Резец токарный — конструкция и назначение, элементы резца, типы, ГОСТ
Резец токарный – это основной рабочий элемент оснастки токарных дерево- и металлообрабатывающих станков применяемый для придания заготовке необходимой формы и размеров. От выбора типа токарного резца, его заточки и состояния во многом зависит возможность тех или иных операций, изготовления деталей требуемой конфигурации.

Конструкция токарного резца
Конструктивные элементы токарного резца – режущая часть или головка и державка, с помощью которой оснастка фиксируется в резцедержателе станка. Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
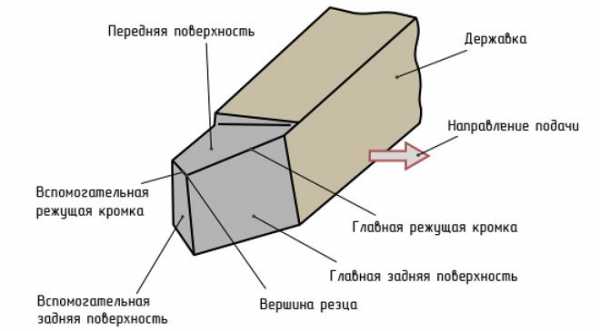
Главной рабочей частью резца является головка, режущие свойства которой определяют углы кромок. Именно углы токарного резца определяют характер съёма металла с заготовки. Основные углы:
- Главный передний – определяет уровень деформации материала при срезе, усилие реза и эффективность отвода тепла. Должен быть обратно пропорционален твердости обрабатываемого материала — чем она выше, тем меньше угол.
- Резания. Расположен между передней и задней поверхностями головки.
- Заострения. Расположен между передней и задней поверхностями. От него зависит прочность и острота оснастки.
- Основной в плане. От него зависит количество снимаемого материала.
- Вторичный в плане. От него зависит шероховатость. Чем он ниже, тем выше качество поверхности.
- Вершина между задней вспомогательной поверхностью и кромкой реза. Имеет прямое соотношение с показателем прочности.
- Наклона режущей кромки – определяет геометрию пятна контакта резца и поверхности детали.
- Задний вспомогательный – определяет трение между задней плоскостью и заготовкой.
Все элементы конструкции токарного резца выполняются из одной марки стали. Рекомендуются металлокерамические твердые сплавы Т5К10 или сходные с ним.
Классификация резцов
Существует несколько характеристик для классификации резцов. В первую очередь это конструктивные особенности:
- Монолитное исполнение – единая головка и державка.
- Сборная конструкция – головка с напайкой из твердой марки стали.
- Сборная с механическим креплением. Данные типы токарных резцов оснащены пластинами из металлокерамики, которые крепятся болтовым соединением.
- Регулируемые резцы.
В зависимости от назначения резцов они подразделяются на черновые и чистовые, соответственно, для снятия большей или меньшей толщины металла при увеличенных или уменьшенных оборотах. Также инструмент подразделяется и по направлению подачи на правый и левый.
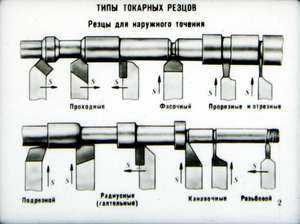
В основном виды резцов для токарного станка определяются по их функциональному назначению и подразделяются на:
- отрезные;
- проходные;
- канавочные;
- расточные;
- фасонные и резьбовые.
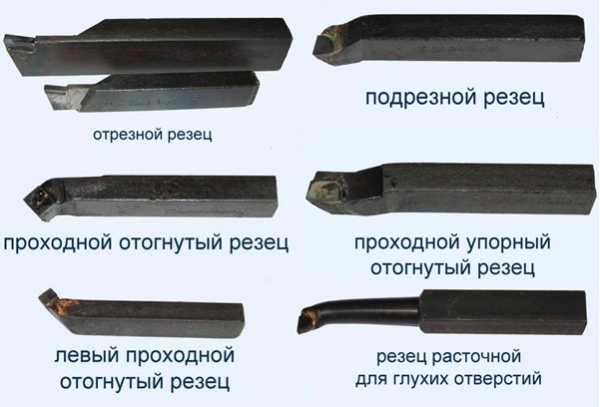
В зависимости от расположения режущей кромки относительно державки инструмент подразделяется на прямой, отогнутый и оттянутый. В прямых форма режущей кромки прямая, в отогнутых имеет изогнутую форму и в оттянутых её ширина меньше чем у стержня.
Рекомендации по подбору резца
При выборе инструмента необходимо руководствоваться функциональным назначением резцов. Что же касается материала, углов заточки и прочих параметров необходимо учесть твердость материала обрабатываемой заготовки. Также необходимо определиться с тем, что является наиболее приоритетным фактором при проведении работ – качество, производительность, стойкость инструмента.
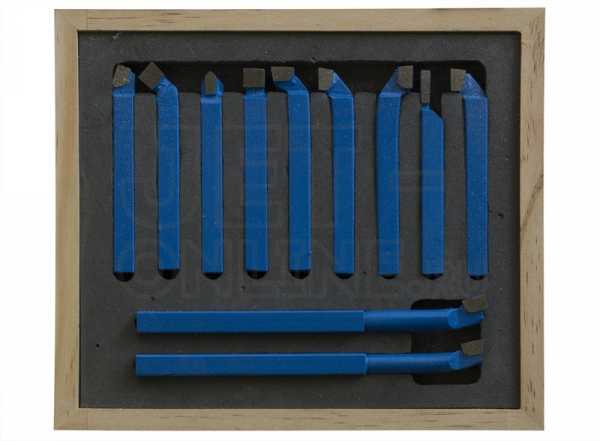
Рекомендуемый минимальный набор резцов состоит из:
- Проходного необходимого для торцевой обработки;
- Наружного нейтрального;
- Расточного.
Данный базовый комплект достаточен для выполнения большей части типовых операций, но конечно для более сложных работ понадобится расширенный набор инструмента, в том числе фасонные и резьбовые резцы. Для профессиональных работ в большом объёме разумным вариантом будет приобретение набора резцов со сменными пластинами. Это позволит впоследствии тратить меньше средств на приобретение расходных материалов, по мере износа производя только замену пластин, а не резцов целиком.
Действующие стандарты
Производство токарных резцов регулируется различными действующими стандартами. Так, технические условия отрезных резцов определяет ГОСТ 18874-73, проходных – ГОСТ 18871-73. На расточные резцы действует ГОСТ 18872-73, на фасонные – ГОСТ 18875-73 и на резьбовые – ГОСТ 18885-73.
mekkain.ru
Резцы для токарного станка по металлу: виды
Токарные работы на сегодня играют очень важную роль и в зависимости от потребностей и поставленной цели требуются резцы для токарного станка по металлу. На сегодняшний день без них практически невозможно обходиться, так как в любой промышленной отрасли их использование – это необходимость.
К токарной установке всегда прилагается определенный набор резцов, которыми производится обработка металла. От них зависит качество работ.
Качество обработки зависит от видов резцов
Что касается получистовых и чистовых инструментальных приспособлений, то этот тип предназначен для доводки уже готовых изделий после первого этапа работ. Такие резцы применяются во время невысокой скорости проведения работ.

Черновой инструмент дает возможность выполнить обработку детали с повышенными показателями скорости, при этом можно снимать более толстый слой металлической стружки. Рассматриваемые резцы имеют высокую механическую прочность, хорошие высокотемпературные показатели. Один недостаток – это низкое качество.
В зависимости от того, какая цель поставлена перед металлообработкой – используются разные типы приспособлений и насадок. Они предназначаются для черновых, получистовых и чистовых обработок.
Классификация металлорежущих инструментов
Зависимо от направления, которое должно осуществляться во время движения, резец бывает левым и правым. В первом случае обработка происходит слева направо, а во втором случае наоборот – справа налево.
Классификация зависит от способа установки, например, «аксессуар» для токарного станка бывает в виде радиальных и тангенциальных заготовок.
Тангенциальные приспособления монтируют не под прямым углом, все зависит от потребностей и поставленной цели.
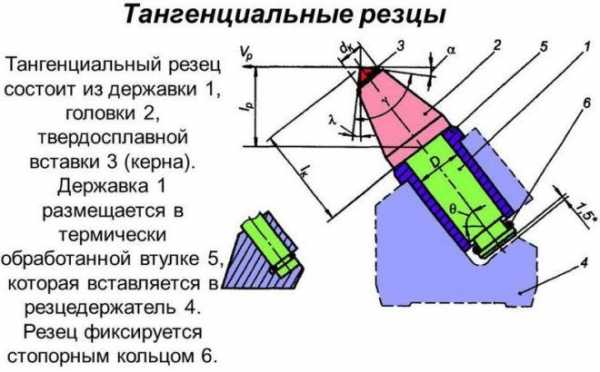
Установка немного усложняется, но стружка снимается достаточно качественно.
Важно понимать, что даже мельчайшие особенности во время точения способны серьезно влиять на результат и качество проделанной работы. Это важно учитывать перед обработкой детали.
Радиальные приспособления монтируют под углом, который равен 90° к плоскостям обрабатываемых деталей. Это дает возможность использовать более удобные, во время заточки, типы кромок.
Токарные резцы для чайников
Конструкции токарных инструментов
В конструкциях любых резцов, используемых при токарных работах, выделяются такие основные элементы:
- головка (другое ее название – рабочая головка), этой частью обрабатывается металл;
- державка – с ее помощью производится фиксация инструмента на станке.
Резцовая державка выполняется двумя вариантами (берется во внимание поперечное сечение): в виде прямоугольника и квадрата.
Формирование рабочей головки происходит в нескольких плоскостях. Режущие кромки отличаются, их угол заточки напрямую зависим от вида обработки, а также соответственно и самого сырья. Зависимо от ситуации и потребностей обработки, в установках для точения металла используются разные виды резцов.
Подрезной
Подрезной отогнутый сильно похож на проходной упорный, но есть определенные отличия.
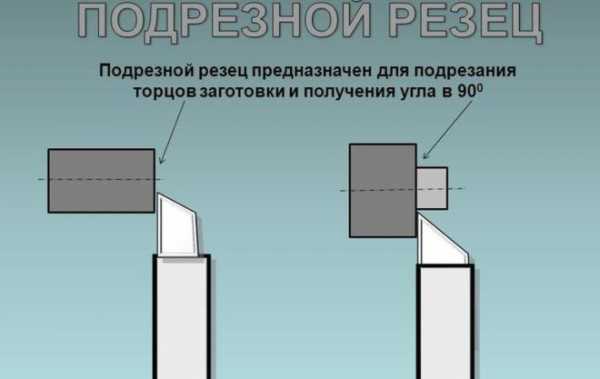
Подрезные инструменты отличаются от проходных упорных тем, что их рабочая поверхность – это пластины, сделанные из твердого сплава (они имеют форму в виде треугольника), одна из них – закругленная. Что касается проходных, то сторона сделана не закругленной, а прямоугольной.
При помощи подрезных отогнутых резцов обрабатывают в поперечном направлении, при обработке приспособление должно находиться в перпендикулярном положении. Существует подрезной упорный тип, но на практике используются значительно реже.
Расточной
Этот инструмент применяется для внутренней расточки заготовок.
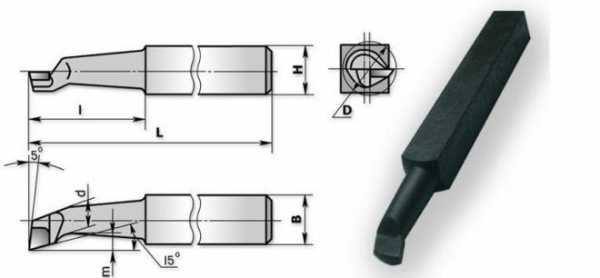
Расточной резец
Бывает два типа рассматриваемых токарных приспособлений, первый используется при растачивании глухих отверстий, а другой для растачивания уже имеющихся, например, после сверления сверлом.
Стоит помнить о том, что серьезную роль играет при расточке державка, от ее толщины и прочности зависит качество расточки. Прямые пластины, которые не имеют выступов, дают возможность без усилий входить во внутреннюю часть при вращении.
С применением такого инструмента появляется возможность обработки заготовок с разными формами, под углом (если нужно).
Существуют конструкции универсальных приспособлений, которые еще называются сборными. Это так потому что на одной державке крепится не одна пластина, а несколько.
Отрезной
Отрезные резцы для токарного станка нельзя перепутать с другими видами инструмента.
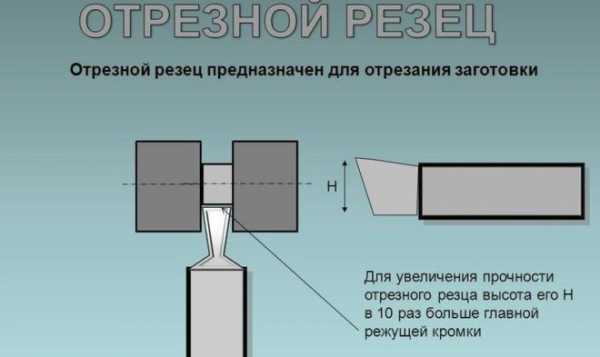
Они имеют тонкую ножку, к которой прикреплена (при помощи пайки) пластина для резки. Она делается из особого сплава, например, рапида или победита.
Ширина канавки зависит исключительно от толщины действующей пластинки или насадки. Точение производят под углом 90°. А также такими типами приспособлений можно сделать канавки.
Практически каждый токарь использует отрезной резец, без которого никак не обойтись. Они применяются для отрезания заготовок нужных размеров (металлические болванки, прутья, трубы, шестигранники).
Проходной
Торцевая часть всегда обрабатывается при помощи отогнутых проходных приспособлений. А также ими снимаются фаски.

Проходной резец для токарного станка бывает неодинаковых конструкций. Встречаются отогнутые, упорные и прямые их типы.
Упорный отогнутый – это еще одно разнообразие проходного резца. При помощи такого инструмента во время обтачивания металла происходит снятие металла. Движение резца происходит вдоль направления поворота деталей. Упорные отогнутые приспособления бывают двух типов – левосторонними и правосторонними.
Прямой тип резцов применяют в тех же случаях, что и отогнутый, в зависимости от ситуации. Главное, чтоб соблюдались все условия технологии и техники безопасности.
Резьбовой
В комплекте каждого токарного станка должен обязательно быть резьбовые резцы (наружные, внутренние).

Первый тип применяется при производстве резьбы с наружной стороны. Режущая пластина имеет форму наконечника копья. Что касается второго типа, то работа выполняется внутри заготовки.
Державки и их размеры
Державки резцов бывают различных размеров, в зависимости от возможностей станков и предполагаемого качества:
- самыми распространенными размерами является 25х16 мм;
- если державка изготавливается под заказ, то она может быть 40х25 мм, они практически не продаются;
- не менее популярным и практичным считается 32х20 мм;
- при нестандартных размерах державки бывают 20х12 мм;
- для учебных станков чаще применяются размеры 16х10 мм.
Бывают и другие размеры, которые на практике могут использоваться часто.
Чтобы правильно выбрать нужный инструмент, нужно ознакомиться с особенностями и характеристиками.
Сегодня на рынке есть разные виды рассматриваемых инструментов, при покупке стоит соблюдать особое внимание, особенно новичкам, которые решили приобрести наборы резцов для токарных работ.
Видео по теме: Токарные резцы
promzn.ru
конструкция и виды, цены, из какого металла изготовлены
Токарный станок — гениальное изобретение человечества. Сейчас без него трудно, и даже невозможно, обойтись практически в любой отрасли. Взять, например, автомобильную промышленность. В одном только двигателе сколько круглых деталей, которые необходимо сначала обработать на токарном станке, а затем поставить на своё место в «сердце» автомобиля. И колёса у него круглые, а отлитым дискам нужно придать идеально круглую форму.Оборудование для изготовления или обработки чего-либо без специальных приспособлений — это бесполезная груда металла. Не исключение и токарный станок. Чтобы на нём работать, нужны инструменты и, в первую очередь, резцы.
Конструкция резца
Резец состоит из стержня (державки) и головки.Державка крепится в резцедержателе токарного станка. Она имеет квадратную или прямоугольную форму. Головка — это рабочая часть резца с кромками и плоскостями, которые заточены под определёнными углами, что необходимо для обработки металлических заготовок различными способами.
Головки подразделяются на:
- цельные;
- с припаянными или приварными пластинами;
- с механическим креплением пластины.
Цельная головка представляет собой одно целое с державкой (стержнем). Такие резцы изготавливаются из специальной стали, называемой инструментальной, с высоким содержанием углерода, или из быстрорежущей стали. Однако такой токарный инструмент применяется крайне редко.
Чаще всего для обработки металлических заготовок на токарных станках применяются резцы с припаянными или приварными пластинами. Они изготавливаются из твёрдого сплава или из быстрорежущей стали, в состав которых входят металлы: вольфрам, титан, тантал и другие, отличающиеся высокой прочностью и ценой, конечно. Такой обрабатывающий токарный инструмент используется, в зависимости от его марки, для обработки деталей из чугуна, цветных металлов, неметаллических материалов, а также заготовок из любых сталей.
Пластины из твёрдых сплавов очень хрупкие и при работе с ними нужно обращаться осторожно, соблюдая все технологические требования.
Применяются в токарной обработке головки с механическим креплением пластины. В отличие от припаянной или приваренной, она закрепляется в головке механическим способом. Удобен он в том случае, если основа материала, из которого изготовлена пластина, составляет минералокерамика.
Таким образом, материалы рабочей части любого токарного резца составляют:
- углеродистая сталь высокого качества;
- быстрорежущая сталь;
- твёрдые сплавы.
Виды токарных резцов
Они бывают следующих видов:
- отрезные;
- проходные;
- подрезные;
- резьбовые;
- расточные;
- универсальные.
Отрезные
Любому токарю невозможно обойтись без отрезного резца. Он предназначен для того, чтобы отрезать заготовку нужного размера от металлических болванок, прутьев, труб, шестигранников и т.д., длина которых больше требуемых параметров будущей детали. Его трудно перепутать с другими, так как у него тонкая ножка, на конце которой припаяна пластинка из твёрдого сплава. Чем она уже, тем меньше рез и, соответственно, получается меньше отходов в виде стружки. Отрезка производится под прямым углом. Отрезным резцом можно вырезать тонкие канавки.Проходные
Проходные резцы подразделяются на:- отогнутые;
- упорные отогнутые;
- прямые.
Отогнутый проходной предназначен для обработки торцов у заготовки, а также снятия фасок. Получил он такое название потому, что во время обработки детали резец как бы огибает её сбоку.
Ещё один вид проходного резца для токарного станка — упорный отогнутый. Он из самых нужных при токарной обработке детали из цилиндрической заготовки. Его изгиб позволяет при обтачивании круглой детали за один проход снимать много лишнего металла. Резец при обработке двигается вдоль вращения детали. Проходные отогнутые бывают правосторонние и левосторонние. Чаще всего на практике используются правосторонние.
Проходной прямой применяется в тех же случаях, что и проходной упорный отогнутый. Им чаще всего обрабатывается поверхность металла, однако токари в своей работе используют его редко.
Подрезные
Следующий вид токарного резца — подрезной отогнутый. Не следует его путать с проходным упорным. У подрезного, в отличие от проходного упорного, рабочая часть — это, конечно же, тоже пластина из твёрдых сплавов, но треугольной формы, одна из сторон которых закруглённая, в то время как у проходного она прямоугольная. Подрезным отогнутым обрабатываются заготовки поперек оси её вращения, выставляя инструмент перпендикулярно. Есть ещё подрезные упорные резцы, но они не востребованы.Резьбовые
Комплект инструментов для токарного станка будет неполным, если там отсутствуют резьбовые резцы. Они бывают двух видов:- для нарезания наружной резьбы;
- для нарезания внутренней резьбы.
Первый тип предназначается для нарезания наружной резьбы на заготовках таких деталей, как болты, шпильки и т.д. Пластина резца напоминает форму наконечника копья. Нарезаемая резьба может быть двух видов: метрической или дюймовой, в зависимости от конструкции резца.
Второй тип используется для нарезания внутренней резьбы в заготовке. Такой резец имеет иной вид, хотя форма режущей пластины остаётся такой же, как у инструмента для нарезания наружной резьбы.
Расточные
Они бывают двух типов:
- для расточки глухих отверстий;
- для расточки сквозных отверстий.
Для растачивания сквозных отверстий на токарном станке используется другой тип резца. Предварительно в заготовке сверлом большого диаметра просверливается отверстие, а затем оно растачивается до нужного размера. Однако при этом большую роль играет державка, чем она длиннее, тем больше можно расточить отверстие в заготовке. Прямая пластинка, не имеющая выступа, позволяет инструменту легко заходить внутрь просверленной заранее в заготовке трубки и растачивать её, проходя насквозь.
Универсальные резцы ещё называют сборными, потому как на одну державку можно крепить разные пластины и, таким образом, обрабатывать заготовки различных форм под разными углами. Державки инструмента бывают разных размеров. Такой вид токарного инструмента используется редко, поэтому и производят его мало. Если он и встречается в продаже, то цена достаточно высокая, в отличие от остальных типов.
Стоимость инструмента
Цена каждого токарного резца по металлу зависит от того, из какого материала он изготовлен, вида инструмента, то есть для чего он предназначен при обработке металлических деталей и других факторов.Например, конструкция отрезного резца проще, чем для нарезания резьбы, соответственно и цена его будет ниже. Однако, если в состав материала, из которого изготовлена головка, входит дорогостоящий металл, то и цена инструмента будет намного выше.
Не стоит приобретать обрабатывающий инструмент для токарных станков по металлу подешевле. Уже давно доказано, что скупой платит дважды. Лучше купить инструмент по более высокой цене, но качественный, который прослужит дольше, а не будет одноразовым.
Оцените статью: Поделитесь с друзьями!stanok.guru
Какие бывают резцы для токарного станка по металлу: проходные, упорный, отрезные
Для механической обработки металла или других материалов применяются специальные режущие инструменты. Станки токарной группы предназначены для получения изделий цилиндрической или конической формы. Провести точение можно при применении токарных резцов, которые имеют ряд своих особенностей. Резцы для токарного станка по металлу классифицируются по огромному количеству признаков, подбираются в зависимости от особенностей проводимых операций. С появлением высокопроизводительного оборудования количество разновидностей рассматриваемого режущего инструмента увеличилось.
Конструктивные особенности токарного резца
Токарное оборудование применяется на протяжении многих десятилетий. Первый резец для токарных станков обладал примитивной конструкцией, но она сохранилась практически без изменений. Основными элементами режущего инструмента являются:
- Державка — часть инструмента, предназначенная для его фиксации в специальном узле станка.
- Рабочая головка — вторая часть резца, посредством которой выполняется механическая обработка заготовки.

Более сложной формой характеризуется рабочая головка. Она представлена сочетанием нескольких режущих кромок, которые обладают определенным углом заточки. Выбор угла заточки проводится в зависимости от особенностей предстоящей работы: режимы резания, свойства материала, требуемая точность размеров и другие. Державка может быть выполнена всего в двух видах: прямоугольной и квадратной формы.
Классификация по конструктивным признакам
Работать можно при применении самых различных вариантов исполнения режущего инструмента. Устанавливаемые приспособления для токарного станка по металлу позволяют проводить крепление следующих видов режущих инструментов:
 Прямые получили самое широкое распространение. В этом случае державка вместе с рабочей головкой расположены на одной или двух параллельных друг другу осях. Для подобного инструмента подходит самый различный держатель.
Прямые получили самое широкое распространение. В этом случае державка вместе с рабочей головкой расположены на одной или двух параллельных друг другу осях. Для подобного инструмента подходит самый различный держатель.- Изогнутые характеризуются тем, что положение оси рабочей части относительной державки отклоняется на определенный градус. Изготовление резцов по металлу изогнутого типа также проводится довольно часто, так как они позволяют проводить черновое или чистовое точение.
- Оттянутые имеют меньшую ширину рабочей головки в сравнении с державкой. Работа с подобным инструментом проводится довольно часто.
- Отогнутые имеют оси рабочей части и державки, которые не совпадают. Смещение можно заметить при визуальном осмотре инструмента сверху.
 Прямые получили самое широкое распространение. В этом случае державка вместе с рабочей головкой расположены на одной или двух параллельных друг другу осях. Для подобного инструмента подходит самый различный держатель.
Прямые получили самое широкое распространение. В этом случае державка вместе с рабочей головкой расположены на одной или двух параллельных друг другу осях. Для подобного инструмента подходит самый различный держатель.Кроме этого, классификация режущего инструмента проводится с учетом установленных норм в ГОСТ. Согласно технической информации выделяют следующие группы токарных резцов:
- Цельная конструкция, которая изготавливаются целиком из одного металла. Состоять сплав может из различных химических элементов, которые способны повысить жесткость и прочность структуры, повысить сопротивление к образованию трещин и других дефектов. Рассматривая то, какой еще металл может использоваться при изготовлении подобного изделия, стоит отметить инструментальные стали.
- Варианты исполнения, на рабочую часть которых напаивается пластина. Напайка проводится при применении специального сплава, что обеспечивает высокую прочность и надежность инструмента. Напаять могут пластины из твердых сплавов, которые способны выдерживать длительную работу. Сегодня инструмент подобного типа получил самое широкое распространение, так как его применение позволяет существенно повысить качество получаемой поверхности.
- Резцы со сменными режущими пластинами, которые фиксируются при помощи специальных винтов или прижимов. В этом случае нож по мере износа может быть заменен. Из-за сложности конструкции и ее достаточно высокой стоимости подобные инструменты применяются намного реже.
 Цельная конструкция, которая изготавливаются целиком из одного металла. Состоять сплав может из различных химических элементов, которые способны повысить жесткость и прочность структуры, повысить сопротивление к образованию трещин и других дефектов. Рассматривая то, какой еще металл может использоваться при изготовлении подобного изделия, стоит отметить инструментальные стали.
Цельная конструкция, которая изготавливаются целиком из одного металла. Состоять сплав может из различных химических элементов, которые способны повысить жесткость и прочность структуры, повысить сопротивление к образованию трещин и других дефектов. Рассматривая то, какой еще металл может использоваться при изготовлении подобного изделия, стоит отметить инструментальные стали.Состав применяемых сплавов при изготовлении режущих инструментов может существенно отличаться. Для определения основных механических качеств указывается марка металла, который применяется при изготовлении изделия.
Другие разновидности резцов
Классификация инструмента проводится и по направлению, в котором совершается подача. Выделяют токарные резцы:
- Левого типа — в процесс обработки инструмент подводить слева направо.
- Правого типа — этот тип изделия получил наибольшее распространение, так как подача суппорта осуществляется справа налево.
Технологическая карта обработки заготовки предусматривает применение следующих инструментов:
- Для выполнения черновой обработки. Зачастую приходится делать так, что показатель скорости вращения шпинделя низкий, а подача высокой. За счет этого можно снимать большой слой материала за один проход. Однако снижение показателя скорости вращения шпинделя несколько ухудшает качество получаемой поверхности. На этом этапе также образуются важные геометрические элементы изделия: фаски и канавки.
- Для чистовых работ. После того как основной слой металла был удален, наступает этап проведения чистовой обработки. В этом случае размеры заготовки и показатель шероховатости доводятся практически до финального показателя.
- Некоторые специалисты также выделяют получистовую работу, но на практике инструменты этой группы применяются крайне редко.
- Для выполнения тонких технологических операций. Если деталь должна обладать высокоточными размерами, то устанавливается инструмент, предназначенный для тонкой обработки. Он характеризуется тем, что изготавливается из сверхтвердых материалов, размеры и форма наконечника остаются неизменными на протяжении всего срока эксплуатации. Чаще всего устанавливается на станках с ЧПУ.
Вариант исполнения для черновой работы обходится дешевле всех, так как к нему предъявляется меньшее количество требований и при изготовлении применяются более доступные материалы.
Виды токарных резцов по металлу
Различают виды инструмента по предназначению. Этот момент во многом определяет форму и размеры, угол заточки режущей кромки. Выделяют следующие виды:
- Проходной резец прямой получил самое широкое распространение, так как в большинстве случаев применяется для образования наружной цилиндрической поверхности. Однако он менее удобный для снятия фасок.
- Проходной отогнутый также может применяться для получения наружной цилиндрической поверхности, но в отличие от предыдущего варианта исполнения он более комфортный при снятии фасок. Державка этого инструмента может выполняться в самой различной форме и размерах.
- Проходной упорный с отогнутой рабочей частью применяется для получения наружной цилиндрической формы, разновидность инструмента считается самой востребованной из всех представленных на рынке. Конструктивные особенности позволяют даже за один проход проводить снятие большого слоя металла.
- Подрезной инструмент применяется для обработки торцевых поверхностей. За счет изменения формы рабочей части стало возможно проводить снятие металла в перпендикулярном направлении относительно оси заготовки. Стоит учитывать, что область применения этого инструмента весьма ограничена, но без него не провести многие технологические операции.
- Отрезные резцы для токарного станка также получили весьма широкое распространение. Они применяются для отрезки заготовок под прямым углом. Характерной чертой конструкции можно назвать очень тонкую ножку, которая рассчитана на глубокое врезание в металл. Для обеспечения длительного срока службы на ножку напаивается пластина из твердосплавного металла.
- Резьбонарезные применяются в случае наличия соответствующего режима работы станка. Бывают винторезные модели, которые могут применяться для нарезания резьбы на поверхности. Для подобной работы также требуется специальный инструмент, который будет создавать канавку требующейся формы. В отдельную группу относят инструменты, которые предназначены для создания внутренней резьбы. Они имеют довольно сложную форму, предназначены для подведения к торцевой поверхности под определенным углом. В целом резьбонарезной инструмент для образования внутренней резьбы несколько напоминает расточный вариант исполнения, но отличия касаются формы режущей кромки.
- Расточный инструмент предназначен для обработки глухих отверстий, расположенных с торцевой стороны. Выделяют две группы подобных резцов: для глухих и сквозных отверстий. Разница заключается в форме режущей кромки. Рабочая часть выполнена в отогнутом виде, за счет чего инструмент можно подвести к внутренней части заготовки.
 Проходной резец прямой получил самое широкое распространение, так как в большинстве случаев применяется для образования наружной цилиндрической поверхности. Однако он менее удобный для снятия фасок.
Проходной резец прямой получил самое широкое распространение, так как в большинстве случаев применяется для образования наружной цилиндрической поверхности. Однако он менее удобный для снятия фасок.
Кроме этого, в продаже можно встретить варианты исполнения, предназначенные для мини-станков. Они характеризуются державкой меньшего размера. Применение современных сплавов при изготовлении позволяет сделать инструмент более устойчивым к механическому и иному воздействию.
Особенности сборных резцов
Рассматривая универсальные резцы, следует уделить внимание сборной конструкции. Они характеризуются тем, что могут снабжаться режущими пластиками с различной формой. К особенностям этого варианта исполнения можно отнести следующие моменты:
- При смене наконечника можно получить самые различные варианты исполнения резца. Есть возможность изменять угол обработки, что требуется в некоторых случаях при получении сложной поверхности.
- Конструкция подобного инструмента сложна, что определяет повышение стоимости.
- Зачастую рассматриваемое изделие приобретается для станков ЧПУ или других специальных моделей, предназначенных для выполнения специфических работ.
- Применяемый метод крепления не предназначен для высоких нагрузок. Именно поэтому при применении рассматриваемого инструмента нужно уделить внимание правильности выбора режима резания.
- Пластины, которые выступают в качестве режущей кромки, изготавливают из прочных и износостойких сплавов. Именно поэтому они могут прослужить долго и применяться для чистовой обработки.
Широкое распространение станков с ЧПУ определило появление довольно большого количества новых разновидностей резцов.
Это связано с тем, что возможности станка ограничиваются лишь эксплуатационными качествами применяемого режущего инструмента.
Появление современных сплавов, которые могут выдерживать воздействие высоких температур и трения, также позволило максимально раскрыть потенциал подобного оборудования. Именно поэтому сегодня резцы с твердосплавными пластинами получили весьма широкое распространение, встречаются в машиностроительных, станкостроительных и других цехах. Однако их высокая стоимость определяет низкую рентабельность применения на обычных токарных станках. Поэтому цельный инструмент пока часто применяется при выполнении различных операций.
obrabotkametalla.info
Проходной, отрезной и расточной резец для токарного станка по металлу: особенности и применение
Для работы на токарных станках устанавливается специальный инструмент, который называют резцом. Существует довольно большое количество его различных разновидностей, каждый подходит для проведения тех или иных работ. Кроме этого, классификация проводится по показателям допустимых режимов резания. Рассмотрим резцы для токарного станка по металлу подробнее. Основная классификация заключается в предназначении. По данному критерию выделяют несколько разновидностей инструмента.
Проходной отогнутый
Резец проходной отогнутый имеет отогнутую в правую или левую сторону рабочую часть. Область применения — обработка торцевой части заготовки. Проходной отогнутый резец применяют и для снятия фасок.
Державки могут иметь самые различные размеры.
- Для станков, устанавливающихся на территории учебных цехов, изготавливают модели с державками 16×10 мм.
- Наиболее распространенным вариантом исполнения можно назвать резцы с державкой 25×16 мм.
- Режущий инструмент с державкой 40×25 мм изготавливается исключительно на заказ.
Все стандарты, связанные с производством, указываются в ГОСТ 18877–73 .
Проходной упорный
Довольно часто используется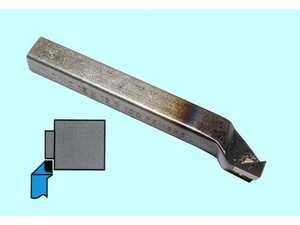 резец проходной упорный, который применяется для обработки цилиндрической поверхности. Сегодня этот инструмент самый распространенный. Конструктивные особенности режущей кромки определяют возможность снятия достаточно большого слоя металла всего за один проход.
резец проходной упорный, который применяется для обработки цилиндрической поверхности. Сегодня этот инструмент самый распространенный. Конструктивные особенности режущей кромки определяют возможность снятия достаточно большого слоя металла всего за один проход.
Некоторые производители выполняют его с отогнутой основной частью. Среди других особенностей отметим:
- длина державки может существенно отличаться. Инструмент по этому показателю подбирается в зависимости от того, какой диаметр у заготовки и где он будет применяться;
- режущую кромку изготавливают из твердого материала. Встречаются варианты исполнения со сменными наконечниками, которые изготавливаются из высокопрочных металлов.
Проходной упорный режущий инструмент сегодня встречается практически в каждой мастерской.
Отрезной
Сегодня резец отрезной есть практически в каждом цеху. Конструктивные особенности инструмента позволяют проводить отрезание заготовки под прямым углом. Кроме этого, инструмент применяется для получения канавки различной глубины. Среди особенностей отметим нижеприведенные моменты.
- Характерная черта заключается в тонкой ножке. Она позволяет уменьшить количество снимаемого материала при работе, что ускоряет процесс отрезки.
- На тонкую ножку напаиваются пластины из твердого сплава, что позволяет выполнять обработку на достаточно большой скорости.
- Выделяют две основные разновидности отрезных резцов: право- и левосторонние варианты исполнения.
- Классификация также ведется по размеру державки.
Отрезной инструмент практически не заменить. Его можно применять и для чистового прохода по торцевой поверхности.
Расточной
Для обработки глухих отверстий может применяться расточной резец. Обработка подобного типа возможна по причине особого изгиба рабочей части. Важным моментом назовем то, что максимальный диаметр отверстия зависит от размера державки. Длина может варьироваться в пределе от 170 до 300 мм. При изготовлении державки и режущей части могут использоваться различные металлы для придания особых эксплуатационных качеств.
Классификация по конструктивным особенностям
Следует учитывать, что классификация режущего инструмента также проводится по конструктивным особенностям. Согласно ГОСТ выделяют следующие типа режущего инструмента.
- Цельный, который полностью изготавливается из легированной стали. Кроме этого, используется и инструментальная сталь. Заточка ее осложняется высокой твердостью режущей кромки, но инструмент служит намного дольше.
- В последнее время встречается большое количество вариантов исполнения, которые имеют напаянные пластины из твердого материала. Резцовые держатели в этом случае фиксирует дешевый материал, а рабочая кромка представлена высокопрочным материалом.
- Резцы со съемными твердосплавными пластинами можно назвать самым дорогим вариантом исполнения. Крепление пластины проводится при помощи специальных винтов или прижимов. Фасонный резец со сменной пластиной всегда применяется намного реже.
 Цельный, который полностью изготавливается из легированной стали. Кроме этого, используется и инструментальная сталь. Заточка ее осложняется высокой твердостью режущей кромки, но инструмент служит намного дольше.
Цельный, который полностью изготавливается из легированной стали. Кроме этого, используется и инструментальная сталь. Заточка ее осложняется высокой твердостью режущей кромки, но инструмент служит намного дольше.Самодельный вариант исполнения зачастую цельный, так как он прост в изготовлении. Маркировка, нанесенная на державке, определяет то, какие материалы используются при изготовлении. Классификация проводится по виду проводимых работ:
- чистовые;
- черновые;
- получистовые;
- тонких технологических операций.
На видео можно встретить примеры токарных работ с применением практически всех разновидностей режущего инструмента. Наиболее важным моментом назовем то, какой именно материал применяется при изготовлении основной и режущей части.
instrument.guru
Резцы по дереву для токарного станка своими руками
Резцы по дереву для токарного станка: виды, размеры, заточка
Для точной обработки деревянных заготовок используются специальные токарные станки. Основным режущим компонентом у них являются резцы. В зависимости от формы и граней заточки они могут выполнять несколько типов операций.
Назначение токарных резцов

Этот тип инструментов предназначен для контролируемого удаления определенного объема детали. Конструктивно они схожи между собой и состоят из режущей части по дереву и места крепления. Последнее чаще всего имеет прямоугольную или квадратную форму.
Режущая кромка может быть образована одной или несколькими поверхностями. Ее основными характеристиками являются ширина лезвия, его форма и возможность регулировки направления. В подавляющем большинстве случаев кромка является неотъемлемой частью конструкции резца. Выбор той или иной модели зависит от типа работ.
Главным отличием резцов по дереву является их расположение относительно заготовки:
- радиальные. Резец устанавливается перпендикулярно и предназначен для работ по снятию большого объема древесины;
- тангенциальные. Обработка происходит по касательной, что дает возможность сформировать рисунок сложной формы.
Последнее чаще всего используется для тонкой обработки на автоматических токарных линиях. Радиальные модели по дереву наиболее распространены в механических полуавтоматических станках. Для изготовления используется сталь марок У8, У9, У10. Она должна быть закаленная, так как для выполнения специализированных работ в некоторых случаях может потребоваться твердосплавная напайка.
При выборе определенной модели необходимо учитывать материал обработки. Твердые породы древесины приведут к быстрому затуплению, что скажется на качестве дальнейшей обработки заготовки.
Виды токарных резцов по дереву
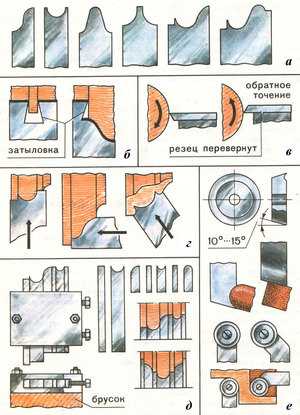
Существует множество видов обрабатывающих инструментов, которые имеют различия по форме, материалу изготовления и эксплуатации. Выделяют несколько видов, имеющих общее назначение. Именно они чаще всего используются в комплектации токарных станков. Для изготовления резцов особой формы необходимо правильно составить техническую документацию.
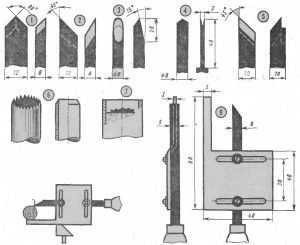
Для изготовления своими руками рекомендуется придерживаться стандартных размеров и конфигураций. В зависимости от вида обработки, резец по дереву может быть отрезной, подрезной, расточной и фасонный. Первые предназначены для отрезания от конструкции небольших прутков. С помощью подрезных осуществляется формирование уступов под углом. Расточные необходимы для работ по сверлению отверстий. Для того чтобы сделать конструкцию нестандартной формы потребуются фасонные резцы. Зачастую они имеют сложную конфигурацию.
На рисунке выше указаны основные самодельные резцы для токарного станка по дереву в зависимости от предназначения.
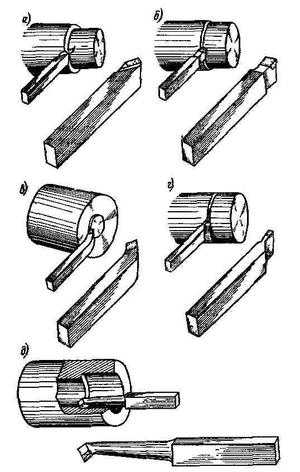
- Грубая обработка. Имеет две режущие кромки, находящиеся под острым углом относительно друг друга. В отличие от конструкций полукруглой формы они более безопасны в работе.
- Чистовая обработка. Резец предназначен для более точного удаления небольшого объема дерева и формирования гладкой поверхности. Могут быть с правосторонней или левосторонней заточкой.
- Фасонные. Обладают полукруглой формой режущие части. Назначение — изготовление нестандартных изделий.
- Отрезной по дереву.
- Расточной. В конструкции имеется небольшой уступ, с помощью которого происходит удаление стружки из зоны обработки.
- Точение круглых изделий. Резец изготавливается из трубы. Может быть зубчатой или гладкой формы в зависимости от степени обработки.
- Торцевое фасонное точение.
- С ограничителем. Блок устанавливается на резец и регулирует глубину обработки.
Кроме этих конструкций для токарных работ по дереву может понадобиться дополнительный инструмент, который также можно делать самостоятельно. Все зависит от исходной детали, типа древесины и его качества.
При постоянной эксплуатации рекомендуется приобретать инструменты из специальных сортов стали. Самодельные модели не смогут обеспечить должное качество изготовления, будут быстро затупляться. Это может сделать работу неудобной и неэффективной.
Самостоятельное изготовление резцов по дереву
 Державка для токарного станка по дереву
Державка для токарного станка по деревуОсновная сложность при изготовлении самодельных резцов для работ по дереву своими руками заключается в правильном подборе заготовки. Помимо требований к твердости режущей кромки, следует продумать, как она будет устанавливаться в державку. Этот компонент станка необходим для фиксации инструмента. Поэтому предварительно следует учесть габаритные размеры.
Следующим моментом является выбор материала заготовки для токарных работ. В идеале для этого рекомендуется использовать инструментальную сталь. Однако ее обработка в домашних условиях затруднена из-за высокого показателя твердости. Поэтому зачастую используют подручные материалы, которые после стадии предварительной обработки закаляют.
Исходя из опыта профессиональных домашних мастеров, для изготовления качественного резца своими руками можно применять следующие заготовки:
- рашпили или напильники. Чаще всего обработке подвергаются уже изношенные инструменты, которые потеряли свои первоначальные свойства. Нужно проконтролировать, чтобы материал не имел трещин и существенных сколов;
- прутки арматурной стали. Рекомендуется выбирать модели с квадратным сечением и исходными размерами, максимально близкими к заводским;
- автомобильные рессоры. Главная сложность заключается в первичной обработке — необходимо будет сделать прямоугольную форму с помощью автогена или сварочного аппарата .
Альтернативным вариантом является изготовление основного токарного корпуса с возможностью замены резцов. Но для этого нужно предусмотреть монтажные элементы в конструкции. Во время работы они должны выдерж
i-perf.ru
описание видов изделий и их назначение, заточка инструмента для станка
Токарные резцы — основной рабочий инструмент металлообрабатывающих станков. В зависимости от вида резца, на поверхности детали образуются разные прорези, проходы или другие сложные конфигурации. В процессе работы инструмент тупится. Через определенное время он нуждается в заточке, которая проводится на абразивном круге.
Конструкция токарного инструмента
Инструмент, который вставляется в станок, состоит из двух частей: держателя и головки. Держатель в сечении может иметь вид квадрата или прямоугольника. Головка, как основной элемент, представляется собой систему плоскостей и режущих кромок.
Образующийся угол заточки формируется в зависимости от материала обрабатываемой заготовки и типа выполняемой работы.

Виды токарных резцов и их назначение зависят от конструктивных особенностей:
- Прямые. Державка и головка располагаются в одной оси.
- Изогнутые. Когда державка имеет изогнутый вид.
- Отогнутые. Головка имеет отклонение от оси.
- оттянутые. Головка по ширине меньше державки.
Согласно требованиям ГОСТ инструмент разделяется на категории. В положениях этого документа указывается:
- Инструмент представляет собой цельную конструкцию, изготовленную из легированной стали. Реже применяется инструментальная сталь.
- На головку наплавляется твердосплавная пластина. Такая разновидность получила широкое распространение.
- Пластина из твердого сплава делается съемной. Крепление ведется с помощью прижимов и винтов. Применяется такая конструкция реже.
Существуют токарные резцы, виды и назначение которых зависят от направления подающего движения. Такой токарный инструмент разделяется:
- Инструмент левого типа. Их подача происходит слева направо.
- Правый тип. Здесь подача идет, наоборот, справа налево.
В зависимости от выполняемых работ резцы могут выполнять чистовую, черновую, получистовую и тонкую работу.
Разновидности резцов по металлу
Изготовление любого токарного инструмента, вне зависимости от вида выполняемых работ, проводится из твердосплавных марок стали. Их маркировка: ВК8, Т5К10, Т15К6.
Классификация токарных резцов по металлу:
- Проходные прямые. Как правило, ведется обработка внешней стороны цилиндрической детали. Ими удобно снимать фаски.
- Проходные отогнутые. Ведется обработка торцов заготовки. Ими тоже можно снимать фаски.
- Проходные упорные отогнутые. Имеют широкое применение. С их помощью можно снимать с внешней стороны большой слой металла за один проход.
- Подрезные отогнутые. Можно обрабатывать поверхность, которая расположена перпендикулярно оси вращения.
- Отрезные. Таким инструментом ведется подрезка деталей и формирование в ней углублений. Изготавливаются на поверхности канавки.
- Для нарезания наружной резьбы. Копьевидная форма режущей части позволяет нарезать на наружной поверхности метрическую резьбу. В случае изменения заточки, вид резьбы можно изготавливать другой.
- Для внутренней резьбы. Изготовление резьбы проводится в отверстиях только большого диаметра.
- Расточные для глухих отверстий. Рабочая форма имеет изгиб. Точить можно глухие отверстия, предварительно полученные сверлением.
 Проходные прямые. Как правило, ведется обработка внешней стороны цилиндрической детали. Ими удобно снимать фаски.
Проходные прямые. Как правило, ведется обработка внешней стороны цилиндрической детали. Ими удобно снимать фаски.Особенности долбежного изделия
Долбежный резец решает задачи, которые невыполнимы никаким другим инструментом. С его помощью изготавливаются канавки, фасонные отверстия, создаются зубья, формируются пазы, обрабатываются сложные поверхности.
Устанавливаются они на специальном долбежном станке и бывают трех видов:
- проходные;
- прорезные;
- для шпоночных пазов.
Поскольку работают они своей нижней частью, совершая возвратно-поступательные движения, их форма выглядит изогнутой.
Как правило, изготавливается инструмент из быстрорежущей стали. Некоторые резцы имеют напаянные пластины, что увеличивает их долговечность.
Правила заточки режущей части
 Чтобы правильно провести заточку резцов для токарного станка по металлу нужно учитывать материал, из которого он изготовлен. Важно правильно вывести передний угол заточки. Чем он больше, тем меньше сила резанья. Однако затачивать инструмент нужно в меру, потому что при чрезмерном увеличении угла идет его выкрашивание.
Чтобы правильно провести заточку резцов для токарного станка по металлу нужно учитывать материал, из которого он изготовлен. Важно правильно вывести передний угол заточки. Чем он больше, тем меньше сила резанья. Однако затачивать инструмент нужно в меру, потому что при чрезмерном увеличении угла идет его выкрашивание.
Чтобы заточить инструмент своими руками используется абразивный круг, который устанавливается на станок. При этом рабочая часть резца располагается на одном уровне с осью абразива. После окончания работы идет проверка специальным шаблоном. Он представляет собой трафарет с отверстиями, которые соответствуют необходимым углам затачивания. Изготавливается он своими руками из листового материала стали 45. Затем, после изготовления измерительных отверстий проводится его закалка.
Для доводки простых резцов используются медные оселки и специальные присадочные элементы. Если доводятся твердосплавные пластины, то применяется паста борный карбид, которая смачивается керосином или автомобильным маслом.
Виды работ, проводимые на токарном станке, очень разнообразные. Для каждого случая имеется свой вид резца. Для того чтобы инструмент служил долго, нужно за ним следить и вовремя делать правильную заточку.
obrabotkametalla.info