Стандартные шаги метрической резьбы – таблица и ГОСТ в статье поставщика крепежа ПКМ
Время прочтения статьи: 15 минут
Автор статьи: pkmetiz.ru
Надежность крепежных соединений достигается за счет резьбы. Она представляет собой чередование впадин и выступов на внутренней и внешней поверхности вращающихся деталей. Существует множество разновидностей резьбы: дюймовая, трубная, шуруповертная и метрическая. В этой статье более подробно описана метрическая резьба и ее особенности, поскольку именно она является наиболее универсальной и востребованной из всех перечисленных.
Резьбовые соединения применяются везде, где нужен крепеж, и для передачи движения. У каждой разновидности резьбовых соединений есть ряд типовых характеристик:
- Профиль резьбы — рисунок «гребенки», которая проходит вдоль оси крепежа.
- Шаг резьбы — расстояние между двумя соседними вершинами, замеренное вдоль оси стержня элемента крепежа.
- Наружный диаметр — измеряется по верхним точкам профиля.

- Внутренний диаметр — размер вписанного цилиндра в углубления наружной резьбы, либо по точкам вершин внутренней.
- Ход резьбы — расстояние от одной вершины профиля до другой в проекции на ось крепежа.
- Угол профиля резьбы — угол между боковыми сторонами профиля.

Также существуют другие параметры резьбы: высота профиля, длина ввинчивания, количество витков. В метрической резьбе профиль состоит из равносторонних треугольников. Угол профиля метрической резьбы составляет 60º. Нормативы размеров стандартного шага устанавливает ГОСТ 8724-81 (ИСО 261-98) «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги». Согласно этому документу, на поверхностях диаметром 1–68 мм шаг резьбы может быть крупным или мелким. При диаметре поверхности крепежного элемента свыше 68 мм метрическая резьба может иметь только мелкий шаг. Каждому диаметру соответствует один вариант крупного шага резьбы, и несколько вариантов мелкого шага. Например, при диаметре 10 мм возможен крупный шаг в 1,5 мм и три варианта мелкого шага.
Полное наименование резьбы состоит из следующих данных:
- М — метрическая резьба.
- Диаметр резьбы в миллиметрах.
- Размер мелкого шага в миллиметрах.
- Направление хода (есть левосторонняя и правосторонняя резьба).
- Обозначение хода для многозаходной резьбы.
Шаг метрической резьбы определяют по таблице, или по маркировке крепежного элемента. Кроме табличных и справочных данных, существуют и практические способы определения шага резьбового профиля:
- Можно сравнить резьбу на разных изделиях, и определить искомое значение путем сопоставления.
- Для измерения шага применяют резьбовые калибры — специальные инструменты без шкалы. Калибры помогают определить различные параметры резьбового профиля: диаметры, высоту треугольника, длину шага.
- Если наружная резьба легко и без сопротивления ввинчивается во внутреннюю, так можно предположительно установить шаг наружного профиля.

- Проведите измерения: с помощью штангенциркуля определите длину резьбы и разделите полученное значение на число витков.
Еще один важный параметр резьбового соединения — поле допуска. Эта величина обозначает максимальную длину сопряжения сторон резьбовых профилей винта и гайки, и других разновидностей крепежных изделий. Существует три класса полей допусков. Если крепеж принадлежит к первому классу допусков, он является надежным и применяется в областях, где требуется высокая точность и надежная фиксация. Второй класс полей допусков — это наиболее часто используемый стандарт. Грубый класс допусков используется там, где не требуется большая точность резьбового соединения.
При выборе крепежа тип резьбового соединения имеет решающее значение. На территории Российской Федерации наиболее востребованы метизы с крупным шагом резьбы. Крепежные элементы с мелким шагом применяются для соединения изделий, подверженных вибрации, экспериментальным и переменным динамическим нагрузкам. Область применения метизов с мелким шагом резьбового профиля — автомобиле- и судостроение, производство станков, электроники и бытовой техники. В строительстве и других сферах в основном используется крепеж с крупным шагом метрической резьбы. Если требуется рассчитать, какие болты требуются для определенных строительных или иных задач, современные специалисты используют расчетные формулы, либо специальное программное обеспечение. Расчет параметров крепежа онлайн доступен на многих специализированных интернет-ресурсах бесплатно. Также существуют онлайн-калькуляторы для подсчета параметров метрической резьбы по набору исходных размеров. Необходимые размеры рекомендуется замерять с помощью штангенциркуля.
Область применения метизов с мелким шагом резьбового профиля — автомобиле- и судостроение, производство станков, электроники и бытовой техники. В строительстве и других сферах в основном используется крепеж с крупным шагом метрической резьбы. Если требуется рассчитать, какие болты требуются для определенных строительных или иных задач, современные специалисты используют расчетные формулы, либо специальное программное обеспечение. Расчет параметров крепежа онлайн доступен на многих специализированных интернет-ресурсах бесплатно. Также существуют онлайн-калькуляторы для подсчета параметров метрической резьбы по набору исходных размеров. Необходимые размеры рекомендуется замерять с помощью штангенциркуля.
Под метрической резьбой также принято подразумевать любую резьбу, обозначение которой указано в миллиметрах. По форме профиля различают следующие типы резьбы:
- Дюймовая — профиль состоит из равнобедренных треугольников, угол при вершине у которых составляет 55о.

- Трубная цилиндрическая — разновидность дюймовой резьбы, соответствует стандартам ГОСТ 6357-81. Номинальный размер резьбы соотносится с внутренним диаметром трубы или условно определенного отверстия.
- Трапецеидальная — профиль выглядит как трапеция с равными боковыми сторонами и острым углом при основании. Этот вид резьбы применяется в подвижных соединениях и служит для передачи возвратно-поступательного движения. Трапецеидальная резьба бывает однозаходной и многозаходной.
- Упорная — разновидность трапецеидальной, профиль выглядит как не равнобочная трапеция. Соответствует нормам ГОСТ 10177-82.
- Прямоугольная — этот вид резьбы выполняется на ходовых винтах, испытывающих высокие нагрузки, для передачи поступательно-вращательного движения.
- Круглая — профиль выглядит как частный случай синусоиды. Этот тип резьбы отличается значительной устойчивостью к частому закручиванию и раскручиванию.
 Пример использования — цоколь лампочки (резьба Эдисона), шпиндели, вентили, сантехнический крепеж и арматурные изделия.
Пример использования — цоколь лампочки (резьба Эдисона), шпиндели, вентили, сантехнический крепеж и арматурные изделия.
Кроме миллиметров для измерения резьбовых соединений также используют другие системы мер: дюйм, модуль — отношение шага в миллиметрах к числу пи, питч — отношение числа пи к шагу, длина которого указана в дюймах.
Таблица метрических резьб
| Шаг резьбы Р | Диаметр резьбы | |||
| наружный | средний | внутренний | внутренний по дну впадины | |
| С к р у п н ы м ш а г о м | ||||
| 0,40 | 2,0 | 1,740 | 1,567 | 1,509 |
| 0,45 | (2,2) | 1,908 | 1,713 | 1,648 |
| 0,45 | 2,5 | 2,208 | 2,013 | 1,948 |
| 0,50 | 3,0 | 2,675 | 2,459 | 2,387 |
| 0,60 | (3,5) | 3,110 | 2,850 | 2,764 |
| 0,70 | 4 | 3,546 | 3,242 | 3,141 |
| 0,75 | (4,5) | 4,013 | 3,688 | 3,580 |
| 0,80 | 5 | 4,480 | 4,134 | 4,019 |
| 1 | 6 | 5,350 | 4,918 | 4,773 |
| 1,25 | 8 | 7,188 | 6,647 | 6,466 |
| 1,50 | 10 | 9,026 | 8,376 | 8,160 |
| 1,75 | 12 | 10,863 | 10,106 | 9,853 |
| 2 | (14) | 12,701 | 11,835 | 11,546 |
| 2 | 16 | 14,701 | 13,835 | 13,546 |
| 2,5 | (18) | 16,376 | 15,294 | 14,933 |
| 2,5 | 20 | 18,376 | 17,294 | 16,933 |
| 2,5 | (22) | 20,376 | 19,294 | 18,933 |
| 3 | 24 | 22,051 | 20,752 | 20,319 |
| 3 | (27) | 25,051 | 23,752 | 23,319 |
| 3,5 | 30 | 27,727 | 26,211 | 25,706 |
| 3,5 | (33) | 30,727 | 29,211 | 28,706 |
| 4 | 36 | 33,402 | 31,670 | 31,093 |
| 4 | (39) | 36,402 | 34,670 | 34,093 |
| 4,5 | 42 | 39,077 | 37,129 | 36,479 |
| 4,5 | (45) | 42,077 | 40,129 | 39,479 |
| 5 | 48 | 44,752 | 42,587 | 41,866 |
| 5 | (52) | 48,752 | 46,587 | 45,866 |
| 5,5 | 56 | 52,428 | 50,046 | 49,252 |
| 5,5 | (60) | 56,428 | 54,046 | 53,252 |
| 6 | 64 | 60,103 | 57,505 | 56,639 |
| 6 | (68) | 64,103 | 61,505 | 60,639 |
| С м е л к и м ш а г о м | ||||
| 0,25 | 2,0 | 1,838 | 1,729 | 1,693 |
| 2,2 | 2,038 | 1,929 | 1,893 | |
| 0,35 | 2,5 | 2,273 | 2,121 | 2,071 |
| 3 | 2,773 | 2,621 | 2,571 | |
| (3,5) | 3,273 | 3,121 | 3,071 | |
| 0,5 | 4 | 3,675 | 3,459 | 3,387 |
| (4,5) | 4,175 | 3,959 | 3,887 | |
| 5 | 4,675 | 4,459 | 4,387 | |
| 6 | 5,675 | 5,459 | 5,387 | |
| 8 | 7,675 | 7,459 | 7,387 | |
| 10 | 9,675 | 9,459 | 9,387 | |
| 12 | 11,675 | 11,459 | 11,387 | |
| (14) | 13,675 | 13,459 | 13,387 | |
| 16 | 15,675 | 15,459 | 15,387 | |
| (18) | 17,675 | 17,459 | 17,387 | |
| 20 | 19,675 | 19,459 | 19,387 | |
| (22) | 21,675 | 21,459 | 21,387 | |
| 0,75 | 6 | 5,513 | 5,188 | 5,080 |
| 8 | 7,513 | 7,188 | 7,080 | |
| 10 | 9,513 | 9,188 | 9,080 | |
| 12 | 11,513 | 11,188 | 11,080 | |
| (14) | 13,513 | 13,188 | 13,080 | |
| 16 | 15,513 | 15,188 | 15,080 | |
| (18) | 17,513 | 17,188 | 17,080 | |
| 20 | 19,513 | 19,188 | 19,080 | |
| (22) | 21,513 | 21,188 | 21,080 | |
| 24 | 23,513 | 23,188 | 23,080 | |
| (27) | 26,513 | 26,188 | 26,080 | |
| 30 | 29,513 | 29,188 | 29,080 | |
| (33) | 32,513 | 32,188 | 32,080 | |
| 1,0 | 8 | 7,350 | 6,917 | 6,773 |
| 10 | 9,350 | 8,917 | 8,773 | |
| 12 | 11,350 | 10,917 | 10,773 | |
| (14) | 13,350 | 12,917 | 12,773 | |
| 16 | 15,350 | 14,917 | 14,773 | |
| (18) | 17,350 | 16,917 | 16,773 | |
| 20 | 19,350 | 18,917 | 18,773 | |
| (22) | 21,350 | 20,917 | 20,773 | |
| 24 | 23,350 | 22,917 | 22,773 | |
| (27) | 26,350 | 25,917 | 25,773 | |
| 30 | 29,350 | 28,917 | 28,773 | |
| 36 | 35,350 | 34,917 | 34,773 | |
| (39) | 38,350 | 37,917 | 37,773 | |
| 42 | 41,350 | 40,917 | 40,773 | |
| (45) | 44,350 | 43,917 | 43,773 | |
| 48 | 47,350 | 46,917 | 46,773 | |
| (52) | 51,350 | 50,917 | 50,773 | |
| 56 | 55,350 | 54,917 | 54,773 | |
| (60) | 59,350 | 58,917 | 58,773 | |
| 64 | 63,350 | 62,917 | 62,773 | |
| (68) | 67,350 | 66,917 | 66,773 | |
| 72 | 71,350 | 70,917 | 70,773 | |
| (76) | 75,350 | 74,917 | 74,773 | |
| 80 | 79,350 | 78,917 | 78,773 | |
| 1,25 | 10 | 9,188 | 8,647 | 8,466 |
| 12 | 11,188 | 10,647 | 10,467 | |
| (14) | 13,188 | 12,647 | 12,466 | |
| 1,5 | 12 | 11,026 | 10,376 | 10,160 |
| (14) | 13,026 | 12,376 | 12,160 | |
| 16 | 15,026 | 14,376 | 14,160 | |
| (18) | 17,026 | 16,376 | 16,160 | |
| 20 | 19,026 | 18,376 | 18,160 | |
| (22) | 21,026 | 20,376 | 20,160 | |
| 24 | 23,026 | 22,376 | 22,160 | |
| (27) | 26,026 | 25,376 | 25,160 | |
| 30 | 29,026 | 28,376 | 28,160 | |
| (33) | 32,026 | 31,376 | 31,160 | |
| 36 | 35,026 | 34,376 | 34,160 | |
| (39) | 38,026 | 37,376 | 37,160 | |
| 42 | 41,026 | 40,376 | 40,160 | |
| (45) | 44,026 | 43,376 | 43,160 | |
| 48 | 47,026 | 46,376 | 46,160 | |
| (52) | 51,026 | 50,376 | 50,160 | |
| 56 | 55,026 | 54,376 | 54,160 | |
| (60) | 59,026 | 58,376 | 58,160 | |
| 64 | 63,026 | 62,376 | 62,160 | |
| (68) | 67,026 | 66,376 | 66,160 | |
| 72 | 71,026 | 70,376 | 70,160 | |
| (76) | 75,026 | 74,376 | 74,160 | |
| 80 | 79,026 | 78,376 | 78,160 | |
| (85) | 84,026 | 83,376 | 83,160 | |
| 90 | 89,026 | 88,376 | 88,160 | |
| (95) | 94,026 | 93,376 | 93,160 | |
| 100 | 99,026 | 98,376 | 98,160 | |
| 110 | 109,026 | 108,376 | 108,160 | |
| (115) | 114,026 | 113,376 | 113,160 | |
| (120) | 119,026 | 118,376 | 118,160 | |
| 125 | 124,026 | 123,376 | 123,160 | |
| (130) | 129,026 | 128,376 | 128,160 | |
| 140 | 139,026 | 138,376 | 138,160 | |
| (150) | 149,026 | 148,376 | 148,160 | |
| 2,0 | (18) | 16,701 | 15,835 | 15,546 |
| 20 | 18,701 | 17,835 | 17,546 | |
| (22) | 20,701 | 19,835 | 19,546 | |
| 24 | 22,701 | 21,835 | 21,546 | |
| (27) | 25,701 | 24,835 | 24,546 | |
| 30 | 28,701 | 27,835 | 27,546 | |
| (33) | 31,701 | 30,835 | 30,546 | |
| 36 | 33,701 | 32,835 | 32,546 | |
| (39) | 37,701 | 36,835 | 36,546 | |
| 42 | 40,701 | 39,835 | 39,546 | |
| (45) | 43,701 | 42,835 | 42,546 | |
| 48 | 46,701 | 45,835 | 45,546 | |
| (52) | 50,701 | 49,835 | 49,546 | |
| 56 | 54,701 | 53,835 | 53,546 | |
| (60) | 58,701 | 57,835 | 57,546 | |
| 64 | 62,701 | 61,835 | 61,546 | |
| (68) | 66,701 | 65,835 | 65,546 | |
| 72 | 70,701 | 69,835 | 69,546 | |
| (76) | 74,701 | 73,835 | 73,546 | |
| 80 | 78,701 | 77,835 | 77,546 | |
| (85) | 83,701 | 82,835 | 82,546 | |
| 90 | 88,701 | 87,835 | 87,546 | |
| (95) | 93,701 | 92,835 | 92,546 | |
| 100 | 98,701 | 97,835 | 97,546 | |
| (105) | 103,701 | 102,835 | 102,546 | |
| 110 | 108,701 | 107,835 | 107,546 | |
| (115) | 113,701 | 112,835 | 112,546 | |
| (120) | 118,701 | 117,835 | 117,546 | |
| 125 | 123,701 | 122,835 | 122,546 | |
| (130) | 128,701 | 127,835 | 127,546 | |
| 140 | 138,701 | 137,835 | 137,546 | |
| (150) | 148,701 | 147,835 | 147,546 | |
| 160 | 158,701 | 157,835 | 157,546 | |
| (170) | 168,701 | 167,835 | 167,546 | |
| 180 | 178,701 | 177,835 | 177,546 | |
| (190) | 188,701 | 187,835 | 187,546 | |
| 200 | 198,701 | 197,835 | 197,546 | |
| 3,0 | 30 | 28,051 | 26,752 | 26,319 |
| (33) | 31,051 | 29,752 | 29,319 | |
| 36 | 34,051 | 32,752 | 32,319 | |
| (39) | 37,051 | 35,752 | 35,319 | |
| 42 | 40,051 | 38,752 | 38,319 | |
| (45) | 43,051 | 41,752 | 41,319 | |
| 48 | 46,051 | 44,752 | 44,319 | |
| (52) | 50,051 | 48,752 | 48,319 | |
| 56 | 54,051 | 52,752 | 52,319 | |
| (60) | 58,051 | 56,752 | 56,319 | |
| 64 | 62,051 | 60,752 | 60,319 | |
| (68) | 66,051 | 64,752 | 64,319 | |
| 72 | 70,051 | 68,752 | 68,319 | |
| (76) | 74,051 | 72,752 | 72,319 | |
| 80 | 78,051 | 76,752 | 76,319 | |
| (85) | 83,051 | 81,752 | 81,319 | |
| 90 | 88,051 | 86,752 | 86,319 | |
| (95) | 93,051 | 91,752 | 91,319 | |
| 100 | 98,051 | 96,752 | 96,319 | |
| (105) | 103,051 | 101,752 | 101,319 | |
| 110 | 108,051 | 106,752 | 106,319 | |
| (115) | 113,051 | 111,752 | 111,319 | |
| (120) | 118,051 | 116,752 | 116,319 | |
| 125 | 123,051 | 121,752 | 121,319 | |
| (130) | 128,051 | 126,752 | 126,319 | |
| 140 | 138,051 | 136,752 | 136,319 | |
| (150) | 148,051 | 146,752 | 146,319 | |
| 160 | 158,051 | 156,752 | 156,319 | |
| (170) | 168,051 | 166,752 | 166,319 | |
| 180 | 178,051 | 176,752 | 176,319 | |
| (190) | 188,051 | 186,752 | 186,319 | |
| 200 | 198,051 | 196,752 | 196,319 | |
| (210) | 208,051 | 206,752 | 206,319 | |
| 220 | 218,051 | 216,752 | 216,319 | |
| (240) | 238,051 | 236,752 | 236,319 | |
| 250 | 248,051 | 246,752 | 246,319 | |
| (260) | 258,051 | 256,752 | 256,319 | |
| 280 | 278,051 | 276,752 | 276,319 | |
| (300) | 298,051 | 296,752 | 296,319 | |
| 4,0 | 42 | 39,402 | 37,670 | 37,093 |
| (45) | 42,402 | 40,670 | 40,093 | |
| 48 | 45,402 | 43,670 | 43,093 | |
| (52) | 49,402 | 47,670 | 47,093 | |
| 56 | 53,402 | 51,670 | 51,093 | |
| 60 | 57,402 | 55,670 | 55,093 | |
| 64 | 61,402 | 59,67 | 59,093 | |
| 72 | 69,402 | 67,670 | 67,093 | |
| (76) | 73,402 | 71,670 | 71,093 | |
| 80 | 77,402 | 78,670 | 75,093 | |
| (85) | 82,402 | 80,670 | 80,093 | |
| 90 | 87,402 | 85,670 | 85,093 | |
| (95) | 92,402 | 90,670 | 90,093 | |
| 100 | 97,402 | 95,670 | 95,093 | |
| (105) | 102,402 | 100,670 | 100,093 | |
| 110 | 107,402 | 105,670 | 105,093 | |
| (115) | 112,402 | 110,670 | 110,093 | |
| (120) | 117,402 | 115,670 | 115,093 | |
| 125 | 122,402 | 120,670 | 120,093 | |
| (130) | 127,402 | 125,670 | 125,093 | |
| 140 | 137,402 | 135,670 | 135,093 | |
| (150) | 147,402 | 145,670 | 145,093 | |
| 160 | 157,402 | 155,670 | 155,093 | |
| (170) | 167,402 | 165,670 | 165,093 | |
| 180 | 177,402 | 175,670 | 175,093 | |
| (190) | 187,402 | 185,670 | 185,093 | |
| 200 | 197,402 | 195,670 | 195,093 | |
| (210) | 207,402 | 205,670 | 205,093 | |
| 220 | 217,402 | 215,670 | 215,093 | |
| (240) | 237,402 | 235,670 | 235,093 | |
| (260) | 257,402 | 255,670 | 255,093 | |
| 280 | 277,402 | 275,670 | 275,093 | |
| 300 | 297,402 | 295,670 | 295,093 | |
Таблица метрических резьб
по ГОСТ 24705-2004
| Номинальный диаметр резьбы d, мм | Шаг Р, мм | Диаметры резьбы, мм | |||
| d = D | d2 = D2 | d1 = D1 | d3 | ||
| 0,25 | 0,075 | 0,250 | 0,201 | 0,169 | 0,158 |
| 0,3 | 0,08 | 0,30 | 0,248 | 0,213 | 0,202 |
| 0,35 | 0,09 | 0,350 | 0,292 | 0,253 | 0,240 |
| 0,4 | 0,1 | 0,40 | 0,335 | 0,292 | 0,277 |
| 0,45 | 0,450 | 0,385 | 0,342 | 0,327 | |
| 0,5 | 0,125 | 0,50 | 0,419 | 0,365 | 0,347 |
| 0,55 | 0,550 | 0,469 | 0,415 | 0,397 | |
| 0,6 | 0,15 | 0,60 | 0,503 | 0,438 | 0,416 |
| 0,7 | 0,175 | 0,70 | 0,586 | 0,511 | 0,485 |
| 0,8 | 0,2 | 0,80 | 0,670 | 0,583 | 0,555 |
| 0,9 | 0,225 | 0,90 | 0,754 | 0,656 | 0,624 |
| 1 | 0,25 | 1,0 | 0,838 | 0,729 | 0,693 |
| 0,2 | 1,0 | 0,870 | 0,783 | 0,755 | |
| 1,1 | 0,25 | 1,10 | 0,938 | 0,829 | 0,793 |
| 0,2 | 1,10 | 0,970 | 0,883 | 0,855 | |
| 1,2 | 0,25 | 1,20 | 1,038 | 0,929 | 0,893 |
| 0,2 | 1,20 | 1,070 | 0,983 | 0,955 | |
| 1,4 | 0,3 | 1,40 | 1,205 | 1,075 | 1,032 |
| 0,2 | 1,40 | 1,270 | 1,183 | 1,155 | |
| 1,6 | 0,35 | 1,60 | 1,373 | 1,221 | 1,171 |
| 0,2 | 1,60 | 1,470 | 1,383 | 1,355 | |
| 1,8 | 0,35 | 1,80 | 1,573 | 1,421 | 1,371 |
| 0,2 | 1,80 | 1,670 | 1,583 | 1,555 | |
| 2 | 0,4 | 2,0 | 1,740 | 1,567 | 1,509 |
| 0,25 | 2,0 | 1,838 | 1,729 | 1,693 | |
| 2,2 | 0,45 | 2,20 | 1,908 | 1,713 | 1,648 |
| 0,25 | 2,20 | 2,038 | 1,929 | 1,893 | |
| 2,5 | 0,45 | 2,50 | 2,208 | 2,013 | 1,948 |
| 0,35 | 2,50 | 2,273 | 2,121 | 2,071 | |
| 3 | 0,5 | 3,0 | 2,675 | 2,459 | 2,387 |
| 0,35 | 3,0 | 2,773 | 2,621 | 2,571 | |
| 3,5 | 0,6 | 3,50 | 3,110 | 2,850 | 2,764 |
| 0,35 | 3,50 | 3,273 | 3,121 | 3,071 | |
| 4 | 0,7 | 4,0 | 3,545 | 3,242 | 3,141 |
| 0,5 | 4,0 | 3,675 | 3,459 | 3,387 | |
| 4,5 | 0,75 | 4,50 | 4,013 | 3,688 | 3,580 |
| 0,5 | 4,50 | 4,175 | 3,959 | 3,887 | |
| 5 | 0,8 | 5,0 | 4,480 | 4,134 | 4,019 |
| 0,5 | 5,0 | 4,675 | 4,459 | 4,387 | |
| 5,5 | 0,5 | 5,50 | 5,175 | 4,959 | 4,887 |
| 6 | 1 | 6,0 | 5,350 | 4,917 | 4,773 |
| 0,75 | 6,0 | 5,513 | 5,188 | 5,080 | |
| 0,5 | 6,0 | 5,675 | 5,459 | 5,387 | |
| 7 | 1 | 7,0 | 6,350 | 5,917 | 5,773 |
| 0,75 | 7,0 | 6,513 | 6,188 | 6,080 | |
| 0,5 | 7,0 | 6,675 | 6,459 | 6,387 | |
| 8 | 1,25 | 8,0 | 7,188 | 6,647 | 6,466 |
| 1 | 8,0 | 7,350 | 6,917 | 6,773 | |
| 0,75 | 8,0 | 7,513 | 7,188 | 7,080 | |
| 0,5 | 8,0 | 7,675 | 7,459 | 7,387 | |
| 9 | 1,25 | 9,0 | 8,188 | 7,647 | 7,466 |
| 1 | 9,0 | 8,350 | 7,917 | 7,773 | |
| 0,75 | 9,0 | 8,513 | 8,188 | 8,080 | |
| 0,5 | 9,0 | 8,675 | 8,459 | 8,387 | |
| 10 | 1,5 | 10,0 | 9,026 | 8,376 | 8,160 |
| 1,25 | 10,0 | 9,188 | 8,647 | 8,466 | |
| 1 | 10,0 | 9,350 | 8,917 | 8,773 | |
| 0,75 | 10,0 | 9,513 | 9,188 | 9,080 | |
| 0,5 | 10,0 | 9,675 | 9,459 | 9,387 | |
| 11 | 1,5 | 11,0 | 10,026 | 9,376 | 9,160 |
| 1 | 11,0 | 10,350 | 9,917 | 9,773 | |
| 0,75 | 11,0 | 10,513 | 10,188 | 10,080 | |
| 0,5 | 11,0 | 10,675 | 10,459 | 10,387 | |
| 12 | 1,75 | 12,0 | 10,863 | 10,106 | 9,853 |
| 1,5 | 12,0 | 11,026 | 10,376 | 10,160 | |
| 1,25 | 12,0 | 11,188 | 10,647 | 10,466 | |
| 1 | 12,0 | 11,350 | 10,917 | 10,773 | |
| 0,75 | 12,0 | 11,513 | 11,188 | 11,080 | |
| 0,5 | 12,0 | 11,675 | 11,459 | 11,387 | |
| 14 | 2 | 14,0 | 12,701 | 11,835 | 11,546 |
| 1,5 | 14,0 | 13,026 | 12,376 | 12,160 | |
| 1,25 | 14,0 | 13,188 | 12,647 | 12,466 | |
| 1 | 14,0 | 13,350 | 12,917 | 12,773 | |
| 0,75 | 14,0 | 13,513 | 13,188 | 13,080 | |
| 0,5 | 14,0 | 13,675 | 13,459 | 13,387 | |
| 15 | 1,5 | 15,0 | 14,026 | 13,376 | 13,160 |
| 1 | 15,0 | 14,350 | 13,917 | 13,773 | |
| 16 | 2 | 16,0 | 14,701 | 13,835 | 13,546 |
| 1,5 | 16,0 | 15,026 | 14,376 | 14,160 | |
| 1 | 16,0 | 15,350 | 14,917 | 14,773 | |
| 0,75 | 16,0 | 15,513 | 15,188 | 15,080 | |
| 0,5 | 16,0 | 15,675 | 15,459 | 15,387 | |
| 17 | 1,5 | 17,0 | 16,026 | 15,376 | 15,160 |
| 1 | 17,0 | 16,350 | 15,917 | 15,773 | |
| 18 | 2,5 | 18,0 | 16,376 | 15,294 | 14,933 |
| 2 | 18,0 | 16,701 | 15,835 | 15,546 | |
| 1,5 | 18,0 | 17,026 | 16,376 | 16,160 | |
| 1 | 18,0 | 17,350 | 16,917 | 16,773 | |
| 0,75 | 18,0 | 17,518 | 17,188 | 17,080 | |
| 0,5 | 18,0 | 17,675 | 17,459 | 17,387 | |
| 20 | 2,5 | 20,0 | 18,376 | 17,294 | 16,933 |
| 2 | 20,0 | 18,701 | 17,835 | 17,546 | |
| 1,5 | 20,0 | 19,026 | 18,376 | 18,160 | |
| 1 | 20,0 | 19,350 | 18,917 | 18,773 | |
| 0,75 | 20,0 | 19,513 | 19,188 | 19,080 | |
| 0,5 | 20,0 | 19,675 | 19,459 | 19,387 | |
| 22 | 2,5 | 22,0 | 20,376 | 19,294 | 18,933 |
| 2 | 22,0 | 20,701 | 19,835 | 19,546 | |
| 1,5 | 22,0 | 21,026 | 20,376 | 20,160 | |
| 1 | 22,0 | 21,350 | 20,917 | 20,773 | |
| 0,75 | 22,0 | 21,513 | 21,188 | 21,080 | |
| 0,5 | 22,0 | 21,675 | 21,459 | 21,387 | |
| 24 | 3 | 24,0 | 22,051 | 20,752 | 20,319 |
| 2 | 24,0 | 22,701 | 21,835 | 21,546 | |
| 1,5 | 24,0 | 23,026 | 22,376 | 22,160 | |
| 1 | 24,0 | 23,350 | 22,917 | 22,773 | |
| 0,75 | 24,0 | 23,513 | 23,188 | 23,080 | |
| 25 | 2 | 25,0 | 23,701 | 22,835 | 22,546 |
| 1,5 | 25,0 | 24,026 | 23,376 | 23,160 | |
| 1 | 25,0 | 24,350 | 23,917 | 23,773 | |
| 26 | 1,5 | 26,0 | 25,026 | 24,376 | 24,160 |
| 27 | 3 | 27,0 | 25,051 | 23,752 | 23,319 |
| 2 | 27,0 | 25,701 | 24,835 | 24,546 | |
| 1,5 | 27,0 | 26,026 | 25,376 | 25,160 | |
| 1 | 27,0 | 26,350 | 25,917 | 25,773 | |
| 0,75 | 27,0 | 26,513 | 26,188 | 26,080 | |
| 28 | 2 | 28,0 | 26,701 | 25,835 | 25,546 |
| 1,5 | 28,0 | 27,026 | 26,376 | 26,160 | |
| 1 | 28,0 | 27,350 | 26,917 | 26,773 | |
| 30 | 3,5 | 30,0 | 27,727 | 26,211 | 25,706 |
| 3 | 30,0 | 28,051 | 26,752 | 26,319 | |
| 2 | 30,0 | 28,701 | 27,835 | 27,546 | |
| 1,5 | 30,0 | 29,026 | 28,376 | 28,160 | |
| 1 | 30,0 | 29,350 | 28,917 | 28,773 | |
| 0,75 | 30,0 | 29,513 | 29,188 | 29,080 | |
| 32 | 2 | 32,0 | 30,701 | 29,835 | 29,546 |
| 1,5 | 32,0 | 31,026 | 30,376 | 30,160 | |
| 33 | 3,5 | 33,0 | 30,727 | 29,211 | 28,706 |
| 3 | 33,0 | 31,051 | 29,752 | 29,319 | |
| 2 | 33,0 | 31,701 | 30,835 | 30,546 | |
| 1,5 | 33,0 | 32,026 | 31,376 | 31,160 | |
| 1 | 33,0 | 32,350 | 31,917 | 31,773 | |
| 0,75 | 33,0 | 32,513 | 32,188 | 32,080 | |
| 35 | 1,5 | 35,0 | 34,026 | 33,376 | 33,160 |
| 36 | 4 | 36,0 | 33,402 | 31,670 | 31,093 |
| 3 | 36,0 | 34,051 | 32,752 | 32,319 | |
| 2 | 36,0 | 34,701 | 33,835 | 33,546 | |
| 1,5 | 38,0 | 35,026 | 34,376 | 34,160 | |
| 1 | 36,0 | 35,350 | 34,917 | 34,773 | |
| 38 | 1,5 | 38,0 | 37,026 | 36,376 | 36,160 |
| 39 | 4 | 39,0 | 36,402 | 34,670 | 34,093 |
| 3 | 39,0 | 37,051 | 35,752 | 35,319 | |
| 2 | 39,0 | 37,701 | 36,835 | 36,546 | |
| 1,5 | 39,0 | 38,026 | 37,376 | 37,160 | |
| 1 | 39,0 | 38,350 | 37,917 | 37,773 | |
| 40 | 3 | 40,0 | 38,051 | 36,752 | 36,319 |
| 2 | 40,0 | 38,701 | 37,835 | 37,546 | |
| 1,5 | 40,0 | 39,026 | 38,376 | 38,160 | |
| 42 | 4,5 | 42,0 | 39,077 | 37,129 | 36,479 |
| 4 | 42,0 | 39,402 | 37,670 | 37,093 | |
| 3 | 42,0 | 40,051 | 38,752 | 38,319 | |
| 2 | 42,0 | 40,701 | 39,835 | 39,546 | |
| 42 | 1,5 | 42,0 | 41,026 | 40,376 | 40,160 |
| 1 | 42,0 | 41,350 | 40,917 | 40,773 | |
| 45 | 4,5 | 45,0 | 42,077 | 40,129 | 39,479 |
| 4 | 45,0 | 42,402 | 40,670 | 40,093 | |
| 3 | 45,0 | 43,051 | 41,752 | 41,319 | |
| 2 | 45,0 | 43,701 | 42,835 | 42,546 | |
| 1,5 | 45,0 | 44,026 | 43,376 | 43,160 | |
| 1 | 45,0 | 44,350 | 43,917 | 43,773 | |
| 48 | 5 | 48,0 | 44,752 | 42,587 | 41,866 |
| 4 | 48,0 | 45,402 | 43,670 | 43,093 | |
| 3 | 48,0 | 46,051 | 44,752 | 44,319 | |
| 2 | 48,0 | 46,701 | 45,835 | 45,516 | |
| 1,5 | 48,0 | 47,026 | 46,376 | 46,160 | |
| 1 | 48,0 | 47,350 | 46,917 | 46,773 | |
| 50 | 3 | 50,0 | 48,051 | 46,752 | 46,319 |
| 2 | 50,0 | 48,701 | 47,835 | 47,546 | |
| 1,5 | 50,0 | 49,026 | 48,376 | 48,160 | |
| 52 | 5 | 52,0 | 48,752 | 46,587 | 45,866 |
| 4 | 52,0 | 49,402 | 47,670 | 47,093 | |
| 3 | 52,0 | 50,051 | 48,752 | 48,319 | |
| 2 | 52,0 | 50,701 | 49,835 | 49,546 | |
| 1,5 | 52,0 | 51,026 | 50,376 | 50,160 | |
| 1 | 52,0 | 51,350 | 50,917 | 50,773 | |
| 55 | 4 | 55,0 | 52,402 | 50,670 | 50,093 |
| 3 | 55,0 | 53,051 | 51,752 | 51,319 | |
| 2 | 55,0 | 53,701 | 52,835 | 52,546 | |
| 1,5 | 55,0 | 54,026 | 53,376 | 53,160 | |
| 56 | 5,5 | 56,0 | 52,428 | 50,046 | 49,253 |
| 4 | 56,0 | 53,402 | 51,670 | 51,093 | |
| 3 | 56,0 | 54,051 | 52,752 | 52,319 | |
| 2 | 56,0 | 54,701 | 53,835 | 53,546 | |
| 1,5 | 56,0 | 55,026 | 54,376 | 54,160 | |
| 1 | 56,0 | 55,350 | 54,917 | 54,773 | |
| 58 | 4 | 58,0 | 55,402 | 53,670 | 53,093 |
| 3 | 58,0 | 56,051 | 54,752 | 54,319 | |
| 2 | 58,0 | 56,701 | 55,835 | 55,546 | |
| 1,5 | 58,0 | 57,026 | 56,376 | 56,160 | |
| 60 | 5,5 | 60,0 | 56,428 | 54,046 | 53,252 |
| 4 | 60,0 | 57,402 | 55,670 | 55,093 | |
| 3 | 60,0 | 58,051 | 56,752 | 56,319 | |
| 2 | 60,0 | 58,701 | 57,835 | 57,546 | |
| 1,5 | 60,0 | 59,026 | 58,376 | 58,160 | |
| 1 | 60,0 | 59,350 | 58,917 | 58,773 | |
| 62 | 4 | 62,0 | 59,402 | 57,670 | 57,093 |
| 3 | 62,0 | 60,051 | 58,752 | 58,319 | |
| 2 | 62,0 | 60,701 | 59,835 | 59,546 | |
| 1,5 | 62,0 | 61,026 | 60,376 | 60,160 | |
| 64 | 6 | 64,0 | 60,103 | 57,505 | 56,639 |
| 4 | 64,0 | 61,402 | 59,670 | 59,093 | |
| 3 | 64,0 | 62,051 | 60,752 | 60,319 | |
| 2 | 64,0 | 62,701 | 61,835 | 61,546 | |
| 1,5 | 64,0 | 63,026 | 62,376 | 62,160 | |
| 1 | 64,0 | 63,350 | 62,917 | 62,773 | |
| 65 | 4 | 65,0 | 62,402 | 60,670 | 60,093 |
| 3 | 65,0 | 63,051 | 61,752 | 61,319 | |
| 2 | 65,0 | 63,701 | 62,835 | 62,546 | |
| 1,5 | 65,0 | 64,026 | 63,376 | 63,160 | |
| 68 | 6 | 68,0 | 64,103 | 61,505 | 60,639 |
| 4 | 68,0 | 64,402 | 63,670 | 63,093 | |
| 3 | 68,0 | 66,051 | 64,752 | 64,319 | |
| 2 | 68,0 | 66,701 | 65,835 | 65,546 | |
| 1,5 | 68,0 | 67,026 | 66,376 | 66,160 | |
| 1 | 68,0 | 67,350 | 66,917 | 66,773 | |
| 70 | 6 | 70,0 | 66,103 | 63,505 | 62,639 |
| 4 | 70,0 | 67,402 | 65,670 | 65,093 | |
| 3 | 70,0 | 68,051 | 66,752 | 66,319 | |
| 2 | 70,0 | 68,701 | 67,835 | 67,546 | |
| 1,5 | 70,0 | 69,026 | 68,376 | 68,160 | |
| 72 | 6 | 72,0 | 68,103 | 65,505 | 64,639 |
| 4 | 72,0 | 69,402 | 67,670 | 67,093 | |
| 3 | 72,0 | 70,051 | 68,752 | 68,319 | |
| 2 | 72,0 | 70,701 | 69,835 | 69,546 | |
| 1,5 | 72,0 | 71,026 | 70,376 | 70,160 | |
| 1 | 72,0 | 71,350 | 70,917 | 70,773 | |
| 75 | 4 | 75,0 | 72,402 | 70,670 | 70,093 |
| 3 | 75,0 | 73,051 | 71,752 | 71,319 | |
| 2 | 75,0 | 73,701 | 72,835 | 72,546 | |
| 1,5 | 75,0 | 74,026 | 73,376 | 73,160 | |
| 76 | 6 | 76,0 | 72,103 | 69,505 | 68,639 |
| 4 | 76,0 | 73,402 | 71,670 | 71,093 | |
| 3 | 76,0 | 74,051 | 72,752 | 72,319 | |
| 2 | 76,0 | 74,701 | 73,835 | 73,546 | |
| 1,5 | 76,0 | 75,026 | 74,376 | 74,160 | |
| 1 | 76,0 | 75,350 | 74,917 | 74,773 | |
| 78 | 2 | 78,0 | 76,701 | 75,835 | 75,546 |
| 80 | 6 | 80,0 | 76,103 | 73,505 | 72,639 |
| 4 | 80,0 | 77,402 | 75,670 | 75,093 | |
| 3 | 80,0 | 78,051 | 76,752 | 76,319 | |
| 2 | 80,0 | 78,701 | 77,835 | 77,546 | |
| 1,5 | 80,0 | 79,026 | 78,376 | 78,160 | |
| 1 | 80,0 | 79,350 | 78,917 | 78,773 | |
| 82 | 2 | 82,0 | 80,701 | 79,835 | 79,546 |
| 85 | 6 | 85,0 | 81,103 | 78,505 | 77,639 |
| 4 | 85,0 | 82,402 | 80,670 | 80,093 | |
| 3 | 85,0 | 83,051 | 81,752 | 81,319 | |
| 2 | 85,0 | 83,701 | 82,835 | 82,546 | |
| 1,5 | 85,0 | 84,026 | 83,376 | 83,160 | |
| 90 | 6 | 90,0 | 86,103 | 83,505 | 82,639 |
| 4 | 90,0 | 87,402 | 85,670 | 85,093 | |
| 3 | 90,0 | 88,051 | 86,752 | 86,319 | |
| 2 | 90,0 | 88,701 | 87,835 | 87,546 | |
| 1,5 | 90,0 | 89,026 | 88,376 | 88,160 | |
| 95 | 6 | 95,0 | 91,103 | 88,505 | 87,639 |
| 4 | 95,0 | 92,402 | 90,670 | 90,093 | |
| 3 | 95,0 | 93,051 | 91,752 | 91,319 | |
| 2 | 95,0 | 93,701 | 92,835 | 92,546 | |
| 1,5 | 95,0 | 94,026 | 93,376 | 93,160 | |
| 10 | 6 | 100,0 | 96,103 | 93,505 | 92,639 |
| 4 | 100,0 | 97,402 | 95,670 | 95,093 | |
| 3 | 100,0 | 98,051 | 96,752 | 96,319 | |
| 2 | 100,0 | 98,701 | 97,835 | 97,546 | |
| 1,5 | 100,0 | 99,026 | 98,376 | 98,160 | |
| 105 | 6 | 105,0 | 101,103 | 98,505 | 97,639 |
| 4 | 105,0 | 102,402 | 100,670 | 100,093 | |
| 3 | 105,0 | 103,051 | 101,752 | 101,319 | |
| 2 | 105,0 | 103,701 | 102,835 | 102,546 | |
| 1,5 | 105,0 | 104,026 | 103,376 | 103,160 | |
| 110 | 6 | 110,0 | 106,103 | 103,505 | 102,639 |
| 4 | 110,0 | 107,402 | 105,670 | 105,093 | |
| 3 | 110,0 | 108,051 | 106,752 | 106,319 | |
| 2 | 110,0 | 108,701 | 107,835 | 107,546 | |
| 1,5 | 110,0 | 109,026 | 108,376 | 108,160 | |
| 115 | 6 | 115,0 | 111,103 | 108,505 | 107,639 |
| 4 | 115,0 | 112,402 | 110,670 | 110,093 | |
| 3 | 115,0 | 113,051 | 111,752 | 111,319 | |
| 2 | 115,0 | 113,701 | 112,835 | 112,546 | |
| 1,5 | 115,0 | 114,026 | 113,376 | 113,160 | |
| 120 | 6 | 120,0 | 116,103 | 113,505 | 112,639 |
| 4 | 120,0 | 117,402 | 115,670 | 115,093 | |
| 3 | 120,0 | 118,051 | 116,752 | 116,319 | |
| 2 | 120,0 | 118,701 | 117,835 | 117,546 | |
| 1,5 | 120,0 | 119,026 | 118,376 | 118,160 | |
| 125 | 8 | 125,0 | 119,804 | 116,340 | 115,185 |
| 6 | 125,0 | 121,103 | 118,505 | 117,639 | |
| 4 | 125,0 | 122,402 | 120,670 | 120,093 | |
| 8 | 125,0 | 123,051 | 121,752 | 121,319 | |
| 2 | 125,0 | 123,701 | 122,835 | 122,546 | |
| 1,5 | 125,0 | 124,026 | 123,376 | 123,160 | |
| 130 | 8 | 130,0 | 124,804 | 121,340 | 120,185 |
| 6 | 130,0 | 126,103 | 123,505 | 122,639 | |
| 4 | 130,0 | 127,402 | 125,670 | 125,093 | |
| 3 | 130,0 | 128,051 | 126,752 | 126,319 | |
| 2 | 130,0 | 128,701 | 127,835 | 127,546 | |
| 1,5 | 130,0 | 129,026 | 128,376 | 128,160 | |
| 135 | 6 | 135,0 | 131,103 | 128,505 | 127,639 |
| 4 | 135,0 | 132,402 | 130,670 | 130,093 | |
| 3 | 135,0 | 133,051 | 131,752 | 131,319 | |
| 2 | 135,0 | 133,701 | 132,835 | 132,546 | |
| 1,5 | 135,0 | 134,026 | 133,376 | 133,160 | |
| 140 | 8 | 140,0 | 134,804 | 131,340 | 130,185 |
| 6 | 140,0 | 136,103 | 133,505 | 132,639 | |
| 4 | 140,0 | 537,402 | 135,670 | 135,093 | |
| 3 | 140,0 | 138,051 | 136,752 | 136,319 | |
| 2 | 140,0 | 138,701 | 137,835 | 137,546 | |
| 1,5 | 140,0 | 139,026 | 138,376 | 138,160 | |
| 145 | 6 | 145,0 | 141,103 | 138,505 | 137,639 |
| 4 | 145,0 | 142,402 | 140,670 | 140,093 | |
| 3 | 145,0 | 143,051 | 141,752 | 141,319 | |
| 2 | 145,0 | 143,701 | 142,835 | 142,546 | |
| 1,5 | 145,0 | 144,025 | 143,376 | 143,160 | |
| 150 | 8 | 150,0 | 144,804 | 141,340 | 140,185 |
| 6 | 150,0 | 146,103 | 143,505 | 142,639 | |
| 4 | 150,0 | 147,402 | 145,670 | 145,093 | |
| 3 | 150,0 | 148,051 | 146,752 | !46,319 | |
| 2 | 150,0 | 148,701 | 147,835 | 147,546 | |
| 1,5 | 150,0 | 149,026 | 148,376 | 148,160 | |
| 155 | 6 | 155,0 | 151,103 | 148,505 | 147,639 |
| 4 | 155,0 | 152,402 | 150,670 | 150,093 | |
| 3 | 155,0 | 153,051 | 151,752 | 151,319 | |
| 2 | 155,0 | 153,701 | 152,835 | 152,546 | |
| 160 | 8 | 160,0 | 154,804 | 151,340 | 150,185 |
| 6 | 160,0 | 156,103 | 153,505 | 152,639 | |
| 4 | 160,0 | 157,402 | 155,670 | 155,093 | |
| 3 | 160,0 | 158,051 | 156,752 | 156,319 | |
| 2 | 160,0 | 158,701 | 157,835 | 157,546 | |
| 165 | 6 | 165,0 | 161,103 | 158,505 | 157,639 |
| 4 | 165,0 | 162,402 | 160,670 | 160,093 | |
| 3 | 165,0 | 163,051 | 161,752 | 161,319 | |
| 2 | 165,0 | 163,701 | 162,835 | 162,546 | |
| 170 | 8 | 170,0 | 164,804 | 161,340 | 160,185 |
| 6 | 170,0 | 166,103 | 163,505 | 162,639 | |
| 4 | 170,0 | 167,402 | 165,670 | 165,093 | |
| 3 | 170,0 | 168,051 | 166,752 | 166,319 | |
| 2 | 170,0 | 168,701 | 167,835 | 167,546 | |
| 175 | 6 | 175,0 | 171,103 | 168,505 | 167,639 |
| 4 | 175,0 | 172,402 | 170,670 | 170,093 | |
| 3 | 175,0 | 173,051 | 171,752 | 171,319 | |
| 2 | 175,0 | 173,701 | 172,835 | 172,546 | |
| 180 | 8 | 180,0 | 174,804 | 171,340 | 170,185 |
| 6 | 180,0 | 176,103 | 173,505 | 172,639 | |
| 4 | 180,0 | 177,402 | 175,670 | 175,093 | |
| 3 | 180,0 | 178,051 | 176,752 | 176,319 | |
| 2 | 180,0 | 178,701 | 177,835 | 177,546 | |
| 185 | 6 | 185,0 | 181,103 | 178,605 | 177,639 |
| 4 | 185,0 | 182,402 | 180,670 | 180,093 | |
| 3 | 185,0 | 183,051 | 181,752 | 181,319 | |
| 2 | 185,0 | 183,701 | 182,835 | 182,546 | |
| 190 | 8 | 190,0 | 184,804 | 181,340 | 180,185 |
| 6 | 190,0 | 186,103 | 183,505 | 182,639 | |
| 4 | 190,0 | 187,402 | 185,670 | 185,093 | |
| 3 | 190,0 | 188,051 | 186,752 | 186,319 | |
| 2 | 190,0 | 188,701 | 187,835 | 187,546 | |
| 195 | 6 | 195,0 | 191,103 | 188,505 | 187,639 |
| 4 | 195,0 | 192,402 | 190,670 | 190,093 | |
| 3 | 195,0 | 193,051 | 191,752 | 191,319 | |
| 2 | 195,0 | 193,701 | 192,835 | 192,546 | |
| 200 | 8 | 200,0 | 194,804 | 191,340 | 190,185 |
| 6 | 200,0 | 196,103 | 193,505 | 192,639 | |
| 4 | 200,0 | 197,402 | 195,670 | 195,093 | |
| 3 | 200,0 | 198,051 | 196,752 | 196,319 | |
| 2 | 200,0 | 198,701 | 197,835 | 197,546 | |
| 205 | 6 | 205,0 | 201,103 | 198,505 | 197,639 |
| 4 | 205,0 | 202,402 | 20,670 | 200,093 | |
| 3 | 205,0 | 203,051 | 201,752 | 201,319 | |
| 210 | 8 | 210,0 | 204,804 | 201,340 | 200,185 |
| 6 | 210,0 | 206,103 | 203,505 | 202,639 | |
| 4 | 210,0 | 207,402 | 205,670 | 205,093 | |
| 3 | 210,0 | 208,051 | 206,752 | 206,319 | |
| 215 | 6 | 215,0 | 211,103 | 208,505 | 2,07,639 |
| 4 | 215,0 | 212,402 | 210,670 | 210,093 | |
| 3 | 215,0 | 213,051 | 211,752 | 211,319 | |
| 220 | 8 | 220,0 | 214,804 | 211,340 | 210,185 |
| 6 | 220,0 | 216,103 | 213,505 | 212,639 | |
| 4 | 220,0 | 217,402 | 215,670 | 215,093 | |
| 3 | 220,0 | 218,051 | 216,752 | 216,319 | |
| 225 | 6 | 225,0 | 221,103 | 218,505 | 217,639 |
| 4 | 225,0 | 222,402 | 220,670 | 220,093 | |
| 3 | 225,0 | 223,051 | 221,752 | 221,319 | |
| 230 | 8 | 230,0 | 224,804 | 221,340 | 220,185 |
| 6 | 230,0 | 226,103 | 223,505 | 222,639 | |
| 4 | 230,0 | 227,402 | 225,670 | 225,098 | |
| 3 | 230,0 | 228,051 | 226,752 | 226,319 | |
| 235 | 6 | 235,0 | 231,103 | 228,505 | 227,639 |
| 4 | 235,0 | 232,402 | 230,670 | 230,093 | |
| 3 | 235,0 | 233,051 | 231,752 | 231,319 | |
| 240 | 8 | 240,0 | 234,804 | 231,340 | 230,185 |
| 6 | 240,0 | 236,103 | 233,505 | 232,639 | |
| 4 | 240,0 | 237,402 | 235,670 | 235,093 | |
| 3 | 240,0 | 238,051 | 236,752 | 236,319 | |
| 245 | 6 | 245,0 | 241,103 | 238,505 | 237,639 |
| 4 | 245,0 | 242,402 | 240,670 | 240,093 | |
| 3 | 245,0 | 243,051 | 241,752 | 241,319 | |
| 250 | 8 | 250,0 | 244,804 | 241,340 | 240,185 |
| 6 | 250,0 | 246,103 | 243,505 | 242,639 | |
| 4 | 250,0 | 247,402 | 245,670 | 245,093 | |
| 3 | 250,0 | 248,051 | 246,752 | 246,319 | |
| 255 | 6 | 255,0 | 21,103 | 248,505 | 247,639 |
| 4 | 255,0 | 252,402 | 250,670 | 250,093 | |
| 3 | 255,0 | 253,051 | 251,752 | 251,319 | |
| 260 | 8 | 260,0 | 254,804 | 251,340 | 250,185 |
| 6 | 260,0 | 256,103 | 253,505 | 252,639 | |
| 4 | 260,0 | 257,402 | 255,670 | 255,093 | |
| 3 | 260,0 | 258,051 | 256,752 | 256,319 | |
| 265 | 6 | 265,0 | 261,103 | 258,505 | 257,639 |
| 4 | 265,0 | 262,402 | 260,670 | 260,093 | |
| 3 | 265,0 | 263,051 | 261,752 | 261,319 | |
| 270 | 8 | 270,0 | 264,804 | 261,340 | 260,185 |
| 6 | 270,0 | 266,103 | 263,505 | 262,639 | |
| 4 | 270,0 | 267,402 | 265,670 | 265,093 | |
| 3 | 270,0 | 268,051 | 266,752 | 266,319 | |
| 275 | 6 | 275,0 | 271,103 | 268,505 | 267,639 |
| 4 | 275,0 | 272,402 | 270,670 | 270,093 | |
| 3 | 275,0 | 273,051 | 271,752 | 271,319 | |
| 280 | 8 | 280,0 | 274,804 | 271,340 | 270,185 |
| 6 | 280,0 | 276,103 | 273,505 | 272,639 | |
| 4 | 280,0 | 277,402 | 275,670 | 275,093 | |
| 3 | 280,0 | 278,051 | 276,752 | 276,319 | |
| 285 | 6 | 285,0 | 281,103 | 278,505 | 277,639 |
| 4 | 285,0 | 282,402 | 280,670 | 280,093 | |
| 3 | 285,0 | 283,051 | 281,752 | 281,319 | |
| 290 | 8 | 290,0 | 284,804 | 281,340 | 280,185 |
| 6 | 290,0 | 286,103 | 283,505 | 282,639 | |
| 4 | 290,0 | 287,402 | 285,670 | 285,093 | |
| 3 | 290,0 | 288,051 | 286,752 | 286,319 | |
| 295 | 6 | 295,0 | 291,103 | 288,505 | 287,639 |
| 4 | 295,0 | 292,402 | 290,670 | 290,093 | |
| 3 | 295,0 | 293,051 | 291,752 | 291,319 | |
| 300 | 8 | 300,0 | 294,804 | 291,340 | 290,185 |
| 6 | 300,0 | 296,103 | 293,505 | 292,639 | |
| 4 | 300,0 | 297,402 | 295,670 | 295,093 | |
| 3 | 300,0 | 298,051 | 296,752 | 296,319 | |
| 310 | 6 | 310,0 | 306,103 | 303,505 | 302,639 |
| 4 | 310,0 | 307,402 | 305,670 | 305,093 | |
| 320 | 8 | 320,0 | 314,804 | 311,340 | 310,185 |
| 6 | 320,0 | 3!6,103 | 313,505 | 312,639 | |
| 4 | 320,0 | 317,402 | 315,670 | 315,093 | |
| 330 | 6 | 330,0 | 326,103 | 323,505 | 322,639 |
| 4 | 330,0 | 327,402 | 325,670 | 325,093 | |
| 340 | 8 | 340,0 | 334,804 | 331,340 | 330,185 |
| 6 | 340,0 | 336,103 | 333,505 | 332,639 | |
| 4 | 340,0 | 337,402 | 335,670 | 335,093 | |
| 350 | 6 | 350,0 | 346,103 | 343,505 | 342,639 |
| 4 | 350,0 | 347,402 | 345,670 | 345,093 | |
| 360 | 8 | 360,0 | 354,804 | 351,340 | 350,185 |
| 6 | 360,0 | 356,103 | 353,505 | 352,639 | |
| 4 | 360,0 | 357,402 | 355,670 | 355,093 | |
| 370 | 6 | 370,0 | 366,103 | 363,505 | 362,639 |
| 4 | 370,0 | 367,402 | 365,670 | 365,093 | |
| 380 | 8 | 380,0 | 374,804 | 371,340 | 370,185 |
| 6 | 380,0 | 376,103 | 373,505 | 372,639 | |
| 4 | 380,0 | 377,402 | 375,670 | 375,093 | |
| 390 | 6 | 390,0 | 386,103 | 383,505 | 382,639 |
| 4 | 390,0 | 387,402 | 385,670 | 385,093 | |
| 400 | 8 | 400,0 | 394,804 | 391,340 | 390,185 |
| 6 | 400,0 | 396,103 | 393,505 | 392,639 | |
| 4 | 400,0 | 397,402 | 395,670 | 395,093 | |
| 410 | 6 | 410,0 | 406,103 | 403,505 | 402,639 |
| 420 | 8 | 420,0 | 414,804 | 411,340 | 410,185 |
| 6 | 420,0 | 416,103 | 413,505 | 412,639 | |
| 430 | 6 | 430,0 | 426,103 | 423,505 | 422,639 |
| 440 | 8 | 440,0 | 434,804 | 431,340 | 430,185 |
| 6 | 440,0 | 436,103 | 433,505 | 432,639 | |
| 450 | 6 | 450,0 | 446,103 | 443,505 | 442,639 |
| 460 | 8 | 460,0 | 454,804 | 451,340 | 450,185 |
| 6 | 460,0 | 456,103 | 453,505 | 452,639 | |
| 470 | 6 | 470,0 | 466,103 | 463,505 | 462,639 |
| 480 | 8 | 480,0 | 474,804 | 471,340 | 470,185 |
| 6 | 480,0 | 476,103 | 473,505 | 472,639 | |
| 490 | 6 | 490,0 | 486,103 | 483,505 | 482,639 |
| 500 | 8 | 500,0 | 494,804 | 491,340 | 490,185 |
| 6 | 500,0 | 496,103 | 493,505 | 492,639 | |
| 510 | 6 | 510,0 | 506,103 | 503,505 | 502,639 |
| 520 | 8 | 520,0 | 514,804 | 511,340 | 510,185 |
| 6 | 520,0 | 516,103 | 513,505 | 512,639 | |
| 530 | 6 | 530,0 | 526,103 | 523,505 | 522,639 |
| 540 | 8 | 540,0 | 534,804 | 531,340 | 530,185 |
| 6 | 540,0 | 536,103 | 533,505 | 532,639 | |
| 550 | 6 | 550,0 | 546,103 | 543,505 | 542,639 |
| 560 | 8 | 560,0 | 554,804 | 551,340 | 550,185 |
| 6 | 560,0 | 556,103 | 553,505 | 552,639 | |
| 570 | 6 | 570,0 | 566,103 | 563,505 | 562,639 |
| 580 | 8 | 580,0 | 574,804 | 571,340 | 570,185 |
| 6 | 580,0 | 576,103 | 573,505 | 572,639 | |
| 590 | 6 | 590,0 | 586,103 | 583,505 | 582,639 |
| 600 | 8 | 600,0 | 594,804 | 591,340 | 590,185 |
| 6 | 600,0 | 596,103 | 593,505 | 592,639 | |
Шаг метрической резьбы: виды и назначение
СОДЕРЖАНИЕ
- Особенности метрической резьбы
- Отличия крупношаговой от мелкошаговой метрической резьбы
- Способы определения шага метрической резьбы
- Геометрические параметры метрической резьбы
- Нормативы шагов метрической резьбы
Винтовая нарезка на наружных или внутренних поверхностях изделий называется метрической резьбой. Название связано со способом измерения ее параметров в миллиметрах. Такая нарезка используется при изготовлении различных крепежных элементов, сфера применения которых зависит от шага метрической резьбы.
Название связано со способом измерения ее параметров в миллиметрах. Такая нарезка используется при изготовлении различных крепежных элементов, сфера применения которых зависит от шага метрической резьбы.
Шаг играет важную роль в нарезке: чем более она точная, тем более надежным будет соединение. Поэтому при выборе необходимо опираться на нормативы, установленные законодательно. Какими бывают шаги резьбы, как они отличаются и каким образом определяются, мы расскажем в нашей статье.
Особенности метрической резьбы
Резьба метрическая – это классическая крепежная резьба, главная особенность которой диаметр определенного размера и шаг.
В ее названии отражен принцип измерения в единицах метрической системы, то есть в миллиметрах. Это отражено в маркировке: обозначение содержит указание на диаметр резьбы, перед которым стоит буква М.
Также в этом виде нарезки учитывается форма профиля. Исходя из этого параметра выделяют несколько типов резьбы:
- Дюймовая.
 Ее профиль представляет собой треугольник с двумя одинаковыми сторонами и с углом 55 градусов.
Ее профиль представляет собой треугольник с двумя одинаковыми сторонами и с углом 55 градусов. - Трубная. Подвид дюймовой в форме цилиндра, соответствующий ГОСТ 6357-81. Стандартный размер резьбы можно соотнести с внутренним сечением трубы либо условного отверстия.
- Трапецеидальная. Профиль, как следует из названия, выполнен в виде трапеции, у которой равны боковые стороны, а угол при основании острый. Резьба данного вида чаще всего применяется в тех случаях, когда соединения обладают подвижностью. Она передает возвратно-поступательное движение. Такая нарезка выполняется в двух видах: однозаходная или многозаходная.
- Упорная. Подвид трапецеидальной нарезки, имеющей в профиле трапецию с разными боками. Параметры резьбы должны соответствовать всем требованиям ГОСТ 10177-82.
- Прямоугольная встречается в винтах, которые используются в тяжелых эксплуатационных условиях, под большой нагрузкой и передают поступательно-вращательное движение.

- Круглая резьба. Профиль представляет собой синусоиду. Она сохраняется в идеальном виде, даже если ее часто раскручивают и закручивают. К примеру, она применяется в цоколе лампочки и называется резьбой Эдисона. Помимо этого, круглую резьбу можно встретить на шпинделях, вентилях, сантехнических крепежных элементах, арматуре.
Шаг метрической резьбы – это расстояние между двумя одинаковыми точками профиля, стандартно измеряется в миллиметрах. Но можно встретить и другие единицы – чаще это дюймы, иногда модули. Что касается последней единицы, то она рассчитывается путем деления шага в мм к числу . Также есть величина, которая называется «питч». Ее получают делением числа на шаг, выраженный в дюймах.
Ключевые достоинства метрической резьбы:
- Соединение получается прочным.
- Удобно монтировать и демонтировать.
- Бюджетность.
Метрическая резьба встречается везде, где используется крепеж либо требуется передача движения.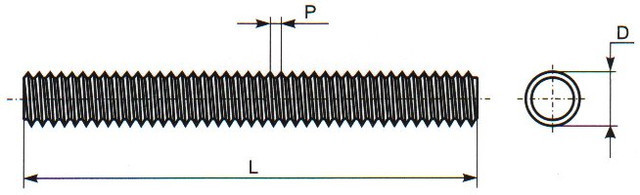 Все подвиды такой резьбы характеризуются следующими параметрами:
Все подвиды такой резьбы характеризуются следующими параметрами:
- Профиль резьбы. Это выступ в разрезе, плоскость которого проходит по оси нарезки.
- Шаг резьбы — это дистанция между двумя одинаковыми точками (дном канавок, верхними частями гребней), расположенными рядом, его замеряют вдоль центра стержня крепежного элемента.
- Внешний диаметр — данный параметр определяют по наивысшим точкам гребней.
- Внутренний диаметр — это цилиндр, который вписан в углубления внешней резьбы (или в случае внутренней резьбы параметр измеряется по ее гребням).
- Ход резьбы — дистанция изменяется параллельно оси крепежного элемента между соседними вершинами, образованными одним заходом. Соответственно, для однозаходной резьбы ход равен шагу, а для многозаходной рассчитывается как произведение шага на количество заходов.
- Угол профиля резьбы измеряется между его боковыми сторонами.

Читайте также: «Технология сварки сталей»
Кроме перечисленных выше, встречаются и дополнительные характеристики, к примеру высота профиля, длина ввинчивания, количество витков. В метрической резьбе профиль имеет вид треугольников с равными сторонами. При этом величина угла профиля такой резьбы равна 60?.
Отличия крупношаговой от мелкошаговой метрической резьбы
В метрической резьбе профиль выполнен в виде треугольников с равными сторонами. В зависимости от диаметра будет определенный вид крупного шага либо множество вариантов мелкого.
В соответствии с Государственным стандартом качества 8724-81 производственные организации должны поставлять изделия со следующими видами резьбы:
- Метрическая резьба с крупным шагом – основная, размер шага не более 68 мм.
- Метрическая резьба с мелким шагом – размер шага выше 68 мм.
Важно учитывать тот факт, что у крупного шага будет одно значение. В случае с мелким шагом его значение может отличаться, несмотря на одинаковый диаметр стержня.
В случае с мелким шагом его значение может отличаться, несмотря на одинаковый диаметр стержня.
Именно метрическую резьбу с крупным шагом рекомендуется использовать в России.
Крупношаговая резьба применяется практически во всех случаях, приобрести такие изделия можно в каждом магазине строительных товаров.
Метрическую резьбу с мелким шагом используют в условиях эксплуатации с повышенными вибрационными и динамическими нагрузками, к примеру в авиастроении, при производстве машин, чтобы соединять высокоточные приборы.
Государственный стандарт качества 8724-2002 допускает, что крупный шаг можно не маркировать. Не важно, какая резьба применяется при изготовлении метиза: внутренняя или внешняя, обозначается она одинаково у гаек, болтов, винтов, а также штанг.
Читайте также: «Сварка медных проводов: разбираемся в технологии»
Стоит отметить, что мелкий шаг применяется не так часто, как стандартный.
Чем отличается мелкий шаг резьбы от крупного:
- Прочность соединения повышается с уменьшением шага, поскольку из-за большого количества витков площадь контакта деталей увеличивается.

- Если диаметр резьбы и длина гайки одинаковые, с мелким шагом соединение будет прочнее и устойчивее.
- Если другие условия одинаковые, крупношаговое резьбовое соединение выдержит большую нагрузку, направленную вдоль оси, по сравнению с деталями с малым шагом.
- За счет меньшего угла наклона профиля возникает торможение, у соединений с основным шагом, напротив, чаще происходит самооткручивание.
- Когда сечение поверхности крепежа превышает 68 мм, у данного вида резьбы будет мелкий шаг.
Крупный шаг обычно не маркируется, обозначен будет лишь нестандартный шаг.
В каких случаях применяется мелкий шаг метрической резьбы:
- Детали с мелкошаговой резьбой используются лишь в конструкциях, подверженных вибрационным, ударным, а также динамическим и переменным нагрузкам.
- Мелкий шаг применяется в таких областях, как производство машин, авиационная промышленность, изготовление станков и судов, производство бытовых приборов.

- Делали с тонкими стенками, чтобы сделать соединение полностью герметичным.
- Регулировочные и установочные винты измерительных приспособлений, таких как микрометры.
Мы ежедневно встречаем в своей жизнедеятельности метрическую резьбу с мелким шагом, соответствующую ГОСТу, к примеру, если производим замену автомобильных дисков. На колесных дисках есть гайки и болты с таковой. Кроме того, мелкошаговая резьба используется в бытовых приборах.
Когда сечение крепежного изделия превышает 68 мм, шаг метрической резьбы будет мелкий.
Определенному диаметру всегда соответствует лишь один вариант крупного шага резьбы, но множество вариантов мелкого шага. К примеру, если сечение 10 мм, крупный шаг будет 1,5 мм, а также три варианта мелкого шага.
Читайте также: «Дуговая сварка в защитном газе: суть процесса»
Основной крупный шаг метрической резьбы не отражается в маркировке, так как его характеристики не меняются, посмотреть эти значения можно в специальной таблице.
Способы определения шага метрической резьбы
Шаг резьбы, как говорилось выше, – это дистанция между двумя выступами или витками профиля. Эта характеристика резьбового крепежа является наиболее значимой.
Узнать диаметры и шаги метрической резьбы можно в таблице либо изучив маркировку крепежного изделия.
Помимо использования информации в таблице и справочной литературе, вы можете рассчитать шаг резьбы самостоятельно. Для этого:
- Сравните резьбу на нескольких изделиях: чтобы получить нужное значение, сопоставьте параметры.
- Воспользуйтесь резьбовым калибром, чтобы определить шаг. Это специальный инструмент для выполнения измерений и определения ключевых параметров резьбы. С помощью калибра-пробки получится определить практически все характеристики резьбового профиля, к примеру его диаметр, параметры профиля, размер шага.
- Когда ввинчивание наружной резьбы во внутреннюю происходит просто, а сопротивление отсутствует, получится рассчитать шаг внешнего профиля.

- Выполните замеры, используя штангенциркуль, чтобы выяснить длину резьбы, а затем поделите полученную цифру на количество витков.
Поле допуска – очередная характеристика, которую необходимо брать в расчет. Данный параметр представляет собой наибольшую длину сопряжения сторон профилей резьбы определенного типа крепежа, к примеру винта либо гайки.
Читайте также: «Размеры дюймовой резьбы»
Поле допуска бывает трех видов. Когда у изделия первое поле допуска, оно считается сверхнадежным крепежным элементом, его можно использовать в тех сферах, где нужны повышенная точность и прочная фиксация.
Стандартные шаги метрической резьбы, которые применяются в большинстве ситуаций, относятся ко второму классу.
Третий класс допусков предназначен для тех случаев, где не важна точность соединения резьбы.
Геометрические параметры метрической резьбы
Маркировка метрической резьбы и обозначения шага содержит в себе следующую информацию:
- М – метрическая резьба.

- Диаметр (единицы измерения мм).
- Размер мелкого шага (также измеряется в мм).
- Направление хода (левосторонняя либо правосторонняя резьба).
- Обозначение хода, если резьба многозаходная.
Одна из характеристик нарезки – геометрические параметры. Они описывают основные элементы резьбы:
- Номинальный диаметр. Для его обозначения используются литеры D и d: D – для стандартного диаметра наружной резьбы, а d – для внутренней.
- Средний диаметр маркируется литерами D2 и d2 в зависимости от того, где он расположен – внутри или снаружи.
- Внутренний диаметр маркируется литерами D1 и d1, все зависит от внешнего или внутреннего месторасположения резьбы. Значение внутреннего диаметра надо знать при расчете напряжения, которые создаются в болте.
От шага метрической резьбы зависит дистанция между вершинами либо впадинами резьбовых витков, расположенных рядом друг с другом.
Читайте также: «Нарезание наружной резьбы»
Если диаметр идентичен, то это будет основной шаг. Но встречаются и детали, у которых геометрические характеристики уменьшаются по мере продвижения по оси элемента. Чтобы обозначить этот параметр, применяют литеру P.
Ход резьбы – это дистанция между соседними гребнями витков, сформированными одним заходом.
При этом ход резьбы, созданной в одной винтовой плоскости (однозаходный), точно такой же, как и ее шаг.
Также параметр, соответствующий ходу, определяет то значение, на которое резьбовое соединение может перемещаться линейно за один полный оборот.
Читайте также: «Трапециевидная резьба»
Высота треугольника – это характеристика, непосредственно связанная с профилем нарезки, она маркируется литерой Н.
Нормативы шагов метрической резьбы
ГОСТ 8724-2002 «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги» отражает нормы, регулирующие ключевые свойства, размер шага и диаметр метрической резьбы, а также иные параметры. Этот ГОСТ аналогичен стандарту ISO 261-98, действующему во всем мире. Его приняли в 2002 г., затем требования ISO обновлялись.
Этот ГОСТ аналогичен стандарту ISO 261-98, действующему во всем мире. Его приняли в 2002 г., затем требования ISO обновлялись.
По стандартам вышеуказанного документа, на поверхностях с сечением 1–68 мм допускается шаг резьбы крупный либо мелкий. Содержание этого норматива практически ничем не отличается от международного стандарта качества, за исключением того, что ISO допускает разброс значений диаметра от 1 до 300 мм. Причем после обновления этого стандарта диапазон расширился: от 0,25 до 600 мм.
Последняя редакция ГОСТа, действующая на сегодня, датируется 2004 г. Она устанавливает нормативные характеристики шагов метрической резьбы в значениях от 0,075 до 8 мм.
Выбирая крепеж, прежде всего обращайте внимание именно на тип резьбы. В нашей стране используются элементы, обладающие крупным шагом.
Мелкошаговый крепеж подходит для механизмов, не являющихся экспериментальными и на которые воздействует вибрационная и переменная динамическая нагрузка. Так, изделия с мелким шагом подходят для производства автомобилей, судов, станков, бытовой техники, электроприборов.
Читайте также: «Размеры дюймовой резьбы»
В строительной области чаще всего применяется крупношаговый крепеж. Когда возникает необходимость определить, какие болты следует приобрести для конкретной задачи, надо воспользоваться специальной формулой или ПО.
Кроме того, рассчитать характеристики крепежных элементов можно на сайте строительной компании. Также есть разные online-калькуляторы, используя которые, можно рассчитать искомое значение с учетом имеющихся данных.
Шаг метрической резьбы
Оцените, пожалуйста, статью
12345
Всего оценок: 1, Средняя: 5
таблица размеров и стандартный шаг метрических резьб
Распечатать
Таблица болтов с шагом резьбы для болтов, гаек, винтов и резьбовых шпилек.
Как определить размер резьбы без резьбомера, читайте в нашей специальной статье.
| Диаметр резьбы | Шаг резьбы, мм | |||
| Шаг основной резьбы, мм / Диаметр отверстия под резьбу, мм | Шаг мелкой резьбы, мм / Диаметр отверстия под резьбу, мм | |||
| Мелкая | Мелкая 2 | Супермелкая | ||
| М 1 | 0. 25 / 0.75 25 / 0.75 | (0.2) / 0.8 | — | — |
| М 1.2 | 0.25 / 0.95 | (0.2) / 1 | — | — |
| M 1.4 | 0.3 / 0.9 | (0.2) / 1.2 | — | — |
| M 1.6 | 0.35 / 1.2 | (0.2) / 1.4 | — | — |
| M 1.8 | 0.35 / 1.5 | (0.2) / 1.6 | — | — |
| M 2 | 0.4 / 1.6 | (0.25) / 1.75 | — | — |
| M 2.2 | 0.45 / 1.75 | (0.25) / 1.95 | — | — |
| M 2.5 | 0.45 / 2.05 | (0.35) / 2.15 | — | — |
| M 3 | 0.5 / 2.5 | (0.35) / 2.65 | — | — |
| M 3.5 | 0.6 / 2.9 | (0.35) / 3.15 | — | — |
| M 4 | 0.7 / 3.3 | 0.5 / 3.5 | — | — |
| M 4.5 | 0.7 / 3.8 | — | — | — |
| M 5 | 0. 8 / 4.2 8 / 4.2 | 0.5 / 4.5 | — | — |
| M 5.5 | — | (0.5) / 4.5 | — | — |
| M 6 | 1 / 5 | 0.75 / 5.2 | 0.5 / 5.5 | — |
| M 7 | 1 / 6 | (0.75) / 6.2 | 0.5 / 6.5 | — |
| M 8 | 1.25 / 6.7 | 1 / 7 | 0.75 / 7.2 | 0.5 / 7.5 |
| M 9 | 1.25 / 7.7 | 1 / 7.95 | 0.75 / 8.2 | 0.5 / 8.5 |
| M 10 | 1.5 / 8.5 | 1.25 / 8.7 | 1 / 9 | 0.75 / 9.2 |
| M 12 | 1.75 / 10.2 | 1.5 / 10.5 | 1.25 / 10.7 | 1 / 11 |
| M 14 | 2 / 12 | 1.5 / 12.5 | 1.25 / 12.6 | 1 / 13 |
| M 15 | — | 1.5 / 13.4 | 1 / 13.95 | — |
| M 16 | 2 / 14 | 1.5 / 14.5 | — | 1 / 15 |
| M 18 | 2.5 / 15. 4 4 | 2 / 16 | 1.25 / 16.6 | 1 / 17 |
| M 20 | 2.5 / 17.4 | 2 / 18 | 1.25 / 18.6 | 1 / 19 |
| M 22 | 2.5 / 19.4 | 2 / 20 | 1.5 / 20.5 | 1 / 21 |
| M 24 | 3 / 20.9 | 2 / 22 | 1.5 / 22.5 | 1 / 23 |
| M 27 | 3 / 23.9 | 2 / 25 | 1.5 / 25.5 | (1) / 26 |
| M 30 | 3.5 / 26.4 | 2 / 28 | 1.5 / 28.5 | (1) / 29 |
| M 33 | 3.5 / 29.4 | 2 / 31 | 1.5 / 31.5 | — |
| M 36 | 4 / 31.9 | 3 / 33 | 2 / 34 | 1.5 / 34.5 |
| M 39 | 4 / 34.9 | 3(4) / 35.9 | 2 / 37 | 1.5 / 37.5 |
| M 42 | 4.5 / 37.4 | 3(4) / 37.9 | 2 / 40 | 1.5 / 40.5 |
| M 45 | 4.5 / 40.4 | 3(4) / 40.9 | 2 / 43 | 1. 5 / 43.5 5 / 43.5 |
| M 48 | 5 / 42.8 | 3 / 44.9 | 2 / 46 | 1.5 / 46.5 |
| M 52 | 5 / 46.8 | (4)3 / 48.9 | 2 / 50 | 1.5 / 50.5 |
| M 56 | 5.5 / 50.4 | 4 / 51.9 | 3(2) / 53 | 1.5 / 54.5 |
| M 60 | 5.5 / 64.4 | 4 / 55.8 | 3(2) / 67 | 1.5 / 58 |
| M 64 | 6 / 57.8 | 4 / 59.8 | 3 / 61 | 2(1.5) / 62 |
| M 68 | 6 / 61.8 | 4 / 63.8 | 3 / 65 | 2(1.5) / 66 |
Буква «М» около диаметра резьбы дает нам знать, что резьба метрическая, т.е. не дюймовая, а именно метрическая
Метрический шаг резьбы
Метрический шаг резьбы — расстояние в миллиметрах между двумя идентичными точками, расположенными на одноименных боковых соседних витках профиля. Измеряется параллельно оси резьбы. Это один из ключевых параметров резьбового изделия, наряду с диаметрами (номинальным, внутренним, наружным), направлением вращения, типом профиля, количеством ходов. В ГОСТ 8724-2002 указано соответствие этих характеристик в диапазоне диаметров от 0,25 до 600 мм и шагов от 0,075 до 8 мм.
В ГОСТ 8724-2002 указано соответствие этих характеристик в диапазоне диаметров от 0,25 до 600 мм и шагов от 0,075 до 8 мм.
В соответствии с нормативным документом предприятиями-производителями может выпускаться крепеж с 2-мя типами шагов метрической резьбы — мелким и крупным. Для одного размера крепежного изделия стандартом определен только один крупный и несколько мелких шагов резьбы. Для крепежа номинальным диаметром менее 1 мм в соответствии с ГОСТом установлен только крупный, от 1 мм до 64 мм — крупный и мелкий, от 72 мм до 600 мм — только мелкий.
Применение мелкого шага резьбы, отличия от стандартного
Метрическая резьба распространена на производстве в России. Мелкий шаг используется реже, чем основной (стандартный).
Кратко коснемся основных понятий в резьбе:
- Профиль — рисунок «гребенки», которая проходит вдоль оси крепежа.
- Шаг резьбы — расстояние между двумя соседними вершинами, замеренное вдоль оси стержня элемента крепежа.

- Наружный диаметр — измеряется по верхним точкам профиля.
- Внутренний диаметр — размер вписанного цилиндра в углубления наружной резьбы, либо по точкам вершин внутренней.
- Ход — расстояние от одной вершины профиля до другой в проекции на ось крепежа.
- Угол профиля — угол между боковыми сторонами профиля.
В метрической резьбе профиль состоит из равносторонних треугольников. Каждому диаметру соответствует один вариант крупного шага, и несколько вариантов мелкого.
Отличие мелкого шага резьбы от крупного:
- Чем мельче шаг, тем прочнее соединение из-за большей площади соприкосновения поверхностей (больше витков).
- При одинаковом диаметре резьбы и длине гайки можно получить более прочное и устойчивое соединение.
- При прочих равных условиях резьбовое соединение с крупным шагом выдерживает большее осевое усилие, чем с малым.
- Благодаря меньшему углу подъема происходит «самоторможение», в отличие от соединений с основным шагом, которые больше склонны к «самооткручиванию».
- При диаметре поверхности крепежного элемента свыше 68 мм метрическая резьба может иметь только мелкий шаг.
- В маркировке крепежа крупный шаг обычно опускается, а нестандартный – указывается.
Применение мелкой резьбы:
- Крепежи с нестандартными шагами применяются в основном в соединениях, где возможны вибрация, ударные, динамические переменные нагрузки.
- Сферы: автомобилестроение, авиационная промышленность, станко- и судостроение, бытовая техника.
- Тонкостенные детали для обеспечения герметичности соединения.
- Регулировочные и установочные винты измерительного инструмента (микрометры и пр.).
В повседневной жизни мы часто сталкиваемся с мелкой резьбой. Например, когда меняем колесные диски на автомобиле. На гайках и болтах в этом узле нарезана именно такая резьба. В бытовой технике также часто используется нестандартный шаг резьбы.
Как определить резьба с каким шагом перед вами?
- Проще всего измерить ее резьбовым шаблоном или калибром.

- Измерьте штангенциркулем ход в миллиметрах и разделите полученное значение на количество витков.
- Сопоставьте известную вам резьбу с искомым значением, сравнивая различные изделия.
Пример маркировки метчика со стандартным и мелким шагом:
- Метчик М10х0.75 (метрическая резьба М10, шаг мелкий 0.75).
- Метчик М10х1 (метр. резьба М10, шаг мелкий 1).
- Метчик М10х1.25 (метр. резьба М10, шаг мелкий 1.25).
- Метчик М10х1.5 (метр. резьба М10, шаг крупный 1.5).
Как видите, у метчиков М10 основной шаг один – 1.5 мм. А для мелкой резьбы – три варианта – 0.75, 1.0 и 1.25.
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость.
Угол профиля определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Стандартные (основные) шаги метрической резьбы − Таблица
Ниже представлена таблица с основными шагами и диаметрами метрической резьбы:
| Шаг резьбы, P, мм | Диаметры резьбы | Высота профиля, h, мм | ||
| Наружный, d, мм | Средний, d2, мм | Внутренний, d1, мм | ||
| 0,25 | 1 | 0,838 | 0,730 | 0,135 |
| 0,25 | 1,1 | 0,938 | 0,830 | 0,135 |
| 0,25 | 1,2 | 1,038 | 0,930 | 0,135 |
| 0,30 | 1,4 | 1,205 | 1,075 | 0,162 |
| 0,35 | 1,6 | 1,373 | 1,221 | 0,189 |
| 0,35 | 1,8 | 1,573 | 1,421 | 0,189 |
| 0,40 | 2 | 1,740 | 1,567 | 0,216 |
| 0,45 | 2,2 | 1,908 | 1,713 | 0,243 |
| 0,45 | 2,5 | 2,208 | 2,013 | 0,243 |
| 0,50 | 3 | 2,675 | 2,459 | 0,270 |
| 0,60 | 3,5 | 3,110 | 2,850 | 0,325 |
| 0,70 | 4 | 3,546 | 3,242 | 0,379 |
| 0,75 | 4,5 | 4,013 | 3,688 | 0,406 |
| 0,80 | 5 | 4,480 | 4,134 | 0,433 |
| 1 | 6 | 5,350 | 4,918 | 0,541 |
| 1 | 7 | 6,350 | 5,918 | 0,541 |
| 1,25 | 8 | 7,188 | 6,647 | 0,676 |
| 1,25 | 9 | 8,188 | 7,647 | 0,676 |
| 1,5 | 10 | 9,026 | 8,376 | 0,812 |
| 1,5 | 11 | 10,026 | 9,376 | 0,812 |
| 1,75 | 12 | 10,863 | 10,106 | 0,947 |
| 2 | 14 | 12,701 | 11,835 | 1,082 |
| 2 | 16 | 14,701 | 13,835 | 1,082 |
| 2,5 | 18 | 16,376 | 15,294 | 1,353 |
| 2,5 | 20 | 18,376 | 17,294 | 1,353 |
| 2,5 | 22 | 20,376 | 19,294 | 1,353 |
| 3 | 24 | 22,051 | 20,752 | 1,624 |
| 3 | 27 | 25,051 | 23,752 | 1,624 |
| 3,5 | 30 | 27,727 | 26,211 | 1,894 |
| 3,5 | 33 | 30,727 | 29,211 | 1,894 |
| 4 | 36 | 33,402 | 31,670 | 2,165 |
| 4 | 39 | 36,402 | 34,670 | 2,165 |
| 4,5 | 42 | 39,077 | 37,129 | 2,435 |
| 4,5 | 45 | 42,077 | 40,129 | 2,435 |
| 5 | 48 | 44,752 | 42,587 | 2,706 |
| 5 | 52 | 48,752 | 46,587 | 2,706 |
| 5,5 | 56 | 52,428 | 50,046 | 2,977 |
| 5,5 | 60 | 56,428 | 54,046 | 2,977 |
| 6 | 64 | 60,103 | 57,505 | 3,247 |
| 6 | 68 | 64,103 | 61,505 | 3,247 |
Поля допусков
Для ряда производственных циклов важно максимальное соответствие соединяемых деталей. Такие значения называются точными. Это приводит к:
Такие значения называются точными. Это приводит к:
- повышенной герметичности – никаких лишних зазоров;
- прочность;
- отсутствие вибраций.
Изготовление происходит исключительно на станках для металлообработки, которые основаны на дистанционном пульте управления. Здесь оператор не отвечает за процесс, а только заносит проект, разработанный с помощью автоматизированной программы для проектирования, в компьютер. Инструменты с высокой точностью до 0,001 мм вытачивают зубцы.
Второй стандартный размер точности метрических резьб – это средний. Он является нормой, применяется наиболее часто. Именно к этой категории относится крепеж, который поставляется на прилавки строительных магазинах. Изготовление – машинное, но с применением ручной установки и закрепления детали, направления сверла и пр.
Третий класс – грубый. К нему можно причислить нарезки, которые производятся умельцами в домашних условиях. Часто не имеют трехслойной обработки, во многих случаях концы витков обломаны или готовы к тому, чтобы крошиться.
Мелкие шаги метрической резьбы – Таблица
| Шаг резьбы, P, мм | Диаметры резьбы | Высота профиля, h, мм | ||
| Наружный, d, мм | Средний, d2, мм | Внутренний, d1, мм | ||
| 0,2 | 1 | 0,870 | 0,783 | 0,108 |
| 1,1 | 0,970 | 0,883 | ||
| 1,2 | 1,070 | 0,983 | ||
| 1,4 | 1,270 | 1,183 | ||
| 1,6 | 1,470 | 1,383 | ||
| 1,8 | 1,670 | 1,583 | ||
| 0,25 | 2 | 1,838 | 1,730 | 0,135 |
| 2,2 | 2,038 | 1,930 | ||
| 0,35 | 2,5 | 2,273 | 2,121 | 0,189 |
| 3 | 2,773 | 2,621 | ||
| 3,5 | 3,273 | 3,121 | ||
| 0,5 | 4 | 3,675 | 3,459 | 0,270 |
| 4,5 | 4,175 | 3,959 | ||
| 5 | 4,675 | 4,459 | ||
| 5,5 | 5,175 | 4,959 | ||
| 6 | 5,675 | 5,459 | ||
| 7 | 6,675 | 6,459 | ||
| 8 | 7,675 | 7,459 | ||
| 9 | 8,675 | 8,459 | ||
| 10 | 9,675 | 9,459 | ||
| 11 | 10,675 | 10,459 | ||
| 12 | 11,675 | 11,459 | ||
| 14 | 13,675 | 13,459 | ||
| 16 | 15,675 | 15,459 | ||
| 18 | 17,675 | 17,459 | ||
| 20 | 19,675 | 19,459 | ||
| 22 | 21,675 | 21,459 | ||
| 0,75 | 6 | 5,513 | 5,188 | 0,406 |
| 7 | 6,513 | 6,188 | ||
| 8 | 7,513 | 7,188 | ||
| 9 | 8,513 | 8,188 | ||
| 10 | 9,513 | 9,188 | ||
| 11 | 10,513 | 10,188 | ||
| 12 | 11,513 | 11,188 | ||
| 14 | 13,513 | 13,188 | ||
| 16 | 15,513 | 15,188 | ||
| 18 | 17,513 | 17,188 | ||
| 20 | 19,513 | 19,188 | ||
| 22 | 21,513 | 21,188 | ||
| 24 | 23,513 | 23,188 | ||
| 27 | 26,513 | 26,188 | ||
| 30 | 29,513 | 29,188 | ||
| 33 | 32,513 | 32,188 | ||
| 1 | 8 | 7,350 | 6,918 | 0,541 |
| 9 | 8,350 | 7,918 | ||
| 10 | 9,350 | 8,918 | ||
| 11 | 10,350 | 9,918 | ||
| 12 | 11,350 | 10,918 | ||
| 14 | 13,350 | 12,918 | ||
| 15 | 14,350 | 13,918 | ||
| 16 | 15,350 | 14,918 | ||
| 17 | 16,350 | 15,918 | ||
| 18 | 17,350 | 16,918 | ||
| 20 | 19,350 | 18,918 | ||
| 22 | 21,350 | 20,918 | ||
| 24 | 23,350 | 22,918 | ||
| 25 | 24,350 | 23,918 | ||
| 27 | 26,350 | 25,918 | ||
| 28 | 27,350 | 26,918 | ||
| 30 | 29,350 | 28,918 | ||
| 33 | 32,350 | 31,918 | ||
| 36 | 35,350 | 34,918 | ||
| 39 | 38,350 | 37,918 | ||
| 42 | 41,350 | 40,918 | ||
| 45 | 44,350 | 43,918 | ||
| 48 | 47,350 | 46,918 | ||
| 52 | 51,350 | 50,918 | ||
| 56 | 55,350 | 54,918 | ||
| 60 | 59,350 | 58,918 | ||
| 64 | 63,350 | 62,918 | ||
| 68 | 67,350 | 66,918 | ||
| 72 | 71,350 | 70,918 | ||
| 76 | 75,350 | 74,918 | ||
| 80 | 79,350 | 78,918 | ||
| 1,25 | 10 | 9,188 | 8,647 | 0,676 |
| 12 | 11,188 | 10,647 | ||
| 14 | 13,188 | 12,647 | ||
| 1,5 | 12 | 11,026 | 10,376 | 0,812 |
| 14 | 13,026 | 12,376 | ||
| 15 | 14,026 | 13,376 | ||
| 16 | 15,026 | 14,376 | ||
| 17 | 16,026 | 15,376 | ||
| 18 | 17,026 | 16,376 | ||
| 20 | 19,026 | 18,376 | ||
| 22 | 21,026 | 20,376 | ||
| 24 | 23,026 | 22,376 | ||
| 25 | 24,026 | 23,376 | ||
| 26 | 25,026 | 24,376 | ||
| 27 | 26,026 | 25,376 | ||
| 28 | 27,026 | 26,376 | ||
| 30 | 29,026 | 28,376 | ||
| 32 | 31,026 | 30,376 | ||
| 33 | 32,026 | 31,376 | ||
| 35 | 34,026 | 33,376 | ||
| 36 | 35,026 | 34,376 | ||
| 38 | 37,026 | 36,376 | ||
| 39 | 38,026 | 37,376 | ||
| 40 | 39,026 | 38,376 | ||
| 42 | 41,026 | 40,376 | ||
| 45 | 44,026 | 43,376 | ||
| 48 | 47,026 | 46,376 | ||
| 50 | 49,026 | 48,376 | ||
| 52 | 51,026 | 50,376 | ||
| 55 | 54,026 | 53,376 | ||
| 56 | 55,026 | 54,376 | ||
| 58 | 57,026 | 56,376 | ||
| 60 | 59,026 | 58,376 | ||
| 62 | 61,026 | 60,376 | ||
| 64 | 63,026 | 62,376 | ||
| 65 | 64,026 | 63,376 | ||
| 68 | 67,026 | 66,376 | ||
| 70 | 69,026 | 68,376 | ||
| 72 | 71,026 | 70,376 | ||
| 75 | 74,026 | 73,376 | ||
| 76 | 75,026 | 74,376 | ||
| 80 | 79,026 | 78,376 | ||
| 85 | 84,026 | 83,376 | ||
| 90 | 89,026 | 88,376 | ||
| 95 | 94,026 | 93,376 | ||
| 100 | 99,026 | 98,376 | ||
| 105 | 104,026 | 103,376 | ||
| 110 | 109,026 | 108,376 | ||
| 115 | 114,026 | 113,376 | ||
| 120 | 119,026 | 118,376 | ||
| 125 | 124,026 | 123,376 | ||
| 130 | 129,026 | 128,376 | ||
| 135 | 134,026 | 133,376 | ||
| 140 | 139,026 | 138,376 | ||
| 145 | 144,026 | 143,376 | ||
| 150 | 149,026 | 148,376 | ||
| 2 | 18 | 16,701 | 15,835 | 1,082 |
| 20 | 18,701 | 17,835 | ||
| 22 | 20,701 | 19,835 | ||
| 24 | 22,701 | 21,835 | ||
| 25 | 23,701 | 22,835 | ||
| 27 | 25,701 | 24,835 | ||
| 28 | 26,701 | 25,835 | ||
| 30 | 28,701 | 27,835 | ||
| 32 | 30,701 | 29,835 | ||
| 33 | 31,701 | 30,835 | ||
| 36 | 34,701 | 33,835 | ||
| 39 | 37,701 | 36,835 | ||
| 40 | 38,701 | 37,835 | ||
| 42 | 40,701 | 39,835 | ||
| 45 | 43,701 | 42,835 | ||
| 48 | 46,701 | 45,835 | ||
| 50 | 48,701 | 47,835 | ||
| 52 | 50,701 | 49,835 | ||
| 55 | 53,701 | 52,835 | ||
| 56 | 54,701 | 53,835 | ||
| 58 | 56,701 | 55,835 | ||
| 60 | 58,701 | 57,835 | ||
| 62 | 60,701 | 59,835 | ||
| 64 | 62,701 | 61,835 | ||
| 65 | 63,701 | 62,835 | ||
| 68 | 66,701 | 65,835 | ||
| 70 | 68,701 | 67,835 | ||
| 72 | 70,701 | 69,835 | ||
| 75 | 73,701 | 72,835 | ||
| 76 | 74,701 | 73,835 | ||
| 78 | 76,701 | 75,835 | ||
| 80 | 78,701 | 77,835 | ||
| 82 | 80,701 | 79,835 | ||
| 85 | 83,701 | 82,835 | ||
| 90 | 88,701 | 87,835 | ||
| 95 | 93,701 | 92,835 | ||
| 100 | 98,701 | 97,835 | ||
| 105 | 103,701 | 102,835 | ||
| 110 | 108,701 | 107,835 | ||
| 115 | 113,701 | 112,835 | ||
| 120 | 118,701 | 117,835 | ||
| 125 | 123,701 | 122,835 | ||
| 130 | 128,701 | 127,835 | ||
| 135 | 133,701 | 132,835 | ||
| 140 | 138,701 | 137,835 | ||
| 145 | 143,701 | 142,835 | ||
| 150 | 148,701 | 147,835 | ||
| 155 | 153,701 | 152,835 | ||
| 160 | 158,701 | 157,835 | ||
| 165 | 163,701 | 162,835 | ||
| 170 | 168,701 | 167,835 | ||
| 175 | 173,701 | 172,835 | ||
| 180 | 178,701 | 177,835 | ||
| 185 | 183,701 | 182,835 | ||
| 190 | 188,701 | 187,835 | ||
| 195 | 193,701 | 192,835 | ||
| 200 | 198,701 | 197,835 | ||
| 3 | 30 | 28,051 | 26,752 | 1,624 |
| 33 | 31,051 | 29,752 | ||
| 36 | 34,051 | 32,752 | ||
| 39 | 37,051 | 35,752 | ||
| 40 | 38,051 | 36,752 | ||
| 42 | 40,051 | 38,752 | ||
| 45 | 43,051 | 41,752 | ||
| 48 | 46,051 | 44,752 | ||
| 50 | 48,051 | 46,752 | ||
| 52 | 50,051 | 48,752 | ||
| 55 | 53,051 | 51,752 | ||
| 56 | 54,051 | 52,752 | ||
| 58 | 56,051 | 54,752 | ||
| 60 | 58,051 | 56,752 | ||
| 62 | 60,051 | 58,752 | ||
| 64 | 62,051 | 60,752 | ||
| 65 | 63,051 | 61,752 | ||
| 68 | 66,051 | 64,752 | ||
| 70 | 68,051 | 66,752 | ||
| 72 | 70,051 | 68,752 | ||
| 75 | 73,051 | 71,752 | ||
| 76 | 74,051 | 72,752 | ||
| 80 | 78,051 | 76,752 | ||
| 85 | 83,051 | 81,752 | ||
| 90 | 88,051 | 86,752 | ||
| 95 | 93,051 | 91,752 | ||
| 100 | 98,051 | 96,752 | ||
| 105 | 103,051 | 101,752 | ||
| 110 | 108,051 | 106,752 | ||
| 115 | 113,051 | 111,752 | ||
| 120 | 118,051 | 116,752 | ||
| 125 | 123,051 | 121,752 | ||
| 130 | 128,051 | 126,752 | ||
| 135 | 133,051 | 131,752 | ||
| 140 | 138,051 | 136,752 | ||
| 145 | 143,051 | 141,752 | ||
| 150 | 148,051 | 146,752 | ||
| 155 | 153,051 | 151,752 | ||
| 160 | 158,051 | 156,752 | ||
| 165 | 163,051 | 161,752 | ||
| 170 | 168,051 | 166,752 | ||
| 175 | 173,051 | 171,752 | ||
| 180 | 178,051 | 176,752 | ||
| 185 | 183,051 | 181,752 | ||
| 190 | 188,051 | 186,752 | ||
| 195 | 193,051 | 191,752 | ||
| 200 | 198,051 | 196,752 | ||
| 205 | 203,051 | 201,752 |
| 210 | 208,051 | 206,752 | 1,624 | |
| 215 | 213,051 | 211,752 | ||
| 220 | 218,051 | 216,752 | ||
| 225 | 223,051 | 221,752 | ||
| 230 | 228,051 | 226,752 | ||
| 235 | 233,051 | 231,752 | ||
| 240 | 238,051 | 236,752 | ||
| 245 | 243,051 | 241,752 | ||
| 250 | 248,051 | 246,752 | ||
| 255 | 253,051 | 251,752 | ||
| 260 | 258,051 | 256,752 | ||
| 265 | 263,051 | 261,752 | ||
| 270 | 268,051 | 266,752 | ||
| 275 | 273,051 | 271,752 | ||
| 280 | 278,051 | 276,752 | ||
| 285 | 283,051 | 281,752 | ||
| 290 | 288,051 | 286,752 | ||
| 295 | 293,051 | 291,752 | ||
| 300 | 298,051 | 296,752 |
| 4 | 42 | 39,402 | 37,670 | 2,165 |
| 45 | 42,402 | 40,670 | ||
| 48 | 45,402 | 43,670 | ||
| 52 | 49,402 | 47,670 | ||
| 55 | 52,402 | 50,670 | ||
| 56 | 53,402 | 51,670 | ||
| 58 | 55,402 | 53,670 | ||
| 60 | 57,402 | 55,670 | ||
| 62 | 59,402 | 57,670 | ||
| 64 | 61,402 | 59,670 | ||
| 65 | 62,402 | 60,670 | ||
| 68 | 65,402 | 63,670 | ||
| 70 | 67,402 | 65,670 | ||
| 72 | 69,402 | 67,670 | ||
| 75 | 72,402 | 70,670 | ||
| 76 | 73,402 | 71,670 | ||
| 80 | 77,402 | 75,670 | ||
| 85 | 82,402 | 80,670 | ||
| 90 | 87,402 | 85,670 | ||
| 95 | 92,402 | 90,670 | ||
| 100 | 97,402 | 95,670 | ||
| 105 | 102,402 | 100,670 | ||
| 110 | 107,402 | 105,670 | ||
| 115 | 112,402 | 110,670 | ||
| 120 | 117,402 | 115,670 | ||
| 125 | 122,402 | 120,670 | ||
| 130 | 127,402 | 125,670 | ||
| 135 | 132,402 | 130,670 | ||
| 140 | 137,402 | 135,670 | ||
| 145 | 142,402 | 140,670 | ||
| 150 | 147,402 | 145,670 | ||
| 155 | 152,402 | 150,670 | ||
| 160 | 157,402 | 155,670 | ||
| 165 | 162,402 | 160,670 | ||
| 170 | 167,402 | 165,670 | ||
| 175 | 172,402 | 170,670 | ||
| 180 | 177,402 | 175,670 | ||
| 185 | 182,402 | 180,670 | ||
| 190 | 187,402 | 185,670 | ||
| 195 | 192,402 | 190,670 | ||
| 200 | 197,402 | 195,670 | ||
| 205 | 202,402 | 200,670 | ||
| 210 | 207,402 | 205,670 | ||
| 215 | 212,402 | 210,670 |
| 4 | 220 | 217,402 | 215,670 | 2,165 | |
| 225 | 222,402 | 220,670 | |||
| 230 | 227,402 | 225,670 | |||
| 235 | 232,402 | 230,670 | |||
| 240 | 237,402 | 235,670 | |||
| 245 | 242,402 | 240,670 | |||
| 250 | 247,402 | 245,670 | |||
| 255 | 252,402 | 250,670 | |||
| 260 | 257,402 | 255,670 | |||
| 265 | 262,402 | 260,670 | |||
| 270 | 267,402 | 265,670 | |||
| 275 | 272,402 | 270,670 | |||
| 280 | 277,402 | 275,670 | |||
| 285 | 282,402 | 280,670 | |||
| 290 | 287,402 | 285,670 | |||
| 295 | 292,402 | 290,670 | |||
| 300 | 297,402 | 295,670 | |||
| 310 | 307,402 | 305,670 | |||
| 320 | 317,402 | 315,670 | |||
| 330 | 327,402 | 325,670 | |||
| 340 | 337,402 | 335,670 | |||
| 350 | 347,402 | 345,670 | |||
| 360 | 357,402 | 355,670 | |||
| 370 | 367,402 | 365,670 | |||
| 380 | 377,402 | 375,670 | |||
| 390 | 387,402 | 385,670 | |||
| 400 | 397,402 | 395,670 | |||
| 6 | 70 | 66,103 | 63,505 | 3,247 |
| 72 | 69,103 | 66,505 | ||
| 76 | 73,103 | 70,505 | ||
| 80 | 77,103 | 74,505 | ||
| 85 | 82,103 | 79,505 | ||
| 90 | 87,103 | 84,505 | ||
| 95 | 92,103 | 89,505 | ||
| 100 | 97,103 | 94,505 | ||
| 105 | 102,103 | 99,505 | ||
| 110 | 107,103 | 104,505 | ||
| 115 | 112,103 | 109,505 | ||
| 120 | 117,103 | 114,505 | ||
| 125 | 122,103 | 119,505 | ||
| 130 | 127,103 | 124,505 | ||
| 135 | 132,103 | 129,505 | ||
| 140 | 137,103 | 134,505 | ||
| 145 | 142,103 | 139,505 | ||
| 150 | 147,103 | 144,505 | ||
| 155 | 152,103 | 149,505 | ||
| 160 | 157,103 | 154,505 | ||
| 165 | 162,103 | 159,505 | ||
| 170 | 167,103 | 164,505 | ||
| 175 | 172,103 | 169,505 | ||
| 180 | 177,103 | 174,505 | ||
| 185 | 182,103 | 179,505 | ||
| 190 | 187,103 | 184,505 | ||
| 195 | 192,103 | 189,505 | ||
| 200 | 197,103 | 194,505 | ||
| 205 | 202,103 | 199,505 | ||
| 210 | 207,103 | 204,505 | ||
| 215 | 212,103 | 209,505 | ||
| 220 | 217,103 | 214,505 | ||
| 225 | 222,103 | 219,505 | ||
| 230 | 227,103 | 224,505 | ||
| 235 | 232,103 | 229,505 | ||
| 240 | 237,103 | 264,505 | ||
| 245 | 242,103 | 239,505 | ||
| 250 | 247,103 | 244,505 | ||
| 255 | 252,103 | 249,505 | ||
| 260 | 257,103 | 254,505 | ||
| 265 | 262,103 | 259,505 | ||
| 270 | 267,103 | 264,505 | ||
| 275 | 272,103 | 269,505 | ||
| 280 | 277,103 | 274,505 | ||
| 285 | 282,103 | 279,505 | ||
| 290 | 287,103 | 284,505 | ||
| 295 | 292,103 | 289,505 | ||
| 300 | 297,103 | 294,505 | ||
| 310 | 307,103 | 304,505 | ||
| 320 | 317,103 | 314,505 | ||
| 330 | 327,103 | 324,505 | ||
| 340 | 337,103 | 334,505 | ||
| 350 | 347,103 | 344,505 | ||
| 360 | 357,103 | 354,505 | ||
| 370 | 367,103 | 364,505 | ||
| 380 | 377,103 | 374,505 | ||
| 390 | 387,103 | 384,505 | ||
| 400 | 397,103 | 394,505 | ||
| 410 | 407,103 | 404,505 | ||
| 420 | 417,103 | 414,505 | ||
| 430 | 427,103 | 424,505 | ||
| 440 | 437,103 | 434,505 | ||
| 450 | 447,103 | 444,505 | ||
| 460 | 457,103 | 454,505 | ||
| 470 | 467,103 | 464,505 | ||
| 480 | 477,103 | 474,505 | ||
| 490 | 487,103 | 484,505 | ||
| 500 | 497,103 | 494,505 | ||
| 510 | 507,103 | 504,505 | ||
| 520 | 517,103 | 514,505 | ||
| 530 | 527,103 | 524,505 | ||
| 540 | 537,103 | 534,505 | ||
| 550 | 547,103 | 544,505 | ||
| 560 | 557,103 | 554,505 | ||
| 570 | 567,103 | 564,505 | ||
| 580 | 577,103 | 574,505 | ||
| 590 | 587,103 | 584,505 | ||
| 600 | 597,103 | 594,505 |
Шаги метрической резьбы ГОСТ 8724-2002
ГОСТ 8724-2002 − государственный стандарт, содержащий нормы, определяющие требуемые параметры метрической резьбы, в том числе шаг и диаметр. Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически идентичен тексту международного, только диапазон ISO колеблется от 1 до 300 мм. Новая редакция расширила диапазон от 0,25 до 600 мм.
Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически идентичен тексту международного, только диапазон ISO колеблется от 1 до 300 мм. Новая редакция расширила диапазон от 0,25 до 600 мм.
Последняя редакция текста произошла в 2004 году и является действительной на сегодняшний день. Стандарт устанавливает нормативное значение шагов метрической резьбе в диапазоне от 0,075 до 8 мм.
Скачать ГОСТ 8724-2002 в формате PDF можно по ссылке.
О том, как выбрать сверло под конкретный метчик, читайте в этой статье блога.
Правила обозначения
В маркировке присутствует несколько параметров. Каждый из них находит буквенное или числовое отображение. Если такого набора нет на торце изделия (плашки и метчика, готовых металлических крепежей), то, возможно, это подделка. Что обозначается:
- Уровень допуска, то есть точность соответствия заявленным размерам.
- Тип. Для метрической – буква М.
 Для остальных вариантов другие маркировки, например для цилиндрической – G.
Для остальных вариантов другие маркировки, например для цилиндрической – G. - Внутренний диаметр. Шаг не указывается, так как согласно стандартам все конструкции имеют аналогичный ход, если обладают одинаковым сечением.
Также есть обозначение длины свинчивания. Она может быть:
- N – средней.
- S – мелкой.
- L – крупной.
Все вышеперечисленное указывается как на чертеже при проектировании и изготовлении изделий, так и уже в момент производства – обычно применяется метод гравировки. Он наиболее долговечный, а при попытке сэкономить используется краска.
Резьба метрическая Профиль резьбы установлен ГОСТ 9150-81 и представляет собой треугольник с углом при вершине 60о. Это основной вид крепежной резьбы.
Предназначен для соединения деталей непосредственно друг с другом или
с помощью стандартных изделий, имеющих метрическую резьбу, –
болтов, винтов, шпилек, гаек. Основные ее элементы и параметры задаются в миллиметрах (ГОСТ 24705-81). Согласно ГОСТ 8724-81 метрические резьбы выполняются с крупным и мелким шагом на поверхностях диаметром от 1 до 68 мм, свыше 68 мм резьба имеет только мелкий шаг, причем мелкий шаг резьбы может быть разным для одного и того же диаметра, а крупный имеет только одно значение. Крупный шаг в условном обозначении резьбы не указывается. Так, для резьбы диаметром 10 мм крупный шаг резьбы равен 1,5 мм, мелкий — 1,25; 1; 0,75; 0,5 мм. Резьба трубная цилиндрическая Примеры условного обозначения: М18-6g резьба метрическая наружная, номинальный диаметр 18 мм, шаг крупный, поле допуска резьбы 6g; М18х0,5-6g то же, шаг мелкий Р=0,5; М18LH-6g то же, но левая; М18-6Н резьба
метрическая внутренняя,
номинальный диаметр 18 мм,
шаг крупный,
поле допуска резьбы
6Н. В настоящее время нет стандарта, который регламентирует основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается. Резьба треугольного профиля с углом при вершине 55о. Резьба трапецеидальная Резьба трубная цилиндрическая В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т.е. равнобедренный треугольник с углом при вершине, равным 55°. Резьба стандартизована для диаметров от 1/16″ до 6″ при числе шагов z от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм. Примеры условного обозначения: G11/2-А резьба трубная цилиндрическая, 11/2 условный проход в дюймах, класс точности А; G11/2LH-B-40
то же, но левая, класс точности В, длина свинчивания 40
мм. Резьба упорная Резьба с профилем в виде равнобочной трапеции с углом 30о. Применяется для передачи возвратно-поступательного движения или вращения в тяжело нагруженных подвижных резьбовых соединениях. Часто используется при изготовлении ходовых винтов, согласно ГОСТ 24738-81 выполняется на поверхностях диаметром от 8 до 640 мм. Трапецеидальная резьба может быть однозаходной (ГОСТ 24738-81, ГОСТ 24737-81) и многозаходной (ГОСТ 24739-81). ГОСТ 9484-81 устанавливает профиль трапецеидальной резьбы. Пример условного обозначения: Tr40х6 — трапецеидальная однозаходная резьба с наружным диаметром 40 мм, шагом 6 мм. Резьба с профилем в виде
неравнобочной трапеции с углом рабочей стороны 3о и нерабочей
— 30о. Упорная резьба, как и трапецеидальная, может
быть однозаходной и многозаходной. Выполняется на
поверхностях диаметром от 10 до 640 мм (ГОСТ 10177-82). Резьба прямоугольная Пример условного обозначения: S80х10 — упорная однозаходная резьба с наружным диаметром 80 мм, шагом 10 мм; S80х20(P10) — упорная многозаходная резьба с наружным диаметром 80 мм, величиной хода 20 мм, шагом 10 мм. Эта резьба имеет прямоугольный (или квадратный) нестандартный профиль, поэтому все ее размеры указываются на чертеже. Применяется для передачи движения тяжело нагруженных подвижных резьбовых соединений. Обычно выполняется на грузовых и ходовых винтах. Резьба круглая Резьба
с круглым профилем (ГОСТ 9484-81) обладает сравнительно большим сроком
службы и повышенным сопротивлением при значительных нагрузках.
Применяется при изготовлении часто свинчиваемых соединений (шпиндели, вентили и
т.д.), работающих в загрязненной среде, а также тонкостенных деталей
с накатанной или штампованной резьбой (цоколь электролампы и т. Пример условного обозначения: Rd16 — круглая резьба с наружным диаметром 16 мм. Если круглая резьба применяется в соединениях санитарно-технической арматуры, то ее обозначение будет следующим: Кр12х2,54 (ГОСТ 13536-68). Источник: ng.sibstrin.ru | |

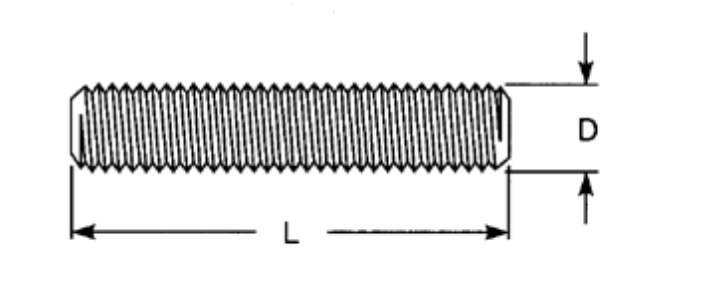

 Применяется для
передачи больших усилий, действующих в одном направлении: в домкратах,
прессах и т.д.
Применяется для
передачи больших усилий, действующих в одном направлении: в домкратах,
прессах и т.д. д.).
д.).Гайка шестигранная высокопрочная кл. пр. 10 мелкий шаг DIN934
+ Смотреть все
Гайка шестигранная высокопрочная с мелким шагом резьбы представляет собой деталь с внутренней резьбой, которая вместе с винтом или болтом составляет винтовую пару. Гайки используются для крепления и соединения узлов и устройств наряду с винтами, болтами, резьбовой шпилькой. Параметры отвечают отечественным ГОСТам 5915 и 5927, используется для создания неподвижных металлических конструкций различного назначения. Гайка шестигранная DIN 934 может иметь различные классы прочности, резьба метрическая, шаг резьбы мелкий или крупный. Номинальные размеры по диаметру резьбы и линейным параметрам шестигранника регулируются действующими нормативными актами. Предназначены, в основном, для крепежа элементов трубопровода, механизмов, строительных конструкций.
Номинальные размеры по диаметру резьбы и линейным параметрам шестигранника регулируются действующими нормативными актами. Предназначены, в основном, для крепежа элементов трубопровода, механизмов, строительных конструкций.
Применение: в строительстве, машиностроении, энергетической отрасли, мебельном производстве. Материал: сталь. bsp;
Покрытие: оксидирование, фосфатирование, гальваническое цинкование.
Аналоги (ISO, DIN, EN ISO):
|
Стандарт |
Наименование |
Примечание |
Отличие от DIN 934 |
EN ISO 4032 |
Гайка шестигранная |
Распространяется на гайки с крупным шагом резьбы и кл. прочности 6, 8, 10, а также на гайки из нержавеющей стали с А2 и А4 с кл. |
В стандартах ISO новый размер под ключ (M10, 12, 14, 22) и другая высота гайки с размерами от М5 до М39. Полностью идентичны гайки с размерами до М5 и свыше М39. |
EN ISO 4033 |
Гайка шестигранная |
Распространяется на гайки с крупным шагом резьбы и кл. прочности 9 и 12. |
|
EN ISO 8673 |
Гайка шестигранная с мелким шагом резьбы |
Распространяется на гайки с мелким шагом резьбы и кл. прочности 6,8,10, а также на крепеж из нержавеющей стали с А2 и А4 с кл. прочности 50 и 70. |
 прочности 50 и 70.
прочности 50 и 70.
DIN 934:
|
Параметры гайки |
Номинальный диаметр резьбы d |
|||||||||||||||||||||||||||||
|
М1,6 |
М2 |
М2,5 |
М3 |
М3,5 |
М4 |
М5 |
M6 |
M8 |
M10 |
M12 |
M14 |
M16 |
М18 |
М20 |
||||||||||||||||
|
Шаг резьбы, P |
Крупный |
0,35 |
0,4 |
0,45 |
0,5 |
0,6 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2 |
2,5 |
2,5 |
||||||||||||||
|
Мелкий |
— |
1 |
1,25 |
1,25 |
1,5 |
1,5 |
1,5 |
1,5 |
||||||||||||||||||||||
|
Высота, m |
1,3 |
1,6 |
2 |
2,4 |
2,8 |
3,2 |
4 |
5 |
6,5 |
8 |
10 |
11 |
13 |
15 |
16 |
|||||||||||||||
|
Размер под ключ, S |
3,2 |
4 |
5 |
5,5 |
6 |
7 |
8 |
10 |
13 |
17 |
19 |
22 |
24 |
27 |
30 |
|||||||||||||||
|
Параметры гайки |
Номинальный диаметр резьбы d |
|||||||||||||||||||||||||||||
|
М22 |
М24 |
М27 |
М30 |
M33 |
M36 |
M39 |
М42 |
М45 |
М48 |
М52 |
М56 |
М60 |
М64 |
|||||||||||||||||
|
Шаг резьбы, P |
Крупный |
2,5 |
3 |
3 |
3,5 |
3,5 |
4 |
4 |
4,5 |
4,5 |
5 |
5 |
5,5 |
5,5 |
6 |
|||||||||||||||
|
Мелкий |
1,5 |
2 |
2 |
2 |
2 |
3 |
3 |
3 |
3 |
3 |
4 |
4 |
4 |
4 |
||||||||||||||||
|
Высота, m |
18 |
19 |
22 |
24 |
26 |
29 |
31 |
34 |
36 |
38 |
42 |
45 |
48 |
51 |
||||||||||||||||
|
Размер под ключ, S |
32 |
36 |
41 |
46 |
50 |
55 |
60 |
65 |
70 |
75 |
80 |
85 |
90 |
95 |
||||||||||||||||
Все параметры в таблице указаны в мм.
Гайки и шайбы — важный элемент фланцевого крепежа
17 июня 2022, 12:22
Бесперебойная работа технологической линии трубопровода во многом определяется герметичностью разъемных соединений. К ним относятся болты, шпильки, гайки и шайбы. Если про первые два пункта мы рассказали в одной из предыдущих статей, темой этой станут гайки и шайбы для фланцевых соединений. Детали могут быть изготовлены по стандартам ГОСТ, ОСТ, ТУ, DIN или по чертежам и эскизам заказчика.
Крепеж является ключевым компонентом фланцевого соединения. Метизы работают как пружина, контролируя внутренние и внешние силы, сохраняя при этом необходимую уплотняющую нагрузку на прокладку. Поэтому любая проблема, связанная с крепежом может обернуться серьезными проблемами.
Что такое гайки?
Шестигранные гайки, названы в честь их шестигранной цилиндрической формы. Проходное отверстие посередине позволяет установить гайку на болт или шпильку, установив прочное ответное соединение. ГОСТ 9064-75 выделяет два вида деталей: гайки шестигранные и гайки колпачковые. В мире ТПА чаще всего встречаются шестигранные гайки. Легко демонтировать и произвести замену оборудования. Запрещено использовать повторно.
ГОСТ 9064-75 выделяет два вида деталей: гайки шестигранные и гайки колпачковые. В мире ТПА чаще всего встречаются шестигранные гайки. Легко демонтировать и произвести замену оборудования. Запрещено использовать повторно.
Технические характеристики гаек по ГОСТ 9064-75
- Исполнения болтов: М, 2М
- Диаметр резьбы: от 1,6 до 48 ( гайка М16, М24, М36 и т.д.)
- Размер под ключ или расстояние между двумя параллельно лежащими гранями: Указан в таблице размеров ГОСТ 5915-70.
- Шаг резьбы или расстояние между двух витков профиля: крупный и мелкий. Крупный шаг не обозначается дополнительным символом, мелкий шаг указывается.
Таблица 1. Шаг резьбы и размер “под ключ” для гаек типа А и типа Б по ГОСТ 9064-75
| Номинальный диаметр резьбы, d | 10 | 12 | 16 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 48 | 52 | 56 | 60 | 64 | 68 | 72 | 76 | 80 | 90 | 100 | 110 | 120 | 125 | 140 | 160 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Шаг резьбы | Крупный | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6 | - | - | - | - | - | - | - | - | - | - | |||||
| Мелкий | 1,25 | 1,5 | 2 | 3 | 4 | 4 и 6 | |||||||||||||||||||||
| Размер «под ключ» для типа А | S | 17 | 19 | 24 | 30 | 32 | 36 | 41 | 46 | 55 | 65 | 75 | 80 | 85 | 90 | 95 | 100 | 105 | 110 | 115 | 130 | 145 | 155 | 175 | 180 | 200 | 225 |
Пред.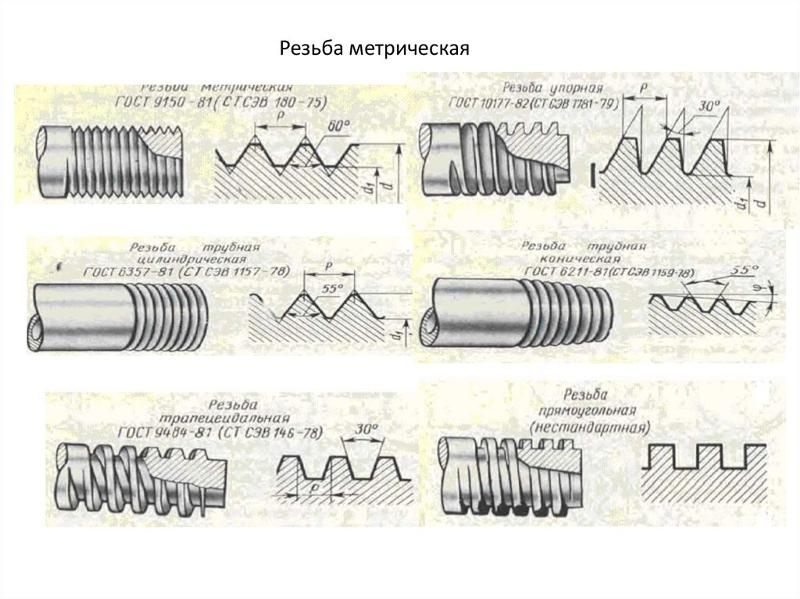 откл. откл.
|
h 14 |
h 15 |
|||||||||||||||||||||||||
| Размер «под ключ» для типа Б | S | - | 13 | 17 | 22 | 27 | 32 | 36 | 41 | 46 | 55 | 60 | 65 | 75 | 90 | 105 | 120 | 145 | 155 | ||||||||
Пред. откл. откл.
|
- |
h 12 |
h 14 |
||||||||||||||||||||||||
- Класс точности: А — повышенная точность и класс В — нормальная точность, а также класс С — грубой точности.
- Поле допуска резьбы: 6H. Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней. Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Таблица 2. Поле допуска для наружной и внутренней резьбы
| Резьба | Поле допуска резьбы для крепежных изделий класса точности | ||
|---|---|---|---|
| А | В | С | |
| Наружная | 6 g | 6 g | 8 g |
| Внутренняя | 6 H | 6 H | 7 H |
Класс прочности: Класс прочности для болтов, винтов и шпилек из углеродистых сталей обозначают двумя цифрами через точку. Утвержденный прочностной ряд для болтов, винтов и шпилек из углеродистых сталей содержит 11 классов прочности: 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9
Утвержденный прочностной ряд для болтов, винтов и шпилек из углеродистых сталей содержит 11 классов прочности: 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9
Таблица 3. Класс прочности и характеристика гаек.
| Класс прочности гаек | Характеристики высокопрочных гаек |
|---|---|
| 5 | Изготавливаются из стали 10, 20, применяются для малонагруженных соединений |
| 6 | |
| 8 | Изготавливаются из стали 35, 20Г2Р с закалкой, применяются для ответственных конструкций |
| 10 | Изготавливаются из стали 20Г2Р, 40Х с закалкой, применяются для специальных конструкций |
| 12 |
Крепеж может быть обработан специальным покрытием для повышения коррозионной стойкости.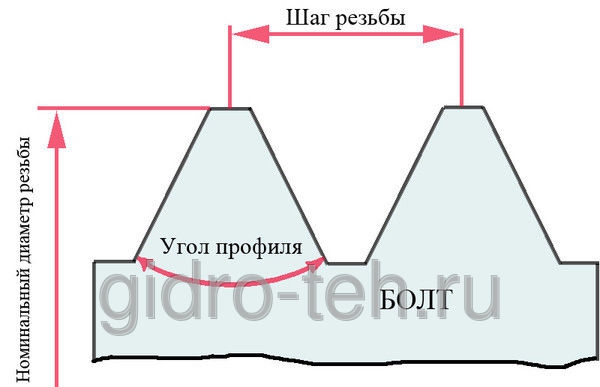 Оцинкованные гайки считаются устойчивыми к коррозии и имеют ряд подходящих применений на открытом воздухе и в промышленной сфере, оцинкованные гайки не подходят для использования в морской среде или в средах с влажностью выше средней.
Оцинкованные гайки считаются устойчивыми к коррозии и имеют ряд подходящих применений на открытом воздухе и в промышленной сфере, оцинкованные гайки не подходят для использования в морской среде или в средах с влажностью выше средней.
Таблица 4. Виды и условное обозначение покрытий крепежа
| Виды и условное обозначение покрытий болтов, винтов, шпилек и гаек | ||
|---|---|---|
| Вид покрытия | Обозначение покрытия | |
| по ГОСТ 9.306-85 | Цифровое | |
| Цинковое, хроматированое | Ц. хр | 01 |
| Кадмиевое, хроматированное | КД. хр | 02 |
| Многослойное: медь-никель |
М. Н. Н.
|
03 |
| Многослойное: медь-никель-хром | М.Н.Х.6 | 04 |
| Окисное, пропитанное маслом | Хим. Окс. прм | 05 |
| Фосфатное, пропитанное маслом | Хим. Фос. прм | 06 |
| Оловянное | О | 07 |
| Медное | М | 08 |
| Цинковое | Ц | 09 |
| Окисное, наполненое хроматами | Ан. Окс. нхр | 10 |
| Окисное из кислых растворов |
Хим. Пас Пас
|
11 |
| Серебряное | Ср | 12 |
| Никелевое | Н | 13 |
Расшифровка обозначения в маркировке гаек
➤ Гайка М12-6Н.5 (S18) ГОСТ 5915-70
- Исполнение 1
- Диаметр резьбы 12
- Размер под ключ S=18
- Крупный шаг резьбы с полем допуска 6Н
- Класс прочности 5
- Без покрытия
➤ Гайка 2М12х1,25-6Н. 12. (S19) 40Х.016 ГОСТ 5915-70
- Исполнение 2
- Диаметр резьбы 12
- Размер под ключ S=19
- мелкий шаг резьбы с полем допуска 6Н
- Класс прочности 12
- Сталь 40Х
- С покрытием 01 толщиной 6 мкм
Что такое шайба?
Шайбы представляют собой важные крепежные детали дискообразной формы с отверстием посередине, соответствуют ГОСТ 11371-78. Основная цель большинства шайб — равномерно распределить нагрузку на резьбовой крепеж, увеличивая несущую поверхность под головкой крепежа с которым они используются. Они помогают предотвратить проскальзывание болтов или гаек через поверхность.
Основная цель большинства шайб — равномерно распределить нагрузку на резьбовой крепеж, увеличивая несущую поверхность под головкой крепежа с которым они используются. Они помогают предотвратить проскальзывание болтов или гаек через поверхность.
- Диапазон размеров: М5, М6, М8,М10,М12, М16, М20, М24, М27, М30, М36,М42,М48, М52,М60
- Исполнения: 1 исполнение – класса точности А и С (прямоугольное сечение), 2 исполнение-класс точности А (фаска на внешнем торце).
- Класс точности А или С по ГОСТ 11371: A — повышенный класс точности, твердость не менее не менее 140HV, класса точности не менее 100HV; С — грубый класс точности.
Таблица 5. Соотношение диаметра резьбы и классов прочности для шайб
| Диаметр резьбы крепежной детали, d | Класс точности C | Класс точности A |
|---|---|---|
| 3 | 3,4 | 3,2 |
| 3,5 | - | 3,7 |
| 4 | 4,5 | 4,3 |
| 5 | 5,5 | 5,3 |
| 6 | 6,6 | 6,4 |
| 8 | 9 | 8,4 |
| 10 | 11 | 10,5 |
| 12 | 13,5 | 13 |
| 14 | 15,5 | 15 |
| 16 | 17,5 | 17 |
| 18 | 20 | 19 |
| 20 | 22 | 21 |
| 22 | 24 | 23 |
| 24 | 26 | 25 |
| 27 | 30 | 28 |
| 30 | 33 | 31 |
| 33 | - | 34 |
| 36 | 39 | 37 |
| 39 | - | 40 |
| 42 | 45 | 43 |
| 48 | 52 | 50 |
Расшифровка обозначения в маркировке шайб
Для того, чтобы все обозначения в маркировке приняли понятный и доступный вид, стоит отметить, что все материалы из которых может быть изготовлена шайба носят условное обозначение для удобства восприятия. Подробности по обозначениям от 01 до 37 соответствуют ГОСТ 18123-82 и таблице 6.
Подробности по обозначениям от 01 до 37 соответствуют ГОСТ 18123-82 и таблице 6.
Таблица 6. Марки материалов для изготовления шайб и их условные обозначения по ГОСТ 18123-82
| Вид | Марка | Обозначение стандарта | Условное обозначение марки (группы) |
|---|---|---|---|
| Углеродистые стали | 08, 08 кп, 10, 10кп | ГОСТ 1050-88 | 01 |
| Ст3, Ст3кп | ГОСТ 380-94 | 02 | |
| 15 | ГОСТ 1050-88 | 03 | |
| 20 | 04 | ||
| 35 | 05 | ||
| 45 | 06 | ||
| Легированные стали | 40Х, 30ХГСА | ГОСТ 4543-71 | 11 |
| Коррозионно-стойкие стали | 12Х18Н10Т | ГОСТ 5632-72 | 21 |
| 20Х13 | 22 | ||
| Латуни | Л63, ЛС59-1 | ГОСТ 15527-2004 | 32 |
| Л63 антимагнитная | 33 | ||
| Бронза | БрАМц9-2 | ГОСТ 18175-78 | 34 |
| Медь | М3 | ГОСТ 859-2001 | 38 |
| Алюминиевые сплавы | Амг5 | ГОСТ 4784-97 | 31 |
| Д1 | 35 | ||
| АД1 | 37 |
➤ Шайба А. 12.01.08кп.016 ГОСТ 11371-78
12.01.08кп.016 ГОСТ 11371-78
- 1 исполнение
- Класс точности А
- Диаметр 12мм
- Толщина установленная в стандарте
- Стали 08кп
- Цинковое покрытие толщиной 6 мкм хроматированное
Заострим внимание, обозначение 01 — это условно обозначение марки или группы стали по ГОСТ 18123-82.
➤ Шайба С.2.16.01.08кп.016 ГОСТ 11371-78
- 2 исполнение
- Класс точности С
- Диаметр 16 мм
- Толщина установленная в стандарте
- Стали 08кп
- Цинковое покрытие толщиной 6 мкм хроматированное
Вывод
Если использование гаек остается бесспорным, то применение шайб зачастую носит спорный характер. Использование шайб во фланцевом соединении требуется не всегда.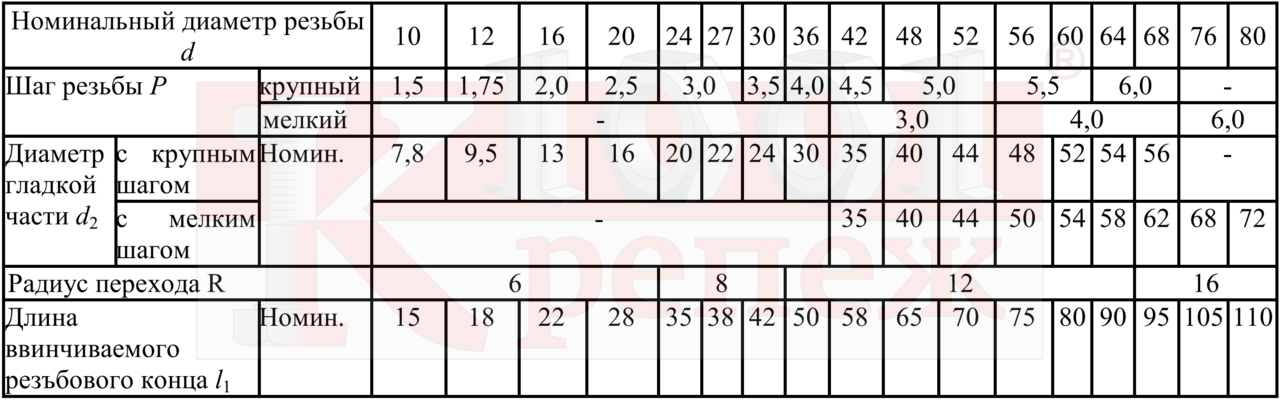 В ГОСТ 32569 прописан пункт 11.4 про “Особенности монтажа трубопроводов с номинальным давлением свыше 10 МПа (100 кгс/см)”, который гласит: 11.4.3 В собранном фланцевом соединении шпильки должны выступать из гаек не менее чем на один шаг резьбы. Не допускается установка шайб между фланцами и гайками. При навернутом фланце резьбовая часть присоединительного конца трубы должна выступать от торца фланца на один шаг резьбы. Что же касается всех остальных случаев — шайбу необходимо использовать. Затяжка гайки без шайбы может привести к смятию на фланце и образованию заусенцев.
В ГОСТ 32569 прописан пункт 11.4 про “Особенности монтажа трубопроводов с номинальным давлением свыше 10 МПа (100 кгс/см)”, который гласит: 11.4.3 В собранном фланцевом соединении шпильки должны выступать из гаек не менее чем на один шаг резьбы. Не допускается установка шайб между фланцами и гайками. При навернутом фланце резьбовая часть присоединительного конца трубы должна выступать от торца фланца на один шаг резьбы. Что же касается всех остальных случаев — шайбу необходимо использовать. Затяжка гайки без шайбы может привести к смятию на фланце и образованию заусенцев.
Детали крепежа можно подвергать различным обработкам, покрывать специальными покрытиями, например оцинковывать или наносить кадмиевое покрытие. Материалы изготовления обширны, поэтому крепеж можно использовать практически в любой рабочей среде и подвергать практически любым покрытиям.
Полезное чтение
- 10 вопросов про шайбы во фланцевом соединении
- Герметичность фланцев: болты и шпильки для надежного соединения
- Меры защиты металла от коррозии
Чтобы заказать фланцевый крепеж, направьте запрос по электронной почте или позвоните менеджерам отдела продаж.
➥ 8 (499) 673-38-38 Москва
➥ 8 (343) 384-38-38 Екатеринбург
➥ 8 (812) 328-38-38 Санкт-Петербург
➥ 8 (800) 555-38-83 Бесплатно по РФ
Материал подготовлен совместно с Мягковой Марией — руководителем отдела закупок «ОНИКС»; Осколкова Анастасия, контент-менеджер «ОНИКС»
ЧИТАЙТЕ ТАКЖЕ
Расшифровка маркировки деталей трубопровода, как в ней разобраться? Подробный гайд
21.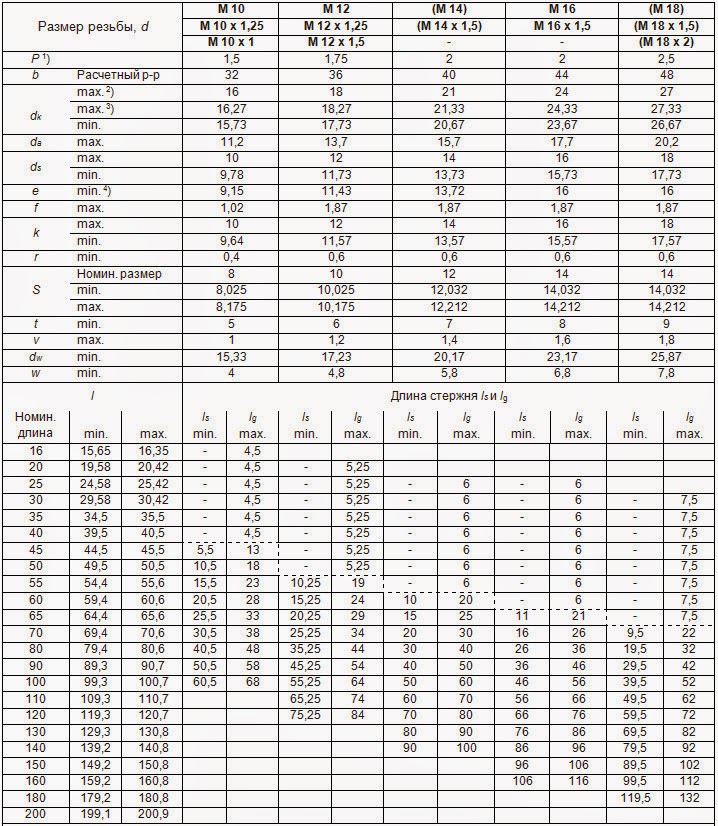 09.2022
09.2022
Воротниковые фланцы на высокое давление. Стандарты ГОСТ, ASME, DIN, EN 12.09.2022
Фланцевые заглушки по ГОСТ 34785-21. Технические характеристики и особенности 20.07.2022
Замена группы ГОСТ 28759 для фланцев сосудов и аппаратов в 2022 году 28.06.2022
Болты с мелкой резьбой
и болты с крупной резьбой, какой из них выбрать?
В чем разница между болтами с мелкой и крупной резьбой?
Болты с крупной резьбой имеют больший шаг (меньшее количество витков на осевое расстояние) по сравнению с мелкой резьбой. Болт с крупной резьбой предназначен для большинства применений, за исключением случаев, когда нет наиважнейшей причины использовать болт с мелкой резьбой (например, для данного применения крайне важна тщательная регулировка резьбы). Кроме того, более трудно получить крепежные детали с мелкой резьбой.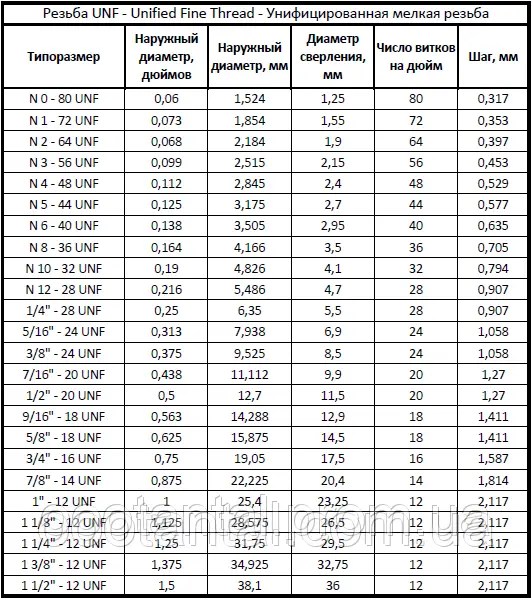
Негативные стороны крепежных изделий с мелкой резьбой:
- Мелкая резьба более подвержена истиранию, чем грубая.
- Для них требуется более длинное резьбовое зацепление, и они более подвержены повреждениям и загрязнению резьбы.
- Они также менее подходят для высокоскоростной сборки, так как они чаще заедают при затягивании.
Потенциальные преимущества тонкой резьбы:
- Размер за размер, тонкая резьба прочнее грубой. Это происходит как при растяжении (из-за большей площади напряжения), так и при сдвиге (из-за их большего малого диаметра).
- Из-за меньшего шага они обеспечивают более точную настройку в приложениях, которым нужна такая функция.
- Тонкую резьбу легче нарезать на твердые материалы и тонкостенные трубы.
- Мелкая резьба требует меньшего крутящего момента для создания эквивалентного предварительного натяга болта.
- Мелкая резьба имеет меньшую склонность к ослаблению, так как угол наклона резьбы меньше, а, следовательно, и крутящий момент отключения.
Понравилась эта статья и хотите еще?
Получайте информацию о проектировании и болтовых соединениях прямо на свой почтовый ящик. Подпишитесь на нашу информационную рассылку прямо сейчас!
Поделитесь этой статьей
Подпишитесь на наш бесплатный журнал
Будьте в курсе последних новостей, идей и знаний в индустрии болтовых соединений, подписавшись на журнал Bolted!
Подписаться на журнал Bolted
Алжир Аргентина Аруба Австралия Австрия Бангладеш Бахрейн Беларусь Бельгия Белиз Бутан Боливия Босния и Герцеговина Бразилия Бруней Болгария Камбоджа Канада Чили Китай Колумбия Коста-Рика Хорватия Кипр Чешская Республика Дания Доминиканская Респблика Эквадор Египет Эль Сальвадор Эстония Фиджи Финляндия Франция Германия Греция Гуам Гватемала Гайана Гондурас Гонконг Венгрия Индия Индонезия Иран Ирландия Израиль Италия Япония Казахстан Кувейт Лаос Латвия Литва Люксембург Македония Малайзия Мексика Монголия Черногория Марокко Мозамбик Мьянма Намибия Нидерланды Непал Новая Каледония Новая Зеландия Никарагуа Нигерия Норвегия Оман Пакистан Панама Папуа — Новая Гвинея Парагвай Перу Филиппины Польша Португалия Пуэрто-Рико Катар Румыния Россия Сайпан Саудовская Аравия Сербия Сингапур Словакия Словения Южная Африка Южная Корея Испания Шри-Ланка Суринам Швеция Швейцария Тайвань Танзания Таиланд Тимор — Лесте Тринидад Тунис Турция Украина Объединенные Арабские Эмираты Соединенное Королевство Уругвай Соединенные Штаты Венесуэла Вьетнам Замбия Другой
Да — цифровой Да — Печать Да, оба
Чтобы узнать больше о том, как мы обрабатываем ваши контактные данные, ознакомьтесь с нашим Уведомлением о конфиденциальности .
Спасибо за подписку на журнал Bolted!
Тонкая нить против обычной резьбы: Прочность и использование
Изучите основные различия между винтами с мелкой и крупной резьбой, чтобы выбрать предпочтительный вариант
При выборе правильного крепежа для применения на строительной площадке проектировщики и подрядчики получают, казалось бы, неограниченное количество вариантов. Одной характеристикой, которая имеет жизненно важное значение для производительности, но которую часто упускают из виду, является конструкция резьбы винта. В частности, возникает ряд вопросов, связанных с разницей между крепежными изделиями с мелкой и крупной резьбой. К сожалению, между ними нет универсального «лучшего» варианта, поэтому дизайнеру необходимо будет взвесить все «за» и «против», чтобы выбрать правильный крепеж для своего применения.
Краткое руководство – конструкция с мелкой и крупной резьбой
В. В чем разница между крепежными элементами с мелкой и крупной резьбой?
В чем разница между крепежными элементами с мелкой и крупной резьбой?
A. Крепеж с мелкой резьбой соответствует застежке с большим количеством витков на расстояние вдоль застежки. Напротив, застежка с крупной резьбой соответствует застежке с небольшим количеством витков на расстояние вдоль застежки.
В. Мелкая нить прочнее крупной?
A. Для крепежа с одинаковым номинальным размером крепеж с мелкой резьбой прочнее крупного.
В. Мелкая или крупная резьба обеспечивает лучшую коррозионную стойкость?
A. Коррозионная стойкость зависит от материала крепежа и гальванического покрытия или покрытия, используемого на изделии. Крепежные изделия с крупной или мелкой резьбой не обладают коррозионным преимуществом. Прочтите наше руководство по защите зданий от коррозии, чтобы узнать больше.
В. Когда следует использовать крепеж с мелкой резьбой, а когда с крупной резьбой?
A. Это зависит от конкретного приложения. Однако, как правило, крепеж с крупной резьбой следует использовать в хрупких материалах (фанера, OSB, SPF и т. д.) или в тонкостенных металлах.
Это зависит от конкретного приложения. Однако, как правило, крепеж с крупной резьбой следует использовать в хрупких материалах (фанера, OSB, SPF и т. д.) или в тонкостенных металлах.
Разница между мелкой и крупной резьбой
При обсуждении мелкой и крупной резьбы бригады строителей фактически обсуждают основное значение шага резьбы. Его можно определить как расстояние между двумя витками резьбы на стержне застежки. Обычно это измеряется в нитях на дюйм (TPI). Более высокое значение TPI указывает на меньший шаг резьбы.
Крепеж с мелкой резьбой соответствует крепежу с высоким значением TPI. Напротив, застежка с крупной резьбой соответствует застежке с низким значением TPI.
Что прочнее: тонкая или крупная нить?
Прочностные характеристики, такие как сопротивление растяжению и сдвигу, только косвенно связаны с шагом резьбы. Наименьший диаметр крепежного элемента является величиной, влияющей на прочностные характеристики.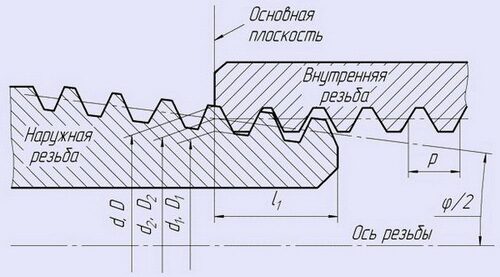 Его можно определить как диаметр вала без резьбы. Напротив, большой диаметр — это диаметр резьбы вала, который определяет номинальный размер крепежной детали.
Его можно определить как диаметр вала без резьбы. Напротив, большой диаметр — это диаметр резьбы вала, который определяет номинальный размер крепежной детали.
Размеры крепежных изделий номинально описываются значением их большого диаметра. В Соединенных Штатах это обычно обозначается знаком фунта, за которым следует число (пример: #12). Из-за производственных ограничений крепежные детали с мелкой резьбой всегда будут иметь большие значения малого диаметра, чем их аналоги с крупной резьбой того же размера. Это означает, что для двух креплений одинакового размера и материала крепление с мелкой резьбой будет иметь лучшие прочностные характеристики.
Что обеспечивает лучшую коррозионную стойкость: мелкая или крупная резьба?
Профиль резьбы крепежа не влияет на его коррозионную стойкость в реальных условиях. Обычно это определяется гальванопокрытием или покрытием, нанесенным на застежку. Подробное руководство см. в нашем официальном документе по коррозионной стойкости.
в нашем официальном документе по коррозионной стойкости.
Свяжитесь с SFS, позвонив по телефону (610) 376 5751, чтобы обсудить, какие крепежные детали с мелкой или крупной резьбой лучше подходят для конкретных потребностей вашего проекта. Наша команда может ответить на все вопросы, порекомендовать конкретные части и обсудить различные способы, которыми мы можем помочь вам в достижении ваших целей.
Когда использовать крепеж с мелкой резьбой по сравнению с крепежом с крупной резьбой
Установочный материал является наиболее важным фактором при выборе профиля резьбы крепежа. Это происходит из-за результирующего сопротивления вытягиванию, которое определяется профилем резьбы. Вытягивание можно определить как максимальную растягивающую нагрузку, при которой резьбовое соединение крепежного элемента остается неповрежденным в подложке для нанесения.
Для большинства вторичных креплений (кровля, облицовка, дождевик, коммерческое строительство и т. д.) применимы следующие правила:
д.) применимы следующие правила:
1. Крепеж с мелкой резьбой следует использовать в сочетании с толстыми металлическими изделиями. Крепеж с крупной резьбой следует использовать в сочетании с тонкими металлическими изделиями.
Крупная резьба имеет «зажимную» функцию при использовании в тонкостенных изделиях, что увеличивает сопротивление вытягиванию. Этот тип «зажимного» действия, при котором подложка фиксируется между нитями, был бы невозможен с тонкими нитями. Тем не менее, мелкая резьба обеспечивает больше точек соединения в толстых материалах, что повышает эффективность вытягивания. Кроме того, из-за небольшой разницы между второстепенным и большим диаметрами мелкой резьбы обычно требуется меньше усилий для вбивания этих типов крепежных изделий в прочные основания.
2. Крепления с мелкой резьбой следует использовать в сочетании с более толстыми и прочными металлическими изделиями. Крепеж с крупной резьбой следует использовать в сочетании с более хрупкими материалами, такими как фанера, OSB и пиломатериалы размером 2 x 4 дюйма.
Волокнистые материалы, такие как фанера, легче встраиваются в профили с крупной резьбой. Это обеспечивает дополнительное сопротивление вытягиванию, так как большая площадь поверхности нитей соприкасается с подложкой. Хотя это свойство было бы полезно при использовании более толстых металлов, трудности в процессе установки делают почти невозможным полную посадку крепежных деталей с крупной резьбой.
Компания SFS может помочь вам выбрать идеальный крепеж.
Позвоните по телефону 610-376-5751, чтобы получить рекомендации по выбору наиболее подходящего винта с крупной или мелкой резьбой для вашего предстоящего проекта. Кроме того, мы приглашаем вас ознакомиться с популярными продуктами, такими как крепеж для облицовки или саморезы.
Крупная и тонкая резьба — какой тип резьбы мне нужен?
Виды резьбы крепежа
Вы когда-нибудь застревали, пытаясь понять, когда лучше использовать крепеж с крупной резьбой, а когда с мелкой? Не волнуйтесь, вы не одиноки.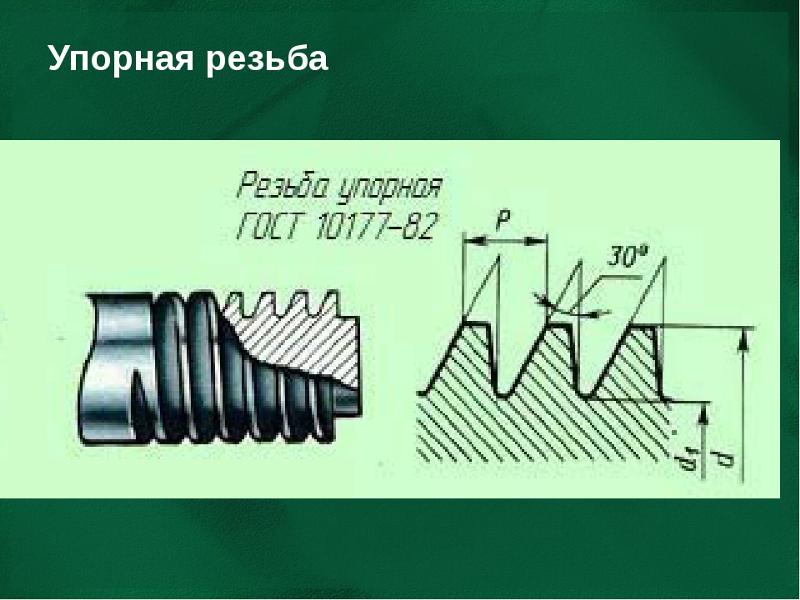 Большинство людей были бы удивлены, узнав о существенных характерных различиях между ними. У каждого типа резьбы есть свои преимущества, которых нет у другого стиля. Читайте дальше, чтобы узнать больше о крепежных элементах с крупной и мелкой резьбой и никогда больше не выбирать неправильный тип резьбы.
Большинство людей были бы удивлены, узнав о существенных характерных различиях между ними. У каждого типа резьбы есть свои преимущества, которых нет у другого стиля. Читайте дальше, чтобы узнать больше о крепежных элементах с крупной и мелкой резьбой и никогда больше не выбирать неправильный тип резьбы.
- Винтовая резьба представляет собой равномерный гребень, обернутый вокруг цилиндра (прямая резьба) или конуса (коническая резьба) в виде спирали
- Резьба винтов различается по высоте и ширине, в зависимости от типа крепежа к типу крепежа
- Резьба с «широким и глубоким гребнем» считается крупной резьбой
- Резьба с «более узкими и мелкими выступами» считается тонкой резьбой
В чем разница между крупной и мелкой резьбой
Крепеж с крупной резьбой — отличный выбор для большинства строительных работ. Одна из причин заключается в том, что крепежные детали с крупной резьбой могут быть «загрублены» на рабочей площадке, но при этом они могут работать должным образом.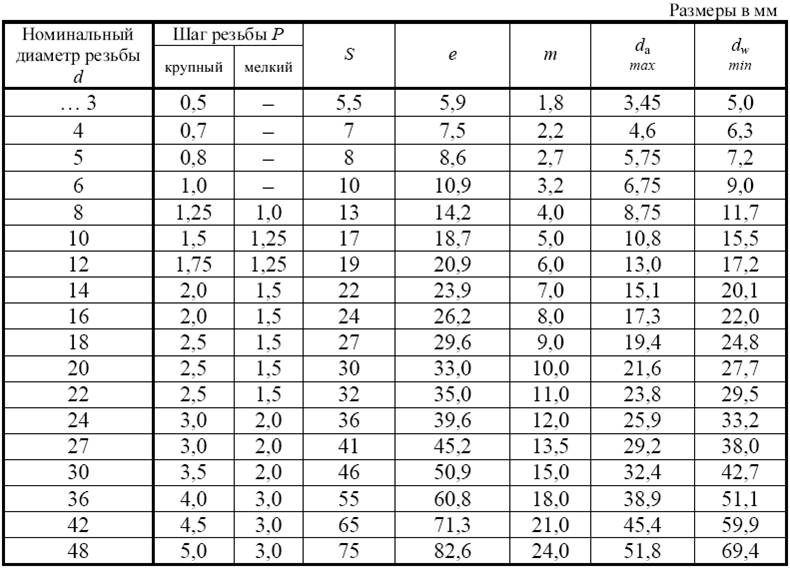 «Загрубление» означает, что их резьба может быть слегка повреждена или в резьбе может быть грязь и другие препятствия, такое же «загрубление» может сделать некоторые крепежные детали с мелкой резьбой бесполезными. Крепежи с крупной резьбой также труднее разрезать или нарезать крест-накрест из-за более широкой резьбы, что позволяет использовать больше материала между нитями.
«Загрубление» означает, что их резьба может быть слегка повреждена или в резьбе может быть грязь и другие препятствия, такое же «загрубление» может сделать некоторые крепежные детали с мелкой резьбой бесполезными. Крепежи с крупной резьбой также труднее разрезать или нарезать крест-накрест из-за более широкой резьбы, что позволяет использовать больше материала между нитями.
Крепеж с мелкой резьбой — гораздо лучший выбор, когда требуются конкретные размеры. Мелкие нити обладают более высокой прочностью на растяжение, что делает их идеальными для силовых применений. Небольшой шаг (угол наклона) мелкой резьбы делает ее гораздо менее восприимчивой к ослаблению от вибрации. Поскольку для нарезания резьбы требуется меньше материала, процесс нарезания резьбы для крепежа с мелкой резьбой становится намного проще.
Прочтите, чтобы сравнить характеристики и преимущества крепежных изделий с крупной и мелкой резьбой.
Сравнение грубой и мелкой резьбы
Крупная резьба | Тонкая резьба |
|
|


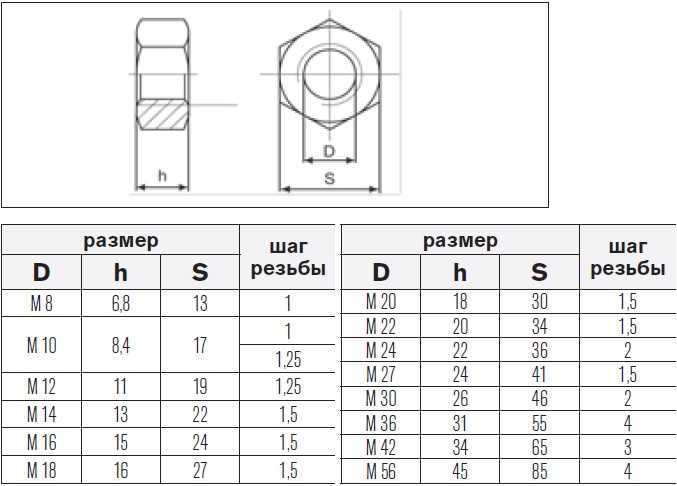

Октябрь 04, 2019
Стандартная таблица шага резьбы для оборудования с крупной и мелкой резьбой
Техническое меню
Опубликовано 2 июля 2015 г. автором vapro Серия с мелкой резьбой — UNF 8-резьбовая серия — 8UN Номинальный размер и резьба на дюйм. Базовый шаг Диам. Разрез на малом диам. Зона растягивающего напряжения Номинальный размер и количество резьб на дюйм. Базовый шаг Диам. Сечение @ Малый диаметр Напряжение растяжения Область Номинальный размер и количество резьб на дюйм. Базовый шаг Диам. 
Сечение @ Малый диаметр. В. Кв. Дюйм Кв. Дюйм В. Кв. Дюйм Кв. Дюйм В. Кв. Дюйм 3/8 – 16 0,3344 0,0678 0,0775 3⁄8 – 24 0,3479 0,0809 – – – – 7/16 – 14 0,3911 0,0933 0,1063 7/16 – 20 0,405 0,109 – – – – 1/2 – 13 0,45 0,1257 0,1419 1/2 – 20 0,4675 0,1486 – – – – 9/16 – 12 0,5084 0,162 0,182 9/16 – 18 0,5264 0,189 – – – – 5/8 – 11 0,566 0,202 0,226 5⁄8 – 18 0,5889 0,24 – – – – 3/4 – 10 0,685 0,302 0,334 3⁄4 – 16 0,7094 0,351 – – – – 7/8 – 9 0,8028 0,419 0,462 7/8 – 14 0,8286 0,48 – – – – 1-8 0,9188 0,551 0,606 1-12 0,9459 0,625 1-8 0,9188 0,551 11/8 – 7 1. 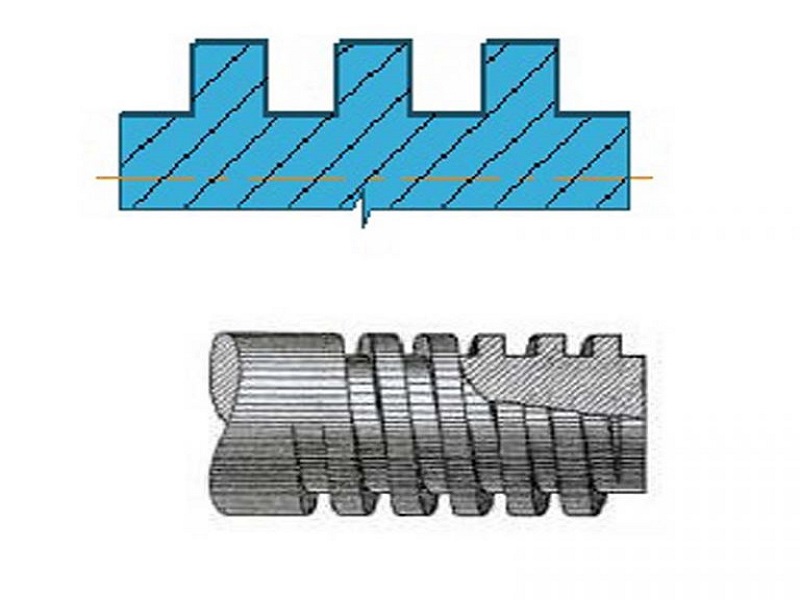 0322
0322 0,693 0,763 11/8 – 12 1.0709 0,812 11/8 – 8 1.0438 0,728 11/4 – 7 1,1572 0,89 0,969 11/4 – 12 1.1959 1,024 11/4 – 8 1.1688 0,929 13/8 – 6 1,2667 1.054 1,155 13⁄8 – 12 1.3209 1,26 13⁄8 – 8 1.2938 1,155 11/2 – 6 1.3917 1,294 1.405 11/2 – 12 1.4459 1,521 11/2 – 8 1.4188 1.405 – – – – – – – – – 15⁄8 – 8 1,5438 1,68 13/4 – 5 1.  6201
6201 1,74 1,90 – – – – – 13⁄4 – 8 1,6688 1,98 – – – – – – – – – 17⁄8 – 8 1,7938 2,3 2 – 4 1/2 1,8557 2,3 2,50 – – – – – 2-8 1.9188 2,65 21⁄4-4-1⁄2 2.1057 3,02 3,25 – – – – – 2 1/4 – 8 2,1688 3,42 2 1/2 – 4 2,3376 3,72 4,00 – – – – – 2 1/2 – 8 2,4188 4,29 23/4 – 4 2,5876 4,62 4,93 – – – – – 23⁄4 – 8 2,6688 5,26 3-4 2,8376 5,62 5,97 – – – – – 3 – 8 2,9188 6,32 3 1/4 – 4 3. 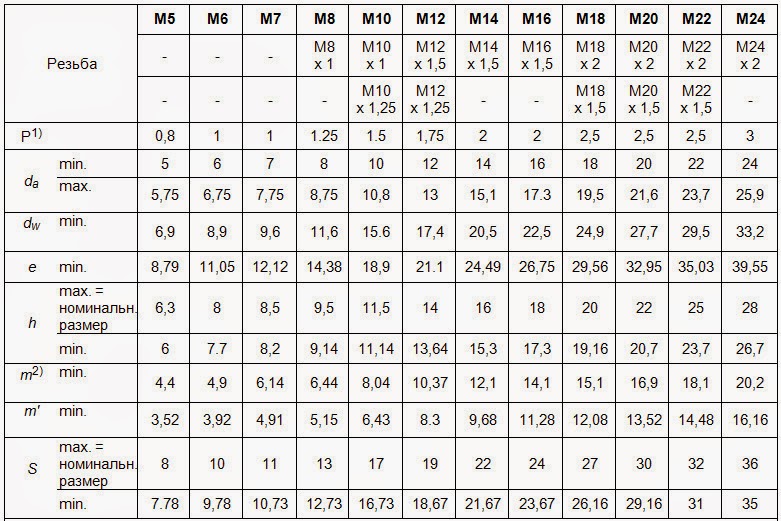 0876
0876 6,72 7.10 – – – – – 3 1/4 – 8 3,1688 7,49 3 1/2 – 4 3,3376 7,92 8,33 – – – – – 3 1/2 – 8 3,4188 8,75 33/4 – 4 3,5876 9.21 9,66 – – – – – 33⁄4 – 8 3,6688 10.11 4-4 3,8376 10,61 11.08 – – – – – 4 – 8 3,9188 11,57
Крупная резьба и мелкая резьба
Крис Колб
Крис Колб
Президент/владелец — Patriot Bolt и Patriot Sealing Technologies
Опубликовано 6 мая 2018 г.
+ Подписаться
В Унифицированной системе резьбы есть три стандартных серии резьбы, которые представляют собой подавляющее большинство коммерчески доступных крепежных материалов. UNC (крупная резьба), UNF (мелкая резьба) и 8-UN (8-резьба). Ссылки на грубую и мелкую резьбу представляют собой шаг или расстояние, измеренное параллельно оси резьбы, между соответствующими точками на соседних резьбах. Например, болт номинального диаметра ½ дюйма может иметь 13 витков резьбы на дюйм, что является крупной резьбой. Болт с мелкой резьбой того же номинального диаметра имеет 20 витков резьбы на дюйм. Есть несколько причин, по которым дизайнер или инженер может предпочесть один дизайн другому, и важно понимать эту логику.
Основное различие между крупной и мелкой резьбой заключается в площади основания номинальной площади болта. Мелкая геометрия резьбы с большим количеством витков на дюйм по своей сути будет иметь малую глубину резьбы, что приводит к большему внутреннему диаметру и большей площади корня. Это позволяет использовать крепеж с большей площадью напряжения, способный быть прочнее при растяжении. Больший меньший диаметр также создает более высокую прочность на кручение и поперечный сдвиг. В дополнение к характеристикам прочности, меньший профиль спирали может обеспечить более высокую точность регулировки и уровень точности, недостижимый при более крупном рисунке резьбы. Еще одно преимущество, которое можно получить с помощью крепежных изделий с мелкой резьбой, связано с их способностью адаптироваться к тонкостенным изделиям, где толщина стенки и корпуса имеют решающее значение.
Это позволяет использовать крепеж с большей площадью напряжения, способный быть прочнее при растяжении. Больший меньший диаметр также создает более высокую прочность на кручение и поперечный сдвиг. В дополнение к характеристикам прочности, меньший профиль спирали может обеспечить более высокую точность регулировки и уровень точности, недостижимый при более крупном рисунке резьбы. Еще одно преимущество, которое можно получить с помощью крепежных изделий с мелкой резьбой, связано с их способностью адаптироваться к тонкостенным изделиям, где толщина стенки и корпуса имеют решающее значение.
Крупная резьба широко используется в общепромышленных креплениях и считается стандартом для стандартных фланцев и теплообменников. Учитывая ранее упомянутые преимущества крепежных деталей с мелкой резьбой, часто возникает вопрос, почему конструкции с мелкой резьбой не так широко используются в общепромышленных приложениях. В первую очередь это относится к наличию в стандартной комплектации крепежа с крупной резьбой. Простота сборки также является еще одним важным фактором, так как ответные фланцы можно быстро собрать с минимальным количеством оборотов. Крупная резьба также способствует предотвращению истирания, поперечного нарезания резьбы и обеспечивает больший допуск для более толстых покрытий и гальванопокрытий. Все это неотъемлемые проблемы, связанные с болтовым соединением на нефтеперерабатывающем или химическом заводе, где часто встречаются высокие температуры и воздействие коррозии.
Простота сборки также является еще одним важным фактором, так как ответные фланцы можно быстро собрать с минимальным количеством оборотов. Крупная резьба также способствует предотвращению истирания, поперечного нарезания резьбы и обеспечивает больший допуск для более толстых покрытий и гальванопокрытий. Все это неотъемлемые проблемы, связанные с болтовым соединением на нефтеперерабатывающем или химическом заводе, где часто встречаются высокие температуры и воздействие коррозии.
Несмотря на коммерческую доступность стандартных крепежных изделий с крупной резьбой и удобство их использования, проектировщики должны осознавать и взвешивать преимущества и факторы, связанные с использованием альтернативных конструкций резьбы для достижения конкретных целей более высокой прочности и целостности, а также большей степени точности при затягивании. . Это могут быть изделия, которые нелегко приобрести в готовом виде, но их может производить любое количество местных производителей крепежных изделий и механических мастерских.
www.patriotbolt.com
Разница между площадью основания и площадью растягивающего напряжения резьбовой застежки
22 апр. 2019 г.
Анатомия кожухотрубчатого теплообменника
20 февраля 2019 г.
Patriot Bolt и поставка выпускников корпоративному чемпиону проекта Wounded Warrior
15 января 2019 г.
Динамическая нагрузка на фланец: использование пружинных фланцевых шайб Belleville
9 января 2019 г.

Patriot Bolt добавляет крепеж B7M к производственным возможностям
30 декабря 2018 г.
Использование закаленных шайб для повышения надежности и производительности фланцев
31 августа 2018 г.
Понимание гальванической коррозии
27 июля 2018 г.
Механика загрузки и напряжения болта
12 июля 2018 г.

Быстрая оценка силы и крутящего момента болта
1 июля 2018 г.
Patriot Bolt и Supply запускают онлайн-программу MTR, организованную MetalTrace
5 июня 2018 г.
Другие также смотрели
Исследуйте темы
Почему следует выбирать болты с крупной резьбой вместо болтов с мелкой резьбой
Назад в блог- Строительный крепеж
- Крепление распределителя
- Распределитель крепежа
- Крепежная промышленность
- Промышленный крепеж
- Гайки и болты
- Крепеж из нержавеющей стали
Возможно, самый часто задаваемый вопрос, который вы слышите в индустрии производства крепежных изделий, заключается в том, лучше ли болт с крупной резьбой или болт с мелкой резьбой. Это закономерный вопрос, учитывая, что грубая резьба прочнее и в целом более устойчива к перекручиванию и зачистке, а мелкая резьба имеет несколько большую прочность на растяжение […]
Возможно, самый часто задаваемый вопрос, который вы слышите в индустрии производства крепежных изделий, заключается в том, что лучше болт с крупной резьбой, чем болт с мелкой резьбой. Это закономерный вопрос, учитывая, что грубая резьба прочнее и в целом более устойчива к перекручиванию резьбы и зачистке, в то время как крепеж с мелкой резьбой имеет немного большую площадь растягивающего напряжения. Короткий ответ заключается в том, что для общего промышленного применения болты с крупной резьбой имеют несколько преимуществ по сравнению с мелкой резьбой.
Короткий ответ заключается в том, что для общего промышленного применения болты с крупной резьбой имеют несколько преимуществ по сравнению с мелкой резьбой.
- Повышенная устойчивость к зачистке
В тех случаях, когда длина резьбового зацепления короткая, предпочтительнее использовать грубую резьбу из-за ее более высокой устойчивости к зачистке. По своей природе грубые нити имеют большую высоту и, следовательно, больший объем материала между каждой подкладкой по сравнению с их тонкими аналогами. Дополнительная высота обычно составляет около 33% для крупной резьбы, а это означает, что имеется значительно больше материала для сопротивления зачистке.
- Они менее подвержены задирам резьбы
Поскольку зазоры, получаемые в болтах с мелкой резьбой, меньше, это означает, что они с большей вероятностью будут искажены зазубриной определенного размера. Задиры относятся к несоосности резьбы, которая может появиться в результате производственного процесса или во время транспортировки. Хотя они могут образовываться по всей поверхности болта, зазубрины на первой резьбе обычно являются наиболее проблематичными, поскольку они затрудняют правильное закрепление болта.
Хотя они могут образовываться по всей поверхности болта, зазубрины на первой резьбе обычно являются наиболее проблематичными, поскольку они затрудняют правильное закрепление болта.
- Они менее склонны к раздражению
Если вам нужны крепежные детали из нержавеющей стали для вашего применения, выберите грубую резьбу, так как вероятность их истирания ниже. Истирание происходит из-за аномального поверхностного трения, и чем плотнее посадка между сопрягаемыми резьбами, тем сильнее будет приварена гайка. Следует отметить, что незначительные задиры иногда бывает очень трудно обнаружить. Проще говоря, пока затертый болт прошел все проверки качества и проверки, он все равно не сможет нормально функционировать.
- Их проще и быстрее собрать
Стандартный крепеж с крупной резьбой 3/8–16 дюймов можно установить почти на 70 % быстрее, чем аналог с мелкой резьбой 3/8–24, что позволяет сэкономить время, деньги и энергию. Эта особенность делает их желательными крепежными решениями для отраслей и областей применения, где требуется быстрая сборка и разборка. Кроме того, если болт поврежден или подвержен коррозии, его будет легче заменить, что гарантирует, что ваше оборудование снова будет работать в кратчайшие сроки.
Эта особенность делает их желательными крепежными решениями для отраслей и областей применения, где требуется быстрая сборка и разборка. Кроме того, если болт поврежден или подвержен коррозии, его будет легче заменить, что гарантирует, что ваше оборудование снова будет работать в кратчайшие сроки.
- Менее подвержены наростам покрытия
В соответствии с отраслевым стандартом покрытие, необходимое для болтов с крупной резьбой, на 20 % выше, чем для болтов с мелкой резьбой. Кроме того, из-за различных производственных процессов покрытие на тонкой резьбе имеет тенденцию к большему затыканию и создает больше проблем при сборке по сравнению с грубой резьбой.
Болты с мелкой резьбой могут использоваться в промышленности
Единственная ситуация, когда болты с мелкой резьбой предпочтительнее крупной, — это в тех случаях, когда требуется большая площадь растягивающего напряжения. Другие потенциальные обстоятельства, при которых имеет смысл использовать болты с мелкой резьбой, включают:
- Крепеж будет постоянно подвергаться вибрации
- Вам нужна тонкая и очень точная настройка
- Приложение требует меньшего крутящего момента
Об авторе
Начал свою карьеру в мире крепежных изделий в 1969 году в компании Parker Kalon Corp.