Самодельные деревообрабатывающие станки — Блоги Mastergrad
- Главная
- Блоги
- Самодельные деревообрабатывающие станки
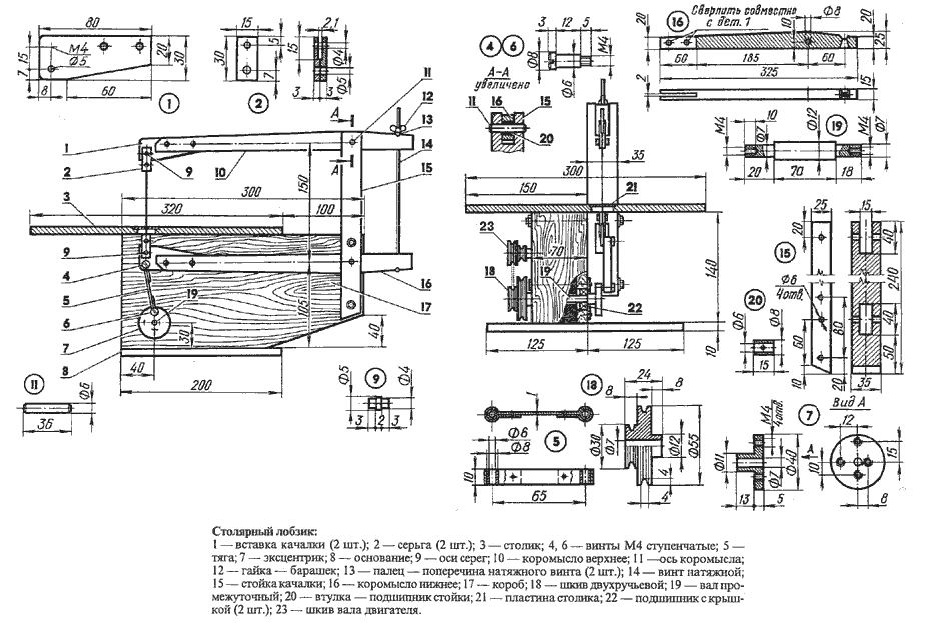
В продолжении блога «самодельная мебель-самодельными инструментами»Несколько слов о моих станках:Станки начал изготавливать еще при Советском Союзе, в эпоху дефицита.
 С. в мастерской творческий беспорядок. Стружкоотсос еще в процессе постройки. Летом проще-работаю на свежем воздухе, рядом с мастерской под навесом.
С. в мастерской творческий беспорядок. Стружкоотсос еще в процессе постройки. Летом проще-работаю на свежем воздухе, рядом с мастерской под навесом.Разбираем и ремонтируем
Теги: самдельные станки
Другие публикации от igorvol
- Самодельная мебель-самодельными инструментами 0
Каким бы не был богатым опыт специалиста, и как бы он не был уверен в себе, иногда ему нужно посоветоваться с кем-то. Общение на просторах интернет-сети уже давно стало привычным нам. Разнообразные пользователи сети – будь то профессионал или много знающий любитель – могут выставить в сеть лайфхаки (простые полезные советы на разные темы), которые могут быть с пользой применены для вашего дома.
Какие плюсы пользования ресурсами форума?
- Постоянный поток интересной информации о новых идеях построек.
- Простые и полезные советы для строительства.
- Возможность общения с интересными людьми, опытными мастерами своего дела.
- Рекомендации о выборе инструмента или материалов.
- Также приятным плюсом является отсутствие рекламы, ведь пользователи такие же потребители, как и вы сами.
На нашем форуме размещены все свежие новости строительства, ведь наши специалисты всегда держат руку на пульсе событий строительства. У нас вы найдете полезную информацию для эксплуатации помещения, инвентаря и так далее. Многие считают полезным делать для дома больше своими руками, ведь это и полезно для здоровья, выгодно экономически, и предоставляет некий моральный комфорт. И возникает логичный вопрос: «Как самому сделать?» Ответы можно получить, полистав наш сайт. Именно после посещения этого форума вы ощутите полностью все плюсы. На этом интернет-ресурсе вы найдете сведения для обустройства дачи своими руками. Но многие из тех рекомендаций можно будет учесть и при обустройстве квартиры. Для осуществления бытовых проектов разного масштаба нужен инвентарь. Для общей консультации посетителей сайта создается обзор инструментов, где информация подана просто и доступно.
Именно после посещения этого форума вы ощутите полностью все плюсы. На этом интернет-ресурсе вы найдете сведения для обустройства дачи своими руками. Но многие из тех рекомендаций можно будет учесть и при обустройстве квартиры. Для осуществления бытовых проектов разного масштаба нужен инвентарь. Для общей консультации посетителей сайта создается обзор инструментов, где информация подана просто и доступно.
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Возможно, меня уволят за это!
Я давно хотел разместить серию постов по теме самодельных станков с ЧПУ. Но всегда останавливал тот факт, что Станкофф — станкоторговая компания. Дескать, как же так, мы же должны продавать станки, а не учить людей делать их самостоятельно. Но увидев этот проект я решил плюнуть на все условности и поделиться им с вами.
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный настольный фрезерный станок с ЧПУ. Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
В этой статье будет достаточно много чертежей, примечания к ним сделаны на английском языке, но я уверен, что настоящий технарь все поймет без лишних слов. Для удобства восприятия, я разобью повествование на «шаги».
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ или если говорить точнее, то на фразу «Фрезерный станок с ЧПУ». После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места. Поэтому моя одержимость постепенно угасла.
Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
Шаг 1: Дизайн и CAD модель
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: токарном и фрезерном.
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.
Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.
Файлы для скачивания «Шаг 1»
Габаритные размеры
DIY_CNC_основные размеры.pdf 31092Скачать
Шаг 2: Станина
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.
Несущая рама в сборе
Уголки для защиты направляющих
Файлы для скачивания «Шаг 2»
Чертежи основных элементов станины
Блок подшипников.pdf 21685Скачать
Т-образная гайка.pdf 15808Скачать
Боковой рофиль внутренней рамки 40х40 мм.pdf 16649Скачать
Крепежные элементы внутренней рамки.pdf 14018Скачать
Основной профиль 80х40 мм.
Задняя торцевая пластина.pdf 14593Скачать
Пылезащитный профиль.pdf 13140Скачать
Торцевой рофиль внутренней рамки 40х40 мм.pdf 13764Скачать
Торцевые защитный накладки.pdf 12529Скачать
Фронтальная торцевая платина.pdf 14778Скачать
Шаг 3: Портал
Подвижной портал — исполнительный орган вашего станка, он перемещается по оси X и несет на себе фрезерный шпиндель и суппорт оси Z. Чем выше портал, тем толще заготовка, которую вы можете обработать. Однако, высокий портал менее устойчив к нагрузкам которые возникают в процессе обработки.
Основная задача, которую я планировал решать на своем фрезерном станке с ЧПУ — это обработка алюминиевых деталей. Поскольку максимальная толщина подходящих мне алюминиевых заготовок 60 мм, я решил сделать просвет портала (расстояние от рабочей поверхности до верхней поперечной балки) равным 125 мм. В SolidWorks все свои измерения я преобразовал в модель и технические чертежи. В связи со сложностью деталей, я обработал их на промышленном обрабатывающем центре с ЧПУ, это дополнительно мне позволило обработать фаски, что было бы весьма затруднительно сделать на ручном фрезерном станке по металлу.
Файлы для скачивания «Шаг 3»
Нижняя поперечная пластина портала с креплением приводной гайки.pdf 13195Скачать
Крепления для U-образного профиля. pdf
12175Скачать
pdf
12175Скачать
Боковые стойки портала.pdf 14502Скачать
U-образный верхний профиль портала.pdf 11806Скачать
Крепление двигателя оси Y.pdf 12061Скачать
Шаг 4: Суппорт оси Z
В конструкции оси Z я использовал переднюю панель, которая крепится к подшипникам перемещения по оси Y, две пластины для усиления узла, пластину для крепления шагового двигателя и панель для установки фрезерного шпинделя. На передней панели я установил две профильные направляющие по которым будет происходить перемещение шпинделя по оси Z. Обратите внимание на то, что винт оси Z не имеет контропоры внизу.
Файлы для скачивания «Шаг 4»
Верхняя пластина оси Z для крпеления шагового двигателя. pdf
12069Скачать
pdf
12069Скачать
Задняя пластина оси Z.pdf 10819Скачать
Ложемент фрезерного шпинделя.pdf 10922Скачать
Нижняя исредняя пластины оси Z.pdf 10831Скачать
Пластина для крепления фрезерного шпинделя на оси Z.pdf 11334Скачать
Пластина для крепления гайки перемещения по оси Y.pdf 10378Скачать
Передняя пластина оси Z для крепления линейных направляющих.pdf 10991Скачать
Шаг 5: Направляющие
Направляющие обеспечивают возможность перемещения во всех направлениях, обеспечивают плавность и точность движений. Любой люфт в одном из направлений может стать причиной неточности в обработке ваших изделий.
Я выбрал самый дорогой вариант — профилированные закаленные стальные рельсы. Это позволит конструкции выдерживать высокие нагрузки и обеспечит необходимую мне точность позиционирования. Чтобы обеспечить параллельность направляющих, я использовал специальный индикатор во время их установки. Максимальное отклонение относительно друг друга составило не более 0,01 мм.
Любой люфт в одном из направлений может стать причиной неточности в обработке ваших изделий.
Я выбрал самый дорогой вариант — профилированные закаленные стальные рельсы. Это позволит конструкции выдерживать высокие нагрузки и обеспечит необходимую мне точность позиционирования. Чтобы обеспечить параллельность направляющих, я использовал специальный индикатор во время их установки. Максимальное отклонение относительно друг друга составило не более 0,01 мм.
Шаг 6: Винты и шкивы
Винты преобразуют вращательное движение от шаговых двигателей в линейное. При проектировании своего станка вы можете выбрать несколько вариантов этого узла: Пара винт-гайка или шарико-винтовая пара (ШВП). Винт-гайка, как правило, больше подвергается силам трения при работе, а также менее точна относительно ШВП. Если вам необходима повышенная точность, то однозначно необходимо остановить свой выбор на ШВП. Но вы должны знать, что ШВП достаточно дорогое удовольствие.
Я все же решил использовать винт-гайку для своего станка. Я выбрал гайки со специальными пластиковыми вставками которые уменьшают трение и исключают люфты.
Я выбрал гайки со специальными пластиковыми вставками которые уменьшают трение и исключают люфты.
Необходимо обработать концы винтов в соответствии с чертежами. На концы винтов устанавливаются шкивы
Файлы для скачивания «Шаг 6»
Винт оси X.pdf 13038Скачать
Винт оси Y.pdf 10557Скачать
Винт оси Z.pdf 10961Скачать
Шаг 7: Рабочая поверхность
Рабочая поверхность — это место на котором вы будете закреплять заготовки для последующей обработки. На профессиональных станках часто используется стол из алюминиевого профиля с Т-пазами. Я решил использовать лист обычной березовой фанеры толщиной 18 мм.
Шаг 8: Электрическая схема
Основными компонентами электрической схемы являются:
- Шаговые двигатели
- Драйверы шаговых двигателей
- Блок питания
- Интерфейсная плата
- Персональный компьютер или ноутбук
- Кнопка аварийного останова
Я решил купить готовый набор из 3-х двигателей Nema, 3-х подходящих драйверов, платы коммутации и блока питания на 36 вольт. Также я использовал понижающий трансформатор для преобразования 36 вольт в 5 для питания управляющей цепи. Вы можете использовать любой другой готовый набор или собрать его самостоятельно. Так как мне хотелось быстрее запустить станок, я временно собрал все элементы на доске. Нормальный корпус для системы управления сейчас находится в разработке )).
Также я использовал понижающий трансформатор для преобразования 36 вольт в 5 для питания управляющей цепи. Вы можете использовать любой другой готовый набор или собрать его самостоятельно. Так как мне хотелось быстрее запустить станок, я временно собрал все элементы на доске. Нормальный корпус для системы управления сейчас находится в разработке )).
Электрическая схема станка
Электрическая схема.pdf 17310Скачать
Шаг 9: Фрезерный шпиндель
Для своего проекта я использовал фрезерный шпиндель Kress. Если есть необходимость, средства и желание, то вы вполне можете поставить высокочастотный промышленный шпиндель с водяным или воздушным охлаждением. При этом потребуется незначительно изменить электрическую схему и добавить несколько дополнительных компонентов, таких как частотный преобразователь.
Шаг 10: Программное обеспечение
В качестве управляющей системы для своего детища я выбрал MACh4. Это одна из самых популярных программ для фрезерных станков с ЧПУ. Поэтому про ее настройку и эксплуатацию я не буду говорить, вы можете самостоятельно найти огромное количество информации на эту тему в интернете.
Это одна из самых популярных программ для фрезерных станков с ЧПУ. Поэтому про ее настройку и эксплуатацию я не буду говорить, вы можете самостоятельно найти огромное количество информации на эту тему в интернете.
Шаг 11: Он ожил! Испытания
Если вы все сделали правильно, то включив станок вы увидите, что он просто работает!
Я уверен, моя история вдохновит вас на создание собственного фрезерного станка с ЧПУ.
Послесловие
Друзья, если вам понравилась история, делитесь ей в социальных сетях и обсуждайте в комментариях. Успехов вам в ваших проектах!
шлифовальный станок Пэта Хоули
шлифовальный станок Пэта Хоули Пэт Хоули написал мне по электронной почте в начале 2011 года. предложил мне направить часть своей энергии на изготовление приспособлений для сборки гитар. Увидев, что мы оба живем в одном городе, я зашел к нему в магазин, чтобы купить лучшее понимание того, что входит в создание гитар. Изготовление гитары — это вид искусства, о котором я мало что знаю. так что я нашел некоторые из творений Пэта очень аккуратными.
так что я нашел некоторые из творений Пэта очень аккуратными.
Мне понравился дизайн шлифовальной машины Пэта. Это такая простая машина, просто облажалась вместе из 2×4, но это делает работу. Люди время от времени спрашивали меня написать о создании шлифовального станка. Но мне не нужна шлифовальная машина, так что я вряд ли когда-нибудь построю свой собственный. Поэтому я подумал, что имеет смысл напишите о машине Пэта.
Машина приводится в действие двигателем мощностью 1/2 л.с. на 1750 об/мин. На двигателе установлен 2-дюймовый шкив, приводящий 5-дюймовый шкив на шлифовальном барабане.Шлифовальный барабан фиксируется на месте. Стол можно наклонить, чтобы приблизить и дальше от барабана болтом 1/2″ на стороне подачи.
Выходная сторона стола шарнирно прикреплена к раме шлифовального станка.
Сам стол сделан из двух кусков фанеры 3/4″ (19 мм), склеенных между собой (для большей прочности на кручение).
жесткость), а затем сверху крепится ламинат. Пол из ламината делает
для гладкой поверхности, которая легко скользит.
Пол из ламината делает
для гладкой поверхности, которая легко скользит.
Заготовка проталкивается через шлифовальный станок вручную. Преимущество этого в том, что легко немного отступить, если вы слышите Сандер начинает глохнуть.
Пылесос, прикрепленный к пылезащитной крышке, на удивление эффективно собирает пыль. пыль от шлифовальной машины.
Шлифовальный барабан имеет диаметр 12,5 см (5 дюймов). Он состоит из множества дисков МДФ, уложенных друг на друга. Полый вал 5/8 дюйма. Снаружи этот барабан покрыт липучкой (со стороны крючка). Наждачная бумага имеет петлевую сторону липучки. Сменить бумагу так же просто, как снять одну бумагу и наматывая новую бумагу.
Липучка также делает немного набивки. Пэт говорит, что изначально у него была бумага крепится на двусторонний скотч, но на липучке мягкость намного лучше.
Чтобы сначала привести барабан в порядок, Пэт провел его без наждачной бумаги по барабану и сдвинул кусок.
фанеры грубой наждачной бумагой вверх под барабан.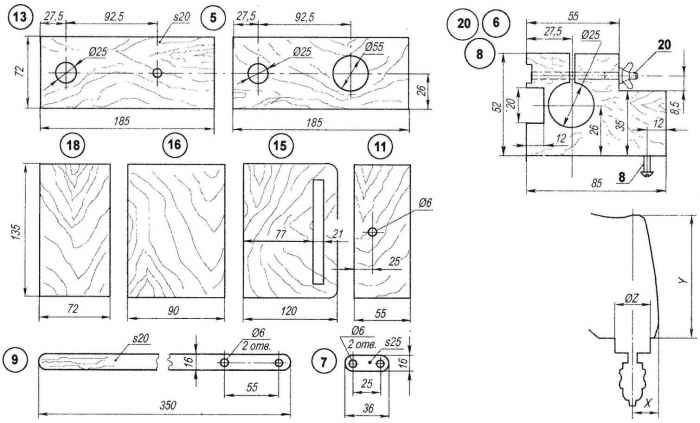 Это отшлифовало барабан
идеально круглая, чтобы соответствовать столу. Очень умное решение. Пэт говорит, что ему пришлось использовать
этот метод, чтобы перепроверять его время от времени.
Это отшлифовало барабан
идеально круглая, чтобы соответствовать столу. Очень умное решение. Пэт говорит, что ему пришлось использовать
этот метод, чтобы перепроверять его время от времени.
Пэт также использует шлифовальный станок для некоторых операций шлифования не по толщине. Например, он формирует стороны своих гитарных мостов, частично заталкивая их под барабан. Это имеет это нужно сделать без пылезащитной крышки, поэтому он улавливает пыль с помощью вакуумного шланга поднесен к барабану.
У Пэта есть еще несколько приспособлений, которые мне показались интересными. Вот его полка с гитарным изгибом
приспособления. Для того, кто делает струнные инструменты (мастер), это было бы
знакомое зрелище, но лично я нахожу их новыми.
Вот одна из приспособлений Пэта, которую я нашел особенно аккуратной.
Нужно вырезать шпунт по краю частично собранного корпуса гитары, чтобы применить
«привязка». Если бы верх и низ гитары были плоскими, это было бы так же просто, как запустить
фрезер с фрезой вокруг гитары.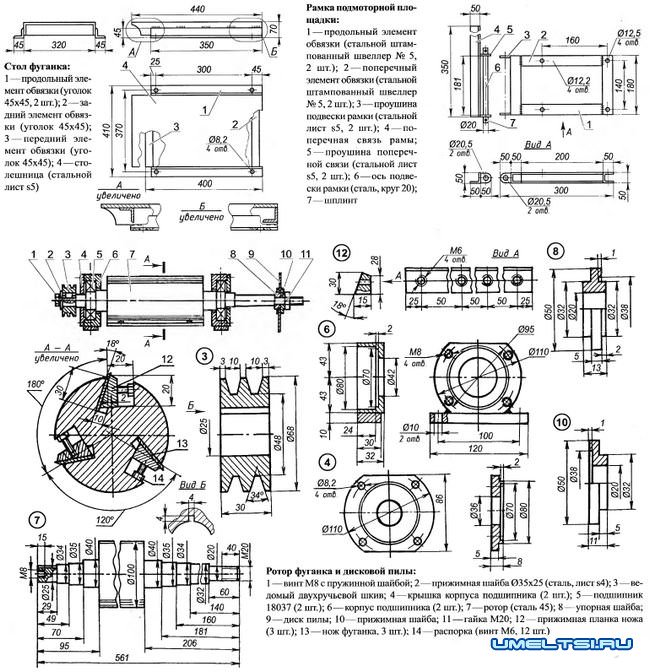 Но передняя и задняя часть гитары
на самом деле имеют небольшую кривизну, поэтому прокладывайте фрезер вдоль верхней поверхности
приведет к неточному разрезу.
Но передняя и задняя часть гитары
на самом деле имеют небольшую кривизну, поэтому прокладывайте фрезер вдоль верхней поверхности
приведет к неточному разрезу.
Это приспособление дает фрезеру свободу перемещения в трех измерениях, при этом всегда удерживая его ось вертикально.
Здесь Пэт показывает, как можно использовать зажимное приспособление. Он будет использоваться на корпусе гитары. на более ранней стадии завершения, чем эта. Корпус гитары остался бы зажаты в форме, но этот почти полный корпус гитары иллюстрирует, где гитара будет.
Пэт делает гитары на заказ — загляните на его сайт: Гитары Хоули. Он также иногда делает укулеле. Это тенор укулеле, очень приятный звук. к этому. Загвоздка в том, что люди не относятся к укулеле так же серьезно, как к гитарам. это почти столько же работы, как и полноценная гитара. Таким образом, рынок нестандартных укулеле невелик.
Мне очень понравилась эта укулеле, очень заманчиво попробовать сделать ее самой. Так много проектов, так мало времени!
Я нарисовал несколько бесплатных чертежей шлифовальной машины на основе шлифовальной машины Пэта:
Чертежи для этой шлифовальной машины
Обновление, октябрь 2012 г.: Пэт купил подержанную шлифовальную машину.
Другие проекты шлифовальных машин и считывателей
Вернуться на мой сайт по деревообработке
25 Лучшие инновации за последние 25 лет
Вы здесь
Главная ▸ Инструменты и обзоры
Представьте себе деревообрабатывающий мир без переносных рубанков, одноручных струбцин и Norm Abram. Таковы были условия, когда журнал WOOD® дебютировал в 1984 году. Оглядываясь назад на прошедшую четверть века, наши редакторы составили список величайших достижений с тех пор. Согласен или не согласен, вот он.
Настольный строгальный станок Ryobi
До середины 80-х, если у вас был рейсмусовый станок, он работал от 220 вольт, использовал перетачиваемые стальные ножи и весил около полутонны.
 Но настольный рубанок Ryobi AP-10, выпущенный в 1985, все изменилось. Он принес электропланирование в массы в виде портативной, доступной по цене 110-вольтовой машины. И это дало многим столярам-любителям первую возможность работать с необработанными лиственными породами. Несколько лет спустя Makita представила одноразовые стальные ножи с самоиндексацией, что избавило от проблем с заточкой и переустановкой ножей.
Но настольный рубанок Ryobi AP-10, выпущенный в 1985, все изменилось. Он принес электропланирование в массы в виде портативной, доступной по цене 110-вольтовой машины. И это дало многим столярам-любителям первую возможность работать с необработанными лиственными породами. Несколько лет спустя Makita представила одноразовые стальные ножи с самоиндексацией, что избавило от проблем с заточкой и переустановкой ножей.Зажимы Quick-Grip
Судостроителю из Небраски Джо Соренсену понадобилась третья рука, чтобы удерживать сборки во время склеивания, поэтому он придумал зажим для штанги, который можно использовать одной рукой, который сегодня мы знаем как зажим Quick-Grip. Джо продал свое изобретение производителю, бренды которого в конечном итоге были приобретены Irwin Industrial Tools. Зажимы дебютировали в 1989 на радость бесчисленным плотникам, и породили легионы подобных зажимов.
Настольная пила SawStop
Делая для настольных пил то же, что подушки безопасности сделали для автомобилей, система SawStop может стать самым лучшим устройством безопасности в деревообработке.
Патентный поверенный, работающий полный рабочий день, а по совместительству плотник, Стив Гасс (Steve Gass) придумал сделать более безопасную пилу в 1999 году после того, как его отец зацепился рукой за лезвие. Гасс изобрел тормоз лезвия, активируемый контактом с кожей, который останавливает вращающееся лезвие за 1/200 секунды, оставляя жертве только царапину. По словам Гасса, сегодня используется 17 000 моделей, из которых подтверждено более 500 «сохранений пальцев».Мобильные подставки для инструментов HTC
Вдохновение было на удивление простым: имея возможность перемещать станки, столяры могли более эффективно использовать небольшие площади цеха и приспособления для сбора пыли. Итак, Тим Хьюитт сварил стальные рамы из углового железа, чтобы они соответствовали размерам тяжелых машин, добавил ролики и вуаля! Слухи быстро распространились, и его мобильные базы оказались настолько популярными, что он не мог удовлетворить потребительский спрос, изготавливая каждую из них вручную, поэтому в 1984 году Hewitt Tool Company (HTC) приступила к массовому производству.
Четырехкулачковый патрон для токарных станков Nova
Токарные патроны с квадратными кулачками использовались в металлообработке на протяжении десятилетий, но в 1988 году Teknatool представила самоцентрирующийся четырехкулачковый патрон с круглыми кулачками, и с тех пор этот стиль стал стандартом в токарной обработке дерева. Патрон Nova позволял токарям удерживать, а затем формировать деревянную заготовку, затягивая губки вокруг простого шипа, который они отрезали после завершения изготовления чаши. Он также имел инновационный съемный винт в центре патрона, который использовался для первоначальной установки детали, когда вы поворачивали шип — нет необходимости в лицевой пластине. Четырехкулачковые патроны, обеспечивающие надежный способ удержания заготовки без планшайб и инвазивных винтов, сыграли большую роль в развитии токарной обработки чаш, тарелок и полых сосудов.
Клеи Titebond II и III
В 1991 году компания Franklin International представила первый однокомпонентный водостойкий клей для дерева, который отмывался водой и соответствовал требованиям Американского национального института стандартов (ANSI) по водостойкости 2-го типа.
Готовый к использованию Titebond II пользовался огромным успехом у столяров, потому что это был первый желтый клей для дерева, пригодный для наружных работ. Затем, в 2004 году, Franklin International превзошла себя, выпустив Titebond III, первый однокомпонентный клей для дерева, который достиг водостойкости ANSI Type 1, максимально возможного уровня. Обе формулы остаются неизменными и сегодня.Фрезерный подъемник JessEm
С ростом использования фрезерных столов в домашних магазинах в 1990-х годах канадец Даррин Смит захотел стол с точной регулировкой высоты формирователя. Так, в 1999 году он представил JessEm Rout-R-Lift, первый механизм, который позволил плотникам регулировать высоту сверла над столом. Его изобретение породило совершенно новую категорию аксессуаров — подъемники для фрезерных станков, в которой теперь насчитывается более десятка моделей различных марок, а также фрезерные станки со встроенными подъемными механизмами.
Leigh ласточкин хвост
Это был не первый ласточкин хвост для фрезерных станков, но Leigh Industries D1258, созданный в 1984 году, был первым универсальным регулируемым приспособлением.
В то время как предыдущие шаблоны (в том числе один от Leigh) предлагали возможность фрезерования сквозных или полуглухих ласточкиных хвостов, D1258 позволял пользователям фрезеровать оба типа на одном и том же устройстве. Он также имел регулируемые направляющие пальцы для изменения ширины штифтов и хвостовиков. В более поздних моделях добавлена возможность фрезерования скользящих ласточкиных хвостов и коробчатых соединений.Hitachi торцовочная пила с скользящим компаундом
Когда Hitachi представила первую торцовочную пилу с скользящим движением в 1988 году, мало кто понял, что это также означало неофициальный отказ от радиально-консольных пил. Модель C8FB имела 8 1 ⁄ 2 . лезвие и универсальный двигатель с прямым приводом, который скользил вперед и назад по рельсам, что почти вдвое превышало производительность стандартных составных торцовочных пил того времени. «Слайдеры» стали популярны среди столяров, которые не могли позволить себе радиальную легкая портативность облегчала их транспортировку на рабочие площадки.
Позже производители увеличили размеры отвалов до 10 и 12 дюймов, почти заменив 8 1 ⁄ 2 слайдер.Приспособление для карманных отверстий Kreg
Создавая кухонные шкафы для своего дома в Айове в 1986 году, производитель инструментов и штампов Крейг Соммерфельд изготовил металлический приспособление и ступенчатое сверло для сверления угловых отверстий в задней части лицевой рамы. Затем он соединил элементы рамы с помощью винтов с плоской головкой, вбитых в скрытые карманы. Приспособление Крейга вскоре стало приспособлением Kreg Jig. Простой, доступный и эффективный метод столярных работ позволил легионам столяров изготавливать мебель, шкафы и другие предметы для своих домов без необходимости использования более сложных методов и инструментов.
Festool Domino Joiner
Изобретенный немецким инженером, который искал способ совместить скорость и простоту использования столярного станка с прочностью врезного и шипового соединения, домино сделал возможным быстрое, чистое и точное сверление пазы для незакрепленных шипов.
Запущенный в 2005 году компанией Festool, Domino стоит 775 долларов за свою единственную в своем роде изобретательность.Программное обеспечение для проектирования SketchUp
Примерно до 2005 года вы либо рисовали свои планы проекта на бумаге, либо находили их в журналах, либо создавали их с помощью дорогостоящего компьютерного программного обеспечения. Затем появилось бесплатное программное обеспечение Google SketchUp, программа моделирования для создания трехмерных виртуальных проектов, которые вы можете разбирать и просматривать под любым углом или из различных пород дерева.
Барабанный шлифовальный станок Performax
До середины 80-х только профессиональные магазины имели широкоформатные шлифовальные станки, которые обычно стоили несколько тысяч долларов. Но в 1984 году компания Performax создала недорогую барабанную шлифовальную насадку для радиально-консольных пил. Затем, в 1993 году, молодая компания представила свой инновационный шлифовальный станок с открытым концом 16-32 по цене около 500 долларов, что дало среднему столяру возможность шлифовать поверхности шириной до 32 дюймов.
владелец торговых марок Powermatic и Jet и др.Настольный долбежный станок Delta
Приводные долбежные станки с полым долотом существуют уже несколько десятилетий, но если вы хотели такой, вам приходилось выкладывать большие деньги за напольный агрегат. Настольные долбежные станки появились на рынке в середине 80-х под маркой Delta, но производились английской компанией Multico. Несколько лет спустя Delta начала производить свою собственную модель по цене около 200 долларов, что составляет менее половины стоимости английской версии.
Пневматические гвоздезабиватели Porter-Cable
Пневматические гвоздезабиватели, пиннеры и степлеры с узкой коронкой, популяризированные в значительной степени Нормом Абрамом в The New Yankee Workshop , нашли свое место в большинстве мастерских благодаря своему быстрому удобству. Первоначально пневматика производилась для профессиональных подрядчиков и конвейерных производителей.
Затем, в 1995 году, Porter-Cable разработала и начала производить более доступные гвоздезабиватели. С тех пор гвоздезабиватели и крепежные детали стали еще доступнее и продаются в комплекте с компактными воздушными компрессорами, как правило, по цене около 300 долларов или меньше.Усовершенствованные инструменты азиатского производства
Деревообрабатывающие станки производились на Тайване гораздо дольше, чем 25 лет, но примерно до середины 90-х годов качество многих из этих инструментов отставало от тех, что производятся в США, Канаде и Европе. . По мере того, как улучшался контроль качества, улучшались и инструменты, и все больше производства переместилось на Тайвань, а затем в Китай. Сегодня эти страны доминируют в производстве деревообрабатывающего оборудования.
Porter-Cable Столяр для бисквита
Компания Lamello представила переносной станок для бисквита в конце 60-х годов, но по цене (от 400 до 600 долларов), которая была недоступна большинству столяров, работающих на дому.
Затем, в 1987 году, Porter-Cable выпустила свой столярный станок модели 555, который продавался менее чем за половину цены Lamello, открыв новую эру в быстром и доступном столярном деле.Улучшенный сбор пыли
По мере того, как мы узнавали больше о рисках для здоровья при вдыхании древесной пыли, производители не отставали. Они представили доступные по цене пылесборники, циклоны и пылесосы, активируемые инструментами, которые не только всасывали пыль у источника, но и удерживали ее с помощью сверхтонких фильтров. И производители инструментов уделяют больше внимания направлению пыли в порты, чтобы эти машины лучше собирали ее.
Аккумуляторные инструменты
Первые аккумуляторные дрели в 1970-х годах (на переднем плане) были громоздкими и имели низковольтные батареи, но все же казались настоящей находкой, поскольку у них не было шнура питания. За последние 25 лет производители значительно увеличили мощность, сократив время зарядки и вес.
Они также добавили патроны без ключа и регулируемые муфты, эргономичный дизайн и другие инструменты с батарейным питанием, такие как циркулярные пилы, сабельные пилы, лобзики и ударные инструменты.Твердосплавные режущие кромки
Хотя производители предлагали пильные полотна и фрезы с твердосплавными напайками, начиная с конца 70-х годов, только в конце 80-х карбид получил широкое распространение. Благодаря тому, что кромки остаются острыми примерно в 10 раз дольше, чем у стали, в настоящее время редко можно найти пильные полотна и фрезы без твердосплавных наконечников. Сегодня многие фуганки и строгальные станки оснащены режущими головками со сменными твердосплавными вставками.
Удобная отделка
В ответ на ужесточение нормативных ограничений производители отделочных материалов начали выпускать более экологически безопасные продукты, такие как верхние покрытия и морилки на водной основе, которые также легко очищаются.
Они также выпустили продукты на водной и масляной основе, которые упростили отделочные работы и сделали их более надежными: гелевые красители, протираемые полиуретаны и масляно-лаковые смеси.Сверхточные направляющие планки и угловые упоры
На протяжении более 50 лет настольные пилы поставлялись с ненадежными направляющими планками и обычными упорными упорами, которые оказались ненадежными. Когда в конце 70-х годов был представлен Т-образный направляющий упор Биземейера, его точность, простота использования и популярность стали стандартом. С середины 90s, большинство производителей настольных пил включили этот тип упора в стандартную комплектацию всех станков, кроме самых простых. Что касается угловых упоров, большинство пил поставляются с базовой моделью только с тремя предустановленными упорами. Вот почему в 1988 году компания JDS выпустила свой манометр Accu-Miter с точностью до 1/30°, оснащенный телескопической направляющей и откидным стопором.
Теперь вы можете найти более дюжины таких угловых упоров на вторичном рынке по цене от 50 до 300 долларов.НОРМ! — и различные учебные материалы
Без вопросов Семинар New Yankee Workshop и его ведущий Норм Абрам вдохновили бесчисленное количество людей заняться деревообработкой за 21 год существования программы. Кроме того, резко увеличилось количество и доступность журналов, книг и видео по деревообработке.
Расширение домашнего центра
Так называемые «большие коробки» розничных продавцов, которые можно найти буквально на каждом углу, позволяют получить почти все необходимое для вашего проекта в одном месте по ценам, как правило, ниже, чем в специализированных розничных магазинах.
Интернет
Примерно до 1995 года у столяров было мало ресурсов для немедленной помощи по их вопросам. Теперь эта помощь так же близка, как ваш компьютер, благодаря интернет-форумам и веб-сайтам.
 Но настольный рубанок Ryobi AP-10, выпущенный в 1985, все изменилось. Он принес электропланирование в массы в виде портативной, доступной по цене 110-вольтовой машины. И это дало многим столярам-любителям первую возможность работать с необработанными лиственными породами. Несколько лет спустя Makita представила одноразовые стальные ножи с самоиндексацией, что избавило от проблем с заточкой и переустановкой ножей.
Но настольный рубанок Ryobi AP-10, выпущенный в 1985, все изменилось. Он принес электропланирование в массы в виде портативной, доступной по цене 110-вольтовой машины. И это дало многим столярам-любителям первую возможность работать с необработанными лиственными породами. Несколько лет спустя Makita представила одноразовые стальные ножи с самоиндексацией, что избавило от проблем с заточкой и переустановкой ножей. Патентный поверенный, работающий полный рабочий день, а по совместительству плотник, Стив Гасс (Steve Gass) придумал сделать более безопасную пилу в 1999 году после того, как его отец зацепился рукой за лезвие. Гасс изобрел тормоз лезвия, активируемый контактом с кожей, который останавливает вращающееся лезвие за 1/200 секунды, оставляя жертве только царапину. По словам Гасса, сегодня используется 17 000 моделей, из которых подтверждено более 500 «сохранений пальцев».
Патентный поверенный, работающий полный рабочий день, а по совместительству плотник, Стив Гасс (Steve Gass) придумал сделать более безопасную пилу в 1999 году после того, как его отец зацепился рукой за лезвие. Гасс изобрел тормоз лезвия, активируемый контактом с кожей, который останавливает вращающееся лезвие за 1/200 секунды, оставляя жертве только царапину. По словам Гасса, сегодня используется 17 000 моделей, из которых подтверждено более 500 «сохранений пальцев».
 Готовый к использованию Titebond II пользовался огромным успехом у столяров, потому что это был первый желтый клей для дерева, пригодный для наружных работ. Затем, в 2004 году, Franklin International превзошла себя, выпустив Titebond III, первый однокомпонентный клей для дерева, который достиг водостойкости ANSI Type 1, максимально возможного уровня. Обе формулы остаются неизменными и сегодня.
Готовый к использованию Titebond II пользовался огромным успехом у столяров, потому что это был первый желтый клей для дерева, пригодный для наружных работ. Затем, в 2004 году, Franklin International превзошла себя, выпустив Titebond III, первый однокомпонентный клей для дерева, который достиг водостойкости ANSI Type 1, максимально возможного уровня. Обе формулы остаются неизменными и сегодня. В то время как предыдущие шаблоны (в том числе один от Leigh) предлагали возможность фрезерования сквозных или полуглухих ласточкиных хвостов, D1258 позволял пользователям фрезеровать оба типа на одном и том же устройстве. Он также имел регулируемые направляющие пальцы для изменения ширины штифтов и хвостовиков. В более поздних моделях добавлена возможность фрезерования скользящих ласточкиных хвостов и коробчатых соединений.
В то время как предыдущие шаблоны (в том числе один от Leigh) предлагали возможность фрезерования сквозных или полуглухих ласточкиных хвостов, D1258 позволял пользователям фрезеровать оба типа на одном и том же устройстве. Он также имел регулируемые направляющие пальцы для изменения ширины штифтов и хвостовиков. В более поздних моделях добавлена возможность фрезерования скользящих ласточкиных хвостов и коробчатых соединений. Позже производители увеличили размеры отвалов до 10 и 12 дюймов, почти заменив 8 1 ⁄ 2 слайдер.
Позже производители увеличили размеры отвалов до 10 и 12 дюймов, почти заменив 8 1 ⁄ 2 слайдер. Запущенный в 2005 году компанией Festool, Domino стоит 775 долларов за свою единственную в своем роде изобретательность.
Запущенный в 2005 году компанией Festool, Domino стоит 775 долларов за свою единственную в своем роде изобретательность. владелец торговых марок Powermatic и Jet и др.
владелец торговых марок Powermatic и Jet и др. Затем, в 1995 году, Porter-Cable разработала и начала производить более доступные гвоздезабиватели. С тех пор гвоздезабиватели и крепежные детали стали еще доступнее и продаются в комплекте с компактными воздушными компрессорами, как правило, по цене около 300 долларов или меньше.
Затем, в 1995 году, Porter-Cable разработала и начала производить более доступные гвоздезабиватели. С тех пор гвоздезабиватели и крепежные детали стали еще доступнее и продаются в комплекте с компактными воздушными компрессорами, как правило, по цене около 300 долларов или меньше. Затем, в 1987 году, Porter-Cable выпустила свой столярный станок модели 555, который продавался менее чем за половину цены Lamello, открыв новую эру в быстром и доступном столярном деле.
Затем, в 1987 году, Porter-Cable выпустила свой столярный станок модели 555, который продавался менее чем за половину цены Lamello, открыв новую эру в быстром и доступном столярном деле. Они также добавили патроны без ключа и регулируемые муфты, эргономичный дизайн и другие инструменты с батарейным питанием, такие как циркулярные пилы, сабельные пилы, лобзики и ударные инструменты.
Они также добавили патроны без ключа и регулируемые муфты, эргономичный дизайн и другие инструменты с батарейным питанием, такие как циркулярные пилы, сабельные пилы, лобзики и ударные инструменты. Они также выпустили продукты на водной и масляной основе, которые упростили отделочные работы и сделали их более надежными: гелевые красители, протираемые полиуретаны и масляно-лаковые смеси.
Они также выпустили продукты на водной и масляной основе, которые упростили отделочные работы и сделали их более надежными: гелевые красители, протираемые полиуретаны и масляно-лаковые смеси.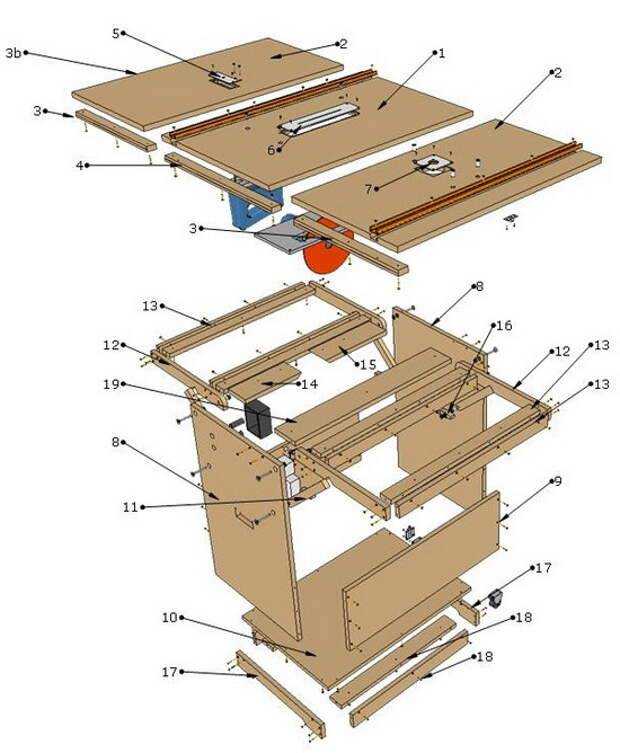 Теперь вы можете найти более дюжины таких угловых упоров на вторичном рынке по цене от 50 до 300 долларов.
Теперь вы можете найти более дюжины таких угловых упоров на вторичном рынке по цене от 50 до 300 долларов.