диску. Чтобы избежать сколов, на каретку позади заготовок помещают ранее обработанную деталь.
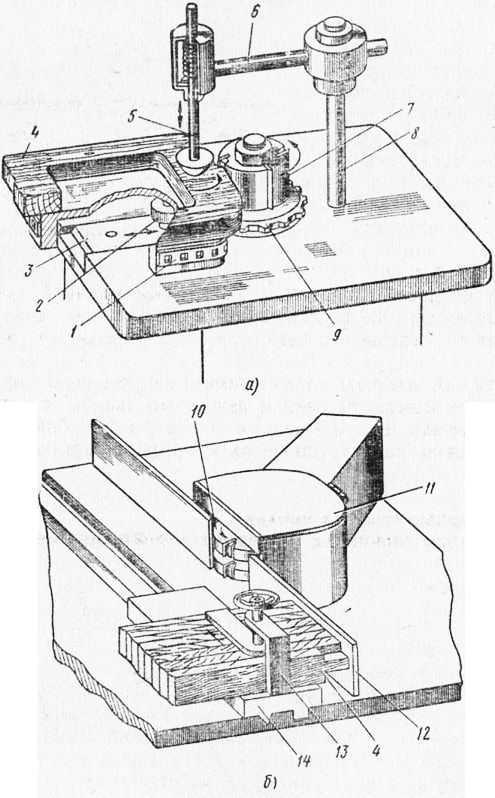
Рис. 7. Обработка на фрезерных станках: а — узлов по контуру, б — выборка шипов; 1 — шаблон, 2 — прижимной ролик, 3 — вкладыш, 4 — заготовка, 5 —зажим. 6. 8, 13 — кронштейны, 7, 10 — фрезы, 9 — звездочка. 11 — ограждение фрезы, 12 — линейка, 14 — каретка
После зарезки шипов на одном конце заготовку (или заготовки При подаче их пачкой) поворачивают на 180° и подают на режущий инструмент вторым торцом. Точность размера шипа по длине находится в зависимости от точности торцовки. Второй конец заготовки лучше обрабатывать, базируя ее по заплечикам шипов уже обработанного конца.
Следует проверять расстояние между заплечиками или вертикальными стенками шипов. Если оно _ будет отличаться от заданного чертежом, то это указывает на неправильную установку упора или же на то, что заготовки были неточно отор-цованы либо имели разную длину.
Несквозное фрезерование.
Схема несквозного фрезерования по упорам показана на рис. 8. Заготовку кладут на стол станка, прижимают к упору и медленно надвигают на фрезу до тех пор, пока своей кромкой заготовка не прижмется к линейке. После этого, базируя по столу и линейке, заготовку передвигают до упора и отводят от режущего инструмента.
На фрезерных станках категорически запрещается: применять однорезцовые ножевые головки и зажимные шайбы с фланцами; обрабатывать детали сечением меньше 5 х 5 см без толкателя; фрезеровать заготовки по криволинейному профилю против направления волокон.
Читать далее:
Фрезерные станки с верхним расположением шпинделя (копироаально-фрезерные)Статьи по теме:
pereosnastka.ru
Шпиндели станка
Под шпинделем принято подразумевать двигатель, на котором крепится специальный патрон или цанга определенного диаметра, фиксирующая режущие приспособления (граверы, фрезы, ножики, сверла) для обработки различных материалов. Различают две основных подгруппы таких устройств: любительские шпиндели и приборы, используемые в промышленности. Устройства, которые используются на заводах, фабриках и других крупных государственных или частных предприятиях, всегда рассчитаны на очень большую нагрузку. Для работы таких приборов требуется специальная водяная система охлаждения. Любительский шпиндель представляет собой обыкновенный бытовой фрезер или дрель. Промышленные шпиндели не нуждаются в очистке или в смазке в течении периода их эксплуатации.
Устройство
Конструкция каждого шпинделя устроена по одинаковому принципу. Роторный вал удерживается в корпусе подшипниками качения. Вращательные движения обеспечиваются благодаря встроенному асинхронному электрическому двигателю. На валу устанавливаются цанговые зажимы, позволяющие фиксировать инструменты с определенным диаметром хвостовиков.
Большей частью на 3ех координатные фрезерные станки с ЧПУ устанавливаются шпиндели с гайкой цанги ER11, ER16, подходящие для режущих инструментов с хвостовиками 3,175, 4, 5, 6мм (ER11) и 3,175, 4, 5, 6, 8, 10 мм (ER16).
| Название инструмента | Хвостовик (мм) | Подходящая Цанга |
| Торцевая фреза М2.0/2/3.175 | 3.175 | ER11, ER16 |
| Гравер C4501_D4 | 4 | ER11, ER16 |
| Гравер YJ 0.5 carat | 10 | ER16 |
| Гравер D-point 90 | 3,175 | ER11, ER16 |
| 3D фреза Al.3D 4.76/3/4.76 | 4,76 | ER11, ER16 |
| Конусная фреза TB6.0/6/2.0 | 6 | ER11, ER16 |

Система жидкостноого охлождения шпинделя
Системы охлаждения, необходимые для работы каждого шпинделя, делятся на воздушные и жидкостные. Для теплообмена с жидкостью в конструкции каждого прибора присутствует специальная система круговой циркуляции или рубашка охлаждения. Необходимость дополнительного оснащения конструкции, а также станка можно относить к негативным сторонам такого способа охлаждения. К позитивным качествам, естественно, относится его эффективность.
Технологические особенности систем воздушного охлаждения заключаются в нагнетании воздушной массы в полости, специально предусмотренные для этого. В корпус таких шпинделей монтируются специальные воздухозаборники. Простота и компактность таких устройств является их позитивным свойством, а к негативным можно отнести загрязнение фильтров отходами обработки материалов.
Принцип работы
Основой работы каждого станка является использование режущих инструментов. Благодаря устройству шпинделя, фрезу можно зафиксировать и обеспечить ее вращение. Шпиндель, в зависимости от технологических особенностей обработки, может функционировать в скоростном или силовом режиме. Все зависит от толщины среза материала при единичном контакте с режущим инструментом. Такой способ обработки чаще всего не требует особой точности. При работе в данном режиме от шпинделей требуется высокий показатель крутящего момента и достаточная мощность. Такие приборы отличаются повышенной жесткостью и прочностью.
 Принцип работы скоростных шпинделей основан на необходимости среза маленьких слоев обрабатываемых материалов. Для сохранения производительности устройства необходим повышенный скоростной режим работы. Такие шпиндели используются при чистовой обработке материалов, поэтому не требуют высокой мощности и увеличенной силы резания.
Принцип работы скоростных шпинделей основан на необходимости среза маленьких слоев обрабатываемых материалов. Для сохранения производительности устройства необходим повышенный скоростной режим работы. Такие шпиндели используются при чистовой обработке материалов, поэтому не требуют высокой мощности и увеличенной силы резания.
Питание шпинделя может быть организовано специальным электрическим мотором установленным рядом с ним. Частота вращения передается таким устройствам посредством зубчатой или ременной передачи. Подобные схемы характерны для приборов силового принципа действия.
Некоторые шпиндели по сути представляют собой вал электродвигателя, а все промежуточные передачи отсутствуют. Требования по балансировке комплектующих подобных устройств зачастую очень высокие. Почти всегда подобные шпиндели производятся в виде независимых приборов. Такая особенность конструкции позволяет устанавливать его любым удобным способом.
Скоростные и силовые шпиндели также различаются по типу крепления режущих инструментов. Для высокомощных устройств предусмотрены специальные переходные втулки конической формы. Сначала хвостовик фрезы фиксируется в этой втулке, а потом монтируется в отверстие шпинделя. В скоростных приборах режущий инструмент почти всегда устанавливается в цангу, которая, зажимается гайкой.
Виды, типы, категории шпинделей
 Коллекторные шпиндели применяются для гравировок, ювелирной обработки миниатюрных изделий. Чаще всего это высокоскоростные устройства с цангой ER8 мощностью около 0,8 кВт. Для резки и раскройки мягких материалов больше подходят цанги ER11. Высокоскоростные коллекторные шпиндели хорошо зарекомендовали себя в профессиональном и любительском применении в станках с ЧПУ. Некоторые устройства оснащены системами плавного пуска с ограничением поступающего напряжения.
Коллекторные шпиндели применяются для гравировок, ювелирной обработки миниатюрных изделий. Чаще всего это высокоскоростные устройства с цангой ER8 мощностью около 0,8 кВт. Для резки и раскройки мягких материалов больше подходят цанги ER11. Высокоскоростные коллекторные шпиндели хорошо зарекомендовали себя в профессиональном и любительском применении в станках с ЧПУ. Некоторые устройства оснащены системами плавного пуска с ограничением поступающего напряжения.
Устройства с жидкостным охлаждением часто применяются в высококачественных промышленных агрегатах на предприятиях нашей страны. Мотор эффективно охлаждается водой или тосолом. Такие шпиндели укомплектованы высокоскоростными железными подшипниками, не требующими дополнительного обслуживания. Управление этими устройствами осуществляется через частотные преобразователи. Фрезы крепятся в цанги и закрепляются гайкой. На современном рынке доступны устройства как европейских, так и китайских производителей.

Ременноприводной шпиндель
Ременноприводные шпиндели взаимодействуют с сервоприводами переменного напряжения или с асинхронными двигателями. Эта особенность дает возможность точно регулировать частоту вращения инструмента. Воздушные шпиндели – дешевые и надежные устройства для станков с программным управлением. Большей частью это приборы китайского производства с установленными керамическими подшипниками, выдерживающими высокие обороты. В некоторых шпинделях предусмотрена возможность автоматической смены режущих инструментов.
Технические характеристики и область применения
На современном рынке доступно большое количество шпинделей. Системы охлаждения, технология приведения в движение ротора, способ фиксации режущего инструмента и регулирования питания мотора тоже может отличаться. Поэтому лучше всего классифицировать все шпиндели, доступные в продаже, по типу обрабатываемых материалов. Возможности каждого устройства обусловлены их техническими характеристиками.

Область применения шпинделя — портальные станки с ЧПУ
Шпиндели мощностью 0,8 кВт используются при обработке ювелирных изделий, для создания гравировок, порезки пластиковых деталей до 5 мм толщиной, тонкой фанеры, а также для резки и сверления печатных плат. в такие устройства обычно устанавливаются очень тонкие граверы и миниатюрные фрезы. Высокоскоростные шпиндели мощностью от 1,2 кВт могут использоваться с качественными твердоплавкими фрезами для обработки металлических изделий. Для работы с тонкими прочными фрезами всегда используются шпиндели со скоростью вращения 30 000 об/мин.
Шпиндели мощностью 1,5 кВт применяются для обработки сувениров, создания неглубоких фрезеровок на латунных и алюминиевых предметах. Они также являются начальными приборами для обработки твердой древесины или акрилов толщиной до 15 мм. Мощность от 2,2 кВт позволяет обрабатывать твердое дерево и акрилы до 30 мм толщиной. Устройства от 3 кВт можно использовать для прочных материалов. Например, они часто используются в 3D устройствах по обработке твердого дерева или фигурной резке. Шпиндели на 4 кВт применяются при резке твердых материалов. Устройства мощностью от 4,5 кВт и выше позволяют максимально эффективно работать с большими фрезами для толстых заготовок из дерева или металла.
| Мощность (кВт) | Частота вращения (об/мин.) | Обрабатываемые материалы | Для водного охлаждения (л./час) | Насос |
| 0,8 | 8000-24000 | Тонкий пластик, фанера, гравировка металлических изделий | 780-1500 | Помпа DB-25A-220V |
| 1,5 | 8000-24000 | Латунь, алюминий | 1500-3000 | Помпа DB-50A-380V |
| 2,2 | 8000-24000 | Твердые породы дерева | 1500-3000 | Помпа ZWP75 |
| 3 | 8000-24000 | Высокопрочные металлические заготовки | 2000-3000 | Помпа ZWP150 |
| 4,5 и выше | 8000-24000 | Твердые деревянные и металлические заготовки | 2000-5000 | Помпа DB-100-380V |
Для примера рассмотрим характеристики изделий самых популярных производителей:
- На отечественном рынке доступны высокоскоростные китайские шпиндели с воздушным и жидкостным охлаждением GTM, HNZ, HQ, TDK с диапазоном мощности 0,8-6 кВт с частотой вращения 8000-18000/24000 об/мин. с цангами ER11, ER16, ER20, ER
- Ременноприводные шпиндели BT30 для обработки заготовок из черного/цветного металла с частотой вращения 6000 об/мин. Некоторые изделия оснащены автоматической системой замены режущего инструмента;
- Минишпиндели с системами воздушного охлаждения мощностью 300-1050 Вт и частотой вращения до 32000 об/мин. В числе таких изделий представлена продукция компании Kress.
Установка
 Воздушная система охлаждения представляет собой обыкновенный встроенный винт, который приводится в действие вращением вала шпинделя. Для подключения жидкостной системы охлаждения потребуется присоединить шпиндель к заправочной емкости с использованием подходящих трубок и фитингов.
Воздушная система охлаждения представляет собой обыкновенный встроенный винт, который приводится в действие вращением вала шпинделя. Для подключения жидкостной системы охлаждения потребуется присоединить шпиндель к заправочной емкости с использованием подходящих трубок и фитингов.
Кроме систем жидкостного охлаждения, для установки большинства шпинделей на станок также используются специальные преобразователи частот, посредством которых регулируется подаваемая мощность на двигатель. Диапазон мощности каждого преобразователя должен соответствовать потребляемой энергии шпинделя для того, чтобы не снизить продуктивность работы устройства. Некоторые специалисты рекомендуют рассчитывать мощность преобразователя с запасом, чтобы возможности подачи энергии на двигатель превышали максимальную мощность шпинделя. Для подключения достаточно присоединить контакты на шпинделе к соответствующим разъемам на преобразователе.
Преимущества и недостатки моделей
Шпиндели европейских производителей отличаются стабильностью выработки гарантийного периода при нормальном режиме эксплуатации. Устройства просто собираются и разбираются при наличии необходимых инструментов. Конструкция шпинделей передовых европейских производителей всегда очень продумана и почти не имеет изъянов. Во многих корпусах задний подшипниковый узел надежно сконструирован. Для обмотки статоров в таких устройствах используются только качественные материалы. Почти все производители уделяют внимание шумности своих изделий.
К недостаткам таких изделий можно отнести то, что пластиковые части корпуса являются их слабыми местами. В некоторых устройствах подшипники могут перегружаться и работать на пределе. Это обстоятельство повышает вероятность повреждения корпуса шпинделя. Роторный вал многих приборов выполняется из мягкой стали, а резьба на них зачастую очень редкая. Это обуславливает снижение продолжительности срока эксплуатации. В шпинделях воздушного охлаждения может не хватать мощности встроенных вентиляторов недостаточно, поэтому приходится покупать дополнительные устройства. Некоторые производителя забывают набивать подшипники шпинделей смазкой.
zewerok.ru
i-perf.ru
Шпиндель | MoscowShpindel
Шпиндели фрезерных станков
Для любого фрезерного станка шпиндель является тем узлом, который осуществляет главное движение резания. Основная функция шпинделя – это крепление инструмента и придание ему вращательного движения во время обработки. Можно сказать, что шпиндель – это сердце фрезерного станка.
Для чего служит шпиндель
Шпиндели ЕТ представляют собой довольно сложный агрегат. Это вал, на оси которого установлен асинхронный двигатель переменного тока. Вал опирается на подшипники и вращается с высокой скоростью. На переднем конце шпинделя имеется коническое отверстие для установки цанги. В цангу устанавливается инструмент. Гайка, которая накручивается на резьбовой конец шпинделя, зажимает цангу вместе с инструментом.
Шпиндели ЕТ используют на фрезерных, фрезерно-гравировальных и гравировальных станках с ЧПУ. Чаще всего эти станки портального типа с неподвижным столом. Портал совершает движение подачи по осям X и Y.
Шпиндель может перемещаться вверх и вниз по оси Z. Крепление шпинделя для ЧПУ на портале зависит от того, как перемещается шпиндель по оси Z, механически или вручную. Питания шпинделя электрическим током происходит от частотного преобразователя – инвертора. Он плавно регулирует скорость вращения шпинделя, изменяя частоту подаваемого тока.
Основные виды шпинделей
По применению шпиндели ЕТ можно разделить на три группы:
- Шпиндели с высокой мощностью от 4 кВт и выше. Они имеют скорость вращения от 12 000 до 18 000 об/мин. Применяются на крупных станках и обрабатывающих центрах. С помощью их можно обрабатывать все материалы, в том числе сталь и камень.
- Шпиндели средней мощности от 1,5 до 4 кВт. Они устанавливаются на средних по размерам фрезерных станках портального типа. Их скорость доходит до 24 000 об/мин. Обрабатывают на них в основном пластик, дерево, цветные металлы.
- Шпиндели малой мощности до 1,5 кВт. Их устанавливают на небольших фрезерных и гравировально-фрезерных станках, а также на станках для обработки печатных плат. Частота их вращения достигает 60 000 об/мин.
Все шпиндели представляют собой асинхронные электродвигатели. Но напряжение питания их может быть 220В или 380В. Чаще всего шпиндель ЕТ — это шпиндель с цанговым зажимом.
По конструктивным особенностям они бывают:
- С воздушным охлаждением.
- С жидкостным охлаждением.
- Высокоскоростные шпиндели.
При воздушном охлаждении корпус шпинделя имеет вытянутую призматическую форму. Иногда могут быть выступающие ребра для улучшения охлаждения. На верхнем конце вала установлена крыльчатка, которая гонит воздух во внутренние охлаждающие каналы. Такие шпиндели имеют большие размеры и выдерживают большие нагрузки, поэтому могут работать крупным инструментом. Они более мобильны, так как не привязаны к системе охлаждения.
Но они могут перегреваться, особенно при низких оборотах. К тому же сильны поток охлаждающего воздуха, раздувает стружку во все стороны и создает много шума. Цена таких шпинделей выше, чем у агрегатов с жидкостным охлаждением.
В шпинделях с жидкостным охлаждением для удаления тепла используют тосол, антифриз или просто воду. Эти жидкости по трубкам подаются в корпус шпинделя из бака и затем вновь возвращаются в него для охлаждения.
Такие агрегаты более компактны, меньше шумят, проще крепятся к станку, имеют более низкую цену. К их недостаткам можно отнести необходимость дополнительного оборудования для охлаждения.
Высокоскоростные шпиндели имеют значительно более высокую скорость вращения. Она достигает 60 000 об/мин. Они имеют небольшую мощность до 1,5 кВт и часто используются в шлифовальном и полировальном оборудовании. Все они имеют жидкостное охлаждение. На фрезерных станках они применяются для обработки пластмасс, цветных металлов и низкоуглеродистых сталей.
Все перечисленные шпиндели производятся фирмой ЕТ. Они отлично зарекомендовали себя на российском рынке по качеству и цене. Купить китайский шпиндель всегда дешевле, чем аналогичный европейский при сопоставимом качестве.
moscowshpindel.ru