Резьба по дереву, режущие инструменты для обработки
Главная / Резьба по дереву / Инструменты для резьбы
Для работы необходимо оборудовать рабочее место с неподвижным столом. В крайнем случае можно использовать буковую доску, которая зажимается на столе с помощью струбцины. Лучше всего иметь верстак с зажимом. Чтобы укрепить очень крупную заготовку на рабочем месте, обеспечив при этом свободный доступ к ней со всех сторон, применяют фигурные винты, которые через отверстия снизу ввинчивают в заготовку; используют также зажимные струбцины, которые очень быстро устанавливаются и снимаются, не оставляя на поверхности материала вмятин. Наиболее удобны струбцины с диапазоном зажима до 20 см.
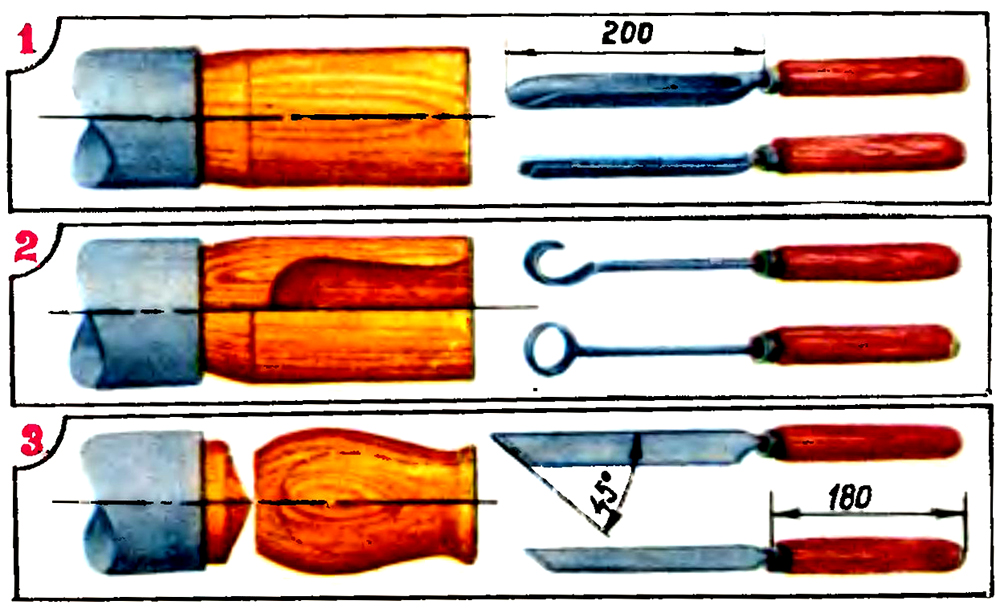
Рис. 1-5 Инструменты для резьбы: ножи и стамески с прямым и косым резцом, полукруглые и уголковые стамески | Рис. 6 Инструменты для выполнения скульптур: долота, большая и малая киянки |
Без топора и пилы при получении заготовки не обойтись.
Нож для резьбы из хорошей стали с коротким лезвием в неподвижной рукоятке является универсальным инструментом, он предпочтительнее простого перочинного ножа. Специальные ножи для зарубок имеют очень короткие острые клинки. Некоторые клинки имеют форму шила, которое затем переходит в собственно инструмент для резьбы.
Режущий инструмент для древесины. Самый простой из них, топор, имеющий форму клина, сначала прорезает волокна древесины, затем разделяет их. При работе следует придерживаться основного правила: всегда срезать небольшое количество древесины.
Для выполнения более грубой предварительной обработки древесины используют долота или стамески. Стамески с прямым или косым резцом используют для вырезания или выдалбливания углублений на плоскости и для выравнивания поверхности древесины, стамеску в виде желобка — для снятия большого количества древесины, особенно при получении полых форм. Обычно они снабжены номерами, которые обозначают кривизну резца. Имеются инструменты изогнутой формы, с помощью которых можно обрабатывать различные углубления. Стамески, имеющие режущую кромку в виде косяка, используют для выполнения желобков, зарубок и т. п. Все плоские стамески И ДОЛОта различают ПО ширине. Инструменты для выполнения клинков — от 2 до 35 ММ И скульптур: долота, большая и малая более. В качестве ударного инструмента применяют киянки.
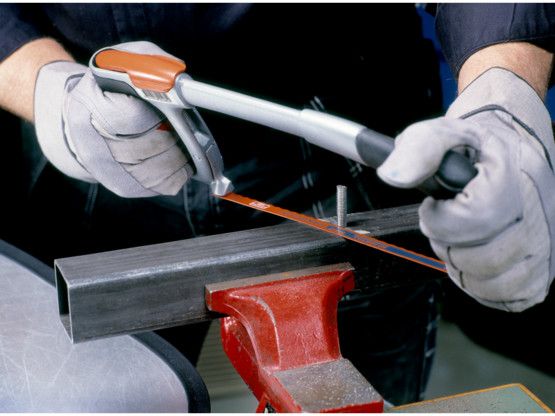
Специальные инструменты для обработки древесины. Наряду с рубанком, снимающим стружку с поверхности древесины, требуются еще некоторые специальные инструменты для придания ровному материалу выпуклости или скругления кромок. Для этого служат рашпили, напильники, цикли. С помощью рашпилей и напильников можно выровнять большой участок поверхности, выполнив обработку под любым углом. Необходимо иметь полукруглые рашпили, напильники средней величины насечки и напильники для более тонкой работы. Шлифование лучше выполнять наждачной бумагой. Цикли служат для снятия очень тонкой стружки, они бывают прямоугольной и криволинейной формы для выполнения желобков.
Для этого служат рашпили, напильники, цикли. С помощью рашпилей и напильников можно выровнять большой участок поверхности, выполнив обработку под любым углом. Необходимо иметь полукруглые рашпили, напильники средней величины насечки и напильники для более тонкой работы. Шлифование лучше выполнять наждачной бумагой. Цикли служат для снятия очень тонкой стружки, они бывают прямоугольной и криволинейной формы для выполнения желобков.
Электрический режущий инструмент. Имеющиеся в продаже сверлильные инструменты можно оборудовать насадками для резьбы (рис. 7, 8, 9). Эти инструменты с приводом через гибкий вал работают от любого электрического сверлильного станка (до 4000 мин-1). С помощью эксцентрикового механизма, размещенного в ручке инструмента, вращательное движение сверлильного станка превращается в короткие удары.
С помощью гибкого вала и обычного цангового зажима от бормашины можно фрезеровать и шлифовать различные резные изделия. При этом из старых сверл можно изготовить довольно большой ассортимент режущих насадок.
Заточка инструментов. Новый инструмент для резьбы необходимо прежде всего заточить. На заточном станке имеется упор, с помощью которого инструмент можно заточить под правильным углом. Затачивать следует только фаску, но никогда — зеркальную (заднюю) сторону резца. Ошибка начинающих резчиков заключается в том, что они затачивают фаску горбом. В результате лезвие скользит по древесине, не разрезая ее. Лучше всего делать фаску вогнутой. Резец затачивают до тех пор, пока на нем не появится тонкий заусенец, который снимается при следующей доводке инструмента.
Насадки и режущий инструмент к ручной электрической дрели | |
| Подсоединение гибкого вала к дрели | |
Правильные камни могут быть естественными и искусственными. Перед заточкой инструмента камни следует смочить водой, смазать маслом или керосином. Сначала резец кладут обратной стороной на плоский оселок и перемещают его кругообразными движениями. Затем правят фаску, делая прямые возвратно-поступательные движения. Нож с обеих сторон перемещают круговыми движениями. Последний этап заточки выполняют на оселке и кожаном ремне.
Затем правят фаску, делая прямые возвратно-поступательные движения. Нож с обеих сторон перемещают круговыми движениями. Последний этап заточки выполняют на оселке и кожаном ремне.
Древесина может быть многоугольной, круглой, твердой, мягкой светлой, темной, шероховатой, гладкой и т. д. Каждое из этих свойств древесины нам приятно или неприятно. В конце концов мы выбираем то, что нам больше нравится.
Первое упражнение в резьбе состоит в изготовлении простейших композиций из геометрических форм. У сосновой древесины в слоях поперечного среза виден «веселый» рисунок годичных колец. Шлифованием, укладкой в противоположных направлениях и грунтованием (обычным грунтом) изделий достигается усиление рисунка.
Различные композиции получают из предварительно профилированных одинаковой толщины прямоугольников, квадратов, круглых заготовок. Лист наждачной бумаги, уложенный на стол, используют для зачистки и выравнивания поверхности древесины. После склеивания отдельных элементов поверхность древесины необходимо еще раз тщательно отшлифовать наждачной бумагой. Грунт следует наносить толстым слоем, при этом рисунок проявляется более интенсивно, а древесина становится несколько темнее.
Грунт следует наносить толстым слоем, при этом рисунок проявляется более интенсивно, а древесина становится несколько темнее.
Пластичность формы изделий. Чтобы сделать предметы более приятными на ощупь, кромки деревянных изделий слегка скругляют.
Изготовление кубика или подсвечника. Снять углы и смягчить кромки заготовки рашпилем и напильником, если потребуется — сошлифовать на шлифовальном диске с грубой шкуркой;»продолжить обработку заготовки до получения пластичной формы, отшлифовать и закончить работу нанесением грунта и соответствующего покрытия для защиты поверхности изделий. Округления, выполняемые напильником или шлифовальной шкуркой, необходимо делать продольными движениями по всей поверхности кубика или подсвечника.
После шлифования поверхность получается гладкой, но, несмотря на это, она еще не готова. При последующем увлажнении морилкой или краской волокна, которые были прижаты при шлифовании, разбухают и приподнимаются.
Верстачная доска (рис. 1). Изготовляют ее из доски шириной не менее 600 мм, толщиной 40-60 мм и длиной не менее 1750 мм. Лицевую сторону гладко остругивают. На одном конце верстачной доски крепят два упора — верхний и боковой, на другом — делают паз шириной 100 мм и глубиной 200 мм. Для прочности к концам доски прибивают снизу толстые бруски на всю ширину. С рабочей стороны верстачной доски по пласти и кромке на расстоянии 50 мм друг от друга сверлят отверстия диаметром 20-25 мм для вставки нагелей. По пласти отверстия сквозные, по ребру — глубиной 50 мм. Снизу верстачной доски устраивают три или четыре пальца, которые могут быть выдвижными или поворотными, как вертушка. Выдвижные крепят с помощью скоб, а поворотные — шурупами. Пальцы не должны выступать из-за кромки доски. Против паза делают один, а еще лучше два вертикальных упора. Верхний и боковой упоры необходимы для того, чтобы в них упирался материал при строгании.  Пальцы удерживают материал
в горизонтальном положении, когда
он закрепляется в боковом упоре.
Чтобы обрабатываемая деталь или
доска крепко держалась, ее можно
зажать, поставить позади нее нагель
и вбить клин между нагелем
и деталью. Пальцы удерживают материал
в горизонтальном положении, когда
он закрепляется в боковом упоре.
Чтобы обрабатываемая деталь или
доска крепко держалась, ее можно
зажать, поставить позади нее нагель
и вбить клин между нагелем
и деталью. Вместо одного нагеля можно устроить переставной упор, т. е. доску с двумя нагелями, укрепленными на расстоянии 50 мм друг от друга, чтобы нагели свободно входили в отверстия. Упоры против паза нужны для того, чтобы упирать в них материал при распиливании поперек. При строгании кромок широкие доски следует закрепить в боковом упоре, уложив на выдвинутые пальцы. Если требуется пилить поперек, упоры поднимают, прижимают к ним материал левой рукой, а правой держат пилу и пилят. После распиловки упоры опускают. При запиловке шипов на торцах какой-либо детали ее следует вставить в паз и закрепить клином. Рис. 1.
Верстачная доска: 1 — верхний упор;
2 — боковой упор; 3 — паз; 4 —
бобышка; 5 — тпез-да; 6 — пальцы; 7 —
вертикальные упоры; 8 — обрабатываемые
детали; 9 — клин Рис. 2.
Стусло и донце: а — стусло; б — донце:
1 — строгание торца бруска под прямым
углом; 2 — строгание под косым углом; 3
— основание; 4 — направляющая: 5 — прямой
упор; 6 — косой упор Рис. 3.
Струбцины, сжимы, цулага Рис. 4.
Приспособления для разметки: 1 —
рейсмус; 2 — гребенка Рис. 5.
Пилы: а – форма зубьев пил
для различной распиловки: 1-поперечной;
2-продольной; 3-смешанной Pис. 6. Струги:
а — шерхебель; б — рубанок; в — рубанок
с двойной железкой: 1 — горбатик; 2 — железка;
г — фуганок; д — цинубель; е — торцевой
рубанок; ж — фальцгеж 3 ~ зензубель; и —
шпунтубрль; к — калевка и набор железок
для нее; л — горбачи; м — галтель; н —
цикли |
 Промежутки между
ними называются пазухами. Зуб пилы имеет
три режущие кромки — боковую, переднюю
и лезвие.
Промежутки между
ними называются пазухами. Зуб пилы имеет
три режущие кромки — боковую, переднюю
и лезвие.
 В процессе работы получается узкая
толстая стружка, на обрабатываемой поверхности
остаются желобчатые следы.
В процессе работы получается узкая
толстая стружка, на обрабатываемой поверхности
остаются желобчатые следы. Для получения овальных
отверстий используют стамески с полукруглой
режущей частью.
Для получения овальных
отверстий используют стамески с полукруглой
режущей частью.
 Доску можно крепить к
козелкам или устроить подверстачье
на четырех ножках.
Доску можно крепить к
козелкам или устроить подверстачье
на четырех ножках.  Основание делают
из доски шириной 200 мм, толщиной 30-50
мм. На основание приклеивают направляющую
рейку такой же длины, как и
основание, шириной не менее 120 мм, толщиной
от 5 до 15 мм и с точно остроганной
кромкой, так как по ней двигается
подошва колодки струга во время
строгания. Над направляющей рейкой
крепят упор такой же ширины, как
и рейка, толщиной 25-50 мм. К этому постоянному
упору можно приставлять другой, но со
срезанной под углом 45° стороной. По этим
упорам можно строгать торцы под разными
углами.
Основание делают
из доски шириной 200 мм, толщиной 30-50
мм. На основание приклеивают направляющую
рейку такой же длины, как и
основание, шириной не менее 120 мм, толщиной
от 5 до 15 мм и с точно остроганной
кромкой, так как по ней двигается
подошва колодки струга во время
строгания. Над направляющей рейкой
крепят упор такой же ширины, как
и рейка, толщиной 25-50 мм. К этому постоянному
упору можно приставлять другой, но со
срезанной под углом 45° стороной. По этим
упорам можно строгать торцы под разными
углами.  Обычная
струбцина представляет собой П-образную
раму с винтом и ручкой.
Обычная
струбцина представляет собой П-образную
раму с винтом и ручкой.  Однако прессы
более мощные. Рама массивная деревянная
или металлическая, винты диаметром 20-25
мм или больше. Вместо винтов могут быть
клинья. Для работы необходимо иметь две-три
рамы или больше, что зависит от размера
изделий.
Однако прессы
более мощные. Рама массивная деревянная
или металлическая, винты диаметром 20-25
мм или больше. Вместо винтов могут быть
клинья. Для работы необходимо иметь две-три
рамы или больше, что зависит от размера
изделий. 

 Имея колодку
небольшой длины, они свободно проходят
по большим неровностям, имеющимся
на строгаемой поверхности.
Имея колодку
небольшой длины, они свободно проходят
по большим неровностям, имеющимся
на строгаемой поверхности. 
 При помощи киянки можно обработать тонкую фанеру или ДСП. Кроме того, это приспособление позволяет ровнять и сгибать ударным методом легко гнущийся материал.
При помощи киянки можно обработать тонкую фанеру или ДСП. Кроме того, это приспособление позволяет ровнять и сгибать ударным методом легко гнущийся материал.
 Они позволяют проникнуть в труднодоступные места.
Они позволяют проникнуть в труднодоступные места.


 Угол заточки лезвия рубанка — 23-25°. Рубанок с двойным ножом предназначен для чистового строгания древесины.
Угол заточки лезвия рубанка — 23-25°. Рубанок с двойным ножом предназначен для чистового строгания древесины.

 Только здесь для обработки используется шлифовальная шкурка. В зависимости от размера зерна абразива, нанесённого на шкурку, последние бывают грубыми (зернистостью 36,40,60) для предварительной обработки, для промежуточного шлифования (зернистостью 80, 100, 120, 160) и для финишного шлифования (зернистостью 180 и выше).
Только здесь для обработки используется шлифовальная шкурка. В зависимости от размера зерна абразива, нанесённого на шкурку, последние бывают грубыми (зернистостью 36,40,60) для предварительной обработки, для промежуточного шлифования (зернистостью 80, 100, 120, 160) и для финишного шлифования (зернистостью 180 и выше). Недостаток тот же — низкая производительность.
Недостаток тот же — низкая производительность.

 В листе фанеры нужно было выпиливать прямоугольные пазы для столбиков каркаса. Выполнить пропил от края листа ножовкой очень просто, а вот пропил параллельно внешней стороне листа можно было сделать, только предварительно сформировав «заход».
В листе фанеры нужно было выпиливать прямоугольные пазы для столбиков каркаса. Выполнить пропил от края листа ножовкой очень просто, а вот пропил параллельно внешней стороне листа можно было сделать, только предварительно сформировав «заход».
 Двуручными пилами заготавливают лес кругляк, и с их же помощью и с использованием лучковых пил, выполняют распиловку заготовленного леса. С использованием лобзиков изготавливают декоративные элементы оформления, а также поделки и мебель различной конструкции.
Двуручными пилами заготавливают лес кругляк, и с их же помощью и с использованием лучковых пил, выполняют распиловку заготовленного леса. С использованием лобзиков изготавливают декоративные элементы оформления, а также поделки и мебель различной конструкции.



 Сюда могут входить все режущие лезвия, пилы, топоры, стамески, специальные рубанки и многое другое. Каждый из инструментов предназначен для определенного вида обработки деревянной заготовки.
Сюда могут входить все режущие лезвия, пилы, топоры, стамески, специальные рубанки и многое другое. Каждый из инструментов предназначен для определенного вида обработки деревянной заготовки. Как правило, для этого используются специально изготовленные под этот способ работы инструменты – ножовки, пилы и т.п. Это двусторонние резаки, двуручные струги и ложечные резцы.
Как правило, для этого используются специально изготовленные под этот способ работы инструменты – ножовки, пилы и т.п. Это двусторонние резаки, двуручные струги и ложечные резцы.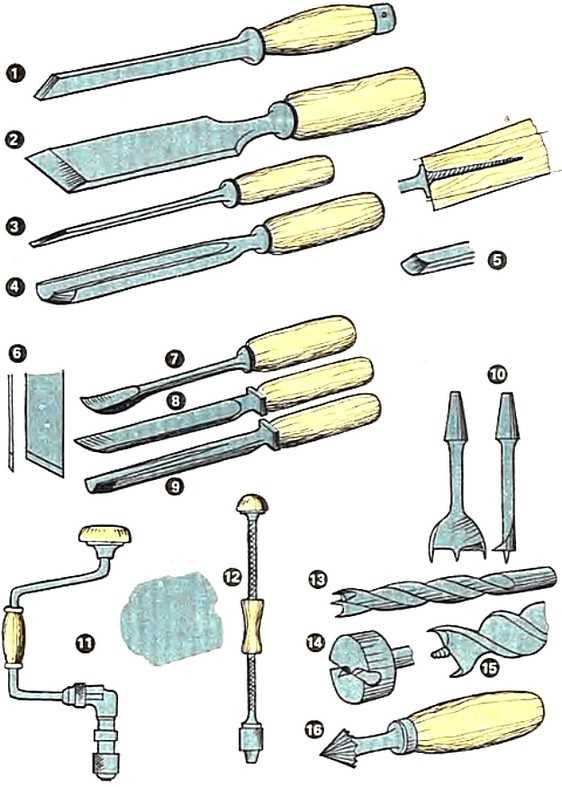 Пилы для продольного выпиливания оснащены зубьями в форме долота. Такая форма позволяет зубьям накапливать между собой опилки и выносить их из тела древесины. Пилы универсального назначения имеют зубцы в форме прямого угла, которые способны резать волокна как поперек, так и вдоль и под углом.
Пилы для продольного выпиливания оснащены зубьями в форме долота. Такая форма позволяет зубьям накапливать между собой опилки и выносить их из тела древесины. Пилы универсального назначения имеют зубцы в форме прямого угла, которые способны резать волокна как поперек, так и вдоль и под углом. Колун – это тяжелый топор, который применяется при необходимости разделки кряжа. Совместно с колуном используются и металлические или деревянные клинья, которые вбиваются в тело древесины и этим облегчают ее раскалывание. Уже сделанные заготовки обтесываются при помощи бытовых (плотничьих) легких топоров, которые удобно носить на поясе в специальных чехлах.
Колун – это тяжелый топор, который применяется при необходимости разделки кряжа. Совместно с колуном используются и металлические или деревянные клинья, которые вбиваются в тело древесины и этим облегчают ее раскалывание. Уже сделанные заготовки обтесываются при помощи бытовых (плотничьих) легких топоров, которые удобно носить на поясе в специальных чехлах. Финишное строгание обычно производится рубанками, имеющими одинарное или двойное лезвие, закрепленное в корпусе из металла или дерева. Толщина стружки полностью зависит от того, насколько далеко выдвинуто лезвие или корпуса. Чем меньше расстояние, тем тоньше деревянная стружка.
Финишное строгание обычно производится рубанками, имеющими одинарное или двойное лезвие, закрепленное в корпусе из металла или дерева. Толщина стружки полностью зависит от того, насколько далеко выдвинуто лезвие или корпуса. Чем меньше расстояние, тем тоньше деревянная стружка. Узкие инструменты предназначены для обработки древесины в узких местах деталей. Для работы с древесиной твердых пород или роговыми сучками используются прямые стамески с круглыми лезвиями. Если требуется очистить дерево с дуплом или глубокой полостью, используют стамеску-долото, имеющую толстый стальной стержень. Кроме того, необходимым инструментом в этом случае послужит киянка, которой долото будет забиваться вглубь древесины.
Узкие инструменты предназначены для обработки древесины в узких местах деталей. Для работы с древесиной твердых пород или роговыми сучками используются прямые стамески с круглыми лезвиями. Если требуется очистить дерево с дуплом или глубокой полостью, используют стамеску-долото, имеющую толстый стальной стержень. Кроме того, необходимым инструментом в этом случае послужит киянка, которой долото будет забиваться вглубь древесины. При помощи данного инструмента прорезаются треугольные углубления и канавки, чаще всего используемые при плоскорельефной резьбе.
При помощи данного инструмента прорезаются треугольные углубления и канавки, чаще всего используемые при плоскорельефной резьбе. Именно поэтому необходимо вначале обзавестись всеми необходимыми приспособлениями, а уже затем приступать к работе.
Именно поэтому необходимо вначале обзавестись всеми необходимыми приспособлениями, а уже затем приступать к работе.Ручные инструменты для деревообработки
РАЗМЕТОЧНЫЙ И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ.
В столярном деле в качестве разметочного и измерительного применяют следующий инструмент.
Рулетка представляет собой круглый металлический или пластмассовый футляр, в котором заключена измерительная лента длиной 1,2,3,5,10,20,30,50,75 и 100 м с нанесенными на ней делениями, выраженными в метрах, сантиметрах, миллиметрах. Предназначена для измерения и разметки любых заготовок по толщине, ширине и длине.
Складной метр представляет собой набор металлических или деревянных линеек с нанесенными на них делениями. Линейки соединяются между собой на шарнирах и легко складываются или раздвигаются. Метр служит для линейных измерений предметов незначительной длины.
Линейка измерительная изготавливается из дерева, пластмассы или стали длиной 15 см и более с градуировкой через 1мм, 0,5 и 1 см. Бывают линейки с градуировкой одновременно в сантиметрах-миллиметрах и дюймах. Линейка должна иметь прямые кромки и быть хорошо выравненной.
Бывают линейки с градуировкой одновременно в сантиметрах-миллиметрах и дюймах. Линейка должна иметь прямые кромки и быть хорошо выравненной.
Угольник предназначен для проверки прямоугольности элементов столярных изделий и состоит из основания, в которое под прямым углом вмонтирована линейка. На линейке нанесены деления. Угольники бывают деревянные размером 250х160х22 и 500х300х24 и металлические размером 500х240х20 мм.
Ерунок служит для разметки и измерения углов 45 и 135 градусов и состоит из основания — колодки, в которую вставлена деревянная или металлическая линейка под углом 45 градусов.
Малка предназначена для измерения углов по образцу и перенесения их на заготовки — детали. Состоит из основания колодки и линейки, соединенных между собой шарнирно.
Циркуль применяют для перенесения размеров на заготовки и для очерчивания круглых разметок.
Уровень предназначен для измерения горизонтальности или вертикальности плоскости. Уровень имеет сквозное отверстие длиной 300 мм. Стеклянная трубка уровня заполнена незамерзающей жидкостью с воздушным пузырьком. Положение ампулы в корпусе регулируют установленными винтами, так чтобы пузырек воздуха занимал среднее положение в трубочке против отметки в корпусе, когда уровень находится строго в горизонтальном положении. Уровни имеют ширину 16,22,25 и 28 мм, высоту 30,40,50 и 56 мм, длину 230,300,500,750 и 1250 мм.
Стеклянная трубка уровня заполнена незамерзающей жидкостью с воздушным пузырьком. Положение ампулы в корпусе регулируют установленными винтами, так чтобы пузырек воздуха занимал среднее положение в трубочке против отметки в корпусе, когда уровень находится строго в горизонтальном положении. Уровни имеют ширину 16,22,25 и 28 мм, высоту 30,40,50 и 56 мм, длину 230,300,500,750 и 1250 мм.
Отвес используется для проверки вертикальности установки деревянных конструкций (оконных и дверных блоков, встроенной мебели, перегородок). Состоит из конусообразного или цилиндрического стального корпуса ( веска) с проушиной, к которому прикрепляют льняной или хлопчатобумажный шнур. Диаметр веска 18,30 и 38 мм, длина 39,64,98,114,165 и 200 мм. Диаметр шнура 1,5-2 мм, длина 3,5,7 и 10 м.
Рейсмус представляет собой деревянную колодку, в которой через два отверстия проходят два бруска. На конце бруска с одной стороны имеются острые шпильки, которыми наносят риски. Выпуская конец бруска за колодку, устанавливают необходимую величину расстояния от кромки бруска до наносимой риски, т. е. линии разметки. Рейсмусом наносят риски, параллельные одной из сторон бруска детали.
е. линии разметки. Рейсмусом наносят риски, параллельные одной из сторон бруска детали.
Штангенциркуль применяют для измерения наружных и внутренних размеров деталей и изделий с точностью до 0,1 или 0,05 мм. Штангенциркули бывают четырех видов. Наиболее часто применяют штангенциркуль с двусторонним расположением губок для наружных и внутренних измерений и линейкой для измерения глубин. При точных измерениях (до десятых долей миллиметра) используют шкалу нониуса.
Микрометр используют для точного измерения полотен пил, ножей и др.
Шаблоны для разметки бывают различными по размерам, форме и конструкции. Изготовляют шаблоны из листовой стали, фанеры, твердых древесноволокнистых плит. Шаблон накладывают на обрабатываемую доску, брусок или заготовку, а затем карандашом или шилом обводят контуры. Применение шаблонов сокращает время на разметку, упрощает ее, разметка получается более точной.
ТЕСКА ДРЕВЕСИНЫ.
Теску древесины выполняют топором. Топоры выпускают с прямым или округлым лезвием. Топорище для топоров делают из древесины твердых лиственных пород — граба, ясеня, клена, бука, вяза или березы. Древесина топорища должна быть влажностью 12% и не иметь трещин, синевы, гнили и сучков диаметром более 6 мм. Топорище пропитывают олифой оксоль с добавлением 10-12% охры, шлифуют и покрывают бесцветным лаком. Топоры изготовляют из высококачественной инструментальной стали с термической обработкой. Топоры выпускаются массой от 1,65 до 2,17 кг.
Топорище для топоров делают из древесины твердых лиственных пород — граба, ясеня, клена, бука, вяза или березы. Древесина топорища должна быть влажностью 12% и не иметь трещин, синевы, гнили и сучков диаметром более 6 мм. Топорище пропитывают олифой оксоль с добавлением 10-12% охры, шлифуют и покрывают бесцветным лаком. Топоры изготовляют из высококачественной инструментальной стали с термической обработкой. Топоры выпускаются массой от 1,65 до 2,17 кг.
ИНСТРУМЕНТЫ ДЛЯ ПИЛЕНИЯ ДРЕВЕСИНЫ.
Ручные пилы, применяемые в столярном деле, разделяются на две группы: с натянутым полотном — лучковые, с ненатянутым полотном — ножовки.
Лучковую пилу используют для продольного и поперечного распиливания древесины. Пила представляет собой деревянный станок (лучок) с натянутым на нем полотном. В ручки стоек вставляют и закрепляют на шпильках концы полотна пилы, стойки соединяют средником, а противоположные концы стоек связывают тетивой, натягиваемой закруткой. Станок изготавливают из древесины твердых пород, тетиву — из крученого льняного или пенькового шнура диаметром 3 мм.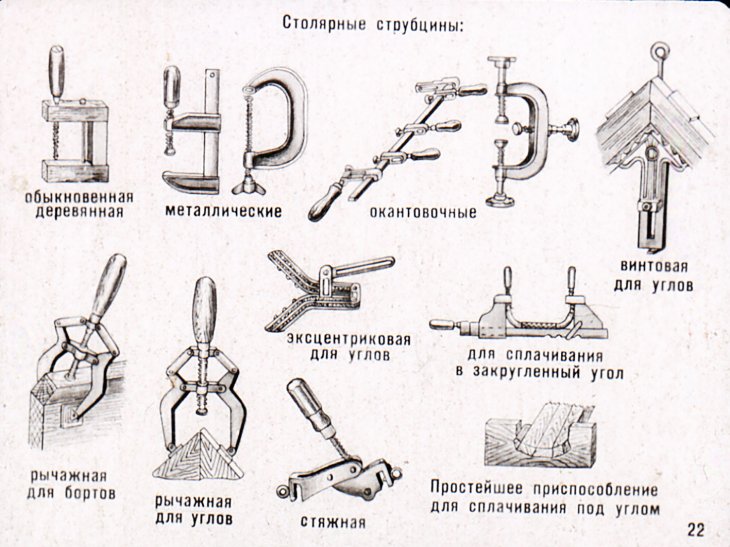 Деревянные элементы лучковых пил пропитывают олифой, шлифуют и покрывают светлым нитролаком.
Деревянные элементы лучковых пил пропитывают олифой, шлифуют и покрывают светлым нитролаком.
Так как полотно у лучковой пилы натянуто, ее делают длиннее и тоньше, чем у ножовки, поэтому ею можно пилить в полный размах, при этом пропил получается тоньше и качественнее.
Лучковые пилы бывают размашные (распускные), поперечные, выкружные, шиповые.
Размашные пилы имеют полотно шириной 45…55 и толщиной 0,4…0,7 мм, шаг зубьев 5 мм, угол заострения зубьев 40… 50 градусов. Заточка зубьев прямая. Длина полотна 780… 800 мм. Применяются эти пилы для продольного пиления древесины.
Поперечные пилы шириной полотна 20…25 и толщиной 0,4…0,7 мм, шаг зубьев 4…5 мм, угол заострения зубьев 65…80 градусов. Зубья имеют форму равнобедренного треугольника, заточка косая. Длина полотна 750…800 мм.
Выкружные пилы применяют для криволинейного фигурного пиления. Они имеют полотно длиной до 500 мм и шириной 4…15 мм, зубья с прямой заточкой и с шагом 2…4 мм, угол заострения 50…60 градусов. Толщина полотна пилы не более 1 мм, поэтому получается узкий пропил.
Шиповые пилы используются для выпиливания шипов и проушин. Имеют полотно шириной 40…50 мм, толщиной 0,4… 0,5 мм, зубья прямоугольной формы с шагом 3…4 мм и углом заострения 80-85 градусов. Пила имеет длину 600-700 мм.По окончании работы тетиву необходимо ослабить, чтобы не растягивать полотно пилы. Чтобы избежать растяжения тетивы в нерабочем состоянии, необходимо немного отпустить закрутку.
Ножевые пилы (ножовки) бывают широкие, узкие и с обушком. Ножовку широкую применяют для ручной распиловки древесины и древесных материалов при выполнении столярных и плотничных работ. Ножовки изготовляют для поперечной, продольной распиловки древесины и универсальные. Они могут иметь сменные полотна.Зубья ножовок должны быть заточены и разведены. Зуб должен быть разведен на протяжении не 2/3 его высоты от вершины. Развод зубьев производят поочередным отгибанием их в разные стороны на величину: для зубьев с шагом до 3 мм — 0,1…0,3 мм на одну сторону; 3 мм и более — 0,3…0,6 мм на одну сторону. Ножовкой узкой распиливают тонкие пиломатериалы, выпиливают криволинейные детали и выполняют сквозные пропилы. Ножовку с обушком используют для выполнения неглубоких пропилов, зарезания на «ус» и распиливания мелких отрезков древесины, а также для подгонки соединений. Верхняя часть пилы имеет утолщение. Толщина ручки 22 мм; толщина полотна до 0,8 мм. Зубья имеют форму прямоугольного треугольника. Так как полотно имеет небольшую толщину, для придания ему жесткости в верхней части приклепывают обушок. Ножовку-наградку применяют для несквозного пропиливания пазов под шпонки, а также для выпиливания узких пазов. Они имеют толщину 0,4…0,7 мм. Деревянные детали пил-ножовок изготовляют из березы, бука, толстой фанеры или текстолита. Для крепления полотна к ручке используются заклепки с шайбами или винты и трубчатые гайки, утапливаемые в ручку.Форма зубьев пилы определяет характер ее работы. Равнобедренные зубья служат для поперечного пиления, прямоугольные — для смешанного (вдоль и поперек), наклонные — только для продольного.
Ножовкой узкой распиливают тонкие пиломатериалы, выпиливают криволинейные детали и выполняют сквозные пропилы. Ножовку с обушком используют для выполнения неглубоких пропилов, зарезания на «ус» и распиливания мелких отрезков древесины, а также для подгонки соединений. Верхняя часть пилы имеет утолщение. Толщина ручки 22 мм; толщина полотна до 0,8 мм. Зубья имеют форму прямоугольного треугольника. Так как полотно имеет небольшую толщину, для придания ему жесткости в верхней части приклепывают обушок. Ножовку-наградку применяют для несквозного пропиливания пазов под шпонки, а также для выпиливания узких пазов. Они имеют толщину 0,4…0,7 мм. Деревянные детали пил-ножовок изготовляют из березы, бука, толстой фанеры или текстолита. Для крепления полотна к ручке используются заклепки с шайбами или винты и трубчатые гайки, утапливаемые в ручку.Форма зубьев пилы определяет характер ее работы. Равнобедренные зубья служат для поперечного пиления, прямоугольные — для смешанного (вдоль и поперек), наклонные — только для продольного. Равнобедренные зубья точат в разноточку с разных сторон через один так, чтобы на зубе с двух сторон образовалась фаска с острой режущей кромкой. Прямоугольные и наклонные зубья точат перпендикулярно полотну по обеим граням так, чтобы образовалась острая вершина, скалывающая волокна наподобие долота. Пилы с равнобедренными зубьями разводят на половину или треть толщины полотна (общая ширина прорези получается равной приблизительно полуторной толщине полотна). Мелкие зубья, как прямоугольные, так и наклонные, не разводят. Разводят зубья пил до затачивания, отгибая верхнюю половину зуба. Целиком отгибать зуб нельзя — он сломается. Разводки различных конструкций бывают в продаже, при их отсутствии можно делать развод клещами. Излишне отогнутые зубья выправляют легкими ударами молотка.
Равнобедренные зубья точат в разноточку с разных сторон через один так, чтобы на зубе с двух сторон образовалась фаска с острой режущей кромкой. Прямоугольные и наклонные зубья точат перпендикулярно полотну по обеим граням так, чтобы образовалась острая вершина, скалывающая волокна наподобие долота. Пилы с равнобедренными зубьями разводят на половину или треть толщины полотна (общая ширина прорези получается равной приблизительно полуторной толщине полотна). Мелкие зубья, как прямоугольные, так и наклонные, не разводят. Разводят зубья пил до затачивания, отгибая верхнюю половину зуба. Целиком отгибать зуб нельзя — он сломается. Разводки различных конструкций бывают в продаже, при их отсутствии можно делать развод клещами. Излишне отогнутые зубья выправляют легкими ударами молотка.
ИНСТРУМЕНТЫ ДЛЯ СТРОГАНИЯ.
Шерхебель предназначен для первоначального грубого строгания древесины; можно строгать вдоль и поперек волокон, а также под углом к ним. После строгания шерхебелем поверхность древесины получается неровной, со следами углублений в виде желобков. Это вызвано тем, что лезвие ножа имеет овальную форму с радиусом 35 мм. При работе нож выпускают до 3 мм.
Это вызвано тем, что лезвие ножа имеет овальную форму с радиусом 35 мм. При работе нож выпускают до 3 мм.
Рубанок с одиночным ножом используют для предварительного строгания древесины и строгания ее после обработки шерхебелем. Лезвие у ножа шириной 40 мм прямолинейное, выпускают на 1 мм. Так как в этом рубанке нет стружколома (горбатика), стружка выходит без излома. Поэтому на поверхности обрабатываемой древесины часто получаются задиры, а иногда отколы.
Рубанок с двойным ножом применяют для чистого строгания древесины. Можно также строгать торцы, задиристые, свилеватые поверхности древесины. В отличие от рубанка с одиночным ножом двойной рубанок имеет кроме ножа стружколом, что позволяет получить более качественное строгание. Стружка после отделения поднимается вверх по ножу, отгибается и, попадая на стружколом, ломается. Излом стружки после отделения предотвращает возможность отщепа ее или откола от поверхности древесины.
Фуганок предназначен для гладкого строгания и выравнивания больших поверхностей. Фуганок длиннее рубанка почти в три раза, что позволяет строгать длинные поверхности. При обработке древесины с волнистой поверхностью получается стружка в виде небольших кусков ленты, а при повторном проходе непрерывная тонкая стружка, показывающая, что строгание следует окончить, так как поверхность получается ровной. Короткие детали строгают пулуфуганком, имеющим корпус длиной 500 мм вместо 700 мм, нож шириной 50 мм, длиной 180 мм.
Фуганок длиннее рубанка почти в три раза, что позволяет строгать длинные поверхности. При обработке древесины с волнистой поверхностью получается стружка в виде небольших кусков ленты, а при повторном проходе непрерывная тонкая стружка, показывающая, что строгание следует окончить, так как поверхность получается ровной. Короткие детали строгают пулуфуганком, имеющим корпус длиной 500 мм вместо 700 мм, нож шириной 50 мм, длиной 180 мм.
Цинубель используют для образования на поверхности древесины мелких, едва заметных борозд и ворсистости под склеивание, облицовывание шпоном. Цинубель — рубанок с ножом, установленным под углом 80 градусов и имеющим зазубренное лезвие. При замене в цинубеле зазубренного ножа на обычный рубаночный он может быть использован как шлифтик.
Шлифтик — рубанок с укороченным корпусом, применяют для зачистки древесины, имеющей задиры и свилеватость. Шлифтик имеет узкую щель (шириной 5 мм) и увеличенный угол присадки (600), благодаря чему при работе снимается тонкая стружка и поверхность древесины обрабатывается чище. Лезвие ножа выпускается на 0,5 мм.
Лезвие ножа выпускается на 0,5 мм.
Торцовый рубанок используется как обычный рубанок и для строгания торцов, так как установленный в нем под углом к боковой поверхности нож облегчает процесс строгания и повышает качество обработки. При строгании под углом к оси доски обычный рубанок можно использовать как торцовый.
Зензубель — столярный инструмент для выборки и зачистки четвертей, фальцев, пазов, острожки перпендикулярных поверхностей. Может иметь одиночный или двойной нож шириной от 10 до 33 мм, по форме напоминающий лопатку. Наличие в корпусе свободного отверстия обеспечивает свободный выход стружки во время работы. Зензубель с простым ножом служит для предварительной обработки, а с двойным — для чистовой работы. «Двойной» зензубель для точной установки щели в колодке в большинстве случаев имеет передвижную переднюю подошву. Нож и подошва должны точно подходить друг к другу: только при этом условии обеспечивается его хорошая работа.
Фальцгебель — предназначен для отборки и зачистки четвертей (для острожки фальцев). В отличие от зензубеля имеет съемные ступенчатые подошвы. Он теряет свое значение по мере того, как для образования четвертей все шире применяются электрорубанки и электрофрезеры. Дверной фальцгебель — это специальный инструмент для пристрожки дверей. Режущие кромки имеются на каждой из его граней, что позволяет острогивать внутренние углы обвязки дверной коробки.
В отличие от зензубеля имеет съемные ступенчатые подошвы. Он теряет свое значение по мере того, как для образования четвертей все шире применяются электрорубанки и электрофрезеры. Дверной фальцгебель — это специальный инструмент для пристрожки дверей. Режущие кромки имеются на каждой из его граней, что позволяет острогивать внутренние углы обвязки дверной коробки.
Шпунтубель — этим инструментом выбирают пазы — шпунты на кромках и пласти деталей. Позволяет обрабатывать детали разных размеров и делать пазы разной глубины и ширины. Состоит из двух корпусов, соединенных винтами, причем в одном из корпусов закрепляют нож.
Грунтубель служит для выборки паза, а также зачистки трапециевидного паза, выбранного наградкой.
Галтелью образуют желобки разной ширины или глубины с различным радиусом закругления. Корпус галтели имеет подошву выпуклой формы. Длина галтели 250, ширина 10…25, высота 60…80 мм.
Штап предназначен для образования закруглений на кромках деталей. Подошва корпуса и нож имеют вогнутую форму.
Калевка — столярный инструмент с фигурным резцом для фигурной (профильной) обработки лицевых поверхностей деталей, брусков или досок. Подошва имеет зеркальную (обратную) форму профиля детали.
Горбач служит для строгания вогнутых и выпуклых поверхностей. Корпус горбача имеет по всей длине выпуклую или вогнутую форму (с постоянной кривизной), которая должна соответствовать профилю обрабатываемой детали. Нож у горбача имеет прямое лезвие.
РУЧНОЕ ДОЛБЛЕНИЕ ДРЕВЕСИНЫ.
Для образования гнезд, пазов и проушин прямоугольного сечения в деталях из древесины применяют долота.
Долота делятся на плотничные и столярные. Долото состоит из полотна с лезвием на конце и рукоятки. Для того чтобы не раскалывалась рукоятка от удара молотком на нее насаживают стальное кольцо. Ручки долот изготавливают из сухой древесины твердых лиственных пород — бука, граба, ясеня, клена, кизила, березы (ее комлевой части). Рукоятка плотно насаживается на хвостовик, на ней не должно быть острых углов и неровностей. Полотно долот и рукояток покрывают бесцветным водостойким лаком.
Полотно долот и рукояток покрывают бесцветным водостойким лаком.
Долота плотничные предназначены для выборки гнезд, пазов, шипов. Длина 345, ширина полотна — 16, 18, 20 и 25 мм.
Долота столярные служат для тех же целей, что и плотничные. Длина 315,ширина полотна — 6, 8, 10, 12, 16, 18 и 20 мм.
Для зачистки и выборки гнезд, пазов, шипов, снятия фасок применяют плоские стамески, а для зачистки закругленных шипов и обработки вогнутых и выпуклых поверхностей — полукруглые стамески. Как и в долотах, полотна стамесок изготавливают из инструментальной стали с термической обработкой рабочей части, рукоятки — из древесины тех же пород, что и в долотах.
Полукруглыми стамесками обрабатывают криволинейные поверхности и выдалбливают отверстия криволинейной формы. Угол заострения стамесок (20-30)°.
РУЧНОЕ СВЕРЛЕНИЕ ДРЕВЕСИНЫ.
Круглые (цилиндрические) отверстия для круглых шипов, нагелей болтов выбирают сверлами, состоящими из хвостовика, стержня, режущей части и элементов для отвода стружки. Для сверления применяют перовые, центровые, винтовые, спиральные сверла и универсальные сверла.
Для сверления применяют перовые, центровые, винтовые, спиральные сверла и универсальные сверла.
Спиральные сверла удобны для выполнения мелких и точных отверстий, они хорошо сверлят как мягкую, так и твердую древесину. Спиральные сверла, переточенные для работы по дереву, намного убыстряют процесс сверления. Удлиненными сверлами можно делать очень глубокие отверстия. Спиральные сверла в зависимости от формы режущей части бывают с конической заточкой и с центром и подрезателями. Для отвода стружки в стержне имеются канавки, располагаемые по винтовой линии. Сверла с центром и подрезателем выпускаются диаметром 4…32 мм, а с конической заточкой — диаметром 2…6 мм (короткая серия) и 5…10 мм (длинная серия).
Сверла винтовые применяют для сверления глубоких отверстий поперек волокон. Конец сверла имеет винт с мелкой резьбой. При сверлении ими отверстия получаются чистыми, так как по винтовым каналам стружка удаляется легко. Диаметр сверл 10…50 мм, длина 40…1100 мм.
Перовые сверла имеют желобочную форму, ими выбирают отверстия преимущественно под нагели. Желобок служит и для выброса стружки. Ввиду того что он не может полностью выбрасывать стружку наружу, во избежание перегрева его приходится часто вынимать из отверстия. Недостатком перок является то, что в конце сверления отверстия они выдавливают древесину и дают скол. Чтобы избежать этого, не следует сверлить материал за один раз насквозь, при появлении центра отверстия на обратной стороне материала надо перевернуть заготовку и закончить сверление с другой стороны. Сверла имеют длину 100 …170 мм, диаметр 3…16 мм с градацией 1…2 мм.
Желобок служит и для выброса стружки. Ввиду того что он не может полностью выбрасывать стружку наружу, во избежание перегрева его приходится часто вынимать из отверстия. Недостатком перок является то, что в конце сверления отверстия они выдавливают древесину и дают скол. Чтобы избежать этого, не следует сверлить материал за один раз насквозь, при появлении центра отверстия на обратной стороне материала надо перевернуть заготовку и закончить сверление с другой стороны. Сверла имеют длину 100 …170 мм, диаметр 3…16 мм с градацией 1…2 мм.
Центровыми сверлами сверлят сквозные и неглубокие отверстия поперек волокон. Сверлить глубокие отверстия этими сверлами трудно вследствие плохого выбрасывания стружки. Сверло представляет собой стержень, оканчивающийся внизу режущей частью, состоящей из подрезателя, лезвия и направляющего центра (острия). Диаметр центровых сверл 12…50 мм, длина в зависимости от диаметра — 120 — 150 мм.
Универсальное сверло заменяет целый набор сверл. Передвижной резец можно легко поставить на нужный размер и сверлить отверстия диаметром от 25 до 80 мм.
Бурав, винтовые и ложечные сверла удобны при сверлении очень глубоких отверстий, хотя при этом скорость работы невелика.
Сверла приводят в действие с помощью коловорота и сверлилки.
Коловорот с трещеткой представляет собой коленчатый стержень, посередине которого находится ручка для вращения. На одном конце коленчатого стержня расположен патрон для крепления сверл, на другом — нажимная головка. Коловорот с трещеткой должен вращаться вправо и влево, причем направление вращения устанавливается кольцом — переключателем. Кулачки патрона должны обеспечивать надежное закрепление инструментов. Коловоротом можно завертывать болты, шурупы, для чего в патрон вставляют соответственно гаечные торцевые ключи (квадратные или шестигранные), отвертки. В коловороте можно крепить сверла с диаметром хвостовика до 10 мм. Для завертывания шурупов в коловорот вставляют отвертки. Коловорот, состоящий из коленчатого стержня, четырехкулачкового патрона, кольца-переключателя, изготавливают из конструкционной стали.
Отверстия диаметром до 5 мм высверливают сверлилкой. Сверлилка представляет собой стержень с винтовой нарезкой, на который надета ручка. На одном конце стержня имеется патрон для установки сверл, а на другом — головка. Стержень, а вместе с ним и сверло вращают путем передвижения вверх и вниз нарезной ручки.
drev.info
Конспект урока по технологии Верстак и его устройство с презентацией | Презентация к уроку по технологии (5 класс) на тему:
ВЕРСТАК, ЕГО УСТРОЙСТВО. РУЧНЫЕ ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ ДРЕВСИНЫ.
Цели: научить учащихся правильно организовать труд и оборудовать рабочее место для обработки древесины, ознакомить с ТБ труда при обработке древесины, с устройством столярного верстака, инструментами и оборудованием, развивать умение согласно техническому заданию готовить рабочее место и инструмент, воспитывать организованность, внимательность.
Тип урока: комбинированный.
Метод обучения:метод проблемного изложения метариала, практическая работа.
Наглядные пособия: презентация, инструкция по ТБ,
Ход урока.
1. организационно-подготовительная часть.
1). Приветствие учителя, контроль посещаемости.
2). Проверка готовности учащихся к уроку.
11.Повторение изученного материала.
1) Разгадав этот кроссворд, вы сможете прочитать слово, которое является самым главным в изученном на прошлом занятии (Технология).
2) Практическое задание.
Учитель раздает заготовки из разных пород древесины и предлагает разделить их на хвойные и лиственные породы.
Вопросы:
1. Из каких частей состоит дерево?
2. Какие породы деревьев вы знаете?
3.Какие отличительные признаки охарактеризуют породу древесины?
4. Перечислите професи, связанные с выращиванием, вырубкой и обработкой древесины?
5. Где применяется древесина?
6. Назовите основные пиломатериалы.
7. Покажите основные элементы пиломатериалов.
8. Что такое фанера, ДСП, ДВП?
9. Покажите на рисунке торцовый, радиальный и тангенциальный разрезы.
10. Что такое шпон?
11. Что показывают годичные кольца?
12. Что такое технология?
13. Какие виды технологий вам известны?
14.Какие виды технологий вам известны?
На пошлом уроке мы узнали, что такое «технология», определили виды пород древесины и пиломатериалы. Сегодня мы узнаем где обрабатывают эти пиломатериалы и какие используют при этом столярные инструменты и приспособления.
Тема нашего урока «Верстак, его устройство. Ручные инструменты и приспособления для обработки древесины»,
111. Изложение программного материала.
Что представляет собой рабочее место столяра?
Рабочее место – участок производственной площади мастерской, закрепленный за учащимися и оснащенный в соответствии с характером выполняемой работы, оборудованием, приспособлениями, инструментами и материалами.
На правильно организованном рабочем месте задание выполняют с наименьшей затратой сил и времени, с большей производительностью.
При обработке древесины вручную рабочее место оборудуется обычным столярным верстаком и табуретом. Обработку древесины выполняют на столярном верстаке. Термин «верстак» происходит от немецкого слова, которое в переводе означает «мастерская». С профессией столяра мы с вами знакомились на прошлом уроке. Вспомним, что слово «столяр» произошло от словосочетания – изготовление столов. Существует два вида вкрстаков: столярный (деревянный) и универсальный (комбинированный). Столярный верстак служит для обработки древесины, универсальный – для обработки древесины и металлов.
Обработку древесины выполняют на столярном верстаке. Термин «верстак» происходит от немецкого слова, которое в переводе означает «мастерская». С профессией столяра мы с вами знакомились на прошлом уроке. Вспомним, что слово «столяр» произошло от словосочетания – изготовление столов. Существует два вида вкрстаков: столярный (деревянный) и универсальный (комбинированный). Столярный верстак служит для обработки древесины, универсальный – для обработки древесины и металлов.
Рассмотрим столярный инструмент (можно использовать в этом месте презентацию).
Он состоит из подверстачья (опоры столярного верстака), и верстачной крышки. Подверстачье может быть деревянным, металлическим и комбинированным.
Конструкция подверстачья должна позволять регулировать высоту крышки верстака над уровнем пола в соответствии с ростом работающего.
Для закрепления заготовки на верстаке существуют передний и задний зажимы. Передний зажим предназначен для закрепления заготовок, например, при строгании кромки заготовки, или пиления. Задний зажим используют для крепления заготовок при строгании пласти (широкая часть заготовки) и распиливании заготовок. В зажимах столярного верстака используется винтовой механизм. С его помощью вращением рукоятки ходового винта, которое вызывает перемещение прижимной губки, можно закреплять или освобождать обрабатываемую деталь.
Задний зажим используют для крепления заготовок при строгании пласти (широкая часть заготовки) и распиливании заготовок. В зажимах столярного верстака используется винтовой механизм. С его помощью вращением рукоятки ходового винта, которое вызывает перемещение прижимной губки, можно закреплять или освобождать обрабатываемую деталь.
При строгании заготовки на крышке верстака есть гнезда в которые вставляют клинья, предназначенные для упора и крепления заготовок при строгании. В лотке образованном крышкой и брусками обвязки, размешают инструмент. Для удобства закрепления длинномерных заготовок при строгании на передней части крышки верстака имеются отверстия, в которые вставляются выдвижные пальцы.
Учитель. Почему на крышке верстака лоток выполнен в виде углубления?
Лоток предохраняет инструмент от падения на пол. Во время выполнения практических работ на верстаке происходит вибрация и, если инструмент находится не в лотке, он падает на пол, что является травмоопасным, так как режущие элементы могут поранить при падении на пол ноги работающего.
Работать у верстака необходимо стоя, и лишь некоторые работы (графическая резьба по дереву, выпиливание лобзиком…) выполняют сидя на табурете, который входит в комплект столярного верстака. Высота крышки верстака должна строго соответствовать росту учащегося.
Учитель. Как это проверить?
Правильную установку высоты крышки верстака проверяют так: необходимо встать верстака, опустить руки вниз и положить на его крышку ладони. Считается, что установка крышки столярного верстака по высоте работающего правильна. Если не трубуется наклоняться или сгибать руки.
Высоту крышки верстака или табурета можно регулировать.
Для выполнения столярных работ применяют режущий и измерительный инструмент.
Инструментов для выполнения столярных работ много. Некоторые их них вам уже известны. Рассмотрим те интсрументы, которые нам понадобятся для изготовления изделий из древесины в этом году. Есть инструменты, которые мы относим к режущим, а есть к измерительным.
Для ручной обработке древесины на столярном верстаке применяют различные режущие и измерительные инструменты, а также приспособления. К режущим инструментам относят: струги (рубанки, шерхебели, фуганки, зензубели и фальцгебели), пилы (продольного, поперечного, смешанного пиления), дрели со свёрлами, стамески, долота т.д. Для выполнения столярных работ используют ударный инструмент молоток, а также киянку. Измерительными инструментами столяра являются: линейка, циркуль, транспортир, угольник. Разметочным инстументом является карандаш, рейсмус, разметочный циркуль и т.п.
К режущим инструментам относят: струги (рубанки, шерхебели, фуганки, зензубели и фальцгебели), пилы (продольного, поперечного, смешанного пиления), дрели со свёрлами, стамески, долота т.д. Для выполнения столярных работ используют ударный инструмент молоток, а также киянку. Измерительными инструментами столяра являются: линейка, циркуль, транспортир, угольник. Разметочным инстументом является карандаш, рейсмус, разметочный циркуль и т.п.
Рубанок (струг) – режущий инструмент плотника и столяра. Им строгают древесину. Столяры и плотники пользуются стругами разных видов, но устройство у них почти у всех одинаковое (показ).
Ручные пилы бывают поперечные двуручные, ножевые (ножовки) и лучковые. Пила представляет собой стальную ленту (полотно) с нарезанными на ней треугольными зубьями. Полотно пилы снабжено ручками либо закреплено в специальном станке.
Существуют пилы для продольного, поперечного и смешанного пиления. Отличаются такие пилы формой режущих зубьев, расстоянием между ними, углом заточки, способами заточки и разводки (показ).
Коловорот – ручная дрель – инструмент для ручного сверления отверстий в дереве, металле (показ).
Сверло – режущий инструмент для получения отверстий в древесине, металле и и других конструкционных материалов. Различают свёрла перовые, центровые, спиральные. Кроме того, свёрла бывают с коническими и цилиндрическими хвостиками. (показ).
Стамеска — столярный режущий инструмент, которым подрезают подгоняемые детали; используют для изготовления мелких фасонных деталей, получения углублений и других работ (показ).
Молотки и киянки – инструмент, дошедший до нас из каменного века. Еще древние люди осознали полезность и необходимость молотка. Он служил им и орудием защиты, и инструментом, с помощью которого можно было расколоть орех, раздробить кость, забить в землю деревянный кол. Молоток и сейчас остается идним из главных интсрументов у людей, имеющих профессию, связанную с обработкой конструкционных материалов. О нем сложена вот такая загадка.
Тит на работу вышел,
Каждый услышал.
Сам он худ, голова с пуд,
Как ударит – крепко станет.
Это – молоток. Инструмент для нанесения ударов. Молотки могут быть как по форме, размеру, так и по весу разные. Всё зависит от рода выполняемых при помощи его работ (показ).
Киянки также являются древним инструментом. Выполнена она полностью из древесины твердых пород (береза, дуб, вяз, акация, яблоня, груша и т.д.). Предназначена она для выполнения сборки деревянных изделий, а также долбёжных работ (показ).
Любой мастер не может обходиться без инструмента, при помощи которого размечают и отмеряют заготовки, а также контролируют размеры. Посмотрим на некоторые из них (показ).
Линейка металлическая измерительная – инструмент для определения линейных размеров, а также для отсчёта показаний кронциркулей и нутромеров (показ).
Карандаш марки Т, ТМ – инструмент, предназначенный для выполнения разметки на поверхности древесины (показ).
Рейсмус – разметочный инструмент для процарапывания на поверхности древесины линий, параллельных строганной поверхности или чисто отрезанному торцу (показ).
Разметочный циркуль – используется для разметки окружностей, откладывания одинаковых отрезков (показ).
Шаблон – в технике: приспособление или инструмент для проверки правильности формы ряда готовых изделий; образец, по которому изготовляются однородные изделия (показ).
Столярный угольник и треугольник – контрольный инструмент для проверки прямых углов и нанесения прямых линий под углом 90 градусов при разметке древесины (показ).
К группе режущих инструментов также относят и напильники.
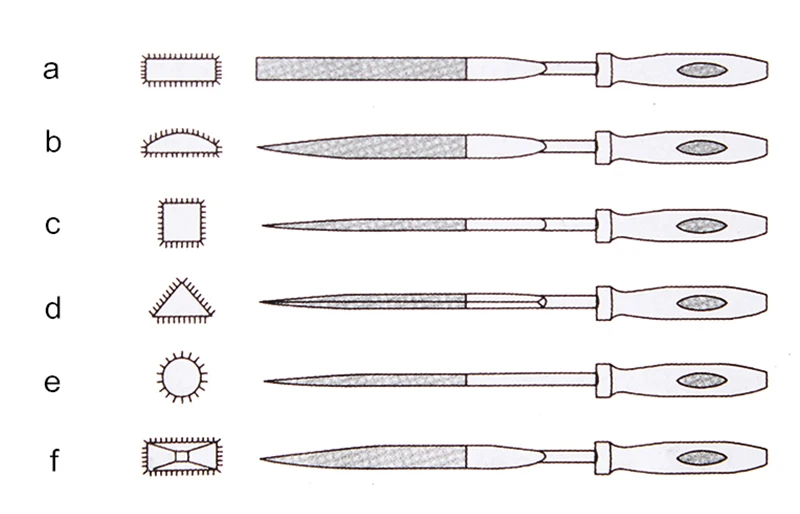
Напильник – режущий инструмент, который предназначен для опиливания поверхности древесины вручную. Напильники различаются по форме поперечного сечения (круглые, полукруглые, квадратные, плоские, ромбические и т.д.), (показ).
Все напильники имеют определенный номер насечки, а также отличаются по числу зубьев на 1 см длины.
Клещи – инструмент, предназначенный для выдергивания гвоздей, откусывания проволоки. На одной из ручек инструмента делают прорезь, благодаря которой выдергивают гвозди (показ).
Струбцина столярная – переносной винтовой инструмент, предназанченный для временного скрепления склеенных, распиливаемых, строгаемых и размечаемых заготовок. Струбцины бывают металлические и деревянные (показ).
Кернер – инструмент, используемый для нанесения углублений по поперечной риске (показ).
Иногда для облегчения некоторых видов столярных работ используют различные приспособления. Познакомимся с наиболее часто применяемыми из них6
Упор – устройство для ограничения движения заготовки при обработке (показ).
Стусло – приспособление для пиления заготовок из древесины под углом 45,90 градусов, без разметки (показ).
Учитель. Как и где хранят инструмент?
Все инструменты и приспособления в школьной мастерской хранят отдельно и распологают на стеллажах или в тумбочках (показ) так, чтобы ими всегда было удобно воспользоваться при работе. Каждому инструменту отведено своё место. После выполнения работы инструмент в чистом и исправном виде укладывают на то место, откуда он был взят. Наиболее часто используемые инструменты располагают ближе к месту работы в зоне досягаемости рук.
Наиболее часто используемые инструменты располагают ближе к месту работы в зоне досягаемости рук.
Учитель. Что необходимо сделать, и какой существует порядок для закрепления заготовок при строгании и пилении?
Крепление обрабатываемых заготовок должно быть надежным. На крышке столярного верстака есть передний и задний зажимы. Для того, чтобы выполнить работы рубанком, необходимо открутить прижимную губку на ¼ хода винтового механизма заднего зажима. Низкую заготовку положить на крышку верстака и примерить клину по длине, которой вставлен и гнездо крышки. При необходимости клин переставляют. Вставив клин, на крышке верстака заготовку упирают передним торцом в клин, а с заднего торца заготовку поджимают клином заднего зажима. Выход клина из отверстия гнезда на крышке верстака и заднего зажима должен не превышать уровень обрабатываемой поверхности детали (показ).
Инструменты для обработки металла: виды, правила выбора
Из этого материала вы узнаете:
- Виды обработки металлов
- Виды инструментов для обработки металлов по способу механизации
- Ручной инструмент для обработки металла
- Виды инструментов для промышленной обработки металлов
- Критерии выбора инструментов для обработки металла
Существуют различные инструменты для обработки металла. Одни используются в промышленных цехах, другие предназначены для бытового применения. С их помощью в металлических заготовках сверлят отверстия, фрезеруют детали, гнут, вытачивают, режут. Под каждый тип операции используется конкретное оборудование или инструмент.
Одни используются в промышленных цехах, другие предназначены для бытового применения. С их помощью в металлических заготовках сверлят отверстия, фрезеруют детали, гнут, вытачивают, режут. Под каждый тип операции используется конкретное оборудование или инструмент.
Ручные инструменты – это хорошо всем знакомые ножовки, напильники, надфили, метчики, лерки и т. д. К автоматизированным относятся фрезеровальные, сверлильные, гибочные, штамповочные станки. О том, какие виды инструментов используют для обработки металла, на что обратить внимание при выборе оборудования, вы узнаете из нашего материала.
Виды обработки металлов
Известны такие виды обработки:
- Воздействие на металл посредством долбления на специальном оборудовании либо вручную. Обработка на станках позволяет сразу снимать с торцевой части крупные пласты материала. Механизм передвигается относительно детали с помощью возвратно-поступательных движений по длине заданной оси.
- Фрезерование.
 Некоторые инструменты для фрезерной обработки металла самостоятельно перемещают изделие относительно фрезы, вращающейся возле параллельно расположенной поверхности заготовки оси. Когда происходит возвратно-поступательное движение фрезы, снимается слой металла необходимой толщины.
Некоторые инструменты для фрезерной обработки металла самостоятельно перемещают изделие относительно фрезы, вращающейся возле параллельно расположенной поверхности заготовки оси. Когда происходит возвратно-поступательное движение фрезы, снимается слой металла необходимой толщины.
- Сверление, которое выполняется вручную либо на станках. Сверло вращается вокруг собственной оси, снимая слои металла и образуя цилиндрическое отверстие. Поступательные движения происходят вдоль оси, заданной мастером.
- Шлифование на станках. В процессе шлифования вращающийся шлифовальный круг или шлифующая лента контактируют с заготовкой. Возможно как движение детали относительно абразива, так и движение абразива относительно изделия.
- Вытачивание металлической поверхности происходит на токарных станках. Резец перемещается вдоль вращающейся заготовки и воздействует на нее.
- Строгание, которое выполняется на станках продольного или поперечного типа.
 Резец движется относительно детали или деталь относительно резца. В обоих случаях резец выполняет прерывистые движения. Деталь при этом совершает возвратно-поступательные движения, и при взаимодействии с резцом с нее снимаются слои металла. Плоскость задает мастер.
Резец движется относительно детали или деталь относительно резца. В обоих случаях резец выполняет прерывистые движения. Деталь при этом совершает возвратно-поступательные движения, и при взаимодействии с резцом с нее снимаются слои металла. Плоскость задает мастер.
VT-metall предлагает услуги:
Шлифовальный инструмент для обработки металла представляет собой абразивные зерна, которые соединены между собой при помощи связующих веществ. На концах зерен расположены острые кромки разного размера, которые при взаимодействии с заготовкой снимают слои металла заданной толщины.
Самые распространенные инструменты для шлифовки – это шлифовальная шкурка (наждачка), бруски, круги и ткани с абразивным покрытием.
Среди режущих инструментов для обработки металла выделяются протяжки, сверла, метчики, фрезы и резцы. Важно, чтобы материал режущих инструментов был тверже обрабатываемой заготовки.
Если толщина металла составляет от 0,4 до 0,7 см, то он может резаться ножовкой, лобзиком либо ножницами. При этом металл толще 0,5 см удобнее всего разрезать угловой шлифовальной машиной (болгаркой).
Кузнецы и слесари пользуются такими инструментами и приспособлениями для обработки металла, как кувалда, молоток и ручник. Кувалда необходима для холодной деформации детали, а ручник для нахождения необходимой силы удара и указания конкретного места обработки.
Чеканка металла происходит с помощью таких инструментов, как:
- сечки, создающие линии полукруглой или изогнутой формы;
- фигурные чеканы, которые выполняют однотипные узоры с мелкими деталями;
- крюки и трещотки, создающие рельеф на поверхности металла;
- лощатники, канфарники, бобошники, также применяющиеся для создания рельефа.
Для декоративной обработки металлического изделия используют фасонный молоток. Рельеф выбивается при помощи боек закругленной, широкой плоской или выгнутой формы.
Виды инструментов для обработки металлов по способу механизации
По способу механизации можно выделить следующие виды инструментов:
- Механические.
 Оборудование и инструменты для механической обработки металлов имеют такие преимущества, как небольшая себестоимость обработки и несложная конструкция. Основным недостатком является невысокая производительность. Подобное оборудование используется для разовой либо постоянной обработки. Возможно применение как в кустарных, так и в промышленных масштабах.
Оборудование и инструменты для механической обработки металлов имеют такие преимущества, как небольшая себестоимость обработки и несложная конструкция. Основным недостатком является невысокая производительность. Подобное оборудование используется для разовой либо постоянной обработки. Возможно применение как в кустарных, так и в промышленных масштабах. - Автоматические. Их используют в серийном производстве из-за высокой производительности, точности и многофункциональности. Затраты на труд минимальны, как и уровень брака. Из недостатков следует выделить необходимость в обслуживании и сложную конструкцию.
Принцип снятия металлических слоев для всех методов будет одинаковым. На острую часть воздействует сила, под действием которой она оказывает давление на изделие. Врезаясь в деталь, режущая часть скалывает либо снимает стружку металла.
Сдвиг стружки чаще всего происходит под наклоном 135–155°. Качество инструмента и его износостойкость напрямую влияют на угол точения и резания. Чтобы режущая часть не затупилась преждевременно, необходимо правильно использовать инструмент. Особенно важен выбор верной скорости работы, так как существует риск перегрева приспособления.
Ручной инструмент для обработки металла
Выделяются следующие виды ручного инструмента для обработки металла: ударные, сверлильные, вспомогательные и режущие. Также существуют разновидности для опиловки металлических поверхностей, резьбы, рубки и пробивки отверстий в деталях.
Инструменты для рубки металла и пробивки отверстий
Зубила – это ударно-режущие инструменты для обработки незакаленного металла. Они представляют собой стержни с клиновидной рабочей частью. Зубила сделаны из стали и имеют ширину от 0,5 до 2 см. Угол заточки режущей кромки обычно находится в пределах 35–70°.
Бородки созданы для того, чтобы делать в металлических листах отверстия. Это объясняет их цилиндрическую или коническую форму. Диаметр отверстия в обрабатываемой детали составляет от 0,1 до 0,8 см, что во многом зависит от размера наконечника.
Крейцмейсели необходимы для прорубания узких канавок шириной не более 1,5 см.
Инструменты отличаются классом прочности HRC 53–59 у рабочей части и HRC 35–45 у ударной.
Инструменты для опиловки поверхностей из металла
Инструменты могут отличаться по габаритам, форме поперечного сечения, размеру зубьев и типу насечек.
Основными инструментами являются рашпили, напильники и надфили.
По виду поперечного сечения выделяют напильники круглой, полукруглой, плоской, трехгранной, ромбической, квадратной и ножовочной формы. Круглые инструменты делаются с нарезным и насеченным зубом, а остальные – только с насеченным.
По величине зубьев выделяются бархатные (с мелкими зубьями длиной от 1 до 1,25 см), личные (со средними зубьями длиной от 1,5 до 2 см) и драчевые (с большими зубьями длиной от 2 до 3 см) напильники. Напильник может использоваться как инструмент для обработки тонколистового металла.
Рашпили – это бруски с поперечным сечением разной формы. На их рабочую поверхность наносится ямочная насечка с пирамидальными выступами, которые расположены на расстоянии друг от друга. Рашпили подходят для грубой обработки мягких металлов (алюминия, серебра, свинца) и других материалов (древесины, пластических масс, резины).
Надфили представляют собой миниатюрные многолезвийные напильники. Существует 10 форм сечения надфилей, основные из которых – круглая, треугольная, квадратная и плоская. Длина рабочей части инструмента составляет 0,4, 0,6 либо 0,8 см. Вид насечки при этом двойной (перекрестный).
И надфили, и напильники важно подвергать термической обработке. Их твердость должна подходить для сцепления с контрольной пластинкой, для которой данный показатель по шкале Роквелла – HRC 57.
На зубьях не должно быть верхних слоев, образованных от выгорания углерода. Рабочая часть может иметь непрямолинейное отклонение не более 0,02 см на 10 см длины.
Инструменты для нарезания резьбы
Метчики предназначены для подготовки выполнения резьбы в отверстиях труб, деталей, гаек и не только. Их можно разделить на хвостовик для закрепления инструмента в воротке и режущую часть. Режущая деталь имеет конусообразную форму, которая помогает ей плотно входить в нарезаемое отверстие. Рабочая часть выглядит как винт с несколькими продольными канавками (3-4 ед.).
Плашки – это инструменты, которые используются для нарезания резьбы на верхних слоях труб, винтов или болтов. Они могут иметь трубную либо метрическую резьбу. Также инструменты делятся по форме и конструкции. Они могут быть прорезными (лерки) либо круглыми цельными, раздвижными либо призматическими.
К инструментам для нарезания резьбы относятся клупы и воротки. Их основная задача состоит в установке и закреплении в одном положении метчиков и плашек. Для воротков также характерно наличие обоймы для вставки плашки круглой формы или квадратных проемов для насадки метчика. Отверстие располагается посередине, в утолщенной части инструмента.
Клупы отличаются прямоугольной формой обоймы, что связано с простотой закрепления разрезных плашек.
Инструменты для резки металла
Возможна обработка металла резанием на станках и инструментах.
Пример инструмента для резки – стуловые и ручные ножницы. Обычно они используются при обработке тонколистового материала. Лезвия могут быть приваренными либо цельностальными. Твердость ножниц по шкале Роквелла должна иметь величину HRC 52–58. Также важна термическая обработка инструмента.
Станок является одним из элементов ножовок для металла. Вторая составляющая – ножовочное полотно, которое закрепляется державками на станке. Оборудование может раздвигаться, что позволяет фиксировать полотна больших размеров – от 25 до 35 см.
Сверлильные инструменты
Сверлильный инструмент предназначен для создания в металле отверстий.
Конструкция сверла предполагает наличие хвостовика и рабочей части. Форма рабочей части – спиралевидная, при этом на конце располагается режущая кромка. Стружка, которая получается в процессе сверления, отводится по спиральным канавкам.
Важнейшим инструментом для слесарной обработки металлов является дрель. Она вращает сверло, которое ускоряется благодаря конической передаче.
Ударные инструменты
Среди ударных инструментов и оборудования для обработки металла выделяют кровельные, слесарные и столярные молотки, а также кувалды, применяемые при изменении формы металлической детали.
Вспомогательный инструмент
Вспомогательные инструменты необходимы для подгона деталей под необходимый размер и обработки имеющихся заготовок. Примеры таких инструментов: слесарные обжимки, наковальни, тиски.
Тиски используются при закреплении заготовок для проведения с ними слесарных операций (рубки, резки, опиливания металла). По функциональным возможностям тиски классифицируют на настольные и портативные (ручные), при этом настольные тиски делятся на параллельные и стуловые.
Слесарные обжимки необходимы для создания неразъемных соединений. В процессе используются заклепки, которые отвечают за формовку замыкающихся головок и имеют на торцевой части обжимающую лунку.
Главная сфера применения наковальни – кузнечное дело. Инструмент используется для правки, гибки и ковки металлических изделий. Также он может применяться в слесарных работах.
Обработка металла абразивным инструментом и режущей частью помогает быстро сделать стружку и удалить части металла. Большая часть вспомогательных инструментов не требует от рабочих профессионализма, что обусловлено простотой использования.
Виды инструментов для промышленной обработки металлов
Если требуется обработка металла в производственных условиях, то используется специальное оборудование. Выполнение процессов вручную невыгодно из-за низкой производительности труда.
Каждая разновидность инструмента имеет свои особенности, но предназначение у них общее – под воздействием силы режущая часть снимает наружный слой металла, который в результате становится стружкой.
Чтобы понять, чем отличаются инструменты для обработки металлов, рассмотрим их разновидности.
Режущие инструменты для обработки металлов
Основное предназначение инструментов – подгон изделий под необходимые параметры (форму, габариты). Для этого нарезается резьба, создаются глухие либо сквозные отверстия и выполняется ряд других операций. Благодаря тому, что режущие инструменты сделаны из материалов с повышенной прочностью, они хорошо взаимодействуют с металлом.
В состав резца обязательно входит один из твердых сплавов и сталь – инструментальная и легированная быстрорежущая. Режущие инструменты похожи из-за особенностей конструкции, их легко узнать по клиновидной форме.
После того как на наконечник оказано давление, он движется и снимает стружку с поверхности металла. Трение между заготовкой и резцом вызывает нагревание режущей детали.
Из-за повышения температуры некоторые материалы быстро теряют свои качества. Они становятся менее прочными и утрачивают износостойкость. Именно поэтому режущие инструменты должны быть из закаленных металлов.
Абразивные инструменты для обработки металла
Оборудование имеет нестандартную конфигурацию и форму, но основная цель и принцип работы ничем не отличаются от режущих видов.
Абразивные инструменты могут применяться для разных процессов, связанных с обработкой металлов, изменением его форм и размеров. Шлифовка и полировка также помогают достичь большей или меньшей шероховатости.
Для некоторых абразивов предусмотрена возможность объединяться друг с другом. Тогда они будут выполнены в виде кругов или брусков, которые используются как отдельные элементы либо встраиваются в станки.
Некоторые разновидности можно клеить на мягкие поверхности (к примеру, на ткань либо на кожу). Смысл действия состоит в том, чтобы упростить обработку неровных верхних слоев металла.
В зависимости от требований к обработке можно выбрать абразивную часть с крупными либо мелкими кристаллами. При токарной обработке металла инструменты с абразивом незаменимы, а обилие разновидностей поможет подобрать прибор для конкретных целей.
Критерии выбора инструментов для обработки металла
При подборе оптимального инструмента нужно опираться на ряд требований. Это:
- предпочтительный способ резки – автоматизированный либо ручной;
- степень удобства во время работы с прибором;
- скорость подачи и глубина реза у режущих инструментов;
- желаемый уровень производительности;
- прочность обрабатываемого металла и другие характеристики, которые могут повлиять на качество работы;
- точность обработки – тонкая или грубая;
- условия резания, которые могут быть универсальными либо требовать электрических инструментов для обработки металла;
- вид работ, с которым может справиться инструмент: шлифование, сверление, резание, строгание, нарезка резьбы, долбление, фрезерование, протягивание и не только;
- рельефность верхнего слоя металла;
- наличие или отсутствие у металла реакции на повышенные температуры, которые возникают при обработке некоторыми инструментами.
Из-за того, что в процессе работы повышается температура режущей части, инструмент становится менее твердым. Он теряет свои первоначальные свойства, а риск повреждений и поломок повышается.
За жаропрочность инструмента, которая минимизирует негативное влияние температуры, отвечает красностойкость. На нее могут повлиять разные факторы, в том числе и угол заточки режущей детали. Именно от него зависит площадь касания заготовки поверхности. Больший угол повышает силу трения и увеличивает количество усилий, которые должен приложить мастер при обработке металла.
Для износостойких и долговечных инструментов характерно наличие в составе:
- Инструментальной стали. Это может быть любая ее разновидность: углеродистая, легированная, быстрорежущая. Основное преимущество материала состоит в сохранении всех свойств, причем даже при быстрой работе режущего инструмента. Она способна выдержать температуру вплоть до +2 500 °С.
- Оксида алюминия, легированного хромом и молибденом, а также армированного керамикой. Его целесообразно использовать при создании режущей детали. Жаростойкость такого сплава вещества составляет до +9 000 °С. Однако есть и существенный недостаток – повышенная хрупкость, что требует от рабочего особой внимательности.
- Твердосплавной стали. Такие характеристики, как износостойкость и прочность, в четыре раза лучше аналогичных показателей у инструментальной стали. Максимальная температура, которая не окажет на изделие негативного воздействия, составляет +6 200 °С.
Помимо угла заточки режущей части на качество оборудования влияют:
- качества металла, из которого сделана рабочая часть;
- глубина реза, скорость подачи и обработки металла инструментом;
- наличие стружкозавививателей, каналов для своевременного отвода стружки, охлаждающих элементов (если обработка деталей автоматическая).
На рынке успели зарекомендовать себя такие производители инструментов:
- «Московский инструментальный завод»;
- ISCAR, в России дистрибьютером компании выступает ООО «Интехсервис»;
- «Новые инструментальные решения»;
- Arno;
- Sumitomo;
- Paul Horn GmbH.
Рекомендуем статьи
- Сварка для резки металла: обзор технологии
- Лазерная очистка металла от ржавчины: принцип работы и преимущества
- Сверление металла: способы и особенности
Инструменты для обработки металла – это обширная категория, в которой найдется прибор для выполнения любой из задач: фрезерования, резки, сверления, шлифования, долбления и не только.
В этом материале были рассмотрены все распространенные виды инструментов и их особенности. Независимо от требований важно не экономить и выбирать проверенную модель. Дешевые варианты часто не соответствуют заявленным возможностям и быстро приходят в негодность. Со временем они потребуют дополнительных затрат на постоянный ремонт.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Оборудование рабочего места для изготовления из древесины
- Тема: Оборудование рабочего места и планирование работ по созданию древесины.
- Ц/у Познакомить учащихся с оборудованием рабочего места по обработке древесины.
Рабочее место для обработки древесины оборудуется столярным верстаком, стулом , стеллажами, ящиками, полками и тумбочками для размещения и хранения инструментов, приспособлений и заготовок.
Слово «верстак» в переводе с немецкого означает «мастерская». Верстак представляет собой рабочий стол .
Профессия рабочего, занятого ручной обработкой древесины, называется столяр. Произошло это название от основного вида деятельности — изготовления столов. Столяр с помощью столярных инструментов выполняет разметку, пиление, строгание, сверление, сборку, зачистку и отделку разнообразных изделий из древесины. Затачивание и наладка дереворежущих инструментов также относится к столярным работам
- Существует два вида верстаков: столярный (деревянный) и универсальный (комбинированный).
- Столярный верстак применяют для обработки древесины, а универсальный — для обработки древесины и металлов.
Столярный верстак
Тиски
Стол (крышка)
Столярный зажим
Основание
Соответствие верстака росту работающего
Перед началом работы необходимо проверить, соответствует ли верстак твоему росту. Для этого встань рядом с верстаком, опусти руки вниз и положи ладонь одной руки на крышку верстака. Если при этом не приходится сгибать руку или наклоняться, значит, верстак соответствует твоему росту.
Для изготовления изделий из древесины пользуются специальными инструментами
Режущие инструментами выполняют резание древесины.
К ним относятся пилы, рубанки, стамески, ножи и др.
Измерительные и разметочные инструменты предназначены для измерения размеров и разметки изделий.
К ним относят линейки, циркули, угольники, транспортиры и др.
Основные инструменты обработки древесины
а – рубанок;
б – молоток;
в – напильник;
г – киянка;
д – ножовка;
е – свёрла;
ж – стамеска;
з — шило
ПРАВИЛА безопасной работы
- 1. Обрабатываемые заготовки следует крепить надёжно, так как плохо закреплённая заготовка может выскочить и и привести к травме.
- 2.Работу за верстаком необходимо выполнять в специальной одежде: халате, комбинезоне или фартуке. На голову нужно надеть берет и подобрать под него волосы.
- 3. Крышка стола верстака регулируется по высоте и должна располагаться на уровне локтя стоящего у верстака.
- 4. На рабочем месте не должны находиться лишние предметы и инструменты.
- 5. Нельзя трогать пальцами острые кромки режущих инструментов.
- 6. В конце работы необходимо привести в порядок рабочее место.
- Проектирование – разработка конструкции изделия (графической документации) и технологии его изготовления (технологической карты)
- Конструкция изделия – графическое изображение в виде технического рисунка, эскиза или чертежа. Технология изготовления изделия – последовательность и описание действий по изготовлению издели я.
- Конструкция изделия – графическое изображение в виде технического рисунка, эскиза или чертежа. Технология изготовления изделия – последовательность и описание действий по изготовлению издели я.
- Конструкция изделия – графическое изображение в виде технического рисунка, эскиза или чертежа.
- Технология изготовления изделия – последовательность и описание действий по изготовлению издели я.
- Изготовление изделия – выполнение технологических операций (разметка, обработка заготовок, сборка полученных деталей в изделие).
Этап – это выполнение ряда последовательных действий по созданию изделия.
Деталь получают из заготовки путем ее обработки (выпиливанием, строганием, разрезанием)
Заготовкой называют материал определенных размеров, из которого будет изготавливаться деталь или изделие.
Соединение деталей в изделие называют сборкой .
Получение изделия из заготовки осуществляется согласно технологическому процессу , т.е. определенной последовательности действий.
законченная часть технологического процесса, выполняемую непрерывно на одном рабочем месте (на одном станке.)
- Выпиливание заготовки на столярном верстаке.
- Сверление отверстий на сверлильном станке.
- Окраску изделия в специальном помещении и т.д.
№ п / п
Последовательность выполнения операций
1
Выбрать заготовку из доски или фанеры толщиной 10-12 мм и разместить контур изделия по шаблону
2
Выпилить контур изделия
3
Наколоть шилом центр отверстия и высверлить отверстие
4
Зачистить изделие, скруглить острые кромки и углы
Технологическая карта
- Параграф № 5
- Стр 26- 33
Что включает в себя рабочее место?
Правильно
Столярный верстак
Халат
Ошибка!!!
Правильно
Табурет
Что включает в себя рабочее место?
Правильно
Стеллаж для хранения инструмента и заготовок
Аптечка
Ошибка!!!
Что включает в себя рабочее место?
Совок
Ошибка!!!
Стеллаж для инструмента
Правильно
Что включает в себя рабочее место?
Щётка-смётка
Ошибка!!!
Ящик для инструмента
Правильно
Определи соответствие крышки верстака по росту ученика?
1
2
3
Правильно
Неправильно
Неправильно
Что относят к инструментам, а что к оборудованию?
а — угольник
б — рейсмус
в — сверло
г — рубанок
д — молоток
б
в
Правильно
а
Подумай!!!
ИНСТРУМЕНТЫ
ОБОРУДОВАНИЕ
г
д
Что относят к инструментам, а что к оборудованию?
а – сверлильный станок
б – токарный станок по дереву
в — верстак
б
а
Подумай!!!
ИНСТРУМЕНТЫ
Правильно!!!
ОБОРУДОВАНИЕ
в
Что относят к инструментам, а что к оборудованию?
б — стамеска
а — киянка
г — напильник
в — топор
е — ножовка
д – пила лучковая
а
б
в
Правильно
Подумай!!!
ИНСТРУМЕНТЫ
ОБОРУДОВАНИЕ
е
д
г
Правила ухода за верстаком
Необходимо оберегать крышку верстака от повреждений режущим инструментом, потому что:
А – крышка верстака придёт в негодное состояние и на ней нельзя будет работать
Б – режущий инструмент придёт в негодное состояние, после чего его необходимо будет точить и править
В – выполнять практические работы, которые поручены учителем, соблюдая при этом заданную пооперационную последовательность будет невозможно
Правильно
Подумай!!!
Подумай!!!
Нельзя сильно закручивать передний и задний зажимы верстака, потому что:
А – заготовка при этом будет повреждена, появятся вмятины и сколы
Б – зажимы могут прийти в негодное состояние, вследствие повреждения механической части
В – заготовку будет трудно снять после такой установки в зажим
Подумай!!!
Правильно
Подумай!!!
Нельзя ударять молотком по крышке верстака и зажимам, потому что:
А – молоток придёт в негодное состояние
Б – крышка верстака и зажимы придут в негодное состояние
В – молоток после такой работы придётся периодически осматривать и готовить к работе
Подумай!!!
Правильно
Подумай!!!
4. Клинья в отверстия верстака забивать только киянкой, потому что:
А – клинья после удара молотком расколются и придут в негодное состояние
Б – отверстия после каждой установки клина будут больше, что приведёт к их несоответствию диаметру клина
В – забивая молотком клин, можно ударить мимо клина и повредить крышку верстака
Подумай!!!
Подумай!!!
Правильно
5. На рабочем месте не должны находиться лишние предметы и ненужные инструменты, потому что:
А – они загромождают рабочее место, мешают работе, могут упасть на пол и повредить ноги работающего
Б – вместо необходимого инструмента для выполнения технологической операции, можно взять совсем другой инструмент или предмет
В – работа должна производиться с наименьшими затратами труда, сил и энергии, а также с наименьшим количество движений
Правильно
Подумай!!!
Подумай!!!
6. По окончании работы очищать верстак от стружки и пыли щёткой-смёткой, потому что:
А – выполнять уборку другими инструментами запрещается
Б – благодаря удобному совку и щётке-смётке можно легко собрать стружки и пыль с горизонтальных поверхностей
В – стружку и опилки сдувать ртом или смахивать рукой запрещается
Подумай!!!
Подумай!!!
Правильно
Рекомендуемое оборудование для изготовления чаши из зеленого дерева
Изготовление собственных заготовок для чаши из зеленого дерева требует труда и времени, но весь процесс изготовления заготовки для чаши из зеленого дерева невероятно полезен.
Изготовление собственной заготовки чаши из зеленого дерева является основой процесса проектирования чаши. Поскольку вы работаете с необработанной древесиной у ее источника, вы должны принимать все решения относительно расположения разрезов, которые будут определять окончательный внешний вид чаши.
Главное — правильное оборудование и понимание процесса. Вот мои рекомендации по оборудованию для изготовления заготовок для чаш из зеленого дерева. Каждая выделенная ссылка приведет вас на Amazon, где вы сможете проверить текущую цену.
ГАЗОВАЯ ЦЕПНАЯ ПИЛА
Я использую 27-дюймовую бензопилу Echo для большинства своих работ по подготовке больших деревьев и заготовок чаш. Дополнительная длина этой шины обеспечивает большую мощность очистки материала, что обеспечивает бесперебойную работу пилы в любое время.
Мощная бензопила необходима, если вы режете что-либо больше восьми-десяти дюймов в диаметре. Я использую 18-дюймовую бензопилу, которая может обрабатывать большие деревья диаметром до 24 дюймов и выше.
Бензопила Husqvarna 18″
ЭЛЕКТРОПИЛЫ
Я действительно не ожидал многого, когда заказывал эту электрическую цепную пилу. Честно говоря, я думал, что в конечном итоге отправлю его обратно. Я был приятно удивлен, если не сказать больше! У меня есть 16-дюймовая бензопила Greenworks с батарейным питанием, и она отлично работает. Он легкий, очень простой в эксплуатации, тихий и очень хорошо режет. Этот тип аккумуляторной электрической цепной пилы идеально подходит для обрезки сучьев диаметром от 6 до 8 дюймов.
Эта электрическая бензопила настолько удобна, проста и чиста, что я держу ее в машине, если думаю, что могу наткнуться на дрова в канаве во время путешествия. Всегда полезно иметь под рукой дополнительную заряженную батарею, когда возникают большие проекты.
БЕЗОПАСНОСТЬ ЦЕПНОЙ ПИЛЫ
Безопасность при работе с бензопилой имеет первостепенное значение. Потратьте время, чтобы полностью понять принцип работы вашей пилы и все необходимые меры предосторожности. В первую очередь всегда защищайте свое тело. Встроенный шлем Oregon и лицевой щиток представляют собой отличное устройство для защиты головы.
Эти инновационные защитные очки сочетают в себе высокую степень защиты и функциональность. Я не могу сказать вам, сколько раз, даже когда на улице прохладно, я резал бензопилой, и пот капал на мои традиционные защитные очки, запотевал и делал их очень плохо видимыми. Плохое зрение при работающей бензопиле нехорошо. Защитные очки Safe Eyes Mesh – идеальное решение в этой ситуации.
Если у вас есть большой проект и вы будете резать в течение некоторого времени, защита для ног очень удобна. Эти защитные накладки на фартук не только защищают ваши ноги от пилы, но и защищают вас при погрузке и перемещении древесины. Кроме того, эти накладки защитят ваши штаны от влаги, разрывов, грязи и мусора. Я не могу вам сказать, сколько джинсов портится при распиловке бревен. Они не только рвутся, но влага, грязь и опилки создают неприятный беспорядок, который никогда не убирается. И это если в древесине мало дубильных веществ. Возьмите богатую дубильными веществами древесину, такую как вишня, и ваша одежда через короткое время будет испорчена. Эти накладки помогают защитить вас и вашу одежду.
Оборудование для заточки бензопил
Самый простой способ заточить бензопилу — это использовать простой ручной напильник и немного знаний. Прочтите мою статью «Как заточить лезвие бензопилы», чтобы узнать больше.
Круглые напильники используются для придания формы зубьям пилы. Проверьте марку и модель бензопилы, чтобы определить размер диаметра зубьев бензопилы. Общие размеры диаметра файла включают в себя; 5/32″, 3/16″ и 7/32″
Направляющая для напильника не только помогает удерживать напильник на месте, но также имеет индикаторы угла, помогающие подобрать угол каждого зуба. Самое главное, направляющая файла представляет файл на нужной глубине для сохранения идеальной кривой зуба.
Направляющие для напильников цепной пилы доступны для напильников размером 5/32″, 3/16″ и 7/32″.
Помимо заточки зубьев цепной пилы, необходимо также уделить внимание регулировке высоты направляющих граблей. Эта простая направляющая по глубине и набор напильников — все, что вам нужно, чтобы установить правильную высоту для всех наконечников грабель для бензопилы.
Timberline производит систему для заточки бензопил, которая работает так же, как точилка для карандашей старой школы. Это устройство крепится к шине цепной пилы, и цепь проходит под ней вручную по мере того, как вы затачиваете каждый зуб. Подберите правильный размер к диаметру ваших режущих зубов. Проверьте руководство по пиле, чтобы подтвердить диаметр зуба.
Точилка для бензопил Timberline 5/32″
Точилка для бензопил Timberline 3/16″
Точилка для бензопил Timberline 7/32″
Настольная или настенная точилка для цепной пилы Oregon 410-120 — отличный способ быстро и эффективно каждый раз.
Шлифовальное оборудование
Иногда мне необходимо шлифовать небольшие участки древесины по мере необходимости.
Я часто сталкиваюсь с этим при переворачивании чаши с естественным краем. Поскольку мне нужно прикрепить лицевую пластину к коре дерева заготовки чаши, мне нужно подготовить безопасную область для лицевой панели. 9№ 0003
Электрическая угловая шлифовальная машина с 4-дюймовым цепным режущим диском позволяет легко и быстро удалить кору с определенного участка.
Ленточные пилы
Ленточная пила является важным инструментом для обработки сырой древесины и придания ей пригодности для обработки на токарном станке в виде чашечных заготовок. Размер ленточной пилы, которую вы выбираете, действительно зависит от того, насколько большими вы хотите сделать заготовки чаши. Чтобы узнать больше об основах ленточной пилы, нажмите здесь, а чтобы узнать, как сделать заготовки для чаши из зеленого дерева, нажмите здесь.
БОЛЬШАЯ ЛЕНТОЧНАЯ ПИЛА
Чтобы распилить большие заготовки чаш из сырого дерева, я использую 17-дюймовую ленточнопильный станок Grizzly с двигателем мощностью в две лошадиные силы. Важно использовать лезвие с тремя-четырьмя зубьями на дюйм и шириной не менее половины дюйма при резке свежей древесины на ленточной пиле. Тонкие лезвия с большим количеством зубьев будут легче связываться и потенциально перегреваться, что может привести к поломке. Сначала я использовал лезвия толщиной 0,025 дюйма и обнаружил, что они вибрируют и издают много шума. Это лезвие Timber Wolf имеет толщину 0,032 дюйма и обеспечивает более стабильный и тихий рез.
Еще одна вещь, которая мне очень нравится в моей 17-дюймовой ленточной пиле Grizzly, — это ножной тормоз. Импульс и скорость вращающихся колес и пильного диска требуют много времени для остановки. Если я работаю вокруг стола ленточной пилы, я не хочу случайно задеть лезвие после того, как выключу станок. При нажатии на ножной тормоз пила полностью останавливается, обеспечивая безопасность области вокруг диска.
СРЕДНЯЯ ЛЕНТОЧНАЯ ПИЛА
По размеру и цене по сравнению с 17-дюймовой ленточной пилой на шаг ниже 14-дюймовая ленточная пила Shop Fox, которая поставляется в комплекте с полным основанием. При максимальной высоте среза около шести дюймов этот 9Размер лезвия 3,5″ идеально подходит для этой машины и позволяет быстро и легко резать заготовки из свежего дерева.
МАЛЕНЬКАЯ ЛЕНТОЧНАЯ ПИЛА
Если для вас не важна резка заготовок больших чаш, и вы будете резать меньший материал для токарной обработки, я рекомендую ленточнопильный станок Rikon 10″. Я начал с этой пилы и перешел к 17-дюймовому Grizzly выше. Мне было тяжело расставаться со своей 10-дюймовой ленточной пилой Rikon. Я продал его только потому, что мне нужно было все место, которое я мог получить в своем гараже.
Эта 10-дюймовая ленточная пила является рабочей лошадкой, а ее размер позволяет легко и быстро менять полотна для выполнения бесчисленных задач в цеху. Для точения заготовок чаши, толщина которых может достигать четырех дюймов, я бы рекомендовал это полотно длиной 70,5 дюйма и шириной 1/2 дюйма, 4 шага на дюйм.
Принадлежности для заготовки чаши
Вы готовы выточить цилиндрическую заготовку чаши с помощью ленточной пилы после того, как бревна будут разрезаны по длине и разделены пополам. В этом процессе необходимы несколько простых аксессуаров.
Шило и молоток — лучшие инструменты для быстрого центрирования шаблона круга над заготовкой чаши. Чтобы сделать шаблоны кругов, вам понадобится кусок картона, рулетка, карандаш и циркуль, чтобы сделать круги разных размеров.
Маркировочные мелки
Эти мелки для маркировки пиломатериалов отлично подходят для маркировки концов бревен. Они оставляют следы на любой поверхности, даже если с дерева капает вода.
Защитите заготовки для чаши
После всей тяжелой работы важно защитить и сохранить всю эту красивую зеленую древесину, пока вы не будете готовы к работе. Продукт, который очень хорошо зарекомендовал себя в защите заготовок чаши от слишком быстрого высыхания, — это Anchorseal.
Это густое похожее на краску вещество просто нужно нанести на торцевые волокна бревен, чтобы замедлить потерю влаги. Высыхает ясно. Просто используйте одноразовую щетку для стружки, чтобы нанести Anchorseal на древесину. Я также видел, как некоторые токари покрывали и герметизировали всю заготовку чаши с помощью Anchorseal для более длительного хранения.
Влагомер
При работе с сырой древесиной необходим качественный влагомер. Это влагомер, которым я пользуюсь. Невозможно узнать, насколько влажна древесина, не используя влагомер.
Я измеряю несколько участков нескольких сырых бревен после того, как они были вырезаны и заклеены Anchorseal. Содержание влаги и дата отмечаются в журнале маркером, и это становится точкой отсчета для будущих проверок влажности.
Еще один способ измерить влажность миски – взвесить миску и записать вес и дату. Затем периодически возвращайтесь к миске и снова измеряйте, не похудела ли миска. Когда чаша перестанет терять вес, она сравняется с окружающей средой. Используйте цифровые почтовые весы, которые измеряют граммы для наиболее точного измерения.
Сушка мисок из сырого дерева
При сушке мисок из сырого дерева необходимо учитывать множество факторов и методов. У меня есть статья, в которой рассказывается о шести различных способах сушки чаш из зеленого дерева.
Одним из способов сушки чаш является использование продукта, называемого влагопоглотителем. Осушающие шарики из силикагеля можно найти в небольших пакетиках, иногда включаемых в упаковку продукта, чтобы продукт оставался сухим. Хотите верьте, хотите нет, но эти осушающие шарики можно купить в количестве по одному галлону и использовать для сушки мисок из зеленого дерева.
Этот товар имеет цветовой индикатор, который меняется при насыщении бусинок влагой. Разложите их на противне и поместите в духовку при температуре 250°, и они высохнут и их можно будет использовать повторно.
Готовые заготовки для мисок
Не всегда практично изготавливать собственные заготовки для мисок из сырого дерева. Когда проект должен быть сделан из определенного типа дерева или если вы только начинаете и хотите попробовать токарную обработку деревянной чаши, прежде чем вкладывать слишком много средств, использование готовых заготовок деревянной чаши — отличный способ.
Я рекомендую использовать заготовки, которые легко подойдут к вашему токарному станку. В большинстве случаев заготовок размером 6″ x 6″ x 3″ будет достаточно для того, чтобы выточить красивую чашу, и с ними можно легко справиться практически на любом токарном станке. Идеальная древесина для экспериментов — клен. Вот ссылка на заготовки чаши Maple 6″ x 6″ x 3″.
Заготовки для мисок из экзотического дерева включают в себя; Бубинга, африканское красное дерево, амазакуэ, черная лимба
< Руководства по рекомендуемому оборудованию
Основы ленточной пилы для токарных станков по дереву
Насколько важно для токарного станка иметь ленточнопильный станок?
Ленточная пила является важным инструментом для токарей по дереву, особенно для токарных станков по дереву. Ленточная пила помогает удалить лишний материал, чтобы сделать процесс токарной обработки деревянной чаши более эффективным.
Понимание того, как работает ленточная пила, безопасное ее использование и проявление должного уважения к ней сделают точение деревянной чаши быстрее и проще.
Простая конструкция, тонкий металлический сплошной нож, натянутый между двумя колесами, приводимыми в движение двигателем, позволяет сэкономить время, деньги и сталь для выдалбливания чаши. Понимание и безопасное использование ленточной пилы для обработки деревянных заготовок для чаш — это то, о чем будет подробно рассказано в этой статье.
Основные сведения о ленточной пиле для токарных станков по дереву:
- определение частей ленточной пилы
- как отрегулировать полотно ленточной пилы
- как выбрать подходящее полотно
- как обращаться с полотном
- как безопасно работать ленточная пила
- как обрезать деревянную заготовку чаши на ленточной пиле
Почему ленточная пила?
Вы спросите, зачем мне ленточная пила? Что ж, если вы делаете только несколько точеных деревянных мисок или у вас есть друг, который позволит вам одолжить свою пилу, то она вам может не понадобиться.
Если вы только изредка изготавливаете точеную чашу, да, вы можете отвернуть лишние углы чаши в грубой форме с помощью выемки чаши на токарном станке. Но один или два раза скруглите заготовки чаши на ленточной пиле, и станет ясно, что удары, которые вы получаете при обтачивании квадратных углов на токарном станке, не стоят хлопот.
Если вы планируете часто точить деревянные чаши, ленточная пила значительно сэкономит время. И даже если вы одалживаете пилу у друга, вам все равно захочется ознакомиться с различными компонентами ленточной пилы и понять, как безопасно работать с этой ленточной пилой.
Идентифицированная ленточная пила
Части ленточной пилы довольно просты и понятны. Два колеса поддерживают непрерывное пильное полотно по металлу. Мощность обычно обеспечивается электродвигателем, который вращает колеса и поворачивает лезвие.
Колеса ленточных пил обычно металлические и покрыты резиновыми шинами. Да, это называется шинами. Шины помогают смягчить и центрировать отвал, когда он вращается на колесах.
На правой стороне станка, где лезвие соприкасается с режущим материалом, находится направляющая лезвия. Направляющая лезвия служит нескольким целям, помогая удерживать лезвие прямо и точно, а также надежно защищая вращающееся лезвие.
Поверхность стола ленточной пилы в рабочей части станка, где резина соприкасается с дорогой, или, лучше, там, где дерево встречается с зубьями. Многие столы для ленточной пилы имеют регулировки, поэтому их можно наклонять для выполнения угловых разрезов. Кроме того, на поверхности стола обычно имеется прямая канавка или угловая прорезь, предназначенная для установки направляющей скользящей направляющей или зажимного приспособления.
Защитные дверцы закрывают два поворотных колеса ленточной пилы во время работы. Замки удерживают двери закрытыми и безопасными.
Вокруг пилы расположены различные ручки. Большинство ручек предназначены для регулировки отслеживания, положения и натяжения лезвия.
Идентифицированные основные детали ленточной пилыРегулировка ленточной пилы
Наиболее важной регулировкой любой ленточной пилы является отслеживание полотна. Лезвие должно точно отслеживаться и центрироваться для идеальной производительности.
Стоп. Прежде чем вы начнете крутить ручки в поисках этой «идеальной производительности», найдите минутку, чтобы узнать, что есть что.
Я говорю по опыту. Поворот пары ручек кажется достаточно невинным, но вы можете быстро создать большую головную боль и иметь ленточнопильный станок, который, кажется, просто отклоняет собственное лезвие снова и снова.
Вот чему я научился на собственном горьком опыте. Обычно нижнее колесо прямое и не имеет регулировки угла наклона. Верхнее колесо обычно имеет регулировку вверх и вниз, а также регулировку угла. Если вы заставите все это двигаться одновременно, вы можете сойти с ума, пытаясь исправить беспорядок.
Вместо того, чтобы просто поворачивать ручки, внимательно посмотрите, как движется лезвие. Когда пила отключена и отключена от сети, несколько раз проверните верхнее колесо вручную. Лезвие едет по покрышке, по колесу? Если это так, остановитесь, больше ничего не делайте. Вы можете идти.
Если лезвие движется по передней или задней части шины и колеса, необходимо внести некоторые коррективы. Прочтите руководство пользователя, чтобы узнать, как это лучше всего сделать. Как правило, требуется лишь небольшое изменение угла поворота колеса, чтобы выровнять его по центру.
При регулировке полотна ленточной пилы небольшое движение имеет большое значение. Так что легко это сделать с помощью регулировочных ручек.
Регулировка натяжения полотна
Опять же, обратитесь к руководству по конкретной ленточной пиле, чтобы узнать, как правильно отрегулировать натяжение полотна.
На моей машине я ослабляю направляющую лезвия и отодвигаю ее немного назад и в сторону от лезвия. Когда полотно плотно прилегает, но не полностью натянуто, пила включается, и полотно вращается. Затем ручку натяжения затягивают до тех пор, пока вращающееся лезвие не перестанет трепетать или вибрировать.
При установленном натяжении и снятой пиле направляющая снова устанавливается на лезвие в надлежащее защитное положение.
Размер ленточной пилы
Пространство от открытого полотна до левой стороны стола называется зевом ленточной пилы. Это пространство определяет максимальную ширину материала, который может проходить слева от лезвия.
От поверхности стола до максимального положения направляющей полотна ленточной пилы называется глубиной. Это расстояние определяет предел высоты режущего материала или заготовки чаши.
Кстати, эти размеры места для раскроя редко совпадают с названными размерами ленточной пилы. Вместо этого размер ленточной пилы обычно зависит от диаметра колеса.
Например, я использую 17-дюймовую ленточнопильный станок Grizzly, ширина его зева составляет 16 1/2 дюйма, а высота пропила составляет немногим более 12 дюймов. Внешний диаметр поворотных колес составляет 17 дюймов, отсюда и название пилы. Я также использовал 10-дюймовую ленточную пилу, и она отлично подходила для конкретных задач.
Горловина и глубина определяют, сколько материала потенциально может разрезать ленточная пила. Это важные размеры для сравнения с размерами заготовок, которые вы, возможно, захотите обрезать на ленточной пиле.
В то время как 17-дюймовая ленточная пила может легко справиться с заготовкой чаши высотой восемь дюймов и диаметром 16 или 18 дюймов, 14-дюймовая ленточная пила может иметь глубину пропила только пять или шесть дюймов. При шестидюймовой глубине пропила или высоте 14-дюймовая ленточная пила не может работать с заготовками выше шести дюймов.
Двигатель также является важным компонентом при выборе подходящей вам ленточной пилы. Если вы будете резать большие заготовки, идеальным вариантом будет более мощный двигатель мощностью в две лошадиные силы или больше. Для заготовок пять дюймов и меньше двигатель мощностью от одной до полутора лошадиных сил должен работать нормально.
По существу, чем больше мощность в лошадиных силах, тем больше силы для резки заготовки деревянной чаши. Если есть варианты, и вы можете позволить себе двигатель чуть большей мощности, в долгосрочной перспективе вы будете благодарны за то, что вложили средства в увеличение мощности.
Также убедитесь, что напряжение двигателя ленточной пилы соответствует имеющемуся в наличии. Более мощные устройства иногда доступны как на 110 В, так и на 220 В или только на 220 В.
Вот мои рекомендации по ленточной пиле.
Размер полотна ленточной пилы
При выборе размера полотна ленточной пилы необходимо учитывать четыре элемента:
- Длина полотна
- Ширина полотна
- Количество зубьев на дюйм
- Толщина металла полотна
1 – Длина полотна зависит от длины полотна. модель ленточной пилы. Например, в моей 17-дюймовой ленточной пиле Grizzly используется полотно длиной 131,5 дюйма. Это единственная длина, которая подойдет для моей машины, так что здесь действительно нет вариантов. Используйте длину, соответствующую вашей ленточной пиле.
2 – Ширина полотна ленточной пилы может быть различной. Здесь есть несколько компромиссов. Ширина лезвия определяет, насколько прямо оно будет резать. Например, лезвие шириной 1/4 дюйма будет двигаться более свободно, чем лезвие шириной 3/4 дюйма.
Вы можете подумать, что если более широкое лезвие обеспечивает более точный срез, то почему бы не взять лезвие шириной 1 или 1,5 дюйма. Вы можете сделать это, но брать, от «давать и брать», поворот небольших крутых поворотов становится сложнее с более широкими лезвиями.
Ширина лезвия определяет радиус поворота этого лезвия. Более узкие лезвия могут описывать более узкие маленькие круги, а более широкие лезвия описывают более широкие дуги.
3 – Количество зубьев на дюйм (TPI) на ленточнопильном полотне определяет, сколько материала будет разрезано и насколько чистым будет рез в конкретном материале.
Существует формула для расчета TPI, которая выглядит так.
Число зубьев полотна ленточной пилы на дюйм ФормулаДавайте посмотрим на это поближе. Если мы вырезаем заготовку чаши высотой шесть дюймов в самой высокой точке, формула будет выглядеть так: 24/6” (высокая) = 4 TPI. Таким образом, лезвие с тремя-четырьмя TPI должно работать хорошо. Это относительно агрессивное лезвие, именно то, что нам нужно, чтобы пробить толстые заготовки чаши из зеленого дерева.
Теперь, с другой стороны, если бы мы хотели сделать несколько гладких надрезов на листе фанеры толщиной в один дюйм, наше лезвие с тремя-четырьмя шагами на дюйм порвало бы волокна фанеры. Вместо этого нам нужен другой клинок. Используя формулу, 24 разделить на 1 дюйм = 24 TPI, это гораздо более тонкое и гладкое полотно, необходимое для резки фанеры.
4 – Окончательное измерение толщины лезвия кажется запоздалым. Могу поделиться из опыта, не забывайте про толщину лезвия. По крайней мере, не для точения заготовок для мисок из зеленого дерева.
Я заказал лезвие длиной 131,5 дюйма, шириной 1/2, толщиной от 3 до 4 TPI, которое оказалось толщиной 0,025 дюйма. Толщина мне тогда и в голову не пришла. Лезвие резало нормально, но когда я двигал заготовку из зеленого дерева, лезвие блуждало вокруг и заставляло меня крутить и поворачивать деревянную заготовку, чтобы попытаться сохранить нормальный путь.
Позже я попробовал точно такое же лезвие, только толщиной 0,030. Угадайте, что он резал гладко и не блуждал. Я был потрясен величиной разницы всего в пять 1/1000 дюйма.
Если вы точите только заготовки чаши, вам, вероятно, понадобится всего пара полотен, одно на ленточной пиле и дублирующее резервное полотно. Однако, если вы хотите резать различные материалы на ленточной пиле, имейте в виду, что для каждой задачи найдется подходящее полотно.
Не думайте, что курс от трех до четырех TPI, полотно 1/2 дюйма подойдет для всех ваших задач по деревообработке. Потратьте время и замените лезвие, когда ваши потребности изменятся.
Замена лезвий
Замена лезвий не так уж и сложна, особенно после того, как вы сделали это пару раз. Как всегда, прочитайте руководство и сделайте то, что рекомендует ваш производитель.
При выключенном питании и отключенной от сети ленточной пиле откройте две отдельные дверцы кожуха колеса. В зависимости от марки и модели ленточной пилы может быть предусмотрено быстрое ослабление натяжения или может потребоваться ослабить ручку регулировки натяжения. В любом случае напряжение на лезвии должно быть снято.
Просто ослабьте основное натяжение и не отрегулируйте случайно ни одну из упомянутых выше ручек точной настройки. Да, я тоже когда-то бродил по этой дороге. LOL
Затем осмотрите стол и переместите все вставки или ограждения, которые будут мешать извлечению лезвия.
Наденьте защитные очки и пару толстых кожаных перчаток и возьмитесь за полотно, снимая его с колес ленточной пилы. Следите за тем, где находится полотно ленточной пилы, и медленно освобождайте его от каждой секции ленточной пилы. Обычно лезвие необходимо повернуть на девяносто градусов, чтобы выйти из поверхности стола. Сделайте этот шаг последним.
Как сложить полотно ленточной пилы
Вот как сложить полотно ленточной пилы. Освободив лезвие от ленточной пилы, держите два конца петли вверх и наружу перед собой. Удерживая лезвие, поверните правую руку по часовой стрелке, удерживая левую руку неподвижной. Будьте осторожны, чтобы не поцарапать зубья лезвия при выполнении этой складки.
Сложите лезвие, пока не появятся две отдельные петли, затем сложите оставшуюся третью петлю на первые две петли. Аккуратно держите три петли и покачивайте их, пока они не выровняются в три равные сложенные петли.
Другой способ сложить лезвие — сначала наступить на петлю лезвия. Расположите зубья в стороне от себя и поверните запястье, опуская свернутое полотно ленточной пилы в его сложенные петли.
Лезвие должно разрушиться и сложиться втрое в тугую аккуратную петлю. После того, как лезвие убрано, используйте стяжки или застежки-молнии, чтобы петли не раскрылись.
Повесьте лезвие в стороне, но под рукой, чтобы оно было готово к использованию в случае необходимости.
11 Советы по безопасности при работе с ленточной пилой
- В первую очередь прочтите все инструкции производителя, советы по безопасности и рекомендации, относящиеся к вашей ленточной пиле.
- При любых регулировках ленточной пилы выключайте питание и отсоединяйте станок от сети.
- Опустите направляющую в самую нижнюю точку над разрезаемой заготовкой чаши. Не оставляйте направляющую слишком высоко, при необходимости опускайте направляющую во время пропила
- Всегда держите любые части тела на расстоянии не менее 4 дюймов от полотна ленточной пилы.
- Если необходимо контролировать разрез материала в пределах четырех дюймов от полотна, делайте это только с помощью деревянных нажимных стержней.
- Никогда не делайте резервную копию во время резки. Изменение направления потенциально может изменить положение или сойти с рельсов лезвие.
- Не защемляйте и не связывайте лезвие. Можно вытягивать материал позади и от задней части лезвия, если расстояние от лезвия превышает четыре дюйма. Следите за тем, чтобы отрезанный материал не защемлялся, что может сдавить лезвие
- Никогда не режьте круглый материал вручную на ленточной пиле. Круглый материал, такой как ветки малого диаметра, не имеет плоской опоры и потенциально может скручиваться, заклинивать и повреждать лезвие или что-то похуже. Используйте специальное поддерживающее приспособление при резке любого материала без твердого плоского поддерживающего дна
- Убедитесь, что область вокруг вас всегда свободна и чиста. Ваше положение тела и поза должны быть стабильными и безопасными. Никогда не наклоняйтесь и не тяните руки к ленточной пиле.
- Знайте все способы отключения и остановки ленточной пилы. Время от времени проверяйте правильность работы аварийных выключателей.
- Помните, даже если вы выключили ленточнопильный станок, полотно будет продолжать резать до полной остановки.
Заготовка чаши для резки
Я использую шаблоны картонных кругов, чтобы быстро визуализировать и создавать круглые вырезы на заготовках чаши из зеленого дерева. Картонный круг временно удерживается на месте шилом, которое вбивается молотком.
С шаблоном круга на месте, в защитных очках и респираторе я включаю ленточнопильный станок. Когда лезвие набирает скорость, я подаю левый край заготовки чаши из зеленого дерева и начинаю двигаться по краю картонного круга, не разрезая картон.
Вот критическая часть процесса. Когда шило, которое находится точно по центру в заготовке, расположено примерно на девяносто градусов от правой стороны лезвия, представьте, что шило теперь закреплено.
Вместо того, чтобы зацикливаться на режущей кромке лезвия и ее отношении к шаблону картонного круга, я сосредотачиваюсь на шиле и удерживаю его неподвижным. Если шило остается неподвижным, а древесина мягко вращается к лезвию вокруг точки поворота шила, идеальный круг будет сформирован с минимальными усилиями.
Техническое обслуживание ленточной пилы
Сначала, как всегда, следуйте всем указаниям, указанным в руководстве пользователя и инструкциях. При необходимости очистите, смажьте или смажьте любые определенные места, указанные в руководстве.
Содержите ленточнопильный станок и область вокруг него в чистоте. Удалите любые скопления опилок в колесных арках и в других местах ленточной пилы. Вакуумная система, прикрепленная к пылесборникам пилы и работающая во время работы, — лучший способ держать пыль под контролем.
Воск можно нанести на стол ленточной пилы, чтобы сделать движение заготовок чаши из сырого дерева более плавным. Это также помогает в процессе резки при вращении заготовок чаши.
Если какое-то лезвие не слишком хорошо режет или застревает, существуют воски и повязки, которые можно нанести непосредственно на лезвие. При нанесении внимательно следуйте инструкции. Уменьшение трения может быть полезным, особенно при точении очень влажной сырой древесины или сухих заготовок чаши из очень твердой древесины.
Лезвия, как и лезвия, должны быть острыми. Если лезвие режет неровно, нагревается, дымит или застревает, по возможности заточите лезвие или как можно скорее замените лезвие на более острое.
Заключение
Ленточнопильный станок позволяет быстро изготовить заготовки чаши. Это дает нам, токарным станкам по дереву, больше времени для того, чтобы заниматься тем, что нам действительно нравится, — изготовлением чаш.
Несмотря на то, что конструкция ленточной пилы довольно проста, мы должны воздать этой мощной машине должное уважение, которого она заслуживает, и взамен она предоставит нам бесчисленные куски готового материала для обработки на токарном станке.
Щелкните здесь, чтобы узнать, какие ленточные пилы я рекомендую. Дайте мне знать, если у вас есть ленточная пила, и какой. Что бы вы хотели добавить к статье? Оставьте мне комментарий ниже.
Подготовка древесины к токарной обработке жизненно важна для токарной обработки чаши. Вот еще для вас:
• ТОЧЕНИЕ ЧАШИ – ПРОЦЕСС
• ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЧАШИ ДЛЯ ЗЕЛЕНОЙ ДЕРЕВЯННОЙ ДЕРЕВО
• КАК ЗАТОЧИТЬ БЕНЗОПИЛУ – ИЛЛЮСТРИРОВАННОЕ РУКОВОДСТВО
• ОРИЕНТАЦИЯ ВОЛОКНА ЧАШИ – НАПРАВЛЕНИЕ ЗАГОТОВКИ ДЕРЕВА 09 0809
2
Спасибо и удачи!Kent
Патент США на процесс обработки заготовок из дерева или подобных материалов, таких как пластик. Патент (Патент № 5,373,879, выдан 20 декабря 1994 г.)
этап PCT/DE91/00466, поданной 29 мая 1991 г. и основанной, в свою очередь, на национальной заявке Германии P 40 17 991.5, поданной 5 июня 1990 г. в соответствии с Международной конвенцией.
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу механической обработки заготовок из дерева или аналогичных материалов, таких как пластик и т.п., с помощью строгальных станков или т.п., при этом с помощью подающего устройства продолговатые деревянные заготовки перемещают по опорной или направляющей поверхности в продольном направлении относительно самих себя, передним концом к вращающемуся инструменту, такому как строгальный станок, до тех пор, пока обработанный передний конец не захватится подающим роликом, расположенным за направляющим роликом. инструмент и далее транспортируется по справочному столу.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Для обработки деревянных заготовок в соответствии с описанным выше способом используются строгальные станки, автоматические четырехкромочные строгальные станки, автоматические рейсмусовые станки, автоматические профильно-отрезные станки, строгальные станки, станки для нарезки пазов и шпонок и другие. использовал.
Вращающиеся режущие инструменты воздействуют на деревянную заготовку против направления ее продвижения, так что во время продвижения реакции резания превращаются в сопротивление, которое необходимо преодолеть. Когда передний конец деревянной заготовки прошел режущий инструмент и вступил в контакт с первым роликом подачи, то последний способен обеспечить дальнейшее продвижение за счет собственной транспортирующей силы, а именно с оптимальной скоростью продвижения, требуемой процессом обработки. .
Известные способы имеют определенные проблемы, связанные с транспортировкой деревянной заготовки в машину мимо вращающегося инструмента до точки контакта с первым роликом подачи.
Ручная подача широко используется. Эта процедура требует определенной практики и опыта, а также настойчивости и концентрации оператора, чтобы подавать заготовки с необходимым усилием и в то же время с требуемой постоянной скоростью подачи до тех пор, пока передний конец заготовки не достигнет первой передний ролик. Даже опытные операторы время от времени допускают ошибки, в результате чего в процессе обработки или при перемещении вращающегося инструмента на переднем конце деревянной заготовки появляются следы вибрации в результате неконтролируемой скорости подачи и переменного контактного давления.
Ручная подача трудоемка и поэтому дорога. При сегодняшнем состоянии техники это приемлемо только в мастерской операции. По крайней мере передние концы деревянных заготовок, поврежденных следами дребезга, должны быть обрезаны, так как они непригодны для дальнейшего использования. Так что отходов более-менее. Однако, если деревянные заготовки были предварительно нарезаны до нужной длины, то готовые деревянные заготовки со следами дребезга полностью выбрасываются.
Машины для обработки деревянных заготовок, как правило, имеют еще и входные ролики, обеспечивающие необходимую скорость подачи и постоянное прижимное давление. Они располагаются непосредственно перед вращающимся инструментом, напротив опорной и направляющей поверхностей.
На практике по возможности избегают использования входных роликов. Ролики часто снимают с валов, таким образом удаляя их. Обычно их располагают на максимально возможном расстоянии от опорной и направляющей поверхности и закрепляют так, чтобы они ни при каких обстоятельствах не соприкасались с деревянными заготовками. Такие операции можно выполнять только при остановленной обрабатывающей машине.
Причина такой процедуры в том, что деревянные заготовки, обработанные входными роликами, обычно имеют неровности, например, им особенно не хватает прямолинейной точности, необходимой для профилей окон, мебели и т. д.
Причиной отсутствия прямолинейной точности является относительно высокое контактное давление входного ролика. Однако он неизбежен, так как первый рез или первый контакт вращающегося режущего инструмента с лобовой поверхностью переднего торца деревянной заготовки иногда вызывает ударные или ударно-подобные режущие реакции, которые без прочного удержания заготовки соответствующими контактное давление входного валика заставляет заготовку отталкиваться назад или выбрасываться.
Однако это относительно высокое контактное давление входного ролика, необходимое для начала резки, оказалось вредным для длины заготовки. Каждое приложение примерно линейной сжимающей нагрузки к деревянной заготовке, опирающейся на жесткую опору, вызывает эффект изгиба, под действием которого сегменты деревянной заготовки по обе стороны от линейной сжимающей нагрузки, т. жесткая опора. Этот эффект деформации зависит от давления, а также зависит от консистенции деревянной заготовки, подвергаемой воздействию линейного давления.
Поскольку дерево является натуральным материалом, отношение неровностей к прямолинейности подстилающей поверхности очень изменчиво. Если работать только с одним входным роликом перед обрабатывающим валом, древесина прижимается друг к другу на подающем столе, и как только она выходит из узла подачи, она пружинит, возвращая свою естественную форму и, следовательно, не строгается прямо.
Были предприняты попытки ограничить этот эффект посредством точной регулировки и настройки входного ролика. Точная настройка означает выбор низких значений контактного давления. Однако этот шаг имеет свои ограничения, поскольку деревянные заготовки по своей природе имеют относительно большие вариации размеров. Следовательно, даже при точной настройке должно быть обеспечено надежное удержание самой тонкой заготовки из дерева под воздействием реакций резания, возникающих в начале резания.
В случае очень толстых деревянных заготовок даже точно установленное контактное давление может принять нежелательные значения. В случае толстых зон по длине заготовки и в случае переменной консистенции, не зависящей от толщины, все же возникают изгибные эффекты разной степени, выражающиеся в обратном движении продавливаемой древесины, что опять-таки имеет большое влияние на прямолинейность древесины.
Из-за всего этого, когда это возможно, известные процессы будут избегать входного ролика. Дорогостоящая ручная подача и принятие соответственно более высоких норм остатков и отходов приводит к более высокой прямолинейности готовых деревянных изделий и, следовательно, имеет более выгодный конечный эффект.
Патент США. № 2998038 относится к недостатку входных роликов в деревообрабатывающих станках. Отмечено, что продольно искривленные заготовки испытывают также поперечную деформацию при прохождении под входным роликом, в результате чего возникают дополнительные дефекты обработки. Следовательно, следует избегать использования входных роликов, а деревянные заготовки следует вталкивать вручную до тех пор, пока первый продвигающий ролик после первого вращающегося инструмента не возьмет на себя операцию транспортировки.
Однако в случае очень коротких деревянных заготовок даже ручная подача может создать проблемы, так что приходится работать с подающим роликом и допускать неровности.
Существует также так называемая «калибровка» деревянных заготовок, при которой прямолинейная точность не имеет большого значения, поэтому в этих случаях всегда используется входной ролик, в основном потому, что этот метод проще и удобнее, чем ранее описанные методы.
Для механической подачи, которая заменяет ручную подачу, конвейеры могут быть расположены вне соответствующей обрабатывающей машины на входной стороне, при условии, что эти конвейеры могут быть просто и удобно отрегулированы на требуемую скорость подачи и при условии, что деревянные заготовки имеют достаточную длину, чтобы эти конвейеры могли воздействовать на деревянные заготовки до тех пор, пока их передний конец не достигнет ролика подачи.
Однако в случае многих деревянных заготовок, из которых, например, предполагается изготавливать прецизионные профили для окон, мебели и т.п., предварительное условие достаточной длины не выполняется. Поэтому, по крайней мере, для такого рода работ остается только решение ручной подачи, которое дорого и связано с остатками и отходами.
DE A 145 32 00 раскрывает процесс вышеупомянутого типа, в котором не используются ручные подающие и входные ролики, и в котором деревянные заготовки продвигаются вперед механически только до тех пор, пока транспортный или продвигающий ролик, работающий после вращающегося инструмента, не захватывает их. до конвейерной работы.
Таким образом, используется машина, имеющая желобообразный склад для следующей заготовки, чтобы добраться до инструмента. Длительные периоды простоя во время работы машины обходятся дорого и мешают быстрой и экономичной работе.
Устранение входных роликов и ручной подачи замедляет работу и сроки, требует длительного времени на переоснащение и приводит к дорогостоящему, подверженному помехам станку. Никакого преимущества по сравнению с ручной подачей не достигается, скорее наоборот. Входные ролики невыгодны, но по сравнению с этим известным процессом они быстрее и не требуют времени на переналадку и т. д.
ЗАДАЧИ ИЗОБРЕТЕНИЯ
Целью изобретения является создание способа подачи заготовки, в котором использование подающего ролика, известного как такового, может быть упрощено и облегчено без одновременного принятия недостатки, связанные с использованием входного ролика.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Для решения этой проблемы в соответствии с изобретением деревянные заготовки продвигаются вперед по неподвижной направляющей поверхности с помощью входного ролика, расположенного непосредственно перед инструментом и прижимающего древесину. заготовки против направляющей поверхности. Входной валик контролируемым образом освобождается от давления в начале тяги, создаваемой продвигающим валиком. Подающий валик возвращается в режим транспортировки деревянной заготовки, как только обрабатываемая деревянная заготовка покидает зону действия продвигающего валика и до того, как следующая деревянная заготовка достигает входного валика.
В предпочтительном развитии способа согласно изобретению первый транспортирующий контакт переднего конца деревянной заготовки с первым продвигающим роликом определяется датчиками, деревянные заготовки прижимаются с помощью входного ролика с пневматическим приводом, контактное давление деревянных заготовок пневматически отменяется, как только датчики и конец транспортирующего контакта между первым роликом подачи и задним концом каждой деревянной заготовки обнаруживаются и используются для управления пневматическим срабатыванием давления на входе. ролик.
В способе изобретения известные входные ролики используются для зацепления передних концов деревянной заготовки, для перемещения передних концов через обработку вращающимся инструментом до транспортирующего контакта заготовки с первым продвигающим роликом. В точный момент транспортировочного контакта между передним концом деревянной заготовки и первым продвигающим роликом, определяемый датчиками или другими известными средствами, либо входной ролик управляемо поднимается, либо контактное давление, оказываемое входным роликом, пневматически компенсируется. С этого момента заготовки подаются только первым роликом подачи, как и при ручной подаче.
Поскольку контактное давление входного валика имеет только кратковременное, отчасти временное действие, а в предпочтительном варианте изобретения это действие также ограничивается только фронтальной областью деревянной заготовки, то не может возникать эффект изгиба поверх длина заготовки, в результате высокого давления входного ролика, а также отсутствие отклонений от прямолинейности. Прецизионные профили для окон, мебели и т.п. могут быть обработаны так же, как и при ручной подаче.
Однако при этом можно избежать недостатков ручной подачи, а именно дороговизны человеческого труда, а также остатков и отходов из-за следов дрожания.
Короткие прецизионные профили, в которых даже ручная подача может создать проблемы, могут быть выгодно обработаны так, чтобы они были абсолютно прямыми впервые с помощью способа по изобретению. До сих пор в этих случаях приходилось использовать непрерывно вращающиеся входные ролики с изгибающими эффектами и соответствующими деформациями.
Для функционального приведения в действие входных роликов под давлением изобретение определяет с помощью датчиков прохождение заднего конца деревянной заготовки через определенную опорную точку.
Целесообразно использовать тот же датчик, обнаруживающий транспортирующий контакт между первым роликом подачи и передним концом деревянной заготовки, для обнаружения прерывания этого транспортирующего контакта, когда задний конец готовой деревянной заготовки проходит первый передний ролик. Обратный, регулируемый шаг переключения затем запускает новое пневматическое приведение в действие входного ролика, так что следующая деревянная заготовка захватывается ее передним концом и подается до точки, где она достигает первого продвигающего ролика.
В рамках изобретения второй датчик можно использовать в другой контрольной точке, чтобы снова приводить в действие подающим роликом давление.
В частности, в случае, когда короткие деревянные заготовки следуют друг за другом с короткими интервалами, эта контрольная точка или датчик могут быть расположены на входном ролике или рядом с ним, так что входной ролик может быть уже включен в работу или находится под пневматическим давлением. срабатывает, когда задний конец деревянной заготовки проходит мимо входного ролика без давления.
Пневматический синхронизированный привод входных роликов удобен, потому что обрабатывающие машины в основном уже имеют пневматическое оборудование. Однако можно также использовать другие механические средства для синхронизированного приведения в действие давления или синхронизированного прерывания давления входного ролика.
В качестве датчиков могут быть использованы известные контактные или концевые выключатели, устанавливаемые на пути движения деревянных заготовок или регистрирующие тягу первых роликов подачи. Но также возможно работать бесконтактным способом, т.е. с фотоэлектрическими барьерами и т.п.
Изобретение преодолевает или устраняет известное до сих пор препятствие в использовании входных роликов, состоящее в том, что их можно было использовать либо только в непрерывном режиме, либо только после предварительного снятия или расцепления во время простоя машины, путем периодического или временного управления активация давления и прерывание давления, так что всегда можно использовать подачу входного ролика без недостатков его непрерывной работы и без сборки или переоснащения, когда машина находится в состоянии покоя.
Простой переключатель может прервать работу элементов управления или датчиков, когда требуется калибровка и входные ролики должны работать непрерывно.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖА
На чертеже:
РИС. 1 представляет собой схематичный вид сбоку строгального станка и т.п., подходящего для осуществления способа согласно изобретению, в ситуации между процессами механической обработки;
РИС. 2 — вид сбоку строгального станка по фиг. 1 в начале процесса обработки непосредственно перед моментом разгрузки входного ролика; и
РИС. 3 — вид сбоку строгального станка по фиг. 1 и 2 в состоянии обработки, когда входной ролик не находится под давлением или не зацеплен.
КОНКРЕТНОЕ ОПИСАНИЕ
РИС. 1-3 схематично показан строгальный станок 1, представляющий любое деревообрабатывающее оборудование. Следовательно, это может быть четырехкромочный строгальный станок, рейсмусовый станок, автоматический профильно-отрезной станок, а также строгальный станок, станок для нарезки канавок и шпонок и т.п.
Строгальный станок 1 снабжен как минимум одним приводным обрабатывающим инструментом, в данном случае строгальной головкой 2. в продольном направлении под входной ролик 6. Пневматический рабочий орган 7, управляемый давлением жидкости, приводит в действие входной ролик 6 и прижимает его к деревянным заготовкам 3. Не показанный на чертеже привод вращает входной ролик 6, расположенный перед строгальная головка 2.
За строгальной головкой 2 находится приводимый во вращение продвигающий ролик 8 с приводом от давления, чье транспортирующее действие на деревянную заготовку 3 настолько сильно, что последняя протягивается через зону обработки строгальной головки 2.
РИС. 1 иллюстрирует ситуацию между двумя этапами обработки деревянной заготовки 3, при этом входной ролик 6 и продвигающий ролик 8 находятся в опущенном положении.
РИС. 2 видно, что передний конец 5 деревянной заготовки 3 уже прошел строгальную головку 2 и опирается с возможностью скольжения на опорный стол 11, соприкасаясь, но еще не соприкасаясь с направляющим роликом 8, в то время как входной ролик 6 находится в по-прежнему» приводимый в действие давлением и транспортирующий.
РИС. 3 воспроизводит ситуацию сразу после показанной на фиг. 2. Передний конец 5 деревянной заготовки 3 прижал продвигающий ролик 8 вверх против собственного давления, и поэтому заготовка транспортируется роликом 8. переключатель 9, реагирующий на движение вала вверх.
Импульс переключения, поступающий от датчика, используется для того, чтобы сделать входной ролик 6 без давления. Входной валик может, см. фиг. 3, также снимите деревянную заготовку 3.
Деревянная заготовка 3 закончена и, наконец, покидает продвигающий ролик 8, см. РИС. 1. Переключатель 9 снова находится в своем исходном положении и своим новым импульсом переключения либо толкнул входной ролик 6 вниз под действием давления, либо при необходимости переместил его вниз из поднятого положения, соответствующим образом управляя пневматическим компонентом 7.
Вместо переключатель 9 на подающем ролике 8, также можно использовать датчики 9а на пути деревянной заготовки 3, напр. как концевые выключатели или как бесконтактные выключатели.
Для возврата входного ролика 6 в рабочее положение или, по крайней мере, в положение, при котором он снова может приводиться в действие давлением, на пути деревянной заготовки 3 можно использовать переключатель 10, синхронизированный с опережением, этот переключатель расположен после входного ролика 6 и переключается на проходе заднего конца деревянной заготовки 3.
Таким образом, деревянные заготовки 3 подвергаются давлению и перемещаются входным роликом 6 только в области их передних концов 5 и только до тех пор, пока передние концы не будут подняты и перемещены роликом подачи 8.
Деформации из-за эффекта изгиба, обычно возникающего в деревянных заготовках 3 в результате прижимного действия входного ролика 6, таким образом избегаются, так как деревянные заготовки 3 обрабатываются по всей их длине без взаимодействия с входным роликом 6.
Кроме того, на переднем конце 5 деревянной заготовки 3 отсутствуют следы вибрации, как при ручной подаче, поскольку кратковременная и синхронизированная работа входного ролика 6 обеспечивает оптимальное контактное давление и равномерную скорость подачи.
Если необходимо работать с постоянно работающим входным роликом 6, напр. для калибровки переключатели 9, 9а, 10 приводятся в нерабочее состояние, а входной валик 6 устанавливается на непрерывную работу.
Таким образом, можно избежать ручной подачи и в то же время создать возможность для высокоточной обработки деревянных заготовок 3 любой длины или длины по желанию из-за снижения точности из-за давления, оказываемого входом ролика 6 предотвращается тем, что последний воздействует на передние концы 5 деревянных заготовок 3 только до тех пор, пока они не начнут перемещаться первым роликом подачи 8.
Все отдельные признаки или их сочетания, раскрытые в формуле изобретения, описании и/или чертеже, считаются неотъемлемой частью изобретения.
Охрана изобретения распространяется не только на признаки отдельных пунктов формулы, но и на их сочетание.
Токарный станок – Производственные процессы 4-5
Модуль 1: Токарный станок с двигателями
После прохождения этого модуля вы сможете:
• Определите наиболее важные части станка и их функции.
• Знать правила техники безопасности при работе с токарным станком. • Описать настройку режущего инструмента для обработки.
• Опишите крепление заготовки на токарном станке.
• Объясните, как установить режущий инструмент.
• Опишите расположение инструмента.
• Опишите, как центрировать заготовку и центр задней бабки.
Токарный станок — очень универсальная машина, и важно уметь ею управлять. Эта машина вращает цилиндрический объект относительно инструмента, которым управляет человек. Токарный станок является предшественником всех станков. Заготовка удерживается и вращается вокруг своей оси, в то время как режущий инструмент продвигается по линии желаемого разреза. Токарный станок является одним из самых универсальных станков, используемых в промышленности. С подходящими насадками станок можно использовать для точения, сужения, фасонного точения, нарезания резьбы, торцевания, притупления, сверления, прядения, шлифования, полирования. Операции резания выполняются режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки. Режущий инструмент также может подаваться под углом относительно оси заготовки для обработки конуса и углов. На токарном станке задняя бабка не вращается. Вместо этого вращается шпиндель, удерживающий заготовку. Цанги, центры, трехкулачковые патроны и другие зажимные приспособления могут удерживаться в шпинделе. Задняя бабка может содержать инструменты для сверления, нарезания резьбы, развертывания или нарезания конусов. Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к различной длине заготовки.
Рисунок 1. Детали токарного станка
1. Включение/выключение питания
2. Шпиндель вперед/назад (перевернуть ручку вверх или вниз)
3. Маховик каретки 4. Маховик поперечной подачи
5. Маховик комбикорма
6. Включение каретки/поперечной подачи
7. Нарезная полугайка
8. Диск для нарезания резьбы
9. Скорость шпинделя
10. Тормоз
11. Верхний/нижний диапазон шпинделя
12. Обратная нить/подача (втягивание/вытягивание)
13. Диапазоны подачи (A, B, C)
14. Диапазоны подачи (R, S, T)
15. Диапазоны подачи (V, W, X, Y, Z) – V и Z являются настройками для нарезания резьбы
16. Коробка передач
17. Коробка передач Низкая/Высокая
18. Задняя бабка
19. Инструментальная стойка
20. Резцедержатель
21. Трехкулачковый патрон
22. УЦИ (цифровое считывание) Переключатель заправки/подачи (см. пункт 15)
Как всегда, мы должны знать требования безопасности и стараться соблюдать правила безопасности, чтобы исключить серьезные травмы для себя или других.
Носить очки, короткие рукава, без галстука, без колец, без попыток остановить работу руками. Прежде чем пытаться проверить работу, остановите машину. Не знаете, как это работает? – «Не запускай». Не используйте тряпки во время работы машины.
1. Выньте ключ из патрона сразу после использования. Не включайте токарный станок, если патрон все еще находится в ключе патрона.
2. Проверните патрон или планшайбу рукой, если нет проблем с заеданием или зазором.
3. Важно, чтобы патрон или планшайба были надежно закреплены на шпинделе токарного станка.
4. Переместите насадку инструмента на безопасное расстояние от патрона, цанги или планшайбы при вставке или извлечении детали.
5. Поместите держатель резцедержателя слева от составного суппорта. Это гарантирует, что составной суппорт не будет наезжать на шпиндель или насадки патрона.
6. При установке и снятии патронов, планшайб и центров всегда следите за тем, чтобы все сопрягаемые поверхности были чистыми и не имели заусенцев.
7. Убедитесь, что насадка остро заточена и имеет правильные углы зазора.
8. Как можно короче зажмите насадку в держателе, чтобы предотвратить ее вибрацию или поломку.
9. Равномерно наносите и поддерживайте смазочно-охлаждающие жидкости. Это предотвратит морфинг.
10. Не вращайте шпиндель с резьбой в обратном направлении.
11. Никогда не запускайте машину со скоростью, превышающей рекомендованную для конкретного материала.
12. Если патрон или планшайба застряли на носовой части шпинделя, обратитесь к инструктору, чтобы удалить их.
13. Если при вращении на токарном станке выполняется какая-либо опиловка, напильник следует держать левой рукой во избежание соскальзывания в патрон.
14. Всегда останавливайте машину перед измерением.
15. Остановите машину при удалении длинной волокнистой стружки. Удалите их плоскогубцами.
16. Убедитесь, что задняя бабка зафиксирована на месте и правильно отрегулированы, если деталь поворачивается между центрами.
17. При точении между центрами избегайте полного прорезания детали.
18. Не пользуйтесь тряпками во время работы машины.
19. Снимите инструменты с резцедержателя и задней бабки перед очисткой.
20. Не используйте сжатый воздух для очистки станка.
21. Будьте осторожны при очистке токарного станка. Режущие инструменты острые, стружка острая, а заготовка может быть острой.
22. Прежде чем покинуть рабочее место, убедитесь, что машина выключена и очищена. Всегда вынимайте разводной ключ после использования, избегайте возни, держите пол в чистоте. Будьте осторожны при очистке станка, режущие инструменты острые, стружка острая, а заготовка может быть острой.
Вот несколько вопросов, которые важны при работе на токарном станке:
• Почему важна правильная скорость резки?
При слишком высоком значении инструмент быстро выходит из строя, теряется время на замену или восстановление инструмента. Слишком низкое значение CS приводит к низкой продуктивности.
Знать:
• Глубина резания для черновой обработки.
• Глубина резания для чистовой обработки.
Обратите внимание, что самые большие черновые проходы находятся в диапазоне от 0,010 до 0,030 в зависимости от обрабатываемого материала и от 0,002 до 0,012 для чистовой подачи для различных материалов.
• Подача для черновой обработки
• Скорость подачи для чистового прохода
Обратите внимание, что скорость подачи для черновой обработки находится в диапазоне от 0,005 до 0,020 в зависимости от обрабатываемого материала и от 0,002 до 0,004 для чистовой подачи для различных материалов.
Существует множество различных инструментов, которые можно использовать для токарной обработки, торцовки и отрезки на токарном станке. Каждый инструмент обычно состоит из карбида в качестве основного материала, но может включать и другие соединения. В этом разделе рассматриваются различные виды и способы использования режущих инструментов токарных станков.
Рисунок A: стандартный токарный инструмент для создания полуквадратного уступа. Если за режущей кромкой имеется достаточно материала, инструмент также можно использовать для черновой обработки. | Рисунок А |
На рисунке B: изображен стандартный токарный инструмент с углом в плане. Этот угол позволяет выполнять тяжелые черновые резы. Также можно повернуть инструмент для создания полуквадратного плеча. | Рисунок В |
Рисунок C: носик имеет очень большой радиус, что помогает при чистовой обработке как легких, так и тяжелых резов. | Рисунок С |
Рисунок D: изображает повернутый стандартный токарный инструмент. Его носик ведет режущую кромку для создания легких чистовых пропилов по внешнему диаметру и поверхности уступа. | Рисунок D |
Рисунок E: изображает инструмент формы. В инструмент можно втачивать различные формы, которые будут воспроизведены на детали. | Рисунок Е |
Рисунок F: изображает торцовочный инструмент. Этот резак используется для обработки конца заготовки, чтобы обеспечить гладкую, плоскую поверхность. Если в ложе есть отверстие в центре, используйте полуцентр для стабилизации и поддержки заготовки. | Рисунок F |
Рисунок G: изображает инструмент для нарезания канавок или подрезки. | Рисунок G |
На рисунке H: изображен инструмент для разделения. Отрезные инструменты отрезают заготовку на определенную длину. Для этого инструмента требуется предварительно отформованное лезвие и держатель. | Рисунок Н |
Рисунок I: изображает инструмент для нарезания резьбы под углом 60°, используемый для нарезания резьбы на заготовке. | Рисунок I |
Настройка режущего инструмента для обработки
• Переместите резцедержатель на левую сторону составного упора.
• Установите резцедержатель в резцедержатель так, чтобы установочный винт в резцедержателе выступал примерно на 1 дюйм за резцедержатель.
• Вставьте соответствующий режущий инструмент в державку так, чтобы инструмент выступал за пределы державки на 0,500 дюйма.
• Установите вершину режущего инструмента на центральную высоту. Проверьте это прямой линейкой или задней бабкой.
• Надежно затяните резцедержатель, чтобы он не двигался во время резания
Рисунок 2: Резцедержатель и резцедержатель
Для установки заготовки на токарный станок
• Убедитесь, что центр линии работает правильно. Если он работает неправильно, снимите центр, очистите все поверхности и замените центр. Проверьте еще раз на истинность.
• Очистите центральные точки токарного станка и центральные отверстия в заготовке.
• Отрегулируйте шпиндель задней бабки так, чтобы он выступал примерно на 3 дюйма за пределы задней бабки.
• Ослабьте зажимную гайку или рычаг задней бабки.
• Поместите конец заготовки в патрон и сдвиньте заднюю бабку вверх, пока она не поддержит другой конец заготовки.
• Затяните зажимную гайку задней бабки или уровень.
Рисунок 3: Заготовка на токарном станке
Установка режущего инструмента
• Держатели инструментов используются для крепления режущих инструментов токарных станков.
• Перед установкой очистите держатель и затяните болты.
• Держатель инструмента токарного станка крепится к стойке инструмента с помощью быстроразъемного рычага.
• Стойка для инструментов крепится к станку с помощью Т-образного болта.
Рисунок 4: Установка режущего инструмента
Чтобы изменить положение режущего инструмента, переместите поперечный салазок и седло токарного станка вручную. Также доступны силовые каналы. Точные процедуры зависят от машины. Компаунд обеспечивает третью ось движения, и его угол можно изменить, чтобы срезать конусы под любым углом.
1. Ослабьте болты, которыми компаунд крепится к седлу.
2. Поверните компаунд на правильный угол, используя циферблатный индикатор, расположенный в основании компаунда.
3. Снова затяните болты.
4. Резак можно подавать вручную под выбранным углом. Соединение не имеет силовой подачи.
5. При необходимости используйте две руки для более плавной подачи. Это сделает чистовую отделку.
6. Как на компаунде, так и на поперечном суппорте есть микрометрические циферблаты, но на седле их нет.
7. Если при позиционировании седла требуется большая точность, используйте циферблатный индикатор, прикрепленный к седлу. Циферблатные индикаторы упираются в упоры.
Рисунок 5: Позиционирование инструмента
Стальная линейка
1. Поместите стальную линейку между ложей и инструментом.
2. Инструмент центрируется, когда линейка расположена вертикально.
3. Инструмент находится высоко, когда линейка наклонена вперед.
4. Инструмент находится низко, когда линейка наклонена назад.
Центр задней бабки
1. Ориентируйтесь на центр задней бабки при установке инструмента.
2. Расположите кончик инструмента по центру задней бабки.
1. Перечислите десять наиболее важных частей токарного станка.
2. Перечислите пять правил техники безопасности на токарных станках.
3. Почему важна скорость резки?
4. Что такое державка?
5. Где вы устанавливаете резцедержатель?
6. Насколько далеко вы выдвигаете режущий инструмент в резцедержателе?
7. Укажите три различных режущих инструмента.
8. Пожалуйста, опишите расположение инструмента.
9. Объясните, как центрировать заготовку.
10. Какие существуют два способа центрирования заготовки?
Что такое ЧПУ? | Определение, процессы, компоненты и прочее
CNC-обработка — это термин, обычно используемый в производстве и промышленности. Но что такое ЧПУ? А что такое станок с ЧПУ?
Станок с ЧПУ, выполняющий фрезерные операции на заготовке.Изображение предоставлено Дмитрием Калиновским, Shutterstock
Что такое обработка с ЧПУ?
CNC 101: термин CNC означает «цифровое программное управление», а определение обработки с ЧПУ состоит в том, что это субтрактивный производственный процесс, в котором обычно используются компьютеризированные элементы управления и станки для удаления слоев материала с заготовки, известной как заготовка. или заготовку — и производит деталь по индивидуальному заказу. Этот процесс подходит для широкого спектра материалов, включая металлы, пластмассы, дерево, стекло, пенопласт и композиты, и находит применение в различных отраслях промышленности, таких как крупногабаритная обработка с ЧПУ, обработка деталей и прототипов для телекоммуникаций и ЧПУ. обработка аэрокосмических деталей, для которых требуются более жесткие допуски, чем для других отраслей промышленности. Обратите внимание, что существует разница между определением обработки с ЧПУ и определением станка с ЧПУ: одно представляет собой процесс, а другое — станок. Станок с ЧПУ (иногда неправильно называемый станком C и C) — это программируемый станок, способный автономно выполнять операции обработки с ЧПУ.
CNC-обработка как производственный процесс и услуга доступна по всему миру. Вы можете легко найти услуги по обработке с ЧПУ в Европе, а также в Азии, Северной Америке и других странах мира.
Субтрактивные производственные процессы, такие как обработка с ЧПУ, часто противопоставляются аддитивным производственным процессам, таким как 3D-печать, или формообразующим производственным процессам, таким как литье под давлением жидкости. В то время как субтрактивные процессы удаляют слои материала с заготовки для создания нестандартных форм и конструкций, аддитивные процессы собирают слои материала для получения желаемой формы, а формирующие процессы деформируют и смещают исходный материал в желаемую форму. Автоматизированный характер обработки с ЧПУ позволяет производить высокоточные и высокоточные, простые детали и рентабельность при выполнении единичных и среднесерийных производственных циклов. Однако, хотя обработка с ЧПУ демонстрирует определенные преимущества по сравнению с другими производственными процессами, степень сложности и запутанности, достижимая для проектирования деталей, и рентабельность производства сложных деталей ограничены.
Несмотря на то, что у каждого типа производственного процесса есть свои преимущества и недостатки, в этой статье основное внимание уделяется процессу обработки с ЧПУ, излагаются основы процесса, а также различные компоненты и инструменты станка с ЧПУ. Кроме того, в этой статье рассматриваются различные операции механической обработки с ЧПУ и представлены альтернативы процессу обработки с ЧПУ.
Краткое описание этого руководства:
- Обзор процесса обработки с ЧПУ
- Типы операций обработки с ЧПУ
- Обрабатывающее оборудование и компоненты с ЧПУ
- Материалы для станков с ЧПУ
- Рекомендации по размеру ЧПУ
- Альтернативы использованию станка с ЧПУ
- История обработки с ЧПУ
Вы сейчас в перерыве между работами или работодатель ищет новых сотрудников? Мы предоставим вам наши подробные коллекции ресурсов для соискателей работы в промышленности и работодателей, желающих заполнить вакансии. Если у вас есть открытая вакансия, вы также можете заполнить нашу форму, чтобы иметь возможность разместить ее в информационном бюллетене Thomas Monthly Update.
Обзор процесса обработки с ЧПУ
Развиваясь из процесса обработки с числовым программным управлением (ЧПУ), в котором использовались карты с перфолентой, обработка с ЧПУ представляет собой производственный процесс, в котором используются компьютеризированные элементы управления для работы и манипулирования станком и режущими инструментами для придания формы исходному материалу, например, металлу, пластику, дереву, пене, композит и т. д. — в нестандартные детали и конструкции. Хотя процесс обработки с ЧПУ предлагает различные возможности и операции, основные принципы процесса остаются в основном одинаковыми для всех них. Базовый процесс обработки с ЧПУ включает следующие этапы:
- Разработка модели САПР
- Преобразование файла САПР в программу ЧПУ
- Подготовка станка с ЧПУ
- Выполнение операции обработки
Проектирование моделей САПР
Процесс обработки с ЧПУ начинается с создания CAD-проекта 2D-векторной или 3D-детали в виде твердотельной детали либо собственными силами, либо с помощью компании, предоставляющей услуги по проектированию CAD/CAM. Программное обеспечение для автоматизированного проектирования (САПР) позволяет дизайнерам и производителям создавать модели или визуализации своих деталей и продуктов вместе с необходимыми техническими характеристиками, такими как размеры и геометрия, для производства детали или продукта.
Конструкции деталей, обработанных с ЧПУ, ограничены возможностями (или неспособностью) станка с ЧПУ и инструментов. Например, большинство станков с ЧПУ имеют цилиндрическую форму, поэтому геометрия деталей, возможная в процессе обработки с ЧПУ, ограничена, поскольку инструменты создают изогнутые угловые участки. Кроме того, свойства обрабатываемого материала, конструкция инструмента и возможности крепления станка дополнительно ограничивают возможности проектирования, такие как минимальная толщина детали, максимальный размер детали, а также включение и сложность внутренних полостей и элементов.
После завершения проекта САПР дизайнер экспортирует его в формат файла, совместимый с ЧПУ, например STEP или IGES.
Таблицы допусков для станков с ЧПУ При спецификации деталей для механического цеха важно учитывать все необходимые допуски. Хотя станки с ЧПУ очень точны, они все же оставляют небольшую разницу между дубликатами одной и той же детали, обычно около + или — 0,005 дюйма (0,127 мм), что примерно вдвое больше ширины человеческого волоса. Чтобы сэкономить на затратах, покупатели должны указывать допуски только в тех областях детали, которые должны быть особенно точными, поскольку они будут соприкасаться с другими деталями. Хотя существуют стандартные допуски для различных уровней обработки (как показано в таблицах ниже), не все допуски одинаковы. Если, например, деталь абсолютно не может быть больше размера, для нее может быть указан допуск +0,0/-0,5, чтобы показать, что она может быть немного меньше, но не больше в этой области.
Таблица 1: Линейные допуски при обработке с ЧПУ
Диапазон размеров (мм) | Тонкая (F) +/- | Средний (М) +/- | Грубая (C) +/- | Очень грубая (V) +/- |
.5-3 | .05 | .1 | .2 | — |
3-6 | .05 | . | .3 | .5 |
6-30 | .1 | .2 | .5 | 1,0 |
30-120 | .15 | .3 | .8 | 1,5 |
120-400 | .2 | .5 | 1,2 | 2,5 |
400-1000 | .3 | .8 | 2,0 | 4,0 |
1000-2000 | .5 | 1,2 | 3,0 | 6,0 |
2000-4000 | — | 2,0 | 4,0 | 8,0 |
Таблица 2: Угловые допуски при обработке с ЧПУ
Диапазон размеров (мм) | Тонкая (F) +/- | Средний (М) +/- | Грубая (C) +/- | Очень грубая (V) +/- |
0-10 | 1 о | 1 или | 1 или 30’ | 3 или |
10-50 | 0 или 30’ | 0 или 30’ | 1 или | 2 или |
50-120 | 0 или 20’ | 0 или 20’ | 0 или 30’ | 1 или |
120-400 | 0 или 10’ | 0 или 10’ | 0 или 15’ | 0 или 30’ |
400 | 0 или 5′ | 0 или 5′ | 0 или 10’ | 0 или 20’ |
Таблица 3: Допуски радиуса и фаски при обработке с ЧПУ
Диапазон размеров (мм) | Тонкая (F) +/- | Средний (М) +/- | Грубая (C) +/- | Очень грубая (V) +/- |
. | .2 | .2 | .4 | .4 |
3-6 | .5 | .5 | 1 | 1 |
6 | 1 | 1 | 2 | 2 |
Преобразование файлов САПР
Отформатированный файл проекта САПР проходит через программу, обычно программное обеспечение автоматизированного производства (CAM), для извлечения геометрии детали и создания цифрового программного кода, который будет управлять станком с ЧПУ и манипулировать инструментами для производства детали, разработанной по индивидуальному заказу.
Станки с ЧПУ использовали несколько языков программирования, включая G-код и М-код. Самый известный из языков программирования ЧПУ, общий или геометрический код, называемый G-кодом, контролирует, когда, где и как перемещаются станки — например, когда включать или выключать, как быстро перемещаться в заданную точку. конкретное место, какие пути выбрать и т. д. — по заготовке. Код дополнительных функций, называемый М-кодом, управляет вспомогательными функциями машины, такими как автоматизация снятия и замены кожуха машины в начале и в конце производства соответственно.
После создания программы ЧПУ оператор загружает ее в станок с ЧПУ.
Настройка машины
Прежде чем оператор запустит программу ЧПУ, он должен подготовить станок ЧПУ к работе. Эти подготовительные работы включают в себя крепление заготовки непосредственно к станку, к шпинделям станка, к станочным тискам или аналогичным приспособлениям, а также к прикреплению необходимых инструментов, таких как сверла и концевые фрезы, к соответствующим компонентам станка.
После полной настройки станка оператор может запустить программу ЧПУ.
Выполнение операции обработки
Программа ЧПУ действует как инструкция для станка с ЧПУ; он передает машинные команды, определяющие действия и движения инструмента, на встроенный в станок компьютер, который управляет станком и манипулирует им. Запуск программы предлагает станку с ЧПУ начать процесс обработки с ЧПУ, и программа направляет станок на протяжении всего процесса, поскольку он выполняет необходимые машинные операции для производства детали или продукта, разработанного по индивидуальному заказу.
могут выполняться собственными силами — если компания инвестирует в приобретение и обслуживание собственного оборудования с ЧПУ — или отдаваться на аутсорсинг специализированным поставщикам услуг по обработке с ЧПУ.
Типы операций обработки с ЧПУ
CNC-обработка — это производственный процесс, подходящий для самых разных отраслей промышленности, включая автомобильную, авиакосмическую, строительную и сельскохозяйственную, и способный производить ряд продуктов, таких как автомобильные рамы, хирургическое оборудование, авиационные двигатели, шестерни, а также ручные и садовые инструменты. Этот процесс включает в себя несколько различных операций механической обработки, управляемых компьютером, включая механические, химические, электрические и термические процессы, которые удаляют необходимый материал из заготовки для производства детали или продукта, разработанного по индивидуальному заказу. В то время как химические, электрические и термические процессы обработки рассматриваются в следующем разделе, в этом разделе рассматриваются некоторые из наиболее распространенных операций механической обработки с ЧПУ, включая:
- Сверление
- Фрезерование
- Токарная обработка
Сверление с ЧПУ
Сверление — это процесс механической обработки, в котором используются многогранные сверла для создания цилиндрических отверстий в заготовке. При сверлении с ЧПУ, как правило, станок с ЧПУ подает вращающееся сверло перпендикулярно плоскости поверхности заготовки, в результате чего получаются выровненные по вертикали отверстия с диаметром, равным диаметру сверла, используемого для операции сверления. Однако операции углового сверления также могут выполняться с использованием специализированных конфигураций станков и зажимных устройств. Операционные возможности процесса бурения включают зенкерование, зенкерование, развертывание и нарезание резьбы.
Фрезерование с ЧПУ
Фрезерование — это процесс механической обработки, в котором используются вращающиеся многогранные режущие инструменты для удаления материала с заготовки. При фрезеровании с ЧПУ станок с ЧПУ обычно подает заготовку к режущему инструменту в том же направлении, что и вращение режущего инструмента, тогда как при ручном фрезеровании станок подает заготовку в направлении, противоположном вращению режущего инструмента. Операционные возможности процесса фрезерования включают торцевое фрезерование — вырезание в заготовке неглубоких плоских поверхностей и полостей с плоским дном — и периферийное фрезерование — вырезание в заготовке глубоких полостей, таких как пазы и резьба.
Токарная обработка с ЧПУ
Токарная обработка с ЧПУ и многошпиндельная обработкаИзображение предоставлено: Buell Automatics
Токарная обработка — это процесс механической обработки, в котором используются одноточечные режущие инструменты для удаления материала с вращающейся заготовки. При токарной обработке с ЧПУ станок — обычно токарный станок с ЧПУ — подает режущий инструмент линейным движением вдоль поверхности вращающейся заготовки, удаляя материал по окружности до тех пор, пока не будет достигнут желаемый диаметр, для производства цилиндрических деталей с внешними и внутренними элементами. , такие как прорези, конусы и резьба. Операционные возможности процесса токарной обработки включают растачивание, торцевание, нарезание канавок и нарезание резьбы. Когда дело доходит до фрезерного станка с ЧПУ по сравнению с токарным станком, фрезерование с его вращающимися режущими инструментами лучше работает для более сложных деталей. Однако токарные станки с вращающимися заготовками и стационарными режущими инструментами лучше всего подходят для более быстрого и точного создания круглых деталей.
Обработка | Характеристики |
Сверление |
|
Фрезерование |
|
Токарная обработка |
|
Близкие родственники токарных станков, вращающиеся токарные станки с ЧПУ включают токарный набор с заготовкой (металлический лист или труба), которая вращается с высокой скоростью, в то время как металлический вращающийся ролик придает заготовке желаемую форму. В качестве «холодного» процесса формование металла с ЧПУ формирует предварительно сформированный металл — трение вращающегося станка, контактирующего с роликом, создает силу, необходимую для придания формы детали.
Швейцарская обработка, также известная как обработка швейцарским винтом, использует специальный тип токарного станка, который позволяет заготовке двигаться вперед и назад, а также вращаться, чтобы обеспечить более жесткие допуски и лучшую стабильность при резке. Заготовки обрезаются непосредственно рядом с удерживающей их втулкой, а не дальше. Это позволяет снизить нагрузку на изготавливаемую деталь. Швейцарская обработка лучше всего подходит для небольших деталей в больших количествах, таких как часовые винты, а также для приложений с критическими допусками прямолинейности или концентричности. Вы можете узнать больше об этой теме в нашем руководстве о том, как работают станки с швейцарским винтом.
Как работает 5-осевой станок с ЧПУ? 5-осевая обработка с ЧПУ описывает компьютеризированную производственную систему с числовым программным управлением, которая добавляет к традиционным 3-осевым линейным движениям станка (X, Y, Z) две оси вращения, чтобы обеспечить доступ станка к пяти из шести сторон детали в одиночная операция. Добавляя к рабочему столу наклоняющееся вращающееся приспособление (или цапфу), фрезерный станок становится так называемым 3+2, индексным или позиционным станком, что позволяет фрезе приближаться к пяти из шести сторон рабочего стола. призматическая заготовка на 90° без необходимости повторной установки заготовки оператором.
Однако это не совсем 5-осевой фрезерный станок, потому что четвертая и пятая оси не двигаются во время операций обработки. Добавление серводвигателей к дополнительным осям, а также компьютеризированное управление ими — часть с ЧПУ — сделают это единым целым. Такой станок, способный к полной одновременной контурной обработке, иногда называют «непрерывным» или «одновременным» 5-осевым фрезерным станком с ЧПУ. Две дополнительные оси также могут быть встроены в обрабатывающую головку или разделены — одна ось на столе и одна на головке.
Обучение оператора токарного станка с ЧПУ Чтобы работать на токарном станке с ЧПУ, машинист должен пройти определенный объем курсовых работ и получить соответствующий сертификат от аккредитованной организации по обучению в сфере промышленности. Программы обучения токарной обработке с ЧПУ обычно включают несколько классов или занятий, предлагая постепенный процесс обучения, разбитый на несколько этапов. Важность соблюдения протоколов безопасности усиливается на протяжении всего тренировочного процесса.
Начальные занятия по токарному станку с ЧПУ могут не включать практический опыт, но они могут включать ознакомление учащихся с кодами команд, перевод файлов САПР, выбор инструмента, последовательности резки и другие области. Курс начинающего токаря с ЧПУ может включать:
- Смазка и планирование технического обслуживания токарных станков
- Перевод инструкций в машиночитаемый формат и загрузка их в токарный станок
- Установление критериев выбора инструмента
- Установка инструментов и деталей для работы с материалом
- Изготовление образцов деталей
Последующее обучение работе на токарном станке с ЧПУ обычно включает реальную работу на токарном станке, а также настройку станка, редактирование программы и разработку нового синтаксиса команд. Обучение работе на токарном станке этого типа может включать курсы по:
- Выяснение того, где необходимы правки, путем сравнения образцов деталей с их спецификациями
- Редактирование программ ЧПУ
- Создание нескольких циклов тестовых компонентов для уточнения результатов правок
- Регулировка подачи охлаждающей жидкости, очистка станка, ремонт и замена инструментов
Другие операции обработки с ЧПУ
Другие операции механической обработки с ЧПУ включают:
- Протяжка
- Распиловка
- Шлифование
- Хонингование
- Притирка
Обрабатывающее оборудование и компоненты с ЧПУ
Как указано выше, доступен широкий спектр операций обработки. В зависимости от выполняемой операции обработки в процессе обработки с ЧПУ используются различные программные приложения, машины и станки для получения желаемой формы или дизайна.
Типы программного обеспечения для обработки с ЧПУ
В процессе обработки с ЧПУ используются программные приложения для обеспечения оптимизации, точности и аккуратности изготовленной по индивидуальному заказу детали или продукта. Используемые программные приложения включают:
- CAD
- САМ
- КАЕ
CAD : Программное обеспечение для автоматизированного проектирования (САПР) — это программы, используемые для проектирования и создания 2D-векторных или 3D-моделирования твердотельных деталей и поверхностей, а также необходимой технической документации и спецификаций, связанных с деталью. Конструкции и модели, созданные в программе CAD, обычно используются программой CAM для создания необходимой машинной программы для производства детали с помощью метода обработки с ЧПУ. Программное обеспечение САПР также можно использовать для определения и определения оптимальных свойств деталей, оценки и проверки конструкции деталей, моделирования продуктов без прототипа и предоставления проектных данных производителям и мастерским.
CAM : Программное обеспечение для автоматизированного производства (CAM) — это программы, используемые для извлечения технической информации из модели CAD и создания машинной программы, необходимой для запуска станка с ЧПУ и управления инструментами для производства детали, разработанной по индивидуальному заказу. Программное обеспечение CAM позволяет станку с ЧПУ работать без помощи оператора и может помочь автоматизировать оценку готового продукта.
CAE : Программное обеспечение для автоматизированного проектирования (CAE) — это программы, используемые инженерами на этапах предварительной обработки, анализа и последующей обработки процесса разработки. Программное обеспечение CAE используется в качестве вспомогательных средств поддержки в приложениях инженерного анализа, таких как проектирование, моделирование, планирование, производство, диагностика и ремонт, чтобы помочь в оценке и изменении конструкции продукта. Доступные типы программного обеспечения CAE включают программное обеспечение для анализа методом конечных элементов (FEA), вычислительной гидродинамики (CFD) и программного обеспечения для динамики нескольких тел (MDB).
Некоторые программные приложения сочетают в себе все аспекты программного обеспечения CAD, CAM и CAE. Эта интегрированная программа, обычно называемая программным обеспечением CAD/CAM/CAE, позволяет единой программе управлять всем производственным процессом от проектирования до анализа и производства.
Что такое станок с ЧПУ? Типы станков с ЧПУ и станков
В зависимости от выполняемой операции обработки в процессе обработки с ЧПУ используются различные станки и станки с ЧПУ для производства детали или продукта по индивидуальному заказу. В то время как оборудование может различаться по другим параметрам от операции к операции и от приложения к приложению, интеграция компонентов компьютерного числового программного управления и программного обеспечения (как указано выше) остается неизменной для всего оборудования и процессов обработки с ЧПУ.
Сверлильный станок с ЧПУ Сверление использует вращающиеся сверла для создания цилиндрических отверстий в заготовке. Конструкция сверла позволяет металлическим отходам, т. е. стружке, отпадать от заготовки. Существует несколько типов сверл, каждый из которых используется для определенного применения. Доступные типы сверл включают центрирующие сверла (для изготовления неглубоких или направляющих отверстий), сверла с вертикальным сверлением (для уменьшения количества стружки на заготовке), сверла для винтовых станков (для изготовления отверстий без направляющего отверстия) и патронные развертки (для увеличения ранее изготовленные отверстия).
Обычно в процессе сверления с ЧПУ также используются сверлильные станки с ЧПУ, которые специально разработаны для выполнения операции сверления. Однако эту операцию можно выполнять и на токарных, резьбонарезных или фрезерных станках.
Фрезерное оборудование с ЧПУФрезерование использует вращающиеся многогранные режущие инструменты для придания формы заготовке. Фрезерные инструменты ориентированы либо горизонтально, либо вертикально и включают концевые фрезы, винтовые фрезы и фрезы для снятия фасок.
В процессе фрезерования с ЧПУ также используются фрезерные станки с ЧПУ, называемые фрезерными станками или мельницами, которые могут быть ориентированы горизонтально или вертикально. Базовые фрезы способны перемещаться по трем осям, а более продвинутые модели имеют дополнительные оси. Доступные типы мельниц включают ручные фрезерные, простые фрезерные, универсальные фрезерные и универсальные фрезерные станки.
Токарное оборудование с ЧПУ Токарная обработка использует одноточечные режущие инструменты для удаления материала с вращающейся заготовки. Конструкция токарного инструмента варьируется в зависимости от конкретного применения, с инструментами, доступными для черновой, чистовой обработки, торцевания, нарезания резьбы, формовки, подрезки, отрезки и обработки канавок.
В процессе токарной обработки с ЧПУ также используются токарные станки или токарные станки с ЧПУ. Доступные типы токарных станков включают токарные станки с револьверной головкой, токарные станки с двигателями и токарные станки специального назначения.
Что такое настольный станок с ЧПУ? Компании, специализирующиеся на производстве станков с ЧПУ, часто предлагают настольные серии небольших и легких станков. Настольные станки с ЧПУ, хотя и медленнее и менее точны, хорошо обрабатывают мягкие материалы, такие как пластик и пенопласт. Они также лучше подходят для небольших деталей и легкого и среднего производства. Машины, представленные в настольной серии, напоминают более крупный отраслевой стандарт, но их размер и вес делают их более подходящими для небольших приложений. Например, настольный токарный станок с ЧПУ, который имеет две оси и может обрабатывать детали диаметром до шести дюймов, был бы полезен для изготовления ювелирных изделий и форм. Другие распространенные настольные станки с ЧПУ включают лазерные резаки размером с плоттер и фрезерные станки.
При работе с токарными станками меньшего размера важно различать настольный токарный станок с ЧПУ и настольный токарный станок. Настольные токарные станки с ЧПУ, как правило, более доступны по цене, но также меньше по размеру и несколько ограничены в приложениях, с которыми они могут работать. Стандартный настольный токарный станок с ЧПУ обычно включает в себя контроллер движения, кабели и базовое программное обеспечение. Стандартный настольный токарный станок с ЧПУ с аналогичной базовой комплектацией стоит немного дороже.
Материалы для станков с ЧПУ
Процесс обработки с ЧПУ подходит для различных конструкционных материалов, в том числе:
- Металл (например, алюминий, латунь, нержавеющая сталь, легированная сталь и т. д.)
- Пластик (например, PEEK, PTFE, нейлон и т. д.)
- Дерево
- Пена
- Композиты
Выбор оптимального материала для производства с ЧПУ во многом зависит от конкретного производственного приложения и его спецификаций. Большинство материалов можно подвергать механической обработке при условии, что они выдерживают процесс механической обработки, т. е. обладают достаточной твердостью, прочностью на растяжение, прочностью на сдвиг, химической и температурной стойкостью.
Материал заготовки и его физические свойства используются для определения оптимальной скорости резания, скорости подачи и глубины резания. Измеряемая в поверхностных футах в минуту, скорость резания относится к тому, насколько быстро станок врезается или удаляет материал с заготовки. Скорость подачи, измеряемая в дюймах в минуту, является мерой того, насколько быстро заготовка подается к станку, а глубина резания показывает, насколько глубоко режущий инструмент врезается в заготовку. Как правило, заготовка сначала проходит начальную фазу, на которой она грубо обрабатывается до приблизительных, специально разработанных формы и размеров, а затем проходит чистовую фазу, на которой она испытывает более медленные скорости подачи и меньшую глубину резания для достижения более точных и точных результатов. точные характеристики.
Рекомендации по размеру ЧПУ
Широкий спектр возможностей и операций, предлагаемых процессом обработки с ЧПУ, помогает ему найти применение в различных отраслях промышленности, включая автомобильную, аэрокосмическую, строительную и сельскохозяйственную, и позволяет производить ряд продуктов, таких как гидравлические компоненты, винты и валы. Несмотря на универсальность и настраиваемость процесса, изготовление некоторых деталей, например крупных или тяжелых компонентов, представляет более сложные задачи, чем другие. В таблице 1 ниже представлены некоторые проблемы обработки крупных деталей и тяжелых компонентов.
Таблица 2. Проблемы обработки в зависимости от размера детали Размер детали | Проблемы обработки |
Большая деталь |
|
Тяжелый компонент |
|
Альтернативы использованию станка с ЧПУ
Хотя обработка с ЧПУ демонстрирует преимущества по сравнению с другими производственными процессами, она может не подходить для каждого производственного применения, и другие процессы могут оказаться более подходящими и экономически эффективными. Хотя в этой статье основное внимание уделяется процессам механической обработки с ЧПУ, в которых используются станки для производства детали или продукта, разработанного по индивидуальному заказу, элементы управления ЧПУ могут быть интегрированы в различные станки. Другие процессы механической обработки с ЧПУ включают ультразвуковую обработку, гидроабразивную резку и абразивно-струйную обработку.
Помимо механических процессов, также доступны процессы химической, электрохимической и термической обработки. Процессы химической обработки включают химическое фрезерование, вырубку и гравировку; процессы электрохимической обработки включают электрохимическое удаление заусенцев и шлифование; и процессы термической обработки включают электронно-лучевую обработку, лазерную резку, плазменно-дуговую резку и электроэрозионную обработку (EDM).
История обработки с ЧПУ (видео)
Резюме
Выше изложены основы процесса обработки с ЧПУ, различные операции обработки с ЧПУ и необходимое для них оборудование, а также некоторые соображения, которые могут приниматься во внимание производителями и механическими мастерскими при принятии решения о том, является ли обработка с ЧПУ наиболее оптимальным решением для их конкретных задач. производственное приложение.
Чтобы найти больше информации о местных коммерческих и промышленных поставщиках услуг и оборудования для производства на заказ, посетите Платформу поиска поставщиков Thomas, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- Нетрадиционные процессы механической обработки и термической резки
- Обработка пластика с ЧПУ
- Отрасли, использующие высокоточную обработку с ЧПУ
- Токарно-фрезерные услуги с ЧПУ
- Токарная обработка швейцарским винтом по сравнению с традиционной обработкой с ЧПУ
- 7 причин, по которым обработка с ЧПУ превосходит обычную обработку
- As the World (CNC) Turns — Эволюция токарной обработки с ЧПУ
- Типы и преимущества станков с ЧПУ
- Прототипирование с ЧПУ в современном виде
- Преимущества контракта на обработку с ЧПУ
- Все о станках с ЧПУ
- Алюминиевые детали с механической обработкой
- Обработка компонентов огнестрельного оружия
- Советы по отличному дизайну металлического прядения
- Важность деталей и компонентов трансмиссии для внедорожников
- Что такое швейцарская обработка с ЧПУ?
- Что нужно знать о швейцарском точении
- Авиационная и аэрокосмическая промышленность в Ardel Engineering
- Связь в Ardel Engineering
- Токарно-фрезерные услуги с ЧПУ в Helander
- Обработка пластика с ЧПУ
- Фрезерные станки против. Токарные станки
- Швейцарская обработка с ЧПУ
- Что такое обработка с ЧПУ?
- Руководство по допускам обработки с ЧПУ
- Как указать общие допуски в обрабатываемых деталях
- Обработка с ЧПУ по сравнению с обычной обработкой
Другие изделия с ЧПУ
- Ведущие сервисные компании с ЧПУ в США
- Типы ЧПУ
- Типы сверл с ЧПУ
- Обработка с ЧПУ Эволюция до обработки с ЧПУ
- Обучение токарному станку с ЧПУ
- Применения для прядения металла с ЧПУ
- Получение образования в области ЧПУ
- Понимание фрезерных станков с ЧПУ
- Что такое настольный станок с ЧПУ?
- Объяснение G-кодов: введение в общие коды G-кода
- Руководство по швейцарскому станку с ЧПУ/швейцарскому винтовому станку
- 10 крупнейших производителей станков с ЧПУ в США и мире
- Что означает ЧПУ?
- Нарезание резьбы на токарных станках с ЧПУ
Другие товары от Изготовление и изготовление на заказ
Все, что вам нужно, чтобы получить отличную бесплатную древесину для токарных заготовок по дереву
В этой статье рассказывается о выборе, сборе и обработке токарных заготовок и токарных изделий по дереву.
Я профессиональный скульптор по дереву, в основном занимаюсь созданием асимметричных, неправильных и неуравновешенных деревянных скульптур с естественными краями. Я также делаю урны для кремации и несколько функциональных деревянных чаш. Большая часть моего опыта связана с токарной обработкой чаш и пустот. Также расскажу о том, где я нахожу древесину для токарной обработки. В конце статьи есть список инструментов, которые я использую для сбора древесины. Щелкните здесь, чтобы перейти к списку инструментов для сбора древесины .Ориентация деревянных заготовок
Токарная обработка древесины в основном состоит из торцевой и торцевой обработки. Токарная обработка шпинделя в большинстве случаев представляет собой торцевую токарную обработку. Это означает, что древесина крепится на торце между передней и задней бабками. Таким образом, волокна древесины идут параллельно станине токарного станка. Работа с чашами и сосудами в основном представляет собой токарную обработку лицевой стороны с некоторой торцевой обработкой.
При токарной обработке лицевых волокон деревянная токарная заготовка устанавливается таким образом, что волокна древесины проходят перпендикулярно станине токарного станка. Подбор материала для торцевой токарной обработки немного проще, так как для торцевой токарной обработки не требуется очень толстый материал. По крайней мере, по отношению к торцовому обточке.Учтите, что работа шпинделя для мебели часто не превышает 8/4 – 12/4 материала. Например, для токарной обработки чаши требуется более толстая древесина, чтобы производить более пропорциональные изделия. Если бы мне нужно было сделать чашу диаметром 4 дюйма и диаметром 12 дюймов из торцевого материала, для этого потребовалось бы поперечное сечение более 12 дюймов по обе стороны от сердцевины дерева. Хотя в некоторых случаях это выполнимо, для этого потребуется дерево диаметром около 30 дюймов или больше.
Добывать древесину таким способом можно только в том случае, если вы будете резать материал для себя. Помимо нескольких отдельных компаний, продающих токарные заготовки по дереву, существует ограниченное количество поставщиков токарных материалов по дереву.
Достать заготовки для шпинделя довольно легко, но если вы хотите сделать что-то большое, вам нужно научиться находить и резать древесину самостоятельно.Какие породы деревьев подходят для токарных заготовок
Преимущество токарной обработки заключается в том, что вы можете использовать практически любую породу дерева из любой части дерева. Некоторые секции лучше других тем, что они более стабильны или их легче поворачивать, но можно использовать любое дерево. Стабильный означает, что древесина с меньшей вероятностью деформируется или смещается во время сушки или механической обработки. Это позволяет хорошо точить дерево на токарном станке.
Как правило, предпочтение отдается лиственным деревьям, поэтому это будет зависеть от того, где вы живете и какие породы деревьев растут вокруг вас. Я живу в Северной Каролине, и в моем регионе очень много деревьев лиственных пород. Дуб, клен и эвкалипт являются наиболее распространенными, но существует более тридцати видов деревьев, которые являются хорошими кандидатами.
Иногда встречаются необычные виды деревьев, которые не вырастают такими большими, но могут стать достаточно большими, чтобы из них можно было что-то сделать.Узнайте, какие виды деревьев растут в вашем районе и каковы их ростовые характеристики/свойства. т.е. какова плотность дерева и какое у него зерно (крупное, среднее или мелкое). То, как древесина движется во время сушки, ее устойчивость к гниению и насекомым, также следует учитывать.
Наконечник хурмы с резьбой
Проведя небольшое исследование, вы сможете определить, какие деревья подходят для выполнения определенных задач по точению древесины. Например, я покупаю кизил и хурму как домашние виды, которые хорошо режут нить. Эти два вида часто использовались при изготовлении гонщиков для гольфа. Они твердые и имеют среднюю или мелкую зернистость, поэтому я предположил, что они могут быть хороши для нарезки резьбы. Хотя нити не такие хрустящие, как африканское черное дерево, это достойный домашний вариант.
Самшит тоже очень хорош для этого, однако найти самшит достаточно большой, чтобы вырезать заготовки.Где найти древесину для токарных заготовок?
Самый частый вопрос, который мне задают, где взять древесину для токарной обработки? Я добываю древесину в основном из центральной и восточной части Северной Каролины. Если вы живете в городе, как я, вы должны быть гибкими. Во-первых, я бы сказал, что если у вас нет опыта в этом, я бы сам не уронил дерево. Я рекомендую, в основном из соображений ответственности, рубить деревья, которые уже были срублены по той или иной причине. То есть были опущены кем-то другим или матушкой-природой.
Деревья в городе
Старая усадьба – Photinia Serrulata
Одним из моих любимых мест для получения древесины являются старые усадьбы или исторические районы города. Это немного сложнее сделать, но там часто есть настоящие самородки. Нередко можно встретить редкие декоративные виды деревьев, которые были посажены довольно давно.
Таким образом, они выросли достаточно большими, чтобы развить хороший размер для токарной обработки дерева. Старая древесина часто имеет более красивый рисунок и цвет.Крупные заготовки капа тополя
В городе поищите деревья у лесоводов и в службах по удалению деревьев. Я видел этот кап тополя, сидящий на обочине дороги и ожидающий, когда его утащат. Я получил его от местного лесовода. Сейчас он выглядит немного потрепанным, но недавно я перевернул кое-что, и это довольно удивительные вещи.
Муниципальные свалки древесины могут быть еще одним источником, если у вас есть доступ. Однако в целом я считаю, что в городе людей больше беспокоит ответственность, и к ней труднее получить доступ. Я пытался поговорить с застройщиками, которые расчищают землю, но обнаружил, что это самое сложное и, как правило, не стоит моего времени. Harvesting Urban Timber — хорошая книга в качестве справочника.
Вероятно, проще всего спросить у владельца собственности, можно ли получить древесину с его дерева, если они его спиливают или оно упало во время бури.
При условии, что это не опасная ситуация или существует риск причинения материального ущерба. Я считаю, что большинство владельцев недвижимости довольно приятны. Много времени они счастливы, что кто-то позаботится об уборке дерева за них. Будьте осторожны, хотя люди часто кладут на деревья различные металлические предметы, которые не очевидны.Когда-то у меня было большое дерево грецкого ореха, распиленное на доски. Фреза ударилась обо что-то в дерево, и все зубья ленточной пилы были сломаны. После дальнейшего осмотра оказалось, что это свеча зажигания. Если вы разрезаете дерево и видите черные, серые и пурпурные оттенки, которые кажутся несовместимыми с остальным цветом дерева, скорее всего, это окрашивание железом. Где-то будет металл, так что будьте осторожны. Наконец, в дереве много древесины, и ее легко перегрузить. Так что следите за тем, сколько работы вы берете на себя. В большинстве случаев это добросовестная договоренность, и ваше слово важно.
Токарный станок Токарная древесина из деревни
Я получаю приличное количество заготовок для токарной обработки дерева из деревни или сельской местности.
В большинстве таких ситуаций вы будете просить разрешения срубить дерево на чужой территории. Так что будьте очень внимательны, чтобы оставить их имущество в лучшем виде, чем вы его нашли.Просмотрите налоговые или имущественные документы землевладельца, чтобы попытаться узнать, как связаться с ним для получения доступа. Вы делаете это, ища в Google данные ГИС или карты округа. Вы можете получить доступ к земле, особенно если вы предложите что-то сделать для владельца. Они могут захотеть, чтобы вы подписали отказ от ответственности, так как вы будете на их территории, выполняя резку. Технически они несут ответственность за любые травмы, нанесенные вам на их территории, и некоторые люди опасаются этого. В этот день и век судебных разбирательств не удивляйтесь, если они захотят, чтобы вы подписали документы.
В большинстве случаев я с этим не сталкиваюсь, будьте внимательны и ответственны за собственную безопасность. Не пользуйтесь щедростью собственников. Я считаю, что люди более щедры и готовы помочь в деревне, чем в городе.
Поэтому у меня обычно больше проблем с доступом к древесине в городских районах.Лесопилки
Искривленные корни Мусорные сваи
Следы вырубленных деревьев — хорошие места для токарной обработки древесины. Лесозаготовители ищут самую большую и самую прямую древесину, поэтому они всегда отбраковывают неправильные, «дефектные» или расклешенные части деревьев. Их оставляют в больших кучах костей, как правило, рядом с точкой входа в собственность. Промежности, капы и основания дерева, которые расширяются, почти всегда имеют рисунок, и они обычно находятся в этих кучах отходов. Мусорщики Twisted Roots срезают вот такие кучи. Мой опыт был таким же, хотя в моем районе они обычно не производят такой большой кучи, как эта.
Края поля
Это одно из моих любимых мест, где можно найти более крупные деревья, очень подходящие для изготовления чаш. Фермеры не хотят, чтобы деревья затеняли края их полей, поэтому они более заинтересованы в вырубке деревьев, находящихся в таком состоянии.
Они могут даже быть в процессе делать это сами.Деревья на краях полей получают выгоду от размножения семян птицами, поэтому на этих краях полей и в рядах ограждений обычно встречается большее разнообразие видов. Кроме того, эти деревья получают выгоду от стока удобрений и поэтому растут намного быстрее. На краях поля могут быть стволы действительно хорошего размера. Несколько лет назад я срезал часть ствола черной вишни, выкорчеванного во время урагана на краю поля. Я распилил его на доски и смог получить из него несколько досок шириной 22 дюйма.
Повреждение ураганом
Дерево грецкого ореха, срубленное во время бури
Деревья на краях полей и в рядах заборов имеют тенденцию сноситься ветром и лежать на краях полей. Таким образом, могут лежать деревья, заросшие кустарником, которые еще можно использовать. Районы, пострадавшие от ураганов, торнадо и сильных штормов, являются отличными кандидатами для сбора древесины. Следите за этими областями, если они не слишком далеко от вас.
Само собой разумеется, что на деревьях, вероятно, есть поврежденные места, которые дают непригодную древесину. Сотрясение колец и повреждения от сдвига ветра являются обычным явлением для деревьев, поврежденных ураганом. Опять же, в таких ситуациях есть много древесины, поэтому обычно лучше не ломать голову над сбором древесины.Какие инструменты мне нужны для сбора деревянных заготовок?
Основным оборудованием является транспортное средство для перевозки древесины. По большей части это будет грузовик той или иной формы. Хотя это будет зависеть от того, сколько деревянных токарных заготовок вы хотите собрать. Прицеп — неплохая идея, если нужно собрать много дров. Размер дерева, превращающегося в заготовку, и то, что вы можете поднять сами, будут влиять на это сильнее всего.
Прицеп для перевозки древесины большими секциями
Я предпочитаю оставлять бланки настолько большими, чтобы их было легко транспортировать. Таким образом, существует баланс между этим и тем, что древесина настолько велика, что ее трудно перемещать.
Раньше я уже много раз преодолевал себя, так что теперь мне нравится заправлять кузов грузовика только в каждой поездке. Я буду использовать прицеп, если нужно быстро перевезти дрова или если дрова особенные.Список основных инструментов для сбора деревянных заготовок, которые я использую
Грузовик/прицеп
Бензопила – Husqvarna Rancher 445, Husqvarna Rancher 455
Коробка с бензопилой – напильники, дополнительные цепи Rancher 445, дополнительные цепи Rancher 455, ключ, двухтактное масло пила
Газовый баллончик – прямой газ
Пруток для масла
Разрушительный брус
Клинья – стальные клинья, деревянные и пластиковые клинья
Молоток хороший2 – 049 Ручная тележка
Защита органов слуха – Беруши/наушники
Бензопила – это рабочая лошадка, и я рекомендую как минимум 18-дюймовую шину. Бензопила облегчит вам жизнь.
В основном это будет Stihl или Husqvarna. Если вы собираетесь рубить более крупные деревья, пила с более длинным прутком — это хорошая роскошь, но цена действительно возрастает по мере увеличения длины прутка. Кроме того, большие пилы больше изнашивают тело и действительно пережевывают газ. Для большинства вещей я чаще использую свой меньший 445.Использование клина для развязывания пропила
Большая часть другого оборудования не требует пояснений. Дополнительные цепи и набор для заточки помогают поддерживать остроту цепей. Песок и грязь портят цепь, и достаточно одного или двух ударов о землю, чтобы цепь затупилась. Не говоря уже о любом неожиданном материале, который вы найдете в дереве… кхм, гвозди. Вы будете удивлены тем, что люди помещают в деревья, у меня есть кусок грецкого ореха, который полностью вырос вокруг свечи зажигания. Плоский напильник используется для напильника на цепи, что приводит к большему укусу каждого зуба. Я еще не пробовал цепи с большим расстоянием между зубьями, то есть цепи с пропуском зубьев.
Нарезка заготовок по длине дерева дает большие полосы стружки как по размеру, так и по количеству. При агрессивной резке эти ленты часто остаются в пропиле пилы. Зубчатая цепь с пропущенными зубьями дает больше места для эвакуации стружки, поэтому она может быть полезна для этих разрезов. Хотя я ожидаю, что под вашей пилой скопится больше стружки. Если эту кучу не перемещать часто, эта стружка начинает забивать область вокруг звездочки пилы, заклинивая цепь. Это больше проблема, если бревна распиливаются на земле и распил происходит в нижней трети распила, т. е. пила находится близко к земле.Концепция (цепь с пропущенными зубьями) аналогична пильным полотнам ленточной пилы с большим расстоянием между зубьями. Они удаляют материал быстрее, поэтому материал не застревает в пропиле. Гораздо приятнее пилить, так как лезвие не заедает. Однако большее расстояние между зубьями создает большую нагрузку на двигатель, поэтому, если я посмотрю на это в будущем, я куплю один для своей более крупной пилы.
Все мои цепи, приспособления для заточки, несколько клиньев и двухтактное масло в маленьком ящике для инструментов Я держу в маленьком ящике для инструментов. Удобно иметь в коробке несколько рабочих перчаток и несколько тряпок (легко перелить барное масло). Этот ящик для инструментов постоянно находится в ящике для инструментов моего грузовика, по крайней мере, с одной из моих бензопил. Кроме того, я, как правило, держу на своем грузовике два газовых баллона — большой бак на 5 галлонов, в котором хранится чистый бензин, и бак меньшего размера на 1 галлон для смеси масла и газа.
Разрез большого дубового капа
Разрушающий брус и клинья в основном предназначены для разрезания больших деревьев. Иногда вы найдете действительно красивые деревья, которые огромны и могут быть вырублены только в секциях с 18-дюймовыми и 20-дюймовыми прутьями. Эти инструменты обеспечивают дополнительные рычаги для разделения разрезаемых секций. Клинья особенно полезны для предотвращения заедания пропила.
Молоток весом 4 фунта Я считаю полезным груз, чтобы забивать клинья, хотя вместо него можно легко использовать кувалду, если она у вас есть. Ручные тележки, очевидно, предназначены для перемещения заготовок. У меня есть большой стальной грузовик, много рычагов. Хотя я обнаружил, что он занимает много места в кузове моего грузовика, и его тяжело таскать. Если я не перевожу заготовки на прицеп, я вырезаю заготовки только до размеров, которые я могу поднять в свой грузовик. Даже с трейлером мне не нужны действительно большие разделы, так как ими все еще сложно управлять. Поэтому я не нахожу грузовики с большой грузоподъемностью полезными. Некоторые из тяжелых алюминиевых ручных тележек выглядят очень привлекательно, но они намного дороже. Обычно они стоят около 200 долларов.Заготовки для точения по дереву из различных частей дерева
В этом разделе я могу говорить в основном о чашах, пустотелых формах и распиленном материале. Токарная обработка чаши требует наибольшего внимания к тому, из какой части дерева изготовлена заготовка деревянной чаши.
Как было сказано ранее, вы можете повернуться из любой точки дерева. Местоположение в первую очередь будет определять степень движения древесины и скорость растрескивания.Деревянные заготовки чаши
Секция ствола Sassafras
Вы хотите вырезать деревянные заготовки чаши из ствола дерева, так как древесина наиболее устойчива. Верхние конечности увеличат количество движений дерева. Кроме того, растрескивание, особенно на краю чаши, будет более серьезной проблемой.
Вы хотите нацелиться на стволы деревьев, которые достаточно велики, чтобы резать по обе стороны сердцевины. Сердцевина является виновником растрескивания древесины. Таким образом, как правило, лучше удалить сердцевину, особенно для любого проекта токарной обработки дерева, который по своей природе является функциональным. Это значительно улучшит срок службы сделанного вами изделия.
Промежность, как правило, не является хорошей секцией для изготовления полезных деталей. Древесина в промежности может быть и часто бывает очень нестабильной, поэтому ожидайте как минимум некоторой деформации.
Для точения чаши требуется дважды перевернуть кусок дерева, поэтому вы хотите уменьшить количество древесины, которая идет в кучу дров. Этого можно добиться, сделав хороший выбор перед поворотом и получив как можно меньше движений при повороте грубой чаши.Полые сосуды
Заготовки сосудов из ореха и тополя
Резка деревянных токарных заготовок для сосудов, на мой взгляд, самое приятное. По большей части полые формы являются декоративным элементом, поэтому в процессе выбора древесины существует огромная гибкость. Из всех частей дерева, имеющих достаточный размер, вырезаю заготовки. Таким образом, я переворачиваю много древесины, которая будет считаться «бракованной»
В частности, когда я собираю всю свою древесину, я нацеливаюсь на промежности, так как знаю, что в заготовке будет хоть какая-то фигура. На каждом дереве есть промежности, и они почти всегда остаются позади. Капы фантастически хороши, когда их находят, и максимизируйте столько, сколько вы можете получить от них.
Что касается капа, я срезаю все, что нахожу. Корневых капов не выкапывал, так как нечасто с ними сталкиваюсь, да и труда это требует много. Если у вас есть для этого оборудование, сделайте это, но, пожалуйста, не рубите живые деревья только ради корня. Недавно я выкопал несколько корней, чтобы посмотреть, как они выглядят. Если вы вникаете в это, знайте, что выкапывание корневого кома очень трудоемко. Также я обнаружил, что разделение корневого кома на несколько клиньев очень помогло в процессе удаления. Кроме того, корневой ком необходимо тщательно очистить от камней и песка. В противном случае вы в мгновение ока порвете цепь своей бензопилы.
Материал для распила
В частности, для заготовок из полезной древесины. Мне нравится вырезать плиту материала из секций ствола, содержащих сердцевину. См. раздел Сассафрас выше. Это отличается от того, чтобы резать прямо по центральной линии одним разрезом, как я обычно делаю для декоративных заготовок. Вырезание толстой плиты дает материал, распиленный на четверть по обеим сторонам сердцевины, обычно толщиной от 2 до 6 дюймов.
Это хороший и стабильный материал, который я люблю приберегать для токарной обработки шпинделя.Это также лучший материал для изготовления тарелок, так как он меньше всего подвержен деформации. Когда-то я сделал несколько плоских тарелок для промежности, которые моя жена назвала «неплоскими тарелками». Излишне говорить, что хотя зерно было хорошим, их нельзя было использовать. Однако проблема заключается в том, чтобы найти достаточно большое дерево, которое даст материал приличного диаметра с обеих сторон сердцевины. Вам понадобится довольно большое дерево, чтобы сделать из него тарелки, распиленные на четверть.
Резка деревянных токарных заготовок
Начнем со ствола дерева. Я делю багажник на секции по длине руля, так что для меня это примерно 18-дюймовые секции. Обычно на сердцевине имеется некоторая степень трещины. Осмотрите сердцевину с обеих сторон раскрученной секции и прокатайте секцию так, чтобы трещина была ориентирована сверху вниз. Обычно сердцевина находится довольно близко к центральной части дерева, хотя иногда это не так.
Когда он смещен, существует баланс между максимизацией площади по обе стороны сердцевины и выравниванием внутренних трещин. Иногда нет хорошего выбора. Если я вырезаю полые сосуды, я делаю один надрез прямо по линии сердцевины (разрез по всей длине дерева).Для деревьев большинства размеров это оставит мне две половинки, которые я смогу использовать для разделения позже, если захочу. Как я упоминал ранее, мне нравится оставлять эти вырезанные секции как можно большими, чтобы позже можно было вырезать любую проверку концов. Я предпочитаю заготовки сосудов, которые довольно близки к кубической форме. Итак, если форма этих половинок не слишком плоская, я могу оставить ее как есть. В противном случае я бы снова разрезал половинки и оставил участки для небольших углублений. Скорее всего, это будут естественные краевые сосуды. Посмотрите мое видео о резке токарных заготовок из дерева. Я просматриваю орехи пекан и решаю, что я хочу из них вырезать.
Токарные заготовки для чаш по дереву
Работая со стволом дерева, изогнутая часть поворачивается так, что основная трещина вдоль сердцевины проходит сверху вниз.
Я предпочитаю вырезать из дерева толстую часть, содержащую сердцевину, хотя некоторые предпочитают делать один разрез по линии сердцевины. Те, у кого это получается, обычно получают черновую заготовку чаши быстрее, чем я. На этом этапе я определяю, насколько толстой будет эта секция.Существует два способа резки заготовок чаши. Все зависит от того, делаете ли вы чаши с натуральными краями или нет. Решение этого вопроса повлияет на то, будет ли сердцевина секции плоской или неправильной формы. Для заготовок с естественным краем используйте внешнюю сторону дерева в качестве ориентира и сделайте параллельный надрез, чтобы установить глубину заготовки. В противном случае сначала сделайте надрезы по обеим сторонам сердцевины, а затем сделайте параллельные надрезы по направлению к внешней стороне дерева, чтобы установить нижнюю часть заготовки.
Сердцевина может немного смещаться с одной стороны раскрученной секции на другую. Когда это происходит, часто лучше делать чаши с естественными краями, поскольку из-за сердцевинной части теряется меньше материала.
Подробнее о вырезании заготовок для мисок я рассказываю в своем третьем видео о вырезании заготовок.Вырезка промежностей для фигурного дерева
Я люблю точить промежности, так как на них почти всегда есть фигурка. Почти всегда это будут скульптуры. Временами, когда они являются запечатанными сосудами, я не ожидаю, что присутствие сердцевины вызовет слишком много искажений. Я иногда ошибаюсь, поэтому есть некоторый риск.
Подумайте о том, как сердцевина перемещается в промежности. С одной стороны промежности имеется одна сердцевина, а с другой обычно две. Однако иногда их больше, в зависимости от того, сколько ответвлений вышло из сустава. Если бы вы нарисовали линию, соединяющую сердцевины, вы бы получили букву «V». Фигура в основном находится между секцией «V», и именно там я хочу отцентрировать свой бланк. Я примерно делаю куб из этого. Если промежность достаточно велика, я могу вырезать большую часть сердцевины.
Поскольку есть промежностные секции всех размеров, я не возражаю против того, чтобы сердцевина оставалась незаполненной на меньших промежностных секциях.
Иногда в этих секциях наблюдается хороший контраст между заболонью и твердой древесиной, и с этим стоит поработать. Как правило, решения о том, что оставить, а что вырезать, принимаются на токарном станке.Резка для деревянных заготовок шпинделей
Заготовки шпинделей African Blackwood
Заготовки шпинделей имеют примерно квадратное поперечное сечение различной длины. Они бывают самых разных размеров: от заготовок для токарных ручек до больших заготовок для стоек кровати. Для своих проектов я обычно использую заготовки 2х2х18 из черного дерева и хурмы для навершия.
Если я планирую вырезать длинные заготовки шпинделя, например, для стоек кровати, я распиливаю ствол дерева на эту длину. Вот где более длинные шины на бензопиле действительно окупаются. При резке по длине дерева стружка получается длинной и лентовидной. Эти надрезы легче делать, когда стержень длиннее, чем надрез. Стружка удаляется с конца прутка, а также с задней части пилы.
Если шина недостаточно длинная, стружка вылетает только из задней части пилы, и пила более подвержена засорению.
Это более распространено при выполнении длинных разрезов с более короткими стержнями. В любом случае ствол подгибают на запланированную длину, а затем удаляют сердцевину.Древесина для веретена в большинстве случаев должна быть сухой, чтобы не было сердцевины. Это также означает, что наиболее желательны поперечные и продольные пиломатериалы, поскольку они наиболее устойчивы во время сушки. Это также означает, что если вы режете стойки кровати, как я, то вам придется ждать несколько лет, пока они высохнут на воздухе. 5-дюймовым стойкам кровати нужно 5 лет, чтобы высохнуть. Общее правило – 1 год воздушной сушки на дюйм толщины.
Раз, которые я вырезал для шпиндельных заготовок, сердцевинные секции удаляются, а две половинки разрезаются на четверти. Эти четверти разрезаются на желаемую толщину с помощью бензопилы. Цель распила пополам состоит в том, чтобы торцевой слой доски шел сверху вниз.
В основном это делается путем среза четверти дерева, затем поворота оставшейся секции на 90 градусов и создания другого среза.
Процесс повторяется до тех пор, пока не останется доступного размера. У меня есть несколько распиленных пластин хурмы, которые я использовал для нарезки ниток. Я беру эти плиты, а затем разрезаю их на квадратные сечения на ленточной пиле, хотя можно использовать и бензопилу.Сортировка дефектной древесины
Дефектная древесина действительно зависит от точки зрения. Общепринято, однако, что древесина должна быть чистой и полностью неповрежденной. Мне подходит все, я точу дерево во всех формах. На мой взгляд, состояние дерева определяет его использование. Если бы древесина, которую я собрал, должна была быть без дефектов для всего, я бы выбросил много древесины. Это одна из причин того, что я делаю разнообразные объекты. Состояние некоторых пород дерева лучше для скульптуры, а других — для использования.
Токарная обработка чаш
Древесина для токарной обработки чаш или любых других полезных изделий проходит самый строгий отбор. Древесина для подсобных работ должна быть без трещин и дефектов.
Еще одна причина, по которой эта древесина исходит из ствола дерева. Любой дефект может повлиять на долговечность и функциональность предмета. Червоточины на дне миски хоть и интересны, но влияют на ее полезность. Даже при всех усилиях по выбору дерева, я чаще всего теряю грубые заготовки чаши из-за растрескивания края. Иногда это происходит из-за того, что моя грубая толщина не такая однородная. В других случаях трещины появляются на ободе, отверстиях сучков или других дефектных участках.Скульптурная токарная обработка
Токарная обработка декоративных предметов предлагает наибольшую свободу. Раньше я обнаружил, что при токарной обработке чаш нельзя использовать определенные заготовки, потому что они имеют различные дефекты. К таким дефектам относятся осыпанная древесина, норы от насекомых, промежности, трещины, сучки, пустоты, включения коры и т. д. Чтобы все усложнить, в непосредственной близости от всех этих «дефектов» часто находится интересный рисунок. Мне было тяжело, потому что я не мог использовать эту древесину.
Поэтому в своих скульптурных работах я использую все что угодно. Я могу обойти или включить эти элементы в свои повороты. Иногда они приносят свои собственные проблемы, но в целом они поворачиваются так же хорошо, как и другие части дерева без дефектов. Вот почему я в основном точу сосуды. Помимо того, что они доставляют больше удовольствия, рубка, транспортировка, сортировка и выбраковка древесины для коммунальных работ требуют меньше усилий.
Токарная обработка шпинделя
Токарная обработка шпинделя довольно открытая, хотя природа точения шпинделя больше связана с функцией, чем с украшением. Таким образом, в функциональных предметах обычно используется древесина без дефектов. Я ищу неповрежденные участки четверти или разлома без повреждений насекомыми и трещин. Всю дефектную древесину оставляю для скульптурной работы.
Как хранить деревянные заготовки
На этом этапе дерево было срублено, а его части разрезаны на заготовки для токарной обработки.
Если древесина не будет расщеплена (подробнее об этом ниже), ее необходимо сложить и высушить. Цель состоит в том, чтобы регулировать скорость испарения, чтобы древесина не высыхала слишком быстро. Крекинг идет рука об руку с испарением, поэтому чем выше скорость испарения, тем быстрее будет растрескивание.В первую очередь я управляю скоростью взлома, оставляя секции дерева в максимально возможном состоянии. Это позволяет снизить влажность на начальном этапе, прежде чем я раскрою древесину на более удобные заготовки для токарной обработки. В идеальных ситуациях срубленное дерево разрезают на части длиной в несколько стержней. Эти большие секции туловища хранятся 3-6 месяцев, прежде чем вернуться к дальнейшей секции. Также лучше проводить обрезку в зимние месяцы. Зимой деревья спят, поэтому они не сохраняют столько влаги. Скорость испарения очень низкая, а активность насекомых также незначительна. В теплое время года труднее справиться с испарением/растрескиванием.
Покройте все торцевые поверхности герметиком на водной основе.
Я использую Anchorseal2, который я получил от Woodcraft в прошлом. Amazon предлагает его сейчас, так что мне это удобнее в эти дни. Некоторым нравится покрывать все срезанные поверхности; Я думаю, что это, вероятно, немного перебор. Большая часть испарения идет через торцевое зерно. Я больше склоняюсь к покрытию всех поверхностей на участках капа и промежности, которые имеют несколько поверхностей среза. Концевое зерно обнажается на нескольких сторонах промежностной секции. Капы тоже похожи на это, так как направление волокон меняется повсюду, и лучше всего это запечатать.Деревянные заготовки необходимо складывать так, чтобы на них не попадали прямые солнечные лучи, и накрывать их от дождя. Растрескивание поверхности происходит быстрее под прямыми солнечными лучами. Не удивляйтесь, однако, если вы увидите проверку на торцевом волокне. Часто эти трещины не распространяются далеко в древесину, цель состоит в том, чтобы уменьшить или устранить катастрофическое растрескивание. Кроме того, дождь смоет часть воскового покрытия.
Цель состоит в том, чтобы уменьшить содержание влаги медленнее.Некоторые виды более склонны к растрескиванию, чем другие. В частности, грецкий орех плохо растрескивается по всему бланку. То же самое относится и к воздействию насекомых, поскольку некоторые виды деревьев более привлекательны для насекомых, чем другие. После укладки дров может возникнуть необходимость распылить инсектицид на поверхность древесины, чтобы предотвратить активность насекомых. Риск этого в основном возникает, если древесина находится в контакте с землей и хранится на открытом воздухе. Я укладываю заготовки для токарной обработки дерева с земли на обработанные внедорожники и укладываю заготовки таким образом, чтобы обеспечить некоторый поток воздуха. Пока на древесину нельзя попадать под дождем, я бы не стал беспокоиться о применении фунгицидов.
Как расколоть токарные заготовки для дерева
Я точу много расщепленной древесины, в основном это побочный продукт сбора большего количества древесины, чем я могу обработать за короткий промежуток времени.
Иногда я сталкиваюсь с деревьями, которые были повалены какое-то время, и на них присутствует приличное количество брызг. Мое первое видео по резке деревянных заготовок посвящено резке сколотой древесины.У меня есть древесина, которую я подвергаю воздействию стихии, и растрескивание происходит само по себе. Я не люблю точить древесину, с которой капает вода, так что это хорошая возможность позволить влаге выйти из деревянных заготовок и, возможно, привести к растрескиванию. Расщепление зависит от влажности, поэтому чем более засушливый климат, тем меньше грибковая активность. В Северной Каролине недостатка во влаге нет, все, что осталось снаружи, испортится, вопрос лишь в том, сколько времени это займет.
Все, что я считаю простой древесиной, я обычно расщепляю. Мне нравится оставлять токарную древесину на как можно большей части дерева. Это дает больше гибкости при вырезании участков, которые слишком сильно сгнили позже. Расщепление — это естественный процесс гниения, поэтому степень разрушения дерева будет зависеть от породы дерева и от того, насколько агрессивен грибок.
Оставлять древесину снаружи, чтобы на нее попал дождь, в моем районе это работает нормально.Я предпочитаю штабелировать древесину, так как древесина в контакте с землей портится быстрее. Приятно точить древесину там, где грибок пророс глубоко в дерево. Поэтому я нахожу, что у большинства видов расщепление, которое развивалось медленнее, имеет более глубокое образование в бревне. Некоторые виды грибов более агрессивны, чем другие, поэтому укладка способствует более длительному формированию грибов.
Сердцевина и заболонь также расщепляются с разной скоростью. Заболонь поражается быстрее, так как грибы питаются сахарами в заболони. Быстрое разложение, как правило, имеет один тип грибка, который берет верх, и это обычно белая гниль в моем районе. Зональные линии образуются, когда несколько видов грибов вступают в контакт друг с другом. Драматическое образование линии зоны будет результатом одновременного поедания древесины многими грибами. Еще одна причина уделять этим грибам больше времени.
Расщепление трудно контролировать, поэтому я предлагаю просто позволить дереву делать свое дело. У меня бревна лежали на прицепе под открытым небом в течение года или около того, формируя обширную линию зоны, в то время как другие, находящиеся в контакте с землей, выглядели довольно скучно. Покрытие дерева листьями помогает удерживать влагу и, вероятно, ускорит процесс гниения. Также имейте в виду, что обсыпанная древесина иногда привлекает насекомых в ущерб древесине. Весь процесс очень зависит от вида гриба и вида дерева и их взаимодействия друг с другом. Если вы хотите узнать больше о шпаклевании, ознакомьтесь с моей статьей о шпаклеванной древесине и о том, как ее использовать. 9«0360 Spalted Wood
» Сары Робинсон — тоже очень интересное чтение.Когда токарные заготовки готовы к использованию?
Точить зеленую древесину весело, но я не люблю точить мокрую древесину. Грубо выточенные чаши запечатываются после переворачивания, так что это исключение.
Влажная древесина забивает наждачную бумагу, оставляет следы от воды и углубления иначе, чем сухая древесина. Очень зеленая древесина более эластична и, следовательно, больше изгибается. Это затрудняет выдавливание тонкостенных сосудов и делает их более склонными к поломке при выдавливании, особенно на торцевых зернах.То же самое относится и к мокрой древесине, которая не только становится более эластичной, но и ослабляет структурную целостность древесины. Влажная отколотая древесина чаще всего ломается при токарной обработке. Таким образом, я предпочитаю, чтобы сколотые заготовки были достаточно сухими. Некоторая влажность, конечно, терпима, предпочтение отдается заготовкам с менее заплесневелым зерном. Более влажная древесина также имеет тенденцию больше двигаться во время фазы сушки после долбления. Я не возражаю против некоторого движения, но действительно влажная древесина может слишком сильно исказить вашу полую форму. И наоборот, очень сухую древесину также может быть труднее выдолбить, поскольку она иногда бывает хрупкой и заставляет инструмент для выдалбливания чаще вибрировать.