ИВ1330 Пресс листогибочный кривошипный для гибки листового металла. Схемы, описание, характеристики
Сведения о производителе листогибочного кривошипного пресса ИВ1330
Изготовитель пресса листогибочного кривошипного для гибки листового металла ИВ1330 — Пинский завод литейных и кузнечно-прессовых автоматических линий, КузЛитМаш, основанный в 1971 году.
В 2010 года предприятие преобразовано в Открытое акционерное общество «Кузлитмаш» и вошло в состав ПО «Белорусский автомобильный завод».
В настоящее время пресс ИВ1330 производит ПАО «Кувандыкский завод КПО «Долина» Оренбургская обл., г. Кувандык
Станки, выпускаемые Пинским заводом литейных и кузнечно-прессовых автоматических линий Кузлитмаш
- И1330 — пресс листогибочный кривошипный 1000 кН
- ИВ1330 — пресс листогибочный кривошипный 1000 кН
- КБ8336 — пресс кривошипно-коленный чеканочный 4000 кН
- СТД-9А, СТД-9АН — ножницы кривошипные листовые гильотинные 2000 х 2,5
ИВ1330 Пресс листогибочный кривошипный для гибки листового металла.
 Назначение и область применения
Назначение и область примененияМашина листогибочная ИВ1330 разработана в 1985 году взамен модели И1330 и серийно выпускалась с 1986 года. Разработчик ПО КПО г. Азов. Изготовитель — Пинский завод литейных и кузнечно-прессовых автоматических линий, КузЛитМаш.
Пресс листогибочный кривошипный ИВ1330 двухстоечный открытого типа предназначен для изготовления гибкой и профилированием деталей из листового и полосового проката методом гибки в универсальном V-образном штампе, поставляемом в комплекте с прессом.
Пресс ИВ1330 применяется в автостроении, судостроении, приборостроении, сельхозмашиностроении и в других отраслях промышленности.
В универсальном V-образном штампе можно произвести гибку большого числа различных деталей. С применением специального инструмента пресс может быть использован для резки, вырубки, пробивки отверстий и других операций.
При использовании специальных штампов может выполняться гибка сложных детален за один переход, гибка по радиусу, пробивка отверстий и штамповка.
Станина пресса ИВ1330 — сварная, двухстоечная открытого типа. Стойки — коробчатого сечения, соединены между собой столом и двумя распорками.
На горизонтальной распорке установлены главный привод и пневмооборудование.
Стол — сварной, крепится к станине шпильками и винтами.
Ползун представляет собой стальную плиту, перемещающуюся в стальных литых с накладками из антифрикционного материала направляющих. В нижней части ползуна выполнен паз для крепления пуансона. Перемещение ползуна по высоте для регулировки межштампового пространства осуществляется от индивидуального электродвигателя через червячный редуктор, червячные и винтовые пары.
Привод пресса состоит из электродвигателя повышенного скольжения, клиноременной передачи, жесткосблокированной муфты-тормоза, встроенной в маховик, редуктора главного привода, имеющего две скорости.
Переключение скоростей привода производится рычажным механизмом вручную.
Ползун представляет собой стальную плиту, перемещающуюся в стальных литых с накладками из антифрикционного материала направляющих.
Ползун перемещается с помощью кривошипно-шатунного механизма.
Регулировка и настройка ползуна в зависимости от толщины изгибаемого листового материала производится с помощью червячной винтовой передачи, приводимом и движение приводом перемещения ползуна. Величина настройки контролируется по счетчику.
Пресс ИВ1330 имеет задний механизированный упор с приводом от электродвигателя.
Необходимый размер настройки заднего упора определяется по счетчику, установленному па лицевой стороне стола.
Расстояние между столом и ползуном контролируется по шкале, установленной у рабочего места.
Муфта включения — фрикционная дисковая с пневматическим включением. Взаимодействие муфты с дисковым тормозом обеспечивается электропневматической блокировкой.
Электросхема обеспечивает работу пресса на одиночных и автоматических ходах, а также в наладочном режиме.
Управление прессом ИВ1330 — педальное и кнопочное.
Режимы работы: автоматический, наладочный.
Смазка основных узлов пресса — централизованная.
Основные параметры машины листогибочной ИВ1330 (ИВ-1330):
Машина ИВ1330 (ИВ-1330) разработана в 1984 году вместо модели И1330 и серийно выпускалась с 1986 года.
Разработчик ПО КПО г. Азов.
Изготовитель — Азовский завод КПО Донпрессмаш г. Азов.
Пресс изготовляется с основными параметрами по ТУ 2-041-485—87, ГОСТ 7879—65.
- Номинальное усилие пресса — 1000 кН (100 т)
- Ход ползуна — 80 мм
- Расстояние от оси ползуна до станины (вылет) — 250 мм
- Частота ходов ползуна — 10..40 мин-1
- Размеры рабочего стола — 200 х 2500 мм
- Мощность привода — 11,8 кВт
- Вес машины полный — 9,3 т
Прессы листогибочные кривошипные.
 Параметры, основные виды и выбор.
Параметры, основные виды и выбор.Синонимы:
Листогибочные прессы предназначены для гибки различных деталей, когда требуется большая длина гиба, а также для изготовления гнутых профилей типа «уголок», «швеллер», «зетовый» из листового и полосового металлопроката за один или несколько переходов. Гибку осуществляют с помощью универсального инструмента (рис. 62). Кроме того, на листогибочных прессах с применением специального инструмента могут выполняться операции пробивки отверстий.
Рис.62 Схема рабочего пространства и универсальный инструмент листогибочного пресса
- Ползун листогибочного пресса
- Рабочий стол
- Универсальный пуансон
- Матрица
- Регулировочные болты
- Подкладная плита
Отечественной промышленностью выпускаются листогибочные прессы двух исполнений: с механическим приводом (кривошипные) и гидравлические.
У кривошипных листогибочных прессов ход не регулируется. Ход гидравлических прессов регулируется в пределах разницы между открытой высотой пресса и закрытой высотой штампа с помощью конечных выключателей.
Выбор листогибочных прессов определяется геометрическими параметрами изгибаемой детали — длиной гиба, шириной и высотой ее полок, необходимым для выполнения операции усилием и соответствующими им требуемыми технологическими и конструктивными параметрами пресса (вылет, закрытая высота, величина хода, номинальное усилие). Ориентировочно можно определить потребное усилие гибки в зависимости от геометрических параметров заготовки и матрицы. Примеры последовательности гибки показаны на рис. 63.
Рис.63 Примеры использования универсальных пуансона и матрицы (V — образный универсальный штамп) для получения профилей.
- Последовательность получения П — образного профиля
- Последовательность получения Z — образного профиля
- Последовательность получения профиля с полками
- Последовательность получения сложного профиля
Особенностью методики выбора листогибочного пресса является то, что для него не проектируется специальный штамп, а используется универсальный (см. рис. 62). В связи с этим в основе выбора пресса лежит технологическая проработка его возможностей для гибки той или иной детали. При этом могут применяться различные варианты специальных пуансонов, сменные матрицы с универсальным матрицедержателем в виде горизонтальной подкладной плиты или вертикальной стойки.
рис. 62). В связи с этим в основе выбора пресса лежит технологическая проработка его возможностей для гибки той или иной детали. При этом могут применяться различные варианты специальных пуансонов, сменные матрицы с универсальным матрицедержателем в виде горизонтальной подкладной плиты или вертикальной стойки.
Универсальность листогибочных прессов обеспечивается также различными вариантами упоров 1, которые перемещаются на кронштейне и крепятся на нем винтовым зажимом 2.
Профиль матрицы для V-образной гибки зависит от размеров профиля изгибаемой детали. Размеры матрицы можно ориентировочно определить без учета усилия пресса по данным табл. 15.
Таблица определения усилия гибки (в тоннах) при длине гиба L = 1000 мм и σB = 40 МПа.
Габариты пресса листогибочного кривошипного
Габариты листогибочного кривошипного пресса ив1330
Инструмент и стол листогибочного пресса ив1330
Инструмент и стол листогибочного пресса ив1330. Смотреть в увеличенном масштабе
ИВ1330 Общий вид листогибочного кривошипного пресса
Фото листогибочного пресса ив1330
ИВ1330 Расположение составных частей листогибочного кривошипного пресса
Расположение составных частей листогибочного пресса ив1330
Расположение составных частей листогибочного кривошипного пресса ив1330. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень составных частей листогибочного кривошипного пресса ив1330
- Станина — и1330.10.000
- Привод маховика — и1330.20.000
- Муфта-тормоз — и1330.21.000
- Вал приемный — ив1330.22.000
- Вал промежуточный короткий — ив1330.23.000
- Вал промежуточный длинный — и1330.24.000
- Вал эксцентриковый — и1330.25.000
- Шатуны — и1330.26.000
- Ползун — и1330.27.000
- Привод механизма регулировки — и1330.28.000
- Уравновешиватель — и1330.29.000
- Механизм переключения ходов — и1330.30.000
- Маслопровод — и1330.40.000
- Пневмооборудование — и1330.50.000
- Упор задний механизированный — ив1330.57.000
- Ограждение — ив1330.58.000
- Инструмент — и1330.60.000
- Ограждение — и1330.62.000
- Картеры — и1330.63.000
- Предохранитель машины от перегрузки — и1330.64.
 000
000 - Упор передний — и1330.65.000
- Подставка — и1330.75.000
- Размещение электрооборудования на машине — и1330.80.000
- Пульт управления-переносной — и1330.80.000
- Ресивер — У69.00.000
ИВ1330 Расположение органов управления листогибочным кривошипным прессом
Расположение органов управления листогибочным прессом ив1330
Перечень органов управления листогибочным кривошипным прессом ив1330
- Рукоятка переключения числа ходов пресса
- Кнопка регулировки положения ползуна «Вверх»
- Кнопка регулировки положения ползуна «Вниз»
- Сдвоенные кнопки «Пуск» одиночного хода
- Сдвоенные кнопки «Пуск» одиночного хода
- Кнопка «Общий стоп»
- Кнопка «Общий стоп»
- Рычажок сброса показаний указателя, поз.9.
- Указатель измерения величины межштампового пространства
- Педаль
- Вводный выключатель
- Номограмма определения ширины ручья матрицы
- Схема гибки листа в ручье матрицы
- Стоп автомат
- Переключатель местного освещения
- Кнопка «Пуск мотора»
- Кнопка «Упор вперед»
- Кнопка «Упор назад»
- Ручная прокачка
ИВ1330 Кинематическая схема листогибочного кривошипного пресса
Кинематическая схема листогибочного пресса ив1330
Кинематическая схема листогибочного пресса ив1330. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Станина
Станина пресса (рис. 8) состоит из двух стоек 1 и 2, соединённых столом 3 и двумя распорками 4 и 6. Распорка 4 служит также площадкой для установки привода и воздухораспределительных устройств. Стойки со столом соединяются шпонками 7 с цилиндрическими взаимно перпендикулярными поверхностями.
На участках стоек, работающих на растяжение, между стенками вварены тяги 8, в верхней части правой стойки 2 расположен корпус редуктора.
Опорные направляющие ползуна 9 имеют прямоугольную форму и изготовлены из материала сталь 45 ГОСТ 1050-74.
Привод
Привод пресса (рис. 9) состоит из электродвигателя повышенного скольжения, клиноременной передачи, муфты-тормоза, вмонтированной в маховик, и зубчатых колёс, расположенных на приёмном валу, двух промежуточных и эксцентриковых валах.
Зубчатая муфта, расположенная на промежуточном коротком валу, позволяет иметь две скорости хода ползуна.
Переключение скоростей производится рычажным механизмом, рукоятка которого выведена на лицевую сторону правой стойки поз. 12 (рис.5)
12 (рис.5)
ВНИМАНИЕ
Запрещается переключать скорости на ходу. Переключение должно производиться только при затухавших оборотах маховика в режиме «Толчок».
Для уменьшения шума и повышения срока службы все зубчатые колеса редуктора находятся в масляной ванне.
Быстроходные пары выполнены косозубыми.
Муфта-тормоз
Муфта-тормоз (рис. 10) жёстко сблокированная многодисковая фрикционная муфта с пневматическим включением.
ИВ1330 Чертеж фундамента листогибочного кривошипного пресса
Читайте также: Производители кузнечно-прессового оборудования в России
И1330 Листогиб кривошипный для гибки листового металла. Видеоролик.
Технические характеристики листогибочного кривошипного пресса ИВ1330
| Наименование параметра | И1330 | ИВ1330 |
|---|---|---|
| Основные параметры пресса | ||
| Номинальное усилие, кН (тс) | 1000 (100) | 1000 (100) |
| Длина стола и ползуна, мм | 2550 | 2500 |
| Расстояние между стойками в свету, мм | 2050 | 2000 |
| Ширина стола, мм | 200 | 200 |
| Высота стола над уровнем пола, мм | 800 | 790 |
| Ход ползуна, мм | 80 | 80 |
| Наибольшее расстояние между столом и ползуном в его нижнем положении, мм | 320 | 300 |
| Величина регулировки расстояния между столом и ползуном, мм | 100 | 125 |
| Число ходов ползуна в минуту | 10, 30 | 10. .40 .40 |
| Тип муфты включения | Пневматический | Пневматический |
| Тип тормоза | Пружинный | Пружинный |
| Электрооборудование и привод пресса | ||
| Количество электродвигателей, кВт | 4 | 4 |
| Электродвигатель главного привода М1, кВт | 14 | 11,8 |
| Электродвигатель привода перемещения (регулировки) ползуна М3, кВт | 1,1 | 1,1 |
| Электродвигатель привода заднего механизирована упора М4, кВт | 0,75 | 0,75 |
| Электродвигатель станции смазки М2, кВт | 0,09 | 0,09 |
| Суммарная мощность электродвигателей, кВт | 15,94 | 13,74 |
| Габарит и масса пресса | ||
| Габарит (длнна х ширина х высота), мм | 3000 х 1820 х 2935 | 3000 х 1820 х 2945 |
| Масса пресса, кг | 9100 | 9400 |
- Банкетов А.
 Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970 - Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
- Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Розанов Б.В. Гидравлические прессы, 1959
- Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
- Щеглов В.Ф. Кузнечно-прессовые машины, 1989
- Берлет Разработка чертежей поковок, 2001
- Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
- Романовский В.П. Справочник по холодной штамповке, 1965
- Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
- Кузьминцев В.
 Н. Ковка на молотах и прессах, 1979
Н. Ковка на молотах и прессах, 1979 - Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Список литературы:
Связанные ссылки. Дополнительная информация
Станки, КПО, ТПА Поставляем Агрегаты электронасосные дозировочные плунжерные сл. серии в различных модификациях: ДП 6300 5000 3200 2500 2000 1600 1250 1000 800 630 500 400 320 250 200 160 125 100 80 63 40 32 25 16 10 6,3 4 2,5 2 1,6 1 0,63 0,4 0,16 ДДМ 1600 63 ЦМГ 2,5 6,3 12,5 25 70 … Предлагаем Редукторы РЦД 250 РМ 500 РМ 500РМ 650 РМ 650 РМ 650-50-22 РМ 650 РМ 850 РМ 1000 РК 600 Ц2У 160 Ц2У 200 Ц2У 1Ц2У Ц2У Ц2У Ц2У ВКУ 765М ВКУ 765М На продукцию распространяется Гарантия 1 год. … Поставляем горелки газовые низкого давления типа ГНП
Горелки типов:
ГНП-1АП ГНП-1БП ГНП-1АС ГНП-1БС
ГНП-2АП ГНП-2БП ГНП-2АС ГНП-2БС
ГНП-3АП ГНП-3БП ГНП-3АС ГНП-3БС
ГНП-4АП ГНП-4БП ГНП-4АС ГНП-4БС
ГНП-5АП ГНП-5БП ГНП-5АС ГНП-5БС
ГНП-6АП ГНП-6БП ГНП-6АС ГНП-6БС
ГНП-7АП ГНП-7БП ГНП-7АС ГНП-7БС
ГНП-8АП ГНП-8БП ГНП-8АС ГНП-8БС
ГНП-9АП ГНП-9БП ГНП-9АС ГНП-9БС
Горелки двухпроводные с принудительной подачей воздуха, поставляются с плитой в сборе и изготавливаются по высококачественной технологии литьем. Реализуем со склада и под заказ коронки буровые сл. марок: КДП 40-25 КТШ 36-22 КПД 43-25 КПД 52-25 ККП 40-25 ККП 43-25 ККП 46-31 ККП 65-31 КТШ 40-25 КТШ 43-25 КТШ 46-31К КТШ 65-31К КТШ 85-31К СА4 СА5 СА6 К-100ВА К-130 К-105С КНШ-105 КНШ-110 КНШБ-110 Контактная информация: OOO PromGrupp т.8-903-4073921, Ф.86354-57650, … Предлагаем Аэратор ПАМ-24 и комплектующие ( рабочее колесо — крыльчатка диам . 800 мм , с посадочным отверстием диам. 28 и 32 мм. Муфты зубчатые:
1. Муфта зубчатая МЗ-1
2. Муфта зубчатая МЗ-2
3. Муфта зубчатая МЗ-З
4. Муфта зубчатая МЗ-4
5. Муфта зубчатая МЗ-5
6. Муфта зубчатая МЗ-7
7. Муфта зубчатая МЗ-8
8. Муфта зубчатая МЗ-9
9. Муфта зубчатая МЗ-11
10. Муфта зубчатая МЗ-12
11. Муфта зубчатая МЗ-15
12. Муфта зубчатая МЗ-17
13. Муфта зубчатая МЗ-19
14. ооо «ШЭЛТ» (г. Калуга) т/ф (4842) 548-703 предлагает широкий спектр услуг в техническом обслуживании,
ремонте и пуско-наладочных работах автоматического оборудования.
По Вашему вызову, наши специалисты оценят состояние оборудования, предложат варианты восстановления, ремонта и пуско-наладочных работ термопластавтоматов KuASY; ARBURG; ENGEL; Д..; VINDSOR; JM..и другие.
Ремонтируем и изготавливаем электронные блоки для KuASY, ремонтируем блоки У171.12 для ДЕ, терморегуляторы RK-40, RK-41 для KuASY. Ремонтируем гидравлические системы ТПА. Изготавливаем терморегуляторы для VINDSOR, таймеры ZB 01-109/220 для KuASY, датчики индутивные бесконтактные БВК (разные, питание 4,5v. ооо «ШЭЛТ» (г. Калуга) т/ф (4842) 548-703 предлагает широкий спектр услуг в техническом обслуживании, ремонте и пуско-наладочных работах автоматического оборудования. По Вашему вызову, наши специалисты оценят состояние оборудования, предложат варианты восстановления, ремонта и пуско-наладочных работ термопластавтоматов KuASY; ARBURG; ENGEL; Д..; VINDSOR; JM..и другие. Ремонтируем и изготавливаем электронные блоки для KuASY, ремонтируем блоки У171.12 для ДЕ, терморегуляторы RK-40, RK-41 для KuASY. Ремонтируем гидравлические системы ТПА. Изготавливаем терморегуляторы для VINDSOR, таймеры ZB 01-109/220 для KuASY, датчики индутивные бесконтактные БВК (разные, питание 4,5v..27v, зона сра … ооо «ШЭЛТ» (г. Калуга) т/ф (484-2) 548-703, e-mail: [email protected], предлагает широкий спектр услуг в техническом обслуживании, ремонте и пуско-наладочных работах различного импортного автоматического оборудования. Предлагаем контакторы вакуумные серии КВ1 реверсивные КВ1-160-3-Р, КВ1-250-3-Р, КВ1-400-3-Р. Контакторы предназначены для использования в пускателях, станциях управления, для коммутации токов включения и отключения асинхронных электродвигателей с короткозамкнутым ротором и других приемников электроэнергии в системах дистанционного управления электроприводами. Ознакомиться с более подробной информацией можно на сайте … ООО ЭТЗ Электроаппарат предлагает реле контроля и защиты РКЗМ-25, РКЗМ-50, РКЗМ-250, РКЗМ-500, РКЗМ-900. ООО «НПП «СпецОборудование» поставляет средства для ЛАРН :
боны сорбирующие удерживающие, боны нефтеограждающие легкие, бон заградительный, бон морской, бон надувной, бон постоянной плавучести, бон сетчатый, бон сорбирующий сетчатый, бон сорбционно-удерживающий, бон сорбционный, бон универсальный, бон легкий, быстросборные резервуары, ВАУ-1, ВАУ-2, емкость для хранения нефти, емкости временного хранения, каркасные резервуары, комплекс оборудования для ликвидации разливов нефти, Лесорб, Лессорб, нефтесборщик барабанный, нефтесборщик универсальный, оборудование для МЧС, оборудование для нефтегазового комплекса, оборудование для ликвидации нефтеразлива, оборудование для сбора нефти, разборные . Изготовление и продажа станков для производства мебели. Вакуумные пресса для облицовки мебельных фасадов пленками ПВХ, пластиком, шпоном и др. от 237707р., фрезерные станки с ЧПУ от 630000р., копировально фрезерные станки от 88981р., пресс мембранный термо-вакуумный для изготовления радиусных (гнутых) фасадов от 202750р., фрезерные станки для гнутых фасадов от 76270р., постформинг от 69336р. Также изготовление станков нестандартных размеров под заказ. Гарантия 1 год, самые доступные цены, пуско-наладка, доставка, обучение. Наш сайт www.vacum-press.ru … Предлагаем:
• вентиляторы осевые ВОЭ-5
• вентиляторы ВМЭ-4, ВМЭ-5, ВМЭ-6, ВМЭ-8, ВМЭ-2.10, ВМЭ-10Р, ВМП-4М, ВМП-6/1
• отбойный молоток МО-1А, МО-2А, МО-3А, МО-4А, МО-2К, МОП-2
• запасные части к отбойным молоткам
• пика П-11, пика-лопатка П-41, зубило П-31, П-32
• рубильный молоток МР-22, МР-36
• клепальный молоток ИП-4009М, ИП-4010М
• бетонолом Б-3
• машинки сверлильные ИП-1009
• электрогидравлические толкатели ТЭ-30, ТЭ-50, ТЭ-80
• светильники шахтные головные СГД. Предлагаем: • отбойный молоток МО-1А, МО-2А, МО-3А, МО-4А, МО-2К, МОП-2 • запасные части к отбойным молоткам • пика П-11, пика-лопатка П-41, зубило П-31, П-32 • вентиляторы (осевые, шахтные) ВОЭ-5, ВМЭ-4, ВМЭ-5, ВМЭ-6, ВМЭ-8, ВМП-4М, ВМП-6/1 • рубильный молоток МР-22, МР-36 • клепальный молоток ИП-4009М, ИП-4010М • бетонолом Б-3 • машинки сверлильные ИП-1009 • электрогидравлические толкатели ТЭ-30, ТЭ-50, ТЭ-80 • светильники шахтные головные СГД.5М.05; СГГ.5М.05 • зубки к баровым машинам ЗН-4 • электросвёрла ЭРП18Д-2М, ЭР18-2М • электропилы ЭП-4 • разъёмы штепсельные РШ-1, РШ-2 … … 178 — 179 — 180 — 181 — 182 — 183 — 184 — 185 — 186 — 187 — 188 — 189 — 190 — 191 — 192 — 193 — 194 — 195 — 196 — 197 — 198 — 199 — 200 — 201 — 202 — 203 — 204 — 205 — 206 — 207 — 208 — 209 — 210 — 211 — 212 — 213 — 214 — 215 — 216 — 217 — 218 . | Авто(10948) |

 стойка , двигатель и др…). АЭРАТОР ПАМ24 Аэратор поворотный предназначен для подачи увлажненного воздуха на рабочие места в горячих цехах металлургических и машиностроительных предприятий, а так же предприятий с вредным производством. Возможно изготовление аэротаров ПАМ 24 -04 без механизма поворота. Производительность,м3/ч 24000 Частота вращения вала двигателя, об/мин 1420 Номинальная мощность двигателя, кВт 4 Давление воды для форсунки, МПа 0,3 Давление воздуха для форсунки, МПа 0,5 Диаметр рабочего колеса, мм 800 Номинальное напряжение двигателя, В 380 Максим …
стойка , двигатель и др…). АЭРАТОР ПАМ24 Аэратор поворотный предназначен для подачи увлажненного воздуха на рабочие места в горячих цехах металлургических и машиностроительных предприятий, а так же предприятий с вредным производством. Возможно изготовление аэротаров ПАМ 24 -04 без механизма поворота. Производительность,м3/ч 24000 Частота вращения вала двигателя, об/мин 1420 Номинальная мощность двигателя, кВт 4 Давление воды для форсунки, МПа 0,3 Давление воздуха для форсунки, МПа 0,5 Диаметр рабочего колеса, мм 800 Номинальное напряжение двигателя, В 380 Максим … Муфта зубчатая МЗ-22
15. Муфта зубчатая МЗ-24
по ГОСТ-5006-83 и по ГОСТ Р 50895-96 в компактном исполнении
Муфта зубчатая 1-1000-50-1У2
Муфта зубчатая 1-4000-50-1-65-1У2
и др. МЗ соответствующего ряда
МЗ 6422-00-1, МЗ 6422-00-2, МЗ 6422-00-3,
МЗ 6422-00-4, МЗ 6422-00-5, МЗ 6422-00-6,
МЗ 6422-00-7, МЗ 6422-00-8, МЗ 6422-00-9,
М …
Муфта зубчатая МЗ-22
15. Муфта зубчатая МЗ-24
по ГОСТ-5006-83 и по ГОСТ Р 50895-96 в компактном исполнении
Муфта зубчатая 1-1000-50-1У2
Муфта зубчатая 1-4000-50-1-65-1У2
и др. МЗ соответствующего ряда
МЗ 6422-00-1, МЗ 6422-00-2, МЗ 6422-00-3,
МЗ 6422-00-4, МЗ 6422-00-5, МЗ 6422-00-6,
МЗ 6422-00-7, МЗ 6422-00-8, МЗ 6422-00-9,
М … .27v, зона сра …
.27v, зона сра … По Вашему вызову, т/ф (484-2) 548-703, специалисты ООО «ШЭЛТ» (г.Калуга), оценят состояние оборудования, предложат варианты восстановления, ремонта и пуско-наладочных работ термопластавтоматов «KuASY»; «ARBURG»; «ENGEL»; «Д..»; «VINDSOR»; «JM..» и другие. Ремонтируем и изготавливаем электронные блоки системы управления, терморегуляторы RK-40, RK-41 для ТПА «KuASY». Ремонтируем электронные блоки …
По Вашему вызову, т/ф (484-2) 548-703, специалисты ООО «ШЭЛТ» (г.Калуга), оценят состояние оборудования, предложат варианты восстановления, ремонта и пуско-наладочных работ термопластавтоматов «KuASY»; «ARBURG»; «ENGEL»; «Д..»; «VINDSOR»; «JM..» и другие. Ремонтируем и изготавливаем электронные блоки системы управления, терморегуляторы RK-40, RK-41 для ТПА «KuASY». Ремонтируем электронные блоки … Реле предназначено для установки в цепях питания трехфазных электроустановок переменного тока (электродвигателей, трансформаторов и других агрегатов) с целью повышения их надежности и увеличения срока службы.
Ознакомиться с более подробной информацией можно на сайте …
Реле предназначено для установки в цепях питания трехфазных электроустановок переменного тока (электродвигателей, трансформаторов и других агрегатов) с целью повышения их надежности и увеличения срока службы.
Ознакомиться с более подробной информацией можно на сайте … ..
.. 5М.05; СГГ.5М.05
• зубки к баровым машинам ЗН-4
• электросвёрла ЭРП18Д-2М, ЭР18-2М
• электропилы ЭП-4
• разъёмы штепсельные РШ-1, РШ-2 …
5М.05; СГГ.5М.05
• зубки к баровым машинам ЗН-4
• электросвёрла ЭРП18Д-2М, ЭР18-2М
• электропилы ЭП-4
• разъёмы штепсельные РШ-1, РШ-2 … .. >
.. >
Производитель шатунов | Самые прочные шатуны и болты шатунов онлайн
Toggle Nav
Поиск
- Сравнение товаров
Меню
Счет
Над чем ты сегодня работаешь
Делать
— Выберите производителя —
Двигатель
— Выбор двигателя —
Новые поступления
Самые прочные шатуны в отраслиО BoostLine
Шатуны BoostLine — это первые шатуны специального назначения для силовых агрегатов. Запатентованная конструкция с тремя карманами была специально разработана для требовательных двигателей с турбонаддувом, наддувом и больших закисей азота и обеспечивает на 60% большую прочность на изгиб по сравнению с обычными стержнями с двутавровой балкой! Шатуны BoostLine изготовлены из кованой стали премиум-класса 4340 и оснащены стандартными высококачественными болтами ARP 2000, а в качестве модернизации доступны еще более прочные болты ARP 625+ Custom Age.
Запатентованная конструкция с тремя карманами была специально разработана для требовательных двигателей с турбонаддувом, наддувом и больших закисей азота и обеспечивает на 60% большую прочность на изгиб по сравнению с обычными стержнями с двутавровой балкой! Шатуны BoostLine изготовлены из кованой стали премиум-класса 4340 и оснащены стандартными высококачественными болтами ARP 2000, а в качестве модернизации доступны еще более прочные болты ARP 625+ Custom Age.
Каждый стержень BoostLine спроектирован и обработан в Менторе, штат Огайо, и проверен на КИМ аэрокосмического класса. Они изготавливаются с самой высокой в отрасли точностью, и каждый набор стержней включает в себя отдельные отчеты о проверке с подробным описанием критических размеров до 0,0001 дюйма. Шатуны
BoostLine рассчитаны на мощность до 1000 л.с. для 4-цилиндровых двигателей, 1500 л.с. для 6-цилиндровых двигателей и стратосферную мощность 2000 л.с. для 8-цилиндровых двигателей. Все лошадиные силы мира бесполезны, если ваш двигатель не доедет до финиша. Шатуны BoostLine обеспечивают мощность, необходимую вашему двигателю, чтобы привести вас к финишу.
Шатуны BoostLine обеспечивают мощность, необходимую вашему двигателю, чтобы привести вас к финишу.
«При попытке развить мощность более 1000 л.
— Люк Уилсон, 4 Piston Racing
«Производя более 2000 л.с., я знаю, что всегда могу положиться на компоненты Boostline, чтобы вывести мой Coyote в круг победителей. 1-й выбор JPC, когда нам нужно качественное, надежное соединение стержни».
— Джастин Берчем, JPC Racing
«1155,4 лошадиных силы и 822,0 фунт-фут крутящего момента оказались магическим числом, но мы, вероятно, сделали бы чуть больше 1200 лошадиных сил, если бы у нас было больше инжекторов»
— ГОРЯЧИЙ ROD Magazine, Coyote Dyno Test
Статьи и советы по шатунамBoostline — Технологии BoostLine — Блог
BoostLine — Блог
Самые прочные в отрасли шатуны для дизельных двигателей Duramax и Cummins
14 октября 2021 г.
С момента появления BoostLine в мире мощных двигателей наши запатентованные шатуны с 3 гнездами используются в двигателях многих различных гоночных дисциплин, от дрифта до дрэг-рейсинга. Успешно испытав и разработав нашу линейку шатунов для различных газовых двигателей мощностью до 2000 л.с., мы осознали необходимость надежной работы в мире высокопроизводительных дизельных двигателей.
BoostLine — Блог
BoostLine обеспечивает большее количество гонщиков благодаря расширенной линейке удилищ!
23 ноября 2020 г.
BoostLine продолжает расти, и наша линейка шатунов растет вместе с нами! Узнайте, почему мы производим удилища именно так, как мы это делаем, и какие выгоды могут получить гонщики от производительности BoostLine.
Свяжитесь с нами
АВТОРСКИЕ ПРАВА © 2023 BOOSTLINE ВСЕ ПРАВА ЗАЩИЩЕНЫ. BOOSTLINE ЯВЛЯЕТСЯ ЧАСТЬЮ СЕМЕЙСТВА БРЕНДОВ-ПОБЕДИТЕЛЕЙ ГОНОК
Восстановленные шатуны — замена Capital Reman
Все шатуны Capital Reman Exchange очищаются, обрабатываются магнитным флюсом, а затем обрабатываются до заводских характеристик. спецификациям и отточены до стандартного диаметра оригинального оборудования для равномерного распределения нагрузки на системы шатунных подшипников. Новые втулки установлены и проточены во всех втулках шатунов. Каждые восстановленный шатун тщательно осматривается на предмет изгиба и перекручивания. Возможность механической обработки восстановленных шатунов — это уникальная услуга, которая дает нам возможность самостоятельно собирать блоки цилиндров. Наше современное оборудование, в том числе машины Sunnen и Berco, дает нам лучшие готовые восстановленные шатуны на рынке. На все шатуны распространяется гарантия сроком на 1 год с неограниченным пробегом.
Возможность механической обработки восстановленных шатунов — это уникальная услуга, которая дает нам возможность самостоятельно собирать блоки цилиндров. Наше современное оборудование, в том числе машины Sunnen и Berco, дает нам лучшие готовые восстановленные шатуны на рынке. На все шатуны распространяется гарантия сроком на 1 год с неограниченным пробегом.
Почему шатуны выходят из строя
В большинстве случаев восстановленные детали шатунов не «выбрасываются» с места, а структурно выходят из строя. Шатуны сконструированы таким образом, чтобы выдерживать экстремальные нагрузки, температуру и давление двигателя, однако ни один восстановленный шатун не прослужит вечно. Два типичных ремонта двигателя, необходимые для поломки шатуна, — это либо головка блока цилиндров, либо сам блок двигателя. Если шатун двигателя ломается, когда поршень движется вверх, физика «энергии движения» обычно заклинивает поршень в головке блока цилиндров, вызывая значительные повреждения. Если поршень движется вниз, в то время как восстановленный шатун ломается, быстро движущийся поршень пробивает зияющую дыру прямо в блоке цилиндров.
Важно выбирать восстановленные шатуны вместо бывших в употреблении шатунов. Мы доводим наши восстановленные детали шатунов до соответствия спецификациям OEM по сравнению с бывшими в употреблении шатунами, которые просто ремонтируются, насколько это возможно.
Восстановленные шатуны и бывшие в употреблении шатуны
Мы предоставляем анализ стоимости восстановленных шатунов в сравнении с отраслевыми стандартами, а также цены на новые шатуны. Мы верим в авансовые и справедливые цены на все наши запчасти для дизельных шатунов без скрытых затрат или наценок.
Мы всегда восстанавливаем восстановленные детали шатунов в соответствии со спецификациями OEM. Это означает, что восстановленный шатун полностью переработан до нового качества. В некоторых случаях шатун восстанавливается до качества, превосходящего новый, с использованием новейших технологий, которых не было в предыдущем шатуне. Все наши шатуны восстанавливаются, а не ремонтируются. Мы не просто «ремонтируем», мы восстанавливаем восстановленный шатун в соответствии с теми же стандартами, в которых он был протестирован в тот день, когда он был отправлен с завода.
Наш процесс восстановления шатуна
Краткий обзор процесса восстановления со всеми восстановленными шатунами, которые мы получаем, выглядит следующим образом:
1. Очищение шатуна двигателя
2. шатуны считаются пригодными для процесса восстановления
4. шатуны двигателя обработаны магнитным флюсом
5. шатуны обработаны в соответствии со спецификациями OEM
6. шатуны усовершенствованы до правильного стандартного диаметра
7. Шатуны проверены на равномерность распределения и нагрузки на системы шатунных подшипников
8. Установлены новые втулки
9. Втулки обработаны во всех щеточных шатунах
10. Шатун двигателя проверен на изгиб и скручивание
11. Машины Sunnen и Berco совершенствуют восстановленный шатун
12. Контроль качества проводит внутреннюю и внешнюю проверку всего шатуна дизельного двигателя перед отправкой
В дополнение к вышеперечисленным 12 шагам наши точные стандарты контроля качества обеспечивают Баланс в восстановленном шатуне восстанавливается, щетки поршневого пальца проверяются, изменяются по размеру и полностью заменяются, повторно проводятся измерения между отверстием поршня и кривошипом для обеспечения надлежащей структурной целостности.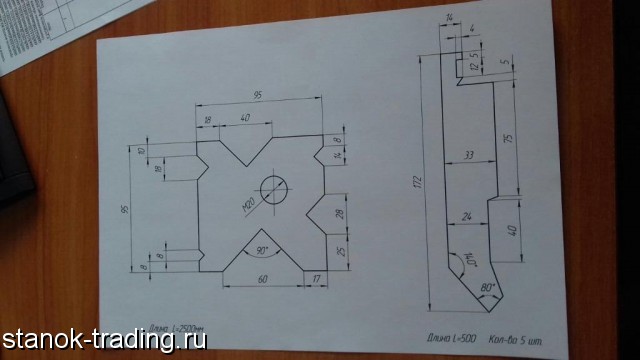 Наконец, в большинстве случаев вместе с заказом мы поставляем новые болты текучести и новый крутящий момент. Ниже представлен полный процесс контроля качества восстановленных деталей шатунов.
Наконец, в большинстве случаев вместе с заказом мы поставляем новые болты текучести и новый крутящий момент. Ниже представлен полный процесс контроля качества восстановленных деталей шатунов.
Наша полная сводка по 16-точечному восстановлению шатуна
Полная схема процесса восстановления шатунов двигателя выглядит следующим образом:
Первым шагом при восстановлении шатуна является осмотр всей детали на наличие структурных повреждений и существующей целостности. Осматриваем основной и малый вал на наличие царапин и трещин, а также измеряем прямолинейность шатуна двигателя и внутренних компонентов. Мы проверяем все гайки, как резьбу, так и на наличие повреждений и износа. Мы обдуваем все поступающие восстановленные шатуны. Документируем и маркируем поврежденные места. Также тщательно осматриваем главную балку шатуна дизеля. Если в основной балке обнаружены какие-либо трещины, мы считаем ее непригодной для восстановления. Наши процессы проверки и контроля качества являются одними из самых строгих в отрасли.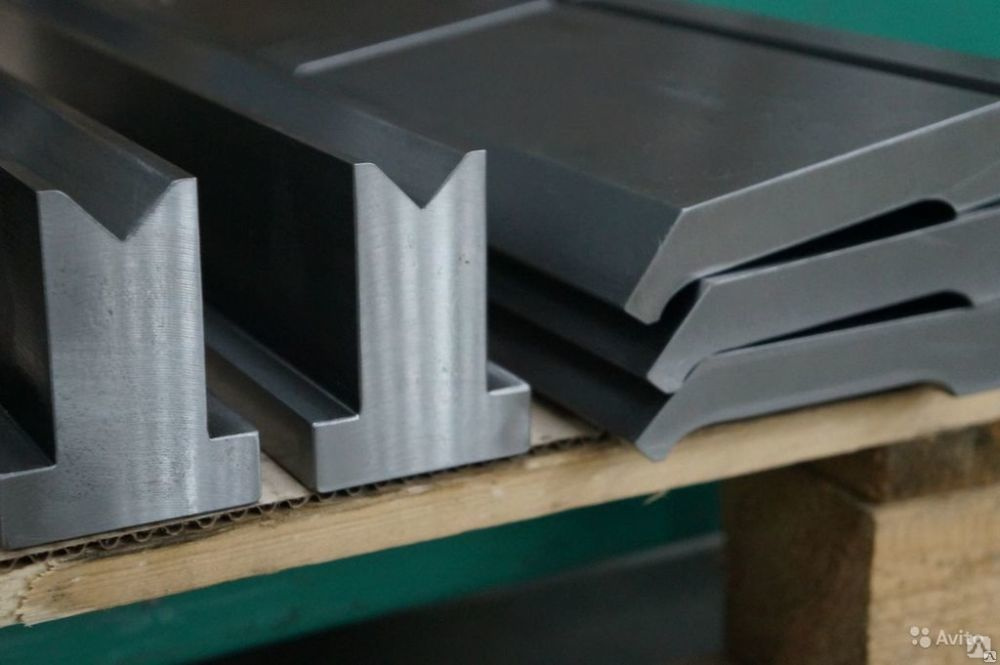 Мы ISO9001 уровень механического цеха и должны следовать строгим правилам восстановления шатунов.
Мы ISO9001 уровень механического цеха и должны следовать строгим правилам восстановления шатунов.
Во-вторых разбираем все компоненты восстановленного шатуна. Снимаем колпачок со стержня и подготавливаем его к чистке. Очень важно пометить каждую деталь, чтобы обеспечить правильную сборку. Каждая крышка и стержень маркируются в соответствующем наборе.
Третий этап — травление шатуна двигателя. На крышке и поверхности шатуна выгравируем код рабочего номера и дату по юлианскому календарю. Это делается для того, чтобы мы могли отслеживать, какие работы по восстановлению были выполнены на восстановленном шатуне и кем из наших специалистов по шатунам двигателя.
Четвертым этапом восстановления шатуна дизельного двигателя является дополнительная проверка болтов. Мы проверяем каждый болт на структурную целостность и документируем наши выводы.
Пятый этап – дробеструйная обработка шатунов. Наша машина для дробеструйной обработки шатуна очищает и укрепляет восстановленный шатун, в результате чего поверхность металла становится более плотной. Обычно мы сначала подвергаем дробеструйной обработке крышки и лопасти, прежде чем приступать к дробеструйной обработке шатуна целиком. Дробеструйная обработка поверхности металла приводит к ее пластическому растеканию, что вызывает изменение элементарных свойств поверхности. Процесс дробеструйной обработки деталей шатуна снимает напряжения, возникающие при первоначальном изготовлении или шлифовке металлической детали. Снятие напряжения с деталей шатунных подшипников на месте также очень важно. Если подшипники шатуна устали, это создает нагрузку на другие жизненно важные компоненты. В процессе эти отрицательные напряжения заменяются положительными сжимающими напряжениями на восстановленных шатунах. В зависимости от материала, используемого в восстановленном шатуне, геометрия в процессе дробеструйной обработки шатуна может увеличить общую усталостную долговечность восстановленного шатуна до 1000%.
Наша машина для дробеструйной обработки шатуна очищает и укрепляет восстановленный шатун, в результате чего поверхность металла становится более плотной. Обычно мы сначала подвергаем дробеструйной обработке крышки и лопасти, прежде чем приступать к дробеструйной обработке шатуна целиком. Дробеструйная обработка поверхности металла приводит к ее пластическому растеканию, что вызывает изменение элементарных свойств поверхности. Процесс дробеструйной обработки деталей шатуна снимает напряжения, возникающие при первоначальном изготовлении или шлифовке металлической детали. Снятие напряжения с деталей шатунных подшипников на месте также очень важно. Если подшипники шатуна устали, это создает нагрузку на другие жизненно важные компоненты. В процессе эти отрицательные напряжения заменяются положительными сжимающими напряжениями на восстановленных шатунах. В зависимости от материала, используемого в восстановленном шатуне, геометрия в процессе дробеструйной обработки шатуна может увеличить общую усталостную долговечность восстановленного шатуна до 1000%. Тип дробеструйного материала, интенсивность, качество, охват дробеструйной обработки — все это влияет на эффективность процесса упрочнения.
Тип дробеструйного материала, интенсивность, качество, охват дробеструйной обработки — все это влияет на эффективность процесса упрочнения.
Шестым этапом процесса восстановления шатуна двигателя является удаление и выбраковка втулки пальца. Эти части восстановленного шатуна удаляются с помощью пресса.
Седьмой этап — шлифовка/фрезерование шатунов двигателя. Мы шлифуем или фрезеруем восстановленный шатун до размера от 0,001 до 0,005 дюйма без крышек в соответствии со спецификациями OEM. Важно, чтобы отверстие было полностью круглым. Большинство старых шатунов искривлены и изношены. Путем шлифовки шатун двигателя восстанавливается до исходного качества OEM. 9Процесс шлифования 0096 — это то, в чем мы преуспеваем больше всего. Наши кофемолки одни из лучших в мире. Владелец компании усердно искал лучших машинистов в мире. Именно их талант, смешанный с нашей программой наставничества, выпускает высококлассных машинистов, которые изготавливают лучшие восстановленные шатуны, которые можно купить за деньги.
Восьмой этап — снятие заусенцев с шатуна двигателя. После завершения процесса шлифовки с деталей удаляют заусенцы с помощью специального ленточного шлифовального инструмента для удаления острых краев. Острые края и дефекты шлифовки будут отбракованы, если их не обработать.
Девятый шаг заключается в повторной сборке всех готовых деталей восстановленного шатуна в соответствии со спецификациями и правилами OEM.
Десятый этап заключается в хонинговании отверстия корпуса в соответствии со спецификациями OEM. С помощью хонинговального станка мы делаем очень точные изменения, чтобы сделать движущиеся части в стержнях двигателя очень гладкими. Все движущиеся части восстановленного шатуна должны скользить друг относительно друга с минимальной погрешностью.
Одиннадцатый шаг при восстановлении дизельного шатуна запрессовывает новые втулки пальцев. Все конические стержни нагреваются для установки втулок. В основном это означает, что при нагреве стержней выражается принцип теплового расширения. Металл расширяется и вставляются втулки штифтов. Когда металл вокруг втулки штифта остынет, достигается идеальная посадка.
В основном это означает, что при нагреве стержней выражается принцип теплового расширения. Металл расширяется и вставляются втулки штифтов. Когда металл вокруг втулки штифта остынет, достигается идеальная посадка.
Двенадцатый шаг заключается в хонинговании втулки пальца в соответствии со спецификациями OEM. Погрешность очень мала. Маленькое и большое отверстия должны быть точно отцентрированы друг относительно друга. Например, точный радиус каждого отверстия должен быть синхронизирован друг с другом. Если центральные точки смещены даже немного, весь дизельный шатун выйдет из строя.
Тринадцатый шаг – это окончательная проверка законченной работы на всех тягах двигателя. Наш отдел контроля качества использует инструменты тестирования отдельно от наших механиков, чтобы обеспечить точный независимый анализ выполняемой работы. Мы сверяем все размеры с базами данных спецификаций шатунов двигателей для восстановителей. Мы также сверяем все размеры со спецификациями OEM. См. ниже контрольный список контроля качества восстановленных шатунов.
См. ниже контрольный список контроля качества восстановленных шатунов.
Четырнадцатый этап — полировка восстановленного шатуна. Полируем восстановленный шатун диском Scotch Brite. Важно повторно отшлифовать шатуны, чтобы еще больше сгладить микроскопические дефекты.
Пятнадцатый шаг заключается в распылении восстановленных шатунов Cosmoline. Cosmoline долгое время был химикатом для защиты от ржавчины. Космолин использовался почти сто лет и был популярен во время Второй мировой войны. Покрытие соответствует стандарту MIL-C-1179.Средство защиты от ржавчины класса 3 6C. Использование космолайна предохраняет восстановленные шатуны от ржавчины в длительных заграничных поездках или в местах с повышенной влажностью.
Шестнадцатый и последний этап заключается в упаковке восстановленных деталей шатуна и их отправке. После отгрузки мы проверяем содержание заказа на работу и регистрируем все записи гарантийных претензий, перечисленные в порядке.
Процесс контроля качества для любого шатуна двигателя
Процесс контроля качества восстановленных шатунов выглядит следующим образом:
1. Тяговое рабочее задание и тяги двигателя
1a. Осмотр наборов для механической обработки
1b. Проверка больших и малых концов
1c. Зоны перегрева
1d. Звонки
1e. Прямолинейность
2. Проверьте спецификации в рабочем задании
3. Проверьте настройку нутромеров с часовым механизмом
4. Проверьте калибры и первую заготовку после шлифовки
5. По завершении хонингования проверьте размеры и диаметр
6. Проверьте калибр малого диаметра
7. Проверьте межцентровое расстояние и размер пальца
8. Проверьте диапазон крутящего момента
9. Проверьте датчики и первую часть после втулки. Финал
10. Проверьте завершение документов
11. Осмотрите упаковку
12. Подписание на восстановленные шатуны и перевернуть на перевозку
1 год гарантийной программы
.