ГОСТ 8724-2002
(ИСО 261-98)
Группа Г13
МКС 21.040.10
ОКСТУ 0071
Дата введения 2004-01-01
1 РАЗРАБОТАН Научно-исследовательским и конструкторским институтом средств измерения в машиностроении (ОАО «НИИизмерения»)
2 ВНЕСЕН Госстандартом России
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 22 от 6 ноября 2002 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджан | Азгосстандарт |
Армения | Армгосстандарт |
Беларусь | Госстандарт Республики Беларусь |
Грузия | Грузстандарт |
Казахстан | Госстандарт Республики Казахстан |
Кыргызстан | Кыргызстандарт |
Молдова | Молдова-стандарт |
Российская Федерация | Госстандарт России |
Таджикистан | Таджикстандарт |
Туркменистан | Главгосслужба «Туркменстандартлары» |
Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
(Поправка, ИУС 10-2004)
4 Настоящий стандарт представляет собой идентичный текст международного стандарта ИСО 261-98 «Резьбы ИСО общего назначения. Диаметры и шаги в диапазоне диаметров от 1 до 300 мм» и содержит дополнительные требования, отражающие потребности экономики страны
5 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 23 июня 2003 г. N 201-ст межгосударственный стандарт ГОСТ 8724-2002 (ИСО 261-98) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2004 г.
6 ВЗАМЕН ГОСТ 8724-81
ВНЕСЕНЫ поправки, опубликованные в ИУС N 10, 2004 год, ИУС N 4, 2006 год, ИУС N 6, 2015 год
Поправки внесены изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на метрические резьбы общего назначения с профилем по ГОСТ 9150 и устанавливает их диаметры от 0,25 до 600 мм и шаги от 0,075 до 8 мм.
Основные размеры метрической резьбы — по ГОСТ 24705.
Допуски резьбы — по ГОСТ 9000 и ГОСТ 16093.
Дополнительные требования, отражающие потребности экономики страны, выделены курсивом.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9000-81 Основные нормы взаимозаменяемости. Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9150-2002 Основные нормы взаимозаменяемости. Резьба метрическая. Профиль
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения
ГОСТ 16093-70 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 24705-81 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
3 Определения
Термины и определения — по ГОСТ 11708.
4 Выбор диаметров и шагов
4.1 Диаметры и шаги резьб должны соответствовать указанным в таблице 1.
При выборе диаметров резьб следует предпочитать первый ряд второму, а второй — третьему.
Таблица 1
В миллиметрах
Номинальный диаметр резьбы | Шаг | ||||||||
1-й ряд | 2-й ряд | 3-й ряд | крупный | мелкий | |||||
1 | 0,75 | 0,5 | 0,35 | 0,25 | 0,2 | ||||
0,25 | 0,075 | ||||||||
0,3 | 0,08 | ||||||||
0,35 | 0,09 | ||||||||
0,4 | 0,1 | ||||||||
0,45 | 0,1 | ||||||||
0,5 | 0,125 | ||||||||
0,55 | 0,125 | ||||||||
0,6 | 0,15 | ||||||||
0,7 | 0,175 | ||||||||
0,8 | 0,2 | ||||||||
0,9 | 0,225 | ||||||||
1 | 0,25 | 0,2 | |||||||
1,1 | 0,25 | 0,2 | |||||||
1,2 | 0,25 | 0,2 | |||||||
1,4 | 0,3 | 0,2 | |||||||
1,6 | 0,35 | 0,2 | |||||||
1,8 | 0,35 | 0,2 | |||||||
2 | 0,4 | 0,25 | |||||||
2,2 | 0,45 | 0,25 | |||||||
2,5 | 0,45 | 0,35 | |||||||
3 | 0,5 | 0,35 | |||||||
3,5 | 0,6 | 0,35 | |||||||
Продолжение таблицы 1
В миллиметрах
Номинальный диаметр резьбы | Шаг | ||||||||||
1-й ряд | 2-й ряд | 3-й ряд | крупный | мелкий | |||||||
4 | 3 | 2 | 1,5 | 1,25 | 1 | 0,75 | 0,5 | ||||
4 | 0,7 | 0,5 | |||||||||
4,5 | 0,75 | 0,5 | |||||||||
5 | 0,8 | 0,5 | |||||||||
5,5 | 0,5 | ||||||||||
6 | 1 | 0,75 | 0,5 | ||||||||
7 | 1 | 0,75 | 0,5 | ||||||||
8 | 1,25 | 1 | 0,75 | 0,5 | |||||||
9 | 1,25 | 1 | 0,75 | 0,5 | |||||||
10 | 1,5 | 1,25 | 1 | 0,75 | 0,5 | ||||||
11 | 1,5 | 1 | 0,75 | 0,5 | |||||||
12 | 1,75 | 1,5 | 1,25 | 1 | 0,75 | 0,5 | |||||
14 | 2 | 1,5 | 1,25 | 1 | 0,75 | 0,5 | |||||
15 | 1,5 | 1 | |||||||||
16 | 2 | 1,5 | 1 | 0,75 | 0,5 | ||||||
17 | 1,5 | 1 | |||||||||
18 | 2,5 | 2 | 1,5 | 1 | 0,75 | 0,5 | |||||
20 | 2,5 | 2 | 1,5 | 1 | 0,75 | 0,5 | |||||
22 | 2,5 | 2 | 1,5 | 1 | 0,75 | 0,5 | |||||
24 | 3 | 2 | 1,5 | 1 | 0,75 | ||||||
25 | 2 | 1,5 | 1 | ||||||||
26 | 1,5 | ||||||||||
27 | 3 | 2 | 1,5 | 1 | 0,75 | ||||||
28 | 2 | 1,5 | 1 | ||||||||
30 | 3,5 | (3) | 2 | 1,5 | 1 | 0,75 | |||||
32 | 2 | 1,5 | |||||||||
33 | 3,5 | (3) | 2 | 1,5 | 1 | 0,75 | |||||
35 | 1,5 | ||||||||||
36 | 4 | 3 | 2 | 1,5 | 1 | ||||||
38 | 1,5 | ||||||||||
39 | 4 | 3 | 2 | 1,5 | 1 | ||||||
40 | 3 | 2 | 1,5 | ||||||||
42 | 4,5 | 4 | 3 | 2 | 1,5 | 1 | |||||
45 | 4,5 | 4 | 3 | 2 | 1,5 | 1 | |||||
48 | 5 | 4 | 3 | 2 | 1,5 | 1 | |||||
(Поправка, ИУС 4-2006).
Продолжение таблицы 1
В миллиметрах
Номинальный диаметр резьбы | Шаг | |||||||||
1-й ряд | 2-й ряд | 3-й ряд | крупный | мелкий | ||||||
8 | 6 | 4 | 3 | 2 | 1,5 | 1 | ||||
50 | 3 | 2 | 1,5 | |||||||
52 | 5 | 4 | 3 | 2 | 1,5 | 1 | ||||
55 | 4 | 3 | 2 | 1,5 | ||||||
56 | 5,5 | 4 | 3 | 2 | 1,5 | 1 | ||||
58 | 4 | 3 | 2 | 1,5 | ||||||
60 | 5,5 | 4 | 3 | 2 | 1,5 | 1 | ||||
62 | 4 | 3 | 2 | 1,5 | ||||||
64 | 6 | 4 | 3 | 2 | 1,5 | 1 | ||||
65 | 4 | 3 | 2 | 1,5 | ||||||
68 | 6 | 4 | 3 | 2 | 1,5 | 1 | ||||
70 | 6 | 4 | 3 | 2 | 1,5 | |||||
72 | 6 | 4 | 3 | 2 | 1,5 | 1 | ||||
75 | 4 | 3 | 2 | 1,5 | ||||||
76 | 6 | 4 | 3 | 2 | 1,5 | 1 | ||||
78 | 2 | |||||||||
80 | 6 | |||||||||
Шаг резьбы: таблица, обозначение, как определить?
В зависимости от вида резьбового соединения могут меняться шаг резьбы, поэтому существуют специальныетаблицы, подбор необходимого значения производится по обозначениям в документации. С их помощью несложно определить требуемые параметры для конкретного исполнения.
Резьбовые соединения находят самое большое распространение. С их помощью можно из нескольких разрозненных деталей получить одну. Чем выше значение диаметра, тем большее усилие на разрыв может выдержать соединение. Когда же речь заходит о шаге, то здесь оказывается всё иначе. Уменьшая расстояние между нитками, добиваются повышения прочности в соединении. Поэтому конструкторы, желая усилить стык, уменьшают величину расстояния между канавками в соединении. Однако, произвольно назначать какие-либо параметры для подобных элементов нежелательно. При необходимости проведения ремонта возникнет трудность в замене деталей.
ГОСТ и унификация крепежа
В течение длительного времени не могли прийти к единому стандарту. Еще в середине XIX века разные производители пользовались своими мерительными инструментами. Попутно у каждого резьбовые соединения выполнялись по своим требованиям и параметрам. Возникали проблемы у эксплуатационников.
При необходимости разборки и последующей сборки изделий приходилось помечать каждую деталь, чтобы потом их поставить строго на свое место. Особенно сложно приходилось военным, так как ружья и пушки приходили с разных заводов. Если кто-то разбирал свое оружие, то собрать чаще всего не удавалось.
Еще в XII веке установили, что оптимальным будет расстояние между двумя канавками на стержнях, равное примерно 20 % от диаметра. Тогда их изготавливали из дерева, на ручьях и небольших реках создавали водяные мельницы. Позже (примерно середина XIV века) начали проектировать и создавать ветряные мельницы.
Отдельные детали стягивали мощными шпильками. На них накручивали громадные дубовые гайки, выточенные из единого куска прикорневой части. Но все – это были единичные, разовые изделия. Их характеристики и качество зависели от мастера. С развитием техники нужно было добиваться однообразности и универсальности стяжных деталей.
Информация к размышлению
Первый отраслевой стандарт был принят в Туле (Россия). На первом оружейном заводе производили только сборку конечного изделия. Производилось и литье. А сами отливки раздавали мастерам для домашнего изготовления. Так образовались улицы со своими названиями: Курковая, Ложевая, Дульная, Штыковая и ряд других. Тут делали только одно изделие. Потом на сборке оставалось только собрать их и получить ружье.
Главная заслуга Никиты Демидова (основоположника первого оружейного завода России) заключалась в том, что он сумел разработать подробные чертежи, а также мерительные инструменты (калибры). Пользуясь ими, мастера могли проверять, насколько правильно обрабатывается конкретная деталь. Налажен был выпуск и ручного металлообрабатывающего инструмента: напильники, шаберы, скребки и ручные сверлильные устройства.
В это же время Англия также изготавливала ружья. Конструктивно они были идентичными. В 1787 году были приобретены 500 ружей в Туле и 500 ружей из Англии. Их разобрали, а детали по артикулам разложили в несколько куч. Тщательно перемешали.
Потом решили собрать. Тульские ружья собрали все. Каждое прошло проверку на качество стрельбы. Результаты удовлетворили комиссию. Ни одного английского ружья собрать не смогли. Детали требовали индивидуальной притирки. Единого стандарта не было.
Поэтому в русскую армию помимо ружей поставляли детали, которые могли выходить из строя в процессе эксплуатации. В каждом полку существовал взвод, в обязанности которого вменяли ремонт вооружения.
В этих взводах имелись болтики, винтики и гаечки. Тогда их метили специальными насечками, чтобы использовать по мере необходимости.
В 1790 г. в Париже произошло первое утверждение основной системы мер. Одним из первых была утверждена мера длины – метр. Установили и дробные величины, которыми пользуются повсеместно: сантиметр, миллиметр.
Англия отказалась переходить на европейский стандарт. У них до сих пор пользуются футами, дюймами, линиями.
Для унификации деталей каждая страна разрабатывала свои государственные стандарты. Их соотносили так, чтобы товары из сопредельных государств могли соответствовать и отечественным изделиям. Поэтому с 1924 г. в СССР был введен ГОСТ на резьбовые соединения. Кроме основного стандарта допускалось использование изделий из Великобритании и США (дюймовые стандарты). В настоящее время используются только трубные соединения, измеряемые в дюймах.
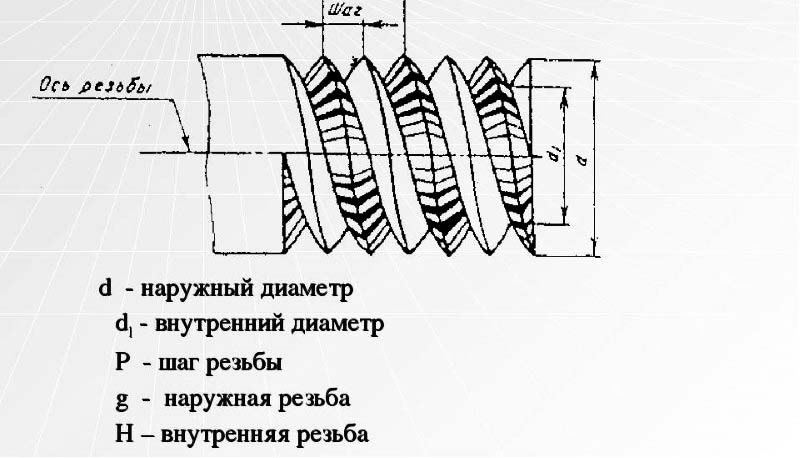
Метрические резьбы
Название (метрическая резьба) показывает, что все измерения выполняются в метрических единицах. Это самый распространённый мировой стандарт. Основные значения резьбовых соединений показаны в таблице 1. За основу взят стандартный шаг резьбы, кроме него существуют исполнения, где предусматривается и меньшие шаги.
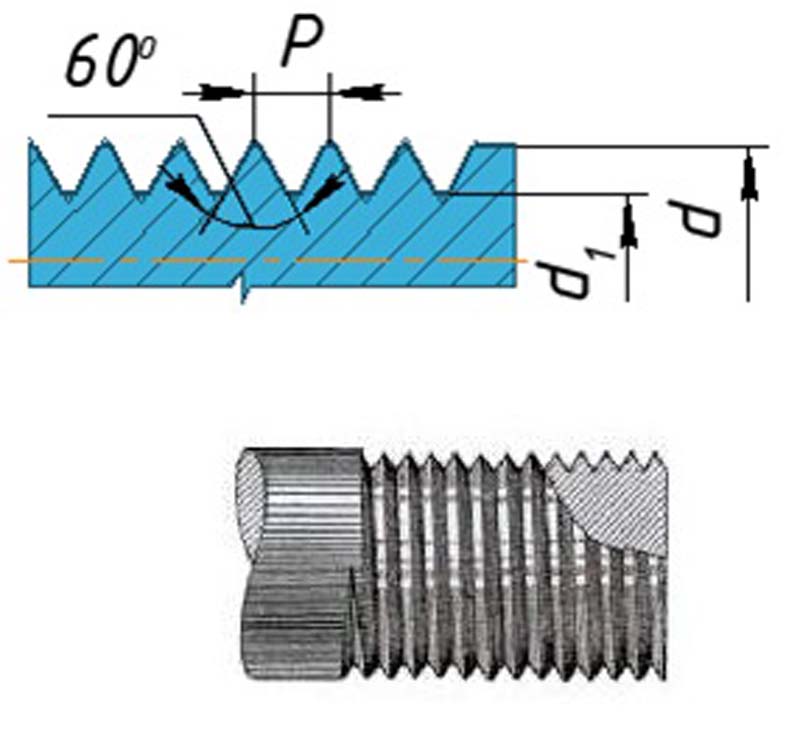
Параметры резьбовой части: номинальный диаметр d, внутренний диаметр d₁ и шаг резьбы Р
Таблица 1: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр резьбы d | Шаг Р | |||||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | 3 ряд (для специальных конструкций) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 | мелкий 5 |
| 2,00 | 0,40 | 0,35 | ||||||
| 2,20 | 0,45 | 0,40 | ||||||
| 2,50 | 0,45 | 0,35 | ||||||
| 3,00 | 0,50 | 0,35 | ||||||
| – | 3,50 | -0,60 | 0,35 | |||||
| 4,00 | 0,70 | 0,50 | ||||||
| 4,50 | 0,75 | 0,50 | ||||||
| 5,00 | 0,80 | 0,50 | ||||||
| 5,50 | 0,50 | 0,40 | ||||||
| 6,00 | 1,00 | 0,75 | 0,50 | |||||
| 7,00 | 1,00 | 0,75 | 0,50 | |||||
| 8,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 9,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 10,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | |||
| 11,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||||
| 12,00 | 1,75 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 14,00 | 2,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 15,00 | 1,75 | 1,50 | 1,00 | |||||
| 16,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | |||
| 17,00 | 1,75 | 1,50 | 1,00 | |||||
| 18,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 20,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 22,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 24,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 25,00 | 2,00 | 1,50 | 1,00 | |||||
| 26,00 | 1,50 | 1,00 | ||||||
| 27,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 28,00 | 2,50 | 2,00 | 1,50 | 1,00 | ||||
| 30,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 32,00 | 2,50 | 2,00 | 1,50 | |||||
| 33,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 35,00 | 2,50 | 1,50 | 1,00 | 0,75 | ||||
| 36,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | |||
| 38,00 | 3,00 | 1,50 | 1,00 | 0,75 | ||||
| 39,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 40,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 42,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 45,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 48,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 50,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 52,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 55,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 56,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 58,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 60,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 62,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 64,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 65,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
Угол при вершине винтовой линии у метрических резьб составляет 60⁰
Видно, что есть несколько рядов по уровню предпочтений. Объясняется довольно просто. Типовые детали стараются делать так, чтобы их было проще заменять в случае разборки и сборки. Менее предпочтительные ряды получаются при индивидуальном проектировании отдельных деталей. Производство удорожается.
Специальные резьбы применяют весьма ограничено. Ими пользуются лишь в тех случаях, когда невозможно применить стандартные предпочтения.
Внимание! Использование специальных резьб связано с необходимостью создавать одноразовые инструменты для нарезания подобных винтовых линий.
В таблицах указан стандартный шаг резьбы, а также дополнительные мелкие значения. Здесь тоже имеются свои предпочтения. Проще использовать номинальные параметры. Инструмент для нарезки выпускается предприятиями разных стран. Его несложно приобрести. Мелкие шаги востребованы только в специальных местах.
Например, уменьшенный шаг резьбы применяют для изготовления шпилек, в двигателях внутреннего сгорания. С их помощью крепят головку блока к самому блоку цилиндров. Эти детали испытывают значительные нагрузки. Внутри движутся поршни, происходит процесс горения газа. Давление возрастает и убывает постоянно. Поэтому требования к соединению довольно высокие.
Мелкие шаги используют при сборке лопаток на турбинах. Вал турбины современного реактивного двигателя вращается с частотой 40…50 тыс. об/мин. Центробежная сила достигает громадных значений. Поэтому требования к узлам соединений повышенные.
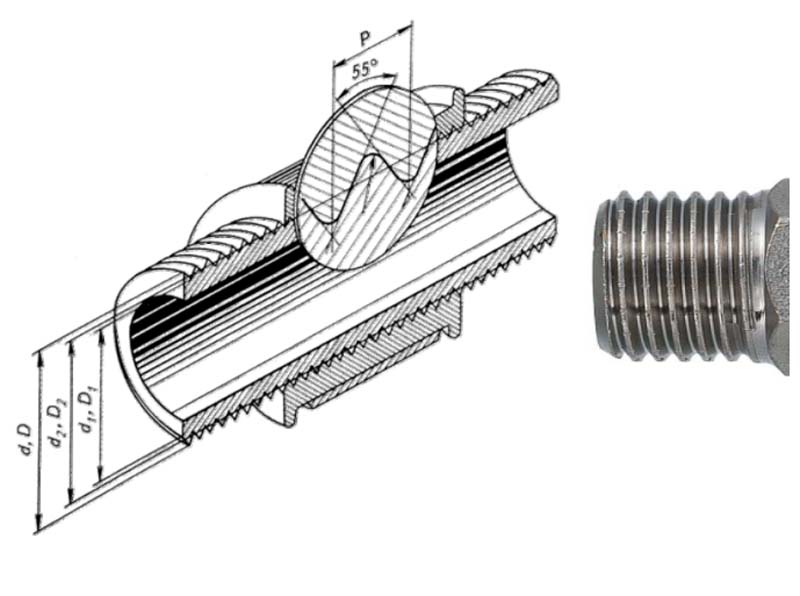
Дюймовые резьбы
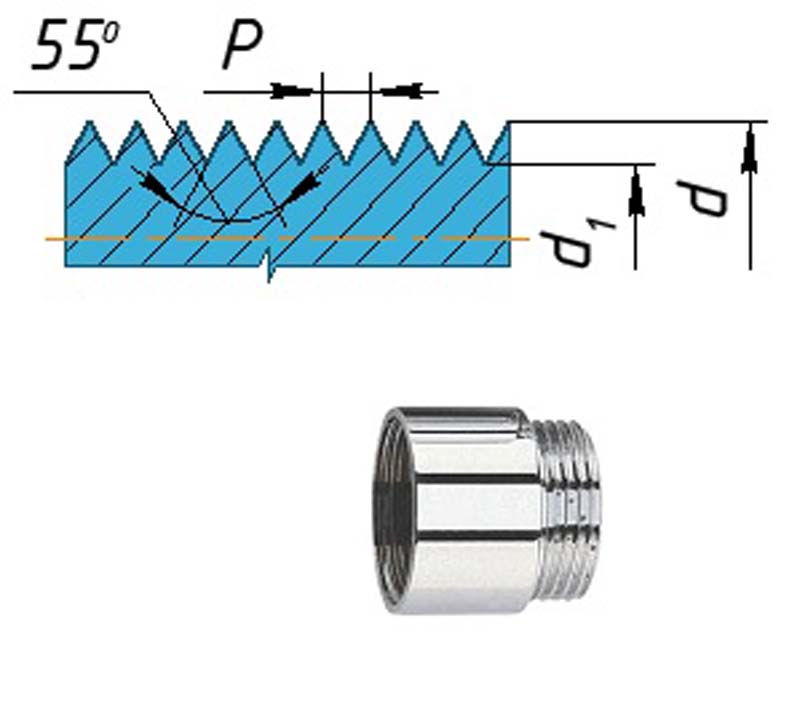
Угол при вершине винтовых линий дюймовой резьбы составляет 55⁰. Шаг Р задают редко, пользуются им только для справки. Важнее количество ниток на дюйм резьбовой части изделия.
Ниже показана таблица дюймовых резьб с диаметрами и шагом.
Таблица 2: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр в дюймах | Номинальный диаметр в мм | Число ниток на дюйм | Шаг резьбы, мм | ||||||
| нормальная резьба | мелкая первая | мелкая вторая | мелкая третья | нормальная резьба | мелкая первая | мелкая вторая | мелкая третья | ||
| 1/16 “ | 1,588 | 36 | 48 | 54 | 64 | 0,706 | 0,529 | 0,470 | 0,397 |
| 1/8 “ | 3,175 | 36 | 48 | 54 | 72 | 0,706 | 0,529 | 0,470 | 0,353 |
| 3/16 “ | 4,763 | 24 | 36 | 48 | 54 | 1,058 | 0,706 | 0,529 | 0,470 |
| 1/4 “ | 6,350 | 20 | 24 | 30 | 36 | 1,270 | 1,058 | 0,847 | 0,706 |
| 5/16 “ | 7,938 | 18 | 20 | 24 | 30 | 1,411 | 1,270 | 1,058 | 0,847 |
| 3/8 “ | 9,525 | 16 | 18 | 20 | 24 | 1,588 | 1,411 | 1,270 | 1,058 |
| 7/16 “ | 11,113 | 14 | 16 | 18 | 20 | 1,814 | 1,588 | 1,411 | 1,270 |
| 1/2 “ | 12,700 | 12 | 14 | 16 | 20 | 2,117 | 1,814 | 1,588 | 1,270 |
| 9/16 “ | 14,288 | 12 | 14 | 18 | 24 | 2,117 | 1,814 | 1,411 | 1,058 |
| 5/8 “ | 15,875 | 11 | 12 | 14 | 16 | 2,309 | 2,117 | 1,814 | 1,588 |
| 3/4 “ | 19,050 | 10 | 12 | 16 | 20 | 2,540 | 2,117 | 1,588 | 1,270 |
| 7/8 “ | 22,225 | 9 | 10 | 12 | 16 | 2,822 | 2,540 | 2,117 | 1,588 |
| 1 “ | 25,400 | 8 | 10 | 16 | 18 | 3,175 | 2,540 | 1,588 | 1,411 |
| 1 1/8 “ | 28,575 | 7 | 8 | 10 | 12 | 3,629 | 3,175 | 2,540 | 2,117 |
| 1 1/4 “ | 31,750 | 7 | 8 | 9 | 10 | 3,629 | 3,175 | 2,822 | 2,540 |
| 1 3/8 “ | 34,925 | 6 | 8 | 10 | 12 | 4,233 | 3,175 | 2,540 | 2,117 |
| 1 1/2 “ | 38,100 | 6 | 9 | 12 | 16 | 4,233 | 2,822 | 2,117 | 1,588 |
| 1 5/8 “ | 41,275 | 5 | 6 | 8 | 10 | 5,080 | 4,233 | 3,175 | 2,540 |
| 1 3/4 “ | 44,450 | 5 | 6 | 10 | 12 | 5,080 | 4,233 | 2,540 | 2,117 |
| 1 7/8 “ | 47,625 | 5 | 6 | 7 | 8 | 5,080 | 4,233 | 3,629 | 3,175 |
| 2 “ | 50,800 | 5 | 8 | 10 | 12 | 5,080 | 3,175 | 2,540 | 2,117 |
| 2 1/4 “ | 57,150 | 5 | 8 | 10 | 12 | 5,080 | 3,175 | 2,540 | 2,117 |
| 2 1/2 “ | 63,500 | 4 | 5 | 6 | 8 | 6,350 | 5,080 | 4,233 | 3,175 |
| 2 3/4 “ | 69,850 | 4 | 5 | 6 | 8 | 6,350 | 5,080 | 4,233 | 3,175 |
| 3 “ | 76,200 | 3 | 4 | 6 | 10 | 8,467 | 6,350 | 4,233 | 2,540 |
Для проектирования дюймовых резьб задаются не значением конкретного шага, а количеством витков самой резьбовой канавки. Поэтому шаг нужен только для контроля. Обычно задаются количеством ниток. Отмеряют длину и считают, сколько ниток приходится на длине в 1 дюйм. Определить расстояние легко, достаточно разделить число 25,4 на число канавок.

Штуцер для соединения трубопроводов разных диаметров
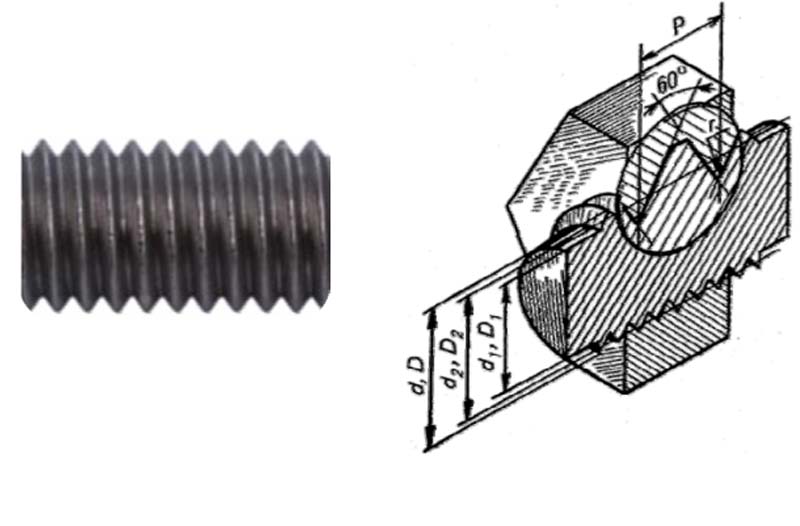
Прямоугольная резьба
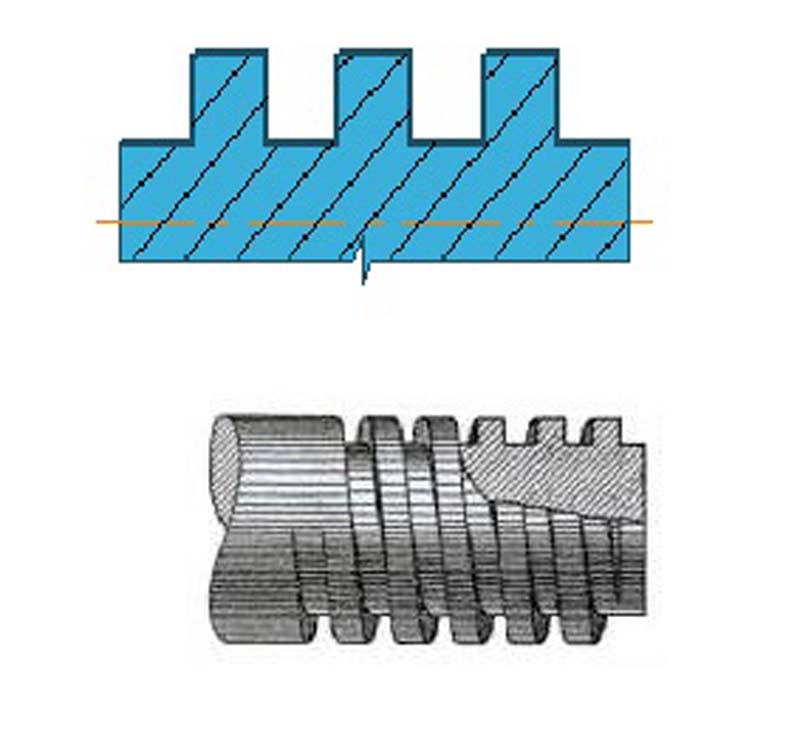
В таблице 3 представлены данные по прямоугольной резьбе.
Прямоугольные резьбы чаще всего изготавливаются с квадратным профилем зуба. Но некоторые производители для усиления применяют прямоугольные профили с расширенной полкой горизонтальной части
Таблица 3: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр резьбы d, мм | Шаг P | |||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 |
| 8 | 2,00 | 1,50 | 1,25 | |||
| 9 | 2,00 | 1,50 | ||||
| 10 | 2,00 | 1,50 | 1,25 | |||
| 11 | 3,00 | 2,00 | 1,25 | 1,00 | ||
| 12 | 3,00 | 2,00 | 1,50 | |||
| 14 | 3,00 | 2,00 | ||||
| 16 | 4,00 | 2,00 | 1,50 | 1,00 | 0,75 | |
| 18 | 4,00 | 2,00 | ||||
| 20 | 4,00 | 3,00 | 2,00 | |||
| 22 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 24 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 26 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 28 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 30 | 10,00 | 6,00 | 3,00 | |||
| 32 | 10,00 | 6,00 | 3,00 | 2,00 | ||
| 34 | 10,00 | 6,00 | 3,00 | |||
| 36 | 10,00 | 6,00 | 3,00 | 2,00 | 1,50 | |
| 38 | 10 | 7 | 6,00 | 5,00 | 3,00 | |
| 40 | 10 | 7 | 6,00 | 5,00 | 3,00 | |
| 42 | 10 | 7 | 6,00 | 5,00 | ||
Упорная резьба
У упорной резьбы имеются определенные отличия:
- угол при виртуальной вершине 55 ⁰;
- одна сторона перпендикулярна к базе, а другая выполнена с наклоном. Самоотвинчивание исключается.
Подобные резьбы используются в приборах, где нужно точно выставлять гайку относительно стержня. Основные размеры даны в таблице 4.
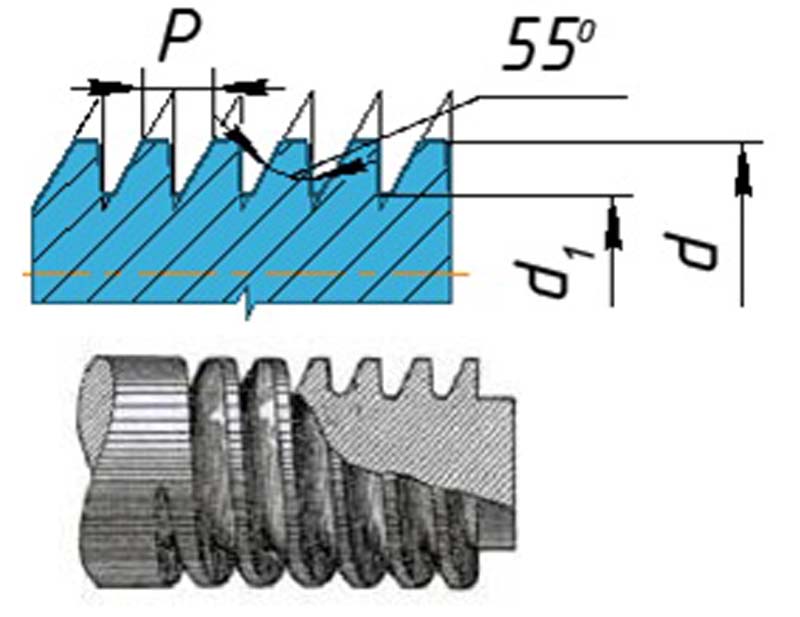
Таблица 4: Размеры резьбы и шаг винтовой линии для упорной резьбы
| Номинальный диаметр резьбы d | Шаг P | |||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 |
| 10 | 3,00 | 2,00 | ||
| 12 | 3,00 | 2,00 | 1,00 | |
| 14 | 4,00 | 2,00 | ||
| 16 | 4,00 | 2,00 | 1,00 | |
| 18 | 4,00 | 3,00 | ||
| 20 | 4,00 | 3,00 | 2,00 | |
| 22 | 5,00 | 4,00 | ||
| 24 | 8,00 | 5,00 | 4,00 | |
| 26 | 8,00 | 5,00 | ||
| 28 | 10,00 | 8,00 | 4,00 | |
| 30 | 10,00 | 8,00 | ||
| 32 | 12,00 | 10,00 | 8,00 | |
| 34 | 12,00 | |||
| 36 | 12,00 | 10,00 | 8,00 | |
| 38 | 12,00 | 7,00 | 5,00 | |
| 40 | 12,00 | 10,00 | 8,00 | |
| 42 | 10,00 | 8,00 | ||
| 44 | 12,00 | 7,00 | 3,00 | |
| 46 | 12,00 | 8,00 | 3,00 | |
| 48 | 12,00 | 8,00 | 3,00 | |
| 50 | 12,00 | 8,00 | 5,00 | |
| 52 | 14,00 | 10,00 | 8,00 | |
| 55 | 14,00 | 10,00 | ||
| 60 | 16,00 | 12,00 | 10,00 | |
| 65 | 16,00 | 12,00 | ||
| 70 | 16,00 | 12,00 | 10,00 | |
| 75 | 16,00 | 10,00 | 8,00 | |
Трапецеидальная резьба
При создании систем управления нужно иметь резьбы с минимальным трением. При разработке роботов и аналогичной техники требуется заставить устройство быстро и очно перемещать исполнительный механизм. В этих случаях использую трапецеидальные резьбы. Гайка довольно легко скользит по стержню в любую сторону. В нужном положении она надежно фиксируется.
Таблица 5: Размеры резьбы и шаг винтовой линии для трапецеидальной резьбы
| Номинальный диаметр резьбы d, мм | Шаг P | ||||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 | мелкий 5 |
| 8 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | 0,25 | |
| 9 | 2,00 | 1,50 | |||||
| 10 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 11 | 3,00 | 2,00 | |||||
| 12 | 3,00 | 2,00 | 1,50 | ||||
| 14 | 3,00 | 2,00 | |||||
| 16 | 4,00 | 2,00 | 1,50 | 0,75 | 0,50 | ||
| 18 | 4,00 | 2,00 | |||||
| 20 | 4,00 | 2,00 | 1,50 | 1,00 | |||
| 22 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | ||
| 24 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 0,75 | |
| 26 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | ||
| 28 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | ||
| 30 | 10,00 | 6,00 | 4,00 | 2,00 | |||
| 32 | 10,00 | 6,00 | 4,00 | 2,00 | |||
| 34 | 10,00 | 6,00 | 4,00 | 2,00 | |||
| 36 | 10,00 | 6,00 | 4,00 | 2,00 | 1,50 | 0,75 | |
| 38 | 10,00 | 7,00 | 6,00 | 3,00 | |||
| 40 | 10,00 | 7,00 | 6,00 | 3,00 | 2,00 | 1,50 | |
| 42 | 10,00 | 7,00 | 6,00 | 3,00 | |||
Трубная резьба
Все санитарно-технические устройства используют в основе трубную резьбу. Ее еще называют дюймовой трубной, так как она основана на расчетах, выполняемых по аналогии с теми, что применяется в английской системе мер. За основу берется размер условного прохода DN (Ду).

Таблица 6: Размеры резьбы и шаг винтовой линии для трубной резьбы
| Номинальный размер условного прохода в дюймах | Номинальный (наружный) диаметр в мм | Число ниток на дюйм | Шаг резьбы, мм |
| 1/8 “ | 9,729 | 28 | 0,907 |
| 1/4 “ | 13,158 | 19 | 1,337 |
| 3/8 “ | 16,663 | 19 | 1,337 |
| 1/2 “ | 20,956 | 14 | 1,814 |
| 5/8 “ | 22,912 | 14 | 1,814 |
| 3/4 “ | 26,442 | 14 | 1,814 |
| 7/8 “ | 30,202 | 14 | 1,814 |
| 1 “ | 33,250 | 11 | 2,309 |
| 1 1/8 “ | 37,898 | 11 | 2,309 |
| 1 1/4 “ | 41,912 | 11 | 2,309 |
| 1 3/8 “ | 44,325 | 11 | 2,309 |
| 1 1/2 “ | 47,805 | 11 | 2,309 |
| 1 3/4 “ | 53,748 | 11 | 2,309 |
| 2 “ | 59,616 | 11 | 2,309 |
Как самостоятельно измерить шаг резьбы?
Иногда возникает необходимость измерения шага резьбы у имеющихся резьбовых соединений. Приходится использовать самые разные приспособления для выполнения подобной операции со специальным приспособлением и без резьбомера. Способов узнать значение шага несколько, освоить их несложно.
Здесь показаны способы измерений шага резьбы
Использование линейки
- Нужно взять линейку.
- Положить болт (винт).
- Померить расстояние между пятью (десятью) витками.
- Разделить на количество канавок.
- Полученный результат нужно округлить до ближайшего стандартного.
Если для наружных резьб подобный способ подходит, то для внутренних может оказаться сложным вставить линейку внутрь отверстия. Поэтому приходится предпринять дополнительные действия.
Пластилиновый слепок
- Из пластилина (воска, парафина, стеарина) нужно скатать колбаску, которая будет соответствовать отверстию.
- Охладить заготовку. При наличии холодильника задача упрощается. Если нет, то на некоторое время оставить в тени, чтобы заготовка приобрела твердость.
- Ввернуть колбаску в резьбу. Стараться сильно не согревать дыханием и пальцами.
- Вывернуть наружу. Теперь на руках появилось «зеркальное» отражение резьбы. Остается измерить стержень так, как описано выше.
Использование бумаги
Бывает так, что сама резьба довольно загрязнена. Поэтому разглядеть, сколько витков, сложно. Поэтому используют метод «бумаги».
- Небольшой фрагмент бумажки берется в руки.
- По резьбе проводится так, словно заворачивается или отворачивается предмет.
- На листе остаётся оттиск.
- Нужно посчитать количество витков и замерить расстояние штангенциркулем или линейкой.
Внимание! Можно измерять не только наружные, но внутренние резьбы. Можно скатать небольшой стержень, накрутить на палочку. Потом заворачивать в отверстие. Остается только произвести измерения и расчёты.
Использование резьбомера
В специализированных магазинах можно приобрести резьбомер. Количество измерительных пластин у этого устройства может быть различным. Чем больше, тем удобнее использовать резьбомер.

Остается только прислонять разные пластинки, подбирая наиболее подходящий образец.
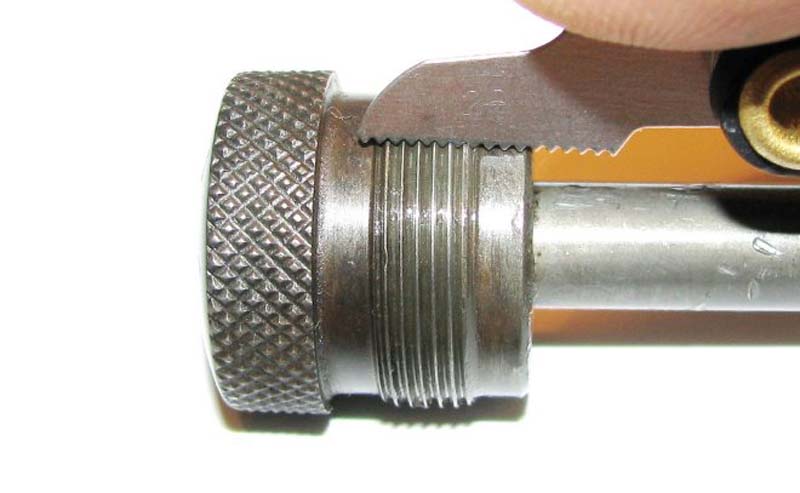
Пример определения размера шага резьбы резьбомером.
Когда возникает вопрос о том, какая нужна или имеется резьба, начинать желательно с производителя. Если США и Великобритания, то можно предполагать наличие дюймовых резьб. Для отечественных европейских и китайских изделий используют метрические резьбы.
| | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация / / Оборудование / / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов. / / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы М0,25-М600. Шаг, основные размеры, поля допусков резьбы для основных, мелких и редких метрических резьб. Таблица шагов, наружных, средних и внутренних диаметров и обозначений метрических резьб по ГОСТ и ISO. Поделиться:
| |||||||||||||||||||||||||||||||||||||||||||||||||
Как измерить резьбу: диаметр и таблица резьб
Время прочтения статьи: 10 минут
Автор статьи: pkmetiz.ru
Любое резьбовое соединение образуется двумя элементами, один из которых имеет внутреннюю, а второй — наружную резьбу, например, болт и гайка, винт и монтажное отверстие в соединяемых деталях и т. д. Чтобы получить плотное и качественное соединение, геометрические параметры внутренней и наружной нарезки должны точно совпадать.
К основным таким параметрам относятся:
- внутренний и наружный диаметр;
- глубина;
- шаг резьбы.
Поэтому при подборе крепежа для выполнения монтажных работ часто возникает вопрос, как измерить резьбу. Измерение диаметра и глубины нарезки обычно не представляет сложности. Более сложной задачей будет измерить шаг резьбы, а неправильный подбор деталей по этому параметру либо вообще не позволит закрутить их, либо значительно ухудшит качество соединения, сделав его фактически непригодным к эксплуатации.
Измерение резьбомером
Оптимальным вариантом, как правильно измерить резьбу, будет использование резьбомера. Это специальный инструмент для проведения измерения шага нарезки. Резьбомер представляет собой корпус, к которому крепятся щупы в виде тонких пластин с гребенкой. Форма гребенки точно соответствует стандартной резьбе с определенным шагом.
Различают следующие виды резьбомеров:
- Метрические. Позволяют измерить шаг резьбы болта, гайки или другой детали с метрической нарезкой диаметром от 1 до 600 мм. Инструмент имеет до 20 измерительных пластин и позволяет определять шаг резьбы от 0,4 мм до 7 мм. Обозначается маркировкой «М60» на корпусе.
- Дюймовые. Применяется, чтобы измерить дюймовую резьбу, которую обычно нарезают на трубах и деталях трубопроводов, а также иногда используют на крепежных элементах. Шаг дюймовой резьбы определяется по количеству нитей на один дюйм длины резьбовой части детали. Резьбомер комплектуется 17 измерительными пластинами с количеством витков от 4 до 28. Для маркировки инструмента применяется маркировка «Д55».
- Универсальные. Комплектуются измерительными пластинами для метрической и дюймовой нарезки. Такие резьбомеры широко применяются в мастерских, где приходится одновременно работать с деталями как с метрической, так и с дюймовой резьбой.
Перед определением шага нужно измерить диаметр резьбы штангенциркулем. Это необходимо потому, что диапазон шагов может зависеть от диаметра.
Процесс измерения шага при помощи резьбомера предельно прост. К измеряемой резьбе прикладывают визуально подходящие пластины резьбомера. Методом подбора выбирается пластина, гребенка которой будет точно соответствовать измеряемой резьбе. Ее шаг будет соответствовать стандартному значению, указанному на маркировке измерительной пластины.
Проще всего таким способом измерить наружную резьбу. Если нужно определить шаг внутренней резьбы, то место измерение необходимо подсвечивать, чтобы точно определить плотное прилегание гребенки пластины резьбомера.
При измерении шага метрической резьбы искомый параметр получаем в миллиметрах. Если необходимо измерить шаг дюймовой резьбы, то его значение получаем в количестве витков на дюйм.
Измерение шага резьбы без резьбомера
Детали с наружной нарезкой
Часто необходимость определения шага резьбы возникает эпизодически, на один раз. И, конечно, в такой ситуации под рукой не оказывается резьбомера, а покупать его для разовых измерений не имеет смысла. Полезным будет узнать, как измерить шаг резьбы линейкой или штангенциркулем. Эти измерительные инструменты позволяют достаточно легко определить нужный параметр.
Проще всего измерить резьбу болта или другой детали с наружной нарезкой. При измерении метрической резьбы рекомендуется в первую очередь приложить линейку к детали с резьбой и постараться совместить миллиметровые деления ее шкалы с вершинами гребней резьбового профиля. Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.
Для определения шага резьбы нужно посчитать количество витков на участке стержня определенной длины, например, 10 мм или 20 мм. Для получения более точного результата рекомендуется проводить замеры на участке 20 мм. Необходимую длину отмеряют, приложив к стержню болта линейку, или при помощи штангенциркуля. Более точно будет измерить шаг резьбы болта штангенциркулем. На отмеренном участке подсчитывают количество витков. После этого длину участка необходимо разделить на полученное количество витков за минусом одного витка. В результате получаем значение шага резьбы.
При определении шага дюймовой нарезки необходимо отмерить длину стержня равную одному дюйму (25,4 мм). Для точности замера лучше использовать линейку или штангенциркуль с дюймовой шкалой. Количество витков на этом участке и будет шагом резьбы. Если длина резьбового участка меньше одного дюйма, то определить число витков нужно на участке в полдюйма (12,7 мм), после чего полученный результат умножить на 2.
Детали с внутренней нарезкой
Существует два способа, как измерить резьбу гайки или другой детали с внутренней нарезкой без резьбомера. Первый способ предусматривает подбор точно подходящего ответного болта с последующим измерением шага его резьбы. Если подобрать ответный болт не получается, то нужно воспользоваться полоской бумаги (это и есть способ № 2).
Ее следует прижать к резьбе так, чтобы на бумаге остался отпечаток профиля. Улучшить видимость рисок можно, проведя по граням маркером. После этого на бумаге нужно отметить линейкой расстояние между крайними рисками и посчитать количество витков. Затем полученное расстояние делят на количество витков минус один виток. Вместо бумаги для измерений по этому способу можно использовать карандаш, спичку или другое изделие из мягкой древесины подходящего размера, которое прижимают к резьбе.
Определение шага резьбы по диаметру
Определить шаг резьбы можно по стандартным таблицам. Предварительно нужно измерить диаметр резьбы болта или гайки. Для этого нужно воспользоваться штангенциркулем, который позволяет с высокой точностью определить размер. Точность замера должна составлять десятые доли миллиметра. После этого, используя полученное значение, можно найти в таблице соответствующий диаметру шаг резьбы.
Пример таблицы для резьб с наружным диаметром от 9,3 мм до 63,4 мм:

Винтовая нарезка на поверхности стержневой части крепежных изделий имеет параметры, четко определенные действующими стандартами.
Требования к конфигурации, габаритам сечения и шагу резьбы касаются не только наружной насечки болтов, винтов и шпилек. Аналогичные запросы применяются при изготовлении гаек, резьбовых втулок, анкеров и других элементов.
Резьбовым шагом называется величина расстояния между двумя соседствующими витками винтовой насечки.
Какими бывают шаги и резьбы
Классификация крепежа в зависимости от типа резьбовой нарезки производится по разным признакам, среди которых выделяются следующие:
- Единица измерения шага и диаметра бывает:
- метрическая;
- дюймовая;
- модульная, у которой шаг резьбы является кратным числу π;
- питчевая (шаговый пазмер равен установленной доле числа π).
- Место расположения резьбы может быть внутри или снаружи крепежа.
- Направление вкручивания – левое или правое.
- Число заходов – от одного и более. Однозаходной называется резьба, стандартный шаг которой равен величине одного оборота болта или гайки при закручивании. Величина хода многозаходной нарезки определяется умножением шага на количество заходов.
- Контур крепежного устройства – цилиндрический, конусообразный.
- Профиль сечения может иметь вид:
- треугольника;
- трапеции;
- прямоугольника;
- полусферы.
В следующей таблице показаны наиболее характерные виды стандартной метрической резьбы с условными обозначениями и примерами маркировки:
Какой стандартный шаг резьбы бывает у болта
ГОСТ 8724-81 (ISO 261-98) определяет соответствие диаметров и шагов для метрических резьб, а также нормы взаимозаменяемости. Расстояние между витками резьбовой нарезки может быть как мелким, так и крупным. К примеру, для болта:
- М10 возможно наличие широкого шага размером в 1,5 мм и четыре мелких варианта – 0,5 мм, 0,75 мм, 1,0 мм и шаг 1,25 мм;
- М8 предусмотрена крупная резьба размером 1,25 мм и три мелких версии 0,5-0,75-1,0 мм;
- М12 размер широкого расстояния равен 1,75 мм, мелкого – 0,5/0,75/1,0/1,25/1,5 мм;
- М14 и М16 крупным считается дистанция между соседними вершинами профиля величиной в 2,0 мм, мелким – 0,5/0,75/1,0/1,25/1,5 мм;
- М20 широкий шаг резьбы принят в размере 2,5 мм, малый – в диапазоне от 0,5 мм до 2,2 мм.
В международных стандартах в качестве основной единицы измерения принят дюйм, величина равная 25.4 мм. Следующая таблица наглядно показывает, какие метрические параметры имеет дюймовый крепеж.
Метрическая резьба характеризуется единой величиной угла профиля. Она всегда равна 60°, тогда как у дюймовой нарезки угол может отличаться в ту или другую сторону.
Можно ли определить шаг резьбы по маркировке
В соответствии с регламентом ГОСТ 8724-81обязательное присутствие в маркировке размера шага резьбы не предусмотрено, хотя и не возбраняется. Приведем несколько примеров:
- М22 означает, что на болт или винт нанесена крупная нарезка с номинальным диаметром 22 мм и правой нарезкой;
- М22LH – то же, но только с резьбой, направленной в левую сторону;
- М22*2 Говорит о том, что перед нами изделие с размером сечения 22 мм, мелкой резьбой, имеющей шаг в 2 мм;
- М22*3(P1) – болт диаметром 22 мм, имеющий трехзаходную насечку с ходом в 3 мм и шагом в 1 мм;
- М22*3(P1) LH – крепеж с аналогичными предыдущему варианту параметрами, но только с левой резьбой.

В маркировке крепежных изделий шаг резьбы обозначается буквой P а рядом стоящая цифра указывает на его размер. Не следует путать это понятие с ходом. В случае однозаходной резьбы эти величины совпадают. Когда же нарезка имеет многозаходный характер, то ход определяется как произведение шага на число заходов.
Нюансы выбора крепежа и производства монтажных работ
Чтобы крепежный узел максимально надежно выполнял свои эксплуатационные задачи, важно подбирать болт и гайку не только по номинальному диаметру. Эти два элемента должны иметь одинаковые размеры по основному шагу резьбы. Кроме того, у них должны совмещаться направление вращения и количество заходов резьбовой нарезки.

Нельзя для формирования одного узла одновременно использовать элементы с метрической и дюймовой нарезкой. Следует точно соблюдать последовательность технологического процесса с предварительной подтяжкой и очередностью затягивания болтов. Только так можно не допустить перекосов и создать прочное соединение.
По любым возникшим вопросам обращайтесь к специалистам компании «Трайв-Комплект». Проконсультируем, поможем с правильным выбором крепежа. Все контакты указаны в соответствующем разделе нашего сайта.
Материалы подготовлены специалистами компании «Трайв-Комплект».
При копировании текстов и других материалов сайта — указание ссылки на сайт www.traiv-komplekt.ru обязательно!
Просмотров: 1704
02.04.2020
Шаг метрической резьбы
Мы часто сталкиваемся с проблемой подбора необходимого крепежного изделия, и возникает вопрос, какой подобрать шаг резьбы. Давайте разберемся, что такое резьба и на что следует обращать внимание.
Резьба — это вид поверхности с чередующимися выступами и впадинами. Существует несколько видов резьбы. Самые популярные – метрическая и дюймовая. В данной статье мы затронем только метрическую резьбу, так как она более распространенная.
Метрическая резьба является основным типом крепежной резьбы. Отличается она шагом и номинальным диаметром. Шаг резьбы равен расстоянию между двумя одинаковыми точками ближайших одноименных профилей, лежащих в одной плоскости. Не смотря на столь сложное определение, понять его очень легко — это расстояние между двух выступов резьбы.
В свою очередь, метрическая резьба согласно ГОСТ 8724-81 может быть с крупным (основным) или мелким шагом. Считается что шаг от 1 до 68 мм – крупный шаг, выше чем 68 мм – только мелкий шаг. Так же, следует отметить тот факт, что мелкий шах резьбы может быть разным при одном и том же диаметре стержня, а крупный имеет только одно значение.
Обычно мелкий шаг резьбы применяется в условиях небольшой вибрации или толчков. Таким образом, крепежи с мелким шагом часто используют в авиастроении и для скрепления высокоточных механизмов в машиностроении. Что касается обычного шага, то такие крепежи самые популярные и их эксплуатируют практически везде и повсеместно.
Как и любая другая резьба метрическая имеет свои плюсы и минусы. К плюсам стоит отнести высокую надежность крепления, удобство во время монтажа и демонтажа и, конечно же, небольшая стоимость метизов с данной резьбой. Недостатков относительно немного, вернее их всего два – это концентрация напряжения во впадинах резьбы, которая снижает установочную прочность соединения и применения в некоторых случаях средств стопорения.
Шаг для основной и мелкой резьбы
Резьба | Шаг резьбы Р, мм | |||
Основная резьба М | Мелкая резьба М | |||
мелкая | мелкая 2 | супермелкая | ||
M1 | 0.25 | (0.2) | — | — |
M1.2 | 0.25 | (0.2) | — | — |
M1.4 | 0.3 | (0.2) | — | — |
M1.6 | 0.35 | (0.2) | — | — |
M1.8 | 0.35 | (0.2) | — | — |
M2 | 0.4 | (0.25) | — | — |
M2.2 | 0.45 | (0.25) | — | — |
M2.5 | 0.45 | (0.35) | — | — |
M3 | 0.5 | (0.35) | — | — |
M3.5 | 0.6 | (0.35) | — | — |
M4 | 0.7 | 0.5 | — | — |
M5 | 0.8 | 0.5 | — | — |
M6 | 1.0 | 0.75 | 0.5 | — |
M8 | 1.25 | 1.0 | 0.75 | 0.5 |
M10 | 1.5 | 1.25 | 1.0 | 0.75 |
M12 | 1.75 | 1.5 | 1.25 | 1.0 |
M14 | 2.0 | 1.5 | 1.25 | 1.0 |
M16 | 2.0 | 1.5 | — | 1.0 |
M18 | 2.5 | 2.0 | 1.5 | 1.0 |
M20 | 2.5 | 2.0 | 1.5 | 1.0 |
M22 | 2.5 | 2.0 | 1.5 | 1.0 |
M24 | 3.0 | 2.0 | 1.5 | 1.0 |
M27 | 3.0 | 2.0 | 1.5 | (1.0) |
M30 | 3.5 | 2.0 | 1.5 | (1.0) |
M33 | 3.5 | 2.0 | 1.5 | — |
M36 | 4.0 | 3.0 | 2.0 | 1.5 |
M39 | 4.0 | 3.0 | 2.0 | 1.5 |
M42 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M45 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M48 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M52 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M56 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
M68 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
Компания «Зевс» предлагает широкий диапазон метизов, как с мелкой, так и с крупной резьбой.
крупная и мелкая резьба, сводная таблица
При выборе метизов: болтов, гаек, винтов, штанг, шпилек необходимо учитывать основные шаги резьбы, чтобы обеспечить надежность разъемного соединения.
В основном строительный крепеж выпускается с крупным метрическим шагом. Резьбовые металлоизделия с мелким шагом резьбы используются для соединений, испытывающих вибрацию, разнонаправленные нагрузки.
Основной шаг резьбы
Регламентированное расстояние между витками в миллиметрах – это основной шаг метрической резьбы. Измеряется параллельно оси нарезки. Метрической называется резьба с профилем в виде равностороннего треугольника. Для уменьшения напряжений впадины притупляются или делаются плоскорезанными.
Крупная резьба
Метизная резьбовая продукция маркируется, указывается номинальный диаметр, направление нарезки, количество заходов нарезного инструмента. Крупный шаг выреза соответствует табличным значениям. В ГОСТ 8724-2002 указаны значения шага для внутреннего и наружного диаметра до 600 мм.
Мелкая резьба
Для изделий, испытывающих вибрационные и разнонаправленные нагрузки, толчки, рекомендуется метрическая резьба с мелким шагом. Подобный крепеж используется в авиации, точных приборах.
Мелкая резьба с мелким шагом на одной и той же длине стержня может быть различной, параметр не регламентируется.
Основной шаг резьбы, таблица
| Резьба | Шаг резьбы Р, мм | |||
| Основная резьба М | Мелкая резьба М | |||
| мелкая | мелкая 2 | супер-мелкая | ||
| М1 | 0.25 | (0.2) | — | — |
| М1.2 | 0.25 | (0.2) | — | — |
| М1.4 | 0.3 | (0.2) | — | — |
| М1.6 | 0.35 | (0.2) | — | — |
| М1.8 | 0.35 | (0.2) | — | — |
| М2 | 0.4 | (0.25) | — | — |
| М2.2 | 0.45 | (0.25) | — | — |
| М2.5 | 0.45 | (0.35) | — | — |
| М3 | 0.5 | (0.35) | — | — |
| М3.5 | 0.6 | (0.35) | — | — |
| М4 | 0.7 | 0.5 | — | — |
| М5 | 0.8 | 0.5 | — | — |
| М6 | 1.0 | 0.75 | 0.5 | — |
| М8 | 1.25 | 1.0 | 0.75 | 0.5 |
| М10 | 1.5 | 1.25 | 1.0 | 0.75 |
| М12 | 1.75 | 1.5 | 1.25 | 1.0 |
| М14 | 2.0 | 1.5 | 1.25 | 1.0 |
| М16 | 2.0 | 1.5 | — | 1.0 |
| М18 | 2.5 | 2.0 | 1.5 | 1.0 |
| М20 | 2.5 | 2.0 | 1.5 | 1.0 |
| М22 | 2.5 | 2.0 | 1.5 | 1.0 |
| М24 | 3.0 | 2.0 | 1.5 | 1.0 |
| М27 | 3.0 | 2.0 | 1.5 | (1.0) |
| М30 | 3.5 | 2.0 | 1.5 | (1.0) |
Группа степпинга
Распределенную нагрузку можно сформировать, добавив также группу Stepping Thread. Здесь различие между группами Ultimate и Stepping Thread заключается в том, что в группе Ultimate каждый поток будет запускаться один за другим, но в группе Stepping Thread мы можем запускать группу потоков одновременно.
1) Теперь откройте Jmeter и щелкните правой кнопкой мыши на плане тестирования.
2) Перейдите в раздел Добавить -> Темы (пользователи) -> jp @ gc — Группа Stepping Thread.
3) Как только группа степпинга будет добавлена, страница будет выглядеть следующим образом:
4) Здесь мы собираемся запустить нагрузку для 100 пользователей.Это значение по умолчанию, как только вы добавите группу потоков.
Эта группа тем будет начинать [100] тем (Пользователи) -> Общее количество пользователей — 100.
Первое ожидание [0] секунд . -> После запуска Jmeter не будет никакой задержки для запуска потока.
Затем запускайте [10] потоков каждые 30 секунд -> Каждые 30 секунд 10 потоков будут запускаться до 100 потоков.
Использование ускорения [5] секунд -> Каждый пользователь принимает.5 секунд, чтобы поразить сервер.
Затем удерживайте нагрузку в течение [60] секунд. -> Как только все потоки будут запущены, поток будет работать в течение 60 секунд.
Наконец, остановите [5] потоков каждые [1] сек. -> В каждую секунду 5 нить прекратится. Средняя общая нить остановится через (100/5) 20 секунд.
Здесь вы закончили с добавлением группы Stepping Thread. Теперь Запишите сценарий (больше не добавляйте простую группу потоков, поскольку вы уже добавили группу потоковых шагов) сохраните и запустите.
<< Предыдущая Следующая >>
,- Товары
- Клиенты
- Случаи использования
- Переполнение стека Публичные вопросы и ответы
- Команды Частные вопросы и ответы для вашей команды
- предприятие Частные вопросы и ответы для вашего предприятия
- работы Программирование и связанные с ним технические возможности карьерного роста
- Талант Нанимать технический талант
- реклама Связаться с разработчиками по всему миру
Узнайте, , как заправить швейную машину . Вот отличное новогоднее решение — достаньте свою швейную машину и начните шить снова. Да, это выглядит как отличная идея, но как давно вы занимались машинным шитьем или садились и работали, как заправлять швейную машину?
Как заправить нить в швейную машинуПравильно заправить нить в швейной машине является абсолютной базовой отправной точкой. Так что вычистите свою машину, возьмите себя в руки и будьте готовы начать все заново.Добавьте несколько хитрых советов, чтобы облегчить процесс, и это может повлиять на ваши отношения со швейной машиной.
Как заправить нить в швейную машину
Перед началом работы
- Сначала проверьте руководство по шитью, если оно есть. Он должен дать схематические инструкции о том, как нарезать нить для машины. Если вы потеряли руководство, прочитайте эту статью со ссылками для загрузки руководств по швейным машинам онлайн.
- Выберите цветную нить, которую вы планируете использовать, и заполните шпульку (Прочтите, как наматывать шпульку).
- Всегда выбирайте нитки хорошего качества, такие как Rasant, Gutterman или Coates.Ваша нить должна подходить для вашего выбора ткани. (Прочтите типы швейных ниток)
Как заправить швейную машину за 10 простых шагов
Теперь, прежде чем я покажу вам подробное описание каждого шага процесса заправки швейной машины, я сделал эту схему, чтобы вы могли визуализировать общий путь, который займет поток.
 Как заправить нить в швейную машину
Как заправить нить в швейную машинуШаг 1: Верхняя шпуля
Положите хлопок на катушку в верхней части машины. В зависимости от марки машины, это может быть вертикальный или лежачий колышек.Ваша машина может иметь пластиковый диск для установки на верхнюю часть катушки, чтобы удержать ее на месте и не дать ей слететь с верха, как только вы начнете шить.
Шаг 2: нитенаправитель
Протяните нитку через нитенаправитель сверху. Эта машина Brother имеет довольно большое руководство. Часто руководство будет маленькой кнопочной кнопкой.

Шаг 3: вокруг ручки натяжения
Потяните нить вниз к себе и обмотайте ее вокруг нижних натяжных дисков.
Шаг 4: Вторая нитенаправитель
Затем снова втяните нить обратно во вторую нитенаправитель.Это будет рычаг с петелькой, обычно называемый рычагом захвата. Это создает U-образную форму с резьбой.

Шаг 5: крючок над иглой
Приведите нить к игле, следуя любым крючкам, чтобы удерживать нить.
Шаг 6: Заправьте иглу
Затем заправьте иглу спереди назад. Если у вас возникли проблемы с заправкой иглы, ознакомьтесь с советами ниже в этой статье.

Шаг 7. Вставьте шпульку
Загрузите катушку с раной в соответствии с вашим типом шпульки и инструкциями по эксплуатации.Ваша машина может иметь шпульку, вставленную сверху или спереди. Некоторые машины имеют съемный футляр, в который вставляется шпулька, а другие опускаются прямо в фиксированное положение.
(Читайте, как намотать шпульку).
Поверните маховик (большое колесо с правой стороны машины) к себе, чтобы игла зацепила верхнюю нить нижней нитью.
Протяните нить от шпульки к верхней части пластины машины, где игла входит и выходит.
Шаг 8: Присоедините шпульку и верхнюю нить
Найдите петлю зацепляемой шпульной нити и вытяните ее наверх. Вам может понадобиться пинцет или булавка, чтобы помочь захватить его.

Шаг 9: Потяните нити за спину
Осторожно потяните обе нити за спину. Они должны свободно бегать, когда вы их тянете.

Шаг 10. Проверка на металлолом
Возьмите клочок ткани и проверьте швы и натяжение. Аккуратно держите нити сзади, когда начинаете шить, чтобы не запутывать верхнюю и нижнюю нити.Не забудьте опустить лапку, чтобы закрепить ткань и соединить с механизмом подачи.
Готов, стабильно, хорошо ездить на вашей идеально резьбовой швейной машине.
Как заправить нить в швейную машину | Дополнительные советы
Как только вы освоите основы заправки, единственной другой проблемой может стать заправка иглы. Что может быть проще, чем получить немного ваты через ушко иглы?
Вообще говоря, простая задача, но иглу швейной машины нельзя свободно держать на свету, ближе к вашей точке зрения или дальше, если вы приближаетесь к стадии чтения очков для чтения! Ваша маленькая иголка с маленьким ушком прикреплена к вашей машине и установлена в гнездо.Это последняя станция процесса заправки швейной машины.
Полезные советы о том, как заправлять иглу в машину:
- Если вам нужны очки, попробуйте иметь дополнительную пару немного более прочных очков только для заправки иглы. Это поможет увеличить игольное ушко.
- Обрежьте конец нити по-настоящему острыми ножницами.
- Вы можете захотеть намочить конец нити с небольшим осторожным лизанием ваших губ или влажным кончиком пальца. Влажная нить легче нарезать.
- Дополнительный свет на предмете также вариант. У машины есть свет, но учебная лампа может просто пролить немного света на объект.
- Есть также маленькие гаджеты, которые вы можете купить, чтобы помочь с заправкой иглы.
‘ Заправка иглы ’ — это термин, обозначающий некоторые движения в активных видах спорта. Может ли шитье быть классифицировано как активный спорт? Надеюсь, это не так опасно, просто шанс приблизить вас к волнению, когда вы начинаете что-то новое.
Готов к действию и новый сезон шитья с правильной заправкой вашей швейной машины!
БОЛЬШЕ УСТРАНЕНИЯ НЕИСПРАВНОСТЕЙ
Если после того, как вы научились заправлять нить на швейной машине, у вас все еще возникают проблемы с машинным шитьем, вот несколько статей по устранению неисправностей, которые могут вам помочь.
- Швейная игла продолжает ломаться
- Как чистить швейную машину
- Швейная машина цепляется за разрыв
- Швейная машина Пропускает стежки
- Швабрирование шва при шитье
- Инструкции для швейной машины
- Советы по безопасности швейной машины для начинающих
- Поиск и устранение неисправностей
- Натяжение швейной машины
- Как заправить нить в швейную машину
Другие статьи об основах швейной машины
,Параллельная обработка— лучшая стратегия масштабирования партии Spring
Переполнение стека- Товары
- Клиенты
- Случаи использования
- Переполнение стека Публичные вопросы и ответы
- Команды Частные вопросы и ответы для вашей команды
- предприятие Частные вопросы и ответы для вашего предприятия
- работы Программирование и связанные с ним технические возможности карьерного роста
- Талант Нанимать технический талант