Характеристики шнеков и шнековых пар для экструдеров
Виды экструдеров по типу шнековой пары
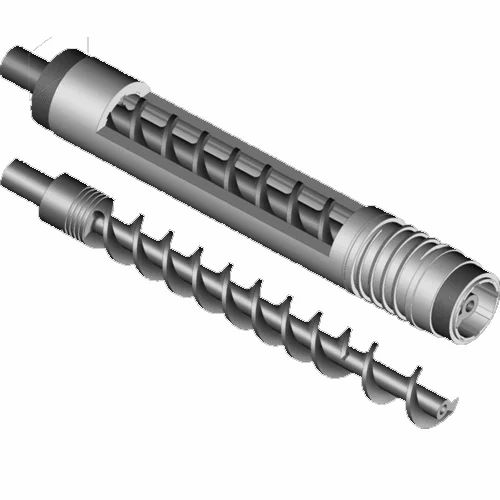
Главным рабочим органом шнекового экструдера является шнековая пара: шнек+цилиндр.
Экструдеры классифицируются по типу и виду используемых шнеков.
Одношнековые экструдеры, как правило, имеют шнеки с постоянным диаметром, т.е диаметр шнека одинаков в его начале и конце.
1 — цилиндр, 2 — сердечник червяка, 3 — гребень червяка,4 — стенка червяка, 5 — зазор между червяком и цилиндром.
D — диаметр шнека, Dc — диаметр сердечника, h — высота гребня, w — ширина канала, δ — зазор между гребнем и внутренней поверхностью цилиндра, t — шаг нарезки, e — ширина гребня.
Диаметром шнека (червяка) D считается значение диаметра вместе с гребнями. С диаметром червяка D связывают все остальные геометрические характеристики шнека.
Толщина витка червяка составляет 0,08-0,12D для переработки пластмасс и 0,06-0,08D для переработки резиновых смесей, шаг винтовой линии 0,7-1,5D и 0,4-0,6D соответственно
Шнековые пары экструдеров
Если говорить о многошнековых экструдерах, например, о двухшнековых конических экструдерах, то корпус, в котором вращается шнек уже нельзя назвать цилиндром с точки зрения геометрии, но термин традиционно сохраняется.
Важнейшие параметры шнеков
Геометрическая степень конверсии шнека
С точки зрения конструкции шнека важнейшим показателем для шнековых экструдеров является геометрическая степень конверсии (k), которая вычисляется как отношение объемов одного витка винтового канала в начале и в конце зоны пластикации, так как определить фактическую длину зоны пластикации затруднительно, ее можно, также рассчитывать как отношение объемов первого и последнего витка шнека.
При этом при переработке ПВХ-композиций «k», рассчитанная по второму варианту, не должна превышать -3,0, а по первому -2,5.
В случае конструкции шнека с постоянной шириной канала для одношнековых экструдеров:
где D1,2 и d1,2 — диаметры червяка и сердечника в первом и втором измеряемом витке соответственно.
Для двухшнековых экструдеров с параллельными шнеками и постоянной шириной канала степень сжатия «kс» рассчитывается по формуле:
где индексы 1 и 2 относятся к началу и концу участка червяков, t — шаг винтовой нарезки, i — число заходности нарезки, em — ширина гребня нарезки по среднему диаметру, k — число зацеплений, F — площадь поверхности сегмента зацепляющихся червяков, D,d — наружный диаметр шнеков и диаметр сердечника.
Диаметр шнека
Диаметр шнека (D) также является важнейшей характеристикой, определяющей производительность. Производительность любого экструдера Q является возрастающей функцией диаметра.
Промышленные низкоскоростные одношнековые экструдеры европейских производителей характеризуются диаметром 32, 45, 63, 125, 160, 200 мм (классический европейский стандарт), экструдеры азиатского региона характеризуются диаметрами 25, 30, 40, 50, 65, 75, 80, 90, 100, 120, 135, 150 мм. Экструдеры с диаметром шнека менее 32 мм по европейской классификации считаются лабораторными.
Диаметры шнеков высокоскоростных одношнековых экструдеров могут иметь значения отличные от вышеприведенных и могут варьироваться от 25 до 250 мм в зависимости от требуемой производительности и вида перерабатываемого материала, в этом случае производители не придерживаются общепринятого стандарта.
Часто используемыми типоразмерами высокоскоростных одношнековых экструдеров с «прямым» приводом являются диаметры 20, 30, 45, 60, 70, 72, 90, 100, 130 мм
Двухшнековые экструдеры с параллельными и коническими шнеками также жестко не привязаны к определенному типоразмеру по диаметру шнеков.
Для параллельных шнеков существуют типоразмеры: 30, 52, 66, 72, 75, 87, 90, 107, 115, 116, 125, 126, 130, 158, 170 мм.
Азиатские производители указывают как диаметр конуса шнека на начале, так и в конце например, 51/105, 65/132, 80/156, 92/188.
Шнеки и цилиндры (шнековых пар) для экструдеров и термопластавтоматов
Длина шнека
Длина шнека L является не менее важной характеристикой, чем диаметр. Длина шнека выражается как кратная диаметру. От длины шнека зависит прежде всего смесительный эффект, эффективность пластикации и гомогенизации, чем длиннее шнек, тем смесительный эффект лучше.
Однако при увеличении длины шнека возрастает вероятность его изгиба под действием продольных и радиальных нагрузок, что в критической ситуации может привести к его (их) поломке.
Длина шнеков варьируется в пределах (15-40) D в зависимости от типа экструдера и вида перерабатываемого материала.
С ростом длины шнека практически линейно растет мощность, необходимая для работы электропривода экструдера.
Конструктивно шнеки могут отличаться
Техническим решением для создания сжатия
Шнеки одношнековых экструдеров и двухшнековых экструдеров с параллельными шнеками могут быть выполнены либо с переменной уменьшающейся от начала до конца шириной канала (переменная нарезка), либо с постоянной глубиной канала, но с возрастающим диаметром сердечника (постоянная нарезка), либо может быть использован и тот и другой технический прием.
Наибольшее распространение получили шнеки с постоянной нарезкой в связи с их меньшей стоимостью и относительной простотой изготовления.
Исполнение шнековой пары конических двухшнековых экструдеров в виде сходящегося конуса также является техническим решением для создания сжатия.
Наличием или отсутствием термостатированияКак уже отмечалось в рабочем диапазоне температур сила адгезии полимера к металлу, определяющая силу трения является возрастающей функцией температуры. Поэтому, поскольку соотношение сил трения материала о стенку цилиндра и поверхность шнека определяют производительность процесса, за счет регулирования температуры шнека можно добиться высокой производительности, хорошего смесительного эффекта, а избежать местных перегревов и оперативно вмешиваться в технологический процесс в случае возникновения внештатных ситуаций связанных с температурным режимом экструзии.
Количеством каналов для течения расплава (заходностью)
Преимуществом двухзаходного шнека является сравнительно лучший смесительный эффект, более высокая производительность, а также снижение продольной нагрузки в направлении экструзии, что обеспечивает его более высокий срок службы. Характерной особенностью многозаходных шнеков является малая толщина пленки расплава на стенке цилиндра, что улучшает теплопередачу.
Шнеки двухшнековых экструдеров чаще выполняются как однозаходные.
Как заказать шнековую пару
При изготовлении шнековых пар мы используем только высококачественные марки легированных сталей. Технологический цикл по изготовлению шнековых пар находится под постоянным контролем опытных специалистов, тщательно соблюдаются все необходимые допуски по геометрическим размерам, применяются технологии обработки и упрочнения поверхности (азотирование, хромирование).
Мы готовы изготовить шнеки, цилиндры, шнековые пары и отдельные элементы шнеков в короткие сроки и с неизменно с высоким качеством. Оставьте заявку любым удобным способом на сайте или свяжитесь с нами по телефону 8 (800) 555-08-60.
Оставьте заявку любым удобным способом на сайте или свяжитесь с нами по телефону 8 (800) 555-08-60.
Материалы изготовления шнеков для экструдеров и термопластавтоматов | Новости Горного Алтая
Шнек для экструзионной машины и термопластавтомата является одним из главных конструкционных элементов. Он служит для подготовки расплава и выдавливания смеси через головку экструдера. От правильной конструкции данной детали зависит способность обеспечивать:
— полное расплавление гранулята;
— смешивание пластичной массы в гомогенезированный расплав;
— температуру и давление перед выходом через головку.
Размеры, тип и конструкция шнеков для экструдера проектируются для каждой машины отдельно, исходя из материалов переработки, вида получаемой продукции. Заказать их изготовление по чертежам можно на http://www.is-mac.ru/catalog/zapchasti-dlya-ekstrudera/shneck.html. К немаловажному фактору, учитываемому при производстве таких деталей, относится базовый материал изготовления./32b795b2d2fd783.s.siteapi.org/img/b828a2d6dbdbfd508d9c71dc0237393548ab5467.jpg) От него зависит прочность детали, возможность использования ее с различными видами пластиков, надежность и долговечность.
От него зависит прочность детали, возможность использования ее с различными видами пластиков, надежность и долговечность.
Изготовление стальных шнеков для экструдера
Стандартные шнеки изготавливают из легированной и высоколегированной сталей, к примеру, 38Х2МЮА, 38CrMoAlA. Для повышения износостойкости контактирующие с расплавом поверхности дополнительно азотируют. Насыщенный азотом глубиной до 0,8 мм, верхний слой детали приобретает высокую твердость. В зависимости от степени азотирования параметр по HRC может достигать 58 единиц. Узел экструдера с таким рабочим элементом легко справляется с большинством видов пластиков, отлично противостоит абразивному износу.
Достоинством азотированных шнеков для экструдеров и термопластавтоматов является высокая стойкость к коррозионным процессам. Ввиду этого, они лучше подходят для переработки вторичной пластмассы, подверженной коррозии. В совокупности, стальные элементы с азотированной поверхностью демонстрирую высокие показатели долговечности и надежности.
Изготовление биметаллических шнеков для экструдера
Плотные пластмассы и пластики, переработка вторичного сырья с включением абразивных компонентов требуют от узла экструдера увеличенных параметров механической прочности, твердости, коррозийной стойкости. В данном случае более рационально заказать изготовление биметаллических шнеков. Такие детали делают из базового материала (стали), который покрывают защитным слоем сплава. Химический состав внешнего слоя определяется исходя из технических требований к твердости и коррозиестойкой. Могут быть:
— Биметаллические шнеки высокой износостойкости. Для покрытия наружной части детали используются сплавы на основе хрома, молибдена, никеля, карбида бора. Поверхностная твердость может достигать по HRC 69 единиц. Детали устанавливают для переработки кристаллических термопластов, ПА, ПФ, а также материалов с повышенной абразивностью.
— Биметаллические шнеки повышенной коррозионной стойкости. Контактирующие поверхности напыляют хром-кобальт-молибденовым сплавом с добавлением карбида бора и карбида вольфрама. Обладают твердостью по HRC в пределах 46 — 62 единиц. Отлично подходят для работы с фторопластами, пластиками с высокой деструкцией, сырьем, вызывающим коррозию.
Обладают твердостью по HRC в пределах 46 — 62 единиц. Отлично подходят для работы с фторопластами, пластиками с высокой деструкцией, сырьем, вызывающим коррозию.
Подписывайтесь на телеграм-канал Республики Алтай: оперативно рассказываем о главных событиях, ярко о нашей природе и с любовью – о людях. Ссылка https://t.me/solundar04
Основы экструзии: основы проектирования шнеков, о которых вы давно узнали
Аллан Грифф | 13 августа 2016 г.
Я провожу однодневный семинар «Введение в экструзию», и многие из моих участников являются новичками в экструзии. Поэтому я объясняю основные принципы работы винтов для термопластов. Это хорошо для новичков, но иногда более опытные люди, занимающиеся экструзией, благодарят меня за эти основы, которым они никогда раньше не учились. Так вот. Я надеюсь, что вы все найдете его полезным.
Винт-конвейер. Поворачиваясь, он пытается вывернуться из ствола назад, но подшипник не дает ему вывернуться назад.
Материал должен стать мягким, чтобы пройти через штамп. Любой термопласт становится мягким и формуемым (пластик) при нагревании (термо). Подача иногда предварительно нагревается (обычно для сушки), но большую часть тепла она получает от внутреннего трения, когда движется о стенки ствола и поверхности шнека. В зазорах от лопастей до ствола выделяется больше всего тепла. Исключения: некоторые двухшнековые винты, небольшие машины, высокотемпературные смолы и полиэтиленовые покрытия, где также важен нагрев ствола.
Трехзонный принцип. Шнек начинается с зоны подачи : Постоянная глубина, занимает от 15 до 30% длины. Посередине находится зона сжатия , стенки надвигаются на смесь расплава и окатышей, отбрасывают воздух назад и компенсируют проскальзывание и качение окатышей в зоне подачи.
Глубина канала, , а не только их соотношение, имеют решающее значение. В небольших машинах подача должна быть достаточно глубокой, чтобы обеспечить плавную подачу (как минимум в два раза больше размера частиц), но не настолько глубокой, чтобы возникал риск поломки вала шнека. В зоне дозирования более мелкое означает лучшее перемешивание и меньшую производительность за оборот, а более глубокое означает обратное, а также большую чувствительность к высокому давлению.
Длина: Обычной метрикой является отношение длины к диаметру, или L/D, также обозначаемое как L:D. Сегодня 24:1 является стандартным, 20:1 коротким (узнайте почему) и от 25 до 30 также часто встречаются. Чем больше длина, тем больше времени плавится, что обычно увеличивает выход, но при более высокой температуре плавления. Были построены более длинные линии, которые необходимы для вентилируемой экструзии, но в остальном наблюдается тенденция к тому, чтобы становиться больше (холоднее), а не длиннее.
Сегодня 24:1 является стандартным, 20:1 коротким (узнайте почему) и от 25 до 30 также часто встречаются. Чем больше длина, тем больше времени плавится, что обычно увеличивает выход, но при более высокой температуре плавления. Были построены более длинные линии, которые необходимы для вентилируемой экструзии, но в остальном наблюдается тенденция к тому, чтобы становиться больше (холоднее), а не длиннее.
Вентилируемые бочки имеют отверстие в стволе для удаления влаги и попавшего воздуха (как и при пороховой подаче). Шнек становится очень глубоким в этой точке, чтобы избежать выталкивания расплава из вентиляционного отверстия, к которому применяется вакуум, а затем снова становится мелким, чтобы откачать расплав.
Шаг (угол) витков часто квадратный: То есть расстояние от одного витка до другого равно диаметру. Это соответствует углу спирали 17,6°, если канал «развернут». Этот угол увеличен во многих барьерных секциях и в нескольких кормовых секциях для легких кормов.
Толщина полета составляет около 0,1 диаметра. Более толстый означает большую площадь для выделения тепла и меньшую передачу за оборот (и то, и другое обычно нежелательно), в то время как более тонкий приводит к большей обратной утечке (меньше перекачивания, но больше перемешивания).
Полые винты. Многие винты просверлены по всей длине, чтобы обеспечить проход воды (помогает смешиванию), масла (предотвращает разрушение наконечника жесткого ПВХ) или даже воздуха (редко, но дешевле). Несколько шурупов расточены только на одну треть, чтобы предотвратить прилипание к корню в зоне подачи.
Радиус углов швеллера. Слишком маленький размер способствует стагнации и потенциальной деградации; слишком большой расходует объем канала. Ни одна формула не подходит для всех: она зависит от термической стабильности материала, скорости потока в каналах, использования продувок и прилипающих к металлу технологических добавок, а также от материала поверхности шнека.
Необычные варианты включают рифленых цилиндров для увеличения усилия на один оборот (очень часто для ПЭВП, винты практически не сжимаются, рекомендуются смесительные устройства) и — циклическое изменение глубины канала в параллельных каналах для улучшения перемешивания и однородности (волновой винт).
Материалы.
Большинство винтов изготовлены из обрабатываемой стали с закаленными рабочими поверхностями либо с помощью приваренной крышки толщиной от 0,040 до 0,080 дюйма (от 1 до 2 мм), либо путем азотирования всей поверхности. Последний способ дешевле, но предотвращает позднее изменение глубины пролета; срок службы зависит от глубины проникновения нитрида. Хромирование является обычным явлением: поверхность винта, безусловно, выглядит лучше и, как утверждается, обеспечивает более легкое прохождение (меньше тепла от трения) и менее вероятное разрушение. Для абразивных и коррозионных материалов доступны более дорогие металлы. Компьютерное моделирование производительности винтов широко распространено и не ново. Я демонстрировал его на компьютере DEC (жесткий диск 20 МБ!) на своих семинарах в период с 1987 по 1992 год, после чего он стал слишком сложным для вводного занятия. Современные программы хороши, но успех зависит от надежных данных о вязкости как функции температуры и скорости сдвига. Стал бы я делать винт, основываясь только на симуляции? Нет. Сделал бы я его, основываясь только на собственном опыте? Нет, если бы я мог помочь. Я бы хотел объединить их, если бы линия была достаточно большой и у меня были бы надежные данные о вязкости.
Я демонстрировал его на компьютере DEC (жесткий диск 20 МБ!) на своих семинарах в период с 1987 по 1992 год, после чего он стал слишком сложным для вводного занятия. Современные программы хороши, но успех зависит от надежных данных о вязкости как функции температуры и скорости сдвига. Стал бы я делать винт, основываясь только на симуляции? Нет. Сделал бы я его, основываясь только на собственном опыте? Нет, если бы я мог помочь. Я бы хотел объединить их, если бы линия была достаточно большой и у меня были бы надежные данные о вязкости.
Аллан Грифф — опытный инженер по экструзии, начавший с технического обслуживания у крупного поставщика полимеров, а теперь работающий самостоятельно в течение многих лет в качестве консультанта, свидетеля-эксперта в судебных делах и особенно в качестве преподавателя через вебинары и семинары, как общественные, так и внутренние. Он написал первую практическую книгу по экструзии еще в 1960-х годах, а также Руководство по эксплуатации по экструзии пластмасс , которое обновляется почти каждый год и доступно на испанском, французском и английском языках. Узнайте больше на его сайте, www.griffex.com или напишите ему по адресу [email protected].
Узнайте больше на его сайте, www.griffex.com или напишите ему по адресу [email protected].
Осенью Грифф представит свой однодневный практический семинар «Введение в экструзию» в Чикаго 19 сентября, Лос-Анджелесе 15 ноября и Хьюстоне 5 декабря. ) ключевые принципы экструзии, химия пластмасс для нехимиков, обзор оборудования для экструзии, ограничения производительности, контроль качества сырья, упрощенная реология, процедуры запуска и остановки, а также устранение общих проблем экструзии. Напишите ему по адресу, указанному выше, для получения дополнительной информации.
ТЕГИ: Экструзия: пленка и лист
Основы экструзии: приручение винта
Эскиз: Аллан Грифф
Шнек лежит в основе процесса экструзии. В этой статье кратко изложено, как это работает, и подробно описывается важность отношения длины к диаметру, глубины канала, ширины пролета и других параметров.
 org/Person»> Аллан Грифф | 19 сентября 2021 г.
org/Person»> Аллан Грифф | 19 сентября 2021 г.Планета Земля вращается со скоростью 0,0007 об/мин. Легко рассчитать: один оборот в день разделить на 24, чтобы получить число оборотов в час, а затем на 60, чтобы получить число оборотов в минуту = об/мин. Что касается линейной скорости, это зависит от того, где вы живете. В Северной Калифорнии, где я нахожусь, 38° северной широты, и мы движемся со скоростью около 730 миль в час. Это примерно скорость звука, но мы не чувствуем и не слышим ее, поскольку воздух вокруг нас движется так же быстро. Это намного быстрее, чем внутри любого экструдера — в 12-дюймовом/30-сантиметровом цилиндре, работающем со скоростью 100 об/мин, частица на стенке цилиндра по-прежнему достигает скорости всего 314 футов/мин или 0,36 мили в час. Ничего из этого не важно при работе с экструдером, но для нас, инженеров, это весело.
Это это важно, однако, чтобы понять, как работает винт. Вот сокращенная версия раздела, посвященного одиночным шнекам, в моем Руководстве по экструзии пластмасс (24-е издание, 2021 г. ).
).
Отношение длины к диаметру
Мы выражаем длину системы как отношение длины к диаметру (L/D). Наиболее распространенное соотношение L/D составляет около 24:1; некоторые из них длиннее 30: 1 или даже больше, а некоторые — всего 20: 1. Большая длина может означать большую производительность, если нагрев, плавление или смешивание являются ограничениями производительности
Стандартный шнек имеет три зоны:
- Зона подачи — глубина постоянна и достаточна для захвата пластиковых частиц.
- Зона сжатия — глубина становится меньше, как будто стенки смыкаются с пластиком, и это создает давление, препятствующее проникновению воздуха между частицами вниз по стволу.
- Зона дозирования — когда пластик попадает в эту зону, он почти весь расплавлен и готов к смешиванию и выталкиванию через матрицу. Эта зона имеет постоянную глубину, но значительно мельче кормовой.
Многие винты имеют квадратный шаг, что означает, что расстояние от одного витка до другого равно диаметру. Это позволяет легко получить L/D, просто считая обороты. Часть под загрузочным отверстием не должна быть включена в L/D, но многие люди учитывают, так как это делает винт длиннее.
Это позволяет легко получить L/D, просто считая обороты. Часть под загрузочным отверстием не должна быть включена в L/D, но многие люди учитывают, так как это делает винт длиннее.
Степень сжатия
Степень сжатия винта представляет собой отношение объема первого витка к объему последнего, обычно от двух до четырех. Его часто принимают как отношение глубины первого канала к последнему в винте с постоянным шагом. Коэффициент сжатия полезен, но это неопределенное число, и оно не может правильно описать винт, если не известна хотя бы одна глубина канала.
Ширина (толщина) оперения составляет около 10% от диаметра ствола. Более широкие лопасти лишают винт длины и выделяют слишком много тепла в зазорах к стенке цилиндра, в то время как узкие лопасти могут привести к слишком большому потоку (утечке) в этих зазорах. Чтобы избежать застоя в месте соединения лопасти с основанием, углы закруглены.
Винты обычно изготавливаются из стали, поддающейся механической обработке, но поверхности лопасти, расположенные ближе всего к стволу, дополнительно обрабатываются для замедления износа. Для легкого использования достаточно закалки пламенем. Вся поверхность винта может быть закалена азотированием, но обычная обработка представляет собой нанесение на эти рабочие поверхности колпачка из твердого сплава.
Для легкого использования достаточно закалки пламенем. Вся поверхность винта может быть закалена азотированием, но обычная обработка представляет собой нанесение на эти рабочие поверхности колпачка из твердого сплава.
Бочки представляют собой стальные цилиндры, обычно футерованные износостойким сплавом.
Зазор между витками винта и цилиндром новых винтов составляет от 0,005 до 0,010 дюйма (от 0,125 до 0,25 мм), меньше для очень маленьких винтов и больше для очень больших. Более плотное прилегание было бы более дорогостоящим для производства и выделения слишком большого количества тепла. Некоторый износ сверх этих значений обычно безвреден и даже может быть полезен, поэтому перед восстановлением или заменой убедитесь, что существует реальная проблема (например, перегрев, потому что винт должен вращаться быстрее для той же мощности).
Шурупы можно спроектировать с помощью компьютера, если мы знаем сопротивление (давление на кончике винта), желаемую производительность и вязкость материала, но все же рекомендуется «приправить» компьютер некоторым опытом перед резкой металла.
Хромирование винта может увеличить проскальзывание в основании (что хорошо) и предотвратить коррозию, особенно вне машины, но для большинства пластиков в этом нет необходимости. Для высокоабразивных материалов вся поверхность шнека может быть закалена. Наконец, для ПВДХ и некоторых фторопластов требуются специальные металлы, так как материалы на основе железа подвержены коррозии, а покрытие недолговечно.
Некоторые винты имеют центральный проход. Водяное охлаждение по всей длине улучшает перемешивание в последних пролетах. Масло используется с жестким ПВХ для удержания кончика винта при температуре около 300 ° F (150 ° C), поэтому ПВХ не разлагается там. Охлаждение шнека только на полпути к стволу выполнено из пластика, чтобы предотвратить прилипание к основанию шнека в зоне подачи.
Секция Maddock
Секция Maddock представляет собой отрезок винта длиной около двух диаметров, обычно находящийся всего за несколько витков до конца, с большими канавками (называемыми канавками) попарно вместо витков.
Каждая входная канавка имеет соответствующую выходную канавку с барьерным гребнем между ними (см. рисунок ниже). Зазор до ствола над этим выступом составляет от 0,020 до 0,030 дюйма (от 0,50 до 0,75 мм). Первые Мэддоки имели канавки, параллельные оси винта, но сейчас больше винтовых.
| Впускные и выпускные канавки в секции Maddock. Эскиз предоставлен Алланом Гриффом. |
Расплав поступает во входные канавки, перетекает через гребень барьера и выходит через выпускные отверстия. Нерасплавленные окатыши не могут проходить целиком, а разрезаются и сплющиваются и, наконец, переходят в виде расплава. Кроме того, более холодный расплав остается в зоне повышенного сдвига дольше, чем более горячий, что обеспечивает большую термическую однородность. Его часто называют смесительной головкой Мэддока, но он редко находится на конце (головке) шнека и представляет собой скорее фильтр, чем смеситель.
Барьерный шнек
Барьерный шнек имеет участок, занимающий большую часть зоны сжатия, с дополнительным витком, образующим два параллельных канала — для расплава и для окатышей. Зазор между новым скребком и цилиндром достаточно велик, чтобы расплав, образовавшийся в канале для гранул, мог стекать обратно в канал для расплава, но достаточно мал, чтобы заблокировать гранулы размером около 0,060 дюйма (1,5 мм). Гранулы остаются в своем основном канале, но с них сливается лишний расплав, и, таким образом, при трении друг о друга выделяется больше тепла трения. Следовательно, плавка более эффективна в расчете на об/мин. По мере продвижения материала вниз по шнеку образуется больше расплава, поэтому канал для расплава увеличивается в объеме. Канал для окатышей, однако, становится меньше по мере того, как все меньше окатышей остается нерасплавленными, до тех пор, пока секция, наконец, не закончится, окатыши не исчезнут и расплав не будет унесен за один проход через зону дозирования. Обычно такое ограждение комбинируют с секцией Maddock в зоне дозирования или другим специальным перемешивающим устройством.
Обычно такое ограждение комбинируют с секцией Maddock в зоне дозирования или другим специальным перемешивающим устройством.
Секция барьера на чертеже имеет длину всего 4 диаметра, но она укорочена для ясности; обычная длина составляет не менее 10 диаметров.
| Барьерный винт. Эскиз предоставлен Алланом Гриффом. |
Смесительные штифты представляют собой кольца шпилек, выступающие из основания шнека и нарушающие обтекаемый поток, как камни в ручье, тем самым улучшая перемешивание. Их обычно кладут в последнюю четверть винта.
Стволы с канавками имеют осевые или винтовые канавки в стволе в отдельной зоне подачи с водяным охлаждением для улучшения всасывания скользких твердых пластиков, таких как полиэтилен высокой плотности. Нужен шнек с более мелкой подачей и более глубокой зоной дозирования, часто вообще без компрессии. Поскольку глубокая зона дозирования приводит к плохому смешиванию, необходимо дополнительное оборудование, либо секция интенсивного смешивания на выходном конце шнека, либо статический смеситель в головке.
Вентилируемая экструзия
Для вентилируемой (двухстадийной) экструзии используется очень длинный шнек, так как весь материал должен быть расплавлен перед выпуском, который обычно составляет около 70% от общей длины. Эта первая часть представляет собой обычный трехзонный шнек, но затем она внезапно снова становится глубокой, снижая давление расплава, поэтому через отверстие в цилиндре (вентиляционное отверстие) можно применить вакуум для отвода воздуха, влаги или других летучих веществ. Расплав продолжается вниз по потоку, подвергается повторному сжатию, проходит через секцию окончательного дозирования и смешивания, а затем выходит через головку.
Материалы могут быть добавлены через вентиляционное отверстие, такие как пенообразующие газы и реагенты, лом, смола для смешивания и микродобавки. Можно вводить даже нетермопласты, такие как стекловолокно, которое не должно плавиться и является гораздо менее абразивным при добавлении к расплавленному материалу, а не при смешивании с твердыми твердыми частицами сырья.
В вентилируемом шнеке вторая ступень должна забирать то, что первая (задняя) ступень помещает в вентилируемую зону, а также должна работать против сопротивления головки. Следовательно, насосная мощность второй ступени должна быть больше, чем производительность первой ступени, которая работает при нулевом сопротивлении, иначе подача должна контролироваться отдельно, чтобы расплавленный пластик не вытекал из вентиляционного отверстия. Обычное соотношение глубины дозирования спереди и сзади составляет от 1,5 до 2,0. Однако глубокие каналы не могут хорошо прокачиваться при высоком давлении, поэтому типичный вентилируемый шнек может работать только при максимальном сопротивлении (включая экраны) около 2500 фунтов на квадратный дюйм (17 МПа). Для более высокого сопротивления напору необходима регулируемая подача или шестеренчатый насос для вентиляции.
Двухзаходные и волнообразные винты
Двухзаходные винты имеют два параллельных хода части или всего винта. В зоне дозирования это способствует теплопередаче, поэтому иногда используется там, где необходимы очень высокие температуры, например, при экструзионном нанесении покрытия. Считается, что двухзаходная зона подачи обеспечивает более плавную подачу (меньше пульсаций), но сегодня ее редко можно увидеть. Все винты барьера имеют двухзаходную форму в своих разделах барьера, но эти два пути не равны, как объяснялось выше. В волновом винте два (или три) пути имеют одинаковую ширину с , но между ними есть барьер, достаточно низкий, чтобы расплав мог перетекать. Глубины каналов имеют волнообразные увеличения и уменьшения, противофазные друг другу, поэтому, когда один путь неглубокий, путь через барьер является глубоким, и расплав течет от мелкого к глубокому. Через пол-оборота глубины обратные. Расплав по-прежнему течет от мелководья к глубине, поэтому он движется вперед и назад через барьер по мере продвижения вниз по течению, что хорошо для перемешивания и стабилизации потока.
Считается, что двухзаходная зона подачи обеспечивает более плавную подачу (меньше пульсаций), но сегодня ее редко можно увидеть. Все винты барьера имеют двухзаходную форму в своих разделах барьера, но эти два пути не равны, как объяснялось выше. В волновом винте два (или три) пути имеют одинаковую ширину с , но между ними есть барьер, достаточно низкий, чтобы расплав мог перетекать. Глубины каналов имеют волнообразные увеличения и уменьшения, противофазные друг другу, поэтому, когда один путь неглубокий, путь через барьер является глубоким, и расплав течет от мелкого к глубокому. Через пол-оборота глубины обратные. Расплав по-прежнему течет от мелководья к глубине, поэтому он движется вперед и назад через барьер по мере продвижения вниз по течению, что хорошо для перемешивания и стабилизации потока.
Об авторе
Аллан Грифф — опытный инженер по экструзии, начинавший в технической службе крупного поставщика смолы и работающий самостоятельно в течение многих лет в качестве консультанта, свидетеля-эксперта в суде. случаев, и особенно в качестве преподавателя через вебинары и семинары, как открытые, так и внутренние, а теперь и в его новой аудиовизуальной версии. Он написал «Технология экструзии пластмасс », первую практическую книгу по экструзии в США, а также Руководство по эксплуатации экструзии пластмасс, обновляется почти каждый год и доступно на испанском, французском и английском языках. Узнайте больше на его веб-сайте www.griffex.com или напишите ему по электронной почте [email protected] .
случаев, и особенно в качестве преподавателя через вебинары и семинары, как открытые, так и внутренние, а теперь и в его новой аудиовизуальной версии. Он написал «Технология экструзии пластмасс », первую практическую книгу по экструзии в США, а также Руководство по эксплуатации экструзии пластмасс, обновляется почти каждый год и доступно на испанском, французском и английском языках. Узнайте больше на его веб-сайте www.griffex.com или напишите ему по электронной почте [email protected] .
Никаких живых семинаров в ближайшем будущем, а может быть, и никогда не планируется, поскольку его виртуальный аудиовизуальный семинар даже лучше живого, говорит Грифф. Никаких поездок, никаких ожиданий живых выступлений, те же слайды PowerPoint, но с аудиопояснениями и письменным руководством. Смотрите в своем собственном темпе; групповое посещение предлагается по единой цене, включая право задавать вопросы и получать исчерпывающие ответы по электронной почте.