Метрическая резьба. Шаг резьбы. Как измерить шаг резьбы
Метрическая резьба
Резьба — это вид поверхности с чередующимися выступами и впадинами. Существует несколько видов резьбы. Самые популярные – метрическая и дюймовая. В данной статье мы затронем только метрическую резьбу, так как она более распространенная.
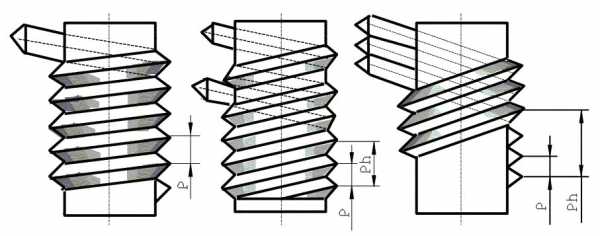
Метрическая резьба является основным типом крепежной резьбы. Отличается она шагом и номинальным диаметром. Шаг резьбы равен расстоянию между двумя одинаковыми точками ближайших одноименных профилей, лежащих в одной плоскости. Не смотря на столь сложное определение, понять его очень легко — это расстояние между двух выступов резьбы.
В свою очередь, метрическая резьба согласно ГОСТ 8724-81 может быть с крупным (основным) или мелким шагом. Считается что шаг от 1 до 68 мм – крупный шаг, выше чем 68 мм – только мелкий шаг. Так же, следует отметить тот факт, что мелкий шах резьбы может быть разным при одном и том же диаметре стержня, а крупный имеет только одно значение.
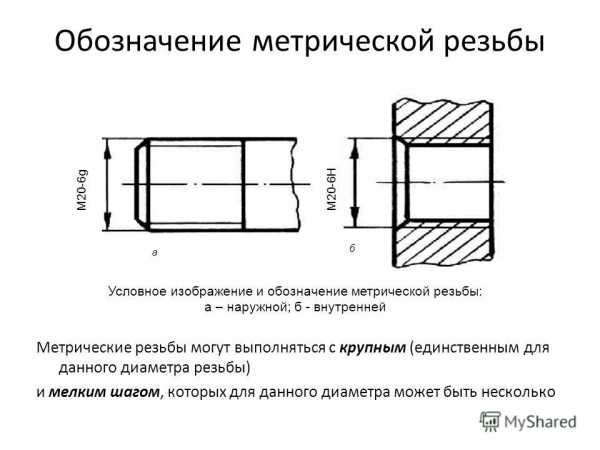
Метрическая резьба имеет треугольный профиль с углом 60° и плоско срезанными вершинами. Диаметр и шаг резьбы выражены в милиметрах. Существует несколько стандартов на метрическую резьбу. Все-таки и в Европе, и в США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой «М», за которой следует значение наружного диаметра резьбы и, после символа «×«, обозначение шага резьбы (например, М12×1,25).
Метрическая резьба с нормальным шагом обычно помечается буквой «М», за которой следует значение наружного диаметра резьбы, но шаг при этом не указывается (например М4, М6, М12). Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
Метрическая резьба с мелким шагом помечается той же буквой «М», но в обозначение номинала резьбы всегда включается размер шага в мм (например, М12×1,25). За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами «MF» (от «Fine» — «Мелкий»). Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата.
Обычно мелкий шаг резьбы применяется в условиях небольшой вибрации или толчков. Таким образом, крепежи с мелким шагом часто используют в авиастроении и для скрепления высокоточных механизмов в машиностроении. Что касается обычного шага, то такие крепежи самые популярные и их эксплуатируют практически везде и повсеместно.
Шаг для основной и мелкой резьбы
Резьба | Шаг резьбы Р, мм | |||
Основная резьба М | Мелкая резьба М | |||
мелкая | мелкая 2 | супермелкая | ||
M1 | 0.25 | (0.2) | — | — |
M1.2 | 0.25 | (0.2) | — | — |
M1.4 | 0.3 | (0.2) | — | — |
M1.6 | 0.35 | (0.2) | — | — |
M1.8 | 0.35 | (0.2) | — | — |
M2 | 0.4 | (0.25) | — | — |
M2.2 | 0.45 | (0.25) | — | — |
M2.5 | 0.45 | (0.35) | — | — |
M3 | 0.5 | (0.35) | — | — |
M3.5 | 0.6 | (0.35) | — | — |
M4 | 0.7 | 0.5 | — | — |
M5 | 0.8 | 0.5 | — | — |
M6 | 1.0 | 0.75 | 0.5 | — |
M8 | 1.25 | 1.0 | 0.75 | 0.5 |
M10 | 1.5 | 1.25 | 1.0 | 0.75 |
M12 | 1.75 | 1.5 | 1.25 | 1.0 |
M14 | 2.0 | 1.5 | 1.25 | 1.0 |
M16 | 2.0 | 1.5 | — | 1.0 |
M18 | 2.5 | 2.0 | 1.5 | 1.0 |
M20 | 2.5 | 2.0 | 1.5 | 1.0 |
M22 | 2.5 | 2.0 | 1.5 | 1.0 |
| M24 | 3.0 | 2.0 | 1.5 | 1.0 |
M27 | 3.0 | 2.0 | 1.5 | (1.0) |
M30 | 3.5 | 2.0 | 1.5 | (1.0) |
M33 | 3.5 | 2.0 | 1.5 | — |
M36 | 4.0 | 3.0 | 2.0 | 1.5 |
M39 | 4.0 | 3.0 | 2.0 | 1.5 |
M42 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M45 | (4.0) 3.0 | 2.0 | 1.5 | |
M48 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M52 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M56 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
M68 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
vlad-west.net
Резьбы с крупным шагом — Размеры
Для резьб с крупными шагами основные размеры приведены в табл. 2, для резьб с мелкими шагами — в табл. 3. [c.400]Диаметры стержней под нарезание резцом метрических резьб с крупным шагом (все размеры в мм) [c.230]
Крепежные винты для металла изготовляют с метрической резьбой с крупным или мелким шагом. Исключением являются винты диаметром от 1 до 6 мм, для которых применяют резьбу только с крупным шагом. Определяющими размерами для всех винтов служат диаметр d резьбы и длина /. За длину / большинства крепежных винтов принимают длину их стержня (без головки). Для винтов с потайной головкой длина I включает длину стержня и высоту головки (см. рис. 336, в и 338, 6), а для винтов типа, показанных на рис. 337, б, — всю длину винта. [c.207]
Гайка М12—6Н.04 ГОСТ 2526—70, где 1 — исполнение (не пишут), резьба с крупным шагом (не пишут), класс прочности 0,4, без покрытия. Гайка низкая (0,5г(), с уменьшенным размером под ключ, класса точности А (определяет номер стандарта).
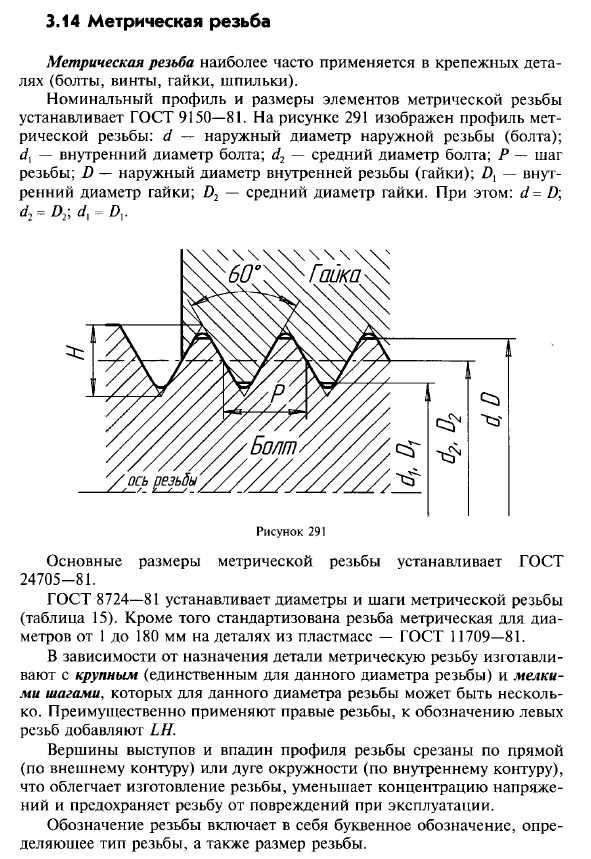
Метрическая резьба (см. рис. 1). Обозначения d и D с/, и Dj и >2 — наружный, внутренний и средний диаметры соответственно балта и гайки Р — шаг Н — высота исходного профиля Hi — рабочая высота профиля а — угол профиля. Основные размеры для d = = 1-J-6000 мм определяют по ГОСТ 8724—58 (табл. 1) и ГОСТ 91М—59 различают метрическую резьбу с крупным шагом для d = l+68 мм (табл. 2) и мелким (табл. 3). [c.272]
Резьба метрическая — по ГОСТ 9150—59 поле допуска для резьбы с крупным шагом — 7Я, для резьбы с мелким шагом — 6Я по ГОСТ 16093—70. Раз+ [меры сбегов и фасок па резьбовых отверстиях — по ГОСТ 40549 63-4 Неуказанные предельные отклонения размеров отверстий—но А, валов— по , остальных — но СМ , [c.459]
Треугольные метрические резьбы подразделяют на резьбу с крупным шагом (для диаметров от 0,25 до (Й мм) и с мелким шагом (для диаметров от 1 до 600 мм). У резьбы с крупным шагом определенному наружному диаметру соответствует определенный шаг. У резьбы с мелким шагом одному и тому же наружному диаметру могут соответствовать различные шаги. Стандарт подразделяет все диаметры резьбы на три ряда. Диаметры и шаги для диапазона размеров от 70 до 600 мм приведены в табл. 8.1. [c.187]
Размеры и предельные отклонения диаметров стержней для резьб с крупным шагом приведены в табл. 12.27, для резьб с мелким шагом — в табл. 12.28. [c.289]
Резьба метрическая для диаметров 1—600 мм подразделяется на резьбу с крупным шагом (0 1—68 мм) и резьбу с мелким шагом (0 1—600 мм). Номенклатура диаметров и шагов, профиль и основные размеры резьбы унифицированы и являются взаимозаменяемыми для любой из социалистических стран, входящих в СЭВ.
Погрешность измерения диаметра методом трех проволочек помимо влияния погрешности угла профиля контролируемой резьбы при применении проволочек не наивыгоднейшего диаметра зависит от трех основных факторов 1) погрешности шага контролируемой резьбы 2) угла подъема резьбы (особенно важно для резьб с крупным шагом — трапецеидальных, упорных) 3) отклонения размеров и формы рабочей части проволочек. [c.230]
Обозначение поля допуска резьбы следует за обозначением размера резьбы. Например, для резьбы с крупным шагом болт М12—6g гайка М12—6Н для резьбы с мелким шагом болта М12 X 1—6g гайки MI2 X I—6H. [c.249]
Размеры метрической резьбы с крупным шагом для болтов с шестигранной головкой нормальной точности (рис. 4-14) приведены в табл. 4-17. [c.64]
I. Основные размеры (мм) метрической резьбы с крупным шагом по ГОСТ 24705—81 (СТ СЭВ 182—75) [c.144]
Резьба метрическая, поле допуска на резьбу с крупным шагом 7Н, для резьбы с мелким щагом 6Н — по ГОСТ 16093-81. Размеры сбегов и фасок на резьбовых отверстиях по ГОСТ 10549-80. [c.634]
Если по расчету на прочность найден диаметр dj = 48,35 мм, то, выбрав по табл. 2, например, метрическую резьбу с крупным шагом (по ГОСТ 9150—59) и округляя в большую сторону до стандартного размера значение (которое в данном случае будет /j =50,046), по справочнику или по табл. 6 для этой резьбы определяем номинальный диаметр М56. Шаг S = 5,5 = 52,428 F = 18,950 см — площадь поперечного сечения. Приняв болт с основной метрической резьбой М56, все остальные его размеры (высоту головки Л, длину I, )азмер под ключ и т. д.) находим в зависимости от принятого стандарта. Размеры гайки находим по стандартам, перечисленным в табл. 5. [c.117]
Размеры метрической резьбы с мелким шагом отличаются от резьбы с крупным шагом тем, что при одном и том же наружном диаметре уменьшаются шаг и глубина резьбы. [c.255]
Основные размеры метрической резьбы с крупным шагом по ГОСТ 9150—59 [c.62]
Примечание. Основные размеры приведены только для резьб с крупными шагами. [c.287]
Обозначение поля допуска резьбы следует за обозначением размера. Например, для резьбы с крупным шагом [c.268]Резьбы метрические ИСО с крупным шагом. Номинальные размеры Резьбы метрические ИСО с мелким шагом от 0,2 до 0,75 мм. Номинальные размеры. [c.24]
Резьбы метрические ИСО с крупным шагом. Номинальные размеры [c.59]
Размеры и предельные отклонения (мм) диаметров отверстии под нарезание метрической резьбы с крупным шагом (СТ СЭВ 182—75) [c.50]
Для резьб с крупным шагом из высокопластичных материалов диаметр заготовки выбирают ближе к максимальному размеру (см. табл. 27). Для заготовок из материала с относительным удлинением 5 > 50 % диаметр стержня под накатывание может превышать максимальный размер. [c.528]
Основные размеры резьб с крупными шагами [c.641]
На больших ножах, применяемых при измерении отдельных элементов профиля резьбы с крупным шагом (свыше 1,5 мм),. расстояние от лезвия до риски /, равное 0,9 мм и называемое рабочим размером ножа, рассчитано так, что при совмещении риски е/ окулярной сетки (фиг. 480) с изображением риски ножа изображение лезвия строго совпадает с центральной риской аЬ. [c.361]
Основным недостатком нарезания резьбы этим резцом является низкая производительность, так как резьбовой фасонный резец не может производительно работать -при значительной толщине стружки и высоких скоростях резания. При обработке этим методом требуется, несколько проходов например, для резьб средних размеров — от 12 до 20 проходов, а для резьб с крупным шагом, трапецеидальных и прямоугольных — до 50 проходов и больше. [c.224]
Резьба метрическая — по ГОСТ 9150—59 поле допуска для резьбы с крупным шагом — 7Я, для резьбы с мелким шагом — 6Я по ГОСТ 16093—70. Размеры сбегов и фасок на резьбовых отверстиях — по ГОСТ 10549—63. [c.459]
Условное обозначение метрической резьбы с крупным шагом состоит из буквы М, размера наружного диаметра резьбы и указания поля допуска, например, М20-6ц (на стержне) М42-6Н (в отверстии) и т. д. [c.142]
Форма, размеры и другие характеристики крепежных деталей (такие, как материал, характер покрытия и т. д.) устанавливаются ГОСТ 1759—70. Крепежные детали, как правило, имеют метрическую резьбу с крупным шагом. [c.70]
Основные размеры метрических резьб с крупными шагами [c.90]
Основные размеры метрических резьб с крупными шагами (ГОСТ 9150 — 59), мм [c.264]
Метрические резьбы. Наиболее широкое применение в СССР получили метрические резьбы. По ГОСТ 9150—59 они подразделяются на резьбы с крупными шагами (для диаметров мм) и резьбы с мелкими шагами (для диаметров 1- 600 мм). И те и другие резьбы отличаются между собой размерами шага (для одного и того же диаметра) и других элементов [c.228]
Основные размеры резьб с крупными шагами должны соответствовать указанным в табл. 2. [c.381]
Упражнение 67. 1. В каком из приведенных ниже примеров правильно обозначена метрическая резьба с крупным шагом Размер наружного диаметра 64 мм, шаг 6 мм. Резьба выполнена на стержне. Поле допуска — 6 [c.144]
Метрячесвая резьба с крупным шагом. Основные размеры в мм [c.127]
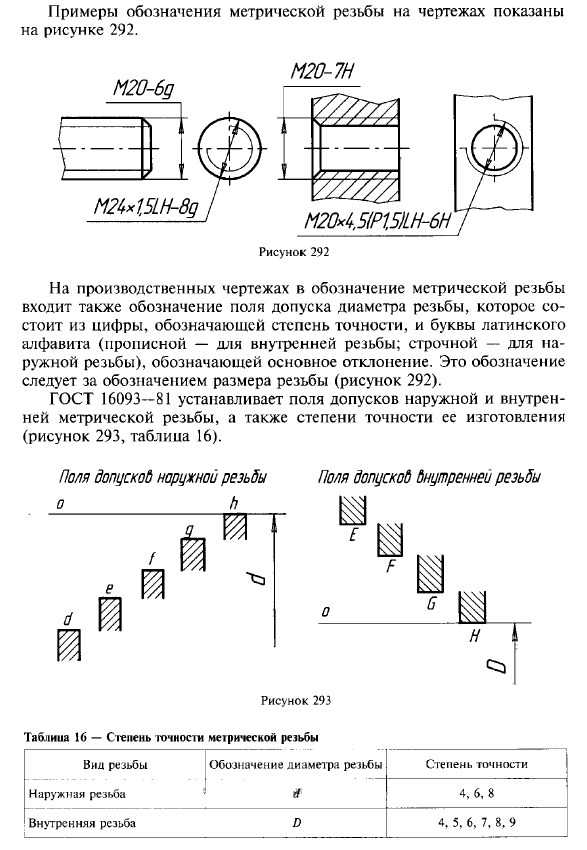
На производственных чертежах в обозначение метрической резьбы входит 1акже обозначение поля допуска диаметра резьбы, которое состоит из цифры, показывающей степень точности, и буквы, обозначающей основное отклонение (см. гл. 4). Это обозначение следует за обозначением размера резьбы. Например, метрическая резьба с крупным шагом для болта обозначается [c.159]
По ГОСТ 8724—-81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в топкостенны.х соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183—75 Резьба метрическая для приборостроения . Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются. [c.138]
Метрическая резьба с крупным шагом обозначается буквой М и размером наружного диаметра, например М20, М68 и т. д. (черт. 219). Метрическая резьба с мелким шагом обозначается буквой М , размером наружного диаметра и шагом резьбы, например М20х1.5 М68хЗ и т. д. (черт. 220). По стандарту СЭВ 183—75 многозаходные резьбы отмечаются буквой Р в скобках и числовым значением шага. Например, правая трехзаходная резьба с шагом 1 мм обозначается М24ХЗ (Р1), а та же левая — М24 3 (Р1) Щ. [c.79]
Верхнее отклонение наружного диаметра гайки и иижнее отклонение внутреннего диаметра белта стандартом не нормируюач я. Зазоры в резьбовых соединениях по этим диаметрам обеспечиваются размерами резьбообразующего инструмента. Допуски на диаметры резьбы назначаются по классам точности 2а, 3 и 4. Предельные отклонения для резьбы классов точности 2а и 3 соответствуют ГОСТу 9253—59. Дяя резьбы с крупными шагами нижние отклонения на средние диаметры болта класса точности 2а соответствуют ГОСТу 10191—62. [c.200]
Размеры и предельные отклонения диаметров отверстий для резьб с крупным шагом прииедены в табл. 12.29, для резьб с мелким шагом — в табл. 12,30. [c.289]
| Таблица 12.27. Размеры и предельные отклоиеиия диаметров стержней под резьбу с крупным шагом по ГОСТ 19258—73 | 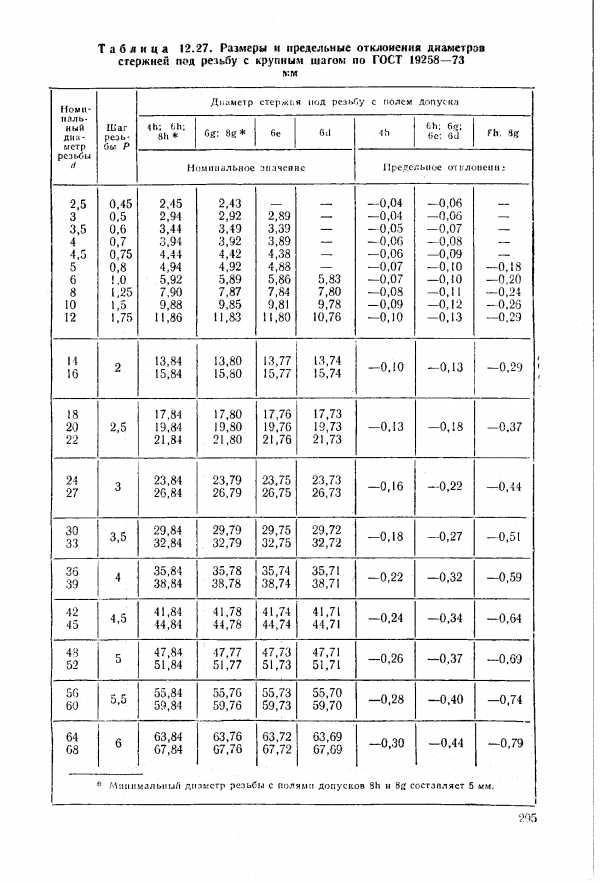 |
Ширшш плашки В зависит от длины резьбовой части детали и должна быть, согласована с размером гнезда (под плашку) на станке. Если на одном и том же станке приходится накатывать длинные резьбы с крупным шагом и короткие резьбы с мелким шагом, то ширина плашки должна быть выбрана го расчета накатывания длинной резьбы с крупным шагом для короткой резьбы с мелким шагом для облегчения обработки резьбовой части плашки последнюю следует выполнять с уменьшенной шириной Bi. [c.253]
mash-xxl.info
Стандарты резьб и виды. Дюймовая и метрическая резьба
Используются 2 системы — метрическая и дюймовая. Следовательно, имеются и 2 группы стандартов: метрический и дюймовый. Но, в отличие от многих других стандартов, можно увидеть применение дюймовой резьбы в государствах с метрической системой, и наоборот. Например, для трубной резьбы в России используются британские дюймовые стандарты. Если вернуться к кольцевым пилам, то там можно найти пример использования дюймовой резьбы стандарта UNF в системе крепления кольцевых пил, выпускаемых европейскими фирмами. В отечественной автомобильной промышленности до самого последнего времени кое-где применялась дюймовая резьба по той причине, что работа того или иного завода начиналась с выпуска конструкций, изобретенных в государствах с дюймовой системой измерений, и т.п. По этой причине и европейские, и американские бренды предлагают резьбонарезной инструмент как метрической, так и дюймовой резьбы.

Стандарты определяют несколько значений шага резьбы при одинаковом значении его диаметра. Различают крупный и мелкий шаг. С крупным шагом необходимо применять тогда, когда внутренняя резьба нарезается в материале с невысокой прочностью (например, в легком сплаве). Резьба с мелким, шагом позволяет применять высокие нагрузки, но и предъявляет большие требования к прочности материала резьбовых деталей. В метрическом стандарте ISO крупный шаг определен в качестве «нормального». Мелкий шаг в странах с метрической системой измерений, хоть и задан во многих стандартах, применяется исключительно редко. В государствах с дюймовой системой обширно используется как резьба, как с мелким, так и с крупным шагом.
Ниже приведены наиболее используемые стандарты. Для них будут указаны размерные ряды для внешних диаметров до 25 мм.
Метрическая резьба
Метрическая резьба имеет треугольный профиль с углом 60° и плоско срезанными вершинами. Диаметр и шаг резьбы выражены в милиметрах. Существует несколько стандартов на метрическую резьбу. Все-таки и в Европе, и в США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой «М», за которой следует значение наружного диаметра резьбы и, после символа «х», обозначение шага резьбы (например, М12 х 1,25).
Метрическая резьба с нормальным шагом обычно помечается буквой «М», за которой следует значение наружного диаметра резьбы, но шаг при этом не указывается (например М4, М6, М12). Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
Размерный ряд метрической резьбы с нормальным шагом:
1 х 0,25; 1,2 х 0,25; 1,4 х 0,3; 1,7 х 0,35; 2 х 0,4; 2,3 х 04; 2,6 х 0,45; 3 х 0,5; 3,5 х 0,6; 4 х 0,7; 4,5 х 0,75; 5 х 0,8; 5,5 х 0,9; 6 х 1; 7 х 1; 8 х 1,25; 9 х 1,25; 10 х 1,5; 11 х 1,5; 12 х 1,75; 14 х 2; 16 х 2; 18 х 2,5; 20 х 2,5; 22 х 2,5; 24 х 3.
Метрическая резьба с мелким шагом помечается той же буквой «М», но в обозначение номинала резьбы всегда включается размер шага в мм (например, М12 х 1,25). За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами «MF» (от «Fine» — «Мелкий»). Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата. Приведенный ниже размерный ряд взят из нескольких стандартов и отражает номенклатуру резьбонарезного инструмента для нестандартной резьбы, предлагаемого на европейском рынке.
Размерный ряд метрической резьбы с мелким шагом:
3 х 0,35; 4 х 0,35; 4 х 0,5, 5 х 0,5; 6; 7 х 0,75; 8 х 0,5; 8 х 0,75; 8 х 1; 9х 1; 10 х 0 5; 10 х 0,75; 10 х 1; 10 х 1,25; 11 х 1; 12 х 0,75; 12 х 1; 12 х 1,25; 12 х 1,5; 13 х 1; 13 х 1,5; 14 х 0,75; 14 х 1; 14 х 1,25; 14 х 1,5; 15 х 1; 15 х 1,5; 16 х 1; 16 х 1,5; 18 х 1; 18 х 1,5; 18 х 2; 20 х 1; 20 х 1,5; 20 х 2; 22 х 1; 22 х 1,5; 22 х 2; 24 х 1; 24 х 1,5; 24 х 2; 25 х 1,5.
Инструмент для нарезания резьбы с мелким шагом предлагается только немногими фирмами, специализирующимися на производстве резьбонарезного инструмента. В нашем магазине вы найдете набор для нарезания резьбы для метрической системы и дюймовой резьбы стандарта NPT.
Дюймовая резьба
Ее параметры и требования к ней определены стандартами» UNF (Unified Fine — резьба с мелким шагом) и UNC (Unified Coarse — резьба с крупным шагом), совместно принятыми США, Великобританией и Канадой в 1948 году. Соответствующая этим стандартам резьба, как и метрическая, имеет треугольный плоско срезанный профиль с углом 60. Обозначение резьбы начинается с диаметра резьбы в дробных долях дюйма (1 дюйм («) = 25,4 мм), затем через тире указывается шаг резьбы в числе витков на один дюйм и после него через пробел наименование стандарта. Пример обозначения дюймовой резьбы: 5/8″-18 UNF (внешний диаметр 5/8» = 15,875 мм, 18 витков на дюйм = шаг 1,41 мм, стандарт UNF).
Также применяются несколько разновидностей дюймовой резьбы со скругленными углами профиля. Резьба Витворта (или Уитворта, вопрос транскрипции), сравнительно старый, но все равно применяемый стандарт британского происхождения (обозначается как «Ww» или «B.S.W.» для нормальной резьбы и B.S.F. для мелкой резьбы). Также имеются еще пара стандартов на резьбу со скругленными углами профиля для деталей, способные переносить высокие нагрузки (стандарт UNJ для авиации и общемашиностроительные UNRF и UNRC для мелкой и крупной резьбы, соответственно). Скругленный профиль не создает концентраторов напряжений и прочность крепежных деталей выше. Такие стандарты чаще используются в США.
Буква «U» в наименованиях стандартов на дюймовую резьбу очень часто опускается, и тогда международные стандарты обозначаются сочетаниями: NF, NC, NJ, NRC, NRF. Также можно встретить трубную резьбу по стандарту NPT.
Если не брать в расчет шаг резьбы, то размерные ряды дюймовой резьбы более компактны, в диапазоне 1/4″ — 1″ (6 — 25 мм) 10 размеров резьб против 12 размеров в этом же диапазоне метрических резьб. Нo поскольку в странах с дюймовой системой измерений достаточно часто используются обе разновидности резьб, мелкая и крупная, номенклатура реально применяемой дюймовой резьбы шире, чем метрической.
Размерный ряд стандартов Ww (B.S.W) и UNC: 1/8″-40, 5/32″-32, 3/16″-24, 7/32″-24, 1/4″-20, 5/1б»-18, 3/8″-16, 7/16″-14, 1/2″-13, 9/16″-12, 5/8″-11, 3/4″- 10, 7/8″-9, 1″-8.
Размерный ряд стандартов B.S.F и UNF: 1/4″-28, 5/1б»-24, 3/8″-24, 7/16″-20, 1/2″-20, 9/16″-18, 5/8″-18, 3/4″
www.aist-tools.ru
Резьбы с крупным с мелким шагом — Размеры
Крепежные винты для металла изготовляют с метрической резьбой с крупным или мелким шагом. Исключением являются винты диаметром от 1 до 6 мм, для которых применяют резьбу только с крупным шагом. Определяющими размерами для всех винтов служат диаметр d резьбы и длина /. За длину / большинства крепежных винтов принимают длину их стержня (без головки). Для винтов с потайной головкой длина I включает длину стержня и высоту головки (см. рис. 336, в и 338, 6), а для винтов типа, показанных на рис. 337, б, — всю длину винта. [c.207]Основные размеры резьбы с крупными п мелкими шагами соответствуют [c.200]
Допуски метрических резьб для диаметров от 0,25 до 0,9 мм, согласно ГОСТ 9000—59, установлены одной степенью точности с посадкой типа скользящей. Допуски метрических резьб с крупными и мелкими шагами для диаметров от 1 до 600 мм регламентированы ГОСТ 16093—70 (со сроком введения с 1/1 1974 г). Этот стандарт устанавливает предельные отклонения размеров резьб в посадках типа скользящих и с зазорами по среднему [c.248]
Перечертить изображение детали. Пользуясь ГОСТ 8724—58, нанести обозначения резьб с крупным и мелким шагами при условии, что внутренняя резьба М24 имеет шаг 1,5 мм, а наружная резьба М42 — 4,5 мм. Выполнить выносной элемент. На полученных изображениях нанести размеры. [c.17]
Основные размеры резьбы с крупными и мелкими шагами приняты по ГОСТу 9150—59. Основные размеры резьбы с особо крупным шагом приведены в табл. 249. [c.711]
РЯДЫ ДИАМЕТРОВ, НОМИНАЛЬНЫЕ РАЗМЕРЫ И ДОПУСКИ МЕТРИЧЕСКИХ РЕЗЬБ С КРУПНЫМИ И МЕЛКИМИ ШАГАМИ для диаметров от 1 до 600 мм по ГОСТам 8724—58, 9150—59 и 9253—59 [c.180]
Основные размеры резьбы с крупными и мелкими шагами выбирают по ГОСТ 9150—59 . [c.87]
Основные размеры резьб с крупными и мелкими шагами берут по ГОСТ 9150—59. Классификация резьб по длинам свинчивания — по ГОСТ 16093—70. [c.169]
Различают метрическую резьбу с крупным и мелким шагами. Размеры некоторых резьб приведены в табл. 4.2. [c.82]
Подобные стандарты имеются и в других странах. Так, в Чехословацком стандарте СЗЫ 01 4326—55, наряду с резьбой со скользящей посадкой, предусмотрены резьбы с крупными и мелкими шагами с гарантированными зазорами по й 2 и полученными за счет смещения соответствующих полей допусков болта. Величина гарантированного зазора увеличивается с увеличением размера резьбы. [c.410]
Метрической (рис. 208) резьба называется потому, что все ее размеры выражаются в миллиметрах. Это наиболее распространенная резьба. Угол профиля ее а=б0°, вершины профиля винта и гайки — плоскосрезан-ные, впадина у болта может быть плоскосрезанной или закругленной радиусом г. По стандарту различают метрическую резьбу с крупным или мелким шагом. [c.377]
Диаметры сверл для обработки отверстий под нарезание метрических резьб с крупным и мелким шагом (размеры в мм) [c.384]
На стандартных болтах, винтах, шпильках, гайках нарезается метрическая резьба с крупным или мелким шагом. Диаметры резьбы для этих деталей предусматриваются из числа резьб 1-го ряда по ГОСТ 9150—59 (см. табл. 62). Допускаются, но яе рекомендуются также следующие размеры резьб 2-го ряда 14, 18, 22, 27, 52 и 76 мм, [c.101]
Метрическая резьба имеет треугольный профиль с углом а = 60°. Вершины профиля резьбы на винте и гайке притуплены для снижения концентрации напряжений, повышения стойкости режущего инструмента и исключения возможности повреждения резьбы (см. рис. 69). Стандарт предусматривает метрические резьбы с крупным и мелким шагом. Для одного и того же наружного диаметра й мелкие резьбы отличаются от крупных величиной шага 5, а следовательно, и высотой профиля резьбы. Уменьшение глубины резьбы и увеличение внутреннего диаметра резьбы увеличивает прочность винта, а уменьшение угла подъема р в связи с уменьшением шага увеличивает самоторможение в резьбе, чем уменьшает возможность самоотвинчивания. Поэтому мелкие резьбы широко применяются для высокопрочных и мелких деталей в авиационной промышленности, точной механике, радиотехнике и т. п. В табл. 33 и 34 приведены выдержки из ГОСТ 9150—59 для резьб метрических с крупным шагом и из ГОСТ 8724—58 основных размеров метрических резьб с мелким шагом. [c.99]
ГОСТ 11709—66 на метрическую резьбу на деталях из пластических масс стандартизует резьбы диаметром от 1 до 120 мм, причем диаметры и шаги в указанных пределах приняты такими же, как и для метрической резьбы для металлических изделий, т. е. по ГОСТ 8724— 58 (для диаметров свыше 16 мм не рекомендуется применять шаг 0,5 мм, для резьб свыше 18 мм — шаг 0,75 мм и для резьб свыше 36 мм — шаг 1 мм), а основные размеры резьбы с крупными и мелкими шагами — по ГОСТ 9150—59. Помимо этого, для резьб диаметром от 3 до 8 мм введены особо крупные шаги для резьбы диаметром 3 мм — шаг 0,8 мм, для резьбы диаметром 4 мм — шаг 1 мм, и для резьб диаметром 5, 6 и 8 мм — шаг 1,5 мм. Для термореактивных пластических масс с порош- [c.311]
Болты с шестигранными головками (табл. 23, 24) могут иметь резьбу с крупным и мелким шагом, причем для каждого диаметра стандартом предусмотрен только один мелкий шаг. Болты с полукруглыми и потайными головками (табл. 25. .. 27) изготовляют с резьбой только с крупным шагом. Размеры резьбы выбирают по ГОСТ 24705—81 [c.353]
Метрические резьбы бывают с крупным и мелким шагом. Эти резьбы по профилю подобны, но для одних и тех же диаметров они имеют различные значения шага, а следовательно, и другие размеры профиля. Установлено три ряда диаметров метрической резьбы (ГОСТ 8724 — 8 ). При выборе диаметров резьб следует предпочитать первый ряд второму, а второй — третьему. [c.188]
Метрическая резьба имеет профиль, в основании которого заложен равносторонний треугольник с плоскосрезанными выступами и плоскосрезанными или закругленными впадинами (табл. 22). Метрическая резьба бывает с крупным и мелким шагом (табл. 23). Основные размеры метрических резьб устанавливает СТ СЭВ 181 — 75 и СТ СЭВ 182—75, а допуски ГОСТ 16093—70. [c.79]
Впадина профиля резьбы может иметь плоскую или закругленную форму (см. рис. 6.2), последняя предпочтительней. Метрическую резьбу выполняют с крупным и мелким шагом. Каждому наружному диаметру соответствует только один крупный шаг и несколько мелких шагов. Диаметры и шаги метрической резьбы регламентируются ГОСТ 8724—81, а профиль и его размеры — ГОСТ 9150—81. Размеры дюймовой резьбы выражаются в дюймах (один дюйм равен 25,4 мм) исходный профиль дюймовой резьбы — треугольник с углом при вершине 55°. [c.224]
Резьба метрическая с крупным и мелким шагами треугольного профиля с углом у вершины 60° (ГОСТ 8724—58 см. приложение, табл. 42). Размеры метрической резьбы для диаметров от 1 до 600 мм установлены ГОСТом 9150—59 (см. приложение, табл. 43—55). [c.255]
В действовавших до 1/1 1964 г. стандартах на болты, винты и гайки исключалась возможность заказа и получения с торговых складов крепежных изделий, к которым предъявлялись строго определенные технические требования по прочности, шагу и классу точности резьбы или виду покрытия. Пересмотр стандартов на болты, винты и гайки обусловлен введением стандартов на диаметры и шаги резьб (ГОСТ 8724—58), на основные размеры (ГОСТ 9150—59), на допуски метрических резьб с крупными и мелки.ми шагами. [c.256]
Резьбы метрические ИСО с крупным шагом. Номинальные размеры Резьбы метрические ИСО с мелким шагом от 0,2 до 0,75 мм. Номинальные размеры. [c.24]
Приведите примеры условного обозначения и нанесения размера резьбы метрической с крупным и мелким шагом, левой и многозаходной. [c.16]
Метрическая резьба (см. рис. 1). Обозначения d и D с/, и Dj и >2 — наружный, внутренний и средний диаметры соответственно балта и гайки Р — шаг Н — высота исходного профиля Hi — рабочая высота профиля а — угол профиля. Основные размеры для d = = 1-J-6000 мм определяют по ГОСТ 8724—58 (табл. 1) и ГОСТ 91М—59 различают метрическую резьбу с крупным шагом для d = l+68 мм (табл. 2) и мелким (табл. 3). [c.272]
Резьба метрическая — по ГОСТ 9150—59 поле допуска для резьбы с крупным шагом — 7Я, для резьбы с мелким шагом — 6Я по ГОСТ 16093—70. Раз+ [меры сбегов и фасок па резьбовых отверстиях — по ГОСТ 40549 63-4 Неуказанные предельные отклонения размеров отверстий—но А, валов— по , остальных — но СМ , [c.459]
Геометрические параметры резьб и допуски на их размеры стандартизованы. Стандарт предусматривает метрические резьбы с крупным и мелким шагом. При уменьшении шага (рис. 198) соответственно уменьшаются глубина резьбы, что ведет к увеличению диаметра di и повьппению прочности, и угол подьема [см. формулу (24.1)], что увеличивает самоторможение. По этим причинам мелкие резьбы находят применение для динамически нагруженных деталей, полых тонкостенных и мелких деталей (в авиации, точной механике и т.п.). В машиностроении основное применение имеют резьбы с крупньпи шагом, поскольку они менее чувствительны к ошибкам изготовления и износу. [c.227]
Для стандартных гаек применяется метрическая резьба с крупным и мелким шагом по СТ СЭВ 180 — 75, СТ СЭВ 181—75, СТ СЭВ 182 — 75. Поля допусков 7Н или 6Н — по ГОСТ 16093 — 70. Конструктивные размеры приведены в табл. VIII.29 — VIII.41. [c.338]
Размеры диаметров резьбы с крупными и мелкими шагами уста-овлены ГОСТ 9150—59. [c.221]
В табл. 28—31 даны исполнительные размеры резьбооформляющих деталей прессформ для прессования метрических резьб с крупными и мелкими шагами третьего класса точности при усадке пресс-материала 0,6—1% (учтена средняя усадка 0,8%) и 0,1—0,4% (учтена средняя усадка 0,2%,). Допуски и предельные размеры резьб приняты в соответствии с ГОСТ 9150—59 Резьба метрическая для диаметров от 1 до 600 мм и. ГОСТ 9253—59 Допуски метрических резьб с крупными и мелкими шагами для диаметров от 1 до 60 мм . Расчет размеров резьбооформляющих деталей произведен по формулам (23) — (30). [c.30]
Метрическая резьба представляет со ой винтовую поверхность, ооразу-i ющий профиль которой (теоретический) имеет вид равностороннего треугольника (см. табл. 6, Метрическая резьба, ГОСТ 9150-59). Эта резьба выполняется с крупными и мелкими шагами. С крупными для диаметров от 1—68 мм я с мелкими —от 1—600 мм. Конструктивные размеры метрической резьбы приведены в ГОСТ 9150-59 и 8724-58. [c.144]
По ГОСТ 8724—-81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в топкостенны.х соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183—75 Резьба метрическая для приборостроения . Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются. [c.138]
Метрическая резьба с крупным шагом обозначается буквой М и размером наружного диаметра, например М20, М68 и т. д. (черт. 219). Метрическая резьба с мелким шагом обозначается буквой М , размером наружного диаметра и шагом резьбы, например М20х1.5 М68хЗ и т. д. (черт. 220). По стандарту СЭВ 183—75 многозаходные резьбы отмечаются буквой Р в скобках и числовым значением шага. Например, правая трехзаходная резьба с шагом 1 мм обозначается М24ХЗ (Р1), а та же левая — М24 3 (Р1) Щ. [c.79]
mash-xxl.info
ОБОЗНАЧЕНИЕ МЕТРИЧЕСКИХ РЕЗЬБ С ОСНОВНЫМ И МЕЛКИМ ШАГОМ: Метрическая резьба и дюймовая — основные отличия
 Например, однозаходная наружная резьба с номинальным диаметром 50 мм с шагом 8 мм обозначается как Tr50х8-7е; такая же по диаметру и шагу, но левая резьба Tr50×8LH-7е. Условное обозначение: буквы MJ, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, поле допуска среднего диаметра и поле допуска диаметра выступов.
Например, однозаходная наружная резьба с номинальным диаметром 50 мм с шагом 8 мм обозначается как Tr50х8-7е; такая же по диаметру и шагу, но левая резьба Tr50×8LH-7е. Условное обозначение: буквы MJ, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, поле допуска среднего диаметра и поле допуска диаметра выступов.
Метрическая резьба, с диапазоном диаметров от 1 до 600 мм, нашла широкое применение в промышленности и бытовой техники. Современное машиностроение нельзя себе представить без резьб. Резьба является главным элементом во всех резьбовых соединениях. Шаг является одной из главных характеристик любой резьбы, причем он может быть как мелким, так и крупным. И наружные, и внутренние резьбы на токарно-винторезных станках нарезаются при помощи таких инструментов, как резьбовые резцы и гребенки.
Коническая и цилиндрическая резьба
В основе этого метода лежит пластическая деформация поверхности металлов, и поэтому он не предполагает снятия стружки. Как наружную, так и внутреннюю резьбу можно нарезать методом фрезерования, и для этого используются специальные резьбофрезерные станки. В качестве режущих инструментов в них применяются гребенчатые фрезы, которые врезаются в тело детали при радиальной подаче, в результате чего на поверхности и появляется резьба.
5.2. ДОПУСКИ И ПОСАДКИ МЕТРИЧЕСКОЙ РЕЗЬБЫ С ЗАЗОРОМ
Когда изготавливаются резьбы, их действительные профили имеют некоторые отклонения от теоретических. Средний диаметр резьбы является тем основным показателем, который характеризует резьбовое соединение. Все параметры профиля измеряются в миллиметрах.
В этом случае 1М означает первый шаг до основного, 2М — второй. Предназначена для обеспечения герметичности и стопорения резьбы без применения дополнительных средств. Для обеспечения этих свойств впадина резьбы на наружной резьбе имеет увеличенный радиус от 0,15011P до 0,180424P. Следует иметь в виду, что номинальный размер резьбы соответствует просвету трубы в дюймах. Наружный диаметр трубы находится в некоторой пропорции с этим размером.
Стандарт: ГОСТ 10177-82 — Основные нормы взаимозаменяемости. Резьба упорная. Профиль и основные размеры. Резьбы нефтяного сортамента предназначены для соединения труб в нефтяных скважинах. По форме профиля бывают треугольные, с углом профиля 60°, и трапецеидальные неравнобочные, с углами от 5° до 60° (так называемая резьба Батресс).

Как определить шаг метрической резьбы
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Долгое время считалось, что резьбовое соединение, наряду с колесом и зубчатой передачей, является великим изобретением человечества, не имеющим аналога в природе.
Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами. В XV—XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы.
Ходовой винт и гайку для своего первого станка он изготовил вручную. Затем он выточил на станке винт и гайку более высокой точности. Заменив первый винт и гайку новыми, более точными, он выточил ещё более точные детали. Так продолжалось до тех пор, пока точность резьбы не перестала увеличиваться.
Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями. В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления.
Резьба метрическая цилиндрическая
Для условного изображения резьбы на чертеже существуют определенные правила. Метрическая резьба обозначается следующим образом: вначале дается условный знак резьбы М, затем указывается размер наружного диаметра, шаг резьбы, если он мелкий (крупный шаг не обозначается). Разделение мелких метрических резьб на 1-ю, 2-ю, 3-ю и т. д. отпадает. Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81.
Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются. В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы.
Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
Номинальный диаметр резьбы
Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов zот 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков. Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1).
Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30° (см. табл.1.2.1). Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68.
Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю. Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548–80).
Резьбу с нестандартным профилем следует изображать. На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня. Метрическая резьба обозначается в соответствии с ГОСТ 9150–81. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.Метрическая коническая резьбаобозначается в соответствии с ГОСТ 25229–82.
Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l – длина резьбы без сбега). Соединение внутренней цилиндрической резьбы с наружной конической (рис.1.4.1) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20×1,5LH ГОСТ 25229–82.
Метрическая резьба – имеет обозначение основных параметров в миллиметрах. Наружный диаметр резьбы на стержне (на виде спереди и слева) изображают сплошной основной линией, а внутренний диаметр — сплошной тонкой. Поначалу резьба BSW нашла применение и в Соединённых Штатах Америки. В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229–82.
Будем читать дальше:
zvidalumkaser.ru
Выбор — шаг — резьба
Выбор — шаг — резьба
Cтраница 1
Выбор шага резьбы часто определяется толщиной стенки детали. [1]
Выбор шага резьбы часто определяется толщиной стенки детали, которая, как правило, у пластмассовых деталей мала, поэтому в промышленности получили большое распространение резьбы с мелкими шагами. [2]
Выбор шага резьбы часто зависит от толщины стенки детали. Резьбы в деталях из термореактивных пресс-материалов выполняются, как правило, с мелкими шагами. Резьбы в деталях из термопластов ( упруго-пластичных материалов) рекомендуется применять с шагами 2 — 3 мм. [3]
Выбор шага резьбы часто определяется толщиной стенки детали. Так как детали, как правило, тонкостенны, то получили большое распространение резьбы с мелкими шагами. [4]
Выбор шага резьбы часто определяется толщиной стенки детали, которая, как правило, у пластмассовых деталей мала, поэтому в промышленности получили большое распространение резьбы с мелкими шагами. [5]
Яри выборе шагов резьб крупные шаги следует предпочитать мелким. [6]
При выборе шагов резьб крупные шаги следует предпочитать мелким. [7]
При выборе шага резьбы необходимо руководствоваться следующими рекомендациями. [8]
При выборе шагов резьб крупные шаги следует предпочитать мелким. [9]
Для гаек с диаметром резьбы более 48 мм при выборе шагов резьб сле — дует предпочитать: при диаметрах до 64 мм — крупные шаги мелким, а при диаметрах более 64 мм — шаг 6 -мм шагу 4 мм. [10]
Резьба для стандартных болтов применяется метрическая с крупным и мелким шагом. При выборе шагов резьб предпочтение следует отдавать крупным шагам. [12]
Для стандартных болтов применяется метрическая резьба с крупным и мелким шагом. При выборе шага резьбы крупный шаг следует предпочитать мелкому. [14]
Страницы: 1 2
www.ngpedia.ru
Метрическая резьба — Большая Энциклопедия Нефти и Газа, статья, страница 2
Метрическая резьба
Cтраница 2
Метрическая резьба имеет треугольный профиль с углом а60; может быть с крупным и с мелкими шагами. В табл. 3.2 приведены диаметры и шаги метрической резьбы. [17]
Метрические резьбы с мелким шагом имеют по сравнению с резьбой с крупным шагом уменьшенный шаг и глубину резьбы при одном и том же наружном диаметре. [18]
Метрическая резьба выполняется по стандартам СЭВ. [19]
Метрические резьбы бывают с крупным и мелким шагом, ГОСТ 8724 — 81 ( СТ СЭВ 181 — 75) устанавливает три ряда диаметров метрической резьбы, в каждом из которых предусмотрены крупный и мелкие шаги. При выборе диаметров резьб первый ряд следует предпочитать второму, второй — третьему. У резьбы с мелкими шагами одному наружному диаметру могут соответствовать разные шаги. [21]
Метрическая резьба имеет треугольный профиль с плоскосрезанными вершинами ( рис. 260, э) и характеризуется следующими основными элементами: угол профиля 60, диаметры и шаг выражаются в метрической системе мер — в миллиметрах. [22]
Метрическая резьба может быть нарезана с шагами: 1; 1 5; 2; 3 и 4 мм при наружном диаметре до 200 мм и внутреннем — от 20 до 200 мм. [23]
Метрическая резьба с большим диаметром может быть многозаходная. Обозначение расшифровывается так: резьба трехзаходная, шаг 2 мм, 6 — числовое значение хода. В табл. 6 даны выборочно размеры наружного диаметра и шага метрической резьбы. [24]
Метрические резьбы по характеру сопряжения болта с гайкой подразделяются на скользящие, тугие и с зазором. [25]
Метрические резьбы делятся на резьбу с крупным шагом и мелким. У крупных резьб с увеличением диаметра резьбы увеличивается шаг резьбы, наибольший шаг этой резьбы 6 мм. Мелкие резьбы имеют шаг независимо от диаметра. На деталях большого диаметра может быть нарезана резьба с мелким шагом. Шаг резьбы в обозначении не указывается и определяется по справочнику. Рядом с диаметром указывается класс точности резьбы ( например: кл. [26]
Метрические резьбы с крупным шагом обозначаются буквой М, наружным диаметром и классом точности, например М64 кл. В обозначении резьбы с мелким шагом принято дополнительно указывать и шаг, например М64 X 2 — кл. В сборочных чертежах, если свинчиваемые болт и гайка имеют допуски разных классов точности, они обозначаются в виде дроби: в числителе указан класс точности гайки, а в знаменателе — болта. [27]
Метрическая резьба с крупным шагом обозначается М, а рядом номинальный диаметр Резьба с мелким шагом — дополнительно к номинальному диаметру добавляется шаг резьбы. Для левой резьбы после обозначения ставят буквы LH, например, 2М10 х X 0.75 Н обозначает: резьба метрическая диаметром 10мм, вторая мелкая резьба с шагом 0 75 мм, левая. [28]
Метрическая резьба имеет форму треугольника с углом а 60 и со срезанной по прямой вершиной и закруглением по дну впадины. Рабочими поверхностями резьбового соединения являются только соприкасающиеся боковые стороны профиля резьбы. Метрические резьбы разделяют на резьбы с крупным шагом и резьбы с мелким шагом, которые отличаются между собой при одном и том же диаметре размерами шага. Для метрических резьб установлено три класса точности: точный, средний и груэый. [29]
Метрические резьбы с крупным шагом используют преимущественно для крепежных соединений, а метрические резьбы с мелким тагом — в качестве элемента юстировки или регулируемого натяга сопрягаемых деталей. [30]
Страницы: 1 2 3 4
www.ngpedia.ru