Регулятор контактной сварки РКС-14 — Всё для чайников
- Главная
- Видеотека
- Естествознание
- Физика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание — как наука
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Естествознание
forkettle.ru
Регулятор контактной сварки РКС-14 — Всё для чайников
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание — как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Естествознание
forkettle.ru
Регуляторы контактной сварки РКС-502 и РКС-801
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание — как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Естествознание
forkettle.ru
Регуляторы контактной сварки РКС-502 и РКС-801
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание — как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Естествознание
forkettle.ru
| Файл | Краткое описание | Размер |
| Страницы >>> [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
| TELWIN141.pdf |
| 2.56 Mb |
| GYSMI161.pdf |
| 367 kb |
| 4000top.djvu |
| 55.6 kb |
| TELWIN_Tecnica_144_v_kartinkah.pdf |
| 4.33 Mb |
| prestige144.djvu |
| 507 Kb |
| sai200.djvu |
| 383 Kb |
| inverter3200.djvu |
| 318 Kb |
| deca_mos_168.djvu |
| 383 Kb |
| B31-5A.gif |
| 980 Kb |
| instructions.rar service-doc.rar |
| 1.11 Mb605 Kb |
| telwin_140.pdf |
| 48.2 Kb |
| Privod_EPU1-1.djvu |
| 2.82 Mb |
| mip200_300.pdf |
| 353 Кb |
| vduch450.djvu |
| 194 Кb |
| ospz-2m.djvu |
| 1.02 Mb |
| rks14.pdf |
| 356 Kb |
| rus2004.djvu |
| 114 Kb |
| mtr1201.djvu |
| 211 Kb |
| rks502.djvu |
| 255 Kb |
| pa-107.zip |
| 754 Kb |
| Страницы >>> [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
valvolodin.narod.ru
Регулятор контактной сварки РКС-601
1. НАЗНАЧЕНИЕ ИЗДЕЛИЯ
1.1. Регулятор контактной сварки РКС-601 УХЛ4 (в дальнейшем именуемый «Регулятор») предназначен для управления последовательностью действий однофазных сварочных машин, имеющих тиристорный контактор и не более двух клапанов постоянного тока, для точечной контактной сварки с cosφ от 0,2 до 0,7, регулирования длительности позиций сварочного цикла, управления тиристорным контактором, регулирования величины сварочного тока и для стабилизации действующего значения сварочного тока при изменениях напряжения питающей сети.
1.2. Регулятор предназначен для работы в закрытых помещениях в следующих условиях:
а) высота над уровнем моря, не более — 1000 м;
б) температура окружающего воздуха — от + 1°С до + 35°С;
в) среднемесячная относительная влажность воздуха не более 65% при температуре + 20°С;
г) среда, окружающая регулятор, невзрывоопасная, не содержащая пыли, агрессивных паров и газов, разрушающих изоляцию и металлы.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ РКС-601
2.1 Основные параметры и характеристики должны соответствовать указанным ниже:
• напряжение питающей сети, В — 380-38+19;
• частота питающей сети, Гц — 50;
• пределы регулирования длительности позиций сварочного цикла, периоды:
• предварительное сжатие — 1-99
• сжатие — 1-99
• сварка — 1-99
• охлаждение — 1-99
• проковка — 1-99
• пауза — 1-99
• среднее значение напряжений питания клапанов на сопротивлении 51 Ом — ±10%;
• при номинальном напряжении сети, В — 24 ±2,5;
• параметры импульса включения тиристоров на сопротивлении 6,2 Ом ± 5%
• амплитуда, В — 20 ±5;
• длительность импульса на уровне 0,7 от амплитудного значения, мкс. — 200 ±100.
Нижний предел регулирования действующего значения сварочного тока, % не более — 50.
Изменения действующего значения сварочного тока при колебаниях напряжения
питающей сети в пределах 340-400 В, не более — ±3%.
Максимальное время модуляции переднего фронта импульса сварочного тока, — 0-0,2 ±0,08.
Число импульсов сварочного тока — от 1 до 9.
Диапазон настройки на cosφ машины — 0,2 – 0,7.
Габаритные размеры, с учётом присоединённого к выходному разъёму
регулятора гнезда типа РШАГ КУ20 -3,мм, не более — 160х325хЗ10.
Масса, кг не более — 11.
Если cosφ в заказе не оговорен, то регулятор поставля¬ется настроенным на cosφ = 0,4.
2.2. Время готовности регулятора к работе после подачи напряжения не превышает 5 минут.
3. КОМПЛЕКТ ПОСТАВКИ
4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ РКС-601
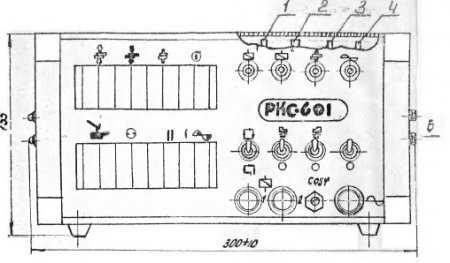
4.1. Регулятор выполнен в виде отдельного прибора (рис.1), на передней панели которого расположены органы управления и сигнализации. Значение символов дано в Приложении 1.
Подключение регулятора, к сети производится с помощью разъёма, расположенного на задней стенке регулятора.
4.2. Основные функциональные узлы регулятора представлены на структурной схеме (рис.2).
4.2.1. Группа источника питания предназначена для обеспечения блоков регулятора напряжениями необходимой формы и амплитуды.
4.2.2. Группа установки «0» питания предназначена для установки триггеров схемы в исходное состояние при включении регулятора в сеть.
4.2.3. Группа тактирования предназначена для выработки трёх серий тактовых импульсов (1ТИ,2ТИ,3ТИ).
4.2.4. Группа пуска предназначена для формирования сигнала «Пуск» при нажатии педали сварочной машины.
4.2.5. Группа усилителей предназначена для усиления импульсов управления тиристорным контактором и клапанами.
4.2.6. Группа индикации предназначена для визуального представления ннформации о работе регулятора.
4.2.7. Группа фазового регулирования предназначена для управления фазой включения тиристорного контактора.
4.2.8. Группа задания программы предназначена для задания различных циклограмм работы контактной электросварочной машины.
4.2.9. Группа счётчиков предназначена для отсчёта временных интервалов позиций сварочного цикла и для отсчёта числа импульсов.
4.2.10. Группа дешифраторов предназначена для преобразования двоичного кода, поступающего из группы счётчиков в десятичный.
4.2.11. Группа позиций предназначена для последовательного выполнения позиций сварочного цикла и управления группами фазового регулирования и усилителей.
4.3. Принцип работы.
4.3.1. Принципиальная схема регулятора представлена на рис.3, а схемы отдельных блоков приведены на рис.4…рис.9.
4.3.2. При подключении регулятора к сети и замыкании цепи педали в группу позиций поступает сигнал «ПУСК», который переводит регистр группы позиций в положение, соответствующее отсчёту позиции «Предварительное сжатие» и одновременно даёт стробирующий сигнал для поступления синхроимпульсов 1ТИ в группу счётчиков. В группе счётчиков начинается отсчёт позиции «Предварительное сжатие». С началом отсчёта этой позиции из группы позиций в группу усилителей поступает сигнал, включающий усилитель индикации. На передней панели зажигается светодиод «Клапан -1».
4.3.3. При совпадении периодов, отсчитанных группой счётчиков, с числом периодов, выставленных на группе задания программы (переключатели позиции «Предварительное сжатие», в группу позиций поступает сигнал, который вырабатывает сигнал «Уст.0» «СТДП». Данный сигнал устанавливает в ноль триггеры группы счётчиков и переводит регистр группы позиций в положение, соответствующее отсчёту следующей позиции «Сжатие».
4.3.4. Отсчёт позиции «Сжатие» происходит аналогично отсчёту позиции «Предварительное сжатие», после чего начинается отсчёт позиции «Сварка.»
4.3.5. С началом отсчёта позиции «Сварка» из группы позиций в группу фазового регулирования поступает стробирующий сигнал «Сварка», который даёт разрешение поступлению импульсов из группы фазового регулирования в группу усилителей, усиленные импульсы поступают в тиристорный контактактор.
4.3.6. После отработки позиции «Сварка» стробирующий сигнал исчезает и отрабатывается позиция «Проковка».
Поступления сигналов в тиристорный контактор с начала отсчёта позиции «Проковка» прекращается.
4.3.7. После отсчёта позиции «Проковка» начинается отсчёт позиции «Пауза», с началом которой сигнал, поступавший из группы позиций в группу усилителей, исчезает, в результате чего клапан сварочной машины отключается и гаснет светодиод «Клапан-1».
4.3.8. С окончанием позиции » Пауза» триггеры группы позиций и счётчиков устанавливаются в исходное состояние.
4.3.9. При работе регулятора в автоматическом режиме с окончанием позиции «Пауза», позиция «Предварительное сжатие» в дальнейшем не участвует.
4.3.10. При включении тумблеров «Повышенное усилие 1» и «Повышенное усилие 2» включаются усилители «Клапана 2» и индикации. На передней панели загорается светодиод «Клапан 2». Включение клапана обеспечивает режим работы «С предварительным обжатием» в течение позиции «Сжатие» и
«С ковкой» в течение «Проковки», соответственно.
4.3.11. Переключателем «Число импульсов» осуществляется регулировка количества сварочных импульсов в течение цикла.
4.3.12. Переключателем «Нарастание» осуществляется модуляция переднего фронта первого импульса сварочного тока с регулируемым временем нарастания до установившегося значения.
4.3.13. Включение сварочного тока осуществляется тумблером «Ток включён».
5. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
5.1. Напряжение питающей сети является опасным для жизни, поэтому:
а) корпус регулятора должен быть надёжно заземлен. Для этой цели регулятор снабжён винтом заземления с табличкой «Земля»,
б) запрещается работа регуляторя без кожуха,
в) перед снятием кожуха нужно сначала снять напряжение и отсоединить ответную часть выходного разъёма.
г) запрещается переносить регулятор, не отключив от сети.
5-2. К работе регулятора, его ремонту и настройке допускаются лица, прошедшие соответствующее обучение, инструктаж и проверку знаний требований безопасности с оформлением в специальном журнале и имеющие квалификационное удостоверение, а также ознакомившиеся с настоящим паспортом.
5.3. Работая на сварочной машине с регулятором, необходимо соблюдать осторожность при работе вблизи электродов машины.
5.4. Лица, работающие на сварочных машинах с регулятором, должны периодически проходить инструктаж по технике безопасности на рабочем месте и проверку правил безопасной работы.
6. ПОДГОТОВКА ИЗДЕЛИЯ К РАБОТЕ
6.1. Перед установкой регулятора в машину проверьте соответствие питающего напряжения регулятора и машины.
6.2. Закрепите регулятор в машине с помощью шпилек (болтов, винтов) так, чтобы деталь крепления не входила в корпус регулятора более чей на 7 мм.
6.3. Заземлите регулятор.
6.4. Подключите регулятор к машине с помощью разъёма.
6.5. Произведите настройку регулятора. при необходимости на параметры машины согласно инструкции настройки сварочной машины.
6.6. Произведите пробную проверку на работоспособность машины.
7. ПОРЯДОК РАБОТЫ
7.1. Работа на контактной сварочной машине должна осуществляться в соответствии с её паспортом, настоящим паспортом, инструкцией по технике безопасности.
7.2. Перед началом работы установите на регуляторе необходимый режим сварки в соответствии с технологической картой.
7.3. Последующие операции производите в соответствии с требованиями соответствующего раздела паспорта на сварочную машину.
8. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ РКС-601
8.1. Ежедневно перед началом работы производите внешний осмотр регулятора, надёжность заземления.
8.2. Периодически перед началом работы производите очистку регулятора от пыли продувкой воздухом. Помните, что при загрязнении регулятор может выйти из строя.
8.3. Не реже одного раза в месяц производите проверку настройки регулятора и машины по указаниям, изложенным в паспорте на машины.
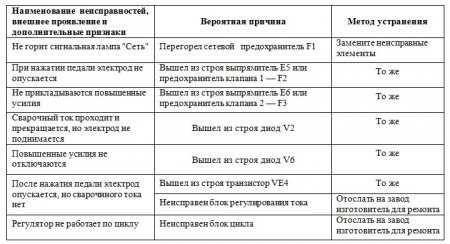
9. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ РКС-601
9.1. При нарушении работы регулятора в процессе эксплуатации перед началом ремонтных работ убедитесь в исправности монтажа машины, исправности контактора, отсутствии помех в питающей сети.
9.2. Убедившись в исправности цепей, указанных в п.9.1 произведите ремонт регулятора в соответствии с требованиями, иэложенными в Таблице 1.
9.3. Кроме указанных в перечне, неисправности могут происходить от механических обрывов цепи, плохих контактов в переключателях, тумблерах, резисторах, разъёмах и в цепи сварочной машины.
Вы можете скачать приложение (общий вид, принципиальная и структурная схема РКС-601) по ссылке ниже:
.
Кроме статьи «Регулятор контактной сварки РКС-601» смотрите также:
nanolife.info
Схемы сварочных аппаратов и инверторов — Схемы — Каталог статей
Описание:
Фотографии внутренностей, а так же силовая электрическая схема инверторного сварочного источника PICO-160
Инструкция по эксплуатации и фотографии китайского инверторного сварочного источника MAXPOWER WT-180S
Принципиальная электрическая схема подающего механизма LISA-12 фирмы KEMPPI
Нарисованные от руки схемы источника ПДГ-101 У3.1, предназначенного для полуавтоматической сварки в среде защитного газа. Источник также может быть использован как пускозарядное устройство
Паспорт на ВОЗБУДИТЕЛЬ ДУГИ ВИР–101 УЗ
Руководство по эксплуатации и схемы сварочного полуавтомата ПИТОН (ПДГ-15-3У3, ПДГ-20-3У3 380В)
Руководство по эксплуатации осциллятора ОСППЗ-300 М1
Принципиальная электрическая схема силовой части и блока управления однофазного варианта полуавтомата ПУЛЬСАР
Нарисованные от руки схемы источника бесперебойного питания (UPS) фирмы Alpha Technologies с синусоидалным выходным напряжением. В преобразователе источника используется феррорезонансный стабилизирующий трансформатор (ФСТ), позволяющий достаточно просто формировать стабилизированное синусоидальное напряжение без формирования модулированного по синусоидальному закону многоимпульсного напряжения.
Техническое описание и инструкция по эксплуатации сварочного источника ВДУ-506
Техническое описание и инструкция по эксплуатации сварочного полуавтомата ПУЛЬСАР
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 250S DC CC, компании Thermadyne Company. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики.
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 160S DC CC, компании Thermadyne Company. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используется полумостовой преобразователь и сетевой выпрямитель с удвоением напряжения. Приводятся вольтамперные характеристики. При выходном напряжении менее 10В, в режиме TIG, внутреннее сопротивление источника становится отрицательным, благодаря чему снижается эрозия вольфрамового электрода при КЗ.
Инструкция по эксплуатации на инверторный сварочный источник Invertec V100 & V130(Англ.)известной фирмы Lincoln Electric, где кроме всего прочего приведена силовая электрическая схема источника
Описание универсальной сварочной установки УДГУ-301. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе (Рус.)
Принципиальная электрическая схема универсальной сварочной установки MARC 500 HF mig финской фирмы KEMMPI. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе
Принципиальная электрическая схема универсального осциллятора LHF500 финской фирмы KEMPPI
Две страницы из какой-то книги посвящённые осцилляторам
Руководство для владельца по использованию сварочного аппарата Maxstar150 (Англ.). Имеются некоторые монтажные и принципиальные схемы.
Инструкция по эксплуатации таймера TGE-2, модель 61925
Схемы и описание установок УДГ-301 и УДГ-501 (номинальные токи сварки 315А и 500А,соответственно) для сварки алюминия и его сплавов неплавящимся вольфрамовым электродом в среде аргона на переменном токе.
Фотографии внутренностей инверторного сварочного источника Русь-2005
Техническое описание и принципиальные электрические схемы электропривода ЭТУ3601 предназначенного для создания, на основе высокомоментных электродвигателей постоянного тока, быстродействующих и широко регулируемых (с диапазоном регулирования 1:10000) приводов подач металлорежущих станков, в том числе станков с ЧПУ
Фотографии внутренностей, а так же принципиальная электрическая схема силовой части и драйверов сварочного инверторного источника COLT 1300, производства итальянской фирмы CEMONT.
Техническое описание и схема сварочной установки типа УДГ-101предназначенной для ручной apгоно-дуговой сварки неплавящимся (вольфрамовым) электродом на постоянном токе изделий из нержавеющих сталей, меди и ее сплавов малых толщин (от 0,2 до 2,5 мм).
Техническое описание и схема сварочного универсального четырехпостового источника. В документации неплохо расписано формирование ВАХ со всеми ОС по току и напряжению. Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях.
от автора: Я ремонтировал и настраивал два таких агрегата, поэтому разбираться в их работе пришлось полностью, а на схемах сохранились мои пометки, может кому и пригодиться…
Техническое описание регулятора времени на интегральных схемах серии РВИ. Регулятор предназначен для управления циклом сварки машин контактной сварки переменного тока.
Техническое описание и инструкция по эксплуатации на полуавтомат сварочный А-547Ум типа ПДГ-309, предназначенный для электродуговой сварки металла тонкой электродной проволокой в двуокиси углерода.
Техническое описание и схемы сварочного выпрямителя ВДУ-505, предназначенного для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки в среде углекислого газа и под флюсом.
Техническое описание и инструкция по эксплуатации ПРИБОРА ПРИВАРКИ КАТОДОВ (ППК). По сути, прибор является конденсаторной контактной сварочной установкой
Силовая схема и схема блока управления тиристорного инверторного сварочного источника ВДУЧ-16
Руководство по эксплуатации и принципиальная схема электролизёра ЛИГА-2
Паспорт и руководство по эксплуатации инверторного сварочного источника ВД-160И У2 (ВД-200И-У2), производства ООО Линкор. Приведены схема электрическая принципиальная и осциллограммы в характерных точках.
Описание микроплазменного сварочного аппарата предназначенного для резки низкотемпературной плазмой материалов, в том числе и тугоплавких, сварки и пайки чёрных и цветных металлов. В качестве плазмообразующей среды используется водяной пар.
Фотографии внутренностей инверторного сварочного источника Фора-120.
Интересной особенностью источника является автогенераторный режим работы инвертора. Регулировка тока осуществляется за счёт изменения частоты генерации (управляющим генератором).
Инструкция и чертёж к Алплазу-04 и Мультиплазу 2500.
Мультиплаз 2500 прообраз алплаза и инструкции у них как две капли воды похожи, отличается он повышенной мощностью источника питания и возможностью работы с дугой прямого действия.
Схема ультразвукового генератора взятая из паспорта к установке ультразвукового искрового легирования.
Фотографии внутренностей инверторного сварочного источника IMS1600.
Интересна конструкция сглаживающего дросселя — провод пропущенный через три кольца.
Фотографии внутренностей, а так же силовая электрическая схема отечественного инверторного сварочного источника BME-160.
Схемы и описание тиристорного генератора импульсов от эмиссионного спектрометра POLYVAC E2000, применяемого для спектрального анализа железосодержащих сплавов (чугуны, стали и т.п.). Генератор достаточно мощный (1 — 1,5 кВт).
Вид внутренностей мощного зарядного устройства, предназначенного для зарядки локомотивных аккумуляторов, на базе двух сварочных инвертеров.
Фотографии и, нарисованные от руки, схемы инверторного сварочного источника Klasik 141
Техническое описание, схема и инструкция по эксплуатации сварочного полуавтомата типа ПДГ-508М
Техническое описание и инструкция по эксплуатации блока управления сварочным полуавтоматом типа БУСП-2У3.1.
Принципиальные электрические схемы сварочных источников ВДГ-303-3, ВДГ-401 и полуавтомата ПДГ-312-4 производства фирмы СЭЛМА.
Принципиальная электрическая схема однофазного полуавтомата типа ….
Руководство на сварочный дизель-генератор компании KAMA
Схема сварочного полуавтомата Пульсар-100МE.
Схема бытовой индукционной плитки Elenberg IC-1900
Схема промышленного универсального сварочного источника ВДУ-601.
Схема промышленного зарядного ТПП-160-70-У3.1 . Схема была срисована с агрегата при ремонте.
Схемы и описание выпрямителей ТПЕ и ТПП, предназначенных для зарядки тяговых аккум. батарей:
— щелочных на Uном=24-72 V и ёмкостью от 300 до 600 A*ч ,
— кислотных на Uном=24-80 V и ёмкостью от 160 до 400 А*ч .
Особенности схемы: Тиристорный 3-фазный выпрямитель с трехобмоточными трансформаторами тока на строне выпрямленного напряжения. УЭ всех тиристоров объединены.
Срисованная с оригинала схема сварочного источника Telwin conica160. В схеме не прорисована цепь питания реле от сх. контроля залипания.
Полная документация на электропривод асинхронный глубокорегулируемый комплектный Размер 2М-5-21, который предназначен для работы в системах автоматического регулирования частоты вращения электродвигателей двух механизмов подачи и электродвигателя шпинделя токарных станков с ЧПУ.
Принципиальная электрическая схема сварочного источника ВДУ-504.
Фотографии внутренностей инверторного сварочного источника МК300А.
Принципиальная электрическая схема инверторного сварочного источника Телвин 130. Схема срисована с образца во время ремонта Для просмотра схемы потребуется Pcad2000 и выше.
Фирменная принципиальная электрическая схема блока управления инверторного источника Форсаж, выпускаемого Рязанским приборостроительным заводом.
Инверторный сварочный источник Форсаж-125. Принципиальная схема силовой части и блока управления, а так же шесть фотографий с видами источника и куча осциллограмм!
Приципиальная электрическая схема зарядного устройства B31-5A.
Инструкции по настройке и схемы с описаниями на сварочные аппараты NEON ВД-161 и NEON ВД-201, производства ЗАО ЭлектроИнтел, Нижний Новгород.
Электрическая принципиальная схема на инверторный сварочный аппарат TELWIN-140, производства итальянской компании TELWIN
Паспорт на Электропривод унифицированный трёхфазный серии ЭПУ1…Д,М. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения.
Схема электрическая принципиальная малогабаритного источника питания типа МИП-200(250;300;250T;300T)У3, предназначенного для дуговой сварки.
Схема силовой части инверторного сварочного источника ВДУЧ-350.
Инструкция по эксплуатации Осциллятора ОСПЗ-2М.
Паспорт и схема блока управления контактной сваркой РКС-14.
Схема сварочного инвертора РУСЬ-2004,2005, нарисованная от руки во время ремонта.
Паспорт на машину контактной сварки типа МТР-1201 УХЛ. Машина контактной сварки предназначена для электрической контактной точечной сварки деталей из листовой низкоуглеродистой стали при повторно-кратковременном режиме.
Паспорт на регулятор контактной сварки РКС-502. Регулятор предназначен для комплектации контактных электросварочных машин и обеспечивает последовательность действия однофазных машин точечной контактной сварки. К сожалению в паспорте отсутствует принципиальная электрическая схема регулятора!
Неполная документация на п/а то-ли ПА-107, то-ли ПШ-107 или ПСШ-107. Буквы маркировки точно установить не удалось. П/а предназначен для сварки порошковой проволокой. Принципиальные схемы все есть, но монтажных схем и спецификаций элементов нет. Описание частично (%95) удалось восстановить.
Паспорт, инструкция по эксплуатации, описание и принципиальная электрическая схема устройства зарядного автоматического типа УЗА-150-80-У4.
Описание, инструкция по эксплуатации и принципиальные схемы инверторного источника сварочного тока DC250.31, производства научно-производственного предприятия «Технотрон».
Полная документация на привод ЭТ-1Е1. Это тиристорный, однофазный, нереверсивный привод постоянного тока, с ОС по ЭДС. Частота вращения 72-3600 об/мин. Регулировка производится вниз от максимальной.
Отсканированный паспорт устройства поджига дуги типа 13РП, предназначенного для возбуждения дуги в плазмотронах. Что немаловажно, в паспорте есть намоточные данные трансформатора и дросселей.
Руководство по эксплуатации сварочного выпрямителя ВД-0801 (укр.).
Отсканированный паспорт инверторного сварочного источника DC250.31 НПП «Технотрон», г.Чебоксары. Фотографии внутренностей аналогичного аппарата DC250.33 можно посмотреть здесь. DC250.33 отличается от DC250.31 тем, что в первом используются диоды 150EBU04 вместо модуля HEA320NJ40C на выходе. В последних 250.31 так же использовались выходные диоды 150EBU04. В инверторе использовано по 4 транзистора в плече + диод. в данный момент выпускаются только 250.33, в которых применены IRGPS40B120U либо IRG4PSH71U. диод — DSEP3012CR, либо HFA30PB120 (на отдельном радиаторе, аппарат снят с производства). Магнитопровод сварочного трансформатора 120х80х15 мм (за размеры точно не ручаюсь) производства ОАО Ашинский металлургический завод, из аморфного железа 5БДСР с немагнитным зазором. первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка — ЛЭП119х0,1 (сколько жил не помню). оба провода — ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после «х», только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм.
Документация на сварочный агрегат АДД-3124, который предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке,резке и наплавке металлов постоянным током.
Пределы регулирования сварочного тока 40-315А
Ном.сварочное напряжение 32,6В
Ном.частота вращения 1800+/-30 об/мин.
Документация и схемы на электропривод постоянного тока серии ЭТ-6, который предназначен для регулирования и стабилизации частоты вращения электродвигателя постоянного тока в диапазоне 1:10000 (если допустимо техническими условиями для данного электродвигателя). В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом.
Инструкция по эксплуатации, а также электрические принципиальные схемы на универсальный инверторный сварочный источник INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC.
Заводская инструкция по ремонту, и анализ блоксхемы на сварочный инвертор Prestige (он же Technika) фирмы Blue Weld в переводе на наш родной язык. В архиве два файла Word с рисунками и принципиальными схемами силовой части и БУ.
Принципиальная электрическая схема универсального сварочного источника КИУ-501
Подробные описание и схема привода постоянного тока KEMPOC.
Подробное описание, а также руководство по ремонту источников питания для плазменной резки ENTERPRISE PLASMA 160 HF, SUPERIOR PLASMA 90 HF и TECNICA PLASMA 18 -31, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Описание и схема двухплатной версии сварочного выпрямителя типа ВДУ-505. Выпрямитель предназначен для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки постоянным током в среде углекислого газа и под флюсом.
Срисованная с оригинала схема китайского инверторного сварочного источника WT-180S.
Внешние виды, виды монтажа и печатных плат, а также принципиальная электрическая схема корейского сварочного инвертора NSAX-180.
Принципиальная электрическая схема сварочного инвертора BRIMA-ARC160, производства немецкой компании Brima Welding International.
Внешние виды и принципиальная электрическая схема китайского сварочного инвертора ASEA-250.
Внешние виды и виды внутренностей инверторных сварочных источников BRIMA ARC200B, BRIMA TIG180A, EPS BIGTRE, FRONIUS, GUS-165, KAIZER-100, JASIC-MIG350, MISHEL SZ ST200, NEBULA-500, NEON, POWERMAN-200 и TECOMEC MARK-170G. К сожалению фотографии сделаны с не очень большим разрешением, но компоновочные решения видно очень хорошо.
Подробное описание, а также руководство по ремонту сварочных инверторов TELWIN TECNICA 141-161, TELWIN TECNICA 144-164 и TELWIN TECNICA 150-152-170-168ПУ, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Подробное описание, а также руководство по ремонту серии сварочных инверторов TELWIN TECNICA 141-161, производства итальянской компании TELWIN. Информация на испанском языке, но благодаря обилию рисунков и схем очень легко понимается.
Внешние виды, принципиальные электрические схемы, а также перечень комплектующих инверторного сварочного источника GYSMI-161, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного аппарата TOP4000.
Внешние виды и фотоотчёт ремонта сварочного инверторного источника TELWIN Tecnica-144, производства итальянской компании TELWIN. В конце фотоотчёта приводятся принципиальные электрические схемы источника.
Принципиальная электрическая схема инверторного сварочного источника Prestige144, производства итальянской компании BLUEWELD.
Срисованная с оригинала принципиальная электрическая схема инверторного сварочного источника САИ 200, производства группы компаний ТСС.
Приципиальная электрическая схема инверторного сварочного источника Inverter 3200 TOP DC китайского производства.
Виды и приципиальная электрическая схема инверторного сварочного источника MOS 168, производства итальянской фирмы DECA.
Техническое описание, принципиальные электрические схемы и данные моточных узлов системы электропитания легендарной персоналки ЕС-1840
Паспорт, техническое описание, а также принципиальные электрические схемы на сварочный полуавтомат типа ФЕБ-150, производства ООО НПО ФЕБ.
Руководство по эксплуатации на для дуговой сварки типа МАГМА-315(У/Р)М, производства ООО НПО ФЕБ. Руководство содержит информацию по техническому обслуживанию и ремонту источника.
Комплект ремонтной технической документации на блоки подачи проволоки ФЕБ-09,(07) и ФЕБ-12,(02) производства ООО НПО ФЕБ. Комплект включает принципиальные электрические схемы, перечни элементов, схемы расположения элементов, а также технические описания.
Руководство по ремонту неизвестного китайского UPS мощностью 6-10кВА. Руководство содержит общую блок схему, силовые схемы основных узлов, а также осциллограммы в характерных точках. Сопроводительный текст на английском языке.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы PowerCom.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы APC.
Принципиальная электрическая схема инверторного сварочного источника Powermax в форматах PCAD2006 и GIF.
Автор не уточнил производителя этого источника, но, по нектрым сведениям, аппараты с такими названиями выпускают компании Hypertherm и Castolin Eutectic.
Руководство по обслуживанию (Service Manual) и принципиальные электрические схемы инверторных сварочных источников COLT, COLT-1300, PUMA-150, производства итальянской фирмы CEMONT.
Очень подробное и качественное описание, а также инструкция по ремонту и настройке сварочных источников постоянного тока Форсаж-315, Форсаж-315М, Форсаж-315GAZ. Документация представлена в формате TGBrowser (браузер прилагается).
Описание и принципиальные электрические схемы инверторного сварочного источника для ручной дуговой сварки CEMONT S1000, производства итальянской фирмы CEMONT.
Качественно нарисованная принципиальная электрическая схема блока управления для полуавтоматической сварки БУСП-2УЗ.1..
Описание и принципиальная электрическая схема сварочного выпрямителя для MMA/TIG сварки модели UTA-200-1 производства чешской компании TRIODYN.
Инструкция по эксплуатации и краткая принципиальная электрическая схема плазмореза Powermax-1250, производства компании Hypertherm.
Описание и принципиальная электрическая схема универсальных сварочных источников ВДУ-504-1УЗ и ВДУ-504-1Е4.
Принципиальная электрическая схема универсального сварочного источника ВДУ 506 УЗ, производства Калининградского завода «ЭЛЕКТРОСВАРКА», в двухплатном и одноплатном испольнении.
Паспорт источника ARC-250 и другие, производства фирмы СВАРОГ (СПБ).
Принципиальная электрическая схема инверторного сварочного источника GYSMI-165, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного источника ВД-200.
Русскоязычная версия руководства по эксплуатации универсального инверторного сварочного источника INVERTEC V350-PRO, производства известной фирмы LINCOLN ELECTRIC.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы универсального выпрямителя ВСВУ-400, предназначенного для питания установок автоматической, полуавтоматической и ручной сварки обычной и сжатой непрерывной и пульсирующей дугой жаропрочных нержавеющих сталей и титановых сплавов в среде аргона.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы трёхфазного стабилизатора напряжения СТС2М мощностью от 10 до 100 кВА, предназначенного для автоматической стабилизации напряжения при питании от сети переменного тока частотой 50 или 60 Гц.
Описание и принципиальные электрические схемы регулятора контактной сварки РКС-801 УХЛ4
Паспорт, инструкция по эксплуатации, а также силовые схемы на полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 «Profi Mig» производства компании Плазма.
Виды внутренностей, топология печатной платы, а также электрические принципиальные схемы источника и подающего механизма полуавтомата ПДГ-270-3, производства компании Плазма.
В приведённой схеме источника, в отличии от заводской версии, где использованы тиристоры, применён магнитный пускатель. Также есть некоторые нестыковки со светодиодами. Эти изменения были внесены в схему хозяином источника с целью улучшения его работы.
Виды внутренностей, топология печатной платы, электрические принципиальные схемы, а также краткие коментарии о внешнем осмотер и использовании источника для полуавтоматической сварки Лорис-203М
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата ARC-200
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата MMA-160
Паспорт, описание, а также принципиальные электрические схемы импульсного стабилизатора сварочной дуги СТ-500 «MASTER», производства Костромского завода сварочного и электрощитового оборудования RUSELCOM.
Этот стабилизатор повторил и испытан в работе. После этого были сделаны следующие выводы:
Устройство прекрасно работает ТОЛЬКО ПРИ НАЛИЧИИ ДРОССЕЛЯ В ЦЕПИ СВАРОЧНОГО ТОКА!!!Стабилизатор НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ если применяются тиристорные ключи в первичной\вторичной обмотках св. т-ра. На оригинальной плате R42\R18 -30КОм.На схемах-24КОм.Проверить работоспособность устройства можно подключив вместо сварочного любой т-р с напряжением 70-80В. Замкнуть кол.-эм.транзистораV16\VT14-тем самым «включить «стабилизатор без зажигания дуги. Подключить осциллограф на выход стабилизатора и наблюдать наложение коротких импульсов на синусоиду см.рис.2. При правильной фазировке зажигается Н1. Работой стабилизатора очень доволен. Использую «установку»трансформатор 220\75В+дроссель в сварочной цепи+РБ-300+данная «поделка»+аргоновая горелка. К сожалению на токах менее 30А работает не устойчиво\не работает\.Поджиг дуги-КОНТАКТНЫЙ.Использовать в работе ЛУЧШЕ чем осциллятор с искровым разрядником\личное мнение.
Паспорт, описание, а также принципиальные электрические схемы регулятора контактной сварки типа РКС-501
Руководство по эксплуатации, описание, принципиальные электрические схемы сварочного источника УДГУ-501 AC/DC У3.1, производства компании СЭЛМА. Кроме этого в архиве множество фотографий внутренностей источника.
Техническое описание иныерторного выпрямителя для дуговой сварки ВДУЧ-350МАГ. В документации описывается устройство и работа источника, но к большому сожалению отсутствуют принципиальные электрические схемы.
Описание устройства, а также рекомендации по ремонту инверторного сварочного источника Торус-200, производства компании ТОР. В архиве также содержатся принципиальные схемы, рисунок печатной платы, а также множество фотографий внутренностей источника.
Описание и принципиальная электрическая схема выпрямительного устройства 50ВУК-120
Принципиальная электрическая схема осциллятора от сварочного аппарата Русич, производства НПО СВАРКА.
Исследовал схему и обмоточные данные Wentmiller.
Принципиальная электрическая схема полуавтомата ПДГ-251 в составе сварочного аппарата SELMA производства ОАО Электромашиностроительный завод «Фирма СЭЛМА».
Виды внутренностей универсального сварочного осциллятора УВК-7 производства СВАРБИ.
Принципиальная электрическая схема осциллятора от сварочного аппарата «Русич С-400» производства НПО СВАРКА
Паспорт и принципиальная электрическая схема инверторного сварочного источника СТРАТ-200(160 производства компании ООО Актив, Санкт-Петербург
Руководство по ремонту инверторного сварочного источника GYSMI-183, производства французской компании GYS. Руководство на английском языке.
Архив с инструкцией по эксплуатации и электрическими схемами на универсальные сварочные аппараты PHOENIX 301; 351; 401; 421; 521 EXPERT [PULS] forceArc, производства немецкой компании EWM>. Инструкция на чистом русском языке.
Принципиальная электрическая схема корейского инверторного сварочного источника ASEA-160.
Инструкция по эксплуатации инверторного сварочного источника INVERTEC V275-S производства известной фирмы LINCOLN ELECTRIC. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника IDEALARC DC-400 производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся частичные принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на русском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC STT & STT II производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся подробное описание технологии STT, принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V205-T AC/DC производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V250-S производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Скачать архив (236 Mb)
elektromehanika.org