Шпиндель станка с ЧПУ | Техника и человек
Под шпинделем принято подразумевать двигатель, на котором крепится специальный патрон или цанга определенного диаметра, фиксирующая режущие приспособления (граверы, фрезы, ножики, сверла) для обработки различных материалов. Различают две основных подгруппы таких устройств: любительские шпиндели и приборы, используемые в промышленности. Устройства, которые используются на заводах, фабриках и других крупных государственных или частных предприятиях, всегда рассчитаны на очень большую нагрузку. Для работы таких приборов требуется специальная водяная система охлаждения. Любительский шпиндель представляет собой обыкновенный бытовой фрезер или дрель. Промышленные шпиндели не нуждаются в очистке или в смазке в течении периода их эксплуатации.
Устройство
Конструкция каждого шпинделя устроена по одинаковому принципу. Роторный вал удерживается в корпусе подшипниками качения. Вращательные движения обеспечиваются благодаря встроенному асинхронному электрическому двигателю. На валу устанавливаются цанговые зажимы, позволяющие фиксировать инструменты с определенным диаметром хвостовиков.
Большей частью на 3ех координатные фрезерные станки с ЧПУ устанавливаются шпиндели с гайкой цанги ER11, ER16, подходящие для режущих инструментов с хвостовиками 3,175, 4, 5, 6мм (ER11) и 3,175, 4, 5, 6, 8, 10 мм (ER16).
| Название инструмента | Хвостовик (мм) | Подходящая Цанга |
| Торцевая фреза М2.0/2/3.175 | 3.175 | ER11, ER16 |
| Гравер C4501_D4 | 4 | ER11, ER16 |
| Гравер YJ 0.5 carat | 10 | ER16 |
| Гравер D-point 90 | 3,175 | ER11, ER16 |
| 3D фреза Al.3D 4.76/3/4.76 | 4,76 | ER11, ER16 |
| Конусная фреза TB6.0/6/2.0 | 6 | ER11, ER16 |

Система жидкостноого охлождения шпинделя
Системы охлаждения, необходимые для работы каждого шпинделя, делятся на воздушные и жидкостные. Для теплообмена с жидкостью в конструкции каждого прибора присутствует специальная система круговой циркуляции или рубашка охлаждения. Необходимость дополнительного оснащения конструкции, а также станка можно относить к негативным сторонам такого способа охлаждения. К позитивным качествам, естественно, относится его эффективность.
Технологические особенности систем воздушного охлаждения заключаются в нагнетании воздушной массы в полости, специально предусмотренные для этого. В корпус таких шпинделей монтируются специальные воздухозаборники. Простота и компактность таких устройств является их позитивным свойством, а к негативным можно отнести загрязнение фильтров отходами обработки материалов.
Принцип работы
Основой работы каждого станка является использование режущих инструментов. Благодаря устройству шпинделя, фрезу можно зафиксировать и обеспечить ее вращение. Шпиндель, в зависимости от технологических особенностей обработки, может функционировать в скоростном или силовом режиме. Все зависит от толщины среза материала при единичном контакте с режущим инструментом. Такой способ обработки чаще всего не требует особой точности. При работе в данном режиме от шпинделей требуется высокий показатель крутящего момента и достаточная мощность. Такие приборы отличаются повышенной жесткостью и прочностью.
 Принцип работы скоростных шпинделей основан на необходимости среза маленьких слоев обрабатываемых материалов. Для сохранения производительности устройства необходим повышенный скоростной режим работы. Такие шпиндели используются при чистовой обработке материалов, поэтому не требуют высокой мощности и увеличенной силы резания.
Принцип работы скоростных шпинделей основан на необходимости среза маленьких слоев обрабатываемых материалов. Для сохранения производительности устройства необходим повышенный скоростной режим работы. Такие шпиндели используются при чистовой обработке материалов, поэтому не требуют высокой мощности и увеличенной силы резания.
Питание шпинделя может быть организовано специальным электрическим мотором установленным рядом с ним. Частота вращения передается таким устройствам посредством зубчатой или ременной передачи. Подобные схемы характерны для приборов силового принципа действия.
Некоторые шпиндели по сути представляют собой вал электродвигателя, а все промежуточные передачи отсутствуют. Требования по балансировке комплектующих подобных устройств зачастую очень высокие. Почти всегда подобные шпиндели производятся в виде независимых приборов. Такая особенность конструкции позволяет устанавливать его любым удобным способом.
Скоростные и силовые шпиндели также различаются по типу крепления режущих инструментов. Для высокомощных устройств предусмотрены специальные переходные втулки конической формы. Сначала хвостовик фрезы фиксируется в этой втулке, а потом монтируется в отверстие шпинделя. В скоростных приборах режущий инструмент почти всегда устанавливается в цангу, которая, зажимается гайкой.
Виды, типы, категории шпинделей
 Коллекторные шпиндели применяются для гравировок, ювелирной обработки миниатюрных изделий. Чаще всего это высокоскоростные устройства с цангой ER8 мощностью около 0,8 кВт. Для резки и раскройки мягких материалов больше подходят цанги ER11. Высокоскоростные коллекторные шпиндели хорошо зарекомендовали себя в профессиональном и любительском применении в станках с ЧПУ. Некоторые устройства оснащены системами плавного пуска с ограничением поступающего напряжения.
Коллекторные шпиндели применяются для гравировок, ювелирной обработки миниатюрных изделий. Чаще всего это высокоскоростные устройства с цангой ER8 мощностью около 0,8 кВт. Для резки и раскройки мягких материалов больше подходят цанги ER11. Высокоскоростные коллекторные шпиндели хорошо зарекомендовали себя в профессиональном и любительском применении в станках с ЧПУ. Некоторые устройства оснащены системами плавного пуска с ограничением поступающего напряжения.
Устройства с жидкостным охлаждением часто применяются в высококачественных промышленных агрегатах на предприятиях нашей страны. Мотор эффективно охлаждается водой или тосолом. Такие шпиндели укомплектованы высокоскоростными железными подшипниками, не требующими дополнительного обслуживания. Управление этими устройствами осуществляется через частотные преобразователи. Фрезы крепятся в цанги и закрепляются гайкой. На современном рынке доступны устройства как европейских, так и китайских производителей.

Ременноприводной шпиндель
Ременноприводные шпиндели взаимодействуют с сервоприводами переменного напряжения или с асинхронными двигателями. Эта особенность дает возможность точно регулировать частоту вращения инструмента. Воздушные шпиндели – дешевые и надежные устройства для станков с программным управлением. Большей частью это приборы китайского производства с установленными керамическими подшипниками, выдерживающими высокие обороты. В некоторых шпинделях предусмотрена возможность автоматической смены режущих инструментов.
Технические характеристики и область применения
На современном рынке доступно большое количество шпинделей. Системы охлаждения, технология приведения в движение ротора, способ фиксации режущего инструмента и регулирования питания мотора тоже может отличаться. Поэтому лучше всего классифицировать все шпиндели, доступные в продаже, по типу обрабатываемых материалов. Возможности каждого устройства обусловлены их техническими характеристиками.

Область применения шпинделя — портальные станки с ЧПУ
Шпиндели мощностью 0,8 кВт используются при обработке ювелирных изделий, для создания гравировок, порезки пластиковых деталей до 5 мм толщиной, тонкой фанеры, а также для резки и сверления печатных плат. в такие устройства обычно устанавливаются очень тонкие граверы и миниатюрные фрезы.
Высокоскоростные шпиндели мощностью от 1,2 кВт могут использоваться с качественными твердоплавкими фрезами для обработки металлических изделий. Для работы с тонкими прочными фрезами всегда используются шпиндели со скоростью вращения 30 000 об/мин.
Шпиндели мощностью 1,5 кВт применяются для обработки сувениров, создания неглубоких фрезеровок на латунных и алюминиевых предметах. Они также являются начальными приборами для обработки твердой древесины или акрилов толщиной до 15 мм. Мощность от 2,2 кВт позволяет обрабатывать твердое дерево и акрилы до 30 мм толщиной. Устройства от 3 кВт можно использовать для прочных материалов. Например, они часто используются в 3D устройствах по обработке твердого дерева или фигурной резке. Шпиндели на 4 кВт применяются при резке твердых материалов. Устройства мощностью от 4,5 кВт и выше позволяют максимально эффективно работать с большими фрезами для толстых заготовок из дерева или металла.
| Мощность (кВт) | Частота вращения (об/мин.) | Обрабатываемые материалы | Для водного охлаждения (л./час) | Насос |
| 0,8 | 8000-24000 | Тонкий пластик, фанера, гравировка металлических изделий | 780-1500 | Помпа DB-25A-220V |
| 1,5 | 8000-24000 | Латунь, алюминий | 1500-3000 | Помпа DB-50A-380V |
| 2,2 | 8000-24000 | Твердые породы дерева | 1500-3000 | Помпа ZWP75 |
| 3 | 8000-24000 | Высокопрочные металлические заготовки | 2000-3000 | |
| 4,5 и выше | 8000-24000 | Твердые деревянные и металлические заготовки | 2000-5000 | Помпа DB-100-380V |
Для примера рассмотрим характеристики изделий самых популярных производителей:
- На отечественном рынке доступны высокоскоростные китайские шпиндели с воздушным и жидкостным охлаждением GTM, HNZ, HQ, TDK с диапазоном мощности 0,8-6 кВт с частотой вращения 8000-18000/24000 об/мин. с цангами ER11, ER16, ER20, ER
- Ременноприводные шпиндели BT30 для обработки заготовок из черного/цветного металла с частотой вращения 6000 об/мин. Некоторые изделия оснащены автоматической системой замены режущего инструмента;
- Минишпиндели с системами воздушного охлаждения мощностью 300-1050 Вт и частотой вращения до 32000 об/мин. В числе таких изделий представлена продукция компании Kress.
Установка
 Воздушная система охлаждения представляет собой обыкновенный встроенный винт, который приводится в действие вращением вала шпинделя. Для подключения жидкостной системы охлаждения потребуется присоединить шпиндель к заправочной емкости с использованием подходящих трубок и фитингов.
Воздушная система охлаждения представляет собой обыкновенный встроенный винт, который приводится в действие вращением вала шпинделя. Для подключения жидкостной системы охлаждения потребуется присоединить шпиндель к заправочной емкости с использованием подходящих трубок и фитингов.
Кроме систем жидкостного охлаждения, для установки большинства шпинделей на станок также используются специальные преобразователи частот, посредством которых регулируется подаваемая мощность на двигатель. Диапазон мощности каждого преобразователя должен соответствовать потребляемой энергии шпинделя для того, чтобы не снизить продуктивность работы устройства. Некоторые специалисты рекомендуют рассчитывать мощность преобразователя с запасом, чтобы возможности подачи энергии на двигатель превышали максимальную мощность шпинделя. Для подключения достаточно присоединить контакты на шпинделе к соответствующим разъемам на преобразователе.
Преимущества и недостатки моделей
Шпиндели европейских производителей отличаются стабильностью выработки гарантийного периода при нормальном режиме эксплуатации. Устройства просто собираются и разбираются при наличии необходимых инструментов. Конструкция шпинделей передовых европейских производителей всегда очень продумана и почти не имеет изъянов. Во многих корпусах задний подшипниковый узел надежно сконструирован. Для обмотки статоров в таких устройствах используются только качественные материалы. Почти все производители уделяют внимание шумности своих изделий.
К недостаткам таких изделий можно отнести то, что пластиковые части корпуса являются их слабыми местами. В некоторых устройствах подшипники могут перегружаться и работать на пределе. Это обстоятельство повышает вероятность повреждения корпуса шпинделя. Роторный вал многих приборов выполняется из мягкой стали, а резьба на них зачастую очень редкая. Это обуславливает снижение продолжительности срока эксплуатации. В шпинделях воздушного охлаждения может не хватать мощности встроенных вентиляторов недостаточно, поэтому приходится покупать дополнительные устройства. Некоторые производителя забывают набивать подшипники шпинделей смазкой.
zewerok.ru
Шпиндельный узел фрезерного станка
Шпиндель фрезерного станка необходим для прочной фиксации оправки с режущим инструментом. Различаются между собой по основным техническим характеристикам, которые определяют режим эксплуатации, виды работ и тип материалов, с которыми сможет работать машина. Устройство шпинделя фрезерного станка обеспечивает его устойчивость к высоким осевым и радиальным нагрузкам, хороший запас прочности и долговечность работы при правильной эксплуатации.
Условное деление по исполнению:
- вертикального исполнения/использования;
- горизонтального исполнения/использования;
- универсального исполнения/использования.
Отличаются системой передачи вращающего момента, и применением различных резинотехнических уплотнений.
По скорости вращения:
-
низкоскоростные (до 2500 об/мин). часто применяются для передачи высокого крутящего момента от двигателя через коробку скоростей или редуктор.
-
Среднескорсотные с ременным приводом — до 12 000 об/мин. Шпиндель получает вращение от элекродвигателя шпинделя. Редукция обычно составляет 1:1, что позволяет осуществлять жесткое нарезание резьбы. Мотор смещен от оси шпинделя и разжим/зажим осуществляется традиционным способом.
- высокоскоростные (12000~18000) об/мин, прямая передача момента от электродвигателя или применение электрошпинделя. Повышенные требования к качеству оправок и инструмента
- ультравысокоскоростные 18000~70 000 об/мин. обычно выполнены в виде моторшпинделей, т.е. со встроеннными обмотками и датчиками
По способу смены инструмента:
-
ручные (штревель, болт, цанга) — только для универсальных станков
- механизированные (штревель и устройство зажима-разжима)
Особенности конструкции
Шпиндель фрезерного станка — это полый длинный вал, изготовленный из прочной стали. Передняя часть элемента изнутри расточена и отшлифована под конус (Морзе, ISO, BT, HSK и т.д). Это необходимо для плотной посадки фрезерной оправки и точной установки фрезы. Фиксация оправки с режущим инструментом осуществляется с помощью внешнего усилия, источник которого может быть как ручным (затяжка оператором тягового болта на универсальном станке), так и механизированным (гидро или пневмо разжим) с передачей оправки в магазин инструментов.

Шпиндель состоит из нескольких узлов — неподвижного корпуса, вращающейся части, подшипников, устройства зажима/разжима, охлаждения, обдува, подачи СОЖ, регулировочных гаек, балансировочных колец и т.д. Роль неподвижного корпуса может выполнять шпиндельная бабка.
Также в техническом языке существует подмена понятий: шпиндель как устройство в сборе и шпиндель как вращающаяся часть шпиндельного узла.
Шпиндель вращается в опорах. Роль опор могут выполнять — высокоточные подшипники, а также масляная или воздушная прослойка.
Деталь изготавливают из углеродистых и легированных сталей, которые подвергают закалке с отпуском до высокой твердости. Для изделий, работающих в подшипниках скольжения, применяют обработку цементацией на глубину до 1 мм с последующей закалкой и отпуском.
Основные требования к деталям
Шпиндели для станков с ЧПУ или ручным управлением должны обладать следующими качествами:
- точностью вращения. Нормы осевого, радиального и торцового биения переднего конца регламентирует ГОСТ 9726-89 п. 3.4.12, 3.4.15 или аналогичные импортные;
- статической жесткостью. Параметр определяется упругими деформациями шпинделя под воздействием сил, возникающих при обработке;
- износостойкостью. Для изготовления деталей используются сплавы с низкой склонностью к истиранию и образованию задиров;
- виброустойчивостью. Максимальные требования предъявляются к высокоскоростным устройствам с ЧПУ, которые используются для чистовой обработки.
Виды изделий
Шпиндели классифицируются по типу привода:
- ременной. Вращение передается на вал от рядом расположенного электродвигателя. Преимущества: высокая скорость вращения, простота установки, низкая вибрация. Недостатки — ограничение вращающего момента местом под установку двигателя, ценой двигателя и устройства управления. Устройства работают практически бесшумно и применяются обычно на вертикальных обрабатывающих центрах с ЧПУ. Иногда при вращении на скоростях выше 5 000 об/мин может появляться свист от выходящего между зубьев воздуха;
- зубчатый. Передача крутящего момента происходит через коробку скоростей. Преимущества возможность увеличения крутящего момента от электродвигателя. Несколько диапазонов вращения. Недостатки — относительно низкая скорость вращения, вызванная ограничениями кинематики (валов и шестерен). Регулировка вращения может осуществляться автоматически через ЧПУ. Шпиндели такого типа чаще всего устанавливают на универсальные фрезерные станки или обрабатывающие центра с вращающим моментом на шпинделе больше 200 Нм;
- прямой. Электродвигатель располагается непосредственно над шпинделем, может вращаться с высокой скоростью. Такое устройство узла позволяет качественно и быстро выполнять чистовую обработку, когда не требуется снятия толстых слоев материала и не прилагаются большие боковые нагрузки. Скорость вращения ограничивается скоростью вращения электродвигателя;
- электрошпинделя — совмещение в одном корпусе шпинделя и двигателя. Отличаются высокой скоростью вращения и диапазоном изменения скорости вращения.
По частоте вращения шпиндели для фрезерных станков бывают: (см. также пункт “по скорости вращения” (выше) данной статьи)
- высокооборотные. Детали применяются для гравировки и раскроя “цветных” металлов, таких как алюминий, магний и латунь марок ЛС-63, ЛС-59, пластика, древесины, МДФ,;
- низкооборотные. Узлы с невысокой скоростью вращения позволяют обрабатывать вязкие металлы и сплавы: медь, сталь, дюраль и т. д.
При выборе устройства также важно учесть его габариты: диаметр и длину. От размеров шпинделя зависят параметры/режимы обработки и как следствие — величина съема материала в единицу времени, т.е. экономическая целесообразность. Часто чем больше размеры шпинделя, тем больше размеры рабочей зоны станка, на который он устанавливается.
Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков — Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
Что такое шпиндель станка: устройство и применение
В строительстве, металлообработке и деревообработке, а также в некоторых других сферах профессиональной деятельности, существуют термины, которые находятся на слуху у строителей и людей, кто хоть как-то знаком с этой темой. Но многие из них могут вызвать интерес неподготовленного человека, который может воспринять некоторые термины даже как ругательства. Примером таких слов может служить термин шпиндель. Что такое шпиднель?

Шпиндель, как правило, это элемент каких-либо устройств, используемых в производстве. И самым распространенным значением этого слова является ось вращения. Иногда, даже уместно употреблять эти слова как синонимы.
Как ось вращения, шпиндель может использоваться в станках, прядильных аппаратах, двигателях и других механических устройствах. Так, к шпинделю, как правило, крепится катушка, если он используется в прядильной машине как веретено.
В других сферах шпинделем могут называться и другие элементы. Так, в металлорежущих станках шпинделем является вал, который снабжен устройством для закрепления деталей, подлежащих обработке. Следовательно, к шпинделю крепится зажимной патрон или другие элементы в зависимости от типа станка. В таких станках и приспособлениях шпиндель даже может быть регулируемой длины.
Если рассматривать двигателестроение, то шпинделем в этом случае может называться передаточный вал от двигателя к прокатному валу, а также специальный элемент, осуществляющий передачу крутящего момента от двигателя к другим движущимся частям.
Также шпинделем могут называть и асинхронный двигатель со специальным валом, который используется для закрепления фрезы. Таким двигатели для работы используют переменный ток и используются как во фрезерных, так и в других типах станков, например, шлифовальных или точильных.
В производстве компьютерной технике также используется понятие шпинделя. В данном случае это вал, который крепит пластины жесткого диска и обеспечивает их вращение. Таким образом. Шпиндель также является и осью, и валом, и креплением одновременно, и также поворотным механизмом.

Можно сделать заключение о том, что шпиндель – это достаточно употребляемое слово в просторечии, которое может обозначать легкое ругательство, но реального значения этого слова многие не знают. Таким образом, шпиндель является всего лишь осью, валом или элементом вращения, который используется во многих сферах производства: машиностроении, разработке компьютерной технике, металлообработке, деревообработке и многих других сферах. Значит, что шпиндель очень даже важный элемент, вокруг которого крутится все, и который играет очень важную роль в производственной сфере. Получается, что слово шпиндель может являться не только ругательством, но и комплиментом.
wood-prom.ru
Выбираем шпиндель для фрезерного станка с ЧПУ
Под фразой «шпиндель для фрезерного станка с ЧПУ» обычно принято подразумевать двигатель, с установленным на него цанговым самозажимным патроном (как на ручной фрезерной машинке), который служит для фиксации режущего инструмента, такого как фреза, точильный камень, сверло и т.д, и передачи ему вращательного движения с большой скоростью.

Классификация
Их можно разбить на 2 небольших группы – это домашние и промышленные:
- К домашним относятся различные бормашины, маленькие бытовые фрезеры или дрели.
- К промышленным же относят двигателя, рассчитанные выдерживать высокие нагрузки в процессе работы, имеющие керамические подшипники и, зачастую оснащенные сложной системой жидкостного или воздушного охлаждения и системой подачи смазки непосредственно на участки с большим уровнем трения и нагрева.
При использовании в домашнем станке ЧПУ дрели в роли шпинделя, необходимо понимать, что ее подшипники не рассчитаны на высокую боковую нагрузку и очень быстро начнут «выть», что может привести к высокому нагреву обмоток, уменьшению мощности на валу, и в последствии такой шпиндель просто сгорит.
В данном случае охлаждение не поможет, и необходимо дорабатывать саму дрель, а именно: заменить шариковый подшипник вала на роликовый (желательно с керамическими роликами), жестко зафиксировать его в корпусе и позаботится о постоянном наличии смазки в нем.

Особенности шпинделя зависимо от вида
В основном, во время работы фрезерных станков, все нагрузки перпендикулярны оси шпинделя, а параллельные нагрузки появляются только в момент врезки в тело заготовки. Именно поэтому, необходимо выбирать двигатель, который сможет выдерживать такие нагрузки на протяжении большого периода времени, поскольку работа фрезерных станков может быть непрерывной в течении суток и даже более.
Шпиндели, предназначенные для промышленных целей, не нуждаются в постоянной чистке и смазке подшипников на всем сроке эксплуатации, но, если вы начинаете замечать посторонние звуки в его работе на холостом ходу, лучше все же разобрать корпус двигателя, выдуть изнутри сжатым воздухом все загрязнения (если таковые присутствуют) и хорошо смазать подшипник специальной смазкой, не теряющей своих свойств при высоких температурах.
Помимо всего, промышленный шпиндель оснащен качественным цанговым патроном, имеющим минимальное биение при работе, обеспечивая необходимую точность обработки, минимальную разницу между фактическим и реальным размером фрезы и позволяющий зажимать фрезы с обычным цилиндрическим хвостовиком.
Цанговые зажимы
В основном, самыми распространенными являются цанги типа ER11 и ER16, в которую становится сверло или фреза с диаметром хвостовой части от 2.5 до 3.2 мм, даже если она сделана конусом. Также существуют и патроны, рассчитанные под больший диаметр инструмента, но они используются при грубой обработке металла или фрезеровке по стали и имеют отверстие под зажим инструмента 6 и более миллиметров.
Почему нельзя установить ее на мой домашний станок с ЧПУ, спросите вы?
Если зажать фрезу диаметром 2 мм с диаметром хвостовика 3.2 мм в цанговый патрон, то при обработке вы практически не заметите разницы, но, если установить на любительский станок фрезу, диаметром 10 мм и хвостовиком 3.2 мм, то легко можно деформировать направляющие, поскольку нагрузка на них в таком случае возрастает в разы. В станке все детали должны идеально сочетаться друг с другом, в противном случае с ним будет больше проблем, чем качественной работы. Поэтому рекомендуем вам остановить свой выбор на цанге EP-13, ее вполне хватает для небольших объемов работ и к ней подходит практически любой рабочий инструмент, применяющийся в обработке различных материалов.
Мощность шпинделя
При выборе мощности шпинделя необходимо руководствоваться золотым правилом – чем больше, тем лучше. Основные правила при выборе мощности:
- Если планируется использование фрезерных станков только для сверловки или гравировки небольших деталей, то будет вполне достаточно шпинделя, мощностью до 600 ватт.
- Для фрезеровки твердых пород древесины и металла нужно рассматривать уже двигателя мощностью от 600 до 1400 ватт.
- В случае, если планируется дальнейшая модернизация станка (бывают станки с двумя шпинделями и более) или нужен большой запас по мощности, необходимо смотреть в сторону шпинделей, имеющих мощность свыше 1.6 кВт, они позволят производить обработку практически любых материалов, а качество работы будет зависеть только от надежности механической части станков с ЧПУ.

Способы фрезеровки
Уточним некоторые тонкости. Фрезеровать можно двумя способами, либо с быстрой подачей и медленным вращением фрезы, либо с медленной подачей, но с высокой скоростью вращения фрезы. Первый способ называется скоростным, а второй – силовым.
В промышленности обычно используется силовое фрезерование для того, чтобы максимально быстро выбрать лишний материал из заготовки. Перед этим необходимо изучить описание и паспортные данные определенной фрезы и внести в станок нужные режимы резания конкретно для нее, а именно: скорость вращения, заглубления и подачи. Таким образом, можно использовать фрезу, получая от нее максимальную производительность, не перегружая ее.
Если механическая часть вашего станка не позволяет получить хорошее усилие и начинает деформироваться, то лучше не экспериментировать, а использовать второй способ фрезерования – скоростной, развив максимальную скорость вращения фрезы и установив минимальную скорость подачи.
Критерии выбора шпинделей
Проанализировав вышесказанное, необходимо определиться что нам важнее, скорость шпинделя или его мощность. Покупая качественный и дорогой шпиндель, можно не задаваться таким вопросом, ведь большинство из них имеют достаточно высокую мощность и высокую скорость вращения одновременно.
По максимуму такие шпиндели практически не используют, а нагружают их на 60-80% всей мощности и используют до 90% от максимальной скорости, что несомненно является большим преимуществом, так как в таких условиях шпиндель для фрезерного ЧПУ станка не перегреется и не будет работать на износ. Высокая скорость вращения (18000-20000 об/мин) практически не используется по той причине, что при обработке на таких скоростях инструмент и заготовка начинает греться и подгорать, испортив всю работу.

Отдельно стоит рассмотреть шпиндели, питаемые от трехфазной сети. Они подключаются пятью проводами, три из которых – линейные, один нулевой и один для заземления. К бытовой сети их не получится подключить без доработок.
Раньше для таких целей использовали пусковые конденсаторы, которые, по законам электротехники, изменяли угол фазы и искусственно создавали 3 фазы из одной. Но фрезерный станок с ЧПУ для такого способа вряд ли будет актуален, поскольку в таком случае теряется возможность регулирования скорости вращения шпинделей. Поэтому в наше время используются электронные преобразователи частоты (ПЧ), принцип работы которых построен на выпрямлении бытового напряжения и генерации из него 3-фазного с возможностью плавной регулировки частоты.
Преобразователь частоты или частотник, как его называют в народе, имеет множество полезных функций, среди которых можно выделить: контроль температуры шпинделей, плавная регулировка скорости их вращения, и самой полезной функцией является то, что он может быть подключен к блоку управления фрезерных станков и программное обеспечение будет автоматически устанавливать необходимую скорость вращения инструмента. Помимо этого, частотник дает возможность плавного запуска и торможения шпинделей, что значительно увеличивает срок их работы.

Охлаждение
Как уже было сказано выше, шпиндели могут быть оборудованы как воздушным, так и жидкостным охлаждением. Воздушное представляет собой обычную крыльчатку, закрепленную на валу двигателя и обдувающую его обмотки.
Большим недостатком такого типа охлаждения является тот факт, что крыльчатка не только нагнетает воздух на горячий мотор, но еще и засасывает в его корпус стружку, пыль и все то, что вырезает фреза из заготовки. Также при обработке на низких скоростях воздушное охлаждение малоэффективно, поскольку напрямую зависит от скорости вращения вала шпинделя.

Система водяного охлаждения не имеет такого недостатка, но при ее использовании необходимо отдельное место для резервуара с охлаждающей жидкостью и правильная фиксация трубок с ней на корпусе фрезерных станков, что сильно усложняет конструкцию, если это фрезерный двухшпиндельный станок.
Она гораздо эффективнее системы воздушного охлаждения, поскольку скорость тока жидкости через шпиндель все время одинакова благодаря использованию специальной помпы. Основным условием, которое необходимо соблюдать, имея шпиндель с водяным охлаждением — это то, что нельзя включать двигатель, не включив помпу, поскольку в таком случае он вовсе не будет охлаждаться, очень быстро перегреется и, как следствие, сгорит.
vseochpu.ru
Выбор шпинделя для настольного ЧПУ станка
1 Самый бюджетный шпинделя для самодельного ЧПУ станка — гравер, рисунок 1, цена от 500р. Мощность 125Вт. Из минусов этого выбора — слабый крутящий момент на малых оборотах и в следствии этого подходит только для выполнения гравировки и для работ по мягким породам дерева маленькими диаметрами фрез.
Рисунок 1
2 Второй вариант шпинделя для самодельного настольного фрезерно-гравировального станка — бормашинка Proxxon, рисунок 2, цена от 2000р. По сравнению с недорогими граверами, можно отметить следующие плюсы: работает значительно тише, качественны патронный зажим, не так сильно теряет крутящий момент на низких оборотах.

Рисунок 2
3 Третий вариант для недорогого настольного ЧПУ это шпиндели из DC-моторов на 12…48В, рисунок 3. Мощность до 400Вт. Обороты до 12 000.Требуется отдельный источник питания шпинделя станка. К достоинствам данного шпинделя можно отнести: 1)достаточно низкое биение, что делает его хорошим выбором в качестве шпинделя для фрезеровки печатных проводников при изготовлении печатных плат или при изготовлении моделей из модельного воска, ювелирной гравировке 2) низкий уровень шума, 3) стандартная цанга ER11A. К недостаткам : 1) требуется дополнительный источник питания, 2) сравнительно маленькая мощность ограничивает возможности применения фрезами до 4мм, подходит только для фрезеровки по мягким материалам, 3) достаточно сильный перегрев в работе, что требует хорошего охлаждения, обдува, вентилируемого помещения .

Рисунок 3
В комплекте с электроникой возможно управление числом оборотов шпинделя рисунок 4, из программы управления станком MACh4, для этого в контроллере управления станком предусмотрен ШИМ выход, обозначенный на корпусе контроллера шаговых двигателей как PWM.

Рисунок 4.
4 Следующий вариант шпинделя для недорогого настольного ЧПУ самостоятельной сборки это фрезеры и прямошлифовальные машины.
Фрезер Энкор ФМЭ-850Вт обладает достаточной мощностью для обработки любых материалов (дерево, фанера, цветные металлы). Очень шумный в работе. В комплекте есть цанга на 6мм, что позволяет с использованием переходника 3в6мм работать с различными диаметрами фрез от 0,1мм до 6мм. Стоит отметить что далеко не все фрезеры комплектуются цангой 6мм, например у распространенного Интерскол нет цанги 6мм, что не позволяет использовать фрезы менее 8мм и делает его малопригодным для использования на фрезерных ЧПУ станках. К недостаткам этого фрезера можно отнести отсутствие электроники поддержания стабильных оборотов, что затрудняет его использование для обработки акрила и других пластиков, обрабатываемых на низких оборотах. А также низкое качество подшипников, что ограничивает непрерывный режим работы временем 2часа. Этого времени вполне достаточно для вырезки слов из фанеры, или небольших до 10х10см резных 3Д картин и пано, 3Д изделия больших размеров потребуют существенно больше времени и потому использование этого шпинделя на 3Д изделиях большого размера приведет к повышенному износу подшипников и скорому выходу из строя.

Рисунок 5
5 Фрезеры Sparky, рисунок 6. Мощность от 500вт до 1050Вт. В моделях 750Вт и 1050Вт присутствует электроника поддержания стабильных оборотов, что позволяет использовать его для фрезеровки акрила(оргстекла), двухсторонних пластиков, ПВХ, модельного пластика и т.д. Обработка пластиков ведется на низких оборотах шпинделя, чтобы избежать плавления пластика, при этом требуется достаточная мощность чтобы обеспечить приемлимую производительность, скорость, и избежать перегрева в зоне фрезеровки и налипания пластика на фрезу. Для работ с пластиками используются однозаходные фрезы, Статья по выбору фрез .
Ознакомиться с режимами резания на станках с ЧПУ можно здесь.

Рисоунок 6
6. Фрезер Kress. Наилучшее качество из сегмента недорогих коллекторных шпинделей для настольного станка изготовленного своими руками. Цена от 13т.р. Нормируется биение, что дает возможность отнести его к более высокому классу шпинделей. Высокая надежность, срок службы на станке ЧПУ станке для дома и малого бизнеса несравнимо выше всех выше перечисленных шпинделей и уступает лишь профессиональным бесколлекторным(асинхронным) шпинделям

7. Профессиональные шпиндели жидкостного охлаждения.
Достоинства : высока надежность, в конструкции таких шпинделей 3 или 4 подшипника, в то время как у бытовых коллекторных только 2, и отсутствие изнашиваемых щеток, присущих коллекторным моторам.
Точность сборки и высокое качество балансировки обеспечивают и минимальное биение на валу, которое необходимо для качественной обработки тонким и/или длинным инструментом.
Преимущество шпинделей жидкостного охлаждения над шпинделями воздушного охлаждения:
1) более тихая работа, за счет отсутствия шума создаваемого крыльчаткой принудительного обдува
2) возможность работы в некондиционируемых помещениях при повышенных температурах окружающего воздуха либо в стеснённых условиях, где нет возможности обеспечить нормальную циркуляцию воздуха.
3) возможность работы в помещениях с неочищенным воздухом в котором содержится пыль, шпиндели воздушного охлаждения при работе в запыленных помещениях могут собирать и накапливать абразивные частицы, которые приводят к повреждению механических узлов шпинделя
К недостаткам можно отнести только цену от 10000р и необходимость использования частотного преобразователя для питания(ещё 10000р) и системы охлаждения.

Выбор контроллера шаговых двигателей станка с чпу
Выбор фрезы
Магазин чпу станков и комплектации
cncmodelist.ru
Концы шпинделей токарных станков
Шпиндель токарного станка должен сообщать крутящий момент детали, обрабатываемой на станке. Для этого к концу шпинделя крепится зажимное устройство, наиболее соответствующее обрабатываемой детали. Зажимных приспособлений существует большое множество, но обычно это трехкулачковый патрон — он обеспечивакет надежность и точность зажима, удобство установки и снятия большинства симметричных деталей.
Конструкция конца шпинделя токарного станка должен удовлетворять следующим требованиям:
- Обеспечивать надежность крепления токарного патрона
- Обеспечивать точность центровки патрона по отношению к оси шпинделя
- Обеспечивать установку и снятие патрона для замены за минимальное время
Разновидности передних концов шпинделей токарных станков
Передний конец шпинделя токарного станка служит для базирования (центрирования) и закрепления токарного патрона, планшайбы или поводкового патрона.
На сегодняшний день существует четыре разновидности передних концов шпинделей универсальных токарных станков:
- Резьбовой конец шпинделя — в обязательном порядке требует промежуточный (переходной) фланец, для того чтобы установить на шпиндель патрон или другое зажимное устройство;
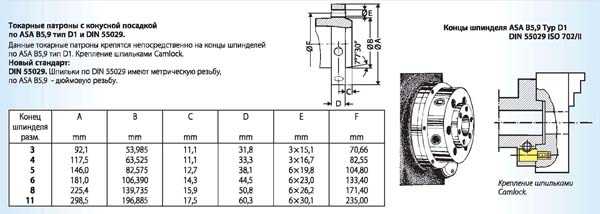
- Фланцевый конец шпинделя — с конусной посадкой — форма А. Фланец шпинделя имеет резбовые отверстия для непосредственного крепления патрона спереди винтами с внутренними шестигранниками, проходящими сквозь патрон;
- Фланцевый конец шпинделя — с конусной посадкой. Фланец шпинделя имеет отверстия для непосредственного крепления патрона с помощью поворотной (байонетной) шайбы — это наиболее распространенный и предпочтительный вид крепления;
- Фланцевый конец шпинделя — с конусной посадкой. Фланец шпинделя имеет отверстия для непосредственного крепления патрона с помощью шпилек типа Camlock
В соответствии с четырьмя существующими разновидностями шпинделей на сегодняшний день действует четыре государственных стандарта регламентирующих конструкцию и размеры передних концов шпинделей:
- ГОСТ 16868 — Концы шпинделей резьбовые (Взамен ОСТ 428)
- ГОСТ 12595 — Концы шпинделей фланцевые типа А и фланцы зажимных устройств
- ГОСТ 12593 — Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств
- ГОСТ 26651 — Концы шпинделей фланцевые типа Кэмлокк и зажимные устройства
- ГОСТ 3889 — Фланцы промежуточные к самоцентрирующим патронам.
Концы шпинделей резьбовые. ГОСТ 16868 (Взамен ОСТ 428)
Крепление патрона на резьбовой конец шпинделя
Крепление патрона на резьбовой конец шпинделя. Смотреть в увеличенном масштабе
ГОСТ 16868 (Концы шпинделей резьбовые) предлагает два типоразмера концов шпинделей:
- М39 х 4,0
- М45 х 4,5
Конец шпинделя резьбовой ГОСТ 16868
В реальности существуют множество моделей станков, выпущенных до начала 60-х годов, с резьбовыми концами шпинделей от М33 до М150. Резьбовой конец шпинделя использовался на токарных станках старых моделей, например, 1А62 (М90 х 6) и в малых токарных станках — учебных и настольных, например, ТВ-7 (М45 х 4,5) и т.д.
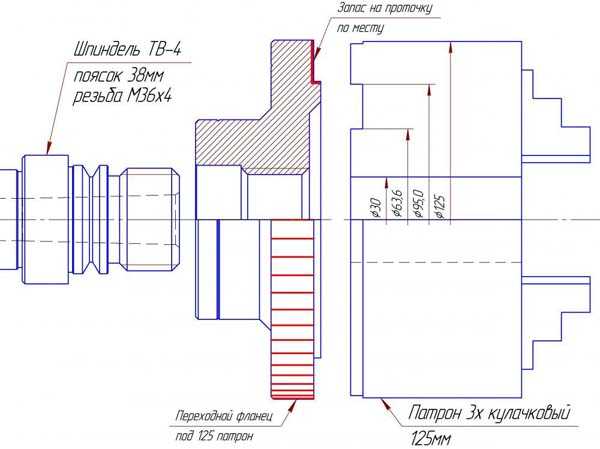
Если резьбовой конец шпинделя не соотвтствует ГОСТ 16868 (Концы шпинделей резьбовые) как, например, на станке ТВ-4 (d = М36 х 4), требуется изготовить нестандартный промежуточный фланец, используя посадочные размеры необходимого патрона.
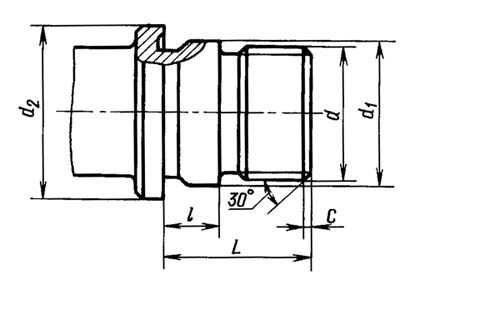
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на цилиндрический центрирующий поясок диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Недостаток шпинделей с резьбой в том, что при торможении или реверсировании быстроходного станка патрон по инерции может соскочить со шпинделя. Кроме того, токарные патроны, устанавливаемые на этих шпинделях по посадке скольжения, не вполне точно центрируются. На точность центрирования оказывает влияние зазор. При частом навинчивании и свинчивании патронов зазор из-за износа сопрягаемых поверхностей увеличивается. В этих условиях даже плотные соединения со временем теряют свою первоначальную точность, и возникает потребность в ремонте головки шпинделя.
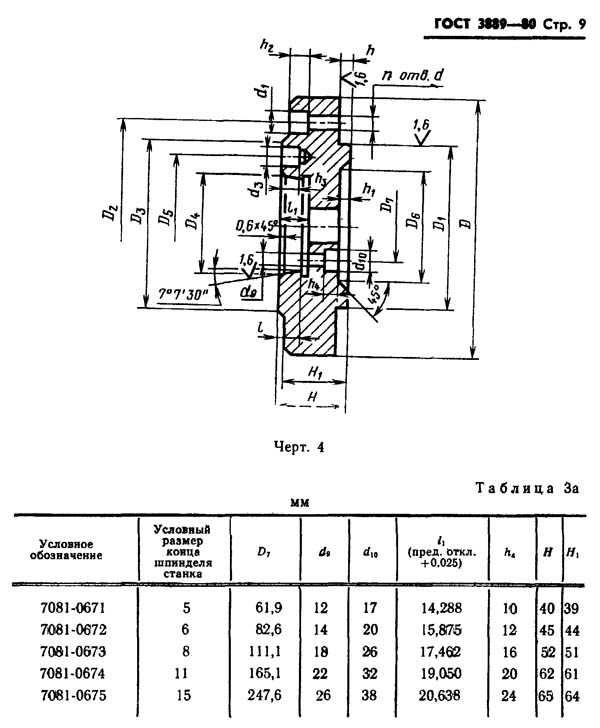
В средних и крупных токарных станках используются фланцевые концы шпинделей с центрирующим коротким конусом (7°7′30″). Конические направляющие обеспечивающют более точное центрирование при установке патронов и планшайб.
Концы шпинделей фланцевые типа А ГОСТ 12595
ГОСТ 12595-2003 (DIN 55026, ИСО 702-1:2001). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые типа А и фланцы зажимных устройств. Основные и присоединительные размеры.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) типа А для токарных и шлифовальных станков, а также на фланцы зажимных устройств, устанавливаемых на концы шпинделей.
Фланцевые концы шпинделей типа А имеют резьбовые крепежные отверстия по окружности фланца, которые служат для для крепления патрона винтами с внутренними шестигранниками. Для концов шпинделей такого типа (А) должны использаваться зажимные патроны 2 типа по ГОСТ 2675-80 Тип 2.
Крепление патрона на фланцевый конец шпинделя типа А
Крепление патрона на фланцевый конец шпинделя типа А. Смотреть в увеличенном масштабе

Концы шпинделей фланцевые типа А по ГОСТ 12595
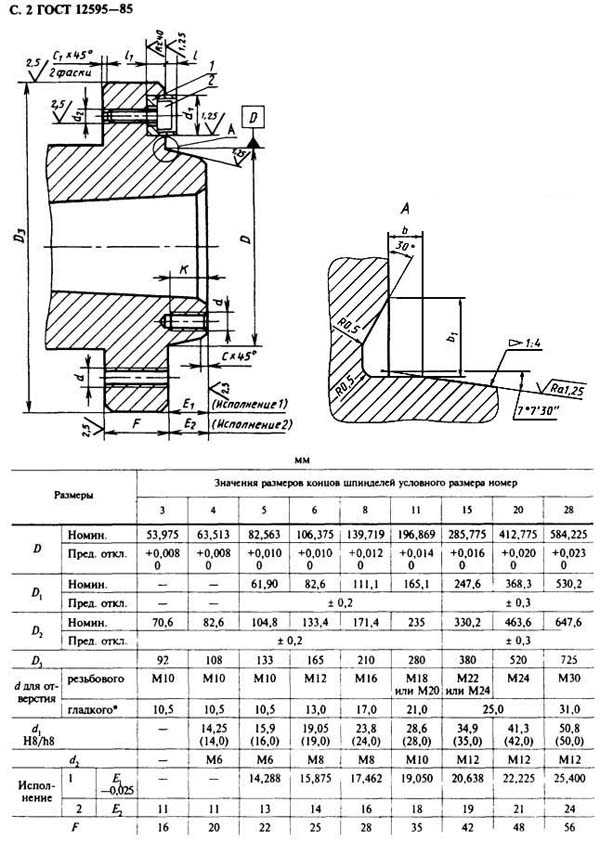
Условные размеры концов шпинделей типа А по ГОСТ 12595
Всего предусмотрено девять условных размеров концов шпинделей (3, 4, 5, 6, 8, 11, 15, 20, 28) с номинальным наружным диаметром 92, 108, 133, 165, 210, 280, 380, 520, 725 мм.
Фланец шпинделя снабжен коротким конусом 1:4 (7°7′30″), обеспечивающим надежное центрирование патрона. Допуски на конусы назначаются с таким расчетом, чтобы при установке патрона от руки между торцевыми поверхностями шпинделя и патрона оставался небольшой зазор, при затягивании крепежных винтов зазор ликвидируется, а конусы сопрягаются по посадке, близкой к прессовой. Вследствие большого угла конуса патрон после освобождения винтов легко снимается. Вылет патрона минимальный.
Фланцевые концы типа А могут изготавливаться в двух исполнениях.
- Крепежные отверстия расположены на делительных окружностях диаметров D1 и D2;
- Крепежные отверстия расположены только на делительной окружности диаметром D2. Исполнение 2 следует применять для концов шпинделей условного размера №3 и №4;
Исполнения 1 и 2 — следует применять для концов шпинделей условного размера от №5 до №28.
Для крепления токарного патрона на фланцевом шпинделе необходимо установить его на центрирующем конусе шпинделя, пропустить крепежные винты сквозь устанавливаемый токарный патрон в торцевые крепежные отверстия фланца шпинделя, затянуть винты.
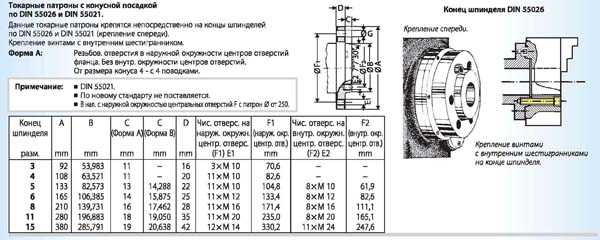
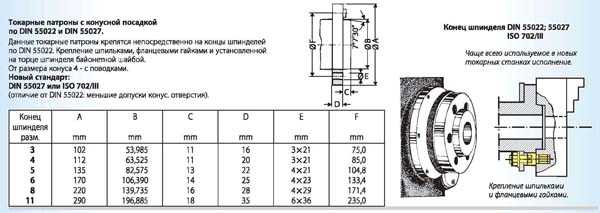
Концы шпинделей фланцевые под поворотную шайбу ГОСТ 12593
ГОСТ 12593-93 (DIN 55027, ИСО 702-3-75). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) и поворотной шайбой для токарных станков и на фланцы зажимных устройств, устанавливаемых на концы шпинделей. ГОСТ 12593-93 представляет собой полный аутентичный текст ИСО 702-3-75 «Станки. Концы шпинделей и планшайбы. Размеры для взаимозаменяемости. Часть III. Байонетный тип».
Фланцевые концы шпинделей типа Б имеют сквозные крепежные отверстия по окружности фланца и байонетную поворотную шайбу которые служат для для крепления патрона без свинчивания крепежных гаек, что позволяет быстро закреплять и снимать патроны. Для концов шпинделей такого типа (Б) должны использаваться зажимные быстросменные патроны 3 типа по ГОСТ 2675-80 Тип 3.
Крепление патрона на фланцевый конец шпинделя под поворотную шайбу
Крепление патрона на фланцевый конец шпинделя под поворотную шайбу. Смотреть в увеличенном масштабе
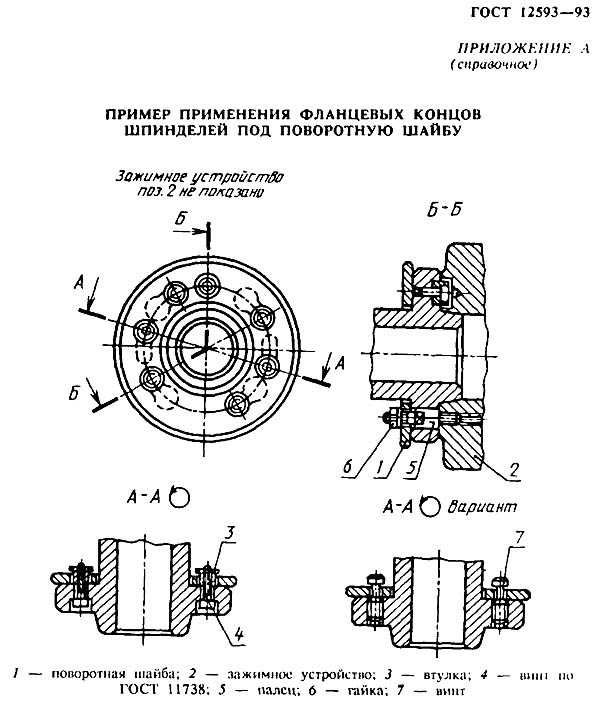
Пример применения фланцевых концов шпинделей под поворотную шайбу
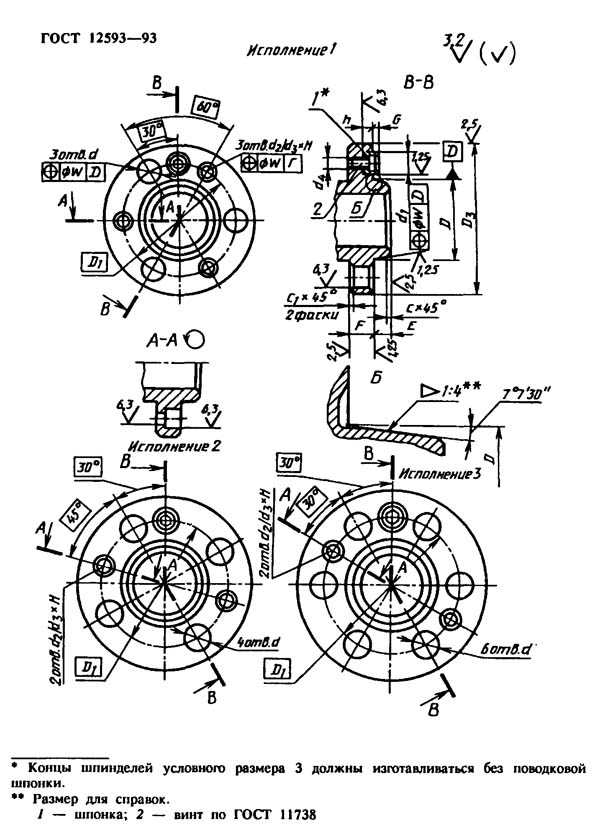
Исполнения фланцевых концов шпинделей под поворотную шайбу
Исполнения фланцевых концов шпинделей под поворотную шайбу. Смотреть в увеличенном масштабе
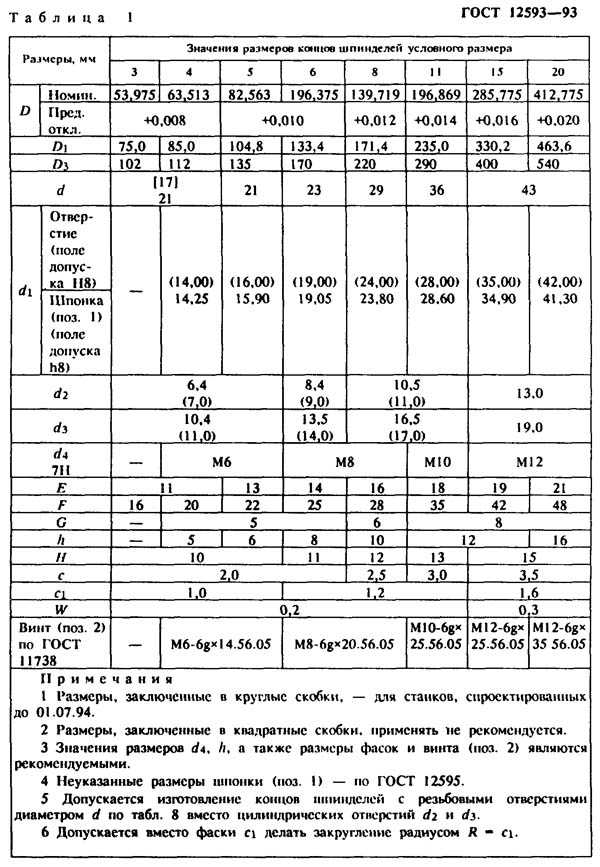
Размеры фланцевых концов шпинделей под поворотную шайбу

Токарный патрон по ГОСТ 2675-80 Тип 3 для установки c поворотной шайбой
Фланцы для быстросменных патронов (тип Б) с посадкой на конус 1:4 (7°7′30″) под поворотную шайбу выполняются восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20) с номинальным наружным диаметром 102, 112, 135, 170, 220, 290, 400, 540 мм.
Фланцевые концы шпинделей с поворотной шайбой могут изготавливаться в трех исполнениях:
- Условный размер конца шпинделя 3 и 4;
- Условный размер конца шпинделя 5, 6, 8;
- Условный размер конца шпинделя 11, 15, 20.
На рисунке показана установка быстросменного токарного патрона 2 на фланцевом шпинделе с помощью байонетной поворотной шайбы 1. Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
Сама поворотная шайба крепится к фланцу шпинделя с помощью втулки 3 и винта 4 (вариант 1) или только винтом 7 (вариант 2), при этом она остается подвижной и может вращаться на шпинделе в пределах вытянутого крепежного отверстия.
Крепление на фланцевом шпинделе с поворотной шайбой отнимает немного времени, вместе с тем фланцевое соединение обеспечивает высокую точность центрирования (отсутствует зазор), полную надежность при больших оборотах шпинделя.
Концы шпинделей фланцевые типа Кэмлок ГОСТ 26651
Концы шпинделей фланцевые типа Кэмлок ГОСТ 26651-85 (DIN 55029, ИСО 702/II-75) Станки металлорежущие. Концы шпинделей фланцевые типа Кэмлок и зажимные устройства.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом типа Кэмлок (Camlock) для токарных станков и зажимные устройства, устанавливаемые на концы шпинделей. Стандарт полностью соответствует СТ СЭВ 4853-84 и ИСО 702/II-75.
Крепление патрона на фланцевый конец шпинделя типа Кэмлок
Крепление патрона на фланцевый конец шпинделя типа Кэмлок. Смотреть в увеличенном масштабе
Фланцевые концы шпинделей типа Кэмлок с посадкой на конус 1:4 предусмотрены восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20).
Эксцентриковые зажимы Кэмлок существенно ускоряют установку токарного патрона, поэтому устанавливаются там, где требуется частая смена патрона.
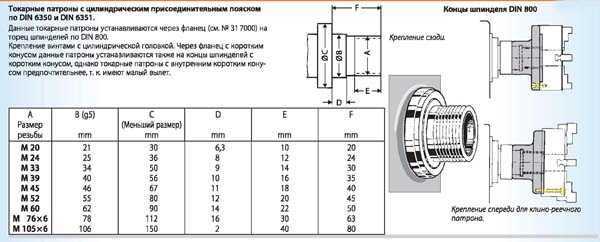
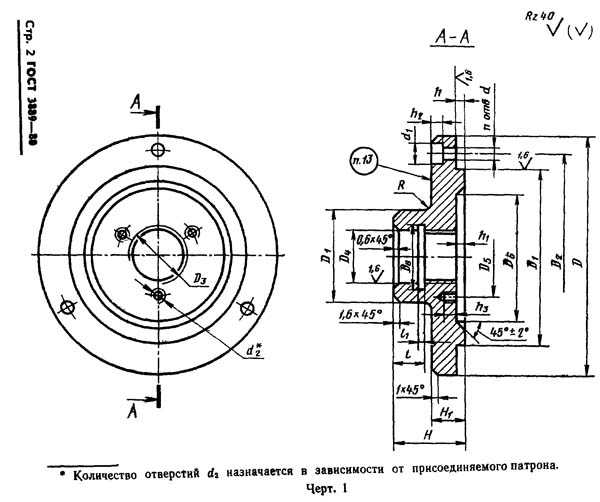
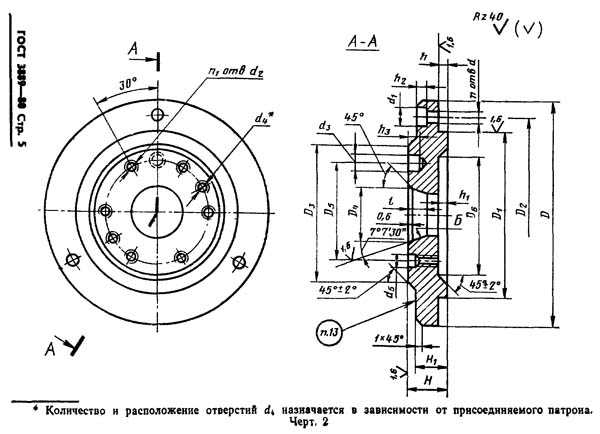
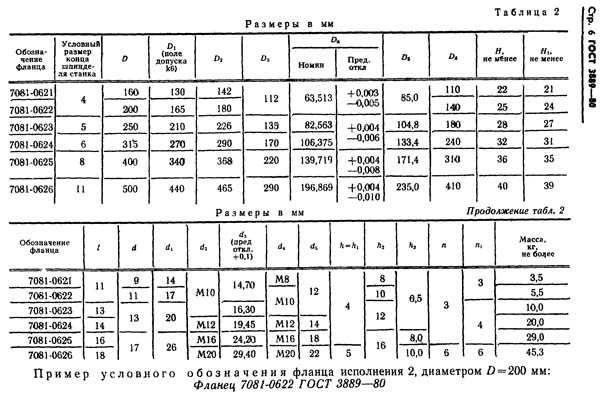
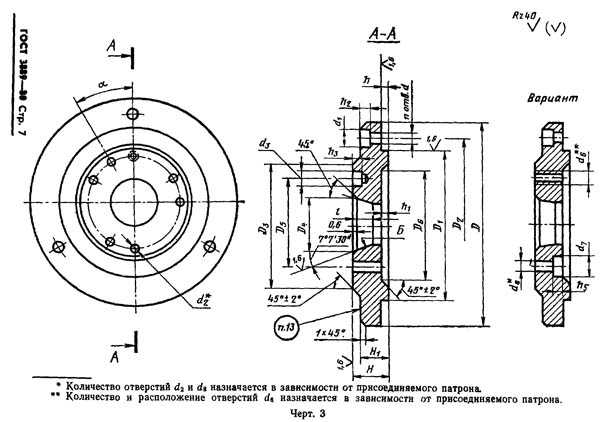
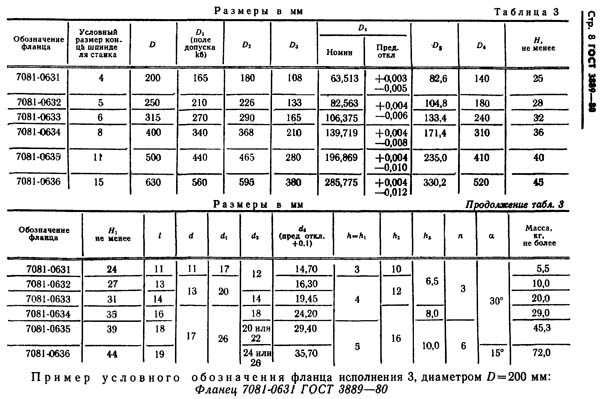
Фланцы промежуточные к самоцентрирующим патронам ГОСТ 3889-80
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
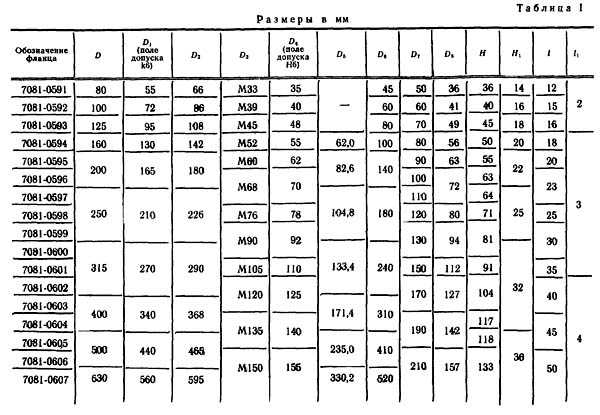
ГОСТ 3889-80 (DIN 6350) Фланцы должны изготавливаться исполнений:
- Исполнение 1 — устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
- Исполнение 2 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
- Исполнение 3 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
- Исполнение 4 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок — цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
- Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
- Закручиваются винты запорного устройства против самоотвинчивания
- Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
- На центрирующий поясок (D1) устанавливается патрон и крепится болтами
- Проверяется радиальное и торцевое биение патрона
Пример: фланец промежуточный к токарному станку ТВ-4
Фланец промежуточный к токарному станку ТВ-4
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
Фланец промежуточный к токарному станку с резьбовым концом шпинделя

ГОСТ 3889-80 Исполнение 2. Фланцы промежуточные под фланцевые концы шпинделей под поворотную шайбу (ГОСТ 12593)
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Исполнение 3. Фланцы промежуточные под фланцевые концы шпинделей исполнения 1 по ГОСТ 12595
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
ГОСТ 3889-80 Исполнение 4. Фланцы промежуточные под фланцевые концы шпинделей исполнения 3 по ГОСТ 12595
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 3
Видеоролик: Разборка и сборка токарного патрона
Видеоролик: Установка токарного патрона и проверка точности центрирования токарного станка
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Шпиндель для фрезерного станка с ЧПУ
Содержание статьи:
В переводе с немецкого шпиндель означает «веретено». Без него не сможет работать большинство видов станков, в том числе и фрезерных. Потому что через шпиндель движение подается от двигателя на фрезу.
Особенности конструкции и технические характеристики

фрезерный шпиндель с инвертором
Это один из основных узлов фрезерного станка с ЧПУ, который представляет собой полый металлический вал. К нему крепится держатель для фрезы: оправка, цанга или «натяг». Чтобы оправка надевалась плотно, конец шпинделя выполнен в форме конуса.
Шпиндель фрезерного станка размещается на каретке, переносящей его, оправку и исполнительный орган в трех плоскостях: по осям X, Y, Z.
Вращательное движение посылается непосредственно фрезе, не подвергаясь искажениям от промежуточных механизмов. Важнейшие технические характеристики шпинделей это мощность и частота вращения вала (количество оборотов).
В зависимости от мощности потребления определяются материалы, поддающиеся обработке данным оборудованием:
- фанера, ДСП, МДФ, полимеры — 800 Вт;
- дерево, текстолит, мягкие металлические сплавы (медь, бронза, алюминий) — 1500 Вт;
- натуральный камень, стали — 3000 Вт и более.
Количество оборотов определяет режим работы инструмента. Наиболее распространенные функции:
- гравировка;
- раскрой;
- фрезеровка.
К дополнительным режимам относят обработку специальными граверами, например, V-образными. Например, раскрой деталей из дерева выполняется двухзаходным резаком на 6 миллиметров при частоте не менее 20000 оборотов. Целесообразно приобретать шпиндель с запасом скорости вращения.
Важные свойства
- Достаточно высокая эффективность работы: КПД может достигать 95%;
- высокая надежность и прочность: качественно изготовленный узел очень прочен. Выточенная из бронзы головка практически не ломается;
- конструкция обеспечивает длительную эксплуатацию без ремонтов и поломок.
Охлаждение
шпиндель с водяным охлаждением
Во избежание перегрева и ухудшения прочности металла деталь необходимо охлаждать. Разработано два механизма охлаждения: с помощью воздуха или воды.
При водяном охлаждении через специально предусмотренные выемки в корпусе детали пропускается вода. Ей передается тепло от металла, далее она перетекает в специальную емкость. Не всегда удобно возле станка с ЧПУ держать бачок с водой, поэтому более популярны устройства с водяным охлаждением.
Воздушное охлаждение заключается в прогоне воздушного потока через выемки. Для этого на корпусе детали предусмотрены воздухозаборники. Единственный недостаток этого метода охлаждения — скопление грязи на фильтрах при работе с обильно пылящими материалами. Воздушным охлаждением оборудуется большинство современных моделей фрезерных устройств.
Так как шпиндель функционирует совместно с частотным преобразователем (инвертором), мощности их должны совпадать. В противном случае один из механизмов сломается. Устанавливая более мощную модель шпинделя, следует подобрать подходящий инвертор.
Самые подходящие шпиндели для настольного ЧПУ станка
В качестве шпинделя для маленького станка с ЧПУ можно подобрать одно из следующих устройств:
Ручной гравер. Недостаток гравера это небольшая мощность и низкая скорость вращения. Поэтому работать фрезерный аппарат с ЧПУ сможет только по мягким материалам и с небольшими фрезами.
Бормашина. Отличается тихой работой, плотным зажимом патрона. На малых оборотах двигателя практически не снижается крутящий момент, что является серьезным преимуществом по сравнению с гравером.
Шпиндели из моторов DC. Обладают неплохой мощностью — 0,4 кВт при скорости вращения 12000 оборотов в минуту.
Плюсы:
- слабое биение, позволяющее делать даже печатные платы;
- тихая работа;
- цанга удобного стандарта.
Минусы:
- невысокая мощность;
- необходим отдельный источник питания;
- во время работы сильно греется, поэтому необходимо продумать охлаждение.
Видеоролик о том, как настроить шпиндель станка с ЧПУ китайского производства в МАСН и как настроить инвертор для управления шпинделем:
Обзор и сравнение шпинделей с охлаждением
| Модель | ET65-0.8 | ET100-3-220 | ЕТ125-5.5 | ET150-11 |
| Напряжение, В | 220 | 220 | 380 | 380 |
| Максимальный ток, А | 4 | 12 | 11 | 22 |
| Мощность, кВт | 0,8 | 3 | 5,5 | 11 |
| Момент, Нм | 0,32 | 1,27 | 2,2 | 8,75 |
| Число полюсов | 2 | 2 | 2 | 4 |
| Внешний диаметр, мм | 65,8 | 100 | 125 | 150 |
| Цанговый зажим | ER11 | ER20 | ER25 | ER40 |
| Вес, кг | 3 | 9 | 27 | 46 |
| Цена, руб | 25765 | 60712 | 128049 | 292705 |
stanokgid.ru