Шаг резьбы. Описание. Область применения :: SYL.ru
Практически любая отрасль современной человеческой деятельности активно сопряжена с применением самого различного оборудования. Само собой разумеется, что абсолютно все механизмы и машины имеют большое количество крепежных элементов, в числе которых резьбовые соединения занимают доминирующую позицию. Существует несколько параметров, по которым рассчитываются и выбираются данные виды соединений. Мы же будем говорить о таком важнейшем с технической точки зрения критерии, как шаг резьбы.
Технический термин
Шаг резьбы – расстояние, которое измеряется между парой верхних точек двух соседних витков. Эта дистанция измеряется параллельно оси самой резьбы. С этой целью используются такие инструменты, как резьбомер, метчик с аналогичным шагом, штангенциркуль. Помните, что их применение требует наличия определенных специфических знаний и навыков, но полученные с их помощью результаты замеров будут высокоточными и наиболее правильными.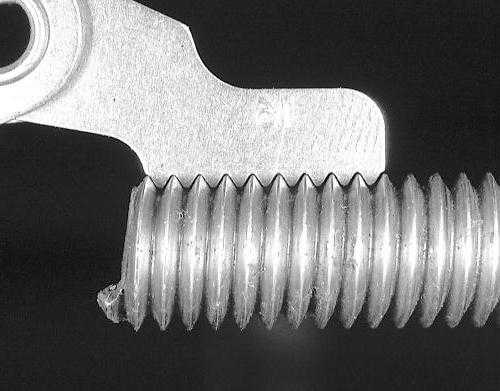
Резьба. Разновидности. Особенности
Самой редкой резьбой является дюймовая. Ее профиль – треугольник с углом при вершине 55 градусов. На сегодняшний день она не применяется при проектировании нового оборудования, а используется лишь в качестве запасных частей к старым механизмам.
Трубная цилиндрическая – резьба дюймовая, только шаг у нее мелкий. Нарезается исключительно на трубах диаметром не более шести дюймов.
Упорная резьба применяется с целью передачи значительных усилий, которые действуют в одном направлении (например, прессы, домкраты и т.д.).
Резьба трапецеидальная имеет профиль в виде трапеции с углом тридцать градусов. Ее симметричный профиль дает возможность эксплуатировать ее в реверсивных винтовых механизмах.
Круглая резьба также стандартизирована. Применение ее довольно ограничено. Основными направлениями ее эксплуатации являются: крюки подъемных кранов, водопроводная арматура, механизмы, работающие в агрессивной среде.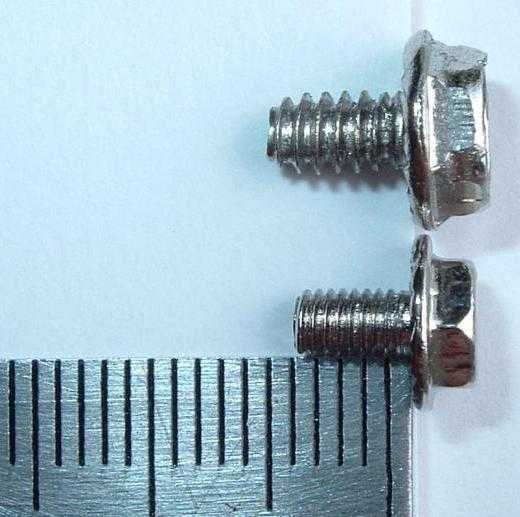
Применяются также трубная коническая и трубная цилиндрическая резьбы.
Некоторые сведения о метрической резьбе
Именно этот вид резьбы является основным. Ее профиль представляет собой треугольник с равными сторонами с углом профиля равным 60 градусам. Шаг метрической резьбы может быть как крупным, так и мелким, который в свою очередь разделяется на три категории: резьба мелкая, резьба мелкая 2, супермелкая. Следует помнить, что если было принято решение приобрести крепёжное изделие, то необходимо обратить внимание на обозначение резьбы. В случаях когда указан лишь диаметр, подразумевается, что шаг метрической резьбы является основным. Данная резьба характеризуется также еще и тем, что при соединении с ее помощью будет обеспечен зазор между вершиной резьбового профиля болта и впадиной профиля гайки.
Соединение тонкостенных деталей
Для того чтобы обеспечить надёжное и прочное скрепление узлов, имеющих достаточно малую толщину стенок, а также для компенсации действия различных динамических нагрузок (вибрации, ударов и прочего) применяют мелкий шаг резьбы. Объясняется это тем, что такие резьбы обладают несколько меньшей собственной высотой профиля и углом подъема. Кроме того, имеет место повышенное самоторможение.
Особенности некоторых монтажных операций
Закрепление различных деталей, узлов и механизмов с помощью болтов и шпилек — это, пожалуй, самый распространённый вид соединений в современной технике. Но перед тем как выполнять подобные работы, необходимо обратить пристальное внимание на все комплектующие и их размеры, а в особенности на шаг резьбы болта. Необходимо помнить, что эта величина направлена на то, чтобы обеспечить надёжную фиксацию монтируемого оборудования. В некоторых случаях применяют даже дополнительные герметики. Целью их эксплуатации является дополнительное обеспечение крепости соединения, а также исключение вероятности протекания транспортируемой жидкости или газа на устанавливаемых фланцах.
Например, достаточно часто применяемый шаг резьбы 1, он является обычным для болтов диаметром 8 миллиметров. Крепежные элементы такого размера в быту и на производстве применяются сплошь и рядом. Их незначительные габариты и вес делают их удобным как для транспортировки, так и для установки.
Важные нюансы
Шаг резьбы по принятым международным нормам и стандартам в машиностроении измеряется в миллиметрах. Хотя и здесь есть свои особенности, которые заключаются в том, что у некоторых видов резьбы шаг может выражаться количеством витков на один дюйм ее длины.
В заключение хотелось бы отметить – расчет и подбор резьбовых соединений, вопреки общественному мнению, должен все же осуществляться исключительно профильными специалистами, поскольку от правильности полученных данных будет зависеть работоспособность и надёжность механизмов и конструкций и, соответственно, безопасная работа людей, их эксплуатирующих и обслуживающих.
www.syl.ru
Шаг для основной и мелкой резьбы / ЦКИ
| Резьба | Шаг резьбы Р, мм | |||
|---|---|---|---|---|
| Основная резьба М | Мелкая резьба М | |||
| мелкая | мелкая 2 | супермелкая | ||
| M1 | 0.25 | (0.2) | — | — |
| M1.2 | 0.25 | (0.2) | — | — |
| M1.4 | 0.3 | — | — | |
| M1.6 | 0.35 | (0.2) | — | — |
| M1.8 | 0.35 | (0.2) | — | — |
| M2 | 0.4 | (0.25) | — | — |
| M2.2 | 0.45 | (0.25) | — | — |
| M2.5 | 0.45 | (0.35) | — | — |
| M3 | 0.5 | (0.35) | — | — |
| M3.5 | 0.6 | (0.35) | — | — |
| M4 | 0.7 | 0.5 | — | |
| M5 | 0.8 | 0.5 | — | — |
| M6 | 1.0 | 0.75 | 0.5 | — |
| M8 | 1.25 | 1.0 | 0.75 | 0.5 |
| M10 | 1.5 | 1.25 | 1.0 | 0.75 |
| M12 | 1.75 | 1.5 | 1.25 | 1.0 |
| M14 | 2.0 | 1.5 | 1.25 | 1.0 |
| M16 | 2.0 | 1.5 | — | 1.0 |
| M18 | 2.5 | 2.0 | 1.5 | 1.0 |
| M20 | 2.0 | 1.5 | 1.0 | |
| M22 | 2.5 | 2.0 | 1.5 | 1.0 |
| M24 | 3.0 | 2.0 | 1.5 | 1.0 |
| M27 | 3.0 | 2.0 | 1.5 | (1.0) |
| M30 | 3.5 | 2.0 | 1.5 | (1.0) |
| M33 | 3.5 | 2.0 | 1.5 | — |
| M36 | 4.0 | 3.0 | 2.0 | 1.5 |
| M39 | 4.0 | 3.0 | 2.0 | 1.5 |
| M42 | 4.5 | (4.0) 3.0 | 1.5 | |
| M45 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
| M48 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
| M52 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
| M56 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
| M60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
| M64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
| M68 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
www.cki-com.ru
крупный, мелкий, таблица соответствия основного и мелкого шага
Шаг метрической резьбы
Мы часто сталкиваемся с проблемой подбора необходимого крепежного изделия, и возникает вопрос, какой подобрать шаг резьбы. Давайте разберемся, что такое резьба и на что следует обращать внимание.
Резьба — это вид поверхности с чередующимися выступами и впадинами. Существует несколько видов резьбы. Самые популярные – метрическая и дюймовая. В данной статье мы затронем только метрическую резьбу, так как она более распространенная.
Метрическая резьба является основным типом крепежной резьбы. Отличается она шагом и номинальным диаметром. Шаг резьбы равен расстоянию между двумя одинаковыми точками ближайших одноименных профилей, лежащих в одной плоскости. Не смотря на столь сложное определение, понять его очень легко — это расстояние между двух выступов резьбы.
В свою очередь, метрическая резьба согласно ГОСТ 8724-81 может быть с крупным (основным) или мелким шагом. Считается что шаг от 1 до 68 мм – крупный шаг, выше чем 68 мм – только мелкий шаг. Так же, следует отметить тот факт, что мелкий шах резьбы может быть разным при одном и том же диаметре стержня, а крупный имеет только одно значение.
Обычно мелкий шаг резьбы применяется в условиях небольшой вибрации или толчков. Таким образом, крепежи с мелким шагом часто используют в авиастроении и для скрепления высокоточных механизмов в машиностроении. Что касается обычного шага, то такие крепежи самые популярные и их эксплуатируют практически везде и повсеместно.
Как и любая другая резьба метрическая имеет свои плюсы и минусы. К плюсам стоит отнести высокую надежность крепления, удобство во время монтажа и демонтажа и, конечно же, небольшая стоимость метизов с данной резьбой. Недостатков относительно немного, вернее их всего два – это концентрация напряжения во впадинах резьбы, которая снижает установочную прочность соединения и применения в некоторых случаях средств стопорения.
Шаг для основной и мелкой резьбы
Резьба | Шаг резьбы Р, мм | |||
Основная резьба М | Мелкая резьба М | |||
мелкая | мелкая 2 | супермелкая | ||
M1 | 0.25 | (0.2) | — | — |
M1.2 | 0.25 | (0.2) | — | — |
M1.4 | 0.3 | (0.2) | — | — |
M1.6 | 0.35 | (0.2) | — | — |
M1.8 | 0.35 | (0.2) | — | — |
M2 | 0.4 | (0.25) | — | — |
M2.2 | 0.45 | (0.25) | — | — |
M2.5 | 0.45 | (0.35) | — | — |
M3 | 0.5 | (0.35) | — | — |
M3.5 | 0.6 | (0.35) | — | — |
M4 | 0.7 | 0.5 | — | — |
M5 | 0.8 | 0.5 | — | — |
M6 | 1.0 | 0.75 | 0.5 | — |
M8 | 1.25 | 1.0 | 0.75 | 0.5 |
M10 | 1.5 | 1.25 | 1.0 | 0.75 |
M12 | 1.75 | 1.5 | 1.25 | 1.0 |
M14 | 2.0 | 1.5 | 1.25 | 1.0 |
M16 | 2.0 | 1.5 | — | 1.0 |
M18 | 2.5 | 2.0 | 1.5 | 1.0 |
M20 | 2.5 | 2.0 | 1.5 | 1.0 |
M22 | 2.5 | 2.0 | 1.5 | 1.0 |
M24 | 3.0 | 2.0 | 1.5 | 1.0 |
M27 | 3.0 | 2.0 | 1.5 | (1.0) |
M30 | 3.5 | 2.0 | 1.5 | (1.0) |
M33 | 3.5 | 2.0 | 1.5 | — |
M36 | 4.0 | 3.0 | 2.0 | 1.5 |
M39 | 4.0 | 3.0 | 2.0 | 1.5 |
M42 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M45 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M48 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M52 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M56 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
M68 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
Компания «Зевс» предлагает широкий диапазон метизов, как с мелкой, так и с крупной резьбой.
krepzevs.com
Полезная таблица — диаметр резьбы и шаг.
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
| диаметр резьбы | шаг резьбы | сверло под резьбу |
| М2 | 0.45 | 1.5 мм |
| М3 | 0.5 | 2.5 мм |
| М4 | 0.7 | 3.3 мм |
| 0.8 | 4.2 мм | |
| М6 | 1 | 5 мм |
| М7 | 1 | 6 мм |
| М8 | 1.25 | 6.7-6.8 |
| М9 | 1.25 | 7.7-7.8 |
| М10 | 1.5 | 8.5 |
| М11 | 1.5 | 9.5 |
| М12 | 1.75 | 10.2-10.3 |
| М14 | 2 | 12 мм |
| М16 | 2 | 14 мм |
| М18 | 2.5 | 15.5 |
| М20 | 2.5 | 17.5 |
| М22 | 2.5 | 19.5 |
| М24 | 3 | 21 |
| М27 | 3 | 24 мм |
| М30 | 3.5 | 26.5 |
| М33 | 3.5 | 29.5 |
| М36 | 4 | 32 мм |
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Еще статьи по теме:
bezhelme.ru
Метрическая резьба, профиль резьбы, шаг и классификация резьб.
На сегодняшний день в сфере машиностроения часто применяются различные резьбовые соединения. Резьба это сложный технологический процесс требующий определенных навыков и умений. Для нарезания резьбы необходимо уметь настраивать станок, подбирать, затачивать и устанавливать режущий инструмент и конечно же уметь пользоваться резьбовыми измерительными приборами. В настоящее время часто применяется метрическая резьба (имеет треугольный профиль). Начнем все по порядку и для начала разберем общие понятия:
Профиль резьбы
Профиль метрической резьбы похож на равносторонний треугольник с углом 60°. Вершинки резьбы могут быть острыми и слегка срезанными, это зависит от заточки резца и глубины резания. Не рекомендуется делать метрическую резьбу с другим углом, так как это будет являться нарушения требований к метрической резьбе в частности к ее профилю. Видоизмененный профиль резьбы влияет на резьбовое соединение деталей например винт и гайка.
Профиль наружной резьбы рис. слева и внутренней резьбы рис. справа
Профиль метрической и профиль цилиндрической резьбы и ее развертывание
- d, d1, d2 – наружный, внутренний и средний диаметр болта
- D, D1, D2 – наружный, внутренний и средний диаметр гайки
- р – шаг; ω – угол подъема
Шаг резьбы
Шаг резьбы – это расстояние между двумя вершинками резьбы измеренными вдоль оси
Угол подъема резьбы – это угол, образованный направлением выступа резьбы и плоскостью, перпендикулярной к оси резьбы. Определяется по формуле:
tgω=p/(πd2)
Ход резьбы – однозаходная резьба равен ее шагу. Если резьба имеет несколько заходов k , то ход резьбы рассчитывается по формуле: за один оборот гайка переместится в осевом направлении в k раз дальше.
Ph=pk
Классификация резьб
По виду поверхности: цилиндрические и конические.
По признаку расположения резьбы: наружные и внутренние.
По направлению винтового выступа резьбы: правые и левые.
По числу заходов: однозаходные – образованные одним выступом и многозаходные — образованные двумя и более выступами резьбы.
По профилю:
| Треугольные | Трапецеидальные | Упорные | Треугольные для трубной и цилиндрической резьбы |
По назначению: крепежные и ходовые
По системе размерности: метрические α=60° и дюймовые α=55°.
Исходный профиль метрической резьбы это треугольник высотой Р с углом α 60°. Вершина треугольника срезана, впадина профиля резьбы имеет плоскую или закругленную форму. Закругленная форма предпочтительней. Метрическая резьба выполняется с крупным и мелким шагом. Диаметры и шаги метрической резьбы оговорены в ГОСТ 8724-81, а профиль и его размеры ГОСТ 9150-81. Размеры дюймовой резьбы выражены в дюймах (один дюйм равен 25,4мм), исходный профиль дюймовой резьбы это треугольник с углом при вершине α=55°.
www.tokar-work.ru
Мелкий шаг резьбы — описание и различия
Болты, винты, гайки, шпильки, саморезы, шурупы, пробки и другой крепеж имеют основной и мелкий шаг резьбы. К основным видам резьб относятся:
- Метрическая
- Дюймовая
- Трубная
- Шурупная
- Трапецеидальная
Резьба имеет ряд элементов:
- профиль резьбы — это очертания впадин и выступов в сечении плоскостью, проходящей вдоль оси крепежного элемента;
- шаг резьбы — расстояние между двумя вершинами, измеренными вдоль оси крепежного элемента;
- угол профиля резьбы — угол между боковыми сторонами профиля резьбы, измеряемой в плоскости, проходящей через ось крепежного элемента;
- наружный диаметр резьбы — наибольший диаметр, измеряют по вершинам профиля, перпендикулярно оси крепежного элемента;
- ход резьбы — величина относительного осевого перемещения крепежного изделия с резьбой за один оборот.
Профиль метрической резьбы.
Р шаг резьбы, Н — высота витка резьбы, D — диаметр резьбы болта, D1 — внутренний диаметр резьбы гайки.
В машиностроении стран бывшего СССР наиболее употребляема метрическая резьба. Все крепежные метрические резьбы имеют треугольный профиль с углом при вершине 60 градусов.
Различают метрическую основную резьбу для крепежных изделий (ГОСТ 9150-81) и метрическую мелкую резьбу.
Метрическая мелкая резьба подразделяется:
- Мелкая резьба;
- Мелкая резьба 2:
- Супермелкая.
У резьбы с мелким шагом одному и тому же наружному диаметру могут соответствовать разные шаги. Резьбу с мелким шагом обозначают, например, М10х1,25 или М14х1,5. Где М10 или М14 обозначает диаметр крепежного изделия, а 1,25 или 1,5 — шаг резьбы. Если вы покупаете крепежное изделие, где обозначен только диаметр, то шаг резьбы у этого изделия основной. Обычно мелкий шаг резьбы применяется в резьбовых соединениях, работающих в условиях вибрации, переменных нагрузок и толчков.
Мелкий шаг резьбы обычно применяется в резьбовых соединениях, работающих в условиях вибрации, переменных нагрузок и толчков.
Со склада вы можете приобрести следующие виды крепежа с мелким шагом резьбы:
Гайки
Гайки низкие шестигранные DIN 439, 936 аналог ГОСТов 5916, 5929;
Гайки шестигранные DIN 934 аналог ГОСТ 5915, 5927;
Гайки корончатые и прорезные DIN 935 аналог ГОСТов 5918, 5932;
Гайки корончатые и прорезные низкие DIN 937 аналог ГОСТов 5919, 5933;
Гайки круглые шлицевые ГОСТ 11871.
Болты с шестигранной головкой с неполной и полной резьбой класса прочности 8.8, 10.9 DIN 960, 961 аналог наших ГОСТов 7798, 7805
Штанги резьбовые DIN 976 (бывший DIN 975)
При заказе крепежа с мелким шагом резьбы используйте таблицу
| Шаг резьбы для основной и мелкой однозаходной резьбы | ||||
| Шаг резьбы P, мм | ||||
| Резьба | Основная резьба | Мелкая | Мелкая 2 | Супермелкая |
| 1 | 0,25 | 0,2 | — | — |
| 1,2 | 0,25 | 0,2 | — | — |
| 1,4 | 0,3 | 0,2 | — | — |
| 1,6 | 0,35 | 0,2 | — | — |
| 1,8 | 0,35 | 0,2 | — | — |
| 2 | 0,4 | 0,25 | — | — |
| 2,2 | 0,45 | 0,25 | — | — |
| 2,5 | 0,45 | 0,35 | — | — |
| 3 | 0,5 | 0,35 | — | — |
| 3,5 | 0,6 | 0,35 | — | — |
| 4 | 0,7 | 0,5 | — | — |
| 5 | 0,8 | 0,5 | — | — |
| 6 | 1 | 0,75 | 0,5 | — |
| 8 | 1,25 | 1 | 0,75 | 0,5 |
| 10 | 1,5 | 1,25 | 1 | 0,75 |
| 12 | 1,75 | 1,5 | 1,25 | 1 |
| 14 | 2 | 1,5 | 1,25 | 1 |
| 16 | 2 | 1,5 | 1,25 | 1 |
| 18 | 2,5 | 2 | 1,5 | 1 |
| 20 | 2,5 | 2 | 1,5 | 1 |
| 22 | 2,5 | 2 | 1,5 | 1 |
| 24 | 3 | 2 | 1,5 | 1 |
| 27 | 3 | 2 | 1,5 | 1 |
| 30 | 3,5 | 2 | 1,5 | 1 |
| 33 | 3,5 | 2 | 1,5 | 1 |
| 36 | 4 | 3 | 2 | 1,5 |
| 39 | 4 | 3 | 2 | 1,5 |
| 42 | 4,5 | 3 | 2 | 1,5 |
| 45 | 4,5 | 3 | 2 | 1,5 |
| 48 | 5 | 3 | 2 | 1,5 |
| 52 | 5 | 3 | 2 | 1,5 |
| 56 | 5,5 | 4 | 3 | 1,5 |
| 60 | 5,5 | 4 | 3 | 1,5 |
| 64 | 6 | 4 | 3 | 2 |
| 68 | 6 | 4 | 3 | 2 |
krepeg-optom.ru
Замеряем шаг резьбы с помощью резьбомера.
Соединение нескольких составных частей с использованием резьбовых деталей называется резьбовым соединением. Что собой представляет резьба? Это последовательные впадины и выступы на наружной или внутренней поверхности изделия, детали. Эта расположенность по винтовой линии и обеспечивает соединение двух элементов.
Изготовление резьбы осуществляется несколькими способами. В каждом из них шаг резьбы имеет основное значение, поэтому, исходя из данного параметра, выделяют: выдавленные на изделиях из тонкостенного металла, накатанные с помощью специальных станков, нарезные резьбы. Последние, помимо того, что изготавливаются на токарных станках, можно нарезать вручную при помощи метчика или плашки.
Для каждого металлического и неметаллического изделия, содержащего в себе резьбовые элементы, существуют специальные и универсальные инструменты. Каждому резьбовому типу нужен свой инструмент, который обеспечит необходимый шаг резьбы, её форму, профиль и, естественно, точность.
Контроль осуществляется в первую очередь над шагом и формой профиля, а потом над диаметрами – внутренним и наружным.
Как определить шаг резьбы с помощью штангенциркуля и измерительной линейки? Вышеперечисленными инструментами делаем замеры длины двух-трёх шагов резьбы с последующим делением их на количество шагов.
Внутреннюю и наружную резьбу можно также замерить с помощью резьбомера. Этот инструмент имеет шкалу, где обозначена величина резьбового шага. Методом подбора соответствующей пластинки делаем замеры. Необходимо, чтобы зубцы пластинки зашли плотно в измеряемую резьбу. Зазоры не допускаются. И если всё выполнено согласно инструкции, то стандартный шаг резьбы будет соответствовать размеру, указанному на пластинке резьбомера.
Далее измеряется средний резьбовой диаметр. Для этой цели можно использовать микрометр. С помощью комплекта специальных наконечников осуществляются замеры различных диаметров резьб. На каждом наконечнике указан его предельный размер. Например, на микрометре стоит клеймо М 3-4,5, значит, этим прибором можно делать замеры метрической резьбы в пределах шага от 3 до 4,5 мм.
Резьбовой профиль проверяется с помощью шаблона. Если есть необходимость в более точном контроле, то используются специальные микроскопы.
Обычные резьбовые калибры применяются, чтобы замерить шаг резьбы в тех изделиях и деталях, где точность не столь важна. Происходит это следующим образом: нормальное резьбовое кольцо навинчивают на винт, и, покачивая его в разные стороны, судят о точности резьбы. Таким образом проверяется наружная резьба. Теперь рассмотрим, как определить шаг резьбы внутреннего диаметра. Для этого понадобится нормальная резьбовая пробка (нормальная – это размер). Гладкий конец калибра служит для замера внутреннего диаметра под резьбу.
Резьбы с высоким коэффициентом точности проверяются предельными резьбовыми калибрами. Гладкий (проходной) конец калибра, как говорилось выше, должен полностью и свободно заходить в резьбовое отверстие. На непроходном конце нанесены несколько резьбовых витков, которые не должны вкручиваться в отверстие.
Нарезка внутренней резьбы вручную
Для нарезки резьбы вручную используется резьбонарезной инструмент. Чтобы нарезать внутреннюю резьбу, сначала надо просверлить отверстие в детали. Здесь необходимо учитывать шаг резьбы, от которого зависит размер сверла. Далее с помощью метчика, вращая его по часовой стрелке, нарезаем резьбу, время от времени выкручивая метчик назад для удаления стружки и смазывания его маслом.
Таким образом, из этой статьи вы узнали, как определить шаг резьбы, как нарезать резьбу вручную и какими бывают резьбы.
fb.ru