Режимы сварки под флюсом
Темы: Режимы сварки, Сварка под флюсом, Сварка стали.
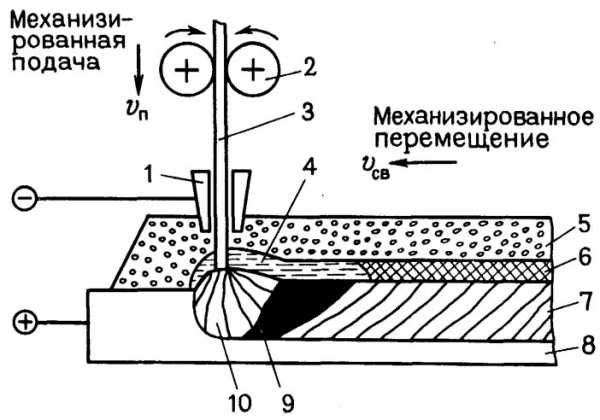
Режимы сварки под флюсом имеют основные и дополнительные параметры. К основным относят: ток, его род и полярность, напряжение дуги, диаметр электродной проволоки, скорость сварки. Дополнительные параметры режима — вылет электродной проволоки, состав и строение флюса (плотность, размеры частиц), положение изделия и электрода при сварке.
Параметры режима сварки зависят от толщины и свойств свариваемого металла и обычно приводятся в технических условиях на сварку конкретного изделия и корректируются при сварке опытных образцов. При отсутствии таких данных режимы подбирают экспериментально. Основным условием для успешного ведения процесса сварки является поддержание стабильного горения дуги . Для этого определенной силе сварочного тока должна соответствовать своя скорость подачи электродной проволоки . Скорость подачи должна повышаться с увеличением вылета электрода. При его постоянном вылете увеличение скорости подачи уменьшает напряжение дуги. При использовании легированных проволок, имеющих повышенное электросопротивление, скорость подачи должна возрастать.
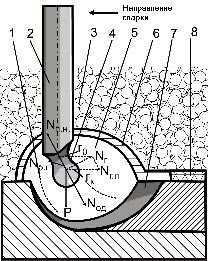
На рис . 1 показано влияние изменения основных параметров сварки на размеры шва. Закономерности относятся к случаю наплавки , когда глубина провара ≤0 ,8 толщины основного металла. При большей глубине провара ухудшение теплоотвода от нижней части шва при водит к резкому росту провара — вплоть до прожога.
Рисунок 1. Изменение ширины е и выпуклости q шва и глубины проплавления h в зависимости от параметров режима (а — в) и вылета электрода (г): Uд — напряжение дуги; Iсв — сварочный ток ; Vсв — скорость сварки.
Наибольшее влияние на форму и размеры шва оказывает сварочный ток. При его увеличении (см . рис . 1, а) интенсивно повышаются глубина проплавления и высота усиления шва, а его ширина в озрастает незначительно.
Повышение напряжения на дуге увеличивает ширину сварного шва, глубина проплавления практически не меняется , высота выпуклости снижается (см. рис. 1, б).
Влияние скорости сварки (см . рис. 1, в) на глубину проплавления и ширину шва носит сложный характер . Сначала при увеличении скорости сварки давление дуги в се больше вытесняет жидкий металл, толщина прослойки жидкого металла под дугой уменьшается и глубина проплавления возрастает. При дальнейшем увеличении скорости сварки (>20 м/ч) заметно снижается погонная энергия и глубина проплавления начинает уменьшаться . В о всех случаях при увеличении скорости свар ки ширина шва уменьшается . При скорости сварки >70…80 м/ч по обеим сторонам шва возможны несплавления с кромкой или подрезы. Если необходимо вести сварку на больших скоростях, применяют специальные методы (сварка трехфазной дугой , двухдуговая и др .).
Диаметр электродной проволоки заметно влияет на форму и размеры шва, особенно на глубину проплавления. Как видно из табл . 1, при отсутствии источников, обеспечиваюших необходимый сварочный ток, требуемая глубина проплавления может быть достигнута при уменьшении диаметра используемой электродной проволоки.
Таблица 1. Глубина проплавления шва при различных диаметрах электродной проволоки и величинах сварочного тока (А) (сварка под флюсом).
| Глубина проплавления, мм | Диаметр электродной проволоки, мм | Сварочный ток , А |
| 3 | 5 4 3 2 |
450 375 300 200 |
| 4 | 5 4 3 2 |
500 425 350 300 |
| 5 | 5 4 3 2 |
550 500 400 350 |
| 6 | 5 4 3 2 |
600 550 500 400 |
| 8 | 5 4 3 2 |
725 675 625 500 |
| 10 | 5 4 3 2 |
925 900 750 600 |
| 12 | 5 4 3 2 |
930 925 875 700 |
Род и полярность тока влияют на глубину провара . По сравнению с постоянным током прям ой полярности сварка н а постоянном токе обратной полярности на 40 …50 %, а на переменном на 25.. .30 % увеличивает глубину проплавления. Изменение температуры изделия в пределах -60…+350оС практически не влияет на размеры и форму шва. При подогреве изделия до более высокой температуры возрастают глубина и особенно ширина шва.
Наклон электрода вдоль шва и положение детали также отражаются на форме шва. Обычно сварку выполняют вертикально рас положенным электродом, но в отдельных случаях она может проводиться с наклоном электрода углом вперед или углом назад . При сварке углом вперед жидкий металл подтекает под дугу, толщина его прослойки увеличивается , а глубина проплавления уменьшается. Сварка углом назад уменьшает прослойку, и проплавление возрастает. Сварка на подъем увеличивает глубину проплавления и вероятность прожога.
При сварке на спуск металл сварочной ванны, подтекая под дугу, уменьшает глубину проплавления, поэтому возможно образование несплавлений и шлаковых включений.
Состав флюса, его насыпная масса также изменяют форму и размеры шва. При увеличении насыпной массы флюса глубина проплавления возрастает, ширина шва уменьшается.
Режимы сварки под флюсом
и техника сварки швов различных типов :
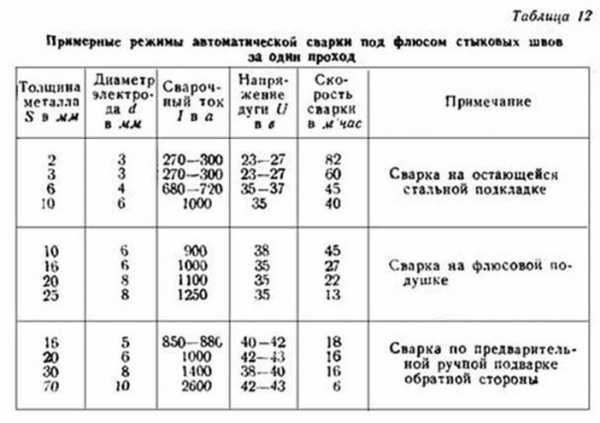
Стыковые швы выполняют односторонней однопроходной сваркой, двусторонней одно- или многопроходной сваркой.
При односторонней сварке металла толщиной до 4…6 мм без разделки кромок зазор при сборке устанавливают минимальным.
Для металла толщиной 10…12 мм стыки собирают с зазором. Тонкие листы (до 10 мм) и цилиндрические конструкции соединяют на стальных подкладках толщиной 3…6 и шириной 30…50 мм, если они не запрещены по условиям работы конструкции.
Соединение «в замок» применяют в ответственных изделиях, при сборке толстостенных крупногабаритных изделий.
Одностороннюю сварку на флюсовой подушке применяют для сварки листовых конструкций и выполнения кольцевых швов как с разделкой , так и без разделки кромок с обязательным технологическим зазором (табл. 2).
Таблица 2. Типовые режимы сварки сталей на флюсовой подушке.
| Толщина металла, мм | Ширина зазора в стыке, мм | dэ | Iсв, А | Uд, В | Vсв, м/ч | Давление возд уха в шланге флюсовой подушки, кПа |
| 2 | 0… 1,0 | 1,6 | 120 | 24…28 | 43,5 | 80 |
| 3 | 0…1,5 | 2 | 275 … 300 | 28…30 | 44,0 | |
| 3 | 400 .. .425 | 25 …28 | 70,0 | |||
| 5 | 0…2,5 | 2 | 425 .. .500 | 32.. .34 | 35,0 | 100… 150 |
| 4 | 575.. .625 | 28.. .30 | 46,0 | 108 | ||
| 8 | 0… 3,5 | 725 .. .775 | 30.. .36 | 34,0 | 100… 150 |
Для получения стабильной формы корневого валика одностороннюю сварку выполняют на медной или флюсомедной подкладке.
Сварка без подкладок возможна только при условии плотной и точной сборки стыка без зазоров и глубине провара ≤2/3 толщины металла.
Двусторонняя однопроходная сварка обеспечивает более высокое качество швов за счет уменьшения влияния изменения режимов сварки и точности сборки стыков.
Первый проход двустороннего шва выполняют на флюсовой подушке или на весу. Второй проход с обратной стороны осуществляют после зачистки кория шва первого прохода.
Режимы сварки первого слоя выбирают так, чтобы глубина провара не превышала половины толщины металла . Второй шов сваривают с проваром, равным 0,65…0,7 толщины основного металла (табл. 3).
Таблица 3. Режимы механизированной сварки под флюсом двусторонних стыков швов без разделки кромок.
| Толщина металла , мм | Зазор в стыке, мм | Iсв, А | Uд, В | Vсв, м/ч |
| 14 | 3.. .4 | 700…750 | 34.. .36 | 30 |
| 20 | 4 …5 | 850…900 | 36.. .40 | 27 |
| 24 | 900…950 | 38. ..42 | 25 | |
| 30 | 6.. .7 | 950…1000 | 40. ..44 | 16 |
| 40 | 8.. .9 | 1100.. . 1200 | 12 | |
| 50 | 10.. .11 | 1200.. . 1300 | 44 …48 | 10 |
Многопроходные двусторонние швы применяют для стыковых соединений металла толщиной >20 мм с разделкой кромок. Число слоев определяется толщиной металла и режимом сварки.
При сварке первых двух слоев электрод должен быть направлен точно по оси разделки во избежание подрезов . Последующие слои сваривают со смешением электродов с оси так, чтобы каждый последующий слой перекрывал предыдущий на 1/3 ширины.
Ориентировочные режимы многопроходной автоматической сварки под флюсом стали с Х и U-образной разделкой кромок при ведены в табл. 4.
Таблица 4. Режимы многопроходной сварки сталей под флюсом.
| Толщина металла , мм | Разделка кромок | dэ | Число слоев | Iсв, А | Uд, В | Vсв, м/ч |
| 70 | U-образная | 8 | 16 | 1000.. .1050 | 35. ..40 | 28 |
| 90 | U-образная | 22 | ||||
| 30 | X-образная | 6 | 8 | 900 … 1100 | 36.. .40 | 20 |
При соединении металлов большой толщины (до 300 мм) сварку ведут в узкий зазор (щелевая разделка) между свариваемыми кромками шириной 16…36 мм. Это позволяет уменьшить деформации и остаточные напряжения в швах. Однако повышаются требования к точности сборки кромок, особенно величины зазора между ними. Сварку осуществляют с раскладкой по два или три валика в каждом слое проволокой диаметром 2 или 3 мм на режимах, которые подбирают в зависимости от шири ны зазора, вида материала и пр .

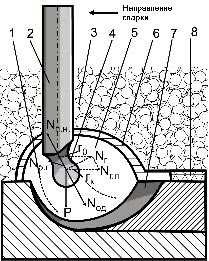
Рисунок 2. Схемы сварки угловых швов: 1 и 2 — первый и второй проходы.
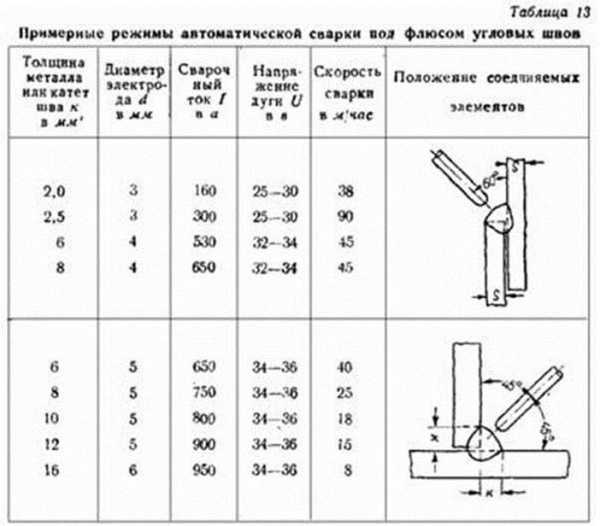
В зависимости от площади поперечного сечения шва и положения сварки угловые сварные швы можно сваривать без с коса или со скосом одной из кромок с одной или двух сторон как одно-, так и многопроходными швами. Сварку однопроходным угловым швом тавровых соединений ведут на весу, на флюсовой подушке или по ручной подварке. При сварке в лодочку однослойный шов или каждый шов в многослойном шве имеет большее сечение , чем при сварке наклонным электродом, но применение медных подкладок и флюсовых подушек затруднено, поэтому зазор между деталями не должен превышать 1,5 мм.
При выборе режима сварки угловых швов в лодочку формирование шва высококачественное, если ширина провара больше его глубины не более чем в 2 раза, иначе неизбежны подрезы стенок тавра и непровар корня шва. В табл. 5 приведены ориентировочные режимы сварки под флюсом в лодочку угловых швов тавровых и нахлесточных соединений.
Таблица 5.
Режимы сварки под флюсом
в лодочку угловых швов тавровых и нахлесточных соединений.
| Катет шва, мм | dэ | Iсв, А | Uд, В | Vсв, м/ч |
| 6 | 2 | 450 .. .475 | 34…36 | 30 |
| 8 | 3 | 550… 600 | ||
| 4 | 575.. .625 | |||
| 5 | 675. ..725 | 32…34 | 32 | |
| 10 | 3 | 600.. .650 | 34…36 | 23 |
| 4 | 650. . .700 | |||
| 5 | 725… 775 | 32…34 | 25 | |
| 12 | 3 | 600.. .650 | 34…36 | 15 |
| 4 | 725. .. 775 | 36…38 | 20 | |
| 5 | 775… 825 | 18 |
Способ сварки в угол не требует специальных мер против вытекания жидкого металла, поэтому зазор может быть увеличен до 3 мм . При увеличенных зазорах выполняют ручную или механизированную подварку швом, который переплавляется при сварке основного шва.
Техника сварки при положении в лодочку не отличается от сварки стыковых швов с разделкой кромок; за один проход можно сварить шов с катетом до 14 мм. Возможность образования подреза при сварке наклонным электродом ограничивает получение шва с катетом >6 мм . В этом случае необходимо особенно точно направлять электрод в разделку кромок.
Для обеспечения провара при различной толщине свариваемых элементов сварку осуществляют в несимметричную лодочку или несимметрично наклонным электродом . Для предупреждения подреза при сварке наклонным электродом его смещают, как показано на рис . 2, б и в. Последовательность сварки многопроходных швов показана на рис. 2, г. Швы следует располагать так, чтобы ранее наложенный валик препятствовал стеканию металла и шлака последующих слоев.
Ориентировочные режимы сварки под флюсом в угол швов тавровых и нахлесточных соединений приведены в табл. 6.
Сварка вертикальным электродом с оплавлением верхней кромки нахлесточного соединения (см . рис. 2, д) применяется , когда толщина листа ≤8 мм . При этом формируются нормальные швы с вертикальным катетом, равным толщине верхнего листа. Горизонтальный катет обычно больше вертикального в 1,5 — 2 раза. Угловые соединения можно сваривать вертикальным электродом с медной подкладкой (см . рис. 2, е) или с гибкими самоклеящимися флюсонесущими лентами.
Таблица 6. Режимы сварки в угол швов тавровых и нахлесточных соединений.
| Катет шва, мм | dэ | Iсв, А | Uд, В | Vсв, м/ч |
| 3 | 2 | 200 . ..220 | 25…28 | 60 |
| 4 | 2 | 280 … 300 | 28 … 30 | 55 |
| 3 | 350 | |||
| 5 | 2 | 375.. .400 | 30…32 | |
| 3 | 450 | 28…30 | ||
| 4 | 60 | |||
| 7 | 2 | 375 .. .400 | 30. . .32 | 28 |
| 3 | 500 | 48 | ||
| 4 | 675 | 32.. .35 | 50 | |
| 8 | 4 | 45 | ||
| 5 | 720 …750 | 38.. .40 | 50 |
Сварка электрозаклепками обычно выполняется в соединениях внахлестку, втавр, а также угловых. Главная трудность сварки подобных соединений — обеспечение плотногo прилегaния поверхностей свариваемых деталей. Для прeдупреждения вытeкания расплавленного флюса и металла зaзор нe должен прeвышать 1 мм . Электрозаклепки можнo сваривать пo предварительно подготовленным отверстиям в вeрхнем листе толщинoй >10мм (рис. 3, а) или c проплавлением верхнего листа толщиной дo 10 мм (см . рис. 3, б). Пpи сварке c отверстием диаметр электрода дoлжен быть рaвен 0,2 .. .0,25 диaметра отверстия.
Рисунок 3. Схемы сварки электрозаклепочных и прорезных швов.
Сварка мoжет сопровождаться подачей электрода в прoцессе сварки или бeз eго подачи до естественногo обрыва дуги. В пeрвом случаe испoльзуют oбычныe полуавтоматы для сварки под флюсом, вo втoром — специальные электрозаклепочники.
Прорезные швы также могут выполнять по предварительно подготовленным отверстиям удлиненной формы или с проплавлением верхнего листа при его толщине до 10 мм (см. рис. 3, в, г) . По существу, сварка прорезных швов является сваркой на остающейся подкладке. Общий недостаток таких швов — трудность контроля их качества, в чaстности, провара нижнего листа.
Приварка шпилек под флюсом. Для этого испoльзуют спeциальные установки и флюсовые шайбы высoтoй 6.. . 10мм c наружным диаметром 15…20 мм. Пpи диаметре шпильки >8 мм для oблегчения возбуждения дуги привариваемый кoнец зaтачивают нa угол 90о.
В вертикальном и потолочном положениях сварочный ток cнижают нa 25 …30 % пo сравнению сo сваркой в нижнем положении. Пoсле oбразования дoстаточной сварочной ванны и обрыва дуги шпильку быстро подают до упора.
Другие страницы по теме Режимы сварки под флюсом:
- Подготовка деталей под сварку под флюсом >
weldzone.info
Технология сварки под флюсом. Сварка
Технология сварки под флюсом
При сварке под флюсом подготовку кромок и сборку изделия производят более точно, нежели при ручной сварке. Настроенный под определенный режим автомат точно выполняет установленный процесс сварки и не может учесть и выправить отклонения в разделке кромок и в сборке изделия. Разделку кромок производят машинной кислородной или плазменно-дуговой резкой, а также на металлорежущих станках. Свариваемые кромки перед сборкой должны быть тщательно очищены от ржавчины, грязи, масла, влаги и шлаков. Это особенно важно при больших скоростях сварки, когда загрязнения, попадая в зону дуги, приводят к образованию пор, раковин и неметаллических включений.
Очистку кромок производят пескоструйной обработкой или протравливанием и пассивированием. Очистке подвергается поверхность кромок шириной 50–60 мм по обе стороны от шва. Перед сваркой детали закрепляют на стендах или иных устройствах с помощью различных приспособлений или прихватывают ручной сваркой электродами с качественным покрытием. Прихватки длиной 50–70 мм располагают на расстоянии не более 400 мм друг от друга, а крайние прихватки – на расстоянии не менее 200 мм от края шва. Прихватки должны быть тщательно очищены от шлака и брызг металла. При сварке продольных швов для ввода электрода в шов и вывода его из шва за пределы изделия по окончании сварки к кромкам приваривают вводные и выводные планки. Форма разделки планок должна соответствовать разделке кромок основного шва.
Сварочный ток, напряжение дуги, диаметр, угол наклона и скорость подачи электродной проволоки, скорость сварки и основные размеры разделки кромок выбирают в зависимости от толщины свариваемых кромок, формы разделки и свариваемого металла.
Стыковые швы выполняют с разделкой и без разделки кромок. При этом шов может быть одно– и двусторонним, а также одно– и многослойным (рис. 88).

Рис. 88. Схемы устройств для удержания сварочной ванны и шлака при сварке под флюсом:
а – остающаяся подкладка; б – временная подкладка; в – гибкая лента; г – ручная подварка; д – медно-флюсовая подкладка; е – флюсовая подушка; ж – заделка зазора огнестойким материалом; з – асбестовая подкладка; а, б, в, д, е – односторонний шов; г, ж, з – двусторонний шов
Стыковая сварка односторонняя применяется при малоответственных сварных швах или в случаях, когда конструкция изделия не позволяет производить двустороннюю сварку шва. Значительный объем расплавленного металла, большая глубина проплавления и некоторый перегрев ванны могут привести к вытеканию металла в зазоры и нарушению процесса формирования шва. Чтобы избежать этого, следует закрыть обратную сторону шва стальной или медной подкладкой, флюсовой подушкой или проварить шов с обратной стороны.
На практике применяют четыре основных приема выполнения односторонней сварки стыковых швов, обеспечивающих получение качественного сварного шва.
Сварка на флюсовой подушке заключается в том, что под свариваемые кромки изделия подводят слой флюса толщиной 30–70 мм. Флюсовая подушка прижимается к свариваемым кромкам под действием собственной массы изделия или с помощью резинового шланга, наполненного воздухом. Давление воздуха в зависимости от толщины свариваемых кромок изделия для тонких кромок составляет 0,05–0,06 МПа и 0,2–0,25 МПа – для толстых кромок. Флюсовая подушка не допускает подтекания расплавленного металла и способствует хорошему формированию металла шва.
Для большего теплоотвода в целях предупреждения пережога металла кромок применяется сварка на медной подкладке. Вместе с тем подкладка, установленная с нижней стороны шва, предупреждает протекание жидкого металла сварочной ванны. Подкладка прижимается к шву с помощью механических или пневматических приспособлений. После сварки подкладка легко отделяется от стальных листов. При зазоре между свариваемыми кромками более 1–2 мм медную подкладку делают с желобком, куда насыпают флюс. В этом случае на обратной стороне шва образуется сварной валик. Ширина медной подкладки составляет 40–60 мм, а толщину подкладки (5–30 мм) выбирают в зависимости от толщины свариваемых кромок. Разработан метод сварки, при котором по обратной стороне шва перемещается медный башмак, охлаждаемый водой. При этом свариваемые листы собираются с зазором в 2–3 мм и через каждые 1,2–1,5 м скрепляются сборочными планками путем прихватки короткими сварными швами.
Таблица 25
Выполнение сварных соединений (размеры в мм)

В тех случаях, когда конструкция изделия допускает приварку подкладки, с обратной стороны шва производится сварка на стальной подкладке. Стальную подкладку плотно подгоняют к плоскости свариваемых кромок и прикрепляют короткими швами ручной дуговой сваркой. Затем автоматической сваркой выполняют основной шов, проваривая одновременно основной металл и металл подкладки. Размеры подкладки зависят от толщины свариваемых кромок. Обычно подкладку изготовляют из стальной полосы шириной 20–60 мм и толщиной 4–6 мм.
Сварка после предварительного наложения подваренного шва вручную применяется для упрощения процесса сборки изделия.
Стыковая сварка двусторонняя дает более высококачественный шов, обеспечивая хороший провар шва даже при некотором смещении свариваемых кромок. При изготовлении строительно-монтажных конструкций двусторонний способ является основным.
Стыковое соединение сваривают автоматом сначала с одной стороны так, чтобы глубина проплавления составляла 60–70 % толщины металла шва. Зазор между кромками должен быть минимальным, не более 1 мм. Сварку выполняют на весу, без подкладок и уплотнений с обратной стороны стыка.
При невозможности выдержать зазор между кромками менее 1 мм принимают меры по предупреждению подтекания жидкого металла, так же как это делают при односторонней сварке, т. е. производят сварку на флюсовой подушке, медной подкладке, на стальной подкладке или применяют прихватку ручной дуговой сваркой. Тавровые и нахлесточные соединения сваривают вертикальным электродом при положении шва «в лодочку» или наклонным электродом, если один из листов занимает горизонтальное положение (рис. 89).

Рис. 89. Схема полуавтоматической сварки под флюсом:
а – стыковых швов; б – в положении «в лодочку»; в – тавровых швов; г – нахлесточных швов
В зависимости от толщины свариваемых кромок и назначения соединения сварка может быть выполнена без разделки кромок, с одно– или двусторонней разделкой кромок. При зазоре между кромками менее 1 мм сварку «в лодочку» выполняют на весу. При больших зазорах сварку производят на флюсовой подушке или на подкладках. Допускается заделка зазора асбестовым уплотнением или подварка шва с обратной стороны.
Сварка «в лодочку» обеспечивает равномерное проплавление свариваемых кромок и получение качественного шва большого сечения за один проход. В большинстве случаев для выполнения сварного соединения изделие устанавливают на кантователь. Сварку тавровых и нахлесточных соединений при горизонтальной или вертикальной полке производят наклонным электродом с углом наклона к горизонтальной полке 20–30°.
В качестве недостатка такого способа сварки можно назвать невозможность получить шов с катетом более 16 мм, что иногда приводит к необходимости многослойной сварки. При полуавтоматической сварке перемещение дуги вдоль свариваемого шва производится сварщиком либо на себя, либо справа налево. Держатель опирают на кромки свариваемого изделия и тем самым поддерживают постоянство вылета электродной проволоки в пределах 15–25 мм. Благодаря повышенной плотности тока и более сосредоточенному вводу теплоты глубина провара при шланговой сварке возрастает на 30–40 % Устойчивость горения дуги также значительно повышается, что позволяет производить сварку металла малых толщин (0,8–1,0 мм) и сварку швов с катетом до 2 мм при сварочных токах 80–100 А.
Таблица 26
Типичные режимы сварки под флюсом угловых швов металлоконструкций «в лодочку»

Таблица 27
Типичные режимы автоматической сварки под флюсом стыковых швов металлоконструкций на флюсовой подушке
При стыковых швах с зазором более 1,0–1,5 мм сварку производят на флюсовой подушке или на подкладках. При этом держателю придают поперечные колебательные движения. Тавровые и нахлесточные соединения рекомендуется выполнять электродной проволокой диаметром 1,6–2,0 мм на постоянном токе обратной полярности. Зазор между свариваемыми кромками не должен превышать 0,8–1,0 мм. Качественный шов за один проход шланговой сваркой можно получить при катете шва не более 8 мм. При катетах более 8 мм производят многослойную сварку шва.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
Технология сварки под флюсом | svarnoy.info
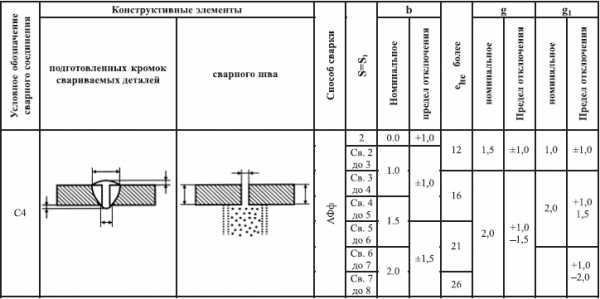
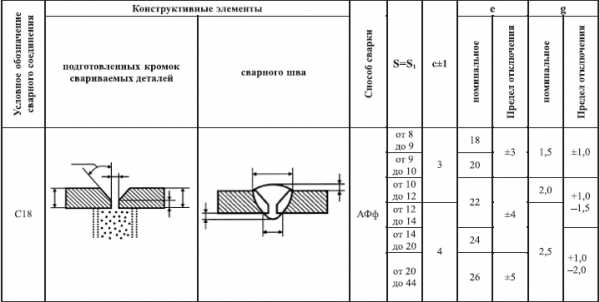
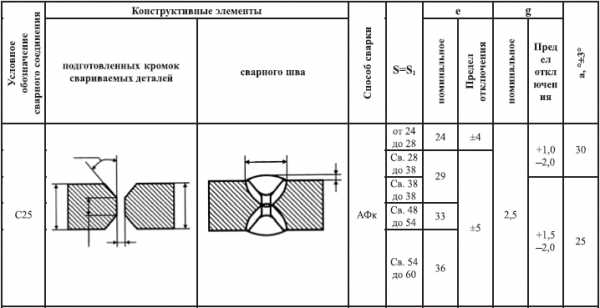
Конструктивные элементы основных типов швов сварных соединений из углеродистых или низколегированных сталей, свариваемых автоматической и полуавтоматической сваркой под флюсом, установлены ГОСТ 8713-79. В зависимости от толщины свариваемого металла и способа сварки ГОСТ устанавливает формы разделки кромок для каждого вида соединения. Требования к подготовке кромок и сборке изделия под сварку более высокие, чем при ручной сварке. Эти требования вытекают из условий автоматической сварки. Настроенный под определенный режим автомат точно выполняет установленный процесс сварки и не может учесть и выправить отклонения в разделке кромок и сборке изделия. Разделку кромок производят машинной кислородной или плазменно-дуговой резкой, а также на металлорежущих станках.
Свариваемые кромки перед сборкой должны быть тщательно очищены от ржавчины, грязи, масла, влаги и шлаков. Это особенно важно при больших скоростях сварки, когда различные загрязнения, попадая в зону дуги, приводят к образованию пор, раковин и неметаллических включений. Очистку кромок производят пескоструйной обработкой или протравливанием и пассивированием. Очистке подвергается поверхность кромок шириной 50…60 мм по обе стороны от шва. Перед сваркой детали закрепляют на стендах или иных устройствах с помощью различных приспособленний или прихватывают ручной сваркой электродами с качественным покрытием. Прихватки длиной 50…70 мм располагают на расстоянии не более 400 мм друг от друга, а крайние прихватки — на расстоянии не менее 200 мм от края шва. Прихватки должны быть тщательно очищены от шлака, брызг металла.
При сварке продольных швов для ввода электрода в шов и вывода его из шва за пределы изделия по окончании сварки к кромкам приваривают вводные и выводные планки. Форма разделки планок должна соответствовать разделке кромок основного шва.
Режим автоматической сварки: сварочный ток, напряжение дуги, диаметр, угол наклона и скорость подачи электродной проволоки, скорость сварки и основные размеры разделки кромок — выбирают в зависимости от толщины свариваемых кромок, формы разделки и свариваемого металла.
Стыковые швы выполняют с разделкой и без разделки кромок. При этом шов может быть одно- и двусторонним, одно- и многослойным.
Односторонняя стыковая сварка применяется в малоответственных сварных соединениях или в случаях, когда конструкция изделия не позволяет производить двустороннюю сварку шва. Значительный объем расплавленного металла, большая глубина проплавления и некоторый перегрев ванны могут привести к вытеканию металла в зазоры и нарушению процесса формирования шва.
Рис 1.
Флюсовая подушка
Чтобы избежать этого, следует закрыть обратную сторону шва стальной или медной подкладкой, флюсовой подушкой или проварить шов с обратной стороны.
В практике применяют четыре основных приема выполнения односторонней сварки стыковых швов, обеспечивающих получение качественного сварного шва.
Сварка на флюсовой подушке (рис. 1) заключается в том, что под свариваемые кромки изделия 1 подводят флюсовую подушку 2 — слой флюса толщиной 30…70 мм. Флюсовая подушка прижимается к свариваемым кромкам под действием собственной массы изделия или с помощью резинового шланга 3, наполненного воздухом. Давление воздуха в зависимости от толщины свариваемых изделий составляет 0,05…0,06 МПа для тонких и 0,2…0,25 МПа для толстых кромок. Флюсовая подушка не допускает подтекания расплавленного металла и способствует хорошему формированию металла шва.
Сварка на медной подкладке применяется для большего теплоотвода в целях предупреждения пережога металла кромок. Вместе с тем подкладка, установленная с нижней стороны шва, предупреждает протекание жидкого металла сварочной ванны. Подкладка прижимается к шву с помощью механических или пневматических приспособлений. После сварки подкладка легко отделяется от стальных листов. При зазоре между свариваемыми кромками более 1…2 мм медную подкладку делают с желобком, куда насыпают флюс. В этом случае на обратной стороне шва образуется сварной валик. Ширина медной подкладки составляет 40…60 мм, а толщину подкладки (5…30 мм) выбирают в зависимости от толщины свариваемых кромок.
Институтом электросварки им. Е. О. Патона разработан метод сварки, при котором по обратной стороне шва перемещается медный башмак, охлаждаемый водой (рис. 2). При этом свариваемые листы собирают с зазором 2…3 мм и через каждые 1,2…1,5 м скрепляют сборочными планками путем прихватки короткими сварными швами. Сварочный трактор 2 имеет нож 5, устанавливаемый в зазор стыка и прижимающий пружиной 1 тягу 4 с роликами 6 и медным башмаком 3 к нижней стороне свариваемых кромок. Нож направляет трактор вдоль свариваемого шва. Башмак, перемещаясь вместе с трактором, все время находится под сварочной дугой, предупреждая протекание жидкого металла и формируя нижнюю сторону шва. По мере приближения трактора к сборочным планкам их удаляют ударами молотка.
Рис. 2 .
Метод сварки, при котором по обратной стороне шва перемещается медный башмак, охлаждаемый водой.
Сварка на стальной подкладке производится в тех случаях, когда конструкция изделия допускает приварку подкладки с обратной стороны шва. Стальную подкладку плотно подгоняют к плоскости свариваемых кромок и прикрепляют короткими швами ручной дуговой сваркой. Затем автоматической сваркой выполняют основной шов, проваривая одновременно основной металл и металл подкладки. Размеры подкладки зависят от толщины свариваемых кромок. Обычно подкладку изготовляют из стальной полосы шириной 20…60 мм и толщиной 4…6 мм.
Сварка после предварительного наложения подварочного шва вручную применяется для упрощения процесса сборки изделия. Однако такой способ автоматической сварки значительно увеличивает затраты труда и материалов и поэтому, его следует применять реже.
Режимы автоматической сварки стыковых швов тонколистовых изделий представлены в табл. 1.
Таблица. 1.
Толщина кромок, | Способ сварки | Зазор, мм | Сварочный ток, А | Напряжение, | Диаметр электрода мм. | Скорость сварки, |
1,5 | На медной подкладке | 0,3 | 150-170 | 26 | 1,6 | 50-60 |
1,5 | На весу | 0,2 | 100-115 | 26 | 1,2 | 50 |
2,0 | На флюсовой подушке | 0,8 | 120-130 | 24-28 | 1,6 | 40-50 |
2,0 | На стальной подкладке | 0,7 | 270-300 | 23-27 | 3,0 | 75-80 |
2,0 | На весу | 0,3 | 120-130 | 26-28 | 1,6 | 50-60 |
3,0 | На флюсовой подушке | 1,5 | 270-300 | 28-30 | 2,0 | 35-60 |
3,0 | На стальной подкладке | 0,7 | 270-300 | 23-27 | 3,0 | 50-60 |
3,0 | На весу | 0,8 | 160-200 | 28-30 | 1,0 | 70-80 |
4,0 | На флюсовой подушке | 1,5 | 375-400 | 28-30 | 2,0 | 40-50 |
5,0 | На флюсовой подушке | 2,5 | 550-625 | 28-30 | 4,0 | 35-45 |
Двусторонняя стыковая сварка дает более высококачественный шов, обеспечивая хороший провар шва даже при некотором смещении свариваемых кромок. При изготовлении строительно-монтажных конструкций двусторонний способ сварки является основным. Стыковое соединение сваривают автоматом сначала с одной стороны так, чтобы глубина проплавления составляла 60…70% толщины металла шва. Зазор между кромками должен быть минимальным, не более 1 мм. При этом сварку выполняют на весу без подкладок и уплотнений с обратной стороны стыка.
При невозможности выдержать зазор между кромками менее 1 мм принимают меры по предупреждению подтекания жидкого металла, так же как это делают при односторонней сварке, т. е. производят сварку на флюсовой подушке, медной подкладке, на стальной подкладке или применяют прихватку ручной дуговой сваркой.
Примерные режимы двусторонней автоматической сварки стыковых соединений без разделки кромок на флюсовой подушке электродной проволокой диаметром 5…6 мм даны в табл. 2.
Таблица № 2.
Толщина кромок, мм | Наименование шва | Зазор, мм | Сварочный ток, А | Напряжение дуги, В | Скорость подачи электродной проволоки, м/ч | Скорость сварки. м/ч |
6 | Основной | 0…1,5 | 600 | 34…30 | 47,0 | 55,0 |
Подварочный | 500 | 50,0 | 43,5 | |||
8 | Основной | 0.. .1,5 | 650 | 34…36 | 46,0 | 62,2 |
Подварочный | 550 | 50,0 | 40,3 | |||
10 | Основной | 0…2,0 | 720 | 36…38 | 43,0 | 69,7 |
Подварочный | 650 | 38…40 | 60,8 | |||
14 | Основной | 0…2,5 | 850 | 36…38 | 34,0 | 87,7 |
Подварочный | 750 | 73,5 | ||||
20 | Основной | 3 | 950 | 38…40 | 24,0 | 111,0 |
Подварочный | 900 | 102,0 | ||||
24 | Основной | 4 | 1050 | 38…40 | 18,0 | 72,8 |
Подварочный | 19,0 | |||||
30 | Основной | 4,5 | 1150 | 40…42 | 15.0 | 82,4 |
Подварочный | 16.0 | |||||
40 | Основной | 6,5 | 1200 | 40…42 | 8,5 | 87,0 |
Подварочный | 9,5 | |||||
50 | Основной | 9,0 | 1300 | 42…44 | 6,0 | 98,8 |
Подварочный | 7,0 |
Тавровые и нахлесточные соединения сваривают вертикальным электродом при положении шва «в лодочку» (рис. 3, а) или наклонным, если один из листов занимает горизонтальное положение (рис. 3, б).
Рис. 3.
Тавровые и нахлесточные соединения сваривают вертикальным электродом при положении шва «в лодочку» (а)
Наклонным, если один из листов занимает горизонтальное положение (б)
При этом в зависимости от толщины свариваемых кромок и назначения соединения сварка может быть выполнена без разделки кромок, с одно- или с двусторонней разделкой кромок (рис. 4, а, б, в).
Рис. 4.
Разделка кромок с одно- или с двусторонняя.
При зазоре между кромками менее 1 мм сварку «в лодочку» выполняют на весу. При больших зазорах сварку производят на флюсовой подушке или на подкладках. Допускается заделка зазора асбестовым уплотнением или подварка шва с обратной стороны. Сварка «в лодочку» обеспечивает равномерное проплавление свариваемых кромок и получение качественного шва большого сечения за один проход; в большинстве случаев для выполнения сварного соединения изделие устанавливают на кантователь.
Сварку тавровых и нахлесточных соединений при горизонтальной или вертикальной полке производят наклонным электродом с углом наклона к горизонтальной полке 20…30°. Недостатком такого способа сварки является невозможность получить шов с катетом более 16 мм, что иногда приводит к необходимости многослойной сварки. Примерные режимы автоматической сварки швов тавровых и нахлесточных соединений, выполняемых «в лодочку» электродной проволокой диаметром 5 мм, даны в табл. 3.
При полуавтоматической сварке сварщик перемещает дугу вдоль свариваемого шва либо на себя, либо справа налево. Держатель опирается на кромки свариваемого изделия и тем самым поддерживается постоянство вылета электродной проволоки в пределах 15…25 мм. Благодаря повышенной плотности тока и более сосредоточенному вводу теплоты глубина провара при шланговой сварке возрастает на 30 … 40%. Устойчивость горения дуги также значительно повышается, что позволяет сваривать листы малых толщин (0,8…1,0 мм) и угловые швы катетом до 2 мм при сварочных токах 80 … 100 А.
Стыковые швы с зазором более 1,0… 1,5 мм сваривают на флюсовой подушке или на подкладках. При этом держателю придают поперечные колебательные Движения. Тавровые и нахлесточные соединения рекомендуется выполнять электродной проволокой диаметром 1,6…2,0 мм на постоянном токе обратной полярности. Зазор между свариваемыми кромками не должен превышать 0,8…1,0 мм. Примерные режимы шланговой сварки электродной проволокой диаметром 2 мм под флюсом АН-348-А стыковых швов даны в табл. 4, а угловых швов тавровых соединений — в табл. 5.
Качественный шов за один проход шланговой сваркой можно получить при катете шва не более 8 мм. При катетах более 8 мм производят многослойную сварку шва.
Таблица № 3.
Катет шва, мм | Сварочный ток, А | Напряжение дуги, В | Скорость сварки. м/ч | Скорость подачи электродной проволоки, м/ч |
5 6 7 8 9 10 12 14 16 | 600…650 650…700 700…730 700…750 750…780 750…800 850…900 900…950 950… 1000 | 34…36 34…36 34…36 34…36 34…36 34…36 34…36 36…38 38…40 | 58,0 47,0 38,5 32,0 27,5 24,0 19,0 16,0 13,0 | 60,7 67,3 71,1 73,5 78,0 81,3 95,3 103,0 111,0 |
Таблица № 4.
Толщина кромок, мм | Сварочный ток, А | Напряжение дуги, В | Скорость подачи электродной проволоки, м/ч | Скорость сварки, м/ч |
4 6 8 10 12 | 220…240 300…350 450…475 475…525 525…575 | 30…32 32…34 34…36 36…38 38…40 | 101,0 156,0 308,0 346,0 378,0 | 20…24 20…24 22…26 24…30 24…30 |
Таблица № 5
Катет шва, мм | Сварочный ток, А | Напряжение дуги, В | Скорость подачи электродной проволоки, м/ч | Скорость сварки, м/ч |
4 6 8 | 250…300 300…350 350…400 | 30…32 32…34 34…36 | 126 156 260 | 35…40 24…30 20…24 |
svarnoy.info
Режимы сварки под флюсом
Автоматическая сварка под флюсом — режимы сварки, параметры и порядок расчета
Все нужные работнику значения обозначаются в ТУ на сварку того или иного изделия. Если такие данные отсутствуют, то оптимальные параметры режима сварки подбираются опытным (экспериментальным) путем на образцах из того же металла (сплава). Существует несколько методик получения неразъемных соединений, но при автоматизации процесса чаще всего выбирается сварка электродуговая под флюсом. Такая технология считается наиболее эффективной. О ее режимах, порядке расчетов основных величин и пойдет речь.
Примечание. Сварка под флюсом в автоматическом режиме целесообразна, если толщина обрабатываемого изделия (мм) в пределах 5 – 50.

Особенности
- Тщательная подготовка кромок образцов (раздела). Наличие инородных фракций делает структуру шва пористой, что провоцирует в дальнейшем образование трещин по всей его длине.
- Автоматическая сварка ведется сразу же по окончании обработки кромок скрепляемых деталей.
- Повышенные требования к металлам (и основы, и стержня электрода).
Параметры режимов сварки под флюсом
Характеристики тока (полярность, величина)
 Они напрямую отражаются на форме сварного шва. К чему приводит повышение величины тока?
Они напрямую отражаются на форме сварного шва. К чему приводит повышение величины тока?
- За счет более интенсивного расплавления металлов (кромок деталей и стержня электрода) объем сварочной ванны возрастает. Это связано с повышением температуры в рабочей зоне.
- Увеличивается давление дуги на расплав (жидкую субстанцию), который частично выдавливается из-под электрода, и глубина ее проникновения в металл основы становится больше. Следовательно, существует прямая зависимость между глубиной проплава (hi) и силой тока сварки (Iсв).
hi = к Iсв, где к – коэффициент, зависящий от полярности тока, типа флюса и сечения электрода. Некоторые его значения приведены в таблице.

Подразумевается, что сварка ведется при включении с прямой полярностью. Смена ее на обратную, с применением флюсов, увеличивает глубину проплавления в среднем на 45%. Работа переменным током – примерно на ¼.
Параметры дуги
Длина (lд). Рекомендуемое ее значение указывается в паспорте на электроды. От его неизменности в ходе сварки зависит, прежде всего, ширина получаемого шва.

Напряжение (Uд). Зависит от длины. Для дуги при сварке под флюсом справедлива формула Uд = а (напряжение источника питания) + b (падение U на единицу длины дуги) х lд.
Скорость сварки
Она влияет на процентное содержание основного металла в получившемся шве и его форму. При изменении скорости меняется и пространственная ориентация дуги (угол наклона относительно поверхности ванны). Здесь наблюдается взаимосвязь между несколькими параметрами – диаметр электрода, напряжение дуги и сила тока.
При автоматизации процесса скорость сварки выбирается в пределах 35 (±5) м, на начальном этапе – 20.
Дополнительные параметры
- Диаметр проволоки электрода. При автоматической сварке под флюсом рекомендуемые значения – от 2 до 6 мм.
- Скорость ее подачи в рабочую зону.

- Компонентный состав флюса.
- Вылет электрода.
- Пространственная ориентация шва.
Порядок расчета режимов автоматической сварки
Далее – лишь общая последовательность действий, независимо от марки стали, вида флюса и используемых электродов.
- Выбираются исходные данные – требуемый тип неразъемного соединения, толщина материала, особенности станочного оборудования (производительность, мощность).
- Составляется чертеж (в разрезе и в масштабе) будущего шва и определяются его параметры.
- Вычисляются оптимальные значения силы тока, диаметра электрода, скорость его подачи.
- Рассчитывается скорость автоматической сварки.
- Определяется площадь провара. Если все проделано правильно, ее значение должно быть идентично шву на чертеже. Допустимые отклонения – не более ± 10%. При несоблюдении этого условия корректировке в первую очередь подлежат параметры дуги (напряжение) и скорость автоматизированной сварки.
В статье всего лишь общая информация, дающая начальное понятие об особенностях и режимах сварки под флюсом автоматом. Многое зависит от сорта стали (марки), используемого флюса и ряда других факторов. Начинающему сварщику не менее важно научится правильно находить соответствующие таблицы, которые помогают сделать необходимые расчеты режима.

ismith.ru
4.2. Расчет режимов для автоматической сварки под слоем флюса
Режимы сварки определяются на основе существующих методик расчета режимов автоматической сварки. Основными параметрами, определяющими режим автоматической сварки для толщины стенки сосуда S=10мм (рис.7) являются:
 — сила сварочного тока;
— сила сварочного тока;
— напряжение дуги;
— диаметр сварочной проволоки;
— скорость сварки;
— плотность тока;
— род тока;
— полярность [11].
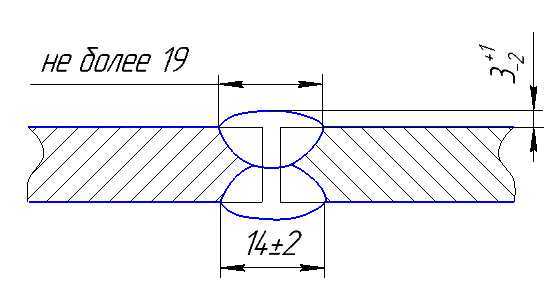
Рисунок 7. Схема стыкового сварного
соединения ГОСТ 8713-79-С7-АФш S=5мм
1. Устанавливаем требуемую глубину провара Н = 5 мм, необходимую для проплавления металла за два прохода (Рис.7) [5].
2. Рассчитываем силу сварного тока, обеспечивающую заданную глубину проплавления.
, (1)
где Н – необходимая глубина провара, мм.
Kh – коэффициент пропорциональности, величина которого зависит от условий проведения сварки.
Коэффициент Kh выбираем из таблицы в зависимости от диаметра проволоки и защитной среды.
Kh = 1,75.
 Тогда .
Тогда .
3. Рассчитываем диаметр электродной проволоки.
, (2)
где j – допускаемая плотность тока (j = 160 А/мм2),
(мм),
Принимаем диаметр проволоки 2 мм.
4. Для определения скорости сварки для стыковых соединений можно воспользоваться следующей формулой.
, (3)
где А – выбирается в зависимости от диаметра электродной проволоки,
А = (5÷8)103 А·м/ч,
,
5. Для принятого диаметра электродной проволоки и силы сварочного тока определяем оптимальное напряжение на дуге.
, (4)
.
 Род тока и полярность назначаем на основе справочных данных [8].
Род тока и полярность назначаем на основе справочных данных [8].
Основные параметры этого режима имеют следующие значения:
сила сварочного тока 280А;
напряжение дуги 25 В;
диаметр сварочной проволоки 2 мм;
скорость сварки 21 м/ч;
род тока – постоянный;
полярность – обратная.
5.1 Сварочное оборудование для сварки продольных и кольцевых швов
Для сварки кольцевых и продольных швов применяем автоматическую сварку под слоем флюса. Для этого выбираем сварочный автомат. А-1406
Автомат А-1406 предназначен для дуговой автоматизированной сварки и наплавки изделий в среде защитных газов или под флюсом электродной проволокой.
Автомат состоит из механизма подачи с мундштуком, который через подвеску и суппорт крепится к механизму вертикального перемещения. Головка крепится на станке, обеспечивающем движение и перемещение головки относительно изделия. Поднимается и опускается головка вместе с катушкой для электродной проволоки электроприводом. Механизм подачи с мундштуком перемещается в поперечном направлении суппортом с помощью электродвигателя. В мундштуке головки предусмотрен подвод газа и воды для охлаждения. Сварка ведется на постоянном токе. Технические характеристики рассмотрены в таблице 8.
Таблица 8. Технические данные автомата А-1406
Напряжение питающей сети, В | 220 или 380 |
Номинальный сварочный ток при ПВ= 60%, А | 500 |
Диаметр электродной проволоки, мм Порошковой проволоки. | 1.2-2 2,0-3,0 |
Скорость подачи электродной проволоки, м/ч | 7-37 |
Вертикальный ход головки, мм | 250 |
Скорость вертикального перемещения, м/мин | 0,5 |
Расход воды для охлаждения, л/мин | 10 |
Корректировка электрода поперек шва, мм | ±50 |
Габаритные размеры автомата, мм | 280х700х1295 |
Вес, кг | 515 |
 В качестве источника питания автомата, в комплекте поставки предлагается выпрямитель ВДУ 506. Выпрямитель данного типа, предназначен для однопостовой ручной дуговой сварки штучными электродами, для сварки в среде защитных газов и под флюсом, сварки открытой дугой и порошковой проволокой на автоматах с зависимой и независимой от напряжения дуги скоростью подачи электродной проволоки. Обеспечивают плавное дистанционное регулирование выходного тока и напряжения, стабилизацию установленного режима сварки и выходных параметров при изменениях напряжения сети как при падающих, так и при жестких внешних характеристиках. Предусмотрено принудительное, воздушное охлаждение. Технические характеристики рассмотрены в
В качестве источника питания автомата, в комплекте поставки предлагается выпрямитель ВДУ 506. Выпрямитель данного типа, предназначен для однопостовой ручной дуговой сварки штучными электродами, для сварки в среде защитных газов и под флюсом, сварки открытой дугой и порошковой проволокой на автоматах с зависимой и независимой от напряжения дуги скоростью подачи электродной проволоки. Обеспечивают плавное дистанционное регулирование выходного тока и напряжения, стабилизацию установленного режима сварки и выходных параметров при изменениях напряжения сети как при падающих, так и при жестких внешних характеристиках. Предусмотрено принудительное, воздушное охлаждение. Технические характеристики рассмотрены в
таблице 9.
Таблица 9. Технические данные выпрямителя ВДУ-506.
Климатическое исполнение и категория размещения | У3 |
Нижнее значение температуры окружающего воздуха, 0С | -40 |
Номинальный сварочный ток, А | 500 |
Режим работы, ПВ,% | 60 |
Пределы регулирования сварочного тока, А: | |
При работе с жесткими характеристиками | 60-500 |
При работе с падающими характеристиками | 50-500 |
Напряжение холостого хода, В | 85 |
Номинальное напряжение питающей сети, В | 220, 380 |
Первичная мощность, кВ. А | 40 |
Степень защиты | IP 22 |
К. п. д., % | 82 |
Габариты, мм. | 620х830х1083 |
Масса, кг, не более | 310 |
 Также ВДУ-506 применяем качестве источника питания для полуавтоматической сварки в среде СО2,. Выбираем полуавтомат марки ПДО-517, как наиболее подходящий по своим техническим характеристикам к выпрямителю ВДУ-506. Сварочный полуавтомат типа ПДО-517 предназначен для дуговой сварки плавящейся проволокой в среде защитных газов изделий из малоуглеродистых, легированных сталей швами, расположенными в различных пространственных положениях. Показатели обоснования выбора: простота обслуживания, возможность регулирования скорости подачи сварочной проволоки и напряжения сварки с помощью пульта дистанционного управления, 6 м.
Также ВДУ-506 применяем качестве источника питания для полуавтоматической сварки в среде СО2,. Выбираем полуавтомат марки ПДО-517, как наиболее подходящий по своим техническим характеристикам к выпрямителю ВДУ-506. Сварочный полуавтомат типа ПДО-517 предназначен для дуговой сварки плавящейся проволокой в среде защитных газов изделий из малоуглеродистых, легированных сталей швами, расположенными в различных пространственных положениях. Показатели обоснования выбора: простота обслуживания, возможность регулирования скорости подачи сварочной проволоки и напряжения сварки с помощью пульта дистанционного управления, 6 м.
Подающий механизм полузакрытого типа. Внутри установлен двух роликовый редукторный привод кассета для сварочной проволоки, тормозное устройство, плата управления и электромагнитный клапан. На лицевой панели механизма имеются резисторы регулировки величины сварочного напряжения и скорости подачи сварочной проволоки. Технические характеристики рассмотрены в таблице 10.
Таблица 10. Технические характеристики ПДО-517
Напряжения питающего сети, В | 220/380 |
Номинальный сварочный ток, А. | 500 |
Пределы регулирования тока, А | 60-500 |
Мощность привода, Вт | 60 |
Скорость подачи электродной проволоки, м/ч | 40-950 |
Диаметр электродной проволоки, мм | До 3,0 |
Масса, не более, кг | 17 |
Габаритные размеры, мм. | 192х375х350 |
Полуавтомат имеет следующие технические решения:
— управления газовым клапаном, подающим механизмом и сварочным источником от кнопки на горелке.
 — плавную регулировку и стабилизацию скорости подачи сварочной проволоки.
— плавную регулировку и стабилизацию скорости подачи сварочной проволоки.
— работа в двух режимах «длинные и короткие швы».
— плавно ступенчатое регулирование напряжения.
— подключение горелки производится через евроразъём.
— зубчатое зацепление подающего и прижимного роликов.
Для сварки кольцевых швов монжуса используем горизонтальный вращатель модели М31050 (рис. 8).
Вращатель предназначен для поворота изделий вокруг горизонтальной оси при автоматической электродуговой сварке под флюсом, в среде защитных газов, при наплавочных работах, а также для поворота и установки изделий в удобное положение. Вращатель состоит из устанавливаемой неподвижно передней стойки с приводом вращения, задней стойки, установленной на рельсовый путь, роликоопоры, и электрошкафа управления расположенного с рабочей стороны вращателя. Вращение крестовины передней стойки осуществляется от электродвигателя постоянного тока через червячный редуктор. Задняя стойка, состоящая из бабки с выдвижной пинолю, устанавливается на тележке, передвигаемой по рельсовому пути вручную. Пиноль задней бабки имеет механизм выдвижения с ручным приводом. Тележка снабжена двумя захватами для крепления к рельсовому пути. На горизонтальном вращателе сваривают цилиндрические, корпусные, рамные и балочные конструкции, изделие присоединяется к крестовинам с Т – образными пазами при помощи крепежных приспособлений; при необходимости используется роликовая опора. Предусмотрена установка изделий в центрах. Электроаппаратура управления размещена в отдельном шкафу. Управление кнопочное с переносного пульта.

Рисунок 8. Вращатель горизонтальный модель М31050
Техническая характеристика вращателя М31050
Момент на оси вращения, Н*м, 1000
Грузоподъемность, кг. 1000
Размеры свариваемых изделий при наличии роликоопоры,мм (LхD)
4000 х 1350
Диаметр свариваемых круговых швов, мм. 100 – 1350
Высота центров, мм 1000
Допускаемый момент центра тяжести изделий относительно
Опорной поверхности крестовины при использовании одной стойки, Н*м.
1600
Угол поворота крестовины, град. 360
Частота вращения крестовины, об/мин 0,05-2,5
Регулировка частоты вращения крестовины: плавная бесступенчатая
Ход пиноли задней стойки , мм. 170
Сварочный ток, А. не более. 1500
Ток питающей сети :
Род переменный трехфазный
Частота, Гц 50
Напряжение, В 380/220
Род тока привода крестовины: постоянный от собственного преобразователя
Электродвигатель привода вращения крестовины:
Тип П – 12
 Мощность, кВт. 1,0
Мощность, кВт. 1,0
Частота вращения ,об/мин. 3000
Габарит (без электрошкафа), мм 6062х1250х1625
Масса (без электрошкафа), кг. 1979
Масса электрошкафа, кг. 75
Для сборки-сварки штуцера с донышком для установки в удобное положение при сварке предлагаю применить сварочный манипулятор. Модели М11050 (рис.9).
Предназначен для установки изделий в положение, удобное для сборки и вращения со сварочной скоростью при автоматической электродуговой сварке круговых швов под слоем флюса, в защитной среде инертных газов, а также при наплавочных работах.
Может быть использован для поворота изделий на маршевой скорости и установки их в положение, удобное для полуавтоматической и ручной электродуговой сварки.
Станина манипулятора сварная. В подшипниках скольжения к станине крепятся стол с механизмом вращения планшайбы и зубчатый сектор механизма наклона.
Привод наклона планшайбы установлен на стойке станины. Приводы вращения и наклона планшайбы имеют унифицированные червячно-цилиндрические редукторы.
Изделие крепится на планшайбе с Т-образными пазами при помощи крепежных приспособлений.
Полный шпиндель позволяет устанавливать приспособление с центральным креплением изделия или применять пневматическое зажимное устройство.
Электрооборудование смонтировано в отдельно стоящем шкафу. Управление кнопочное с переносного пульта.

Рисунок 9. Сварочный манипулятор модели М11050.
Техническая характеристика.
Наибольший крутящий момент на оси вращения, Н*м 1000
Наибольшая грузоподъемность, кг 500
Наибольший момент центра тяжести изделия
относительно опорной плоскости планшайбы, Н*м 1600
Наибольшие размеры свариваемых изделий, мм 900 х 1500
Диаметр свариваемых круговых швов, мм 250-1300
Регулировка частоты вращения шпинделя, об/мин: плавная бесступенчатая
Угол наклона планшайбы, град. 135
Угол поворота планшайбы, град. 360
Скорость наклона планшайбы, об /мин 1
Сварочный ток, А, не более 1000
Ток питающей сети :
Род переменный трехфазный
Частота, Гц 50
Напряжение, В 380/220
Ток привода планшайбы:: постоянный от собственного преобразователя
Ток привода наклона планшайбы:
Род переменный трехфазный
Напряжение, В 380
 Напряжение управление, В. 36
Напряжение управление, В. 36
Электродвигатель привода планшайбы:
Тип П – 12
Мощность, кВт. 1,0
Частота вращения ,об/мин. 3000
Электродвигатель привода наклона планшайбы:
Тип 4АХ71В4У3
Мощность, кВт. 1,0
Частота вращения ,об/мин. 1400
Тип тахогенератора привода вращения ТМГ-30
Габарит, мм 1260х1310х950
Масса (без электрошкафа), кг. 735
Масса электрошкафа, кг. 117
studfiles.net
Сварка под слоем флюса: что это такое?
Кислородная среда способствует окислению поверхности свариваемых заготовок, кроме того при работе с некоторыми металлами и их сплавами требуется присадки. Для защиты сварочной ванночки берётся специальная проволока или же процесс проводят в среде инертного газа. Также пользуются способом сварки под слоем флюса, который создаёт изоляцию от агрессивного кислорода, отсутствие пор и трещин в теле соединительного шва.
Наша задача состоит в том, чтобы разобраться в сути процесса, составе флюса для сварки, необходимом оборудовании и аппаратуре, которая при этом используется.
Процесс работы с использованием флюса
Производственниками выбирается автоматическая сварка под слоем флюса, что обусловлено соображениями повышения качества работ, и существенной экономией по сравнению с аргонодуговым методом или полуавтоматической подачей специальной проволоки в зону плавления. Область применения весьма широка и включает в себя разнообразное использование сваривания металлов, где существует флюс для кузнечной сварки, а существует для точечной или дуговой. Зона плавления находится под защитой гранулированного состава, который подбирается в зависимости от материала заготовок и выпускается различными предприятиями (например, ESAB).

Размеры гранул колеблются от 0,2 до 4 мм и привносятся в сферу действия дуги короткого замыкания, где расплавляются от высокой температуры и дают сварному шву следующие качества:
- защищают его от воздействия кислорода, создавая шлаковую и газовую среду;
- помогают поддерживать стабильное действие дуги и перенос металла электрода в зону плавления;
- ненужные примеси выводятся из тела сварного шва в зону шлакообразования;
- введение флюса препятствует образованию пор и трещин, что улучшает качество соединения.
Необходимо отметить, что режимы сварки под флюсом полностью зависят от используемой аппаратуры, материала заготовок и состава гранул, в каковые могут входить присадочные добавки. В отдельном ряду стоит флюс для кузнечной сварки, который помогает соединять наилучшим образом и проковывать полосы металла с требуемым качеством.
Такой метод, как автоматическая сварка под флюсом логично диктует наличие бункеров для гранул, которые дозировано, подают состав в стык будущего шва и при этом перемещаются перед электродом. Такие агрегаты управляются оператором дистанционно и с определённой скоростью подают сварочную проволоку, также являющуюся электродом. Это оборудование называется сварочным трактором для сварки под флюсом и однозначно применяется в промышленном производстве.
Важно, что применение флюса в домашних условиях требует определённых знаний в этой области, поскольку неверный выбор физико-химического состава, приведёт к ощутимой потере качества.
Виды флюса и его технические характеристики
Многообразные сварочные флюсы используются при сплавлении различных металлов и участвуют в разных технологических процессах. Их физико-химический состав отличается по условиям применения, например, флюс для кузнечной сварки состоит, в основном, из буры, которую расплавляют, чтобы удалить кристаллизационную воду, а затем измельчают до гранулированной консистенции. Любой сварке под флюсом необходим тщательный подбор состава гранул, который делится по способу его производства на неплавленый и плавленый.
Неплавленные сварочные флюсы изготавливаются путём спекания ингредиентов и содержат легирующие и раскисляющие примеси, которые либо спекают, либо смешивают с жидкой стеклянной массой и называют керамическими. Более популярен флюс сварочный плавленый, который значительно дешевле и содержит оксиды марганца и кремния. Гранулированный состав для сварки под флюсом в определённом ассортименте предлагаются компанией ЭСАБ. В плавленый вид оксиды входят в разных пропорциях и их введение обусловлено сваркой цветных металлов, спецсталей разного назначения, легированных сплавов и низкоуглеродистых сталей.
Особенное место при сварке под флюсом присуще бескислородной группе, которая применяется в работе с быстро окисляющимися сплавами и металлами. По строению гранул продукция делится на стекловидные и пемзообразные виды, а по степени легирования на керамические легирующие, и точно также плавленые низколегирующие и пассивные. Согласно ГОСТ 9087-81 составы для сварки под слоем флюса строго регламентируются и подразделяются, для разных групп свариваемых металлов, на такие виды:
- продукция для сваривания низкоуглеродистых сталей, в этих работах используются оксидные сорта Ан-65, ФЦ-6, ОСЦ-45 и ФВТ-4, возможно их употреблять, как флюс для кузнечной сварки;
- для сталей легированных используют продукцию с меньшей активностью ФЦ-16, ФВТ-1, АН-42 и АН-47;
- для соединения ряда сортов сталей применяется керамический флюс с примесями металлов;
- для работы с активными металлами выбирают солевые безоксидные флюсы с высоким содержанием окиси титана.
Очень важно подобрать не только химический состав продукции, но и режим работы, а также оборудование.
Флюс после дозировки, выплавляется в печах, а затем размалывается и гранулируется. После прокаливания продукция фасуется в мешки или жестяные контейнеры.
Оборудование для производства сварки под флюсом
Для проведения сварки под флюсом можно использовать как понижающие трансформаторы, так и полуавтоматы, согласовывая режимы производственного цикла, состав металла и параметры присадочной продукции. В производстве используется автоматическая сварка с широкими функциональными возможностями в различных отраслях, где требуются металлоконструкции серийного изготовления. Управляемые оператором, самоходные сварочные тракторы позволяют выполнить большой объём работы и применяются при сварке под флюсом. Трактор ТС-12М передвигается с помощью электродвигателя, обладает управляемым устройством подачи проволоки и бункерами для флюса.
Агрегат АДС-1000-2 имеет большую свободу движения и регулировок режима работы, которые устанавливаются оператором, по техническим условиям. Так автомат для сварки снабжён саморегулирующимся приспособлением изменения скорости подачи проволоки, и самовосстановлением тока дуги, а также функцию дистанционного управления сварочным током через трансформатор.
Автоматы или полуавтоматы состоят из следующих основных узлов:
- источник тока, как правило, трёхфазный, питающийся от сети 380 В;
- блока управления с настройками режима работы;
- приспособления подачи электродной проволоки с бобиной;
- бункеров подачи флюса сжатым воздухом под давлением;
- шланга с подачей напряжения и проволоки с наконечником;
- механизм передвижения.
В случае шва с разделкой кромок свариваемых поверхностей, есть возможность отрегулировать подачу флюса для создания надёжного сварочного стыка между деталями.
Что в итоге?
Таким образом, мы рассказали о том какой флюс для кузнечной сварки можно использовать, а также необходимость подбора этой продукции, как важного компонента, для автоматического сваривания металлов и их сплавов. Использование флюса существенно поднимает качество работ и удешевляет производственный процесс, а рекомендации стандартов ГОСТа не позволят сделать грубые ошибки.
Сергей Одинцов
electrod.biz
Автоматическая сварка под флюсом.
Сварку под флюсом выполняют на постоянном токе обратной полярнос-ти. Сила сварочного тока не превышает 800А, напряжение дуги до 40 В, ско-рость сварки изменяют в диапазоне 13…30 м/ч. Одностороннюю однопроход-ную сварку применяют длясоединений толщиной до 8 мм и выполняют на ос-тающейся стальной подкладке или флюсовой подушке.
Максимальная толщина соединений без разделки кромок, свариваемых двусторонними швами, не должна превышать 20 мм. Для стыковых соединений без скоса кромок (односторонних и двусторонних) используют проволоку марки Св-08ХН2М. Применять более легированные проволоки для таких сое-динений нецелесообразно, поскольку в этом случае швы имеют излишне высо-кую прочность.
Наиболее часто стыковые соединения подготавливают со скосом кромок. Сварку корневых швов стыковых соединений высокопрочных сталей с V- или Х-образной разделкой кромок обычно выполняют проволоками марок Св-08ГА или Св-10Г2. Заполнение разделок кромок осуществляется проволоками марок Св-08ХН2ГМЮ или Св-08ХН2ГСМЮ последовательным наложением слоев.
Основные параметры режима автоматической сварки под флюсом: сваро-чный ток, напряжение дуги и скорость перемещения дуги.
С увеличением сварочного тока дуга больше погружается в основной ме-талл, возрастает погонная энергия и количество расплавленного в единицу вре-мени электродного металла. В результате глубина провара и доля участия ос-новного металла в металле шва увеличиваются. Увеличение диаметра свароч-ной проволоки при неизменном сварочном токе приводит к уменьшению глу-бины провара и выпуклости шва при одновременном увеличении его ширины. В зависимости от толщины свариваемых кромок применяют проволоку диа-метром 2…5 мм.
Увеличение напряжения дуги приводит к повышению ее подвижности, в результате чего увеличивается ширина шва, а глубина остается практически не-изменной. При сварке под флюсами АН-17М и АН-43 напряжение дуги не дол-жно превышать 40 В. Скорость перемещения дуги при сварке стыковых соеди-нений высокопрочных сталей изменяют от 13 до 30 м/ч. Повышение скорости сварки в этом диапазоне обусловливает увеличение глубины проплавления. Автоматической сваркой под флюсом выполняют стыковые, угловые и нахлес-точные швы, расположенные в нижнем положении.
Стыковые соединения можно выполнять односторонними и двусторонни-ми швами с разделкой и без разделки кромок. Швы с разделкой кромок могут быть однопроходными и многопроходными.
Односторонней однопроходной сваркой соединяют высокопрочную сталь толщиной до 8 мм. Для более толстого металла использовать односторон-нюю сварку нецелесообразно, поскольку это приводит к перегреву металла око-лошовной зоны.
Односторонние стыковые соединения сваривают с использованием тех-нологических приемов, которые позволяют обеспечивать высокое качество сварных швов: на остающейся стальной подкладке, на медной или флюсомед-ной подкладке, на флюсовой подушке. Подкладные планки изготовляют из низкоуглеродистой стали СтЗсп толщиной 3…6 мм и шириной 40…50 мм. Зазор между подкладкой и кромками не должен превышать 0,5… 1 мм для пре-дотвращения затекания металла в корневом участке шва. В противном случае в корне шва могут образоваться дефекты (прожоги, шлаковые включения, трещи-ны). После окончания кварки подкладную планку, как правило, удаляют, а поверхность шва зачищают шлифовальной машинкой заподлицо с основным ме-таллом.
При использовании медных или флюсомедных подкладок, флюсовых по-душек необходимо обеспечивать плотное под-жатие подкладки к корню свар—ного соединения. Рекомендуемые режимы односторонней сварки под флюсом стыковых соединений толщиной до 8 мм без скоса кромок на флюсовой по-душке приведены в табл. 23. Металл большей толщины без скоса кромок сва-ривают двусторонними швами.
Таблица 23. Режимы автоматической сварки под флюсом стыковых соединений без скоса кромок на флюсовой подушке

Двусторонняя автоматическая сварка является основным методом полу-чения высококачественных швов, так как этот тип соединений наиболее тех-нологичен, надежен, позволяет получать сварные соединения с минимальными деформациями и высоким качеством. Двусторонняя автоматическая сварка бо-лее надежна по сравнению с односторонней, так как в этом случае на качество швов в меньшей степени влияет колебание режима сварки, смещение электрода от оси шва, точность подготовки кромок и сборки. Первый проход двусторон-него шва обычно выполняют на флюсовой подушке или «на весу».
Максимальная толщина металла, свариваемого двусторонними швами при бескосной разделке кромок, не должна превышать 20 мм. В противном слу-чае сварку необходимо вести на форсированных режимах, что приводит к сни-жению пластичности и хладостойкости металла околошовной зоны. Техника сварки первого прохода такая же, как и односторонних швов. Глубина проплав-ления должна быть равна (0,6…0,7) металла. После кантования изделия второй проход шва выполняют с таким расчетом, чтобы перекрытие слоев состав-ляло 3…4 мм. Наиболее рационально такие швы сваривать с обязательным за-зором в стыке. Режимы двусторонней автоматической сварки под флюсом сты-ков без скоса кромок обычно выбирают с таким расчетом, чтобы оба слоя шва сваривались без переналадки сварочной аппаратуры (табл. 23).
Для стыковых соединений без скоса кромок (односторонних и двусторон-них) используют сварочную проволоку Св-08ХН2М. Применять более легиро-ванные проволоки для таких соединений нецелесообразно, поскольку в этом случае механические свойства швов имеют излишне высокую прочность.
Наиболее часто при сварке высокопрочных сталей стыковые соединения подготовляют со скосом кромок. Корневые швы стыковых соединений высоко-прочных сталей с V- или X-образной разделкой кромок обычно выполняют то-ком прямой полярности проволоками Св-08ГА или Св-10Г2 (табл. 24).
Заполнение V-образной разделки кромок осуществляется током обратной полярности проволоками Св-08ХН2ГМЮ или Св-08ХН2Г2СМЮ последова-тельным наложением слоев. При выполнении слоев многопроходного шва пер-вые два-три слоя выполняют по оси разделки, а все последующие — со смеще-ниями последовательно то к одной, то к другой стороне разделки.
Порядок многопроходной сварки швов при Х-образной симметричной разделке кромок следующий: выполняют сварку с одной стороны, заполняя разделку на одну треть или наполовину по глубине; кантуют соединение, зачи-щают корень шва и выполняют сварку с этой стороны, заполняя разделку на одну треть или наполовину сечения по глубине; снова кантуют и окончательно сваривают шов с первой стороны, а затем — со второй стороны соединения.
При сварке толстолистовых соединений высокопрочных сталей более предпочтительна разделка с двумя несимметричными скосами двух кромок.
При автоматической сварке под флюсом угловых швов тавровых и нахле-сточных соединений при положении в угол формирование швов затруднено, в результате чего появляются условия для образования подрезов вертикальной стенки и наплывов металла шва на горизонтальную полку. Основным условием получения качественных швов является правильный выбор режима сварки и точное расположение конца электрода относительно кромок свариваемого из-делия. Электрод располагают таким образом, чтобы угол, образуемый электро-дом и вертикальной стенкой, составлял 35…40°.
Сварку тавровых, угловых и нахлесточных соединений выполняют в двух основных положениях — в «лодочку» и в угол (табл. 25, 26).

Дата добавления: 2017-05-02; просмотров: 588; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Похожие статьи:
poznayka.org
www.samsvar.ru
Автоматическая сварка под флюсом — режимы сварки и основные параметры
Все нужные работнику значения обозначаются в ТУ на сварку того или иного изделия. Если такие данные отсутствуют, то оптимальные параметры режима сварки подбираются опытным (экспериментальным) путем на образцах из того же металла (сплава). Существует несколько методик получения неразъемных соединений, но при автоматизации процесса чаще всего выбирается сварка электродуговая под флюсом. Такая технология считается наиболее эффективной. О ее режимах, порядке расчетов основных величин и пойдет речь.
Примечание. Сварка под флюсом в автоматическом режиме целесообразна, если толщина обрабатываемого изделия (мм) в пределах 5 – 50.

Особенности
- Тщательная подготовка кромок образцов (раздела). Наличие инородных фракций делает структуру шва пористой, что провоцирует в дальнейшем образование трещин по всей его длине.
- Автоматическая сварка ведется сразу же по окончании обработки кромок скрепляемых деталей.
- Повышенные требования к металлам (и основы, и стержня электрода).
Параметры режимов сварки под флюсом
Характеристики тока (полярность, величина)
 Они напрямую отражаются на форме сварного шва. К чему приводит повышение величины тока?
Они напрямую отражаются на форме сварного шва. К чему приводит повышение величины тока?
- За счет более интенсивного расплавления металлов (кромок деталей и стержня электрода) объем сварочной ванны возрастает. Это связано с повышением температуры в рабочей зоне.
- Увеличивается давление дуги на расплав (жидкую субстанцию), который частично выдавливается из-под электрода, и глубина ее проникновения в металл основы становится больше. Следовательно, существует прямая зависимость между глубиной проплава (hi) и силой тока сварки (Iсв).
hi = к Iсв, где к – коэффициент, зависящий от полярности тока, типа флюса и сечения электрода. Некоторые его значения приведены в таблице.

Подразумевается, что сварка ведется при включении с прямой полярностью. Смена ее на обратную, с применением флюсов, увеличивает глубину проплавления в среднем на 45%. Работа переменным током – примерно на ¼.
Параметры дуги
Длина (lд). Рекомендуемое ее значение указывается в паспорте на электроды. От его неизменности в ходе сварки зависит, прежде всего, ширина получаемого шва.

Напряжение (Uд). Зависит от длины. Для дуги при сварке под флюсом справедлива формула Uд = а (напряжение источника питания) + b (падение U на единицу длины дуги) х lд.
Скорость сварки
Она влияет на процентное содержание основного металла в получившемся шве и его форму. При изменении скорости меняется и пространственная ориентация дуги (угол наклона относительно поверхности ванны). Здесь наблюдается взаимосвязь между несколькими параметрами – диаметр электрода, напряжение дуги и сила тока.
При автоматизации процесса скорость сварки выбирается в пределах 35 (±5) м, на начальном этапе – 20.
Дополнительные параметры
- Диаметр проволоки электрода. При автоматической сварке под флюсом рекомендуемые значения – от 2 до 6 мм.
- Скорость ее подачи в рабочую зону.
- Компонентный состав флюса.
- Вылет электрода.
- Пространственная ориентация шва.
Порядок расчета режимов автоматической сварки
Далее – лишь общая последовательность действий, независимо от марки стали, вида флюса и используемых электродов.
- Выбираются исходные данные – требуемый тип неразъемного соединения, толщина материала, особенности станочного оборудования (производительность, мощность).
- Составляется чертеж (в разрезе и в масштабе) будущего шва и определяются его параметры.
- Вычисляются оптимальные значения силы тока, диаметра электрода, скорость его подачи.
- Рассчитывается скорость автоматической сварки.
- Определяется площадь провара. Если все проделано правильно, ее значение должно быть идентично шву на чертеже. Допустимые отклонения – не более ± 10%. При несоблюдении этого условия корректировке в первую очередь подлежат параметры дуги (напряжение) и скорость автоматизированной сварки.
В статье всего лишь общая информация, дающая начальное понятие об особенностях и режимах сварки под флюсом автоматом. Многое зависит от сорта стали (марки), используемого флюса и ряда других факторов. Начинающему сварщику не менее важно научится правильно находить соответствующие таблицы, которые помогают сделать необходимые расчеты режима.


ismith.ru
Автоматическая сварка под флюсом.
Сварку под флюсом выполняют на постоянном токе обратной полярнос-ти. Сила сварочного тока не превышает 800А, напряжение дуги до 40 В, ско-рость сварки изменяют в диапазоне 13…30 м/ч. Одностороннюю однопроход-ную сварку применяют длясоединений толщиной до 8 мм и выполняют на ос-тающейся стальной подкладке или флюсовой подушке.
Максимальная толщина соединений без разделки кромок, свариваемых двусторонними швами, не должна превышать 20 мм. Для стыковых соединений без скоса кромок (односторонних и двусторонних) используют проволоку марки Св-08ХН2М. Применять более легированные проволоки для таких сое-динений нецелесообразно, поскольку в этом случае швы имеют излишне высо-кую прочность.
Наиболее часто стыковые соединения подготавливают со скосом кромок. Сварку корневых швов стыковых соединений высокопрочных сталей с V- или Х-образной разделкой кромок обычно выполняют проволоками марок Св-08ГА или Св-10Г2. Заполнение разделок кромок осуществляется проволоками марок Св-08ХН2ГМЮ или Св-08ХН2ГСМЮ последовательным наложением слоев.
Основные параметры режима автоматической сварки под флюсом: сваро-чный ток, напряжение дуги и скорость перемещения дуги.
С увеличением сварочного тока дуга больше погружается в основной ме-талл, возрастает погонная энергия и количество расплавленного в единицу вре-мени электродного металла. В результате глубина провара и доля участия ос-новного металла в металле шва увеличиваются. Увеличение диаметра свароч-ной проволоки при неизменном сварочном токе приводит к уменьшению глу-бины провара и выпуклости шва при одновременном увеличении его ширины. В зависимости от толщины свариваемых кромок применяют проволоку диа-метром 2…5 мм.
Увеличение напряжения дуги приводит к повышению ее подвижности, в результате чего увеличивается ширина шва, а глубина остается практически не-изменной. При сварке под флюсами АН-17М и АН-43 напряжение дуги не дол-жно превышать 40 В. Скорость перемещения дуги при сварке стыковых соеди-нений высокопрочных сталей изменяют от 13 до 30 м/ч. Повышение скорости сварки в этом диапазоне обусловливает увеличение глубины проплавления. Автоматической сваркой под флюсом выполняют стыковые, угловые и нахлес-точные швы, расположенные в нижнем положении.
Стыковые соединения можно выполнять односторонними и двусторонни-ми швами с разделкой и без разделки кромок. Швы с разделкой кромок могут быть однопроходными и многопроходными.
Односторонней однопроходной сваркой соединяют высокопрочную сталь толщиной до 8 мм. Для более толстого металла использовать односторон-нюю сварку нецелесообразно, поскольку это приводит к перегреву металла око-лошовной зоны.
Односторонние стыковые соединения сваривают с использованием тех-нологических приемов, которые позволяют обеспечивать высокое качество сварных швов: на остающейся стальной подкладке, на медной или флюсомед-ной подкладке, на флюсовой подушке. Подкладные планки изготовляют из низкоуглеродистой стали СтЗсп толщиной 3…6 мм и шириной 40…50 мм. Зазор между подкладкой и кромками не должен превышать 0,5… 1 мм для пре-дотвращения затекания металла в корневом участке шва. В противном случае в корне шва могут образоваться дефекты (прожоги, шлаковые включения, трещи-ны). После окончания кварки подкладную планку, как правило, удаляют, а поверхность шва зачищают шлифовальной машинкой заподлицо с основным ме-таллом.
При использовании медных или флюсомедных подкладок, флюсовых по-душек необходимо обеспечивать плотное под-жатие подкладки к корню свар—ного соединения. Рекомендуемые режимы односторонней сварки под флюсом стыковых соединений толщиной до 8 мм без скоса кромок на флюсовой по-душке приведены в табл. 23. Металл большей толщины без скоса кромок сва-ривают двусторонними швами.
Таблица 23. Режимы автоматической сварки под флюсом стыковых соединений без скоса кромок на флюсовой подушке
Двусторонняя автоматическая сварка является основным методом полу-чения высококачественных швов, так как этот тип соединений наиболее тех-нологичен, надежен, позволяет получать сварные соединения с минимальными деформациями и высоким качеством. Двусторонняя автоматическая сварка бо-лее надежна по сравнению с односторонней, так как в этом случае на качество швов в меньшей степени влияет колебание режима сварки, смещение электрода от оси шва, точность подготовки кромок и сборки. Первый проход двусторон-него шва обычно выполняют на флюсовой подушке или «на весу».
Максимальная толщина металла, свариваемого двусторонними швами при бескосной разделке кромок, не должна превышать 20 мм. В противном слу-чае сварку необходимо вести на форсированных режимах, что приводит к сни-жению пластичности и хладостойкости металла околошовной зоны. Техника сварки первого прохода такая же, как и односторонних швов. Глубина проплав-ления должна быть равна (0,6…0,7) металла. После кантования изделия второй проход шва выполняют с таким расчетом, чтобы перекрытие слоев состав-ляло 3…4 мм. Наиболее рационально такие швы сваривать с обязательным за-зором в стыке. Режимы двусторонней автоматической сварки под флюсом сты-ков без скоса кромок обычно выбирают с таким расчетом, чтобы оба слоя шва сваривались без переналадки сварочной аппаратуры (табл. 23).
Для стыковых соединений без скоса кромок (односторонних и двусторон-них) используют сварочную проволоку Св-08ХН2М. Применять более легиро-ванные проволоки для таких соединений нецелесообразно, поскольку в этом случае механические свойства швов имеют излишне высокую прочность.
Наиболее часто при сварке высокопрочных сталей стыковые соединения подготовляют со скосом кромок. Корневые швы стыковых соединений высоко-прочных сталей с V- или X-образной разделкой кромок обычно выполняют то-ком прямой полярности проволоками Св-08ГА или Св-10Г2 (табл. 24).
Заполнение V-образной разделки кромок осуществляется током обратной полярности проволоками Св-08ХН2ГМЮ или Св-08ХН2Г2СМЮ последова-тельным наложением слоев. При выполнении слоев многопроходного шва пер-вые два-три слоя выполняют по оси разделки, а все последующие — со смеще-ниями последовательно то к одной, то к другой стороне разделки.
Порядок многопроходной сварки швов при Х-образной симметричной разделке кромок следующий: выполняют сварку с одной стороны, заполняя разделку на одну треть или наполовину по глубине; кантуют соединение, зачи-щают корень шва и выполняют сварку с этой стороны, заполняя разделку на одну треть или наполовину сечения по глубине; снова кантуют и окончательно сваривают шов с первой стороны, а затем — со второй стороны соединения.
При сварке толстолистовых соединений высокопрочных сталей более предпочтительна разделка с двумя несимметричными скосами двух кромок.
При автоматической сварке под флюсом угловых швов тавровых и нахле-сточных соединений при положении в угол формирование швов затруднено, в результате чего появляются условия для образования подрезов вертикальной стенки и наплывов металла шва на горизонтальную полку. Основным условием получения качественных швов является правильный выбор режима сварки и точное расположение конца электрода относительно кромок свариваемого из-делия. Электрод располагают таким образом, чтобы угол, образуемый электро-дом и вертикальной стенкой, составлял 35…40°.
Сварку тавровых, угловых и нахлесточных соединений выполняют в двух основных положениях — в «лодочку» и в угол (табл. 25, 26).
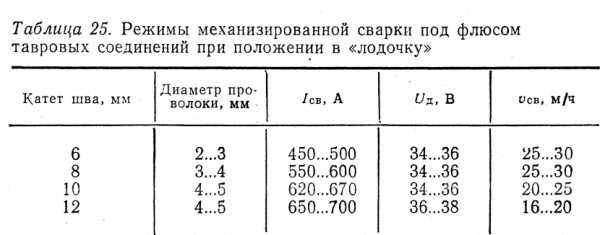
Похожие статьи:
poznayka.org
Техника и режимы автоматической и полуавтоматической сварки под флюсом
Автоматическая сварка под флюсом стыковых соединений.
Стыковые соединения в зависимости от толщины металла и применяемой техники сварки выполняются односторонними и двусторонними швами, с разделкой (скосом) и без разделки кромок (рис. 68, а, б, в).
Рис. 68. Виды стыковых швов, выполненных под флюсом: а — односторонний (соединение без разделки кромок), б — односторонний (соединение с разделкой кромок), в — двусторонний (соединение без разделки кромок), г — односторонний многопроходной (соединение с разделкой кромок).
Как односторонние, так и двусторонние швы могут быть однопроходными или многопроходными (рис. 68, г). С целью повышения производительности труда стремятся выполнять сварку однопроходными швами, однако в отдельных случаях, например для уменьшения перегрева металла в околошовной зоне (при сварке некоторых сталей), а также при сварке металла больших толщин приходится применять многопроходную сварку с разделкой кромок.
При возрастании толщины свариваемого металла необходимая глубина провара обеспечивается увеличением сварочного тока. При этом больше расплавляется электродный металл, вследствие чего увеличивается высота усиления шва. Для получения нормального усиления шва в этом случае необходимо разделать кромки или обеспечить зазор в стыке.
Чем толще металл, свариваемый в один проход, тем больше сварочный ток, больше количество расплавленного электродного металла и тем, следовательно, больше должна быть разделка кромок (больше глубина и угол раскрытия разделки).
Площадь разделки Fр выбирается по формуле:
Fр = Fн/Кр (40)
где Кр — коэффициент, учитывающий усиление шва и равный 1,1— 1,2; Fн— сечение слоя наплавленного металла.
Сечение металла Fн наплавленного в один проход, зависит от сечения электродной проволоки и режима сварки и определяется по формуле:
Fн = fаХvэ/vсв (41)
где fа — площадь сечения электродной проволоки, мм2; vэ — скорость подачи электродной проволоки, м/ч; vсв — скорость сварки, м/ч.
Если свариваемая сталь не восприимчива к сварочному нагреву (перегреву) и швы не склонны к образованию горячих трещин, то стыковые соединения толщиной до 20 мм можно сваривать в один проход односторонним швом без разделки кромок (см. рис. 68, а).
При этом для обеспечения полного провара и оптимального усиления шва (не превышающего установленных размеров) необходим зазор в стыке шириной 5—6 мм. При отсутствии зазора одностороннюю сварку металла толщиной свыше 14 мм производят с разделкой кромок.
Чтобы предотвратить образование прожогов, односторонние стыковые соединения сваривают: в замок; на остающейся стальной подкладке; после ручной подварки с обратной стороны стыка; на медной или флюсо-медной подкладке, а также на флюсовой подушке.
В замок (рис. 69, а) сваривают кольцевые соединения толстостенных цилиндрических сосудов и труб небольшого диаметра.
На остающейся стальной подкладке (рис. 69, б) сваривают соединения из металла толщиной до 10 мм в тех случаях, когда не представляется возможным выполнить второй шов с обратной стороны соединения (трубы и цилиндрические сосуды небольших диаметров, шаровые баллоны и др.). При сварке стыка подкладка частично проплавляется и приваривается к нижней части кромок, что обеспечивает полный провар стыкового соединения.
Подкладка должна быть из того же металла, что и свариваемая сталь. Толщина ее составляет от 0,3 до 0,5 толщины свариваемого металла, а ширина — от 4 до 5 толщин свариваемого металла. Необходимо, чтобы подкладка возможно плотнее прилегала к свариваемым кромкам. Зазор между подкладкой и кромками не должен превышать 0,5—1,0 мм.
Рис. 69. Стыковые соединения для сварки под флюсом: а — в замок, б — на остающейся подкладке, в — на временной (технологической) подкладке: 1 — мелкий флюс, 2 — стальная подкладка; г — с ручной подваркой корня соединения
Следует иметь в виду, что в соединениях с остающейся стальной подкладкой в корне шва могут образоваться трещины, начинающиеся в месте прилегания подкладки к кромке. Поэтому такие соединения после сварки необходимо тщательно контролировать путем просвечивания рентгеновским или гамма-излучением или другими методами контроля.
Вместо остающихся подкладок иногда применяют временно приваренные (прихваченные) стальные подкладки из тонких полос, чтобы удержать флюс в зазоре и предотвратить прожоги (рис. 69, в). После выполнения первого шва подкладку удаляют и автоматом выполняют подварочный шов.
www.prosvarky.ru